Глава 13. несущая способность надземных переходов трубопроводов 253
Глава 13. Несущая способность надземных переходов трубопроводов 253
§ 1. Анализ упругой и упруго-пластической работы надземных переходов 253 § 2. Влияпие изменения нагрузок и воздействий иа несущую способность
§ 3. Мероприятия по защите трубопроводов от вредного влияния горных
разработок...................: . . 272
§ 4. Расчет трубопроводов на самокомиснсанию продольных напряжений 272 § 5. Надземная и подземная прокладки трубопроводов в каналах . . . 273 § 6. Мероприятия по защите трубопроводов, находящихся в эксплуатации 276 § 7. Примеры расчета................................- . 275
ФЕДЕРАЛЬНЫЙ ГОРНЫЙ И ПРОМЫШЛЕННЫЙ НАДЗОР РОССИИ _(ГОСГОРТЕХНАДЗОР РОССИИ)_
ИНСТРУКЦИЯ ПО ОБСЛЕДОВАНИЮ ШАРОВЫХ РЕЗЕРВУАРОВ И ГАЗГОЛЬДЕРОВ ДЛЯ ХРАНЕНИЯ СЖИЖЕННЫХ ГАЗОВ ПОД ДАВЛЕНИЕМ
Редакционная комиссия:
А.А. Шаталов (председатель), Х.М. Ханухов, Р.А. Стандрик, Г.М. Селезнев, С.А. Жулина
Настоящая Инструкция по обследованию шаровых резервуаров и газгольдеров для хранения сжиженных газов под давлением (далее - Инструкция) вводится в целях установления для всех экспертных и эксплуатирующих организаций единых требований по проведению экспертизы промышленной безопасности шаровых резервуаров и газгольдеров для хранения сжиженных газов под давлением.
Настоящая Инструкция разработана Научно-производственным консорциумом «Изотермик», АО «ЦНИИпроектстальконструкция им. Мельникова» и АО «Уралхиммаш». При разработке Инструкции учтены опыт и практические результаты комплексных технических обследований шаровых резервуаров и газгольдеров для хранения сжиженных газов под давлением, проведенные в 1991-2000 гг. организациями - разработчиками настоящей Инструкции.
Инструкция разработана авторским коллективом: А.А. Шаталов, Ю.А. Дадонов, B.C. Котельников, Х.М. Ханухов, С.В. Зимина, Е.Ю. Дорофеев, И.В. Гулевский, А.А. Дубов, А.Е. Воронецкий, В.М. Горицкий, Н.Е. Демыгин, И.Д. Грудев, Л.И. Осокин, А.И. Засыпкин, А.Ф. Гуйда.
СОДЕРЖАНИЕ
1. Общие положения
2. Техническая характеристика шаровых резервуаров
3. Организационные мероприятия и порядок проведения комплексного техническогообследования шаровых резервуаров
4. Периодический контроль технического состояния шаровых резервуаров
5. Полное техническое обследование шаровых резервуаров
5.1. Общие положения
5.2. Остановка и подготовка шаровых резервуаров к обследованию
5.3. Анализ комплекта технической и эксплуатационной документации
5.4. Наружный и внутренний осмотр конструкций шаровых резервуаров
5.5. Геодезические измерения опорных стоек шаровых резервуаров
5.6. Неразрушающие методы контроля качества
5.6.1. Общие положения
5.6.2. АЭ-контроль
5.6.3. Неразрушающие методы контроля основного металла и металла сварных соединений оболочки
5.6.4. Метод магнитной памяти металла (ММП контроль)
5.6.5. Ультразвуковая толщинометрия металлоконструкций шаровых резервуаров
5.7. Металлографические и электронно-фрактографические исследования структурного и коррозионного состояния основного металла и материала сварных швов оболочки
5.8. Определение механических свойств и отбор проб материала
5.8.1. Определение химического состава материала оболочки
5.8.2. Оценка прочностных характеристик материала оболочки без вырезки массивной заготовки
5.8.3. Дюрометрический метод оценки характеристик прочности материала оболочки
6. Испытания шаровых резервуаров на прочность и герметичность
7. Оценка технического состояния шаровых резервуаров
8. Расчетная оценка статической, хрупкой и циклической прочности шаровых резервуаров
9. Оценка остаточного ресурса безопасной эксплуатации и назначение сроков следующих полных технических обследований шаровых резервуаров
10. Оформление и выдача заключения экспертизы промышленной безопасности по результатам полного технического обследования
Приложение 1 Приложение 2 Приложение 3 Приложение 4 Приложение 5 Приложение 6 Приложение 7 Приложение 8 Приложение 9 Приложение 10 Приложение 11 Приложение 12 Приложение 13
Утверждена постановлением Г осгортехнадзора России от 20.09.00 № 51 Введена в действие с 01.01.02
ИНСТРУКЦИЯ ПО ОБСЛЕДОВАНИЮ ШАРОВЫХ РЕЗЕРВУАРОВ И ГАЗГОЛЬДЕРОВ ДЛЯ ХРАНЕНИЯ СЖИЖЕННЫХ ГАЗОВ ПОД
ДАВЛЕНИЕМ
РД 03-380-00
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Требования настоящей Инструкции распространяются на проведение комплексного технического обследования наземных стальных сварных
шаровых резервуаров и газгольдеров объемом от 25 до 2000 м и более для хранения легковоспламеняющихся жидкостей (ЛВЖ), сжиженных газов (СУГ, СНГ), сжатых газов, агрессивных продуктов (кислот) и игристых вин под давлением от 0,25 до 1,8 МПа при климатическом и изотермическом температурном режиме.
1.2. Настоящая Инструкция содержит основные требования, объем и методы выполнения организационных и технических мероприятий, необходимых для проведения комплексного технического обследования шаровых резервуаров и газгольдеров (далее - шаровые резервуары).
1.3. Настоящая Инструкция не распространяется на обследование технологических трубопроводов, наземных комплексов технологических сооружений, производственных и административных сооружений.
1.4. Основной целью комплексного технического обследования является определение возможности дальнейшей безопасной эксплуатации, сроков и полноты последующих обследований, необходимости ремонта или исключения из эксплуатации шарового резервуара при заданных технологических параметрах.
1.5. Комплексное техническое обследование включает: периодический контроль технического состояния шарового резервуара; полное техническое обследование шарового резервуара.
1.6. Комплексному техническому обследованию подлежат следующие элементы шарового резервуара: оболочка сферического корпуса, верхнее и нижнее сферические днища;
сварные швы приварки лепестков оболочки друг к другу, а также к верхнему и нижнему сферическим днищам; продольные сварные швы сопряжения верхнего и нижнего сферических днищ; места пересечений сварных швов;
узлы приварки горловин люков к верхнему и нижнему сферическим днищам; места приварки штуцеров, опор и других элементов; конструкции опор;
технологическое оборудование (газоуравнительная система, дыхательные, предохранительные клапаны, задвижки, арматура трубопроводов, система заземления и молниезащиты и др.);
вспомогательные металлические конструкции (лестницы, площадки обслуживания, переходы и т. д.).
2. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ШАРОВЫХ РЕЗЕРВУАРОВ
3
2.1. Шаровые резервуары (ТУ 26-01-150-80 [1]) предназначены: объемом 600 и 2000 м - для хранения легковоспламеняющихся жидкостей (ЛВЖ), сжиженных газов (СУГ, СНГ), сжатых газов и агрессивных продуктов (кислот) при избыточном давлении от 0,25 до 1,8 МПа при климатическом и изотермическом температурном режиме;
3
объемом от 25 до 2000 м и более - для хранения сжатых и сжиженных газов при избыточном давлении до 16 МПа и температуре окружающего воздуха;
о
объемом от 50 до 600 м - для производства игристых вин при избыточном давлении до 0,6 МПа и температуре 60-65 °С внутри резервуара.
2.2. Шаровые резервуары имеют одинаковое конструктивное решение: шаровая оболочка, опирающаяся на вертикальные трубчатые стойки; шахтная или кольцевая наружная лестница для подъема; наружные площадки обслуживания;
3
внутренняя смотровая стационарная подвижная лестница (только в резервуарах объемом 600 и 2000 м ).
2.3. Шаровые оболочки изготовляются:
3
методом холодной вальцовки - для резервуаров объемом 600 и 2000 м с толщиной оболочки 16-30 мм;
3
методом горячей штамповки - для резервуаров объемом от 25 до 2000 м и более с толщиной оболочки до 120 мм;
-з
методом рулонирования из плоских лепестков - для резервуаров объемом от 25 до 600 м3 с толщиной оболочки 4-6 мм.
2.4. Для изготовления шаровых оболочек применяются марки сталей, рекомендуемые ПБ 10-115-96 [7] и ТУ 26-01-150-80 [1], с хорошей свариваемостью и высокими пластическими свойствами.
2.5. В большинстве случаев для изготовления шаровых оболочек применяется сталь марки 09Г2С по ГОСТ 5520-79* [2] 12-15-й категории, где категории определяются абсолютно минимальной температурой окружающего воздуха от -40 до - 65 °С.
2.6. Для отдельных продуктов хранения, вызывающих сероводородное растрескивание металла, применяется сталь марки 20ЮЧ по ТУ 14-1-4853-82 [3] (только для районов с абсолютно минимальной температурой окружающего воздуха до -40 °С).
2.7. Для агрессивных сред используется нержавеющая сталь 12Х18Н10Т по ГОСТ 7350-77* [4] и др. или двухслойная сталь по ГОСТ 10885-85* [5], где основной металл - сталь марки 09Г2С по ГОСТ 5520-79* [2] и плакирующий слой из нержавеющей стали марки 10Х17Н13МЗТ по ГОСТ 7350-77* [4].
2.8. Шаровые оболочки методом холодной вальцовки выпускаются с 1964 года заводом Уралхиммаш, имеющим соответствующее оборудование (ТУ 2601-150-80 [1]). На Ижорском заводе и Атоммаше шаровые оболочки изготовляются методом горячей штамповки.
2.9. Всего с 1964 года изготовлено и смонтировано около 2000 шаровых резервуаров, срок службы которых в соответствии с ТУ 26-01-150-80 [1] составляет 12 лет.
2.10. Технические характеристики некоторых шаровых резервуаров, сооружаемых в РФ, представлены в табл. 1.
2.11. Шаровые резервуары, толщина оболочки которых более 30 мм, независимо от метода их изготовления должны пройти объемную термообработку в проектном положении [1].
2.12. Температура хранимого продукта зависит от вида технологического процесса, в котором эксплуатируется шаровой резервуар.
2.13. Количество шаровых резервуаров в установках определяется технологическими требованиями предприятий-владельцев и составляет от 1, 2, 4 до парков из 30-40 штук.
Таблица 1
| Объем, м3 | Диаметр, м |
Наименование продукта хранения |
Расчетное избыточное давление, МПа | Толщина оболочки, мм | Масса оболочки, т | Материал ГОСТ, ТУ | Количество стоек, шт. | |
| номинальный |
геометрический | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 600 | 606 | 10,5 | ЛВЖ |
0,25 | 16,0 | 46,0 |
09Г2С-12-15, ГОСТ 5520-79* | 6-8 |
| Сжиженные газы (бутан, бутадиен, изобутилен) | 0,6 |
16,0 | 46,0 | То же | 6-8 | |||
|
Жидкий аммиак | 0,6 |
16,0 | 46,0 | » |
6-8 | |||
| Сжатые газы (азот, воздух, инертные) | 0,8 | 16,0 | 46,0 |
» | 6-8 | |||
| То же | 1,0 | 20,0 |
57,5 | » | 6-8 |
|||
| Легкие углеводороды сжиженные | 1,2 | 24,0 | 69,0 | » |
6-8 | |||
| Сжиженный пропан | 1,8 | 96,0 |
» | 6-8 | ||||
|
Сжиженный гелий | 1,8 |
34,0 | 96,0 | » |
6-8 | |||
| Агрессивные продукты (варочная кислота, соляная, сернистый ангидрид) | 0,6 |
63,0 | 09Г2С10Х17Н13МЭТ двухслойная, ГОСТ10885-85* | 8 |
||||
| 2000 |
2145 | 16,0 |
ЛВЖ | 0,25 | 16,0 |
104 | 09Г2С- 12-15, ГОСТ 5520-79* | 12 |
| Сжиженные газы (бутан, бутадиен, изобутилен) |
0,6 | 20,0 | 134 | То же | 12 | |||
| Жидкий аммиак | 0,6 |
20,0 | 134 | » | 12 | |||
| Сжатые газы (инертные, воздух) | 1,2 0,7 | 36.0 22.0 | 241 144 | » | 12 12 | |||
| Вакуумные резервуары | 22,0 | 144 |
» | 12 | ||||
3. ОРГАНИЗАЦИОННЫЕ МЕРОПРИЯТИЯ И ПОРЯДОК ПРОВЕДЕНИЯ КОМПЛЕКСНОГО ТЕХНИЧЕСКОГО ОБСЛЕДОВАНИЯ
ШАРОВЫХ РЕЗЕРВУАРОВ
3.1. Организация и проведение работ по периодическому контролю технического состояния производятся эксплуатационным персоналом организации -владельца шаровых резервуаров.
3.2. Очередность и полнота периодического контроля технического состояния определяется настоящей Инструкцией в соответствии с положениями раздела 4.
3.3. Полное техническое обследование шаровых резервуаров выполняется экспертными организациями, которые располагают необходимыми средствами технического диагностирования, нормативно-технической документацией, имеют обученных специалистов и лицензию органов Госгортехнадзора России.
3.4. Полное техническое обследование производится по индивидуально разрабатываемой программе обследования на каждый резервуар (приложение 11) в соответствии с положениями раздела 5 настоящей Инструкции. Индивидуальные программы обследования резервуаров разрабатываются экспертной организацией, выполняющей обследование, и согласовываются с руководством территориального органа Госгортехнадзора России.
