4.1. общие положения
Капитальный ремонт нефтепроводов с заменой наружного изоляционного покрытия осуществляется с целью полной замены изоляционного покрытия (пассивная защита), не обеспечивающего совместно со средствами электрохимической защиты (активная защита) полную защиту трубопроводов от коррозии, когда дальнейшее увеличение количества и мощности средств электрохимзащиты становится технически невозможным или экономически нецелесообразным.
Изоляционное покрытие не отвечает требованиям защиты нефтепроводов в результате:
нарушения сплошности покрытия из-за несоблюдения технологии подготовки и нанесения изоляционных покрытий;
нарушения сплошности покрытия из-за несоблюдения технологии укладочных работ и засыпки нефтепровода;
старения (многие изоляционные покрытия имеют срок службы около 15 лет при фактическом сроке службы нефтепровода около 50 лет);
изменения условий пролегания и взаиморасположения с подземными и наземными коммуникациями (электрификация железных дорог, прокладка трамвайных линий, прокладка стальных трубопроводов большого диаметра и т.д.);
повышения (постоянного или периодического) температуры перекачиваемого продукта выше допустимой для данного типа изоляционного покрытия;
изменения состояния почвы близлежащей территории (засоление и обводнение почвы, засорение территории промышленными и бытовыми стоками, свалкой мусора, шлака).
Капитальный ремонт с заменой изоляционного покрытия возможен и при просадке нефтепровода, исходя из его состояния, срока службы и новых условий пролегания в грунте. Нарушение сплошности изоляционного покрытия из-за нарушения технологии изолировочно-укладочных работ может выявиться не сразу, а после ряда лет эксплуатации.
Капитальный ремонт с заменой изоляционного покрытия заключается в полной замене изоляционного покрытия с восстановлением (при необходимости) несущей способности стенки нефтепровода и производится следующими способами: с подъемом трубопровода в траншее; с подъемом и укладкой трубопровода на лежки в траншее; без подъема трубопровода, с сохранением его положения.
Ремонт нефтепроводов с заменой изоляционного покрытия, не имеющих дефектов стенок и сварных швов, может выполняться с подъемом и удержанием его на весу грузоподъемными механизмами и без остановки перекачки. Допустимое давление на участке подъема должно определяться расчетом на прочность, но не выше 2,5 МПа. Указанный способ ремонта рекомендуется для нефтепроводов диаметром 219 — 720 мм.
При наличии на нефтепроводах этих диаметров дефектов стенок и сварных швов замену изоляционного покрытия проводят после выполнения восстановительных работ с остановкой перекачки и без нее. Для проведения восстановительных работ нефтепровод укладывают на лежки в траншее. Укладка на лежки необходима и в случаях обводненности грунта для ускорения просушки нефтепровода.
Ремонт нефтепроводов диаметром 820—1220 мм, заполненных нефтью, производится без подъема, с поддержанием или без поддержания грузоподъемными механизмами, с восстановлением и без восстановления стенки трубы. Этот способ рекомендуется и для ремонта нефтепроводов диаметром 700 мм и менее при неудовлетворительном техническом состоянии стенок трубы.
Ремонт нефтепроводов диаметром 820—1220 мм возможен с подъемом, если на период ремонта можно осуществить опорожнение трубопровода в местах его подъема, например на самотечных участках, или при возможности сброса нефти из трубопровода в емкости НПС или НПЗ.
Расчеты на прочность и устойчивость ремонтируемого участка трубопроводов диаметром 820 — 1220 мм, заполненных продуктом, показали, что ремонт этих трубопроводов с подъемом также в принципе возможен. Вопрос подлежит изучению. Однако предварительно необходимо:
создать устройство (прибор) — измеритель напряжения (ИН), измеряющее общее напряжение (остаточное плюс создаваемое), знак напряжения (растяжение, сжатие) и определяющее вектор напряжений;
создать вскрышной экскаватор, обеспечивающий минимально необходимые для работы очистных и изолировочных машин габариты траншеи;
разработать удлиненные стрелы трубоукладчиков для обеспечения возможности подъема трубопроводов при различных условиях его залегания (глубина заложения, свойства грунта, вскрытие отдельных участков одноковшовым экскаватором, изгибы, повороты и т.д.);
укомплектовать ремонтные колонны трубоукладчиками большой мощности, обеспечив их сменными удлиненными стрелами.
Организация и проведение подготовительных работ при капитальном ремонте нефтепроводов с заменой наружного изоляционного покрытия осуществляется в той же последовательности и примерно в том же объеме, что и при организации капитального ремонта трубопроводов с заменой труб.
Учитывая, что при производстве капитального ремонта нефтепроводов с заменой изоляционного покрытия допускается вскрытие трубопровода без остановки перекачки и снижения давления, а остальные операции — при давлении до 2,5 МПа, необходимо уделять особое внимание состоянию трубопровода уже в период предпроектного обследования: выполнить внутритрубную диагностику, обратив особое внимание на состояние межтрубных стыков, подверженных наибольшему разрушению при подъемах труб;
по исполнительной документации определить участки нефтепровода, на которых стыки сваривали газопрессовой и эле-ктроконтактной сваркой (менее прочных на изгиб по сравнению с дуговой сваркой), с подкладными кольцами или без них, а также марку трубной стали и электродов, температуру воздуха или время года при выполнении сварочно-монтажных работ в период строительства и т.д.
Все эти данные должны быть учтены при выдаче проектного решения о способах ремонта нефтепровода, допустимом рабочем давлении в нем.
Заказчик передает подрядчику также план ликвидации возможных аварий на ремонтируемом участке. Совместно на уровне главного инженера районного нефтепроводного управления и главного инженера или старшего прораба ремонтно-строительного подразделения изучают (с выездом на трассу) реальную обстановку по трассе (наличие, состояние и содержание линейной арматуры, вантузов, манометров, колодцев, ЛЭП, линейных сооружений, километровых и предупредительных знаков и т.п., а также наличие жилых, промышленных и сельскохозяйственных объектов, находящихся как в непосредственной близости от ремонтируемого трубопровода, так и на значительном удалении, но к территории которых возможен сток нефти при его аварийном выходе). По результатам совместного обследования корректируют план ликвидации возможных аварий, вырабатывают план совместных действий, начиная от оповещения до ликвидации последствий повреждения трубопровода. Кроме того, могут быть предложены некоторые изменения проектного решения, в том числе принято новое решение о допустимом давлении в трубопроводе или его полной остановке на отдельных этапах и местах ремонтируемого участка трубопровода.
Выработанные меры безопасности при производстве работ должны быть отражены в "Разрешении на производство работ в охранной зоне действующего магистрального трубопровода".
К капитальному ремонту нефтепроводов с заменой изоляции допускаются строительные и ремонтно-строительные организации, обладающие опытом работы по ремонту действующих нефте- и нефтепродуктопроводов и имеющие лицензии на производство этих видов работ.
Капитальный ремонт нефтепроводов должен производиться под руководством ответственного работника (начальника, прораба участка), прошедшего проверку знаний правил производства работ в квалификационной комиссии, имеющего опыт работы по ремонту действующих трубопроводов и способного принять нужные решения в нештатных ситуациях.
К началу работ по рытью траншеи со вскрытием нефтепровода должны быть получены:
письменное разрешение на право производства ремонтных работ от предприятия — владельца (эксплуатирующей организации) вскрываемого трубопровода и предприятий — владельцев (эксплуатирующих организаций) других коммуникаций, находящихся в полосе отвода земель для ремонта участка нефтепровода;
проект производства земляных работ;
наряд-допуск ремонтной колонне, участку, а при необходимости и отдельным экипажам экскаваторов и бульдозеров на производство работ;
план ликвидации возможных аварий на ремонтируемом участке нефтепровода [26].
Перед разработкой траншеи следует восстановить (воспроизвести) разметку оси вскрываемого трубопровода с установкой вешек не реже чем через 50 м и в характерных точках. Персонал ремонтно-строительной колонны должен быть проинструктирован по безопасным методам и приемам работ лицом, ответственным за их производство. При наличии угрозы жилпромсельхозобъектам в случае аварийных ситуаций на нефтепроводе (выход и разлив нефти) руководитель работ должен совместно с местной администрацией и руководителями объектов проработать план взаимодействия (эвакуация жителей, работников предприятий, оборудования, строительство защитных дамб, отводных канав и т.д.).
Земляные работы начинаются со снятия плодородного слоя почвы и размещения его в отдельном отвале. Минимальная ширина полосы снятия плодородного слоя почвы должна быть равна ширине траншей поверху плюс 0,5 м в каждую сторону, максимальная — ширине полосы отвода земель.
Снятие плодородного слоя почвы осуществляют бульдозером или экскаватором. Это зависит от ширины вскрываемой траншеи поверху, толщины плодородного слоя, ширины полосы отвода земли. При малой ширине траншеи, значительной толщине плодородного слоя и ограниченной ширине полосы отвода земли целесообразно, а иногда единственно возможно применять экскаватор.
Размеры вскрываемой траншеи устанавливаются проектом в зависимости от диаметра нефтепровода, глубины его заложения, характеристики грунтов, гидрогеологических условий, вскрышной техники и способа вскрытия траншеи. Во избежание повреждения нефтепровода минимальное расстояние между стенкой трубы и ковшом работающего экскаватора должно быть в пределах 0,15 — 0,2 м.
Длина вскрытого участка устанавливается проектом согласно расчету на продольную устойчивость. Допускается вскрытие в задел с оставлением грунтовых перемычек через 30 — 50 м.
При ремонте с подъемом нефтепровода в траншее, а также с подъемом и укладкой нефтепровода на лежки в траншее последовательность и объем земляных работ одинаковые. Трубопровод вскрывается до нижней образующей вскрышным многоковшовым или одноковшовым экскаватором. Предпочтение следует отдавать вскрышным многоковшовым экскаваторам, обладающим достаточно большой производительностью, чистотой выборки грунта из траншеи и возле трубопровода, практически не наносящим повреждений телу трубы.
При ремонте без подъема нефтепровода с сохранением его положения нефтепровод должен вскрываться ниже нижней образующей примерно на 1,0 м. Такая разработка траншей необходима для последующего размещения грунта, подрабатываемого под нефтепроводом. Эта подработка должна быть не менее 0,5 м — просвета, необходимого для обеспечения условий осмотра и ремонта тела трубы, монтажа и прохода очистных и изолировочных машин.
При вскрытии нефтепроводов одноковшовыми экскаваторами не исключены повреждения тела трубы в виде царапин, вмятин и пробоев, наносимых зубьями ковша. ИПТЭР разработан и внедрен в производство ковш, в котором вместо зубьев установлена сплошная дугообразная режущая кромка из высокопрочного, износоустойчивого металла, что позволяет сократить число случайно наносимых дефектов.
Вскрытие нефтепроводов диаметром 820—1220 мм, ремонт которых осуществляется без подъема трубы с сохранением его положения, производится двумя одноковшовыми экскаваторами. Первый экскаватор вскрывает нефтепровод с одной стороны, второй экскаватор — над нефтепроводом и с другой стороны. Разрыв между экскаваторами зависит от радиусов опасной зоны работы экскаваторов (максимальный вылет стрелы ковша) и должен быть не менее их суммарной величины. При отсутствии второго экскаватора вскрытие нефтепровода возможно одним экскаватором при его втором заходе с минимальным разрывом по времени, желательно в течение того же рабочего дня.
Для подкопа трубопроводов ИПТЭР разработаны машины типа МПТ для диаметров 720, 820, 1020 и 1220 мм, предназначенные для работы в грунтах I — IV категорий. Машины представляют собой силовое устройство в виде тележек, соединенных с гидроцилиндрами, передвигающееся по наружной поверхности трубопровода. В середине рабочей тележки смонтирован двухроторный рабочий орган. Каждый ротор имеет свой индивидуальный привод, включающий электродвигатель, верхний и нижний редукторы. Возможная глубина подкопа — 500 мм, что достаточно для прохода очистной и изолировочной машин.
Траншеи должны разрабатываться с вертикальными стенками или откосами, в зависимости от глубины заложения нефтепроводов, состава грунтов и их влажности (см. гл. 3, раздел о капитальном ремонте нефтепроводов с заменой труб).
Учитывая, что при замене изоляционного покрытия с подъемом нефтепровода в траншее и с подъемом и укладкой нефтепровода на лежки в траншее повторная подработка грунта после вскрытия трубопровода с целью заглубления его заложения невозможна, необходимо защищать траншею от затопления, ведущего к обрушению стенок и заиливанию, а также от размыва траншей поверхностными водами. Это тем более опасно, если трубопровод на ремонтируемом участке окажется с положительной плавучестью (например, на самотечных участках или при опорожнении в аварийных ситуациях).
При сильном притоке грунтовых вод необходимо предусмотреть искусственное водопонижение, а при илистых оплывающих грунтах или возможном выносе частиц грунта следует применить шпунтовые крепления [24].
Режим водоотлива должен быть таким, чтобы постоянно поддерживать уровень воды ниже нижней образующей трубы до завершения ремонтных работ, кончая засыпкой отремонтированного нефтепровода.
Водоотлив должен осуществляться механизированным способом с помощью центробежных насосов и водоотливных агрегатов.
При разработке траншеи ее необходимо защищать от затопления и размыва поверхностными водами размещением отвалов грунта с нагорной стороны, соответствующей планировкой примыкающей территории, а в необходимых случаях — устройством водоотводных канав и другими способами, например двухсторонней отсыпкой минерального грунта на равнинных местах и т.д.
До начала работ по засыпке уложенного отремонтированного нефтепровода следует:
проверить качество и в случае необходимости отремонтировать изоляционное покрытие, а также провести предусмотренные проектом работы по предохранению изоляционного покрытия от механических повреждений;
восстановить устройство электрохимзащиты;
проверить наличие и состояние подсыпки под нефтепровод из мягкого грунта в скальных, щебенистых, а также сухих котлованах и мерзлых грунтах;
на участках, отремонтированных без подъема трубопровода с сохранением его положения, проверить правильность положения нефтепровода и плотность его прилегания ко дну траншеи;
получить письменное разрешение от заказчика на засыпку отремонтированного участка;
выдать машинисту землеройной техники наряд-допуск на производство работ по засыпке.
При ремонте по способу без подъема трубопровода после ремонта изоляции нефтепровод укладывают:
на новую отметку, образовавшуюся после выборки грунта под трубопроводом подкапывающими машинами или вручную, с переходом от первоначальной отметки на новую по радиусу не менее радиуса упругого изгиба с учетом старения труб и дефектов; на первоначальную отметку путем присыпки грунта с обеих сторон траншеи и подбивки его механизированным способом устройством УПТ-1 (разработка ИПТЭР) или, как исключение, вручную трамбовками.
Способы подсыпки и подбивки грунта под нефтепровод или укладка нефтепровода на новую отметку с отражением расстановки и мощности грузоподъемных машин и механизмов должны быть определены в проекте.
Засыпать траншею следует непосредственно после укладочных работ и подключения средств ЭХЗ в течение 1 — 2 сут.
Засыпка нефтепровода в обычных условиях осуществляется преимущественно бульдозером или траншеезасыпателем с одной или с обеих сторон траншеи. В некоторых случаях засыпку выполняют одноковшовыми экскаваторами, оборудованными ковшом "обратная лопата" или драглайном.
Засыпку нефтепроводов бульдозером выполняют прямолинейными, косопоперечными параллельными, косоперекрестными или комбинированными проходами. В местах с уменьшенной полосой отвода земли работы проводят косопоперечными параллельными или косоперекрестными проходами бульдозером или роторным траншеезасыпателем [26];
При наличии горизонтальных кривых на нефтепроводе сначала засыпают криволинейный участок, а затем остальную часть. Засыпку криволинейного участка начинают с середины, двигаясь постепенно к его концам.
На участках местности с вертикальными кривыми нефтепровода (овраги, балки, суходолы) засыпку следует производить с двух сторон понижения сверху вниз.
Засыпка нефтепровода драглайном осуществляется в тех случаях, когда работа техники в зоне размещения отвала невозможна или недопустима, либо по каким-то другим причинам. В этом случае экскаватор находится со стороны траншеи, противоположной отвалу, а грунт для засыпки берет из отвала и ссыпает его в траншею.
После засыпки траншеи на нерекультивируемых землях над нефтепроводом устраивают валик грунта в виде правильной призмы высотой на величину возможной осадки грунта.
На рекультивируемых землях траншею сначала засыпают минеральным грунтом. После искусственного или естественного уплотнения его наносят плодородный слой грунта из временного отвала на полосе рекультивации.
Приведение земельных участков в пригодное состояние должно быть выполнено в ходе работ, а при невозможности этого — в течение одного года после завершения работ.
На участках, где почва подвержена эрозии, необходим посев многолетних быстрорастущих, с мощной корневой системой трав.
На участках, подверженных размыву почвы и промыву грунта вокруг нефтепровода (на крутых склонах), необходимо выполнить противоэрозионные экраны и перемычки как из естественного грунта (например, глинистого), так и из искусственных материалов.
При невозможности избежать возникновения просадки основания под нефтепроводами при расчете трубопровода на прочность и устойчивость следует учитывать дополнительные напряжения от изгиба, вызванные просадкой основания.
При наличии вблизи трассы действующих оврагов и провалов, которые могут повлиять на безопасную эксплуатацию нефтепроводов, следует предусматривать мероприятия по их укреплению.
4.3. ПОДЪЕМ, ПОДДЕРЖАНИЕ И УКЛАДКА НЕФТЕПРОВОДА
Работы по подъему, поддержанию и укладке нефтепровода следует проводить после выполнения ряда организационнотехнических мероприятий, направленных на обеспечение технической, пожарной и экологической безопасности:
трубы на ремонтируемом участке должны быть полностью вскрыты;
обследуются дефектные места, выявленные внутритрубной дефектоскопией, уточняется соответствие дефектов данным внутритрубной диагностики, определяется необходимость дополнительного дефектоскопического контроля;
при отсутствии внутритрубной диагностики сплошному визуальному осмотру подвергаются все сварные стыки;
по результатам осмотра нефтепровода и обследования дефектных мест определяется необходимость, объем и выбирается способ восстановления (ремонта) стенки трубы, стыков, продольных швов;
выполняются все мероприятия, предусмотренные ППР по обеспечению безопасности проведения работ и предотвращению аварийных ситуаций;
назначается и присутствует на месте лицо, ответственное за производство работ;
число и грузоподъемность трубоукладчиков или других механизмов, а также порядок подъема и их расстановка должны строго соответствовать ППР;
запрещается поднимать трубопровод одним или неисправными трубоукладчиками;
проверяется исправность и работоспособность ближайших линейных задвижек и в случае необходимости проводятся ремонтно-профилактические работы;
устанавливается устойчивая двусторонняя связь между участками работы на трассе и диспетчером райуправления (оператором станции);
получают наряд-допуск на производство работ; рабочее давление понижают до значения, допустимого по расчету на прочность и не превышающего 2,5 МПа на участке производства работ;
получают разрешение на производство работ по подъему нефтепровода от диспетчера районного управления.
Первоначальный этап работы по непосредственному подъему нефтепровода начинается с подкопа его вручную для пропуска мягких полотенец. Подъем начального участка нефтепровода осуществляется медленно, поэтапно, по 15 — 20 см на каждом этапе, с осмотром состояния стыков и укладкой на лежки. Высота подъема и длина участка, уложенного на лежки, должна быть достаточной для монтажа троллейных подвесок, очистной, изоляционной и других машин, участвующих в технологическом процессе.
Расчетные технологические параметры ремонтной колонны при ремонте нефтепровода для конкретного участка определяются по приведенной ниже методике расчета на прочность и устойчивость ремонтируемого участка нефтепровода.
4.4. РАСЧЕТ НА ПРОЧНОСТЬ И УСТОЙЧИВОСТЬ ПОДЗЕМНЫХ НЕФТЕПРОВОДОВ ПРИ КАПИТАЛЬНОМ РЕМОНТЕ
Выполнение технологических операций ремонта связано с возникновением в ремонтируемом нефтепроводе значительных напряжений, поэтому одним из важнейших факторов, в значительной степени определяющих возможность применения тех или иных способов ремонта нефтепровода, является величина возникающих напряжений.
Расчет ремонтируемого нефтепровода на прочность и устойчивость производится в целях определения и назначения технологических параметров ремонтных колонн, исключающих возникновение опасных напряжений, способных привести к появлению остаточных деформаций, образованию трещин и разрушению труб.
Расчет включает определение нагрузок и воздействий, возникающих при ремонте нефтепровода, выбор и определение предельных значений усилий, напряжений и деформаций, а также выбор основных технологических параметров капитального ремонта магистрального нефтепровода.
Проверка прочности ремонтируемого нефтепровода заключается в сравнении расчетного сопротивления металла труб с фактическими напряжениями, возникающими при ремонте.
4.4.1. НАГРУЗКИ, ДЕЙСТВУЮЩИЕ НА НЕФТЕПРОВОД ПРИ КАПИТАЛЬНОМ РЕМОНТЕ
При расчете нефтепроводов на прочность и устойчивость следует учитывать нагрузки и воздействия, возникающие при их сооружении, испытании, эксплуатации и ремонте. При производстве ремонтных работ нефтепровод находится под воздействием поперечных нагрузок от собственного веса, ремонтных машин, а также подвергается осевым усилиям от внутреннего давления, температурного перепада, изменения высотного положения, предварительного изгиба (полученного в процессе строительства) и т.д.
Коэффициенты надежности по нагрузке и воздействию на нефтепровод, учитывающие возможные изменения (превышения) этих нагрузок и воздействий по сравнению с нормативным, паспортным, расчетным и т.д., следует принимать по табл. 4.1 [36].
Собственный вес ремонтируемого нефтепровода длиной 1 м, включая вес перекачиваемой нефти и изоляционного покрытия, является основной нагрузкой, вызывающей изгиб ремонтируемого участка нефтепровода и определяется по формуле
Цтр лЬ(Он 6)Уст + п6изРн + ^из)Уиз +
+ 0,785 DB2y н, кН/м, (4.1)
где 6 — толщина стенки трубы, м; Dн — наружный диаметр трубы, м; уст — удельный вес металла трубы (для стали уст = 78,5 кН/м3); D, — внутренний диаметр трубы, м; у н — удельный вес перекачиваемой нефти, кН/м3; у из — удельный вес изоляции, кН/м3; 6из — толщина изоляционного покрытия, м.
Расчетный вес нефтепровода,
Чтр = 1,1 ?н, кН/м, (4.2)
где 1,1 — коэффициент надежности по нагрузке, учитывающий возможное превышение веса по сравнению с нормативным значением по формуле.