3.5. Проведение диагностических работ при полном техническом обследовании разрешается после прохождения инструктажа по технике безопасности на рабочем месте и при наличии наряда-допуска на проведение указанных работ.
3.6. Первое полное техническое обследование шарового резервуара после ввода в эксплуатацию проводится через 12 лет.
3.7. Сроки последующих полных технических обследований устанавливаются экспертной организацией, проводившей последнее обследование, в соответствии с табл. 4 раздела 9 настоящей Инструкции и в экстренном порядке после обнаружения серьезных дефектов и повреждений, выявленных при периодическом контроле технического состояния шаровых резервуаров (пп. 4.4, 4.5).
3.8. Очередность и объем работ полного технического обследования шаровых резервуаров определяются настоящей Инструкцией с учетом их технического состояния, длительности эксплуатации, вида хранимого продукта.
Первоочередному полному техническому обследованию должны подвергаться шаровые резервуары: выработавшие установленный проектом или пред приятием-изготовителем ресурс эксплуатации; не имеющие установленного ресурса и находящиеся в эксплуатации 12 лет и более;
не имеющие установленного ресурса и за время работы накопившие 1000 циклов нагружения и более (под циклом нагружения подразумевается колебание уровня заполнения шарового резервуара более 30 %);
временно находившиеся под воздействием параметров, превышающих расчетные (например, при пожаре или аварии); по мнению предприятия-владельца требует оценки остаточного ресурса.
Кроме того, рекомендуется проведение полного технического обследования при страховании и для определения экономической целесообразности ремонта или реконструкции шарового резервуара.
3.9. Организация проведения работ по полному техническому обследованию выполняется силами предприятия - владельца шарового резервуара и включает подготовку хранилища (раздел 5.2) и передачу исполнителю работ комплекта технической документации:
сдаточную документацию на изготовление и монтаж шарового резервуара; эксплуатационную документацию.
3.10. Сдаточная монтажная документация должна содержать: рабочие и деталировочные чертежи проекта шарового резервуара; заводские сертификаты на поставленные стальные конструкции;
документы о согласовании отступлений от чертежей при изготовлении и монтаже металлоконструкций;
документы, удостоверяющие качество материалов, сталей, электродов и т.д., применяемых при монтаже и вошедших в состав сооружения; данные о результатах геодезических измерений; акты проверки герметичности шарового резервуара;
акты гидравлических испытаний шарового резервуара; акты на скрытые работы;
документы о контроле качества сварных соединений; акты приемки смонтированного технологического оборудования; схема и акт испытания заземления шарового резервуара; акт на сдачу шарового резервуара в эксплуатацию.
3.11. Эксплуатационная документация должна содержать: паспорт шарового резервуара; журнал текущего обслуживания; технологический журнал;
журнал эксплуатации молниезащиты, защиты от проявления статического электричества;
журнал регистрации нивелирных отметок;
журнал ремонтных работ;
журнал аналитического контроля;
план ликвидации аварийных ситуаций;
предписания надзорных органов.
3.12. В случае отсутствия паспорта владелец должен восстановить его в соответствии с Инструкцией И5-94 [50].
3.13. В отдельных случаях, при положительных результатах наружного и внутреннего осмотра в процессе полного технического обследования одного из группы шаровых резервуаров (шаровые резервуары однотипной конструкции, с одинаковым способом изготовления и продуктом хранения, сроком и режимом эксплуатации), полное техническое обследование остальных шаровых резервуаров этой группы допускается проводить без внутреннего осмотра, без освобождения от продукта хранения и без выведения их из эксплуатации (в соответствии с п. 5.1.3) по решению экспертной организации с согласованием органов Госгортехнадзора России.
4. ПЕРИОДИЧЕСКИЙ КОНТРОЛЬ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ШАРОВЫХ РЕЗЕРВУАРОВ
4.1. Периодический контроль технического состояния шаровых резервуаров включает следующее:
а) контроль герметичности фланцевых, резьбовых, сальниковых, разъемных соединений арматуры, трубопроводов;
б) контроль наличия пломб на приборах КИПиА, предохранительных и дыхательных клапанах;
в) ведение технологического журнала с записью показаний уровня, давления и температуры продукта;
г) контроль средств сигнализации, осмотр и поддержку работоспособности газоанализаторов;
д) контроль исправности насосно-компрессорного оборудования;
е) контроль заземляющих устройств и молниезащиты. Осмотр и измерение электрических сопротивлений заземляющих устройств для защиты от статического электричества;
ж) контроль взрывозащищенного электрооборудования и сетей;
з) наружный и внутренний осмотр ответственным по надзору на предприятии-владельце;
и) наружный и внутренний осмотр экспертной организацией; к) гидравлическое испытание пробным давлением.
Мероприятия, указанные в пунктах «а»-«ж», проводятся эксплуатационным персоналом предприятия-владельца в соответствии с заводскими инструкциями в режиме эксплуатации шарового резервуара для соблюдения технологических параметров, своевременного обнаружения неисправностей оборудования в целях упреждения аварийных ситуаций.
Мероприятия, указанные в пунктах «з»-«к», проводятся в соответствии с требованиями ПБ 10-115-96 [7].
4.2. При периодическом контроле технического состояния проверка осадки шарового резервуара нивелировкой основания опор в точках, указанных в журнале регистрации нивелирных отметок, производится один раз в 5 лет.
4.3. Результаты проведенных работ при периодическом контроле технического состояния фиксируются в журнале осмотра шарового резервуара.
4.4. В случае отсутствия возможности выяснения причин неисправности и выхода из строя технологического оборудования или отклонения технологических параметров от нормы без остановки шарового резервуара приглашается специализированная организация для проведения полного технического обследования.
4.5. Для проведения полного технического обследования шарового резервуара необходимо привлекать экспертную организацию в обязательном порядке, если при периодическом контроле технического состояния выявлены следующие дефекты и повреждения:
нарушение герметичности шарового резервуара; неравномерная осадка шарового резервуара;
превышение допустимого объема заполнения емкости и установленного в нем давления.
Во всех вышеперечисленных случаях необходимо вывести шаровой резервуар из эксплуатации и подготовить его в соответствии с разделом 5.2 для полного технического обследования.
5. ПОЛНОЕ ТЕХНИЧЕСКОЕ ОБСЛЕДОВАНИЕ ШАРОВЫХ РЕЗЕРВУАРОВ
5.1.1. Полное техническое обследование шарового резервуара проводится в целях оценки его технического состояния по совокупности диагностируемых параметров для выработки рекомендаций об условиях его дальнейшей безопасной эксплуатации с вероятным остаточным ресурсом, о сроках и уровнях последующих обследований либо о необходимости проведения ремонта или исключения его из эксплуатации.
5.1.2. Полное техническое обследование шарового резервуара проводится в такой последовательности (минимальный перечень работ): остановка и подготовка шарового резервуара;
анализ комплекта технической и эксплуатационной документации; наружный и внутренний осмотр шарового резервуара; геодезические измерения опорных стоек шарового резервуара;
неразрушающие методы контроля качества: акустико-эмиссионный (АЭ) контроль целостности оболочки шарового резервуара, ультразвуковая дефектоскопия или радиографический метод, цветная дефектоскопия или магнитопорошковый метод; ультразвуковая толщинометрия оболочки шарового резервуара;
определение физико-механических характеристик и химического состава материала оболочки (разрушающим или неразрушающим методом контроля); испытания шарового резервуара на прочность и герметичность; оценка технического состояния шарового резервуара;
оценка остаточного ресурса безопасной эксплуатации шарового резервуара.
5.1.3. При выявлении по результатам АЭ-контроля зон с повышенной активностью АЭ-источников необходимо проводить неразрушающий метод контроля этих участков (ультразвуковым или радиографическим методом). При положительном результате АЭ-контроля объем работ по проведению неразрушающего контроля допускается сократить в соответствии с п. 5.6.1.2.
5.1.4. Кроме минимального объема работ, перечисленного в п. 5.1.2, по решению экспертной организации возможно проведение дополнительных работ по полному техническому обследованию шарового резервуара:
неразрушающие методы контроля оболочки [вакуумный (пузырьковый), вихретоковый метод, метод керосиновой пробы, метод магнитной памяти металла];
металлографические и электронно-фрактографические исследования структурного и коррозионного состояния основного металла и материала сварных швов, отобранных изнутри оболочки неразрушающим методом контроля (согласно п. 5.6.2.15 и п. 5.7.1).
5.1.5. При проведении полного технического обследования шарового резервуара без выведения его из эксплуатации (согласно п. 3.13) проводятся следующие виды работ:
анализ комплекта технической и эксплуатационной документации; наружный осмотр шарового резервуара;
геодезические измерения опорных стоек шарового резервуара;
АЭ-контроль целостности оболочки шарового резервуара при гидравлических или пневматических испытаниях [8]); ультразвуковая толщинометрия наружной оболочки шарового резервуара;
определение физико-механических характеристик и химического состава материала оболочки (дюрометрический метод оценки прочности, определение фактических механических характеристик и химического состава, в том числе неразрушающий метод контроля на микропробах, отобранных снаружи оболочки);
металлографические и электронно-фрактографические исследования структурного и коррозионного состояния основного металла и материала сварных швов, отобранных снаружи оболочки;
оценка технического состояния шарового резервуара;
оценка остаточного ресурса безопасной эксплуатации шарового резервуара.
При выявлении по результатам проведения АЭ-контроля целостности оболочки зон с повышенной активностью АЭ-источников необходимо вывести резервуар из эксплуатации и провести полное техническое обследование в соответствии с п. 5.1.2.
5.2. Остановка и подготовка шаровых резервуаров к обследованию
5.2.1. Для проведения полного технического обследования шаровой резервуар должен быть остановлен, отглушен, освобожден от продукта и подготовлен к безопасному ведению работ в соответствии с требованиями ПБ 10-115-96 [7].
5.2.2. Остановка шарового резервуара перед подготовкой к полному техническому обследованию производится на основании письменного распоряжения руководства предприятия-владельца.
5.2.3. Освобождение шарового резервуара от продукта производится согласно «Программе по освобождению», разрабатываемой предприятием-владельцем.
5.2.4. Подготовка шарового резервуара к полному техническому обследованию производится силами предприятия-владельца и осуществляется в такой последовательности:
освобождение шарового резервуара от продукта; установка заглушек; удаление остатков продукта;
зачистка внутренней поверхности шарового резервуара; монтаж освещения;
подготовка сварных швов и основного металла для проведения неразрушающих методов контроля качества и металлографических исследований.
5.2.5. Очистка внутренней поверхности шарового резервуара от продуктов, накопившихся в процессе эксплуатации (продукты коррозии, твердые отложения в виде пыли, грязи), осуществляется после положительных результатов анализов воздушной среды (не превышающих ПДК для данного продукта), взятых не менее чем в двух точках внутри емкости.
5.3. Анализ комплекта технической и эксплуатационной документации
5.3.1. При анализе технической и эксплуатационной документации устанавливается ее комплектность (пп. 3.9-3.12) и собираются следующие сведения: срок эксплуатации шарового резервуара;
данные по изготовлению и монтажу шарового резервуара (отступления от проекта в процессе сооружения, дефекты при монтаже);
данные о периодичности осмотра технологического оборудования, о проведенных ранее частичных наружных и полных технических обследованиях с заключениями о техническом состоянии и рекомендациями по дальнейшей эксплуатации или ремонту; данные о проведенных ремонтах с указанием характера и объема произведенных работ; виды и результаты испытаний шарового резервуара;
наличие изменений в технологической схеме, не согласованных с проектными организациями;
соблюдение технологического режима (запись показаний приборов, соответствие и отклонения от регламентных норм);
данные о циклах и степени нагружения шарового резервуара;
нештатные предаварийные и аварийные ситуации, их количество, действия обслуживающего персонала; наличие и ход выполнения мероприятий по повышению безопасной эксплуатации шарового резервуара; план ликвидации аварийных ситуаций (наличие плана и разработанных заводских инструкций); предписания надзорных органов.
5.4. Наружный и внутренний осмотр конструкций шаровых резервуаров
5.4.1. При наружном осмотре необходимо выявить видимые поверхностные дефекты, появившиеся и развившиеся в процессе эксплуатации на наружной поверхности. При этом необходимо обратить внимание на:
следы пропусков продукта и потения на основном металле и сварных швах;
наличие трещин, отслоений, видимых нарушений геометрической формы, следов коррозии;
состояние опорных стоек.
5.4.2. Внутренний осмотр шарового резервуара производится в условиях достаточной освещенности с применением, в случае необходимости, луп с увеличением до 7 раз и бинокля с увеличением до 10 раз.
5.4.3. Целью внутреннего осмотра является выявление дефектов на внутренней поверхности шарового резервуара.
5.4.4. При внутреннем визуальном осмотре обязательной проверке подлежат: состояние основного металла оболочки;
местные деформации, вмятины и выпучины;
состояние сварных соединений конструкций шаровых резервуаров в соответствии с требованиями проектов, СНиП, стандартов на соответствующие виды сварки и типы сварных швов.
5.4.5. Тщательному осмотру внутренней поверхности подлежат зоны концентрации напряжений (места приварки подкладных листов опор к оболочке, места приварки лепестков оболочки к нижнему и верхнему сферическим днищам), а также те участки, где вероятнее всего происходит максимальный износ (застойные зоны, места скопления влаги и коррозионных продуктов, места раздела фаз «газ-жидкость», места изменения направления потоков, зоны входных и выходных штуцеров).
5.4.6. На осматриваемой поверхности основного металла, предварительно очищенной от грязи и отложений продукта, выявляется наличие коррозионных повреждений, царапин, задиров, трещин, прожогов, оплавлений, вырывов, расслоений, неметаллических включений, закатов и других дефектов. Все выявленные дефекты подлежат измерению по глубине залегания, протяженности и в масштабе наносятся на эскизы.