Нормативный вес грунта на 1 м трубопровода составляет:
при D„ + 26
h
гр
2
Таблица 4.1
Коэффициент надежности по нагрузке и воздействию на нефтепроводе
|
Нагрузка, воздействие |
Коэффициент надежности по нагрузке |
| Собственный вес нефтепровода | 1,1 |
| Вес изоляционного покрытия |
1,1 |
| Воздействие предварительного напряжения |
1,0 |
| нефтепровода (упругий изгиб и т.д.) | |
| Внутреннее давление для нефтепроводов: | |
|
диаметром 700— 1200 мм | 1,15 |
| диаметром менее 700 мм |
1,0 |
| Вес перекачиваемого продукта |
1,0 |
| Вес ремонтных машин и механизмов | 1,2 |
| Вес грунта | 1,2 |
| Осадка грунта и вертикальные перемещения | 1,5 |
| опорных устройств | |
| Температурные воздействия |
1,2 |
1 ? а(Dн + 25 tJ
— VI - sin2 а I h н
н_из
при
h > Dн + 25 из
2
+ 25
h (D
. г! н
(4.4)
n(D + 25 )2
При расчете трубопровода на продольную устойчивость необходимо определить сопротивление грунта продольным и поперечным перемещениям трубопровода. Значения этих сопротивлений можно определить согласно [9].
Предельное значение сопротивления грунта поперечным вертикальным перемещениям трубопровода
Ркр.
верт = Y грЦ^гр - О,39^) + Y
грhг2рtg(0,7фгр)
+ ) -
(4.6)
к к гр к н гр гр гр cos(0(7фгр)
где фГр — угол внутреннего трения грунта; СГр — сцепление грунта.
Сопротивление грунта поперечным перемещениям трубопровода в горизонтальной плоскости
tg2( 45° + I + -^Р. (tg45° + фггр I
(4.7)
P = y h D
± кр. гор j гр гр-^н
Сопротивление грунта продольным перемещениям трубо-пр овода опр еделяется по формуле
Рпр ^гр tgфгр + 2Yгр ^hn Djj tgфгр + 0,6п^Сгр,
(4.8)
H
для песчаных грунтов;
h
Ch = 0,367— - 0,046— + 0,06 (4.10)
DH D2
H
для глинистых грунтов.
Здесь h — глубина заложения до верха трубопровода.
При проверке продольной устойчивости вскрытого участка нефтепровода сопротивление вертикальным поперечным перемещениям следует принять равным весу трубопровода с продуктом, а сопротивление перемещениям в горизонтальной плоскости — усилию трения о грунт трубопровода при его поперечном перемещении. Сопротивление продольным перемещениям равно сопротивлению трения о грунт трубопровода, лежащего на поверхности земли [1].
В трубопроводе от действия внутреннего давления возникают кольцевые и продольные напряжения. Кроме того, внутреннее давление влияет на изгиб трубопровода.
При свободных продольных деформациях нефтепровода от внутреннего давления p возникают кольцевые напряжения
npD
°Кц = -", (4.11)
2S
где n — коэффициент надежности по нагрузке, и продольные напряжения (при наличии поворотов, заглушек, колен труб)
Опр = 0,5оКц. (4.12)
Соответствующие этим напряжениям относительные продольные деформации равны
0,5о ио о
8 =-2!--2! = 0,2^ц, (4.13)
пр E E E
где Е — модуль упругости (для стали Е = 2,06 • 105 МПа); U — коэффициент Пуассона (для стали и = 0,3).
0,5о
Здесь -22. — удлинение нефтепровода под действием
E
продольных напряжений а = 0,5а , а —— — укорочение
E
нефтепровода вследствие возникновения акц. На прямолинейных участках нефтепровода от внутреннего давления возникают растягивающие напряжения
апр 0,3акц.
Действие внутреннего давления на изгиб трубопровода эквивалентно сжатию в осевом направлении усилием, равным
Np = (1 - 2ц)р5сВ, (4.14)
где -Рсв — площадь сечения трубы в свету.
При производстве ремонтных работ нефтепровод находится под воздействием температурного перепада, появляющегося в результате разности между температурой трубопровода во время укладки (в момент сварки захлестов) и температурой в процессе ремонта. От изменения температуры стенок труб возникают продольные деформации трубопровода
81 = а • At, (4.15)
где — коэффициент линейного расширения (для стали равен
0,000012); At — температурный перепад, т.е. разность между температурами металла труб при укладке и в процессе ремонта.
Если продольные перемещения невозможны, в прямолинейном трубопроводе (с защемленными концами) возникают продольные растягивающие напряжения при понижении температуры и сжимающие — при ее повышении:
at = Еа • At = 25,2At. (4.16)
Продольное усилие от температурного перепада определяется по формуле
Nt = аЕ • At • F, (4.17)
где F — площадь поперечного сечения стенки трубопровода.
Эквивалентное продольное усилие, которое должно быть принято при проверке общей продольной устойчивости трубопровода, равно
S = Np + Nt = аЕ • At • F + (1 — 2^^св. (4.18)
При производстве ремонтных работ деформации ремонтируемого участка нефтепровода определяют с учетом не толь-
ко изменения длины вскрываемого участка, но и продольных перемещений нефтепровода в местах выхода его из грунта.
Смещения прилегающих подземных участков нефтепровода на вскрытые участки зависят от местных грунтовых условий и продольных сил. Удлинение или укорочение участков, прилегающих к вскрытому участку нефтепровода, при слабом защемлении его грунтом и перемещения самого вскрытого участка оказывают существенное влияние на характер изменения напряжений и деформаций вскрытых участков.
Продольные усилия, действующие на изогнутом вскрытом участке,
AF • F
N = N0 — AE—, (4.19)
l
где А — увеличение длины нефтепровода при изгибе; l — длина изогнутого (изгибаемого) участка; N0 — продольное усилие на прямом участке нефтепровода.
Воздействие предварительного напряжения нефтепровода (упругого изгиба и т.д.) определяется согласно исполнительным чертежам на строительство нефтепровода и равно
ED
о р = ^, (4.20)
р 2р
где р — радиус упругого изгиба.
При подъеме и осадке основания нефтепровода происходит его удлинение. Возникающие при этом напряжения определяются по формуле
о8 = f E, (4.21)
3l 2
где f — максимальная осадка или подъем нефтепровода в средней части участка; l — расчетная длина участка нефтепровода, равная расстоянию между сечениями нефтепровода, где его прогиб равен нулю.
Максимальное нормативное напряжение изгиба определяется по формуле
(M + M )2 + M2
о _ ^ max-вр-г_, 22)
и W
где Mmax — максимальное значение изгибающего момента в сечениях ремонтируемого участка нефтепровода, возникающее пр и подъеме трубопр овода или пр и осадке опор; W — осевой момент сопр отивления; Мвр — изгибающий момент в ве ртикальной плоскости от предварительного упругого изгиба нефтепр овода (выполненного в процессе стр оительства); М г — изгибающий момент в горизонтальной плоскости от предварительного упругого изгиба.
В подкор енном выражении сумма в скобках является алгебраической.
При определении продольных напряжений учитываются напряжения, возникающие от внутреннего давления, изменения температуры в стенках труб, упругого изгиба трубопр овода во вр емя строительства, изгиба нефтепр овода в пр оцес-се р емонта, а также вследствие неравномерной осадки (грунта) основания.
Нормативная масса р емонтных машин и механизмов устанавливается согласно паспортам и инструкциям по эксплуатации.
Нормативное давление транспортируемого пр одукта на р е-монтируемом участке нефтепр овода опр еделяется гидравлическим р асчетом (согласно пр оектной документации).
Суммарное пр одольное напряжение в стенке нефтепр овода опр еделяется по формуле
асум.пр = апр + at + аи + ае + аосп мПа (4.23)
где апр — пр одольное напряжение от внутр еннего давления в нефтепроводе; а( — напряжение от разности температур нефтепровода во вр емя укладки (сварки в непрерывную нить) и металла труб в пр оцессе ремонта; аи — продольное напряжение от изгиба нефтепр овода, возникающего в пр оцессе р е-монта и за счет пр едварительного упругого изгиба; аост — остаточные продольные напряжения в стенке трубопровода, определяется экспериментально; аЕ — напряжение от удлинения нефтепровода в процессе ремонта (появляющиеся при осадке основания нефтепровода, пр и его подъеме).
Формула (4.23) пр едставляет собой алгебраическую сумму:
растягивающие напряжения принимаются со знаком "плюс", а сжимающие — со знаком "минус".
Основное сочетание расчетных и нормативных нагрузок и воздействий устанавливается исходя из одновременного действия длительных и кратковр еменных нагрузок и воздействий.
4.4.2. РАСЧЕТ НАПРЯЖЕНИЙ, ВОЗНИКАЮЩИХ В НЕФТЕПРОВОДЕ ПРИ РЕМОНТЕ С ПОДЪЕМОМ В ТРАНШЕЕ
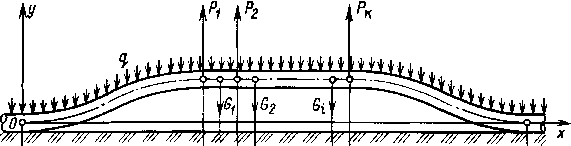
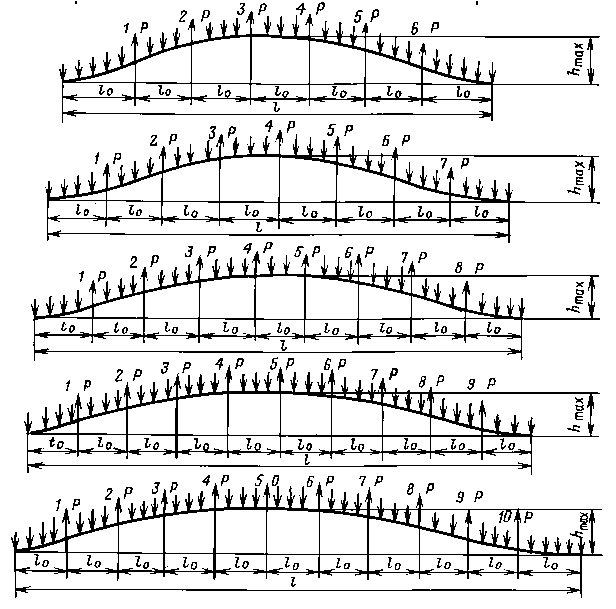
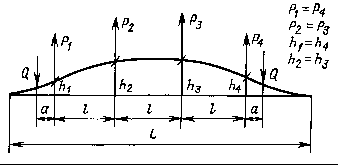
Решение задачи по определению напряжений, возникающих при ремонте нефтепровода с его подъемом, выполнено с использованием дифференциального уравнения упругой линии балки. На рис. 4.1 представлена расчетная схема подъема трубопровода. В результате решения дифференциального уравнения найдено общее уравнение упругой линии для приподнятой части трубопровода, которое позволяет определить напряжения, возникающие в трубопроводе при любом виде и количестве действующих на него внешних сил.
Формулы устанавливают зависимость напряжений в опасных сечениях от числа поддерживающих трубопровод трубоукладчиков и высоты подъема трубопровода.
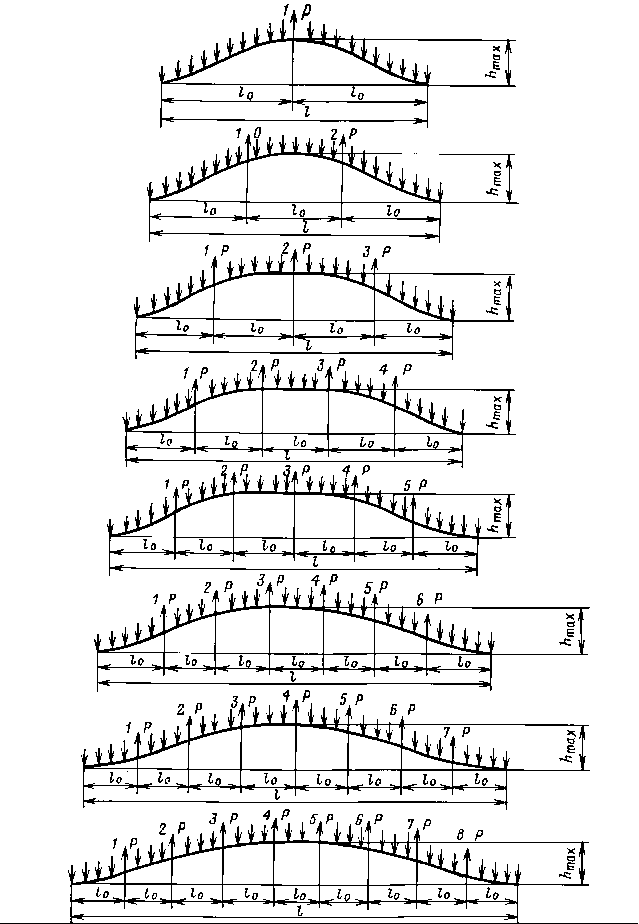
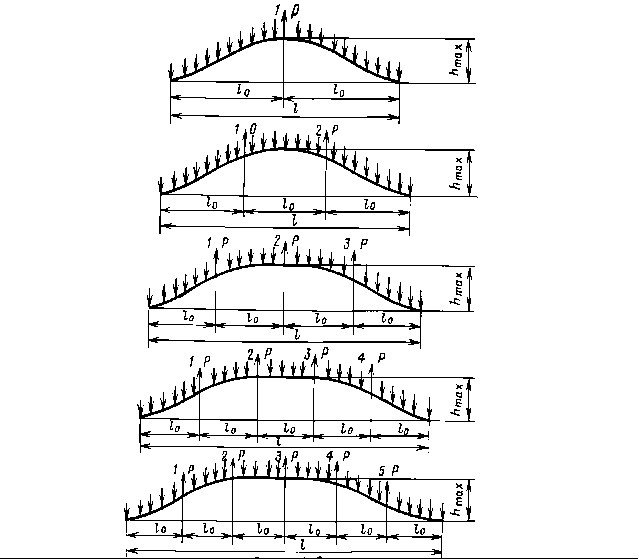
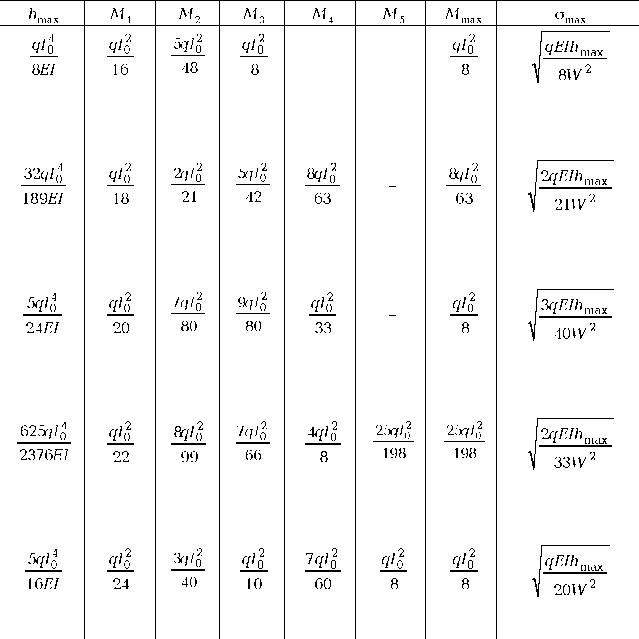
Расчеты позволяют подобрать необходимый режим подъема и укладки ремонтируемого трубопровода исходя из заранее заданных напряжений и наличия технических средств. С помощью полученных формул обеспечивается рациональное использование грузоподъемности трубоукладчиков и обоснованное размещение их по длине приподнятой части трубопровода. Итоговые формулы для определения технологических параметров ремонтной колонны, включая расчетные схемы, при подъеме трубы от одного до десяти трубоукладчиками представлены в табл. 4.2.
*z
xi
Хк_
_I
Рис. 4.1. Расчетная схема подъема нефтепровода:
Pv Р2, Р3, ..., Рк — усилия подъема нефтепровода; Gv G2, ..., Gt — вес ремонтных машин, установленных на нефтепроводе; q — вес единицы длины нефтепровода с перекачиваемым продуктом; x¦ — расстояние от
ремонтных машин, грузоподъемных механизмов до изогнутого участка; 1 — длина изогнутого участка
Формулы для определения напряженного состояния трубопровода
Схема подъема
| lo |
P | hi | h2 |
hi | h4 | h5 |
| J72EIhmax 1 q | 4 , -qi 0 |
qi 4 72EI |
- | - | - |
- |
| ^SEIhmax |
9 , - qi 0 |
qi4 48EI |
qi4 48EI | - |
- | - |
|
J 45EIhmax 1 2q | 16 , H ql 0 |
qi4 40EI |
2qi4 45EI | - |
- | - |
|
416EIhmax 1 q | — qi 0 24 0 |
qi4 36EI |
qi4 16EI | - |
- | - |
|
1280EIhmax 1 27q | 36 —qi 0 35 0 | 5qi4 63EI | 8qi 0 105EI | 27qi 04 280EI | - | - |
| 4 8^Ih max |
49 qi 18 qi 0 | qi4 38EI |
25qi4 288EI | qi4 8EI | - | - |
| 1189EIhmax 1 32q |
—qi 0 63 0 |
7qi4 216EI | 2qi 04 21EI | 25qi4 168EI |
32qi 0 189EI | |
|
J24EIhmax 1 5q | 81 i —qi 0 80 0 |
qi4 30EI | 49qi4 480EI | 27qi4 160EI |
5qi4 24EI |
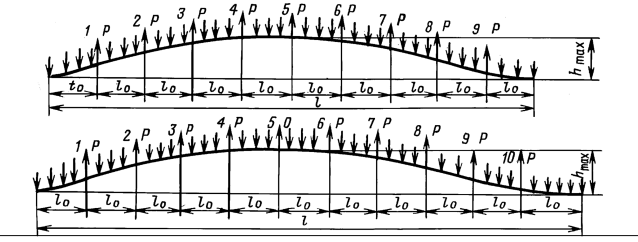
Схема подъема
| l0 |
P | h i |
h 2 | h3 |
h 4 |
h5 |
|
j237?Ihmax | 100 — qlo | 3ql04 | 32qlo |
49ql04 | 8ql(j |
625ql(4 |
| 1 625q |
99 0 | 88EI |
297EI | 264EI |
33EI | 237EI |
|
J 16EIhmax | 1 21 — ql0 | 5ql0 | 9qlo |
ql4 | 49qlo |
5qlo4 |
| 1 5q |
1 20 0 | 144EI |
80EI | 5EI |
180EI | 16EI |
Продолжение табл. 4.2
| hmax | «1 | « 2 | «3 |
«4 | «5 | M max | ^max |
|
ql4 | ql2 |
ql2 |
\24EIhmax | ||||
|
72EI | 6 | 6 | 1 W2 | ||||
| ql4 | ql2 |
ql2 |
ql2 | 13qEIh max | |||
| 48EI | 8 | 8 |
8 | 1 4W2 | |||
|
2ql o4 | ql2 | 2qlo2 | 2ql o2 |
12qEIh max | |||
|
45EI | 10 | 15 |
15 | 1 5W2 | |||
| ql4 | ql2 |
2qlo2 |
ql2 | qEIh max |
|||
| 16EI | 12 |
8 | 8 |
1 4W2 | |||
| 27 ql o4 | ql2 |
4?l° | 9ql o2 | - | - | 9ql 0 |
16qEIh max |
|
280EI | 14 | 35 |
70 | 70 |
1 35W2 |
Примечание. h1, h2, h3, h4, h5, hmax, M1r M2, M3, M4, M5, Mmax — высота подъе-крюками трубоукладчиков; i0, P, W, amax — соответственно расстояние меж-сопротивления (см3) и максимальное напряжение от изгиба (кгс/см2).
4.4.3. РАСЧЕТ НАПРЯЖЕНИЙ, ВОЗНИКАЮЩИХ В НЕФТЕПРОВОДЕ ПРИ РЕМОНТЕ БЕЗ ПОДЪЕМА С СОХРАНЕНИЕМ ЕГО ПЕРВОНАЧАЛЬНОГО ПОЛОЖЕНИЯ
В зависимости от числа используемых грузоподъемных механизмов (опор-крепей, трубоукладчиков и т.д.) применяются различные схемы расстановки ремонтных машин и механизмов. Число грузоподъемных механизмов в ремонтной колонне рекомендуется принимать четным, а их передвижение цикличным, что уменьшает до минимума динамические нагрузки на трубопровод и обеспечивает макси мальную безопасность проведения ремонта.
ма (см) и изгибающий момент (кгс/см) в соответствующих сечениях под ду трубоукладчиками (см), усилие на крюке трубоукладчика (кг), момент
Максимальная производительность ремонтной колонны достигается при расстановке подкапывающей, очистной и изоляционной машин по схеме, приведенной на рис. 4.2. В качестве грузоподъемных механизмов использованы передвижные опоры-крепи. Данная расстановка ремонтных машин и механизмов является основной и рекомендуется для преимущественного использования.
Расстановка ремонтных машин и механизмов в ремонтной колонне по схеме, приведенной на рис. 4.3, применяется только в отдельных случаях, так как достигается меньшая производительность ремонтной колонны.