5.4.7. Коррозионные повреждения подлежат разграничению по их виду на: равномерную коррозию (когда сплошная коррозия охватывает всю поверхность металла); местную (при охвате отдельных участков поверхности);
язвенную, точечную, питтинговую и пятнистую в виде отдельных точечных и пятнистых язвенных поражений, в том числе сквозных.
5.4.8. Глубину раковин, образовавшихся от коррозии, измеряют штангенциркулем, специальным приспособлением с индикатором часового типа или щупом.
5.4.9. По результатам осмотра отмечают участки коррозионных повреждений поверхности, на которых затем проводят измерения толщин ультразвуковым толщиномером.
5.4.10. Визуальному осмотру подлежат все сварные соединения оболочки шарового резервуара и прилегающие к ним зоны основного металла на расстояние не менее 20 мм, которые перед осмотром должны быть очищены от краски, грязи и остатков продукта.
5.4.11. Визуальный осмотр сварных швов, измерения шаблонами их геометрических размеров проводятся в условиях достаточной освещенности в целях выявления следующих наружных дефектов:
несоответствия размеров швов требованиям проекта, СНиП и стандартов; трещин всех видов и направлений;
наплывов, подрезов, прожогов, незаваренных кратеров, непроваров, пористости и других технологических дефектов;
отсутствия плавных переходов от одного сечения к другому;
несоответствия общих геометрических размеров сварного узла требованиям проекта.
5.4.12. В случае необходимости для повышения надежности при проведении наружного и внутреннего осмотра оборудования производится зачистка отдельных участков его поверхности абразивным инструментом с последующим травлением и использованием капиллярных или других методов дефектоскопии.
5.4.13. Относительная овальность шарового резервуара вычисляется по формуле:
где Dmgx - максимальный внутренний диаметр, мм;
Dmin - минимальный внутренний диаметр, мм.
Максимальный и минимальный внутренние диаметры замеряются в двух взаимно перпендикулярных плоскостях среднего экваториального сечения [7].
5.4.14. Результаты визуального внутреннего и наружного осмотра шарового резервуара оформляются протоколом (приложение 5).
5.5. Геодезические измерения опорных стоек шаровых резервуаров
5.5.1. Геодезические измерения проводятся в целях выявления величины неравномерной осадки и отклонений опорных стоек шарового резервуара от вертикали, а также соответствия величин отклонений требованиям действующей нормативно-технической документации.
5.5.2. Измерения отклонений от вертикали проводятся на уровне верха опорных стоек с помощью отвеса путем прямых измерений либо при помощи теодолита или другим способом.
5.5.3. Величина неравномерной осадки определяется путем нивелирования опорных плит стоек по периметру шарового резервуара с применением оптических или гидравлических нивелиров и вычисления превышений между ними.
5.5.4. Для оценки осадки шаровых резервуаров за длительный период эксплуатации необходимо установить постоянные точки нивелирования и проводить привязку отметок точек нивелирования к постоянному реперу.
5.5.5. Геодезические измерения рекомендуется проводить, определяя наибольшие величины отклонений дважды: на заполненном и пустом резервуаре. Результаты измерений заносятся в протокол (приложение 10).
5.6. Неразрушающие методы контроля качества
5.6.1. Общие положения
5.6.1.1. Решение о необходимости использования разрушающего метода, а также того или иного неразрушающего метода контроля целостности оболочки шарового резервуара принимается экспертной организацией, проводящей полное техническое обследование.
5.6.1.2. При положительном результате проведения АЭ-контроля целостности оболочки допускается неразрушающий метод контроля, кроме ультразвуковой толщинометрии, не производить.
5.6.1.3. Объем проведения неразрушающих методов контроля целостности оболочки шарового резервуара по наружной и внутренней поверхности при невозможности проведения АЭ-контроля по тем или иным причинам определяется по результатам визуального осмотра. При этом обязательными неразрушающими методами контроля являются: ультразвуковая дефектоскопия или радиографический метод, цветная или магнитопорошковая дефектоскопия, ультразвуковая толщинометрия.
5.6.1.4. Метод магнитной памяти металла, вакуумный (пузырьковый) метод, вихретоковый метод и метод керосиновой пробы являются дополнительными и рекомендательными неразрушающими методами контроля целостности оболочки шарового резервуара.
5.6.2. АЭ-контроль
5.6.2.1. АЭ-контроль целостности оболочки проводится в соответствии с РД 03-131-97 [8] и применяется во время испытаний оболочки на прочность в целях выявления дефектов (коррозионных и усталостных трещин, зон пластической деформации), развивающихся во время нагружения. Допускается использование АЭ-контроля при испытаниях на герметичность в целях обнаружения и локализации сквозных дефектов и мест утечки.
5.6.2.2. В тех случаях, когда испытания на прочность проводятся путем нагружения шарового резервуара избыточным внутренним давлением с использованием сжатого газа, АЭ-контроль проводится в обязательном порядке. При этом АЭ-методом должны контролироваться все потенциально опасные с точки зрения возможного развития дефектов зоны оболочки шарового резервуара. При проведении гидроиспытаний оболочки АЭ-контроль дополняет результаты обследования оболочки другими методами. По результатам АЭ-контроля в зонах, где обнаружена повышенная активность АЭ, могут назначаться дополнительные работы по контролю оболочки другими методами.
5.6.2.3. Целью проведения АЭ-контроля является:
повышение безопасности испытаний на прочность при проведении пневмоиспытаний или использовании хранимого продукта для создания избыточного давления в оболочке путем подачи сигнала для остановки нагружения и снижения давления до безопасного уровня при обнаружении дефектов, соответствующих IV классу (катастрофически активный АЭ-источник), или утечек через сквозные дефекты;
обнаружение и определение местоположения наиболее опасных развивающихся дефектов, трещин, зон пластической деформации, коррозионных повреждений;
обнаружение утечек через сквозные дефекты, фланцы, неплотные соединения.
5.6.2.4. АЭ-контроль проводится на шаровых резервуарах, находившихся в эксплуатации не менее одного года после проведения испытаний на прочность.
5.6.2.5. Для проведения АЭ-контроля шаровых резервуаров объемом 25 ми более необходимо использовать многоканальную аппаратуру. Необходимое число каналов аппаратуры АЭ определяется площадью контролируемых зон и размерами зоны, контролируемой одним преобразователем (или группой преобразователей при использовании многоканальных локационных режимов аппаратуры). В обязательном порядке должны контролироваться зоны сопряжения верхнего и нижнего сферических днищ шарового резервуара с лепестками оболочки, включая зоны ПРП (приемно-раздаточных патрубков), зоны сопряжения опорных стоек с оболочкой и другие потенциально опасные зоны, выявленные при визуальном осмотре шарового резервуара. Размеры зоны, контролируемой одним преобразователем АЭ, определяют с помощью имитатора Су-Нильсена. Акустический сигнал от излома графитового стержня имитатора на границе контролируемой зоны должен регистрироваться при выбранном коэффициенте усиления и пороге дискриминации канала. При использовании многоканальных локационных систем акустический сигнал от излома графитового стержня имитатора должен быть обнаружен и локализован в пределах контролируемой зоны. Рабочая частота преобразователей АЭ и каналов аппаратуры должна лежать в пределах от 100 до 500 кГц. Общее усиление каналов аппаратуры (предусилитель и конечный усилитель) должно быть не менее 80 дБ.
5.6.2.6. Конструкция, исполнение и техническое состояние преобразователей АЭ, предусилителей, кабельных соединений и конечных усилителей должны обеспечивать достаточную защиту от электромагнитных наводок и помех, поступающих из сети. Персональный компьютер или компьютерный блок, входящий в состав АЭ-системы, должен обеспечивать оперативный контроль в процессе нагружения общей АЭ-активности по всем каналам и активности в каждой контролируемой зоне (при использовании зонной локации) или вывод локационных графиков (при использовании многоканальных локационных режимов). Данные АЭ должны регистрироваться в процессе испытаний в виде файлов данных для последующего воспроизведения, обработки и анализа.
5.6.2.7. Испытания шаровых резервуаров на прочность с использованием АЭ-контроля проводятся в сухую безветренную погоду при отсутствии атмосферных осадков и температуре окружающего воздуха в пределах рабочих температур электронного блока, находящегося на открытом воздухе. Рабочий диапазон температур оболочки должен соответствовать температуре акустических преобразователей во время испытаний.
5.6.2.8. Подготовка шарового резервуара к испытаниям с использованием АЭ-контроля включает:
проведение работ по заполнению резервуара продуктом или рабочим веществом, герметизацию всех люков и разъемных соединений;
проверку герметичности люков, фланцевых соединений, арматуры;
опрессовку всех подводящих трубопроводов до давления, превышающего максимальное давление при испытаниях на прочность;
зачистку мест установки преобразователей АЭ до шероховатости поверхности Rz=40, установку преобразователей на поверхности оболочки шарового резервуара;
подключение аппаратуры АЭ, проверку работоспособности каналов, проведение необходимых предварительных замеров (координаты расположения преобразователей АЭ, уровень шумов по каждому каналу при отсутствии нагружения избыточным давлением, скорости распространения акустических сигналов в оболочке);
проверку приборов для измерения и регистрации давления внутри шарового резервуара; подготовку рабочего места испытания;
проверку системы оперативной связи оператора АЭ-системы с персоналом, осуществляющим управление нагружением шарового резервуара.
5.6.2.9. До начала испытаний оболочки на прочность проводятся предварительные нагружения шарового резервуара избыточным давлением в пределах не выше 25 % от максимального давления при испытаниях на прочность с целью оценки уровня акустических шумов и электромагнитных помех по каждому каналу аппаратуры АЭ в процессе нагружения шарового резервуара. Все выявленные источники шумов должны быть устранены, а уровень шумов снижен до приемлемого уровня. На этом этапе может понадобиться несколько нагружений шарового резервуара.
5.6.2.10. Испытания шарового резервуара на прочность проводятся путем ступенчатого подъема избыточного давления. Рекомендуется, до превышения рабочего давления, остановки нагружения делать через каждые 25 % рабочего давления, а после превышения рабочего давления - через каждые 10 % рабочего давления. Максимальное давление при испытаниях на прочность определяется в соответствии с действующей нормативно-технической документацией, но в любом случае должно составлять не менее 110 % разрешенного рабочего давления. Рекомендуемое время выдержки на каждой ступени 10 мин. Во время нагружения все работы на шаровом резервуаре и подводящих трубопроводах должны быть прекращены, чтобы не создавать дополнительных акустических шумов. В процессе нагружения шарового резервуара контролируют общую активность АЭ по всем каналам, активность АЭ по каждому каналу, активность АЭ в отдельных зонах, а также производят запись параметров АЭ в файл данных для последующего анализа.
5.6.2.11. Нагружение немедленно останавливается при обнаружении:
резкого роста активности в процессе нагружения или выдержки под нагрузкой по любому каналу или в любой контролируемой зоне; сохранения активности АЭ на высоком уровне по любому каналу или в любой контролируемой зоне во время выдержки под нагрузкой;
АЭ-источника, который может быть классифицирован как источник IV класса.
После остановки нагружения необходимо снизить давление до уровня, соответствующего прекращению акустической активности источника, или до нуля, после чего произвести осмотр зоны с повышенной активностью или ее контроль другими методами.
5.6.2.12. В случае если при первом испытании получены данные, которые требуют уточнения, проводится повторное нагружение шарового резервуара после разгрузки до величины давления 50-75 % рабочего. Порядок повышения давления при повторном нагружении такой же, как и при первом нагружении. Отсутствие акустической активности при повторном нагружении свидетельствует об отсутствии особо опасных (катастрофически активных) АЭ-источников в контролируемых зонах.
5.6.2.13. После завершения испытаний на прочность производятся обработка и анализ данных АЭ. В результате анализа должны быть получены: графики нагружения шарового резервуара в ходе испытаний;
графики активности АЭ, совместимые с графиками нагружения для всех контролируемых зон; локационные графики при использовании многоканальных локационных режимов;
графики других параметров АЭ (суммарный счет, энергия, распределение амплитуд и т.п.), если это необходимо для интерпретации полученных данных. Перечисленные графики вместе с другими данными о контролируемом шаровом резервуаре и условиях проведения испытаний прилагаются к протоколу АЭ-контроля шарового резервуара (приложение 2).
5.6.2.14. В протокол включают также сведения о всех нестандартных ситуациях, имевших место в ходе испытаний: выход из строя испытательного оборудования или отдельных каналов аппаратуры АЭ, появление источников посторонних шумов, изменение погодных условий и т.п.
5.6.2.15. По результатам анализа готовится заключение, которое содержит выводы по результатам АЭ-контроля шарового резервуара: наличие, месторасположение и классификацию выявленных источников АЭ по каждой контролируемой зоне;
рекомендации по дополнительному использованию неразрушающих методов контроля (согласно п. 5.6.4.1) и отбору проб для металлографических и электронно-фрактографических исследований (согласно п. 5.7) в зонах выявленных АЭ-источников;
заключение о возможности дальнейшей эксплуатации шарового резервуара по результатам АЭ-контроля.
5.6.2.16. Во время проведения испытаний на прочность весь персонал, участвующий в проведении АЭ-контроля, должен соблюдать все правила безопасности, действующие на данном предприятии, включая правила техники безопасности, электробезопасности и пожарной безопасности.
5.6.2.17. Применяемая при проведении АЭ-контроля аппаратура должна быть аттестована и проходить метрологическую поверку в установленном порядке.
5.6.2.18. АЭ-контроль должна проводить бригада, состоящая не менее чем из двух специалистов, из них по крайней мере один специалист должен иметь II или III уровень квалификации.
5.6.3. Неразрушающие методы контроля основного металла и металла сварных соединений оболочки
5.6.3.1. Контроль основного металла и металла сварных швов неразрушающими методами контроля производится по результатам проведения АЭ-контроля шарового резервуара в местах с повышенной активностью выявленных источников АЭ в целях определения фактического местоположения дефектов, возникших в процессе монтажа и эксплуатации шарового резервуара.
5.6.3.2. К недопустимым дефектам основного металла и металла сварных швов относятся трещины всех видов, расслоения, непровары, прожоги, перерывы в швах, незаваренные кратеры, крупная чешуйчатость, резкие переходы от наплавленного металла к основному, чрезмерное усиление шва, неполномерность шва.
5.6.3.3. Критическое снижение прочности оболочки шарового резервуара, а также образование трещин в сварных швах могут быть обусловлены следующими факторами:
дефектами сварочно-монтажных работ; охрупчиванием металла при низких температурах; агрессивным воздействием хранимых продуктов;
чрезмерной концентрацией напряжений вследствие дефектов формы и размеров конструкции резервуара; нарушениями правил эксплуатации.
5.6.3.4. К допустимым дефектам сварных соединений относятся:
отдельные шлаковые включения, поры или их скопления размером в диаметре не более 10 % толщины свариваемого металла, но не более 3 мм; отдельные расслоения площадью не более 100 мм , не выходящие на сварные швы;
шлаковые включения или поры, расположенные цепочкой вдоль шва при суммарной их длине, не превышающей 200 мм на 1 м шва; скопление газовых пор и шлаковых включений на отдельных участках шва в количестве не более 5 на 1 см2 площади шва при диаметре одного дефекта не более 1,5 мм.
5.6.3.5. Обязательными (основными) методами при необходимости проведения неразрушающего контроля сварных швов и основного металла (пп. 5.1.2, 5.1.3) являются:
ультразвуковая дефектоскопия (УЗД); радиографический метод; цветная дефектоскопия; магнитопорошковая дефектоскопия.
5.6.3.6. Цветная дефектоскопия проводится в соответствии с ГОСТ 18442-88 [10], ОСТ 26-5-88 [11] и позволяет обнаружить поверхностные дефекты, главным образом трещины, в различных сварных соединениях.
5.6.3.7. Ширина зоны контроля для проведения цветной дефектоскопии должна быть не менее 50 мм в каждую сторону от оси сварного шва.
5.6.3.8. Осмотр контролируемой поверхности после нанесения проявителя должен осуществляться дважды:
через 5 мин после высыхания проявителя (предварительный контроль) и через 20 мин после высыхания проявителя (окончательный контроль) с
применением лупы 10-кратного увеличения.
5.6.3.9. Для контроля сварных швов рекомендуется применять комплекты типа ЦАН, позволяющие выявить дефекты с шириной раскрытия до 1 мкм. Результаты контроля оформляются протоколом (приложение 6).
5.6.3.10. УЗД проводится в соответствии с ГОСТ 14782-86 [12], ОСТ 26-2044-10-83 [13] и обеспечивает выявление внутренних и поверхностных дефектов в сварных швах и околошовной зоне основного металла. При УЗД определяются условная протяженность, глубина и координаты расположения дефекта.
5.6.3.11. Перед началом УЗД сварных соединений изготовляются эталоны сварных соединений для настройки дефектоскопа и пьезоэлектрических преобразователей. Результаты УЗД заносятся в протокол (приложение 7).
Примечание. В случае применения одновременно цветной дефектоскопии и УЗД, предусмотренных настоящей Инструкцией, цветная дефектоскопия должна выполняться перед проведением УЗД. Обратный порядок контроля не допускается.
5.6.3.12. Радиографический метод контроля выполняется в соответствии с требованиями ГОСТ 7512-82 [14] и ОСТ 26-1103-84 [15], является одним из самых достоверных и позволяет выявить микроскопические дефекты в виде трещин, непроваров, газовых и шлаковых включений с размерами не менее 0,5 мм. Результаты контроля оформляются протоколом (приложение 8).
5.6.3.13. Магнитопорошковый метод контроля выполняется в соответствии с требованиями ГОСТ 21105-87 [16], позволяя выявить мельчайшие дефекты и трещины с шириной раскрытия 0,001 мм, глубиной 0,01 мм и более.
5.6.3.14. Контроль сварных швов магнитопорошковой дефектоскопией должен выполняться по ширине 100 мм по обе стороны шва. Результаты контроля оформляются протоколом (приложение 9).
5.6.3.15. Для контроля основного металла и металла сварных швов в случае необходимости (обнаружение недопустимых дефектов, ремонт внутренней емкости, вырезка образцов металла и др.) предусматривается применение дополнительных методов неразрушающего контроля:
вихретоковый метод (выполняется в соответствии с ГОСТ 24289-80 [17]);
вакуумный (пузырьковый) метод (выполняется в соответствии с ГОСТ 3242-79 [18]);
метод керосиновой пробы (выполняется в соответствии с ГОСТ 11128-65 [19]).
5.6.3.16. Сварные швы и участки основного металла, подлежащие обязательному неразрушающему контролю, в случае невозможности проведения АЭ-контроля шарового резервуара по тем или иным причинам, указаны в табл. 2.
5.6.3.17. Все дефекты, превышающие допустимые размеры, наносятся на схему сварных соединений сферического верхнего, нижнего днищ и лепестков оболочки шарового резервуара, после чего специализированной экспертной организацией принимается решение о работоспособности поврежденных участков основного металла или сварного шва и необходимости их ремонта.
5.6.3.18. Для выполнения работ, связанных с применением неразрушающих методов контроля, предусмотренных настоящей Инструкцией при проведении полного технического обследования шарового резервуара, допускаются дефектоскописты, прошедшие теоретическое и практическое обучение и имеющие удостоверение с квалификацией не ниже II уровня.
Таблица 2
| № п/п |
Наименование зоны контроля |
Объем контроля |
| 1 | Участки основного металла внутренней поверхности в местах приварки горловин люков и патрубков |
Ширина не менее 100 мм |
|
2 | Участки основного металла внутренней и наружной поверхности в местах приварки к оболочке накладных пластин опорных стоек | На 100 мм от накладных пластин в каждом направлении |
| 3 | Кольцевые сварные швы между сферическим верхним и нижним днищами с лепестками оболочки |
100 % |
| 4 |
Сварные швы между элементами сферического верхнего и нижнего днищ |
100 % |
| 5 |
Сварные швы приварки горловин люков и патрубков к оболочке | 100 % |
| 6 | Сварные швы и зоны внутренней и наружной поверхности в местах с дефектами | Места с дефектами |
| 7 |
Сварные швы и зоны внутренней и наружной поверхности в местах проведенных ремонтов | Места проведенных ремонтов |
5.6.4. Метод магнитной памяти металла (ММП контроль)
5.6.4.1. ММП контроль, основанный на измерении поля остаточной намагниченности (Нр), является рекомендательным неразрушающим методом
контроля целостности оболочки шарового резервуара, проводится в соответствии с Методикой экспресс-диагностики сосудов и аппаратов с использованием магнитной памяти металла [9] и применяется для оценки напряженно-деформированного состояния шаровых резервуаров с учетом неоднородности структуры металла. При ММП контроле используется эффект магнитной памяти металла к зонам действия максимальных рабочих нагрузок. ММП контроль не требует специальной подготовки поверхности металла и проводится в процессе эксплуатации хранилища.
5.6.4.2. ММП контролю подлежат все сварные швы, участки днища, расположенные посредине между относительно жесткими узлами, а также участки, расположенные посредине между зонами приварки опор к оболочке.
5.6.4.3. ММП контроль осуществляют два оператора. Один оператор выполняет сканирование датчиками, другой оператор следит на экране прибора за изменениями измеряемого параметра. В отдельных случаях допускается ММП контроль осуществлять одним оператором.
5.6.4.4. Зоны ММП контроля основного металла и сварных соединений разбиваются на несколько участков. Рекомендуемая длина каждого участка 4-5 м. Длина участка может быть увеличена для ускорения контроля, но при этом дискретность записи (расстояние между фиксируемыми точками контроля) увеличивается. Разбиение зон ММП контроля на несколько участков делается для выполнения записи измерений в блок памяти прибора. Условное обозначение (кодирование) участков производится на клавиатуре прибора в виде нескольких цифр. При этом рекомендуется первой цифрой (или двумя первыми цифрами) обозначать порядковый номер зоны ММП контроля. Например, код 112 означает номер зоны ММП контроля 11, участок 2.
5.6.4.5. При обнаружении скачкообразного изменения знака и величины Нр на поверхности контролируемого участка мелом или краской делается отметка. Затем производится запись результатов контроля в блок памяти прибора.
5.6.4.6. Направление сканирования должно быть одинаковым для всех контролируемых зон ММП контроля. Начало и направление сканирования, а также условная разбивка зон ММП контроля на участки обозначаются на формуляре хранилища в целях дальнейшей обработки результатов контроля. По результатам контроля каждой намеченной зоны ММП контроля выявляются зоны максимальной концентрации напряжений, которые характеризуются максимальным градиентом величины |ЛНр| по длине контролируемого участка LK.
5.6.4.7. Компьютерная система обработки данных в сочетании с двухканальным датчиком автоматически определяет значение измеряемого градиента магнитного поля |DKp|/DLK и фиксирует на экране его графическое изображение.
5.6.4.8. После выполнения контроля всех участков основного металла и сварных швов рекомендуется произвести контроль в зонах концентрации напряжений на предмет выявления в них возможных дефектов методом УЗД. Наиболее опасным для развития повреждения сварного шва является совпадение зон концентрации напряжений от технологии сварки (непровары, шлаковые включения, смещение кромок и т.д.) с концентрацией в этом месте рабочих нагрузок.
5.6.4.9. По результатам контроля методом магнитной памяти на формуляре хранилища строятся эпюры распределения величины Нр по всем
проконтролированным участкам, указываются зоны потери устойчивости шарового резервуара и зоны максимальной концентрации напряжений. Далее производится анализ напряженно-деформированного состояния хранилища.
5.6.5. Ультразвуковая толщинометрия металлоконструкций шаровых резервуаров
5.6.5.1. Ультразвуковая толщинометрия производится для выявления возможного уменьшения толщины элементов оболочки шарового резервуара в целях определения скорости коррозионного или коррозионно-эрозионного износа.
5.6.5.2. Ультразвуковая толщинометрия элементов оболочки шарового резервуара проводится в соответствии с ГОСТ 28702-90 [20] с помощью ультразвуковых толщиномеров отечественного и зарубежного производства, позволяющих измерять толщину в интервале 0,6-1000 мм с точностью до 0,1 мм при температуре окружающего воздуха от -10 до +40 °С и отвечающих требованиям ГОСТ 28702-90 [20].
5.6.5.3. Объем работ по измерениям толщин устанавливается на основании визуального контроля внутренней поверхности и в зависимости от длительности эксплуатации. Для оценки толщины металла оболочки шаровых резервуаров за длительный период эксплуатации необходимо установить
постоянные точки измерений, обозначив их несмываемой краской.
5.6.5.4. Количество точек измерения в общем случае должно быть следующее:
не менее четырех на каждом лепестке оболочки (причем по одной из них на расстоянии не более 100 мм от сварного шва между лепестком, сферическим верхним и нижним днищами);
не менее двух на каждой части сферического верхнего и нижнего днища (одна на расстоянии не менее 100 мм от сварного шва между днищем и лепестком, другая на расстоянии не менее 50 мм от сварного шва между частями днища);
не менее двух на впускном и выпускном патрубке;
в местах, наиболее пораженных коррозией, - по усмотрению специализированной организации.
5.6.5.5. Поверхность металла оболочки в точках измерений должна быть зачищена до шероховатости Rz=40 по ГОСТ 2789-73 [21], диаметр контактного пятна не менее 30 мм.
5.6.5.6. Результаты ультразвуковой толщинометрии оформляются в виде протокола с приложением схемы расположения точек измерений на развертке оболочки шарового резервуара (приложения 3, 4).
5.7. Металлографические и электронно-фрактографические исследования структурного и коррозионного состояния основного металла и
материала сварных швов оболочки
5.7.1. Металлографические и электронно-фрактографические исследования проводятся в случае визуального обнаружения трещиноподобных поверхностных дефектов, щелевой и точечной коррозии, возникших в процессе эксплуатации, а также для шаровых резервуаров, для которых периодичность обследования по табл. 4 раздела 9 установлена менее 8 лет.
Кроме того, металлографические исследования проводят в случае определения механических свойств стали, без использования стандартных образцов.
5.7.2. Металлографические исследования проводятся с целью оценки структуры металла и степени ее изменения, а также при установлении степени ее коррозионных и коррозионно-механических повреждений под воздействием эксплуатационных факторов.
5.7.3. Для проведения металлографических исследований могут быть использованы как разрушающие, так и неразрушающие методы.
5.7.4. Проведение металлографических исследований неразрушающим методом осуществляется методом «реплик».
5.7.5. При использовании разрушающего метода используют шлифы, изготовленные из вырезанной массивной заготовки или из микропроб размером (1,2- 1,5)х(5-10)х(15-25) мм с наибольшим сечением рабочей части не менее 3 мм . Места микропроб подвергаются механической зачистке до устранения концентраторов напряжений. Необходимость проведения восстановительного ремонта в месте отбора микропробы устанавливается специализированной организацией, проводящей обследование.
5.7.6. Исследования структуры стали с применением методов количественной металлографии проводятся в соответствии с ГОСТ 5639-82 [22] и ГОСТ 5640-82 [23].
5.7.7. Электронно-фрактографические исследования проводятся в целях определения степени охрупчивания (повреждения) металла различных зон сварного соединения и установления причин его трещинообразования.