При определении изгибающих моментов трубопровод при-
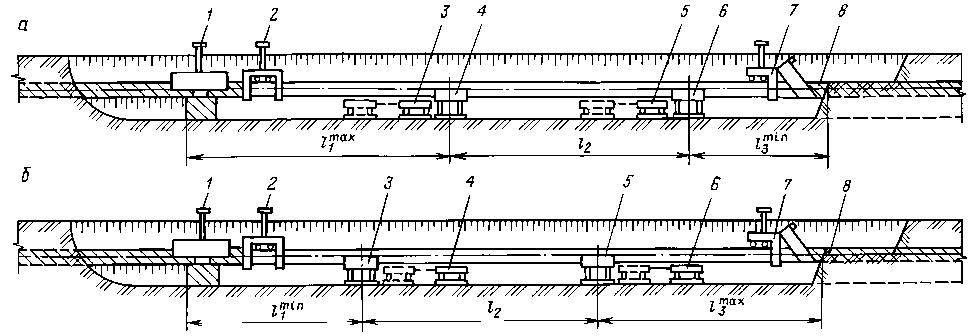
Рис. 4.2. Схема расстановки ремонтных машин и механизмов при ремонте с использованием четырех опор-крепей:
$ — нефтепровод поддерживается опорами-крепями 4, 6; ¦ — то же опорами-крепями 3, 5; 1 — подкапывающая машина; 2 — очистная машина; 3—6 — опоры-крепи; 7 — изоляционная машина; 8 — нефтепровод
Уояосзпэхфэн — 9 1РНИГПРМ KPHHOHtlKVOEH — 5 !ИПЭСЬ1-1ЧС[0П0 — ]? '? 1РНИГПРМ КРНХЭИЬО
— 1 1РНИГПРМ кр'гпогешяпряУоп — у |? снчпэсЬьиосГопо эж ох — • ‘.р cnqnad^-Hodono K3X0PaH:acd0Won Voяodпэxфэн — $ :иэыэйм-с1оыо хАяУ доэинсяоечуопэи э эхнокэс! ndn жшсинехэдо и Hiimi?iv xrmxHowad иняонсхээо(1 едоэхэ XT ’эид
v/////////////////////{////у/////
///////// ///,
j 1111111»1111111111111.1 /// /\
l g
UlCU^
'///////////////////////
^ ^^////// ///^///^
111 11 I 111 I 111 I I ill

У/ /Ж \ 111111L i\
ixid:

TTirrii i, i.I, i,i,i,1.............. ,i,i,i,i,i,i ,i,i, ............. .i.iiiiiii.iiTTTlTTTTTi.i.i.iiiii.i.i.i.Ll^^J
'// ////// /// ////////////////// ////////////////// //s
§
ХГ
tr ?
a fc+l’*!' __ Ч(г)
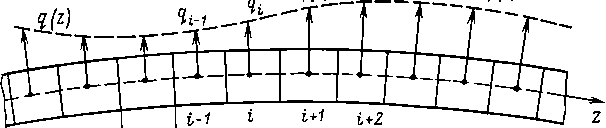
Рис. 4.4. Разбивка участка на конечные элементы
г
нимается за упругий стержень (прямолинейный или криволинейный), поперечное сечение в нагруженном состоянии остается плоским и сохраняет свою круговую форму.
Расчетная схема трубопровода выбирается в зависимости от расстановки ремонтных машин и механизмов в ремонтной колонне.
Изгибающие моменты в трубопроводе определяются методом перемещений. ИПТЭР разработана методика, которая позволяет найти значения изгибающих моментов на опорах и нагрузок, действующих на опоры, для различных схем расстановки машин и механизмов [13].
Наиболее удобной из разнообразных расчетных схем является вычисление изгибающих моментов с применением метода конечных элементов и метода постепенного приближения. При этом нефтепровод вдоль оси представляется в виде отдельных элементов (узлов) определенной длины, на которые действуют обобщенные дискретные нагрузки qi, приложенные в их центрах (рис. 4.4). При рассмотрении условия локального равновесия элементов нефтепровода предлагается общая зависимость для определения упругой линии нефтепровода:
![]()
(4.24)
где У — смещение соответственно i-го и соседних элементов рассматриваемого участка нефтепровода, м; qt — суммарное значение нагрузок, действующих на каждый элемент нефтепровода (включая сосредоточенные силы — вес ремонтных машин, усилие грузоподдерживающих и подъемных устройств и распределенные силы — отпор грунта, вес нефтепровода, вес присыпанного на нефтепровод грунта), кН.
Нагрузку следует определять в целом по следующей алгебраической зависимости:
|
У4Ш i*Z/ ////Л ,////////л iffи ^ а | с Lz 3 |
p1 p гXj* -Ih-*2 Шшшш ¦C Ls -Г | шй С L4 -г | -Шт мт. | 1 1 LS |
|
i -1 | 4 ; --1 | U_5 |
¦Л-i |
/ | |
Рис. 4.5. Схема ремонтируемого участка нефтепровода
q = q + q н + q гр + я,- + Pv (4.25)
где qn — вес трубы, изоляционного покрытия и перекачиваемого продукта, кН; qrp — отпор грунта на нефтепровод снизу, кН; Rt — усилие грузоподъемных устройств (например, усилие на крюках трубоукладчиков), кН; P, — вес ремонтных машин, кН; qн — вес грунта, действующий на нефтепровод сверху (присыпанного, уплотненного), кН.
Знаки нагрузок выбираются так: если нагрузка направлена вверх — плюс, если вниз — минус. При отрыве нефтепровода от грунта снизу отпор грунта равен нулю.
Смещения V, v—1, VI+1, vi+2 являются искомыми величинами, зависящими от q.
На рис. 4.5 приведена наиболее характерная схема ремонтируемого участка нефтепровода. Ремонтная колонна движется справа налево.
Участок 1. Нефтепровод защемлен в уплотненном грунте. Высота грунта над трубой равна h ^ На трубу действуют вес трубы, давление грунта сверху qhj и отпор грунта снизу.
Отпор уплотненного грунта q^ практически можно определить исходя из условия, что грунт обладает свойством сопротивляться деформации сжатия по линейному закону.
Отпор грунта следует определять в зависимости от смещения нефтепровода по формуле
q? р = q г0р - с j v i, кН, (4.26)
где q^ = — ^п + qhj ) — начальный параметр отпора грунта,
равный суммарному весу трубы и грунта; V — смещение трубы по высоте относительно ее начального положения, м; сх — коэффициент постели уплотненного под нефтепроводом грунта. При значении q^ меньше нуля в вычислениях q^ = 0.
Участок 2 (земляная тумба). Отпор уплотненного грунта определяется также по формуле (4.26). Здесь "земляная тумба" под нефтепроводом имеет возможность разрушаться из-за наличия технологических приямков (траншей) или на границе с подкопанным участком, при котором появляется нагрузка, превышающая критическую q^ (критическое смещение). При вычислениях, если q^ > qK^ то пишется q^ = qKF
Участок 3 (подкоп). На этом участке на нефтепровод действуют вес трубы, вес ремонтных машин, усилия грузоподъемных устройств.
Участок 4 (подсыпка). На этом участке проводят подсыпку грунта под нефтепровод и его уплотнение. На нефтепровод действуют его собственный вес, вес грунта, присыпанного на трубу, отпор грунта. Здесь коэффициент постели с4 значительно меньше, чем коэффициент постели с1 на начальном участке. Коэффициент с4 определяется предварительно — экспериментально или на основе статистического анализа имеющихся научно-технических материалов. Отпор грунта на этом участке при механическом уплотнении присыпанного под нефтепровод грунта с учетом высоты подсыпанного под трубу грунта следует определить по формуле q^ = qz3 - с4(у, - vz3). (4.27)
Участок 4 (засыпка окончательная). Это продолжение участка 4. Отпор грунта определяется по той же формуле (4.27), что и для участка 4. Здесь на трубу дополнительно действует вес грунта окончательной засыпки.
Общая длина вычисляемого участка и шаг сетки i (т.е. длина элемента) выбираются интуитивно, исходя из имеющейся практики. На границах рассчитываемой длины труба должна "выходить" на горизонтальные участки, т.е. v(z) = const1 при z < z0;
v(z) = const2 при z < z5. (4.28)
При этом A = const1 — const2 задается как параметр для проверки точности решения и завершения вычислений.
Вычисления проводятся методом последовательных приближений. Исходя из предположения, что начальное смещение трубы отсутствует (т.е.у0^) = 0), находят нагрузку q0(z), определяют перемещения y1(z) по зависимости (24). Во втором приближении уточняют нагрузки q,-(z) с использованием перемещений v,-(z). Далее уточняют нагрузки q2(z) и определяют перемещения во втором приближении v2(z). Так поступают много раз, пока не получат окончательное решение v(z) = vJz).
Необходимое количество приближений (циклов) зависит от сходимости задачи к точному решению, требуемой точности решения, длины участка нефтепровода, конкретной технологической схемы ремонта нефтепровода и других факторов.
Изгибающий момент Mz определяется согласно следующей зависимости:
Mz = -EIx^L, кН • м. (4.29)
dz 2
В пределах одного элемента величины qz, Mz, E, Iz постоянны. Так как элементы короткие (длиной 0,5—1 м), расчеты удовлетворяют требуемой точности.
Напряжения изгиба в сечении ремонтируемого участка нефтепровода
о и = M, (4.30)
W
где W — момент сопротивления сечения нефтепровода.
4.4.4. ПРОВЕРКА ПРОЧНОСТИ И УСТОЙЧИВОСТИ НЕФТЕПРОВОДА ПРИ КАПИТАЛЬНОМ РЕМОНТЕ
Проверку на прочность нефтепровода при его капитальном ремонте следует производить из условия [20]
о пр ^ ВД, (4.31)
где опр — максимальные суммарные продольные напряжения в трубопроводе от расчетных нагрузок и воздействий; R2 — расчетное сопротивление растяжению (сжатию); W4 — коэффициент, учитывающий двухосное напряженное состояние.
Значения R2 и W4 определяются согласно [20]. Расчетное сопротивление R2 для участка нефтепровода, эксплуатирующегося длительное время, а также имеющего дефекты, следует определить по следующим формулам:
R2 = —R—, МПа, (4.32)
2 СвЬ1*1*о
где b1, k1, ко — коэффициенты надежности по дефектности нефтепровода; CD — коэффициент надежности по длительности эксплуатации нефтепровода или его участка.
Наличие повторно-статических нагрузок на нефтепроводах, обусловленных технологическими и эксплуатационными факторами, приводит при длительной работе к деформационному старению металла труб, т.е. к снижению сопротивляемости трубных сталей разрушению.
Коэффициент надежности по длительности эксплуатации определяется по формуле
CD = 1 + 0,025 СЭТЭ, (4.33)
где Тэ — длительность эксплуатации участка нефтепровода, годы; Сэ — углеводородный эквивалент стали в процентах. Углеродный эквивалент
Сэ = с + M + Cr + Mo + y (V + Ti + Ni) + Cu + Ni + 15B, (4.34)
6 5 15
где С, Mn, Cr, Мо, V, Ti, Ni, Cu, В — массовая доля, %, в составе трубной стали соответственно углерода, марганца, хрома, молибдена, ванадия, титана, никеля, меди, бора.
В табл. 4.3 приведены коэффициенты надежности по длительности эксплуатации нефтепровода CD.
Коэффициент b1 устанавливается в зависимости от характера коррозионного износа стенки трубы и распределения коррозионных язв на стенках труб и наличия на стенках труб царапин, задиров, гофр. Определяется в зависимости от относительного уменьшения момента сопротивления дефектного сечения трубы по формуле
Таблица 4.3
Значения коэффициента CD для трубных сталей с различным содержанием углерода
|
Срок эксплуатации, годы |
Коэффициент CD | |
|
С = 0,18-0,20 (стали 17ГС; 19Г и т.д.) |
С = 0,10-0,15 (стали 14ХГС, 14ГН, 10Г2С) | |
| 0-15 | 1,0-1,5 |
1,0-1,1 |
| 15-20 |
1,25 | 1,15 |
|
20-30 | 1,30 | 1,20 |
| 30 и более | 1,35 | 1,25 |
Таблица 4.4
Коэффициенты концентрации напряжений к2 в стенках нефтепровода
|
Характеристика дефектов |
Коэффициент концентрации к2 |
| Длинные царапины глубиной h и длиной l, направленные под углом а к оси нефтепровода Плотно распределенные сливающиеся коррозионные язвы в кольцевом направлении шириной до 50 мм Плотно распределенные дефекты общей площадью более 0,25D2 (D - диаметр трубы) Общий коррозионный износ стенки нефтепровода площадью более D2 | к 1 1 h к2 = 1 + — cos а + — 2 D l 1,9 1,5 1,2 |
где W - начальный момент сопротивления сечения трубы; Wф - фактический момент сопротивления дефектного сечения трубы; к2 - коэффициент концентрации напряжений на дефектном участке, определяемый из справочной литературы.
Для некоторых дефектов значения к2 приведены в табл. 4.4.
Коэффициент к1 устанавливается в зависимости от эл-липсности ремонтируемого участка нефтепровода.
Влияние эллипсности поперечного сечения нефтепровода на напряженное состояние относительно небольшое, определяется в зависимости от соотношения малой и большой полуосей (a/b) и имеет следующие значения:
a/b...................... 1 0,98 0,96 0,94 0,92 0,9
kj......................... 0 1,0117 1,0234 1,0351 1,0465 1,0585
Коэффициент кп устанавливается в зависимости от наличия геометрических дефектов сварки, а также смещения стыков труб.
Концентрация напряжений в сварных швах определяется в зависимости от смещения кромок и разнотолщинности стенок соединяемых сваркой труб с учетом усиления на нормативную величину наружного и внутреннего кольцевого шва.
Численная характеристика концентрации напряжений вычисляется умножением номинального, т.е. действующего в стенке нефтепровода, напряжения (на удалении от шва) на коэффициент концентрации ка.
Значения коэффициента концентрации ка для различных условий нагружения представлены в работе [36].
Для предотвращения недопустимых пластических деформаций ремонтируемого участка нефтепровода проверка производится по условиям
онр ? ф3-^2с; °нц ? -^р2с, (4.36)
где о нр - максимальные (фибровые) суммарные продольные напряжения в нефтепроводе от нормативных нагрузок и воздействий; ф3 - коэффициент, учитывающий двухосное напряженное состояние металла труб, определяемый согласно [20]; кн - коэффициент надежности по назначению трубопровода согласно [20].
Проверка возможности появления местных вмятин в сжатой зоне (или выпучивания стенки трубы) выполняется по формуле
4, 1 3
413 + 0,85 R/6
где 0кр
ром происходит выпучивание стенки; От - предел текучести материала трубы с учетом длительности эксплуатации (старения), МПа; R - радиус наружной стенки нефтепровода, м; б -наименьшая остаточная толщина стенки нефтепровода, м.
Проверку общей устойчивости нефтепровода в продольном направлении в плоскости наименьшей жесткости следует производить из условия
S < шМКр, (4.37)
где S - эквивалентное продольное осевое усилие в сечении нефтепровода, определяемое по [1]; ш - коэффициент условий работы нефтепроводов, принимаемый в зависимости от категории участка нефтепроводов; Ыкр - продольное критическое усилие, при котором наступает потеря продольной устойчивости нефтепровода.
Критическое усилие можно определить согласно [1].
Для прямолинейного вскрытого участка трубопровода в траншее
Мкр = 4,0911 \p2q 4F 2E 513. (4.38)
В случае наличия упругого изгиба
МКр = в qEl, (4.39)
где в - коэффициент, определяемый в зависимости от радиуса упругого изгиба, геометрических характеристик трубо
провода согласно [1].
Представленные формулы используются для определения Ыкр при вскрытии трубопровода достаточной протяженности (более 50 м). В случае вскрытия небольшой длины критическое усилие может быть определено по формуле
4я 2
МКр = к1 ^ EI, (4.40)
b2
где b - длина вскрытого участка; к - коэффициент, определяемый в зависимости от характеристик грунта.
4.4.5. ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ РЕМОНТНЫХ КОЛОНН ПРИ РЕМОНТЕ С ПОДЪЕМОМ НЕФТЕПРОВОДА
Основными технологическими параметрами подъема и укладки нефтепровода являются высота подъема его трубо-
укладчиками, общая длина приподнятого участка, число трубоукладчиков, расстояние между ними и усилие на крюках трубоукладчиков [36].
Определение технологических параметров начинают с выбора числа трубоукладчиков, участвующих в подъеме нефтепровода и назначения технологической высоты подъема крайними трубоукладчиками, необходимой для прохождения ремонтных машин.
Число трубоукладчиков выбирают в зависимости от диаметра нефтепровода, выполняемых операций ремонта и грузоподъемности трубоукладчиков, участвующих при подъеме нефтепровода.
Минимальное число трубоукладчиков, необходимое для подъема и укладки нефтепроводов диаметром 530 — 710 и 820—1220 мм, должно быть соответственно не менее 3 и 4.
Для дальнейшего расчета задают технологическую высоту подъема крайним трубоукладчиком Ът, согласно паспортным данным ремонтных машин, а высоты подъема средними трубоукладчиками h2, h3, h4, h5 рекомендуется определять с соблюдением соотношений, приведенных в табл. 4.5.
Расстановку и загрузку трубоукладчиков производят из условия симметричности относительно середины приподнятого участка и обеспечения минимальных напряжений в опасных сечениях приподнятого участка нефтепровода при заданной технологической высоте подъема.
Расстояние между трубоукладчиками
l = mL, (4.41)
где L — длина приподнятого участка нефтепровода.
L = n-Atfh , (4.42)
где h1 — высота подъема крайним трубоукладчиком, см; А — параметр, зависящий от геометрических и прочностных характеристик трубы; m, n — коэффициенты, выбираемые в
Таблица 4.5
Соотношение высот подъема различными трубоукладчиками
| Число трубоукладчиков, участвующих в подъеме нефтепровода |
Ъ_ ът | ъ. ът | Ъз. h т | ъ± ът | h т |
| 2 | 1 |
1 | - | — | — |
| 3 | 1 | 1,434 | 1 | — | — |
| 4 | 1 | 1,564 |
1,564 | 1 | — |
| 5 | 1 |
1,656 | 2,138 | 1,561 |
1 |
зависимости от количества трубоукладчиков, участвующих в подъеме нефтепровода. Усилие на крюках трубоукладчиков
![]()
(4.43)
где /ус — коэффициент усилия при подъеме нефтепровода трубоукладчиками.
Усилие на крюке трубоукладчика при расчетном вылете стрелы должно назначаться с учетом коэффициента перегрузки 1,1.
Напряжения в ремонтируемом нефтепроводе
![]()
МПа
(4.44)
где ф — коэффициент, выбираемый в зависимости от числа трубоукладчиков, участвующих в подъеме нефтепровода.
Значения коэффициентов m, n, ^ус и ф приведены в табл. 4.6, значения А, В, С нефтепровода диаметром 530— 1020 мм —
в табл. 4.7, а значения h1 и — в табл. 4.8.
При производстве ремонтных работ технологические параметры подъема и укладки считаются выбранными правильно, если напряжение изгиба в поднимаемом нефтепроводе не превышает 0,45 предела текучести металла труб. Кроме того, следует проверить обеспечение продольной устойчивости трубопровода, при этом необходимо учесть нагрев металла трубы днем солнечными лучами.
Если эти требования соблюдаются, то по выбранным и расчетным значениям составляют технологическую схему подъема и укладки нефтепровода.
Во избежание динамических нагрузок подъем нефтепровода должен производиться одновременно всеми участвующими в подъеме трубоукладчиками, плавно, без рывков и резких ослаблений с соблюдением соотношений высот подъема и расстояний, указанных в данной методике. Расчетные данные основных технологических параметров и напряженного состояния ремонтируемого нефтепровода диаметром 1020x11 мм при подъеме его тремя, четырьмя и пятью трубоукладчиками приведены в табл. 4.9 — 4.11. В табл. 4.12 представлены технологические параметры для нефтепроводов диаметрами 530 — 820 мм, а в табл. 4.13 — все параметры для всех диаметров нефтепроводов.
Выбранная схема подъема в процессе работы контролируется по расстоянию между трубоукладчиками и высоте подъема нефтепровода в местах нахождения троллейных тележек.