5.7.8. Изломы для электронно-фрактографического анализа получают при испытаниях стандартных ударных образцов (ГОСТ 9454-78 [24]) при отрицательных температурах, обеспечивающих наличие на поверхности разрушения «хрупкого квадрата», или при разрушении микропроб, предварительно охлажденных в жидком азоте для получения хрупкого излома. В обоих случаях следует предусмотреть меры по предотвращению коррозионных повреждений при отогреве и сушке изломов.
5.7.9. Выбор оборудования для проведения электронно-фрактографического анализа и определения доли межзеренной составляющей Fm, указывающей
на повреждение границ зерен, осуществляется в соответствии с методическими указаниями МР 5-81 [25].
5.7.10. Степень межзеренного охрупчивания металла, вызванного ослаблением границ зерен из-за наводороживания, сульфидного и хлоридного растрескивания и иных неблагоприятных процессов, определяется по величине прироста доли межзеренного разрушения DFm в хрупком изломе по сравнению с хрупким изломом исходного материала.
5.7.11. Порядок определения степени межзеренного охрупчивания металла оболочки приведен в пп. 5.8.3.4 и 5.8.3.5.
5.8. Определение механических свойств и отбор проб материала
5.8.1. Определение химического состава материала оболочки
5.8.1.1. При обнаружении аварийных дефектных мест оболочки шарового резервуара, а также после пожара, стихийных бедствий и длительных простоев по решению специализированной организации проводится комплексная оценка физико-механических свойств металла различных зон сварных соединений.
5.8.1.2. Определение химического состава стали проводят в соответствии с требованиями ГОСТ 22536.0-87-ГОСТ 22536.12-87, ГОСТ 22536.14-87 [26] титриметрическим, спектральным или другими методами, обеспечивающими необходимую точность химического анализа.
5.8.1.3. Химический анализ стали проводят после зачистки поверхности металла (пробы) до металлического блеска, исключающей искажение результатов анализа состава металла.
5.8.1.4. При интерпретации результатов химического анализа допускаемые отклонения содержания легирующих элементов в готовом прокате учитывают согласно техническим требованиям к низкоуглеродистым и низколегированным сталям (ГОСТ 27772-88 [27], ГОСТ 380-94 [28], ГОСТ 19281-89 [29] и др.).
5.8.1.5. При комплексной оценке физико-механических свойств основного металла и металла различных зон сварных соединений производится вырезка массивной заготовки в виде круга диаметром 300 мм, содержащей сварной шов.
5.8.1.6. Вырезку металла необходимо проводить из наиболее нагруженных мест, удобных для последующего ремонта.
5.8.1.7. На вырезанную заготовку наносится маркировка (номер резервуара и лепестка), направление прокатки, расположение и характер (вертикальный, заводской, монтажный) шва, указывается внутренняя и внешняя поверхность.
5.8.1.8. Для определения степени повреждения металла под воздействием эксплуатационных факторов и оценки механических свойств металла допускается проводить отбор микропроб размером в соответствии с п. 5.7.5.
5.8.1.9. Микропробы отбираются с внутренней части шарового резервуара механическим (скол, спил, срез), электроэрозионным или иным способом, обеспечивающим получение микропробы требуемых размеров без деформации металла.
5.8.1.10. При выполнении п. 5.8.1.9 рекомендуется отбор микропроб проводить на трех уровнях: в жидкой фазе, газовой фазе и в зоне переменного смачивания. На каждом уровне микропробы отбираются от основного металла и металла шва и (или) околошовной зоны вертикального шва.
5.8.1.11. Количество проб и места их отбора устанавливаются специализированной организацией в зависимости от степени повреждения шарового резервуара, выявленной при проведении обследования.
5.8.1.12. Места отбора микропроб подвергаются механической зачистке до устранения концентраторов напряжений.
5.8.1.13. При вырезке массивной заготовки определяют механические свойства при растяжении (предел текучести, временное сопротивление, относительное удлинение) и ударную вязкость, а также проводят металлографический анализ в целях выявления повреждения (деградации) структуры и наличия микротрещин. При обследовании шаровых резервуаров, испытывающих в процессе эксплуатации малоцикловое нагружение, проводят испытания на малоцикловую усталость по ГОСТ 25859-83 [30].
5.8.1.14. Количество образцов и температуры испытаний устанавливаются специализированной организацией, проводящей обследование с учетом требований ГОСТ 7564-73 [31]. Испытания на статическое растяжение и ударную вязкость проводят по ГОСТ 1497-84 [32] и ГОСТ 9454-78 [24] соответственно.
5.8.2. Оценка прочностных характеристик материала оболочки без вырезки массивной заготовки
5.8.2.1. Характеристики прочности определяют по результатам химического, металлографического и дюрометрического анализа.
5.8.2.2. Твердость стали по методам Виккерса или Бринелля на стационарных твердомерах устанавливают в соответствии с ГОСТ 2999-75 [33] и ГОСТ 9012-59 [34] соответственно. Минимальные размеры проб и требования к подготовке поверхности металла приведены в ГОСТ 2999-75 [33] и ГОСТ 9012-59 [34].
5.8.2.3. Допускается измерение твердости проводить непосредственно на объекте переносными твердомерами статического или динамического типов по
ГОСТ 22761-77 [35] и ГОСТ 18661-73 [36] соответственно. Применение твердомеров других типов разрешается при условии обеспечения необходимой точности измерений.
5.8.2.4. Требования к качеству зачистки поверхности, размеру и плоскости зачищаемой площадки устанавливают в соответствии с техническим паспортом используемого твердомера. При измерении твердости основного металла зачищаемая площадка должна располагаться на расстоянии не менее 100 мм от сварного шва и не далее 300 мм от места отбора пробы.
5.8.2.5. Количество замеров твердости на пробу или точку должно быть не менее трех при использовании стационарных твердомеров, исключая случай существенного (более 10 %) рассеяния значений твердости и обнаружения с помощью переносных твердомеров аномально низких или аномально высоких значений твердости.
5.8.2.6. При существенном рассеянии значений твердости количество измерений увеличивается до 9 на точку.
5.8.2.7. В качестве характеристики твердости стали принимается среднеарифметическое значение.
5.8.2.8. При обнаружении аномально низких или аномально высоких значений твердости устанавливают форму и размер этой области аномальной твердости. Количество замеров устанавливают специалисты, проводящие измерения.
5.8.2.9. При способах отбора микропроб, обеспечивающих полное отсутствие наклепа металла, измерение твердости проводят в соответствии с п. 5.8.2.2, а определение предела текучести допускается проводить в соответствии с ГОСТ 22762-77 [37].
5.8.2.10. Предел текучести сталей в интервале от 200 до 450 МПа рассчитывается по результатам химического и количественного металлографического анализа.
5.8.2.11. Предел текучести низкоуглеродистых и низколегированных сталей (кроме сталей с карбонитридным упрочнением) рассчитывается по формуле
п
lY n+Kvd-1/2,
= (¦
(А«
Ггг, р И- Д О" TJ- >
°0 + 07л)
+
где ^0 - напряжение трения решетки a-железа, для настоящего расчета принимается равным 30 МПа;
^п - напряжение за счет упрочнения стали перлитом, Сп=2,4П, МПа, здесь П - процент перлитной составляющей;
Аот р - напряжение за счет упрочнения твердого раствора легирующими элементами, устанавливаемое по величине их концентрации С - в % по массе легирующих элементов в a-железе (феррите);
АоТ p=4670Cc+n+33СЛ/Г„+86СС;+31 Сп +30Схт;+11 СМо+60С, +39СС„+690СР+3С,+82C™ МПа;
'Т.Р
Ml
"Si
'Cr
¦'Ni
уСи
-Ti’
"Mn
Мо
-Г
'V
1 /9
АОд - напряжение за счет упрочнения дислокациями, оценивается по плотности дислокаций р, где Ao^=5Gbp ' , МПа, - для горячекатаных и
Д
нормализованных сталей допускается принимать Афд= 30 МПа;
d - средний условный диаметр зерна феррита, определяемый по ГОСТ 5639-82 [22];
Д
1/2
КУ=20МПа-мм
5.8.2.12. Предел текучести сталей с карбонитридным упрочнением рассчитывается по формуле
1/2
= (¦
(А
3-Yn +Ksd-V\
сг^р + ДсГд У +
+
где АОд у - напряжение за счет упрочнения стали дисперсными частицами, определяемое по следующему выражению:
fX-D"
„ 0,460^
Дсг_,, =-]п
'ДУ
X-D
2 Ь
где G=8,4-104 МПа - модуль сдвига;
7
b= 2,5-10 мм - вектор Бюргерса;
D - размер (диаметр) дисперсных упрочняющих частиц, мм;
1 - межчастичное расстояние, мм.
5.8.2.13. Погрешность оценки предела текучести не превышает при определении по:
п.5.8.2.9 и п.5.8.2.11 - ±7%;
п.5.8.2.12 - ±10%.
5.8.2.14. Временное сопротивление стали рассчитывается по соотношению
оВ=0,34НВ или sB=0,34(HV).
Для исследуемого класса сталей значения твердости по Виккерсу (HV) и Бринеллю (НВ) принимаются совпадающими.
5.8.3. Дюрометрический метод оценки характеристик прочности материала оболочки
5.8.3.1. При установлении степени охрупчивания металла АТК за счет пластической деформации (наклепа) в зонах изменения формы элемента
конструкции или выявленных зонах концентрации напряжений используется дюрометрический метод (измерение твердости) с применением переносных твердомеров.
5.8.3.2. Определение степени охрупчивания стали в результате пластической деформации устанавливается по соотношению
ATK=A(HV^HVH),
где А=0,16°С/МПа;
3 Э
HV , ПУЭ - твердость стали после эксплуатации на момент обследования и в исходном состоянии (до эксплуатации).
5.8.3.3. При отсутствии сведений о твердости стали в исходном состоянии в качестве ее значения принимается среднее значение трех измерений твердости вне зоны развития пластической деформации (концентрации напряжений) соответствующего элемента конструкции.
5.8.3.4. Степень межзеренного охрупчивания ДТТ& металла определяется по соотношению
7? Э т-i Л ^ ^
гДе -м 5 м - приведенная доля в процентах межзереннои составляющей в хрупком изломе до и после эксплуатации соответственно;
В - коэффициент пропорциональности, а именно В=1,04 °С, Т^=10°С для стали со структурой феррита и феррит+перлит и Т^=20°С для стали со структурой мартенсита и бейнита отпуска, сорбита и троостита.
5.8.3.5. При отсутствии сведений о строении изломов в исходном состоянии следует принять ^ =0.
5.8.3.6. В качестве степени межзеренного охрупчивания металла оболочки принимается наибольшее значение ДТтк одного из его элементов отдельно
для основного металла и металла сварного шва.
5.8.3.7. Для конструкций, выполненных из разнородных материалов, степень межзеренного охрупчивания определяется для каждой стали.
5.8.3.8. Суммарная степень охрупчивания оболочки в пределах зоны пластической деформации определяется по выражению
6. ИСПЫТАНИЯ ШАРОВЫХ РЕЗЕРВУАРОВ НА ПРОЧНОСТЬ И ГЕРМЕТИЧНОСТЬ
6.1. Проверка прочности и герметичности производится путем гидравлических испытаний оболочки шарового резервуара после проведения ремонтных работ по устранению обнаруженных дефектов и повреждений.
6.2. При проведении огневых работ во время ремонта по устранению дефектов и повреждений гидравлические испытания проводятся в обязательном порядке.
6.3. В случае ремонта шарового резервуара без проведения огневых работ гидравлические испытания допускается заменять пневматическими при обязательном условии контроля этого испытания методом акустической эмиссии (раздел 5.6.2).
6.4. Подготовка и проведение гидроиспытаний оболочки проводится в соответствии с требованиями ПБ 10-115-96 [7], ТУ 26-01-150-80 [1].
6.5. Разность температур оболочки шарового резервуара и окружающего воздуха не должна вызывать конденсацию влаги на поверхности оболочки при гидроиспытаниях.
6.6. Максимальное пробное давление при гидроиспытаниях определяется в соответствии с действующей нормативно-технической документацией [7]. Время выдержки при пробном давлении должно быть не менее 10 мин.
6.7. После выдержки шарового резервуара при пробном давлении величину давления необходимо снизить до расчетного и произвести визуальный контроль наружной поверхности оболочки, сварных швов и разъемных соединений.
6.8. Шаровой резервуар считается выдержавшим гидроиспытания, если при этом не обнаружено следующих дефектов: падения давления;
течи на основном металле, в сварных швах и разъемных соединениях;
трещин или признаков разрывов;
видимых остаточных деформаций элементов.
6.9. Результаты гидроиспытаний шарового резервуара оформляются в виде протокола, где указываются его характеристики (номер, емкость, продукт хранения, рабочее давление, марка стали и т.д.), максимальное давление при испытаниях, рабочая среда, результаты испытаний, заключение и фамилии специалистов, проводивших испытания.
7. ОЦЕНКА ТЕХНИЧЕСКОГО СОСТОЯНИЯ ШАРОВЫХ РЕЗЕРВУАРОВ
7.1. По результатам полного технического обследования на основании полученных данных все выявленные дефекты и повреждения должны быть сопоставлены с требованиями действующей нормативно-технической документации и руководящих документов: ТУ 26-01-150-80 [1], ПБ10-115-96 [7], СНиП 3.03.01-87 [38], ОСТ 26-291-94 [39].
7.2. При необходимости оценки однородности данных, полученных в результате полного технического обследования шарового резервуара, применяется статистическая обработка.
7.3. К недопустимым отклонениям относятся следующие дефекты и показатели: следы пропусков на основном металле и сварных швах наружной поверхности;
коррозионное растрескивание в зонах концентрации напряжений (места приварки опор к подкладным листам и подкладных листов опор к оболочке, места приварки лепестков оболочки к сферическому нижнему и верхнему днищам, застойные зоны, места скопления влаги и коррозионных продуктов, места раздела фаз «газ - жидкость», места изменения направления потоков, зоны входных и выходных штуцеров); трещины всех видов в металле сварного шва;
увод и смещение кромок на величину, превышающую требования ТУ 26-01-150-80 [1];
прочностные характеристики металла (временное сопротивление или условный предел текучести) отличаются от нормативных более чем на 5 % в меньшую сторону;
отношение предела текучести к временному сопротивлению свыше 0,75 для легированных сталей и свыше 0,65 для углеродистых; относительное удлинение для легированных сталей менее 17 %, для углеродистых - менее 19 %; трещины, рваные места крепежных деталей опор;
отклонение опор от прямолинейности более 0,2 %;
овальность шарового резервуара в экваториальном сечении превышает 0,5 % диаметра [1];
местные деформации в виде выступов и вмятин более 5 мм при любых толщинах стенки [1];
другие дефекты и отклонения, превышающие требования ТУ 26-01-150-80 [1] и ОСТ 26-291-94 [39].
7.4. Решение вопроса о техническом состоянии шарового резервуара и условиях его дальнейшей безопасной эксплуатации при выявлении отклонений, указанных в п. 7.3, принимается на основании результатов поверочных расчетов на прочность и на устойчивость с учетом изменения формы и геометрических размеров элементов, фактических свойств металла и состояния сварных швов.
7.5. Все выявленные при полном техническом обследовании дефекты и повреждения элементов шарового резервуара, которые могут быть исправлены, должны быть устранены с последующими испытаниями и контрольной проверкой.
7.6. Ремонтные и восстановительные работы конструктивных элементов шарового резервуара и защиты наружной поверхности оболочки должны производиться согласно графику на ремонт в соответствии с требованиями ПБ 10-115-96 [7].
7.7. Ремонт шаровых резервуаров, находящихся под давлением, не допускается.
7.8. Целесообразность ремонта шарового резервуара и сроки его безопасной эксплуатации должны решаться в каждом конкретном случае на основании результатов полного технического обследования и с учетом технико-экономического анализа.
8. РАСЧЕТНАЯ ОЦЕНКА СТАТИЧЕСКОЙ, ХРУПКОЙ И ЦИКЛИЧЕСКОЙ ПРОЧНОСТИ ШАРОВЫХ РЕЗЕРВУАРОВ
8.1. Расчетная оценка прочности производится в целях установления соответствия шарового резервуара требованиям действующих норм прочности и определения условий дальнейшей безопасной эксплуатации.
8.2. Необходимость проведения расчетов на прочность и их методика определяются специализированной организацией, проводящей полное техническое обследование, по результатам полученных данных в ходе обследования.
8.3. Поверочные расчеты шарового резервуара выполняются в соответствии с РД РТМ 26-01-111-78 [40]. Поверочный расчет шарового резервуара на статическую прочность проводится в соответствии с ГОСТ 14249-89 [41], ГОСТ 24755-89 [42], ГОСТ 25221-82 [43], ГОСТ 26202-84 [44]. Поверочный расчет на прочность при малоцикловых нагрузках - в соответствии с ГОСТ 25859-83 [30]. Поверочный расчет на хрупкую прочность - в соответствии со СНиП II-23-81* [45] и Руководства по расчету стальных конструкций на хрупкую прочность [46].
8.4. Шаровой резервуар считается работоспособным, если его основные элементы имеют запасы прочности для статических и малоцикловых условий нагружения не ниже величин, указанных соответственно в ГОСТ 14249-89 [41] и ГОСТ 25859-83 [30].
8.5. Величина допускаемого внутреннего давления Р на момент проведения полного технического обследования зависит от фактических физикомеханических свойств металла элементов оболочки шарового резервуара и толщины стенки:
где j - коэффициент прочности сварного шва;
o=min(oT/nT; Ов/пв) - допускаемое напряжение, МПа;
Лт, Лв - коэффициенты запаса прочности;
здесь от, Ов, - минимальные значения предела текучести и временного сопротивления элементов оболочки (МПа) из сравнения фактических данных,
полученных согласно п. 5.8.2, и данных НД;
Smin - минимальная толщина стенки оболочки по результатам толщинометрии, мм;
Dmax - максимальный внутренний диаметр шарового резервуара по результатам измерений, мм;
8.6. Формула определения величины допускаемого внутреннего давления Р (п. 8.5) применима для идеальной сферической оболочки. При определении
допускаемых напряжений s (п. 8.5) необходимо учитывать краевые эффекты (вызванные сопряжением со сферической оболочкой патрубков, опор, люков и др.) коэффициентами концентрации напряжений [30]. Величина коэффициентов концентрации напряжений определяется в каждом конкретном случае.
8.7. При неудовлетворительных результатах расчетной оценки прочности шарового резервуара с дефектами дефектные места подлежат ремонту с обязательным последующим обследованием. При невозможности устранения дефектов дальнейшая эксплуатация шарового резервуара не допускается. При удовлетворительных результатах расчетной оценки прочности шарового резервуара с дефектами условия его дальнейшей безопасной эксплуатации определяются специализированной организацией.
9. ОЦЕНКА ОСТАТОЧНОГО РЕСУРСА БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ И НАЗНАЧЕНИЕ СРОКОВ СЛЕДУЮЩИХ ПОЛНЫХ
ТЕХНИЧЕСКИХ ОБСЛЕДОВАНИЙ ШАРОВЫХ РЕЗЕРВУАРОВ
9.1. Оценка остаточного ресурса безопасной эксплуатации шарового резервуара производится на основании результатов полного технического обследования:
по данным наружного и внутреннего осмотра металлоконструкций; по данным геодезических измерений опорных стоек; по данным неразрушающих методов контроля оболочки;
по фактическим физико-механическим характеристикам, химическому составу и структурному состоянию материала оболочки;
по результатам металлографических и электронно-фрактографических исследований структурного и коррозионного состояния основного металла и материала сварных швов оболочки;
по результатам испытания оболочки на прочность и герметичность; по результатам расчетной оценки статической, хрупкой и циклической прочности.
9.2. Оценка остаточного ресурса безопасной эксплуатации определяется типом основного повреждающего фактора, действующего на шаровой резервуар в процессе эксплуатации и установленного по результатам полного технического обследования и анализа условий предшествующей эксплуатации.
9.3. Для сосудов, работающих под давлением, трещины в элементах оболочки не допускаются, поэтому основным критерием предельного состояния является уменьшение толщины стенок элементов из-за коррозии (или эрозии) до предельной величины, ниже которой не обеспечивается необходимый запас его несущей способности.
9.4. Оценка остаточного ресурса безопасной эксплуатации шарового резервуара по развитию коррозионных повреждений осуществляется только при наличии поверхностной коррозии оболочки, без наличия коррозионного растрескивания и локальной коррозии, недопустимых при его эксплуатации.
9.5. Оценка остаточного ресурса безопасной эксплуатации шарового резервуара, эксплуатирующегося в условиях статического нагружения, где основным повреждающим фактором являются коррозионно-эрозионные процессы, производится по формуле
T=^-S6p)/C,
где Т - расчетный ресурс, годы;
Sф - фактическая толщина элемента, мм;
Sgp - отбраковочная толщина элемента, мм;
С - скорость коррозии (или эрозионного износа), мм/год.
9.6. За фактическую величину Sф принимается минимальное значение из полученных данных по толщинометрии, проводимой при полном техническом
обследовании. Отбраковочная толщина Sgp определяется согласно РД РТМ 26-01-111-78 [40] с учетом концентрации напряжений, создаваемых дефектами
формы и другими дефектами, а также с учетом фактических свойств металла по результатам полного технического обследования, как большее из двух значений, рассчитанных для рабочих условий и условий гидравлических испытаний.
9.7. Для элементов оболочки величина Sgp вычисляется по формуле
PHD
- max
¦ и.
2ф<т- P} ’ 2(рстл - Pj
P,D
где Pp и Рн - расчетное давление и давление при испытаниях, МПа;
D - внутренний диаметр шарового резервуара, м;
j - коэффициент прочности сварного шва (для автоматической дуговой электросварки ф=1,0);
s и - допускаемое напряжение в рабочих условиях, определяемое согласно п. 8.6, и при испытаниях соответственно, МПа;
9.8. Для цилиндрических элементов шарового резервуара (горловин люков и патрубков) Sgр вычисляется по формуле
Р/
- max
2<р<т- PF ’ 2<р<тн - Рн
где d - внутренний диаметр горловины люка или патрубка, м.
9.9. За скорость коррозии С (мм/год) принимается максимальное из двух значений: по паспорту шарового резервуара для данного продукта хранения либо исходя из разницы начальной толщины элемента и последних данных толщинометрии, полученных при полном техническом обследовании, деленной на срок эксплуатации.
9.10. Оценка остаточного ресурса безопасной эксплуатации производится для каждого нагруженного элемента шарового резервуара, за ресурс шарового резервуара принимается минимальное из полученных значений для отдельных элементов, но не более 8 лет.
9.11. Для шаровых резервуаров, эксплуатирующихся в условиях малоциклового нагружения, основным повреждающим фактором является малоцикловая усталость металла, поэтому оценка остаточного ресурса безопасной эксплуатации выполняется по ГОСТ 25859-83 [30]. Если расчетный ресурс превышает 8 лет, то он принимается равным 8 годам.
9.12. Для шаровых резервуаров, эксплуатирующихся при воздействии других основных повреждающих факторов, включая охрупчивание металла в процессе эксплуатации, схема расчета ресурса определяется специалистами, выполняющими полное техническое обследование.
9.13. Сроки проведения очередного полного технического обследования назначаются в зависимости от агрессивности продукта хранения согласно табл.
4.
Таблица 4
| Объем, м3 | Диаметр, м | Наименование продукта хранения | Расчетное избыточное давление, МПа | Толщина оболочки, мм | Масса оболочки, т | Материал ГОСТ, ТУ | Периодичность обследования, лет* | |
|
номинальный |
геометрический | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 600 | 606 | 10,5 | ЛВЖ |
0,25 | 16,0 | 46,0 |
09Г2С-12-15, ГОСТ 5520-79* | 10 |
| Сжиженные газы (бутан, бутадиен, изобутилен) | 0,6 |
16,0 | 46,0 | То же | 6 | |||
| Жидкий аммиак | 0,6 | 16,0 | 46,0 | » | 6 | |||
| Сжатые газы (азот, воздух, инертные) | 0,8 | 16,0 | 46,0 | » | 8 | |||
| Тоже | 1,0 |
20,0 | 57,5 | » | 8 | |||
| Легкие углеводороды сжиженные | 1,2 | 24,0 | 69,0 |
» | 8 | |||
|
Сжиженный пропан | 1,8 |
34,0 | 96,0 | » | 6 | |||
| Сжиженный гелий | 1,8 | 34,0 |
96,0 | » | 8 |
|||
| Агрессивные продукты (варочная кислота, соляная) |
0,6 | 22,0 | 63,0 |
09Е2С10Х17Н13МЭГ двухслойная, ГОСТ10885-85* | 8 | |||
|
2000 | 2145 | 16,0 |
ЛВЖ | 0,25 | 16,0 | 104 | 09Г2С-12-15, ГОСТ 5520-79* | 10 |
| Сжиженные газы (бутан, бутадиен, изобутилен) | 0,6 |
20,0 | 134 | Тоже | 6 | |||
| Жидкий аммиак | 0,6 | 20,0 | 134 |
» | 4 | |||
| Сжатые газы (инертные, воздух) | 1,2 0,7 |
36.0 22.0 | 241 144 |
» | 8 8 | |||
| Вакуумные резервуары | 22,0 |
144 | » | 8 |
* В случае обнаружения трещиноподобных дефектов в зоне сварных соединений, возникших в процессе эксплуатации, величина срока последующих обследований уменьшается на 2 года.
10. ОФОРМЛЕНИЕ И ВЫДАЧА ЗАКЛЮЧЕНИЯ ЭКСПЕРТИЗЫ ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ ПО РЕЗУЛЬТАТАМ ПОЛНОГО
ТЕХНИЧЕСКОГО ОБСЛЕДОВАНИЯ
10.1. На выполненные при полном техническом обследовании шарового резервуара работы организации, проводившие их, составляют первичную документацию согласно СНиП 3.03.01-87 [38] (акты, эскизы элементов металлоконструкций с фиксацией дефектов, протоколы, журналы, ведомости дефектов, расчеты и т.п.), на основании которой в соответствии с требованиями ПБ 03-246-98 [51] оформляется Заключение экспертизы промышленной безопасности о возможности и условиях дальнейшей безопасной эксплуатации шарового резервуара, необходимости его ремонта или исключения из эксплуатации. Первичная документация хранится у исполнителя.
10.2. По результатам полного технического обследования состояния шарового резервуара экспертная организация выдает предприятию-владельцу Заключение экспертизы промышленной безопасности о возможности эксплуатировать шаровой резервуар при заданных технологических параметрах с установлением срока его безопасной эксплуатации, а также приложение, содержащее расчетную оценку прочности, акты, протоколы и заключения, указанные в п. 10.3 настоящей Инструкции.
10.3. Приложение Заключения экспертизы промышленной безопасности должно содержать следующие документы:
протокол визуального наружного и внутреннего осмотра (приложение 5);
протокол геодезических измерений опорных плит стоек (приложение 10);
протокол акустико-эмиссионного контроля (приложение 2);
протоколы неразрушающего метода контроля основного металла и металла сварных соединений (приложения 6, 7, 8, 9);
протокол ультразвуковой толщинометрии (приложения 3, 4);
заключение о качестве стали (по результатам оценки прочности дюрометрическим методом, по определению фактических механических характеристик, химического состава, металлографическим и электронно-фрактографическим исследованиям структурного и коррозионного состояния основного металла и материала сварных швов оболочки);
протокол гидравлических испытаний.