| Число трубоукладчиков, участвующих в подъеме нефтепровода |
n | m |
Коэффициент усилия для трубоукладчиков Чс | Значение ф при определении напряжения изгиба | ||
|
край них | сред них | в крайних пролетах |
в сечениях нахождения троллея | |||
| 2 | 6,880 |
0,25 | 2,447 | — | 0,497 | 0,765 |
| 3 | 8,009 | 0,19 | 2,231 | 1,522 |
0,512 | 0,568 |
|
4 | 8,845 | 0,15 |
2,071 | 1,327 | 0,525 | 0,465 |
| 5 |
10,003 | 0,13 | 2,017 | 1,300 | 0,534 |
0,400 |
Таблица 4.7
| Наружный диаметр Рн, м | Толщина стенки S, мм | А | В | С |
| 219 |
8 | 300,47 | 228,357 | 255,080 |
|
9 | 304,02 | 244,432 |
243,378 | |
| 273 |
8 | 326,89 | 351,734 |
268,648 |
| 9 | 322,15 | 372,672 |
260,040 | |
| 325 |
8 | 349,74 | 491,385 |
279,446 |
| 9 | 355,02 | 523,296 |
270,815 | |
| 377 |
8 | 368,93 | 658,171 |
290,108 |
| 9 | 375,22 | 699,035 |
279,629 | |
| 10 |
380,51 | 738,570 |
573,166 | |
| 530 |
9 | 423,18 | 1374,912 |
310,310 |
| 10 | 429,92 | 1444,531 |
300,595 | |
| 630 |
9 | 449,09 | 1961,616 |
327,971 |
| 10 | 453,53 | 2045,057 |
312,305 | |
| 11 |
464,04 | 2152,662 |
307,170 | |
| 720 |
9 | 468,97 | 2582,149 |
343,722 |
| 10 | 477,36 | 2705,520 |
331,723 | |
| 11 |
485,04 | 2823,418 |
321,316 | |
| 12 |
491,87 | 2940,891 |
312,499 | |
| 820 |
9 | 489,07 | 3383,875 |
359,931 |
| 10 | 498,37 | 3536,434 |
346,662 | |
| 11 |
506,72 | 3685,375 |
335,337 | |
| 12 |
514,45 | 3826,994 |
325,262 | |
| 920 |
9 | 506,84 | 4301,551 |
376,030 |
| 10 | 516,90 | 4492,378 |
367,720 | |
| 11 |
525,82 | 4676,117 |
349,364 | |
| 12 |
534,38 | 4848,964 |
338,274 | |
| 13 |
542,75 | 5028,579 |
330,021 | |
| 1 020 |
9 | 523,32 | 5346,797 |
390,795 |
| 10 | 533,53 | 5568,986 |
376,207 | |
| 11 |
543,13 | 5786,507 |
363,038 | |
| 12 |
552,17 | 6002,088 |
351,233 | |
| 13 |
560,20 | 6204,215 |
341,276 | |
| 14 |
567,50 | 6407,075 |
332,576 |
| Высота подъема крайним трубоукладчиком h1r см |
Значения коэффициентов | |
|
для усилия на крюках трубоукладчика и длины приподнятого участка |
для напряжений | |
| 10 | 1,778280 | 3,162280 |
| 20 | 2,144740 |
4,472125 |
| 30 |
2,340350 | 5,477238 |
|
40 | 2,514870 | 6,324571 |
| 50 | 2,659148 |
7,071068 |
| 60 |
2,783158 | 7,745968 |
Таблица 4.9
Параметры подъема нефтепровода D = 1020x11 мм тремя трубоукладчиками
|
Высота подъема крайними трубоукладчиками h 1 = К см | Высота подъема средними трубоукладчиками h2, см |
Расстояние между трубоукладчиками l, м | Длина приподнятого участка L, м | Усилие на крюках крайних трубоукладчиков Р1 = Р3, кН | Усилие на крюке среднего трубоукладчика Р2, кН |
Напряжение в стенке трубы о, МПа |
| 10 | 14,3 |
14,7 | 77 | 22,9 |
15,7 | 65 |
|
20 | 28,7 | 15,2 |
80 | 27,3 | 18,6 | 92 |
| 30 |
43,0 | 19,3 | 102 |
30,2 | 20,6 | 113 |
| 40 | 57,4 |
20,8 | 109 | 32,4 | 22,1 | 130 |
| 50 | 71,7 | 22,0 | 116 | 34,3 |
23,4 | 146 |
| 60 | 86,0 | 23,0 |
121 | 35,9 | 24,5 |
159 |
Таблица 4.10
Параметры подъема нефтепровода D = 1020x11 мм четырьмя трубоукладчиками
| Высота подъема крайними трубоукладчиками h1 = h4, см | Высота подъема средними трубоукладчиками h2 = h3, см |
Расстояние между трубоукладчиками l, м | Длина приподнятого участка L, м | Усилие на крюке крайних трубоукладчиков Р = Р Р1 = Р4, кН | Усилие на крюке средних трубоукладчиков Р2 = = Рз, кН | Напряжение в стенке трубы о, МПа |
| 10 |
15,6 | 12,8 | 85,4 |
213 | 136 | 60 |
| 20 | 31,2 |
15,2 | 101,6 | 253 | 162 | 85 |
|
30 | 46,8 | 16,9 |
112,4 | 281 | 179 | 104 |
| 40 |
62,4 | 18,1 | 121 |
301 | 193 | 126 |
| 50 | 78,0 |
19,2 | 128 | 318 | 204 | 135 |
| 60 | 93,6 | 20,1 | 134 | 333 |
214 | 148 |
Расчетные значения A, Q Ё ё для нефтепроводов
Параметры подъема нефтепровода D = 1020x11 мм пятью трубоукладчиками
| Высота подъема крайними трубоукладчиками h 1 = h5^ см |
Высота подъема средними трубоуклад чиками h2 = h3 = = h4, см |
Расстояние между трубоукладчиками l, м | Длина приподнятого участка L, м | Усилие на крюке крайних трубоукладчиков Л = Рз, кН |
Усилие на крюке средних трубоукладчиков Р2 = Р3 = = Р4, КН |
Напряжение в стенке трубы о, МПа |
|
| 10 | 16,6 |
21,4 | 12,6 | 97 |
207 | 134 | 61 |
| 20 | 33,1 |
42,8 | 14,9 | 114,9 |
247 | 159 | 87 |
| 30 | 49,7 |
64,1 | 16,5 | 127 |
273 | 176 | 106 |
| 40 | 66,2 |
85,5 | 17,8 | 137 | 293 | 189 |
122 |
| 50 | 82,8 | 106,9 | 18,8 |
145 | 311 | 200 |
137 |
| 60 |
99,4 | 128,3 | 19,7 |
151 | 325 | 209 | 150 |
Таблица 4.12
Параметры подъема нефтепровода D = 530-820 мм четырьмя трубоукладчиками
| Диаметр нефте провода, мм | Высота подъема нефтепровода, м | Расстояние между трубоукладчиками l, м |
Длина приподнятого участка L, м |
Усилие на крюках трубоукладчиков | ||
|
h 1 = h4 | h2 h3 | Р1 = Р4 | Р2 = Р3 | |||
| 530 | 0,5 | 0,78 | 20,0 |
120 | 100,0 | 76,5 |
| 630 | 0,5 |
0,78 | 21,0 | 130 |
161,8 | 122,6 |
|
720 | 0,5 | 0,78 |
23,0 | 138 | 199,0 | 151,0 |
| 820 |
0,5 | 0,78 | 17,0 | 115 | 182,7 |
117,0 |
Во всех случаях необходимо выполнять проверку по грузоподъемности трубоукладчиков на расчетном вылете стрелы. При этом усилие на крюке трубоукладчикам должно назначаться с учетом коэффициента перегрузки 1,1.
Значения технологических параметров, приведенные в табл. 4.5 — 4.13, определены для нефтепроводов при условии равнопрочности их стыков и отсутствия дефектов в стенках труб, снижающих несущую способность.
При разработке проектной документации (рабочий проект, проект производства работ) расчет технологических параметров подъема и укладки нефтепроводов, числа трубоукладчиков, расстояния между ними и усилия на крюках трубоукладчиков необходимо производить с учетом технического состояния нефтепроводов, их положения и воздействия на них различных факторов.
Приведенные в табл. 4.5 — 4.13 значения технологических
Высота
подъема
трубо
провода,
м
Усилия
подъема
трубо
провода,
кН
Диаметр трубопровода и толщина стенки Dx6, мм
Расстояние до ремонт-ной машины м
Рас-стояние между трубоукладчиками I. м
Масса ремонт-ной машины Q, кН
Длина п р и-поднятого участка L, м
Число трубоукладчиков, h, шт.
Схема подъема и расстановки ремонтных машин
h
2
2
219x5
273x5
325x5
377x7
426x6
10
10
10
15
15
0,63
0,77
0,73
0,70
0,68
1,01
1,20
1,11
1,03
1,01
13
14
15
16 17
59
67
72
77
82
19,9
25,6
33.1 51,4
62.1
8
12
17
25
33
| 1 | \Pi ; | \PZ / | I. V J | ||
| hz | |||||
| а |
I | I |
a | ||
| * L |
530x8
630x8
720x9
820x9
1020x10
1220x12
20
20
20
25
25
25
0,66
0,65
0,63
0,63
0,61
0,60
20
20
20
20
20
20
112
115
118
120
124
130
97,2
129
174
214
321
468
60
80
100
130
200
289
1,17
1,10
1,02
1,01
0,98
0,93
параметров могут служить исходными максимальными параметрами для поверочного расчета и последующего подбора технологических параметров ремонтных колонн.
4.5. КАПИТАЛЬНЫЙ РЕМОНТ С ПОДКОПОМ И ПРИМЕНЕНИЕМ ПОДЪЕМНЫХ И ПОДДЕРЖИВАЮЩИХ ТЕХНИЧЕСКИХ СРЕДСТВ
Ремонт нефтепроводов диаметром 820*1220 мм проводится без подъема с поддержанием или без поддержания грузоподъемными механизмами [13], [36].
Поддержание подкопанного участка нефтепровода рекомендуется проводить опорами-крепями (табл. 4.14), трубоукладчиками или пневмоподъемниками. Число грузоподъемных механизмов и длина подкопанного участка определяются из условия обеспечения прочности и устойчивости ремонтируемого участка нефтепровода (табл. 4.15).
Устройство для поддержания трубопроводов типа КР показано на рис. 4.6.
Ремонт нефтепроводов может выполняться без поддержания при минимальной длине подкопанного участка, определенной расчетным путем.
Таблица 4.14
Рекомендуемые технологические параметры при капитальном ремонте трубопроводов диаметром без подъема с использованием опор-крепей
| Параметры |
Длина и толщина стенки трубопровода, мм | |
| 1020x11 |
1220x12 | |
| Шаг ремонтной колонны, м | 5,0 | 8,0 |
| Расстояние, м: |
||
| 1 max |
20,0 | 18,0 |
| 1 min | 15,0 | 10,0 |
| l2 | 20,0 |
18,0 |
| 3#max |
11,0 | 15,0 |
|
l3#min | 6,0 |
7,0 |
| Длина участка присыпки, м | 21,0 |
21,0 |
| Расстояние от подкапывающей машины до | 13,0 | 15,0 |
|
экскаватора, м Усилие подъема, кН: |
||
| Р1Р2) |
294,0 (148,0) | 330,0 |
|
Р3Р4) | 259,0 (358,0) |
360,0 |
| Высота подъема трубопровода, м | 0 — 0,05 |
0 — 0,05 |
| Максимально допустимая осадка трубопро |
0,1 | 0,1 |
| вода на участке присыпки, м | ||
Технологические параметры при ремонте нефтепроводов с использованием двух трубоукладчиков
| Диаметр и толщина стенки нефтепровода, мм |
Коэффициент постели грунта (присыпанного и уплотненного под трубой), МН/м3 | Усилие на крюке трубоукладчика, кН | Длина подкопанного участка, м, не более |
Расстояние между трубоукладчиками, м, не более | Расстояние от второго трубоукладчика до земляной тумбы, м | Длина участка при сыпки, м | Шаг трубоукладчика, м |
| 820x9 |
0,2 | 250 | 19 | 7 | 13 |
18 | 3 |
| 0,4 | 120 |
20 | 8 | 14 |
18 | 4 | |
| 1,0 | 100 |
21 | 9 | 15 | 18 | 5 | |
| 1020x11 | 0,2 |
350 | 20 | 8 |
14 | 18 |
4 |
| 0,4 | 220 | 22 | 10 | 16 | 18 |
6 | |
| 1.0 |
200 | 23 | 11 | 17 | 18 |
7 | |
| 1220 х 12 |
0,2 | 400 |
20 | 8 | 14 |
18 | 4 |
| 0,4 | 280 |
24 | 12 |
18 | 18 | 8 | |
| 1,0 |
250 | 25 |
13 | 19 |
18 | 9 |
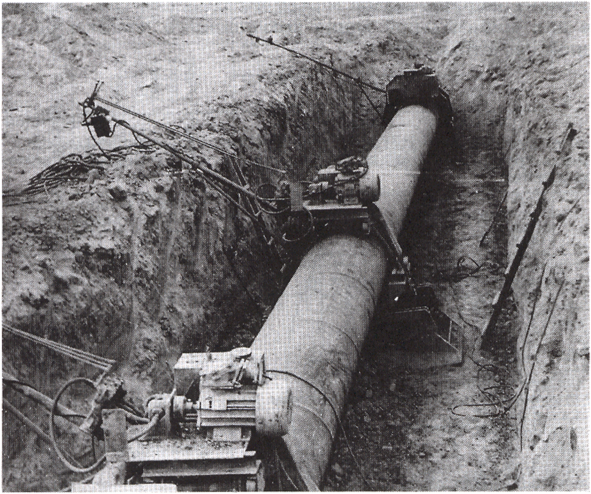
Рис. 4.6. Устройство для подъема и поддержания трубопроводов типа КР
Наибольшее расстояние от второго трубоукладчика до земляной тумбы равно наибольшему расстоянию от первого трубоукладчика до подсыпанного и уплотненного участка нефтепровода.
Технологические параметры ремонтной колонны при ремонте нефтепроводов диаметром 820 — 1220 мм тремя трубоукладчиками приведены в табл. 4.16.
Технологические параметры ремонтной колонны при ремонте нефтепроводов диаметром 820 — 1220 мм четырьмя трубоукладчиками приведены в табл. 4.17.
Параметры, приведенные в табл. 4.15 — 4.17, получены для условий, при которых напряжение изгиба не превышает 120 МПа.
Капитальный ремонт нефтепроводов с подкопом может выполняться без применения подъемных и поддерживающих технических средств.
Ремонт нефтепровода проводится с механическим уплотнением подсыпанного под нефтепровод грунта. Технологические параметры ремонта нефтепроводов диаметром 1020 и 1220 мм приведены ниже. Параметры получены для условий, при которых несущая способность уплотненного грунта в на-
Таблица 4.16
Технологические параметры ремонтной колонны при ремонте нефтепроводов тремя трубоукладчиками
| Параметры | Диаметр и толщина стенки нефтепровода, мм | ||
|
820x9 | 1020x11 | 1220x12,5 | |
| Шаг ремонтной колонны, м | 6 | 7 |
8 |
| Длина подкопанного участка, м | 22+30 |
24+32 | 26+35 |
|
Технологическая высота подъема нефтепровода, м, не более | 0,15 | 0,14 | 0,10 |
| Осадка нефтепровода относительно его первоначального положения, м, не более | 0,16 | 0,14 |
0,12 |
| Максимальное усилие на крюках трубоукладчика, кН |
240 | 350 | 400 |
| Расстояние от подкапывающей машины до экскаватора, м | 10+20 | 15+25 |
20+30 |
| Длина подсыпанного и уплотненного участка нефтепровода, м | 10+25 |
10+25 | 10+25 |
|
Расстояние между первым и последним трубоукладчиками, м | 12 |
13 | 14 |
|
Расстояние от первого трубоукладчика до подкапывающей машины, м | 5+11 | 5+12 | 5+13 |
| Расстояние от последнего трубоукладчика до присыпанного участка нефтепровода, м | 7+13 |
7+12 | 7+13 |
Технологические параметры ремонтной колонны при ремонте нефтепроводов четырьмя трубоукладчиками
|
Параметры | Диаметр и толщина стенки нефтепровода, мм | ||
| 820x9 | 1020x11 |
1220x12,5 | |
| Длина подкопанного участка, м | 35+54 | 35+57 | 36+59 |
| Технологическая высота подъема нефтепровода, м, не более | 0,1 | 0,1 | 0,1 |
| Осадка нефтепровода относительно его первоначального положения, м, не более | 0,1 | 0,1 |
0,1 |
| Максимальное усилие на крюках трубоукладчика, кН |
100 | 140 | 180 |
| Расстояние от подкапывающей машины до экскаватора, м | 10+20 | 10+20 |
10+20 |
| Длина подсыпанного и уплотненного участка грунта под нефтепроводом, м Расстояние между трубоукладчиками, м: | 1 0+25 | 1 0+25 | 1 0+25 |
| первым и вторым |
7 | 7 | 7 |
| вторым и третьим | 7+12 | 7+12 | 7+12 |
| третьим и четвертым | 7 | 7 | 7 |
|
Расстояние от первого трубоукладчика до подкапывающей машины, м | 7+14 | 7+16 | 7+17 |
| Расстояние от последнего (четвертого) трубоукладчика до присыпанного участка нефтепровода, м | 10,5±3,5 | 11±4,0 |
12±4,0 |
чале уплотненного участка не ниже дгр = 5 кН/м и напряжение от изгиба в момент ремонта не превышает 150 МПа. Участок нефтепровода до вскрытия — прямолинейный, второй категории.
Обнаружение дефектов тела трубы нефтепровода должно осуществляться двумя способами в следующей последовательности [6, 35]:
а) внутритрубной инспекцией с помощью снарядов-профи-лемеров и снарядов-дефектоскопов;
б) при необходимости внешним дефектоскопическим обследованием (визуальным и приборным со специальным шурфованием или на вскрытом участке в процессе ремонта). Внутритрубная профилеметрия проводится при помощи сна-ряда-профилемера, позволяющего обнаружить и определить параметры дефектов геометрии трубы. В настоящее время для внутритрубной профилеметрии применяются снаряды-профилемеры типа "Калипер".
Снаряд-профилемер "Калипер" — это электронно-механический снаряд, оснащенный рычажными датчиками, которые позволяют измерять внутреннее проходное сечение, определять положения сварных швов, подкладных колец, а также обнаруживать и измерять такие дефекты формы трубы, как вмятины, гофры, овальность сечения. Отклонения оси трубопровода фиксируются индикатором поворота по взаимному положению продольных осей двух последовательных секций снаряда-профилемера. Аналоговые значения измерений преобразуются в цифровые и записываются в блок хранения. Пройденное снарядом расстояние определяется с помощью специальных измерительных колес. Привязка мест расположений дефектов к определенным точкам трассы нефтепровода осуществляется с помощью специальных устройств — маркеров.
Внутритрубная дефектоскопия проводится при помощи ультразвуковых и магнитных снарядов-дефектоскопов высокого разрешения, которые обнаруживают дефекты стенки трубы и определяют их геометрические параметры. В настоящее время для внутритрубной дефектоскопии применяются снаряды-дефектоскопы следующих типов.
1. Снаряд-дефектоскоп "Ультраскан М" представляет собой компьютеризированное диагностическое устройство, использующее метод регистрации погруженными в нефть датчиками отраженных импульсных ультразвуковых сигналов от внутренней и внешней поверхностей стенки трубы. По времени прихода первого отраженного сигнала определяется расстояние от датчика до внутренней поверхности трубы, по времени прихода второго сигнала — толщина стенки трубы.
Кроме того, сигнал отражается от несплошностей в металле трубы. Значения изменений записываются в блок хранения.
Привязка мест расположения дефектов к определенным точкам трассы нефтепровода осуществляется с помощью маркеров.
2. Снаряд-дефектоскоп типа MFL представляет собой компьютеризированное диагностическое устройство, использующее метод рассеяния магнитного потока, возникающего в месте расположения дефекта стенки трубы при ее намагничивании. Во время своего движения по нефтепроводу оснащенный магнитами снаряд создает в теле трубы мощное магнитное поле, а находящиеся между полюсами магнита датчики регистрируют изменение магнитного поля и измеряют его значение. Специальные датчики, создающие собственное локальное магнитное поле, служат для разделения обнаруженных дефектов на внутренние и внешние. Значения измерений записываются в блок хранения. Привязка мест расположения дефектов к определенным точкам трассы нефтепровода осуществляется с помощью маркеров.
3. Снаряд-дефектоскоп "Ультраскан CD" — компьютеризированное диагностическое устройство, использующее поперечные ультразвуковые волны, распространяющиеся внутри стенки трубы. Датчики снаряда работают в режиме излучения зондирующего импульса и приема импульса, отраженного от трещин и других трещиноподобных дефектов. Снаряд-дефектоскоп оснащен сменными носителями датчиков, предназначенными для обнаружения трещин и трещиноподобных дефектов определенной ориентации по отношению к оси трубы (осевой или поперечной). Значения измерений записываются в блок хранения. Привязка мест расположения дефектов к определенным точкам трассы нефтепровода осуществляется с помощью маркеров.
Для более полного обследования нефтепроводов необходимо проводить комплексное диагностирование, последовательно используя несколько внутритрубных измерительных снарядов (ВИС), основанных на различных физических явлениях, сочетая внутритрубную дефектоскопию с дополнительным дефектоскопическим контролем (ДДК) дефектных участков нефтепровода.
Однако диагностированием даже указанным комплексом ВИС не выявляется истинное состояние нефтепроводов, в том числе их напряженное состояние, сероводородное наво-дороживание, да и сами явно выраженные дефекты выявляются не полностью. Более того, на сегодняшний день не изучена динамика разрушения трубопроводов в зависимости от того или иного состояния дефекта и трубопроводов в целом.
4.6.1. КЛАССИФИКАЦИЯ ДЕФЕКТОВ
По виду повреждения трубы дефекты нефтепровода делятся на дефекты геометрии трубы, дефекты стенки трубы и дефекты сварных швов.
Дефекты геометрии трубы — это дефекты, связанные с уменьшением проходного сечения трубы вследствие изменения его формы. Они делятся на следующие группы:
вмятина — локальное уменьшение проходного сечения трубы в результате механического воздействия, при котором не происходит уменьшения толщины стенки трубы и излома оси трубопровода;
гофр — чередующиеся поперечные выпуклости и вогнутости стенки трубы, не уменьшающие толщины стенки и приводящие к излому оси и уменьшению проходного сечения трубопровода.
Дефекты стенки трубы — это дефекты, не приводящие к изменению проходного сечения трубы. Они делятся на следующие группы:
потеря металла (коррозия сплошная равномерная, коррозия сплошная неравномерная, коррозия местная точечная, коррозия местная пятнистая, коррозия местная язвенная, коррозия ручейковая, эрозия, вмятина в прокате, забоина, задир, рванина) — изменение номинальной толщины стенки трубы, характеризующееся локальным утонением в результате механического или коррозионного повреждения или обусловленное технологией изготовления;
риска (царапина) — потеря металла стенки трубы, происшедшая в результате взаимодействия стенки трубы с перемещающимся по ней твердым телом;
расслоение — несплошность металла стенки трубы; обычно является раскатанным скоплением неметаллических включений;
расслоение с выходом на поверхность (закат, плена прокатная) — расслоение, выходящее на поверхность трубы;
расслоение в околошовной зоне — расслоение, примыкающее к сварному шву. Дополнительная опасность связана с возможностью наличия в сварном шве трещины, образовавшейся под воздействием расслоения при наложении сварного шва;
изменение толщины стенки — плавное утонение стенки трубы, образовавшееся в процессе изготовления трубы или листового проката;
трещина — разрыв основного металла стенки трубы, характеризующейся малым поперечным размером;
дефект сварного шва (непровар, пора, шлаковое включение, подрез, трещина сварного шва) — дефект в самом сварном шве или околошовной зоне, возникший вследствие нарушения технологии сварки.
По степени влияния на несущую способность нефтепровода дефекты классифицируются на опасные и неопасные.
К опасным дефектам относятся:
дефекты геометрии, примыкающие к сварным швам или непосредственно на швах, если их измеренная глубина превышает по величине 3 % от номинального наружного диаметра трубы;
дефекты, опасные по результатам расчета на статическую прочность (расчетное давление разрушения дефектной трубы ниже заводского испытательного давления);
дефекты стенки, связанные с потерей металла, с остаточной толщиной стенки трубы на уровне технически возможного минимального предела измерения снаряда-дефектоскопа.
Эксплуатация нефтепровода при наличии опасных дефектов допускается при условии введения ограничений на режимы перекачки.
Опасные дефекты подлежат выборочному ремонту в соответствии с установленными методами ремонта опасных дефектов.
К неопасным относятся дефекты, для которых расчетное давление разрушения дефектной трубы не ниже заводского испытательного давления. Эксплуатация нефтепровода при наличии неопасных дефектов допускается без ограничений на режимы перекачки в межинспекционный период.
По критерию необходимости проведения дополнительного дефектоскопического контроля (ДДК) дефекты подразделяются на требующие ДДК и не требующие ДДК.
Назначение методов ремонта дефектов, не требующих ДДК, проводится по данным ВИС.
Назначение методов ремонта дефектов, требующих дополнительного дефектоскопического контроля, проводится по данным ДДК. При необходимости по результатам ДДК расчетом на прочность может уточняться опасность дефекта.
4.6.2. ПОРЯДОК ДЕЙСТВИЙ ПРИ ДОПОЛНИТЕЛЬНОМ ДЕФЕКТОСКОПИЧЕСКОМ КОНТРОЛЕ И РЕМОНТЕ УЧАСТКА НЕФТЕПРОВОДА ПОСЛЕ ПРОПУСКА ВИС
Содержание и последовательность действий по ДДК и ремонту диагностированного с помощью ВИС участка определяются следующим порядком.
1. Получение ОАО МН технического отчета из ОАО ЦТД "Диаскан" или других юридических лиц, имеющих лицензию Госгортехнадзора на выполнение работ по диагностике нефтепроводов по пропуску снаряда-профилемера. Передача экземпляра отчета в соответствующие РНУ.