10.4. Заключение экспертизы промышленной безопасности о возможности дальнейшей безопасной эксплуатации шарового резервуара при допустимом технологическом регламенте его работы выдается только экспертной организацией. Титульный лист Заключения экспертизы промышленной безопасности на техническое состояние металлоконструкций шарового резервуара представлен в приложении 12.
Приложение 1
Справочное
Термины и определения
Акустико-эмиссионный контроль целостности оболочки - выявление дефектов (коррозионных и усталостных трещин, зон пластической деформации), развивающихся во время нагружения.
Безопасная эксплуатация шарового резервуара - система мер, обеспечивающих предупреждение аварий строительных конструкций путем систематических технических осмотров конструкций и их инструментальное освидетельствование.
Визуальный наружный и внутренний осмотр - осмотр металлоконструкций шарового резервуара с наружной и внутренней стороны в целях выявления и определения размеров поверхностных дефектов и коррозионных повреждений в основном металле и сварных соединениях.
Дефект - неисправность, возникающая в конструкции на стадии ее изготовления, транспортировки, монтажа и эксплуатации.
Деформация конструкций - изменение формы и размеров конструкций (или части ее), а также потеря устойчивости под влиянием нагрузок и воздействий.
Деформация основания - деформация, возникающая в результате передачи усилий от сооружения на основание или изменения физического состояния грунта основания в период эксплуатации.
Заключение - документ, указывающий о сроках и условиях дальнейшей безопасной эксплуатации шарового резервуара, который выдает специализированная организация по результатам проведения полного технического обследования и определения прогнозируемого остаточного ресурса.
Нагрузка - механическое воздействие, мерой которого является сила, характеризующая величину и направление этого воздействия и вызывающая изменения напряженно-деформируемого состояния конструкций сооружения и его основания.
Надежность - свойство (способность) сооружения, а также его несущих и ограждающих конструкций выполнять заданные функции в период эксплуатации.
Неразрушающий метод контроля основного металла и сварных соединений - выявление внутренних дефектов основного металла и сварных швов при использовании методов, указанных в разделе 5.6 настоящей Инструкции (АЭ-контроль, цветная и ультразвуковая дефектоскопия, ультразвуковая толщинометрия, радиографический метод, метод магнитной памяти металла, магнитопорошковый метод, вакуумный (пузырьковый) метод, вихретоковый метод, метод керосиновой пробы).
Отклонение - отличие фактического значения любого из параметров технического состояния от требований норм, проектной документации или требований обеспечения технического процесса.
Отклонения недопустимые - отклонения, которые создают препятствия нормальной эксплуатации конструкций или вносят такие изменения в расчетную схему, учет которых требует усиления конструкций.
Оценка технического состояния конструкций - оценка проводится по результатам технического обследования и включает: поверочный расчет конструкций с учетом обнаруженных дефектов и повреждений, фактических и прогнозируемых нагрузок, воздействий и условий эксплуатации.
Охрупчивание - повышение хрупкости металла в связи с изменением его свойств в результате старения, понижения температуры или высокой скорости нагружения.
Периодический контроль технического состояния - комплекс работ, проводимых персоналом предприятия - владельца шарового резервуара с использованием штатного приборного оборудования, в целях своевременного обнаружения неполадок, принятия мер по их устранению и поддержанию работоспособности резервуара между очередными полными техническими обследованиями.
Повреждение - отклонение качества, формы и фактических размеров элементов и конструкций от требований нормативных документов или проекта, возникающее в процессе эксплуатации.
Полное техническое обследование - проведение комплекса технических мероприятий по неразрушающему и разрушающему методам контроля, исследованию коррозионного состояния, анализу прочности и др., которые позволяют определить соответствие шарового резервуара требованиям действующей нормативно-технической документации, направленным на обеспечение безопасной эксплуатации.
Прогнозируемый остаточный ресурс безопасной эксплуатации - продолжительность эксплуатации шарового резервуара отданного момента времени до его предельного состояния.
Срок службы резервуара - продолжительность эксплуатации резервуара в календарных годах до перехода в предельное состояние.
Старение металлов - изменение свойств металлов, протекающее либо самопроизвольно при нормальных условиях (естественное старение), либо при нагреве (искусственное старение) и приводящее к увеличению их прочности и твердости одновременно с уменьшением пластической и ударной вязкости.
Твердость - свойство материалов сопротивляться пластической деформации или хрупкому разрушению в поверхностном слое при местных контактных
силовых воздействиях.
Техническая диагностика - научная дисциплина, выявляющая причины возникновения отказов и повреждений, разрабатывающая методы их обнаружения и оценки. Цель диагностики - разработка способов и средств оценки технического состояния сооружений.
Усиление - увеличение несущей способности или жесткости конструкции путем изменения сечений или схемы ее работы.
Усилия - внутренние силы, возникающие в поперечном сечении элемента конструкций от внешних нагрузок и воздействий (продольная и поперечная силы, изгибающий и крутящий моменты).
Усталость материалов - изменение механических и физических свойств материала под длительным действием циклических изменяющихся во времени напряжений и деформаций.
Устойчивость сооружения - способность сооружения противостоять усилиям, стремящимся вывести его из исходного состояния статического или динамического равновесия.
Хрупкость - способность твердых тел разрушаться при механических воздействиях без заметной пластической деформации (свойство, противоположное пластичности).
Шаровые резервуары и газгольдеры - сосуды объемом от 25 до 2000 м3 для хранения продуктов в сжиженном или газообразном состоянии под давлением от 0,25 до 1,8 МПа.
Экспертная организация - организация, имеющая лицензию Госгортехнадзора России на проведение экспертизы промышленной безопасности в соответствии с действующим законодательством.
Эксплуатационно-техническая документация - комплекс руководящих и рабочих документов, которыми руководствуется служба надзора по эксплуатации сооружений.
Элемент резервуара - сборная единица шарового резервуара, предназначенная для выполнения одной из основных функций резервуара.
Приложение 2
Справочное
ПРОТОКОЛ
акустико-эмиссионного контроля шарового резервуара _во время гидро(пневмо) испытаний
1. Контролируемый объект
Наименование_
Организация-изготовитель_
Заводской номер_
Дата изготовления_
Эксплуатирующая организация_
Регистрационный номер_
Объем_
Максимальное рабочее давление_
Рабочая среда_
Материал частей шарового резервуара:
лепестков _
днища_
Максимальное давление при испытаниях на прочность:
Дата последнего обследования:_
2. Аппаратура и методика испытаний
Датчики_
Способ крепления датчиков_
Предусилители_
Акустико-эмиссионная аппаратура_
Режимы работы АЭ-системы_
Способ нагружения_
Максимальное давление_
Дата проведения испытаний_
3. Результаты испытаний
4. Заключение
5. Приложение
Акустико-эмиссионный контроль проводили:
Ф.И.О._
_(квалификационный уровень, № удостоверения)
Приложение 3
Справочное
ПРОТОКОЛ №_
ультразвуковой толщинометрии
Наименование аппарата_
Регистрационный №_
Тип элемента_
Метод проверки_
Примечание_
| № п/п |
Паспортная толщина, мм |
Фактическая толщина, мм | |||||
|
Замер | Дата |
Замер | Дата |
Замер | Дата | ||
Приложение. Схема расположения точек измерения.
Ультразвуковую толщинометрию проводили:
Ф.И.О._
_(квалификационный уровень, № удостоверения)
Приложение 4
Справочное
Схема расположения точек измерения толщины стенок резервуара
Развертка корпуса
ПРОТОКОЛ №_
Приложение 5
Справочное
визуального наружного и внутреннего осмотра шарового резервуара
Организация-изготовитель_
Заводской номер_
Дата изготовления_
Эксплуатирующая организация_
Регистрационный номер_
Объем
Максимальное рабочее давление_
Рабочая среда_
Состояние шарового резервуара и обнаруженные дефекты
|
Элемент контроля | Наружная поверхность | Внутренняя поверхность | Сварные соединения |
| Оболочка | |||
| Нижнее днище | |||
|
Верхнее днище |
Приложение. Схема расположения дефектов шарового резервуара. Визуальный осмотр проводили:
Ф.И.О.
«_»_200 г.
Приложение 6
Справочное
ПРОТОКОЛ №_
контроля качества сварных швов цветной дефектоскопией
Наименование аппарата_
Регистрационный №_
Заказчик_
Тип дефектоскопического комплекта_
Оценка качества по_
(наименование и номер технической документации)
Чувствительность_
| № п/п |
Номер сварного шва по схеме |
Вид контроля (первич., вторич.) |
Дата | Описание дефектов | Оценка качества |
Приложение. Схема расположения сварных швов, контролируемых методом цветной дефектоскопии.
Цветную дефектоскопию проводили:
Ф.И.О.
_(квалификационный уровень, № удостоверения)
Приложение 7
Справочное
ПРОТОКОЛ №_
ультразвукового контроля сварных соединений
Наименование аппарата_
Регистрационный №_
Заказчик_
Тип прибора_
Рабочая частота прибора_
Угол ввода_
Условная чувствительность_
|
№ п/п | Объект контроля | № по схеме |
Толщина, мм | Оценка, дефектов согласно ГОСТ |
Дата | Примечание |
Приложение. Схема расположения объектов контроля.
Ультразвуковой контроль проводили:
Ф.И.О._
__________ (квалификационный уровень, № удостоверения)
Приложение 8
Справочное
ПРОТОКОЛ №_
радиографического контроля сварных соединений
Наименование аппарата_
Регистрационный №_
Заказчик_
Тип прибора_
Результаты испытаний
| № п/п | № шва |
Клеймо сварщика |
Пленка |
Чувствительность снимка | Обнаружено дефектов | Соответствие требованиям ГОСТ | |
| № | Размер | ||||||
| i |
Приложение. Схема расположения сварных швов, контролируемых радиографическим методом.
Руководитель работ_
Испытания производили_
(квалификационный уровень, № удостоверения)
" " 200 г.
Приложение 9
Справочное
ПРОТОКОЛ №_
магнитопорошкового контроля поверхности материала оболочки
шарового резервуара
Наименование аппарата_
Регистрационный №_
Заказчик_
Дефектоскоп _
Магнит, способ намагничивания, способ нанесения порошка, чувствительность, образец, освещенность и т.д._
Результаты контроля
|
Расположение контрольного участка | № схем | Обозначение по схеме | Описание дефектов |
Приложение. Схема расположения контрольных участков.
Контроль проводили:
Ф.И.О._
_(квалификационный уровень, № удостоверения)
« » 200 г.
Приложение 10
Справочное
ПРОТОКОЛ №_
геодезических измерений опорных плит стоек шарового резервуара
Наименование аппарата_
Регистрационный №_
Заказчик_
Тип нивелира_
| № опоры |
Пустой резервуар |
Заполненный резервуар |
Допустимое значение, мм |
||
| Относительная отметка, мм | Разность отметок смежных точек, мм | Относительная отметка, мм | Разность отметок смежных точек, мм | ||
| 1 | |||||
| 2 | |||||
| 3 | |||||
| 4 | |||||
| 5 |
|||||
|
6 | |||||
| 7 | |||||
| 8 | |||||
| 9 | |||||
| 10 | |||||
| 11 | |||||
| 12 |
|||||
Приложение. Профиль нивелировки опорных плит стоек шарового резервуара.
Геодезические измерения проводили:
Ф.И.О.
200
г
Приложение 11
Справочное
СОГЛАСОВАНО УТВЕРЖДАЮ
Руководитель округа Руководитель экспертной
Госгортехнадзора России организации
« » 200 г « » 200
г
ПРОГРАММА
полного технического обследования для определения ресурса дальнейшей безопасной эксплуатации шарового резервуара
1. Общие положения_
2. Состав работ:
2.1. Подготовка шарового резервуара к полному техническому обследованию (выполняется силами предприятия-заказчика): освобождение от продукта, установка заглушек, удаление остатков продукта, зачистка внутренней поверхности резервуара, монтаж освещения, подготовка сварных швов и основного металла для проведения неразрушающих методов контроля качества и металлографических исследований.
2.2. Подбор и анализ проектной, исполнительной, эксплуатационной документации, механической нагруженности шарового резервуара, предписаний надзорных органов.
2.3. Визуальный наружный и внутренний осмотр конструкционных элементов шарового резервуара с выявлением мест эксплуатационных и монтажных повреждений и мест отбора проб металла. Составление дефектных ведомостей.
2.4. Акустико-эмиссионный контроль оболочки шарового резервуара для выявления зон пластической деформации, дефектов, склонных к развитию при рабочих нагрузках, и их локализация.
2.5. Дефектоскопия сварных швов и оболочки шарового резервуара неразрушающими методами контроля (цветная и ультразвуковая дефектоскопия, радиографический и магнитопорошковый метод, ультразвуковая толщинометрия, метод магнитной памяти металла, вакуумный (пузырьковый) метод, вихретоковый метод, метод керосиновой пробы).
2.6. Ультразвуковая толщинометрия элементов шарового резервуара для определения величин коррозионного износа и зон расслоения металла.
2.7. Геодезические измерения опорных плит стоек шарового резервуара в целях определения неравномерности осадки фундамента.
2.8. Определение механических свойств основного металла и материала сварных швов дюрометрическим методом. Отбор проб, определение химического состава материала оболочки, металлографическое и электронно-фрактографическое исследование основного металла и материала сварных швов в целях выявления структурных изменений и установления степени охрупчивания.
2.9. Испытания шарового резервуара на прочность и герметичность.
2.10. Расчетно-экспериментальная оценка остаточного ресурса.