2. Анализ полученной информации и составление ОАО МН сведений о сужениях, подлежащих устранению, передача этих сведений соответствующим РНУ и АК "Транснефть". Устранению подлежат все сужения, препятствующие прохождению снаряда-дефектоскопа, что определяется по согласованию с юридическими лицами, выполняющими внутритрубную диагностику.
3. Выявление сужений нефтепровода, недопустимых по условиям проходимости ВИС, заключающееся в их точной локализации на местности относительно маркеров, внешнем осмотре и определении размеров. Удаление недопустимых сужений и составление акта о готовности участка к пропуску снаряда-дефектоскопа с направлением этого акта исполнителям внутритрубной диагностики и АК "Транснефть".
Порядок выявления и удаления сужений и форму акта определяет ОАО МН.
4. Получение ОАО МН технических отчетов от исполнителей внутритрубной диагностики по обследованию участка снарядом-дефектоскопом.
5. Снижение при необходимости рабочего давления до уровня, определенного расчетом на прочность.
6. Разработка ОАО МН программы дополнительного дефектоскопического контроля и выборочного ремонта дефектных участков нефтепровода в межинспекционный период, включающей: определение дефектных участков, подлежащих ремонту; назначение методов ремонта опасных дефектов; согласование программы ремонта с АК "Транснефть".
7. Проведение дополнительного дефектоскопического контроля опасных и неопасных дефектов, подлежащих ДДК, уточнение по данным ДДК необходимости и методов ремонта, корректировка программы ремонта. Направление данных
по результатам ДДК исполнителям внутритрубной диагностики.
8. Выполнение программы ремонта.
9. Восстановление заданной производительности перекачки по мере ремонта опасных дефектов.
10. Составление отчета о выполнении программы ремонта. Дополнительно выборочному ремонту в межинспекцион-
Классификаи,ия дефектов по степени влияния на несущую способность трубопровода и определение допустимого давления на дефектном участие тру бапровода (в отчетах ОАО ЦТД „ Диаскан”}
|
Неопасные |
Опасные |
Неопасные | ||
|
дефекты, не |
дефекты | дефекты f | ||
|
подлежащие |
подлежащие | |||
|
ДДК |
ДДК |
Выбор метода ремонта опасного дефекта
Определение дефектных участков для проведения выборочного ремонта
_\<_
Обеспечение доступа к дефекту и проведение ДДК, абнарутение скрытых дефектов, уточнение параметров основного дефекта
.....т~~~.......
Уточнение по данным ДДК необходимости и методов ремонта дефектов. Корректировка программы ремонта по данным ДДК
V
Определение участков трубопровода для ремонта путем замены изоляции
Рис. 4.7. Общий алгоритм определения методов ремонта дефектных участков нефтепровода
ный период могут быть подвергнуты и другие дефектные участки по решению ОАО МН.
До проведения работ по ремонту опасного дефекта вводятся следующие режимы ограничения перекачки:
если для дефектного участка расчетом прочности определено допустимое давление, то проходящее давление должно быть не выше этого давления;
если для дефектного участка допустимое давление перекачки не определено, то проходящее давление на дефектном участке должно быть не выше 75 % от проходящего давления в период обнаружения.
При проведении ремонтных работ на дефектном участке ограничения на режимы перекачки вводятся в соответствии с требованиями технологии выбранного метода ремонта и условий безопасного ведения работ.
Общий алгоритм по определению методов ремонта дефектных участков нефтепровода приведен на рис. 4.7.
4.6.3. ПРИНЦИПЫ ОТБОРА ДЕФЕКТОВ ДЛЯ ДОПОЛНИТЕЛЬНОГО ДЕФЕКТОСКОПИЧЕСКОГО КОНТРОЛЯ
Дополнительный дефектоскопический контроль дефектов, обнаруженных ВИС, проводится с целью:
уточнения типа дефекта (расслоение с выходом на поверхность трубы или без выхода, расслоение с выходом на поверхность трубы или риска и т.п.);
уточнения его геометрических параметров (длина выхода на поверхность расслоения, размеры вмятины и т.д.);
выявления в зоне дефекта, обнаруженного ВИС, дефектов, не обнаруженных ВИС (риска на вмятине, трещина в сварном шве в зоне примыкания к шву расслоения, потеря металла над расслоением и т.д.);
определения типов и геометрических параметров дефектов, не обнаруженных ВИС.
В зависимости от степени опасности дефектов ДДК подразделяется на обязательный и рекомендуемый.
Обязательному ДДК подлежат все опасные дефекты, а также следующие неопасные дефекты:
риски с длиной, по данным ВИС, более 0,2Дн (0н — номинальный наружный диаметр трубы); трещины;
дефекты сварного шва.
Рекомендуемому ДДК подлежат следующие неопасные дефекты:
вмятины и гофры с глубиной (высотой), по данным ВИС, более 1 % Бн;
расслоения, примыкающие к сварному шву; расслоения с выходом на поверхность; расслоения с длиной, по данным ВИС, более 0,4Он; риски с длиной, по данным ВИС, менее 0,2Дн. Рекомендуемый ДДК проводится по усмотрению ОАО МН. Не требуется ДДК для следующих неопасных дефектов: вмятины и гофры с глубиной (высотой), по данным ВИС, не более 1 % Юн;
расслоения с длиной, по данным ВИС, не более 0,40н (кроме опасных);
потери металла (кроме опасных).
4.6.4. СОДЕРЖАНИЕ И МЕТОДЫ ПРОВЕДЕНИЯ ДОПОЛНИТЕЛЬНОГО ДЕФЕКТОСКОПИЧЕСКОГО КОНТРОЛЯ
Дополнительный дефектоскопический контроль дефектного участка нефтепровода должен включать идентификацию дефекта, обнаруженного ВИС, визуальный контроль на наличие дополнительных (не обнаруженных ВИС) дефектов и при необходимости дефектоскопию металла труб и сварных соединений.
Идентификация и визуальный контроль должны проводиться для всех дефектов после вскрытия соответствующих участков для выполнения ремонта. Перед проведением визуального контроля труба на месте дефекта должна быть очищена от изоляции, пыли, абразивного порошка, грязи, масел, окалины, краски, ржавчины и других загрязнений. При проведении визуального контроля применяются обзорные или измерительные лупы 4 — 10-кратного увеличения (ЛП-1, ЛАЗ, ЛА114 и др., ГОСТ 25706- 83).
Идентификация дефекта заключается в определении типа, границ и характерных размеров дефекта, в сравнении их с данными отчета по пропуску ВИС и установлении факта идентичности рассматриваемого дефекта дефекту под определенным номером в указанном отчете.
Дефектоскопический контроль должен проводиться для выявления и локализации скрытых дефектов (расслоений, дефектов внутренней поверхности трубы, включений, трещин, пор) металла труб и сварных соединений, находящихся в дефектной зоне. Используются магнитопорошковый и ультразвуковой методы и при необходимости метод цветной дефектоскопии.
При проведении магнитопорошковой дефектоскопии используются переносные дефектоскопы типа ПМД-70 и другая отечественная или импортная аппаратура, равная или превосходящая указанный тип по своим техническим характеристикам.
В качестве ультразвуковой аппаратуры следует применять ультразвуковые дефектоскопы типа УД2-12 и ультразвуковые толщиномеры типа УТ-93П и другая отечественная или импортная аппаратура, равная или превосходящая указанные типы по своим техническим характеристикам.
К проведению контроля неразрушающими методами допускаются лица, имеющие право на проведение данных видов контроля, подтвержденное удостоверениями установленной формы.
Результаты дополнительного дефектоскопического контроля документируются в специальном журнале или протоколе.
В зависимости от вида дефекта должны контролироваться следующие геометрические параметры и применяться инструменты и приборы для дефектоскопического контроля.
1. Дефекты геометрии (вмятины, гофры)
Проводится идентификация и визуальный контроль дефектов, в процессе которых должны проверяться:
расстояние границы дефекта от поперечного и (или) п ро-дольного сварных швов;
наличие дополнительного дефекта во вмятине или на гофре (риски, царапины, трещины, коррозии и др.); наличие в районе дефекта сварных швов.
Ультразвуковым толщиномером измеряется толщина металла трубы в местах изменения геометрии трубы.
Контролируемые параметры дефектов (рис. 4.8, 4.9): размер дефекта вдоль образующей трубы L;
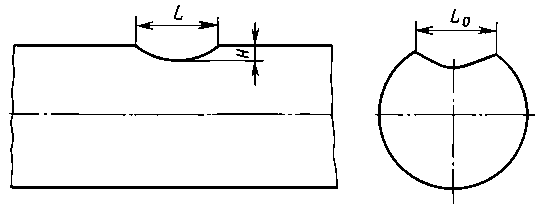
Рис. 4.8. Вмятина на теле трубы:
L, L0 — размер вмятины соответственно вдоль образующей и по
окружности трубы; Н — глубина вмятины
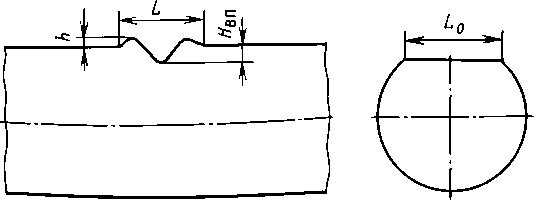
Рис. 4.9. Гофр на теле трубы:
L, L0 — размер гофра соответственно вдоль образующей и по окружности трубы; Нвп — глубина впадины гофра; h — высота вершины гофра
размер дефекта по окружности трубы L0; максимальная стрела прогиба вмятины (глубина) Н; максимальная глубина впадины Нвп и максимальная высота вершины гофра h;
для гофра измеряются высота вершин и глубина впадин, число вершин и впадин.
Проводится магнитопорошковый контроль поверхности дефекта геометрии на наличие трещин в основном металле и сварных швах.
При наличии сварных швов в районе дефекта должен п ро-водиться ультразвуковой контроль сварных швов.
При наличии дополнительного дефекта необходимо проводить контроль параметров этого дефекта в соответствии с его типом.
Инструменты и приборы для ДДК: линейка, рулетка, штангенциркуль, штангенглубиномер, микрометр-глубиномер, универсальный шаблон сварщика, специальный инструмент для замера геометрических параметров, ультразвуковой толщиномер, ультразвуковой дефектоскоп, переносной магнитопорошковый дефектоскоп.
2. Расслоение металла с выходом на поверхность Проводится визуальный контроль дефекта с помощью лупы, в процессе которого должно проверяться наличие: выхода расслоения на поверхность трубы; возможных дополнительных дефектов в зоне расслоения. Проводится магнитопорошковый контроль поверхности дефектной зоны на наличие трещин в основном металле и сварных швах, а также с целью обнаружения границы выхода расслоения на поверхность.
Проводится ультразвуковая дефектоскопия с целью определения глубины расслоения; уточнения границ дефекта и выхода его на поверхность.
Контролируемые параметры (рис. 4.10):
размеры дефекта вдоль образующей трубы L и по окружности трубы L0;
максимальная глубина расслоения d;
протяженность границы выхода на поверхность LB.
Определение глубины расслоения следует проводить ультразвуковым толщиномером или ультразвуковым дефектоскопом с прямым преобразователем.
Границы дефекта определяют с помощью ультразвукового дефектоскопа с наклонными преобразователями.
При контроле с помощью ультразвукового дефектоскопа необходимо применять совмещенную и раздельную схемы включения преобразователей.
Схема включения преобразователей должна выбираться в зависимости от глубины залегания расслоения (расстояния от внешней поверхности стенки трубы до расслоения). При глубине залегания расслоения менее 2 мм следует применять раздельную схему включения преобразователей.
Измерение толщины стенки выполняется дискретно — в отдельных точках. Перед проведением измерений в районе расположения дефекта производится разметка поверхности трубы на точки, в которых необходимо проводить измерения (например, узлы координатной сетки с шагом 30 — 50 мм, оси которой ориентированы вдоль и по окружности
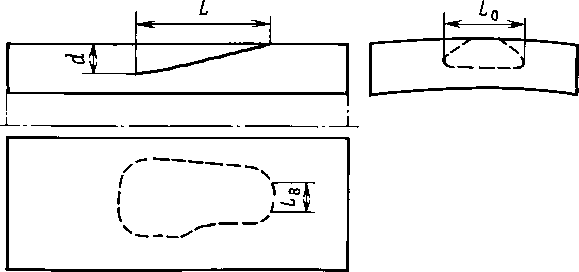
Рис. 4.10. Расслоение металла стенки трубы нефтепровода с выходом на ее поверхность:
L, L0 — размер расслоения соответственно вдоль образующей и по
окружности трубы; L, — протяженность границы выхода расслоения
металла на поверхность трубы; d — максимальная глубина расслоения
трубы). Точки измерений должны быть пронумерованы. Разметка проводится по схеме, предварительно нанесенной на изображение дефекта, полученное по данным ВИС. Схема должна иметь привязку к ближайшим ориентирам нефтепровода (поперечный и продольный сварные швы). Разметка не должна стираться при осуществлении процесса измерения.
Границы выхода расслоения на поверхность должны уточняться с помощью лупы 4—10-кратного увеличения и метода цветной дефектоскопии.
При наличии сварных швов в районе дефекта должен проводиться контроль и сварных швов.
При наличии дополнительного дефекта должен осуществляться контроль параметров дополнительного дефекта в соответствии с его типом.
Инструменты и приборы для ДДК: рулетка, лупа, ультразвуковой толщиномер, ультразвуковой дефектоскоп, пенетра-ционный набор для цветной дефектоскопии, переносной магнитопорошковый дефектоскоп.
3. Расслоение и расслоение в околошовной зоне
Проводится визуальный контроль дефекта на наличие возможных дополнительных дефектов в зоне расслоения.
Осуществляется магнитопорошковый контроль поверхности дефектной зоны на наличие трещин в основном металле и сварных швах.
Проводится ультразвуковая дефектоскопия с целью:
определения глубины расслоения;
определения границ дефекта и примыкания расслоения к сварному шву.
Перед проведением дефектоскопии выполняется разметка поверхности трубы в районе дефекта аналогично вышесказанному (узлы координатной сетки с шагом 30 — 50 мм).
Глубину залегания расслоения следует определять с помощью ультразвукового толщиномера или ультразвукового дефектоскопа с прямым преобразователем.
Контролируемые параметры расслоения стенки трубы (рис. 4.11):
размеры дефекта вдоль образующей трубы L и по окружности трубы L0;
глубина расслоения d;
глубина залегания расслоения от внешней поверхности стенки трубы h.
Контролируемые параметры расслоения стенки трубы в околошовной зоне (рис. 4.12):
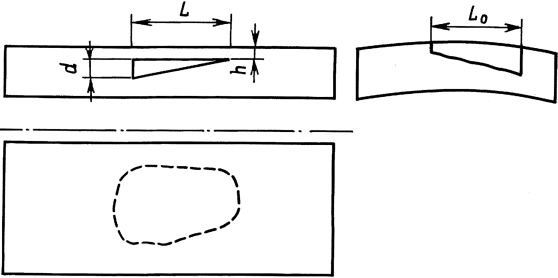
Рис. 4.11. Расслоение металла стенки трубы нефтепровода без выхода на ее поверхность:
L, L0 — размер расслоения соответственно вдоль образующей и по окружности трубы; h — глубина залегания расслоения от внешней поверхности стенки трубы; d — глубина расслоения
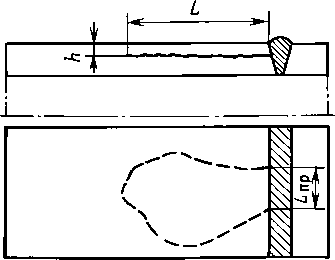
Рис. 4.12. Расслоение металла стенки трубы нефтепровода в околошовной зоне:
L, L0 — размер расслоения соответственно вдоль образующей и по окружности трубы; h — глубина залегания расслоения от внешней поверхности стенки трубы; L — длина примыкания расслоения к сварному шву
размеры дефекта вдоль образующей трубы L и по окружности трубы L0;
максимальная глубина расслоения d;
глубина залегания расслоения от внешней поверхности стенки трубы h;
длина примыкания расслоения к сварному шву L^.
Если расслоение примыкает к поперечному и (или) п р о-дольному сварным швам, должна проводиться ультразвуковая дефектоскопия сварных швов с целью определения возможного наличия трещин в сварном шве.
Дефектоскопию сварного шва необходимо выполнять с обеих сторон сварного шва ультразвуковым дефектоскопом с наклонными преобразователями.
При контроле ультразвуковым дефектоскопом допускается применять раздельную и совмещенную схемы включения преобразователей.
При наличии дополнительного дефекта "над" расслоением должны определяться параметры этого дефекта в соответствии с его типом.
Инструменты и приборы для ДДК: рулетка, ультразвуковой толщиномер, ультразвуковой дефектоскоп, переносной магнитопорошковый дефектоскоп.
4. Потеря металла стенки механического происхождения (риски, царапины)
Проводится идентификация и визуальный контроль дефекта, в процессе которых должны проверяться: тип дефекта; наличие трещины.
Контролируемые параметры (рис. 4.13):
расстояние границы дефекта от поперечного Л и (или) продольного В сварных швов;
L
| А | L | |
|||
|
\ ( | ||||
| со | ||||
Рис. 4.13. Риска, царапина на стенке трубы нефтепровода:
L, L0 — размер риски, царапины вдоль образующей и по окружности трубы соответственно; d — максимальная глубина риски, царапины; b — ширина дефекта; Л, В — расстояние границы риски, царапины соответственно от поперечного и от продольного сварного шва
размеры дефекта вдоль образующей трубы и по окружности трубы L0;
ширина дефекта b; максимальная глубина дефекта d.
С помощью лупы 4—10-кратного увеличения и метода цветной дефектоскопии должна проверяться поверхность дна дефекта на наличие трещин.
Проводится ультразвуковая дефектоскопия для определения глубины трещины при ее наличии.
Дефектоскопия должна проводиться наклонными преобразователями, включенными по совмещенной схеме.
Инструменты и приборы для ДДК: ультразвуковой толщиномер, ультразвуковой дефектоскоп, штангенциркуль, штан-генглубиномер, микрометр-глубиномер, универсальный шаблон сварщика, линейка, рулетка, лупа, пенетрационный набор для цветной дефектоскопии.
5. Потеря металла стенки коррозионного происхождения Проводится идентификация и визуальный контроль дефекта, в процессе которых должны проверяться: тип дефекта;
расстояние границы дефекта от поперечного и (или) п ро-дольного сварных швов.
Контролируемые параметры (рис. 4.14):
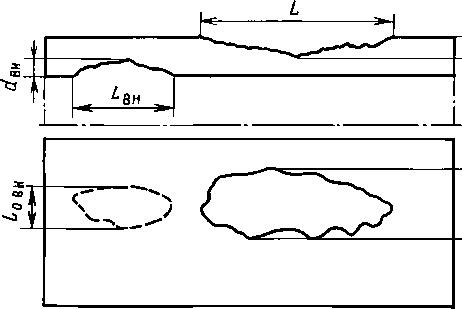
Рис. 4.14. Коррозионные дефекты на внешней и внутренней поверхности стенки трубы нефтепровода:
L, L0 — размер коррозионного дефекта на внешней поверхности трубы соответственно вдоль образующей и по ее образующей; L^, Lовн — размер коррозионного дефекта на внутренней поверхности трубы соответственно вдоль образующей и по ее образующей; d, dвн — максимальная глубина дефекта соответственно на внешней и на внутренней поверхности трубы
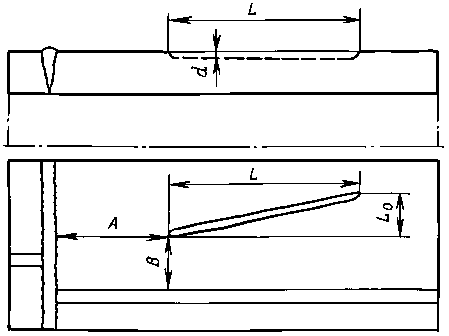
Рис. 4.15. Трещина в стенке трубы нефтепровода:
L, L0 — размер трещины соответственно вдоль образующей и по
окружности трубы; d — глубина трещины; А, В — расстояние границы трещины соответственно от поперечного и от продольного сварного шва
размеры дефекта вдоль образующей трубы L и по окружности трубы L0;
максимальная глубина коррозионных язв d при внешней коррозии (или остаточная толщина стенки ?ост).
Если коррозионный дефект расположен на внутренней поверхности трубы, размеры повреждения и остаточная толщина стенки ^ост должны определяться ультразвуковым толщиномером.
Инструменты и приборы для ДДК: ультразвуковой толщиномер, ультразвуковой дефектоскоп, линейка, рулетка, лупа, штангенциркуль, штангенглубиномер, микрометр-глубиномер, универсальный шаблон сварщика.
Рекомендуется проверять поверхность дна дефекта на наличие трещин с помощью лупы 4—10-кратного увеличения и метода цветной дефектоскопии.
6. Трещины
Проводится идентификация и визуальный контроль дефекта, в процессе которых должны проверяться тип и размеры дефекта.
Контролируемые параметры:
размеры дефекта вдоль образующей трубы L и по окружности трубы L0;
расстояние границы дефекта от поперечного А и (или) продольного В сварных швов.
Проводится магнитопорошковый контроль поверхности дефектной зоны с целью уточнения размеров трещины.
При необходимости размеры трещины могут уточняться при помощи цветной дефектоскопии.
Проводится ультразвуковая дефектоскопия для определения максимальной глубины трещины d (рис. 4.15).
Дефектоскопия должна проводиться наклонными преобразователями, включенными по совмещенной схеме.
Инструменты и приборы: линейка, рулетка, штангенциркуль, лупа, пенетрационный набор для цветной дефектоскопии, ультразвуковой дефектоскоп, переносной магнитопорошковый дефектоскоп.
4.6.5. ПОРЯДОК ПРОВЕДЕНИЯ ДОПОЛНИТЕЛЬНОГО ДЕФЕКТОСКОПИЧЕСКОГО КОНТРОЛЯ
1. Общие положения
К проведению контроля неразрушающими методами допускаются лица, имеющие удостоверение установленной формы на данный вид контроля.
Перед проведением контроля труба в месте дефекта должна быть очищена от изоляции, пыли, абразивного порошка, грязи, масел, окалины, краски, ржавчины и других загрязнений.
С помощью ультразвукового прибора определяется номинальная толщина стенки трубы в зоне, прилегающей к дефекту. Для горячекатаных труб измерения проводятся в узлах координатной сетки с шагом 20 мм в 60-миллиметровой зоне, окружающей поврежденный участок.
Должны быть обследованы все сварные швы на расстоянии 75 мм от дефекта.
Поврежденный участок должен быть обследован на наличие трещин при помощи магнитопорошкового метода.
Если магнитные свойства, форма и месторасположение дефекта не позволяют достичь требуемой по ГОСТ 21105 — 87 чувствительности, то применяются капиллярные методы дефектоскопии.
Используемые при проведении дополнительного дефектоскопического контроля приборы должны использоваться в диапазоне температур окружающего воздуха, указанном в технической документации на прибор. При температуре окружающего воздуха, выходящей за рабочий диапазон температур прибора, должны быть приняты меры для обеспечения нормальных условий работы прибора.
При выпадении атмосферных осадков запрещается проводить контроль без инвентарных укрытий.
Результаты дополнительного дефектоскопического контроля должны быть зафиксированы в специальном журнале или протоколе, который должен содержать:
наименование нефтепровода и участка нефтепровода; номер особенности по отчету ОАО ЦТД или других исполнителей внутритрубной диагностики;
диаметр, номинальную толщину стенки трубы, марку стали;
наименование, тип и заводской номер прибора, которым проводился контроль;
типы и номера стандартных образцов для настройки приборов;
тип дефекта и результаты измерений его параметров; заключение по идентификации дефекта, обнаруженного ВИС;
нормативно-техническую документацию, по которой выполняют контроль;
дату проведения контроля;
должность, фамилию и подпись лица, проводившего контроль;
должность, фамилию и подпись руководителя контрольной службы.
2. Магнитопорошковый метод
Магнитопорошковый метод контроля применяется в соответствии с ГОСТ 21105 — 87 и инструкцией пользователя для применяемого переносного магнитопорошкового дефектоскопа.
Шероховатость подготовленной поверхности должна быть не ниже RL = 40 мкм по ГОСТ 2789 — 73.
На контролируемую поверхность наносят магнитную суспензию или сухой магнитный порошок.
Качество готовых дефектоскопических материалов и проверку работоспособности дефектоскопов осуществляют при помощи стандартных образцов предприятий.
На участок, подлежащий обследованию магнитопорошковым методом, маркировочной краской наносят белое фоновое покрытие толщиной до 20 мкм для обеспечения необходимого контраста. Освещенность контролируемой поверхности должна быть не менее 1000 лк.
Для выявления дефектов различной ориентации следует применять намагничивание в двух взаимно перпендикулярных направлениях.
Осмотр контролируемой поверхности проводят визуально. Могут применяться лупы 4 — 10-кратного увеличения, а также другие оптические устройства.
3. Ультразвуковой контроль и настройка ультразвуковой аппаратуры
Ультразвуковой контроль обследуемых дефектов должен осуществляться в соответствии с требованиями ГОСТ 1478286, ГОСТ 17410-78, ВСН 012-88 (часть 1).
Поверхность сварного шва, подлежащего ультразвуковому контролю, должна быть с обеих сторон шва очищена от изоляции, грязи. После очистки шероховатость подготовленной поверхности должна быть не ниже RL = 40 мкм по ГОСТ 2789-73. Ширина зоны очистки не менее 100 мм по обе стороны от сварного шва.
Подготовленные для ультразвукового контроля поверхности непосредственно перед прозвучиванием необходимо тщательно протереть ветошью и покрыть слоем контактной смазки. В качестве контактной смазки в зависимости от температуры окружающей среды применяют:
при температурах выше +25 °С — солидол, технический вазелин;
при температурах от +25 до — 25 °С — моторные и дизельные масла различных марок, трансформаторное масло и т.д.
Допускается использовать в качестве контактных смазок другие вещества (специальные пасты, глицерин, обойный клей и др.) при условии обеспечения стабильного акустического контакта при заданной температуре контроля.
Проверка работоспособности ультразвуковой аппаратуры и ее настройка должны осуществляться в соответствии с требованиями инструкции по эксплуатации применяемого прибора.
Проверку угла наклона призмы, определение угла ввода, проверку и (или) определение точки выхода ультразвуковых колебаний совмещенных наклонных пьезоэлектрических преобразователей на частоту более 1,5 МГц следует осуществлять по стандартным образцам СО-1, СО-2 и СО-3 по ГОСТ 14782-96.
Проверку нестандартных (в том числе раздельно-совмещенных) пьезоэлектрических преобразователей, а также преобразователей с притертой рабочей поверхностью следует проводить на стандартных образцах предприятия, осуществляющего контроль.
Стандартным образцом для настройки чувствительности
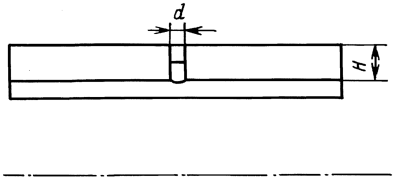
Рис. 4.16. Искусствен-н ы е отражатели в стандартном образце предприятия для настройки чувствительности ультразвуковой аппаратуры
ультразвуковой аппаратуры при проведении контроля должен служить отрезок бездефектной трубы, изготовленный из того же материала, того же типоразмера и имеющий то же качество поверхности, что и контролируемая труба; в этом отрезке выполнены искусственные отражатели.
Искусственные отражатели в стандартных образцах предприятия для настройки чувствительности ультразвуковой аппаратуры на контроль дефектов типа расслоений должны соответствовать показанным на рис. 4.16.
Диаметр отверстия должен быть 1,1 мм, расстояние плоского дна отверстия от внешней поверхности трубы — 0,25 Н, 0,5Н и 0,75Н (Н — толщина стенки трубы).
Чувствительность дефектоскопа с наклонными преобразователями следует проверять на стандартном образце предприятия (рис. 4.17).
Чувствительность дефектоскопа с преобразователями должна обеспечивать надежное выявление искусственного углового отражателя, размеры которого в зависимости от тол-
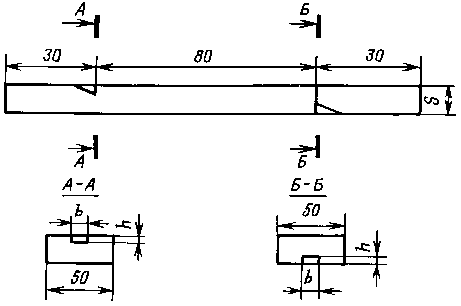
Рис. 4.17. Стандартный образец предприятия для настройки чувствительности ультразвуковой аппаратуры
щины стенки контролируемой трубы определяют по табл. 4.18.
Настройка ультразвукового дефектоскопа при работе с прямыми преобразователями должна осуществляться на стандартных образцах с искусственными отражателями в виде плоскодонного отверстия (см. рис. 4.17).
Стандартный образец должен быть той же толщины, что и обследуемая труба. При невозможности выполнения данного условия настройку необходимо проводить на двух стандартных образцах, один из которых имеет толщину меньше толщины стенки контролируемой трубы, а второй — больше толщины стенки контролируемой трубы.
Длительность развертки следует устанавливать таким образом, чтобы сигнал от искусственного отражателя, расположенного на расстоянии 0,75Н от внешней поверхности стандартного образца (при настройке по двум стандартным образцам для установки длительности развертки берется образец с большей толщиной), находился в правом конце видимой части развертки, а зондирующий импульс — в левой части экрана на нулевой отметке шкалы дефектоскопа. Здесь Н — толщина стандартного образца.
Настройка чувствительности дефектоскопа должна обеспечивать такой уровень амплитуды сигналов от каждого из трех искусственных отражателей стандартного образца, чтобы срабатывал индикатор АСД-I на передней панели дефектоскопа.
Проверку настройки глубиномера следует проводить на искусственных отражателях стандартных образцов в соответствии с инструкцией по эксплуатации прибора.
Строб АСД необходимо установить непосредственно на трубе таким образом, чтобы передний фронт строба нахо-
Таблица 4.18
Размеры искусственного углового отражателя
| Толщина образца S, мм | Ширина зарубки b, мм |
Высота зарубки h, мм |
|
4,0 — 5,5 | 2,0 | 0,8 |
| 6,0 — 7,5 | 2,0 | 1,0 |
| 8, 0 1 5 | 2,0 | 1,5 |
| 12,0—14,5 | 2,0 | 2,0 |
| 15,0—19,5 | 2,5 |
2,0 |
| 20,0 — 25,5 |
3,0 | 2,0 |
| 26,0 — 40,0 | 3,0 | 2,5 |
Примечание. При изготовлении угловых отражателей,
указанных в таблице, их размеры следует соблюдать с точностью 0,1 мм.
дился на 4 — 5 мм правее зондирующего импульса, а задний фронт — на 2 — 3 мм левее донного сигнала от внутренней поверхности трубы.
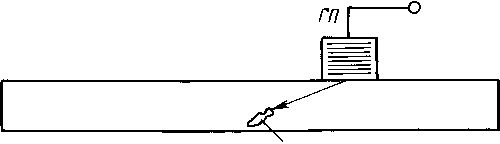
Рис. 4.18. Совмещенная схема включения преобразователей
Дефект
Признаком дефекта будет служить загорание индикатора АСД-I на передней панели дефектоскопа.
Настройка дефектоскопа при работе с наклонными преобразователями зависит от схемы их подключения. При контроле параметров дефектов необходимо использовать совмещенную (рис. 4.18) и раздельную (рис. 4.19) схемы включения преобразователей.
Настройку чувствительности дефектоскопа при совмещенной схеме включения преобразователей производят на стандартных образцах предприятия (см. рис. 4.16).
Для настройки берут два стандартных образца: один толщиной меньше, чем толщина стенки контролируемой трубы, другой — толщиной больше, чем толщина стенки контролируемой трубы.
Длительность развертки следует устанавливать таким об разом, чтобы сигнал от искусственного отражателя на образцах большей толщины при контроле однократно отраженным лучом (рис. 4.20) находился в правом конце видимой части развертки, а зондирующий импульс — в левой части экрана на нулевой отметке шкалы дефектоскопа.
Уровень чувствительности дефектоскопа должен устанав-
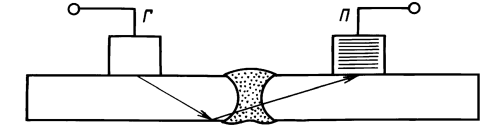
Рис. 4.19. Раздельная схема включения преобразователей 272
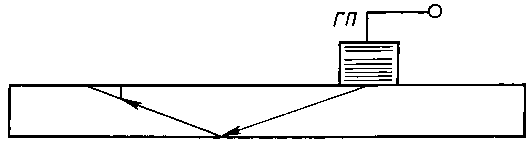
Рис. 4.20. Настройка чувствительности дефектоскопа на стандартном образце предприятия
ливаться таким образом, чтобы амплитуды сигналов от искусственного отражателя на образце с меньшей толщиной при контроле прямым лучом и от искусственного отражателя на образце с большей толщиной при контроле однократно отраженным лучом были одинаковы. Величину амплитуды следует устанавливать так, чтобы срабатывал индикатор АСД-I на передней панели дефектоскопа.
Проверка настройки глубиномера должна проводиться на искусственных отражателях стандартных образцов в соответствии с инструкцией по эксплуатации прибора.
Признаком дефекта будет служить загорание индикатора АСД-I на передней панели дефектоскопа.
Настройку дефектоскопа при раздельной схеме включения преобразователей следует производить непосредственно на бездефектном участке контролируемой трубы. Настройка чувствительности дефектоскопа должна обеспечивать устойчивый прием сигнала от генератора импульсов.
Признаком дефекта будет служить отсутствие сигнала на экране дефектоскопа от генератора импульсов или уменьшение амплитуды принимаемого сигнала на 20 %.
4. Технология проведения контроля поверхностных дефектов методом дефектоскопии с помощью пенетрационного набора фирмы NAMICON.
Контроль дефектов методом цветной дефектоскопии должен осуществляться в соответствии с требованиями ГОСТ 18442 — 80.
В зависимости от ширины раскрытия минимальной из выявляемых единичных трещин установлены следующие классы чувствительности, указанные в табл. 4.19.
Цветная дефектоскопия обследуемых дефектов на нефтепроводах должна проводиться по II классу чувствительности.
В качестве набора для проведения контроля методом цветной дефектоскопии рекомендуется применять пенетрацион-ный набор фирмы NAMICON или аналогичные.
Зависимость класса чувствительности средств дефектоскопии от ширины раскрытия трещин
| Класс чувствительности |
Чувствительность контроля (ширина раскрытия), мкм |
| I |
Менее 1 |
| II |
От 1 до 10 |
| III |
От 10 до 100 |
| IV |
От 100 до 500 |
|
Технологический | Не нормируется |
Шероховатость контролируемой поверхности должна быть не более RL = 20 мкм.
Площадь контролируемого участка не должна превышать
0,6 — 0,8 м2.
Дефектоскопические наборы в аэрозольных упаковках должны перед употреблением проверяться на контрольных образцах.
Контрольные образцы следует применять для определения чувствительности дефектоскопических материалов и влияния различных условий на работоспособность дефектоскопических материалов. Образцы должны быть аттестованы и подвергаться периодической проверке. Изготавливают контрольные образцы из любых металлических коррозионностойких материалов способами, принятыми на предприятии-изготови-теле.
Контрольные образцы должны иметь тупиковые дефекты типа трещин с раскрытиями, соответствующими применяемым классам чувствительности.
К каждому контрольному образцу должен быть приложен паспорт с фотографией картины выявленных дефектов и указанием набора дефектоскопических материалов, с помощью которых проводился контроль. Метрологическая аттестация и переаттестация контрольных образцов должна осуществляться метрологическими службами, имеющими разрешение Госстандарта РФ.
Предварительная очистка контролируемой поверхности (очиститель NAMICON 2101) должна производиться с целью вывести на нее устья дефектов, устранить возможность возникновения фона и ложных индикаций, очистить полость дефекта.
Пропитку пенетрантом (красный пенетрант NAMICON 2001) выполняют равномерным разбрызгиванием пенетранта из баллончика по контролируемой поверхности. Пенетрант следует оставлять на контролируемой поверхности от 10 до 30 мин, в зависимости от требуемого класса чувствительности.
Удаление излишков пенетранта (очиститель NAMICON 2101) необходимо, чтобы исключить образование фона, возникновение ложных индикаций. При выполнении этой операции следует сохранять пенетрант в полости дефекта.
Проявление (проявитель NAMICON 2201) должно осуществляться равномерным разбрызгиванием пенетранта из баллончика по контролируемой поверхности. Время проявления может варьироваться от 5 до 25 мин.
4.6.6. ТРЕБОВАНИЯ К МЕТОДАМ РЕМОНТА ДЕФЕКТНЫХ УЧАСТКОВ НЕФТЕПРОВОДА
Методы постоянного ремонта дефектных участков магистральных нефтепроводов выбираются в соответствии со следующими требованиями:
несущая способность трубы с дефектом должна быть восстановлена до уровня бездефектной трубы;
метод ремонта должен быть оптимальным по экономическим критериям.
Замена метода постоянного ремонта на временный допускается в порядке исключения при получении разрешения на установку, утвержденного главным инженером OAO МН, с обязательным указанием допускаемого срока эксплуатации.
По экономическим соображениям допускается:
вырезка дефектного участка вместо установки нескольких муфт;
установка муфт вместо заварки группы коррозионных дефектов или рисок.
В зависимости от вида дефектов следует применять следующие методы ремонта.
Шлифовка. Используется для ремонта участков труб с дефектами типа "потеря металла" (коррозионные дефекты, риски) и "расслоение с выходом на поверхность". Максимальная глубина ремонтируемого дефекта — менее 0,1 номинальной толщины стенки. При шлифовке путем снятия металла должна быть восстановлена плавная форма поверхности, снижена концентрация напряжений.
Обработка поврежденного участка осуществляется при помощи напильников или ручных шлифовальных машин. Следует использовать шлифовальные машины, имеющие максимальную мощность 450 Вт, частоту вращения от 8000 до 11 000 об/мин. Диаметр шлифовального круга 100—120 мм, толщина круга — не менее 3 мм. Зернистость — от 80 до 50.
Во избежание нанесения повреждений в процессе шлифовки между осью круга и обрабатываемой поверхностью должен поддерживаться угол 45° или больше (рис. 4.21).
Заварка дефектов (наплавка металла). Следует применять для ремонта дефектов типа "потеря металла" (коррозионные язвы, риски).
При наплавке должна быть восстановлена первоначальная толщина стенки на местах потери металла с остаточной толщиной не менее 5 мм.
При заварке расстояние между смежными повреждениями должно быть не менее 4t (t — номинальная толщина стенки трубы), расстояние от завариваемых дефектов до сварных швов — не менее 4t.
Заварку разрешается проводить на полностью заполненном нефтепроводе. Выполнение заварки на частично заполненном нефтепроводе не допускается.
Полость коррозионного повреждения и поверхность трубы в радиусе не менее двух диаметров повреждений (наибольших линейных размеров) зачищаются до металлического блеска. Наличие следов коррозии на месте заварки не допускается.
После завершения заварки дефекта наплавленный металл должен быть обработан шлифовальным кругом до получения ровной поверхности и иметь усиление не более 1 мм.
Установка ремонтных муфт. При ремонте нефтепроводов применяются неприварные муфты композитно-муфтовой технологии (КМТ).
При установке неприварной муфты стенка трубы не подвергается воздействию сварочной дуги. Муфта используется для непротекающих дефектов. При наличии течи муфту устанавливают после ее устранения.
В тех случаях, когда установкой одной секции муфты не обеспечивается необходимое перекрытие зоны дефекта, а также при наличии кривизны у ремонтируемого участка нефтепровода применяется многосекционная (составная) муфта, секции которой свариваются между собой. Сборка составной муфты должна производиться последовательно секциями.
Муфту монтируют из двух свариваемых между собой по-лумуфт. Между муфтой и ремонтируемой трубой остается
Рис. 4.21. Ремонт участков труб шлифовкой с помощью ручной шлифовальной машины
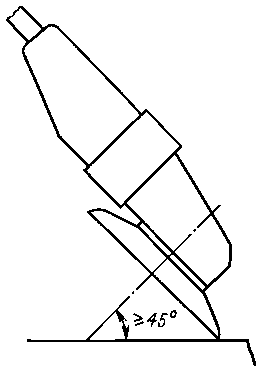
Рис. 4.22. Ремонт дефекта трубы установкой муфты:
1 — контрольные отверстия;
2 — кольцевой зазор; 3 —
торцевой герметик; 4 — композитный состав; 5 — уста
новочные болты; 6 — сварной шов муфты
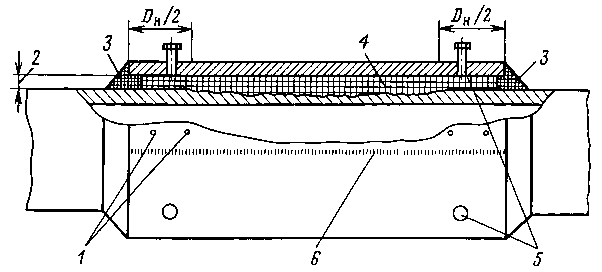
кольцевой зазор от 6 до 40 мм. Края кольцевого зазора герметизируются, и зазор заполняют специально разработанным для данной технологии композитным составом. На рис. 4.22 показан ремонт дефекта, ориентированного в продольном направлении. После затвердевания торцевого герметика установочные болты выворачивают заподлицо с внутренней поверхности муфты. Уровень заполнения муфты композитным составом определяют через контрольные отверстия малого диаметра, в которые наживлены болты. После затвердевания композитного состава все выступающие из муфты детали обрезают заподлицо с поверхностью.
Муфта предназначена для постоянного ремонта различных типов дефектов — коррозии, вмятин, трещин, расслоений,
рисок и их комбинаций — вмятина (гофр) + царапина; вмятина (гофр) + коррозия; вмятина (гофр) + трещина; расслоение + коррозия; дефект сварки + коррозия; расслоение + + дефект сварки; вмятина на сварном стыке; трещины в сварных швах; расслоения с выходом на поверхность; вмятины с расслоениями.
Муфты могут устанавливаться как на прямых трубах, так и на криволинейных участках.
Допустимые геометрические параметры дефектов, ремонтируемых с помощью КМТ, приведены в табл. 4.20 — 4.27.
Длина муфты !муф — не менее !деф + Бн.
В случае ремонта дефектов кольцевых сварных швов и дефектов, ориентированных в окружном направлении, длина муфты Ьмуф = 3,3^н-
Ремонтные муфты могут монтироваться на действующем нефтепроводе как при остановке, так и без остановки перекачки при давлениях, ограниченных следующими условиями:
допустимым давлением, определяемым для данного дефектного участка нефтепровода расчетом на прочность по результатам диагностического обследования;
давлением, определяемым из условий технологии проведения установки муфты.
При установке муфт давление должно соответствовать наименьшему из значений, определяемых для перечисленных условий.
Подъем и опускание нефтепровода при ведении работ по установке муфт не допускаются.
Перед установкой ремонтных муфт КМТ необходимо тщательно удалить изоляционное покрытие с дефектного участка нефтепровода для последующей дробеструйной обработки.
Муфты должны быть изготовлены из листового материала в заводских условиях. В качестве материала муфты следует использовать стали, аналогичные стали ремонтируемой трубы (с эквивалентными прочностными характеристиками и характеристиками пластичности). Толщина стенки муфт tH должна быть не меньше толщины стенки ремонтируемой трубы t, но не превышать ее более чем на 20 — 30 %.
Окончательная подготовка поверхности трубы с дефектом и монтаж муфты осуществляются по специальной технологии. Ремонт с использованием композитно-муфтовой технологии должен проводиться организациями, имеющими лицензию Госгортехнадзора РФ на право выполнения таких работ.
Все сварные швы муфты должны быть обследованы ультразвуковым или магнитопорошковым методом неразрушающего контроля.
При ремонте нефтепровода с помощью муфт необходимо вести исполнительную документацию, которая предусматривается специальным Положением о композитно-муфтовой технологии.
Вырезка дефекта (замена катушки). При этом способе ремонта участок трубы с дефектом (катушка) должен быть вырезан из нефтепровода и заменен на бездефектный.
Вырезку дефекта необходимо осуществлять в случае обнаружения недопустимого сужения проходного диаметра нефтепровода, невозможности обеспечить требуемую степень восстановления нефтепровода при установке муфт (протяженная трещина, глубокая вмятина с трещиной или коррозией), экономической нецелесообразности установки муфт из-за чрезмерной длины дефектного участка.
Технология ремонта методом вырезки дефектного участка должна соответствовать Инструкции по ликвидации аварий и повреждений на магистральных нефтепроводах (РД 39-110 — 91).
Метод ремонта нефтепровода путем замены участка может применяться для ремонта всех дефектов, находящихся на определенном участке нефтепровода. Замена участков должна проводиться по экономическим соображениям и в труднодоступных местах (подводные переходы, участки болот и т.п.).
Технология ремонта методом замены участка должна соответствовать действующим СНиПам на магистральные нефтепроводы и Инструкции по ликвидации аварий и повреждений на магистральных нефтепроводах (РД 39-110 — 91, 1992 г.).
4.6.7. ВЫБОР МЕТОДОВ РЕМОНТА ДЕФЕКТНЫХ УЧАСТКОВ НЕФТЕПРОВОДА
Выбор методов ремонта дефектных участков нефтепровода (приведение соответствия метода ремонта типу и основным параметрам дефекта) должен проводиться с помощью табл. 4.20 — 4.24.
Значения Бн и Нд приведены ниже.
Dm, мм........................................325 377 426 530 720 820 1020 1220
Нд, мм........................................33 38 43 53 50 48 45 45
д'
Методы ремонта дефектов геометрии (вмятины, гофры)
Метод
ремонта
Глубина дефекта более НдГлубина дефекта от 1 % номинального диаметра до Нд
Вырезка
КМТ
Не ремонтируется То же
Глубина дефекта от 1 % номинального диаметра Dm до Нд Глубина дефекта от 3 % номинального диаметра Dn до Нд
Глубина дефекта до 1 % номинального диаметра Dm Глубина не более 3 % от номинального диаметра Dm
Дополнительный дефект, подлежит вырезке по табл. 28 — 34
Дополнительный дефект, не подлежит вырезке по табл. 28 — 34 Бездефектный сварной шов
При отсутствии дополнительного дефекта и сварного шва
Бездефектный сварной шов
Без дополнительного дефекта и сварного шва
Примечание. Нд — допустимая глубина вмятины или сумма высоты выступа и глубины гофра.
Таблица 4.21
Методы ремонта дефектов потери металла и рисок на внешней поверхности трубы
Глубина
дефекта
Метод
ремонта
Параметры дефекта
От 0,75t до 0,9t От 0,3t до 0,75t
От 0,11 до 0,3t
Длиной более
Вырезка
КМТ
Длиной не более 4т С остаточной толщиной стенки менее 5 мм
C остаточной толщиной стенки не менее 5 мм и максимальным линейным размером более 3t
Одиночные дефекты с минимальной остаточной толщиной стенки не менее 5 мм и максимальными линейными размерами до 3t с расстоянием между соседними дефектами менее длины наименьшего дефекта или менее 4t Одиночные дефекты с минимальной остаточной толщиной стенки не менее 5 мм и максимальными линейными размерами до 3t с расстоянием между соседними дефектами не менее длины наименьшего дефекта и не менее 4t С остаточной толщиной стенки менее 5 мм
Заварка
КМТ
С остаточной толщиной стенки не менее 5 мм и площадью более Dt или длиной
| Глубина дефекта | Параметры дефекта |
Метод ремонта |
| С остаточной толщиной стенки не менее 5 мм, площадью не более Dt и длиной не более 2Dt | Заварка |
|
| Менее 0,11 |
Шлифовка |
Примечание. t — номинальная толщина стенки трубы.
Таблица 4.22
Методы ремонта дефектов потери металла и рисок на внутренней поверхности трубы
Метод ремонта
Параметры дефекта
С максимальной глубиной d более 0,51 С максимальной глубиной d до 0,51
Вырезка
КМТ
Иллюстрация методов ремонта дефектов потери металла и рисок на внешней поверхности трубы дана на рис. 4.23.
Иллюстрация методов ремонта дефектов шва дана на рис. 4.24.
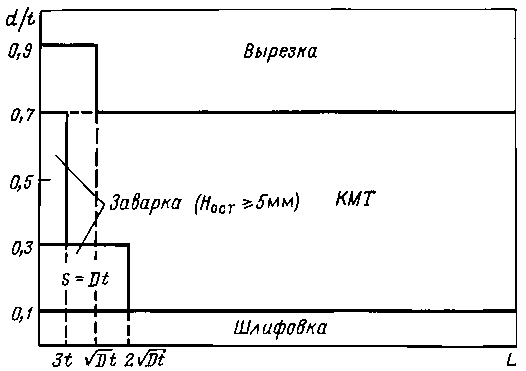
Рис. 4.23. Графическое изображение методов ремонта дефектов (потери металла и рисок) на внешней поверхности трубы:
S — площадь дефекта; t — номинальная толщина стенки; D — максимальный линейный размер одиночного дефекта
|
Вырезка | |
| " кмт | |
| Не ремонтируется |
|
а
d/t
0,9
0,7
0,6
0,5
0,3
Od
б
d/t
0,3
0,7 О,Б 0,5
0,4
0,1
| Вырезка | |
|
i i 1 | |
| Не ремонтируется |
|
0,5D ft 0t67tDft
Рис. 4.24. Графическое изображение методов ремонта дефектов шва:
а — ремонт поперечных швов (стыков); б — ремонт спиральных и продольных швов (0,5Dн — на оси трубы на длине 1,5Dн для спирального шва и на длине 1,0Dн для продольного шва; 0,6пЪн — по окружности трубы для спирального шва)
| Тип шва |
Глубина дефекта |
Параметры дефекта | Метод ремонта |
| Поперечный | Более 0,9t |
Вырезка | |
| От 0,7t до 0,9t | Суммарной длиной по окружности более 0,6 длины окружности трубы Суммарной длиной по окружности не более 0,6 длины окружности трубы |
КМТ | |
| От 0,11 до 0,71 | — | ||
| До 0,1t | - |
Не ремонтируется | |
|
Приварка ар | Более 0,11 |
— | Вырезка |
| матуры (вантуз, задвижка и т.д.) |
До 0,1t | Не ремонтируется | |
|
Спиральный | Более 0,71 | — | Вырезка |
| От 0,3t до 0,7t |
Суммарной длиной по окружности более 0,6 длины окружности трубы или более 0,5 по оси трубы на длине 1,5 Суммарной длиной по окружности не более 0,6 длины окружности трубы и не более 0,5 по оси трубы на длине 1,5 | КМТ | |
|
От 0,11 до 0,3t | — | ||
| До 0,1t |
Не ремонтируется | ||
|
Продольный | Более 0,71 | - | Вырезка |
| От 0,3t до 0,7t |
Суммарной длиной более 0,5 по оси трубы на длине 1,0 Суммарной длиной не более 0,5 по оси трубы на длине 1,0 |
КМТ | |
| От 0,11 до 0,3t | — | ||
| До 0,1t | Не ремонтируется |
Таблица 4.24
| Глубина дефекта | Параметры дефекта | Метод ремонта |
| Более 0,71 | При любом линейном размере Длиной по оси трубы более 0,5Dn Длиной по окружности более 0,6 длины окружности трубы |
Вырезка |
Методы ремонта трещин
Глубина
дефекта
Метод
ремонта
От 0,3t до 0,7t От 0,11 до 0,3t До 0,1t
КМТ
Шлифовка
Длиной по оси трубы не более 0r5Dн Длиной по окружности не более 0,6 длины окружности трубы Длиной по оси трубы более 0r5Dн Длиной по окружности более 0,6 длины окружности трубы
На внутренней поверхности трубы и подповерхностные трещины На внешней поверхности трубы
Иллюстрация методов ремонта трещин (графическое изображение) дана на рис. 4.25.
Для ремонта расслоений, представляющих собой опасные дефекты, а также ремонта опасных изменений толщины стенки применяют метод КМТ.
На рис. 4.26 приведен алгоритм определения методов выборочного ремонта дефектных участков.
В табл. 4.25 приведены рекомендуемые методы ремонта, позволяющие полностью восстановить работоспособность дефектного участка без ограничения срока.
d/t
0,9
0,7
0,Б
0,5
0,3
0,1
| - |
Вырезка |
|
1 1 " 1 - 1 1 КМТ - 1 . ! | |
| 1 1 | | |
| | Шлифовка | |
|
0,5ВН 0TBjtDft L
(по оси трубы) (по окружности)
Рис. 4.25. Графическое изображение методов ремонта трещин 284
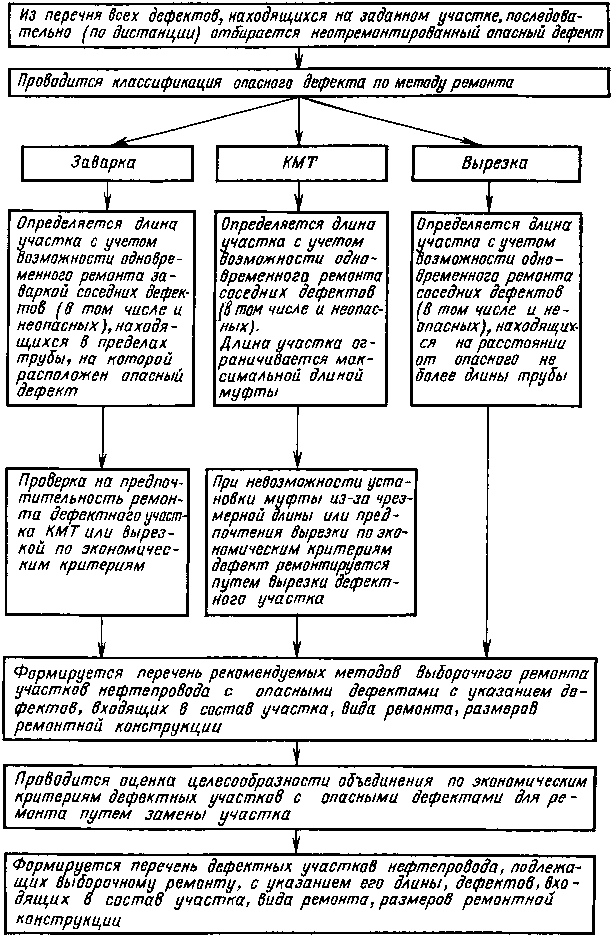
Рис. 4.26. Алгоритм определения методов выборочного ремонта дефектных участков
|
Глубина дефекта |
Параметры дефекта | Метод ремонта |
| Более 0,71 | - | В ырезка |
| От 0,1f до 0,7 f | — | КМТ |
| До 0,1t | Выход на внутреннюю поверхность трубы Выход на внешнюю поверхность трубы | Шлифовка |
Сварочные работы на нефтепроводах в процессе капитального ремонта проводятся с целью усиления кольцевых швов, восстановления стенки труб, приварки накладных элементов (муфт, заплат) штуцеров, катодных выводов, шунтирующих перемычек.
При всех видах сварочных работ обязательно проведение следующих мероприятий:
назначение лиц, ответственных за подготовку нефтепровода к проведению сварочных работ;
назначение лиц, ответственных за подготовку и проведение сварочных работ;
подготовка сварочных материалов, оборудования и инструментов;
проверка состояния воздушной среды на месте проведения сварочных работ;
подготовка поверхностей свариваемых деталей (снятие фаски с накладных усилительных элементов, зачистка поверхности труб);
внешний осмотр, классификация дефектов, измерение толщины стенки труб нефтепровода в местах предполагаемой сварки;
контроль качества сварки;
определение перечня и выполнение противопожарных мероприятий.
При ремонте нефтепровода необходимо оставить технологический разрыв между местом производства земляных, очистных и изоляционно-укладочных работ и местом производства сварочных работ. Этот разрыв должен исключить возможность передачи механических колебаний от места производства очистных и изоляционно-укладочных работ, поступление паров нефти и нефтепродуктов на место сварки. Величина разрыва должна составлять не менее 300 м.
Допускается ликвидировать утечки нефти через повреждение приваркой заплат или муфт. При этом место утечки должно быть герметизировано безогневым способом. Привариваемые заплаты и муфты в этом случае являются временными средствами усиления несущей способности нефтепровода. Срок эксплуатации нефтепровода, имеющего такие усилительные элементы, устанавливает комиссия в результате обследования и фиксирует его в акте, утверждаемом главным инженером акционерного общества [24].
Метод ремонта труб с заваркой повреждений выбирают после зачистки их до металлического блеска и замера габаритов повреждений (максимальной глубины и размеров дефекта).
Ремонт повреждений металла труб производят с помощью ручной дуговой сваркой штучными электродами.
Сварочные электроды, применяемые для выполнения ремонта дефектов тела трубы, по своим сварочно-технологическим свойствам должны отвечать следующим требованиям: обеспечивать минимальное проплавление и соответственно разбавление шва основным металлом;
осуществлять стабильный процесс сварки в низких диапазонах тока, характерного для данного диаметра электрода;
обеспечивать мягкое горение дуги при минимальном разбрызгивании;
формировать сварные швы (валики) с гладкой плотной мелкочешуйчатой и ровной поверхностью.
Рекомендуются следующие марки электродов, в наибольшей степени отвечающие указанным требованиям: ЛБ-52У, фирмы 5520Р Мод, Линкольн 16П, ОК 53.70 (в порядке убывающей предпочтительности).
Ремонту с помощью ручной дуговой сварки штучными электродами следует подвергать трубы, имеющие отдельно расположенные единичные дефекты.
Ремонту сваркой не подлежат:
коррозионные каверны, раковины, расположенные на деталях трубопроводов и запорной арматуры;
дефекты, расположенные на расстоянии менее 100 мм от сварных швов (продольных, кольцевых);
дефекты, имеющие трещины или визуально определяемое расслоение металла.
Перед сваркой дефектное место должно быть обработано механическим способом (фрезой или шлифмашинкой) с целью получения формы кратера, обеспечивающей равномерное и качественное наложение валиков, а также для полного удаления продуктов коррозии и возможных поверхностных микротрещин.
Прилегающие к кратеру участки должны быть зачищены до металлического блеска на ширину не менее 15 мм. Предварительно с поверхности трубы удаляют остатки изоляции, грязь, масло.
Параметры подогрева металла трубы перед сваркой устанавливаются согласно табл. 4.26.
Сварочные работы при заварке дефекта тела трубы ведут в следующем порядке: сначала выполняют первый наплавочный слой, затем заполняющие слои (их число определяется глубиной дефектного участка — каверны), контурный шов и наконец облицовочный слой шва.
Число наплавляемых слоев без учета контурного шва должно быть не менее двух (при глубине подготовленного к ремонту участка — каверны — не менее 5 мм).
Первый наплавочный и контурные швы должны выполняться электродами диаметром 2,5 мм, заполняющие (облицовочные) швы — диаметром 2,5 — 3,25 мм (в зависимости от размера дефектного участка).
Сварка электродами диаметром 2,5 мм должна производиться на токе 60 — 80 А, электродами диаметром 3,25 мм — на токе 80— 110 А.
Сварку следует осуществлять валиками шириной не более 15 мм с взаимным перекрытием 2 — 3 мм. Контурный шов необходимо выполнять с колебаниями перпендикулярно к граничной линии. Ширина контурного шва L = 6+12 мм. Начало и конец шва должны быть зачищены шлифовальным кругом. Кратеры шва необходимо тщательно заплавить. Контурный
Таблица 4.26
Предварительный подогрев металла
|
Нормативный предел прочности трубы, МПа (кгс/мм2) | Толщина стенки трубы, мм | Температура и условия подогрева |
| До 510 (52) | До 12 | До 100 °С при температуре воздуха |
| включи- | минус 20 °С и ниже | |
| тельно | ||
| Свыше 12 |
До 100 °С при отрицательной темпе | |
| ратуре воздуха | ||
| Свыше 510 (52) до | 7+9 | То же |
| 550 (56) включи- | 9,5+14 | До 100 °С при любой температуре |
| тельно |
воздуха | |
| Свыше 14 | До 150 °С при любой температуре | |
|
воздуха |
шов должен иметь плавный переход к основному металлу при полном отсутствии подрезов.
После завершения сварки дефектного участка облицовочный и контурный слои необходимо обработать шлифовальным кругом до ровной поверхности, усилие должно составлять 0,5— 1,0 мм.
Отремонтированный сваркой участок не должен иметь дефектов, обнаруживаемых радиографическим контролем [38].
Усилительные элементы типа заплат должны быть круглыми и вытянутыми по окружности трубы. Минимальный диаметр заплат — 1 00 мм.
Заплаты приваривают с применением технологических сегментов, которые должны охватывать заплату по периметру. Допускается приварка заплат размером 150 мм и менее без использования технологических сегментов. Расстояние до поперечных и продольных сварных швов — не менее 100 мм.
Усилительные элементы типа муфт должны привариваться с технологическими кольцами. Минимальная длина муфты — 150 мм. Муфты длиной менее 300 мм могут привариваться без технологических колец. Минимальная длина технологических колец должна составлять 0,2Двн (Двн — внутренний диаметр трубы).
В случае расположения повреждений на кольцевых швах и на расстоянии до 100 мм от швов допускается приварка муфты, охватывающей поперечный кольцевой шов (галтельные муфты). Расстояние до поперечных сварных швов муфты от кольцевого шва нефтепровода должно быть не менее 100 мм. Расстояние между двумя соседними муфтами — не менее 1 00 мм.
Заплаты, муфты, технологические кольца необходимо изготовлять из труб, качество которых не хуже, а механические свойства и химический состав близки к аналогичным показателям труб ремонтируемого участка; толщина стенки должна составлять 100—120 % от толщины стенки соответствующих труб нефтепровода.
Размеры заплат и муфт должны быть такими, чтобы перекрыть место повреждения стенки трубы не менее чем на 50 мм по всему периметру.
Муфты, технологические кольца и сегменты изготавливаются из двух половин. Зазор между кромками при их сборке должен быть равномерным и находиться в интервале 2 —
3,5 мм. Для получения требуемого зазора допускается приварка сборочных скоб.
Продольные кромки муфт, колец, сегментов должны быть обработаны под несимметричную V-образную разделку (рис. 4.27). Рекомендуется делать выборку под металлическую прокладку толщиной 2 мм или стеклоткань. При выполнении сварного шва вдоль боковой образующей нефтепровода нижнюю кромку можно сделать без скоса.
Все кромки заплат и поперечные кромки муфт, привариваемые без технологических сегментов и колец, должны быть обработаны под углом а = 45 — 90° без притупления. Наибольшая прочность достигается при а * 45° (рис. 4.28).
Поперечные кромки муфт с технологическими кольцами, а также одна из кромок технологических колец должны быть подготовлены под сварку под углом 40 — 50° без притупления (рис. 4.29).
Накладные элементы должны плотно прилегать к наружной поверхности трубы.
Непосредственно перед сваркой кромки накладных элементов, прилегающие к ним внутренние и наружные поверхности очищают на ширину не менее 10 мм. На участках по-
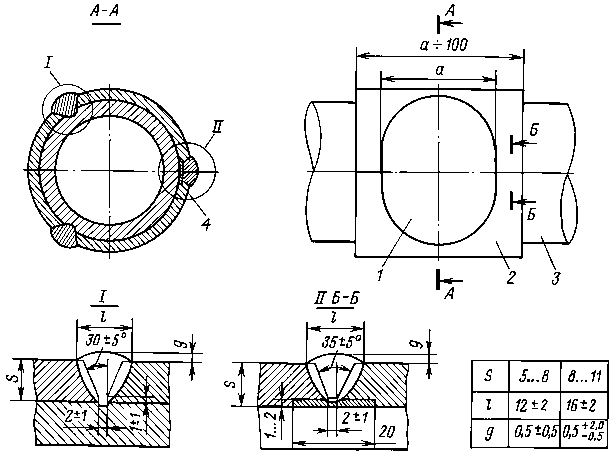
Рис. 4.27. Схема монтажа ремонтной заплаты с технологическими сегментами:
б 7 ?
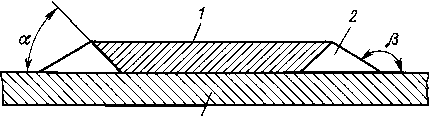
J
Рис. 4.28. Разделка кромок и сварка муфт и заплат без технологических колец и сегментов:
1 — накладной элемент (заплата, муфта); 2 — сварной шов; 3 —
ремонтируемая труба; а — угол разделки кромок накладного элемента (а * * 45°); в — угол перехода сварного шва от накладного элемента к поверхности трубы (в > 150°)
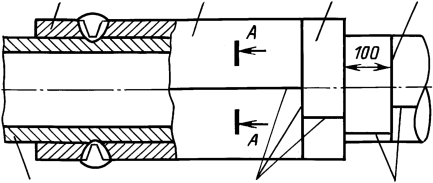
1 2 3 4
А-А
|
2+3’S^ | 10 | —> ±2 | 30±S° У |
| % | |||
| 10 |
///УЛ 20 н=> |
11 | |
Рис. 4.29. Схема сборки и монтажа ремонтной заплаты с технологическими кольцами:
1, 3 — технологическое кольцо; 2 — муфта; 4 — сварной поперечный шов ремонтируемого нефтепровода; 5 — нефтепровод; 6 — продольный шов ремонтируемого нефтепровода; 7 — продольный шов технологического кольца; 8 — стенка нижней полумуфты; 9 — стенка верхней полумуфты; 10 — ремонтируемая труба нефтепровода; 11 — подкладка
верхности трубы, прилегающих к кромкам заплат и муфт, шириной не менее четырех толщин стенки трубы производят очистку до металлического блеска.
Места повреждений металла труб должны быть очищены
от ржавчины и покрыты материалом, предотвращающим развитие коррозионного процесса.
Непосредственно перед сваркой по периметру накладных элементов ультразвуковым толщиномером определяют толщину стенки трубы с точностью ± 0,1 мм.
Накладные элементы устанавливают на поверхность трубы, стягивают до получения необходимого зазора и удерживают с помощью сборочных скоб или центратором.
Технологические кольца следует собирать аналогично сборке муфт. Скошенная кромка должна быть обращена к муфте. Зазор между муфтой и технологическим кольцом или заплатой и технологическими сегментами должен быть в пределах 4 — 6 мм.
Приварка продольных швов накладных элементов к стенке нефтепровода не допускается.
На месте сборки продольных швов должна быть уложена пластина толщиной 2 мм или стеклоткань шириной 100 — 1 50 мм.
Накладные элементы без технологических сегментов, штуцеры для вентиля приваривают угловыми швами, имеющими форму неравнобедренного треугольника с основанием не менее 1,5 толщины накладных элементов или стенки трубы. Переход от шва к поверхности трубы должен быть плавным и образовывать угол в > 150° (см. рис. 4.28). Муфты без технологических колец приваривают аналогичным образом.
Продольный и поперечный сварные швы муфт и технологических колец, а также круговой шов заплаты и технологических сегментов должны перекрывать основной металл в каждую сторону от шва на 2 — 3,5 мм и иметь усиление высотой 1—2 мм с плавным переходом к основному металлу. Если усиление больше 2 мм, то его снимают до необходимого уровня шлифовкой.
В целях улучшения качества сварного шва рекомендуется начало и конец каждого слоя смещать по периметру накладных элементов.
При сварке угловых швов кратер следует выводить на металл накладного элемента с последующей его заваркой и зачисткой.
Перед каждым последующим зажиганием сварочной дуги, а также перед наложением последующих швов необходимо удалять шлак, брызги наплавленного металла.
Укрепляющая накладка тройника (отвода) должна привариваться к стенке трубопровода аналогично приварке муфт с технологическими кольцами.
Катодные выводы, поврежденные в процессе ремонта нефтепровода, необходимо приварить к стенке трубы. Не рекомендуется приваривать катодные выводы к сварным швам.
Катодный вывод и место его приварки зачищают на длину не менее 150 мм и приваривают на длине не менее 50 мм угловыми швами с двух сторон вывода. Катет шва должен равняться диаметру элемента.
Допускается присоединять катодные швы при помощи переходной пластины размером 50x16 мм, изготавливаемой из металла трубы. Пластина и место присоединения проволоки должны быть очищены до металлического блеска.
Сварку необходимо выполнять только в нижнем положении сварного шва. Зажигание сварочной дуги должно проводиться на переходной пластине или клинообразной выводной планке [24].
Контроль качества сварочных работ при ремонте нефтепроводов следует осуществлять путем организации систематического операционного контроля процесса сварочных работ, т.е.:
проверкой правильности выбора и исправности применяемого оборудования, инструмента, качества подготовки ремонтируемых объектов, соответствия режимов сварки требованиям действующих Правил по капитальному ремонту магистральных нефтепроводов;
визуальным осмотром и замером геометрических параметров сварных швов;
проверкой сплошности наплавленного металла методами неразрушающего контроля (магнитографический, ультразвуковой).
Визуальному осмотру подвергаются все сварные швы после их очистки от шлака, брызг металла; при этом наплавленный металл не должен иметь трещин, подрезов глубиной более 0,5 мм, незаплавленных кратеров и выходящих на поверхность пор. Наплавка металла шва должна обеспечивать плавное сопряжение его поверхности с поверхностью трубы. Не допускаются наплывы и бугристость, грубая чешуйча-тость, пористость шва. Геометрические размеры шва должны отвечать требованиям Правил по капитальному ремонту нефтепроводов, действующих на рассматриваемый период.
Сварные швы при ремонте нефтепроводов подвергаются неразрушающему контролю в объеме 100 % на участках категорий В, I, II, III и 20 % — на участках IV категории.
Допускаются поры, шлаковые включения, непровар в корне шва размером не более 10 % толщины накладных элементов. Во всех случаях максимальный размер поры не должен превышать 2,5 мм. Не допускаются трещины любой глубины и протяженности.
Контроль качества сварных швов должны выполнять специалисты по магнитографической и ультразвуковой дефектоскопии.
Недопустимые дефекты в сварных швах необходимо ремонтировать вышлифовкой или сверлением и последующей заваркой этих участков. Повторный ремонт сварного шва не допускается, а сварщик отстраняется от работы до выяснения причин появления дефекта [24].
4.8. ОЧИСТКА НАРУЖНОЙ ПОВЕРХНОСТИ НЕФТЕПРОВОДА. ПРОТИВОКОРРОЗИОННАЯ ИЗОЛЯЦИЯ
Очистка нефтепровода заключается в удалении с наружной поверхности трубы остатков земли, старого изоляционного покрытия и продуктов коррозии.
При капитальном ремонте очистка нефтепроводов должна осуществляться ремонтными очистными машинами. При этом не допускается нанесение царапин, рисок, сколов основного металла и срезание сварных швов.
Во избежание нарушения целостности трубы перед началом очистных работ и во время технологических перерывов следует тщательно осмотреть трубопровод (особенно нижнюю образующую), сделать видимые отметки стыков, хомутов, латок и других препятствий на трубопроводе в соответствии с результатами внутритрубной диагностики, данными актов скрытых работ при предыдущем капитальном ремонте и актами на ликвидацию аварии по участку.
Очистка нефтепроводов в зоне заплат, вантузов, хомутов и других препятствий выполняется вручную. Поверхность нефтепровода, имеющая острые выступы, заусеницы, задиры, брызги металла и шлак, должна быть обработана и зачищена.
После проведения сварочных работ по восстановлению стенок труб (перед нанесением изоляционного покрытия) следует осуществить повторную очистку с целью удаления с поверхности труб окалины, брызг металла и следов коррозии.
При наличии окалины, следов коррозии или ржавчины на значительной площади поверхности нефтепровода очистку производят ремонтными очистными машинами, где вместо резцов устанавливают (закрепляют) металлические щетки. Если на поверхности нефтепровода имеются следы масла или влаги, ремонтируемый участок обезжиривают (промывают, протирают бензином) и просушивают.
Запрещается применять химические, огневые способы очистки, а также способы очистки, сопровождающиеся снятием металлической стружки с поверхности трубопровода.
Характеристику очищенной стальной поверхности от окислов получают путем визуального осмотра с помощью передвижной пластины из прозрачного материала размером 25x25 мм с взаимно перпендикулярными линиями, образующими квадратики размером 2,5 х 2,5 мм. Степень очистки поверхности труб перед нанесением покрытий должна соответствовать виду защитного покрытия и требованиям, приведенным в табл. 4.27.
Допускается наличие следов старого изоляционного покрытия, прочно сцепленного с поверхностью трубы, при нанесении в последующем нового покрытия, грунтовочный состав которого совместим со старым по своей химической природе.
Запрещается проводить очистные работы во время дождя, снега, тумана, так как это приводит к быстрому возникновению налета ржавчины и необходимости повторной очистки трубопровода.
Таблица 4.27
Характеристика степени очистки поверхности труб
Степень
очистки
стальной
поверх
ности
Вид противокоррозионного покрытия
Характеристика очищенной поверхности
Ленточные
(холодного
нанесения)
3
Битумно
мастичные,
пластобит
ные
4
Не более чем на 5 % поверхности трубы имеются пятна и полосы прочно сцепленной окалины, точки ржавчины, видимые невооруженным глазом. При перемещении по поверхности прозрачной пластины размером 25x25 мм на любом из участков окалиной и ржавчиной занято не более 10 % площади пластины Не более чем на 10 % поверхности трубы имеются пятна и полосы прочно сцепленной окалины и ржавчины, видимые невооруженным глазом. При перемещении по поверхности прозрачной пластины размером 25x25 мм на любом из участков окалиной и ржавчиной занято не более 30 % площади пластины
Назначение изоляционных покрытий трубопроводов и требования к их качеству при капитальном ремонте нефтепроводов с заменой изоляционных покрытий аналогичны назначению и требованиям к качеству покрытий при капитальном ремонте трубопроводов с заменой труб.
Отличительной особенностью является то, что при капитальном ремонте с заменой изоляционного покрытия трубопровод заполнен продуктом и, более того, по нему может осуществляться перекачка. А это означает следующее:
оснащенность, схема расстановки грузоподъемных механизмов, схема производства изоляционно-укладочных работ будут другими;
увлажненность поверхности трубопровода происходит и при отсутствии атмосферных осадков (точка росы);
на скорость остывания, отвердевания и состояния битумных изоляционных мастик оказывает влияние кроме температуры окружающего воздуха и температура перекачиваемого продукта (температура стенки трубы);
осложняется и ухудшается возможность контроля за состоянием тела трубы (наличия дефектов на теле трубы), особенно при поточном методе ремонта, так как нефтепровод всегда находится в пределах траншеи, а спуск в траншею персоналу запрещен.
В ИПТЭР разработана методика и программа определения технологических параметров ремонтной колонны при ремонте нефтепровода с его подъемом, с подъемом и укладкой на лежки и без подъема при поддержании нефтепровода.
Рекомендуемые схемы размещения ремонтной техники при выполнении изоляционных работ приведены:
для ремонта с подъемом нефтепровода в траншее — на рис. 4.30, с подъемом и укладкой на лежки — на рис. 4.31;
для ремонта без подъема нефтепровода с сохранением его положения — на рис. 4.2;
для ремонта без подъема нефтепровода с использованием стрел-опор — на рис. 4.32.
При ремонте с подъемом нефтепровода в траншее, с подъемом его и укладкой на лежки в траншее технологический процесс нанесения антикоррозионного покрытия — поточный с остановками на период установки (замены) катушек ленточного материала.
При ремонте без подъема нефтепровода с сохранением его положения технологический процесс нанесения антикоррозионного покрытия — поточно-циклический или циклический.
При поточно-циклическом технологическом процессе определенное количество грузоподъемных механизмов служит в той или иной период опорой для поддержания нефтепровода в его положении, а часть механизмов снимают с места (чаще всего с конца ремонтной колонны), перемещают на новое (ближе к началу колонны) и закрепляют там для выполнения функций одной из следующих опор. По мере перемещения подкапывающей машины перемещается и вся ремонтная колонна.
При циклическом технологическом процессе все грузоподъемные механизмы служат опорой для поддержания нефтепровода в его положении. После завершения работ на данном отрезке ремонтного участка, т.е. изоляции, подсыпки и подбивки грунта под изолированный участок трубопровода, а также вскрытия последующего отрезка ремонтируемого участка подкапывающими машинами, грузоподъемные механизмы перемещаются на новое место. Затем процесс повторяется.
Циклический процесс применяют обычно при недостаточном количестве грузоподъемных механизмов в стесненных условиях для их перемещения.
Для преимущественного использования может быть рекомендован поточно-циклический метод, так как возникающие при ремонте напряжения в стенке трубы минимальны, что обеспечивает максимальную безопасность ремонта при наивысшей производительности ремонтной колонны.
Противокоррозионная защита наружной поверхности нефтепроводов при ремонте с заменой изоляционного покрытия осуществляется покрытием на основе битумных, изоляционных мастик, а также полимерными лентами отечественного и импортного производства [24] аналогично противокоррозионной защите поверхности нефтепроводов при ремонте с заменой труб.
При ремонте с заменой изоляционного покрытия нашли широкое применение изоляционные покрытия разработки ИПТЭР: Пластобит-2м, Пластобит-40, ЛИБ (лента изоляционная битумная) со сроком службы, значительно превышающим срок службы существующих битумных и ленточных покрытий.
Конструкция ЛИБ приведена в ТУ 39-0147103 — 02 — 85.
ЛИБ представляет собой рулонный материал, состоящий из полимерной пленки с нанесенным на одну сторону слоем битумной мастики и адгезива.
Контроль качества противокоррозионных покрытий осу-
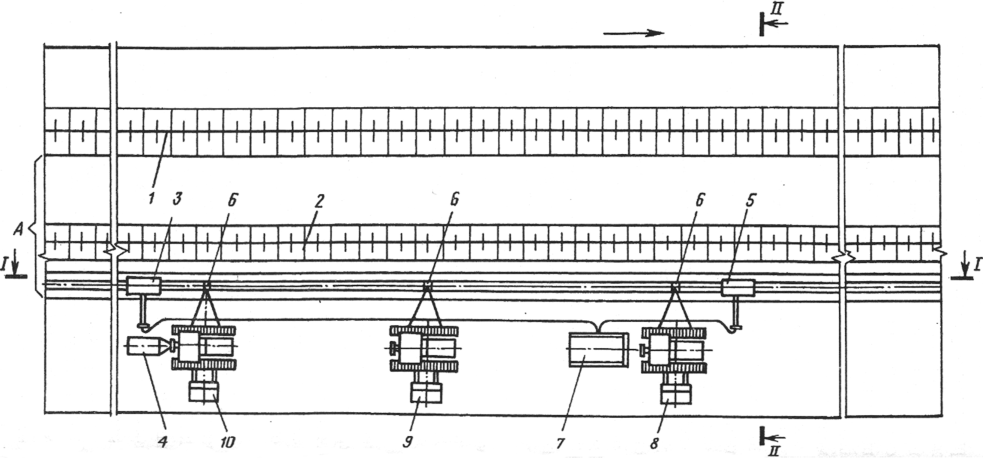
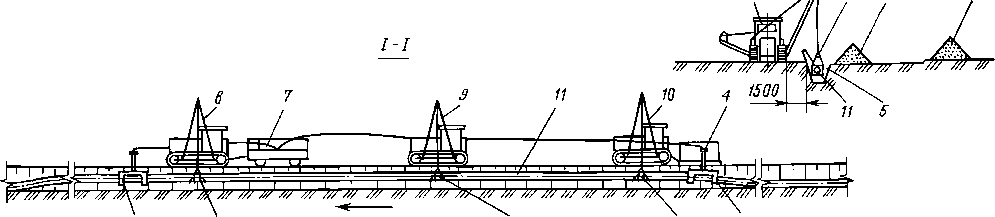
Рис. 4.30. Схема производства изоляционных работ с подъемом нефтепровода в траншее:
1 — отвал почвенно-растительного слоя грунта; 2 — отвал минерального грунта; 3 — изоляционная машина; 4 — волокуша с изоляционными материалами; 5 — очистная машина; 6 — троллейная подвеска; 7 —передвижная
электростанция; 8—10 — краны-трубоукладчики; 11 — ремонтируемый нефтепровод; А — полоса срезки почвеннорастительного слоя грунта
f S Направление производства радот В 6 3
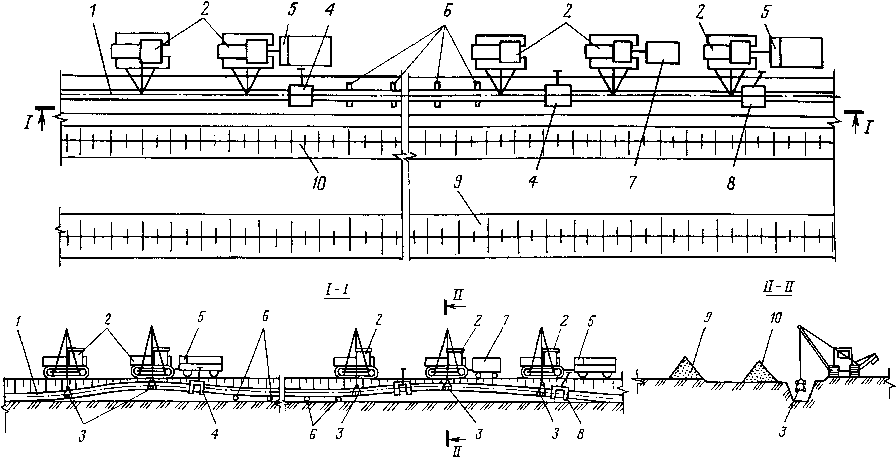
Рис. 4.31. Схема производства изоляционных работ с подъемом и укладкой нефтепровода на лежки в траншее:
1 — нефтепровод; 2 — кран-трубоукладчик; 3 — троллейная подвеска; 4 — очистная машина; 5 — передвижная электростанция; 6 — лежки; 7 — волокуша с изоляционными материалами; 8 — изоляционная машина; 9 — отвал почвенно-растительного слоя грунта; 10 — отвал минерального грунта
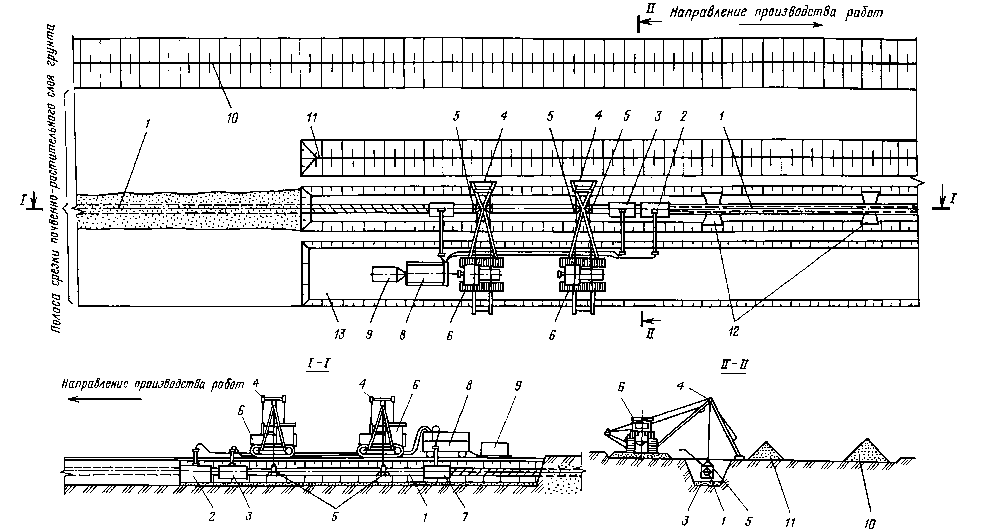
Рис. 4.32. Схема производства изоляционных работ без подъема нефтепровода с использованием стрел-опор:
1 — нефтепровод; 2 — машина для подкопа нефтепровода; 3 — очистная машина; 4 — стрела-опора; 5 — троллейная подвеска; 6 — кран-трубоукладчик; 7 — изоляционная машина; 8 — передвижная электростанция; 9 — волокуша с изоляционными материалами; 10 — отвал почвенно-растительного слоя грунта; 11 — отвал минерального грунта; 1. грунтовые перемычки; 13 — распланированный слой минерального грунта
ществляет исполнитель работ в присутствии представителя независимого технадзора или технадзора от НПС, на участке которой производится ремонт.
Материалы, применяемые для противокоррозионной изоляции нефтепроводов, должны иметь технические паспорта. Импортные изоляционные материалы проверяют по показаниям, оговоренным в контракте.
При выполнении изоляционных работ проводится контроль качества применяемых материалов, операционный контроль качества изоляционных работ и контроль качества готового покрытия.
При нанесении защитных покрытий следует непрерывно проводить визуальный контроль качества изоляционных работ — нанесения грунтовки и изоляционного покрытия, а также следить за сохранностью покрытия при укладке трубопровода.
Следует также выполнять визуальный осмотр готового покрытия с целью контроля его состояния. Пропуски, поры, вздутия, гофры, складки, отвисания не допускаются.
При приготовлении грунтовки в полевых условиях необходимо проверять дозировку компонентного состава, однородность, вязкость, плотность. Однородность контролируется визуально: грунтовка не должна иметь сгустков, нерастворимого осадка, посторонних включений. При обнаружении сгустков или примесей грунтовку следует профильтровать через сетку с отверстиями 0,1 мм2. Вязкость грунтовки определяют вискозиметром ВЗ-4, плотность — ареометром.
Температура мастики контролируется во время приготовления, подогрева, при перевозке, особенно тщательно — при нанесении на нефтепровод. Для этого в битумоварочных котлах, битумовозах и ванне изоляционной машины должны быть встроенные термометры или термопары.
При укладке вновь изолированного нефтепровода следует контролировать температуру слоя битумной мастики. Не допускается укладка трубопровода при температуре покрытия выше 30 °С.
При разогреве и приготовлении битумной мастики необходимо контролировать правильность дозировки и порядок введения компонентов, продолжительность варки, тщательность перемешивания.
Физико-механические показатели мастики должны соответствовать требованиям ГОСТ 15836 — 79.
Рулонные изоляционные материалы необходимо растари-вать на месте работы. У полимерных изоляционных лент проверяют отсутствие телескопических сдвигов в рулонах, возможность разматывания рулонов при температуре применения, отсутствие перехода клеевого слоя на другую сторону ленты. Рулоны ленты, имеющие неровные, оплывшие или смятые торцы, бракуют или применяют для ремонта дефектных мест изоляции нефтепровода.
Армирующие и оберточные рулонные материалы проверяют на возможность разматывания рулонов при температуре применения, на плотность намотки в рулоне и ровность торцов. При необходимости рулоны перематывают или оторцо-вывают.
При использовании импортных изоляционных лент следует проверять соответствие этих лент клеевым грунтовкам: каждому типу ленты должна соответствовать грунтовка и обертка.
При нанесении на нефтепровод изоляционного покрытия проверяют сплошность, толщину, адгезию (прилипаемость), число слоев и витков, натяжение и ширину нахлеста рулонных материалов. Результаты проверки заносят в специальный журнал.
Сплошность защитного покрытия непрерывно контролируют визуально, а после нанесения покрытия перед укладкой в траншею — дефектоскопами. Контролю на сплошность подлежат все покрытия нефтепроводов. Сплошность защитных покрытий устанавливают по отсутствию пробоя при электрическом напряжении, величина которого для различных видов покрытий регламентирована ГОСТ 25812 — 83.
В случае пробоя защитного покрытия проводят ремонт дефектных мест. Отремонтированные участки следует повторно проконтролировать: по сплошности — на всей поверхности защитного покрытия участка с поврежденным покрытием, по остальным показателям (толщина, адгезия к стальной поверхности, переходное сопротивление) — в местах, вызывающих сомнение.
Толщину битумного покрытия без его разрушения контролируют с помощью толщиномера. При проверке толщины проводят не менее одного замера на каждые 100 м нефтепровода, а в местах, вызывающих сомнение, — в четырех точках каждого сечения.
Адгезию покрытия на основе битума контролируют через каждые 500 м, а также в местах, вызывающих сомнение. Испытание проводят в трех точках через 0,5 м. Среднее арифметическое трех измерений с точностью до 0,1 кгс/см2 принимают за величину адгезии.
Адгезия покрытия на основе битумных мастик к поверхности нефтепровода определяется адгезиометром по ГОСТ 25812 — 83 (метод Б), полимерных покрытий к поверхности нефтепровода и адгезия нахлеста ленты к ленте — по ГОСТ 25812 — 83 (метод А). Проверку ленточных покрытий выполняют в местах, вызывающих сомнение.
Адгезию можно также проверить, вырезав треугольник с углом около 60° и сторонами 3 — 5 см, с последующим снятием покрытия ножом от вершины угла надреза. Адгезия покрытия на битумной основе считается удовлетворительной, если вырезанный треугольник не отслаивается, а при отрыве значительная часть грунтовки и мастики остается на поверхности трубы [24].
После завершения всех работ по ремонту нефтепроводов с заменой изоляции ремонтно-строительное подразделение подготавливает отремонтированный участок к сдаче в эксплуатацию.
Приемочная комиссия назначается приказом по акционерному обществу или его филиалу в зависимости от объема и видов работ, протяженности участка и характеристики нефтепровода.
Ввиду того, что нефтепровод практически из эксплуатации не выводился и в основном работал в своем обычном режиме, установленном технологической картой эксплуатации или регламентом, а выполненные ремонтные работы только способствовали повышению надежности в сравнении с предре-монтным периодом, на завершенные работы оформляется акт приемки в эксплуатацию законченного капитальным ремонтом участка или исполнительный приемо-сдаточный акт с привлечением к участию в работе всех заинтересованных лиц, организаций и органов надзора.