3. Составление Заключение экспертизы промышленной безопасности, определение условий безопасной эксплуатации, срока следующего полного технического обследования шарового резервуара.
4. Данные специализированной организации:
наименование специализированной организации_
регистрационный номер лицензии_
дата выдачи лицензии_
срок действия лицензии_
лицензия действует до_
лицензия действует на территории лицензия выдана
Приложение 12
Справочное
Наименование специализированной организации, проводившей полное техническое обследование
ЗАКЛЮЧЕНИЕ ЭКСПЕРТИЗЫ ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ НА
3
Техническое состояние металлоконструкций шарового резервуара объемом_м
позиции_для хранения_
на
(наименование предприятия) Рег. №
Руководитель специализированной организации " 200 г.
м. п.
Город
Приложение 13
Справочное
ЛИТЕРАТУРА
1. ТУ 26-01-150-80. Резервуары шаровые. Технические условия.
2. ГОСТ 5520-79*. Сталь листовая углеродистая низколегированная и легированная для котлов и сосудов, работающих под давлением.
3. ТУ 14-1-4853-82. Прокат толстолистовой стойкий к коррозионному растрескиванию.
4. ГОСТ 7350-77*. Сталь толстолистовая коррозионностойкая, жаростойкая и жаропрочная. Технические условия.
5. ГОСТ 10885-85*. Сталь листовая горячекатаная двухслойная коррозионностойкая. Технические условия.
6. Методические указания по выдаче специальных разрешений (лицензий) на виды деятельности, связанные с обеспечением безопасности при эксплуатации объектов котлонадзора и подъемных сооружений (РД 09-54-94).
7. Правила устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96).
8. Сосуды, аппараты, котлы и технологические трубопроводы. Акустико-эмиссионный метод контроля (РД 03-131-97).
9. Методика экспресс-диагностики сосудов и аппаратов с использованием магнитной памяти металла. Утв. Госгортехнадзором России 18.01.95.
10. ГОСТ 18442-80. Контроль неразрушающий. Капиллярные методы. Общие требования.
11. ОСТ 26-5-88. Контроль неразрушающий. Цветной метод контроля сварных соединений, наплавленного и основного металла.
12. ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
13. ОСТ 26-2044-10-83. Швы стыковых и угловых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового
контроля.
14. ГОСТ 7512-82. Сварные соединения. Радиографический метод.
15. ОСТ 26-1103-84. Швы сварные соединений сосудов и аппаратов, работающих под давлением. Радиографический метод контроля.
16. ГОСТ 21105-87. Контроль неразрушающий. Магнитопорошковый метод.
17. ГОСТ 24289-80. Контроль неразрушающий вихретоковый. Термины и определения.
18. ГОСТ 3242-79. Соединения сварные. Методы контроля качества.
19. ГОСТ 11128-65. Контроль неразрушающий. Метод керосиновой пробы.
20. ГОСТ 28702-90. Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования.
21. ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики.
22. ГОСТ 5639-82. Стали и сплавы. Методы выявления и определения величины зерна.
23. ГОСТ 5640-82. Сталь. Металлографический метод оценки микроструктуры листов и ленты.
24. ГОСТ 9454-78. Металлы. Метод испытания на ударный изгиб при пониженной, комнатной и повышенной температуре.
25. МР 5-81. Расчеты на прочность в машиностроении. Фрактографический метод определения критической температуры хрупкости металлических материалов. ВНИИМАШ, М., 1981.
26. ГОСТ 22536.0-87-ГОСТ 22536.12-87, ГОСТ 22536.14-87. Сталь углеродистая и чугун нелегированный. Методы анализа.
27. ГОСТ 27772-88. Прокат для строительных стальных конструкций. Общие технические условия.
28. ГОСТ 380-94. Сталь углеродистая обыкновенного качества. Марки.
29. ГОСТ 19281-89. Прокат из стали повышенной прочности. Общие технические условия.
30. ГОСТ 25859-83. Сосуды и аппараты стальные. Нормы и методы расчета на прочность при малоцикловых нагрузках.
31. ГОСТ 7564-73. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний.
32. ГОСТ 1497-84. Металлы. Методы испытаний на растяжение.
33. ГОСТ 2999-75. Металлы и сплавы. Метод измерения твердости по Виккерсу.
34. ГОСТ 9012-59. Металлы. Методы испытаний. Измерение твердости по Бринеллю.
35. ГОСТ 22761-77. Металлы и сплавы. Метод измерения твердости по Бринеллю переносными твердомерами статического действия.
36. ГОСТ 18661-73. Сталь. Измерение твердости методом ударного отпечатка.
37. ГОСТ 22762-77. Металлы и сплавы. Метод измерения твердости на пределе текучести вдавливанием шара.
38. СНиП 3.03.01-87. Несущие и ограждающие конструкции.
39. ОСТ 26-291-94. Сосуды и аппараты стальные сварные. Общие технические требования.
40. Резервуары шаровые стальные сварные. Методы расчета на прочность (РД РТМ 26-01-111-78).
41. ГОСТ 14249-89. Сосуды и аппараты. Нормы и методы расчета на прочность.
42. ГОСТ 24755-89. Сосуды и аппараты. Нормы и методы расчета на прочность укрепления отверстий.
43. ГОСТ 25221-82. Сосуды и аппараты. Днища и крышки сферические неотбортованные. Нормы и методы расчета на прочность.
44. ГОСТ 26202-84. Нормы и методы расчета на прочность обечаек и днищ от воздействия опорных нагрузок.
45. СНиП Н-23-81*. Стальные конструкции.
46. Руководство по расчету стальных конструкций на хрупкую прочность, ЦНИИПСК им. Мельникова. М., 1983.
47. ГОСТ 12.2.003-91 ССБТ. Оборудование производственное. Общие требования безопасности.
48. Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств (ПБ 09-17097).
49. Правила безопасности для складов сжиженных углеводородных газов и легковоспламеняющихся жидкостей под давлением (ПБ 03-110-96).
50. И5-94. Инструкция по восстановлению паспорта сосуда. Подготовлена НИИхиммаш 24.11.94 г., согласована с Госгортехнадзором России 03.06.95 г.
51. Правила проведения экспертизы промышленной безопасности (ПБ 03-246-98). Вып. 1. ГГТН РФ, НТЦ «Промышленная безопасность», 1999.
ФЕДЕРАЛЬНЫЙ ГОРНЫЙ И ПРОМЫШЛЕННЫЙ НАДЗОР РОССИИ (ГОСГОРТЕХНАДЗОР РОССИИ)
ИНСТРУКЦИЯ
ПО ПРОВЕДЕНИЮ КОМПЛЕКСНОГО ТЕХНИЧЕСКОГО ОСВИДЕТЕЛЬСТВОВАНИЯ ИЗОТЕРМИЧЕСКИХ
РЕЗЕРВУАРОВ СЖИЖЕННЫХ ГАЗОВ
РД 03-410-01 Москва ГОСУДАРСТВЕННОЕ УНИТАРНОЕ ПРЕДПРИЯТИЕ «НАУЧНО-ТЕХНИЧЕСКИЙ ЦЕНТР ПО БЕЗОПАСНОСТИ В ПРОМЫШЛЕННОСТИ ГОСГОРТЕХНАДЗОРА РОССИИ» 2001
Инструкция вводится в целях установления для всех экспертных и эксплуатирующих организаций единых требований по проведению экспертизы промышленной безопасности: шаровых резервуаров и газгольдеров для хранения сжиженных газов под давлением (РД 03-380-00 - разработчики: НПК Изотермик, ЦНИИПСК им. Мельникова, Уралхиммаш. Авт. колл.: А. А. Шаталов, Ю.А. Дадонов, В.С. Котельников, Х.М. Ханухов, С.В. Зимина, Е.Ю. Дорофеев, И.В. Гулевский, А.А. Дубов, А.Е. Воронецкий, В.М. Горицкий, Н.Е. Демыгин, И.Д. Грудев, Л.И. Осокин, А.И. Засыпкин, А.Ф. Гуйда); изотермических резервуаров сжиженных газов (РД 03-410-01 - разработчики: НПК Изотермик, ЦНИИПСК им. Мельникова, Северодонецкий Оргхим, НИАП, ГИАП, ГИАП-Дистцентр, ПИИ «Фундаментпроект», Теплопроект. Ав. колл.: А.А. Шаталов, Ю.Д. Комолов, Х.М. Ханухов, А.Е. Воронецкий, Е.Ю. Дорофеев, В.М. Горицкий, Б.М. Гусев, Б.П. Сергеев, В.В. Левченко, В.А. Блохин, В.М. Лебедев, А.А. Дубов, В.Н. Марченко, Н.И. Азаров, Ю.З. Массарский, Б.М. Шойхет, А.В. Горностаев); железобетонных резервуаров для нефти и нефтепродуктов (РД 03-420-01 - разработчики НПК Изотермик. Авт. колл.: Н.Д. Богатов, В.Т. Гладких, Х.М. Ханухов, А.Е. Воронецкий, Е.А. Гузеев, Е.Ю. Дорофеев).
Утверждена постановлением Госгортехнадзора России от 20.07.01 № 32 Введена в действие 01.01.02
ИНСТРУКЦИЯ
ПО ПРОВЕДЕНИЮ КОМПЛЕКСНОГО ТЕХНИЧЕСКОГО ОСВИДЕТЕЛЬСТВОВАНИЯ ИЗОТЕРМИЧЕСКИХ РЕЗЕРВУАРОВ СЖИЖЕННЫХ
РД 03-410-01
1.1. Требования настоящей Инструкции распространяются на проведение комплексного технического освидетельствования вертикальных цилиндрических стальных изотермических резервуаров (далее - ИР) наземного типа отечественной и импортной поставки для хранения сжиженных газов.
1.2. Настоящая Инструкция содержит основные требования, объемы и методы выполнения организационных и технических мероприятий, необходимых для проведения комплексного технического освидетельствования ИР.
1.3. Основной целью комплексного технического освидетельствования является определение технического состояния, возможности дальнейшей безопасной эксплуатации, сроков последующих обследований, необходимости ремонта или исключения из эксплуатации ИР.
1.4. Комплексное техническое освидетельствование включает следующее: периодический наружный осмотр технического состояния ИР в режиме эксплуатации; полное техническое освидетельствование ИР в режиме выведения его из эксплуатации.
1.5. В отдельных случаях экспертной организацией проводится частичное освидетельствование ИР в режиме эксплуатации (разд. 6), по результатам которого возможно продление сроков эксплуатации до очередного полного технического освидетельствования ИР по согласованию с органами Госгортехнадзора России (п. 3.5).
1.6. Полному техническому освидетельствованию подлежат следующие элементы ИР: наружная металлическая емкость;
внутренняя металлическая емкость;
теплоизоляция между внутренней и наружной емкостями; теплоизоляция наружной поверхности стен и крыши (для одностенных ИР);
технологическое оборудование (компрессоры, насосы, теплообменная аппаратура, газгольдеры), трубопроводы, запорная и регулирующая арматура, предохранительные и дыхательные клапаны, опоры трубопроводов, фланцевые соединения, теплоизоляция оборудования и трубопроводов, система заземления и молниезащиты;
вспомогательные металлические конструкции (лестницы обслуживающие, переходные площадки, эстакады, колонны); грунты основания и железобетонный фундамент; анкерные крепления.
1.7. По результатам полного и (или) частичного технического освидетельствования осуществляется оценка остаточного ресурса и выдача заключения экспертизы промышленной безопасности о возможности дальнейшей эксплуатации ИР.
2. КОНСТРУКТИВНЫЕ РЕШЕНИЯ, ОСНОВНЫЕ ПАРАМЕТРЫ ИР
2.1. ИР предназначен для хранения жидкого аммиака и сжиженных углеводородных газов (пропана, бутана, изобутана, этилена, пропилена, широкой фракции легких углеводородных газов) при постоянной низкой температуре, обеспечивающей избыточное давление насыщенных паров в пределах 0,0040,008 МПа.
2.2. По конструктивным решениям ИР подразделяются на одностенные и двустенные, изготовленные полистовым, укрупненно-полистовым или рулонированным способом.
2.3. Для изготовления ИР с температурой хранения продуктов до -63 °С применяется низколегированная сталь [1], а с температурой хранения продуктов ниже -63 °С - железоникелевые сплавы [2].
2.4. Одностенный ИР представляет собой вертикальный цилиндрический резервуар с наружной тепловой изоляцией (приложение 17).
2.5. Двустенный ИР представляет собой сооружение, состоящее из двух резервуаров - внутреннего, где непосредственно хранится сжиженный газ, и наружного. Внутренний резервуар концентрически расположен относительно наружного. Наружный резервуар предохраняет теплоизоляцию от повреждения и проникания влаги.
2.6. Наружный резервуар изготовляется из низкоуглеродистой стали и рассчитывается на избыточное давление и на вакуум. При расчете учитываются атмосферные нагрузки (снег, ветер), вес теплоизоляции и несомых конструкций.
2.7. Толщина стенки наружного резервуара принимается постоянной по высоте из расчета на устойчивость.
2.8. Внутренний резервуар рассчитывается на гидростатическую нагрузку, на вакуум и на внешнее давление сыпучего изоляционного материала (как правило, перлита). Для обеспечения устойчивости корпуса резервуара предусматриваются кольцевые ребра жесткости.
2.9. Стенка и днище внутреннего резервуара собираются из крупногабаритных листов. В конструкции днища применяются либо односторонние нахлесточные соединения, либо стыковые на подкладке. Окрайки шириной 600-900 мм сваривают встык.
2.10. В конструкциях двустенных ИР как отечественной, так и импортной поставки межстенное пространство между резервуарами заполнено тепловой изоляцией из вспученного перлитового песка; в конструкции отечественной поставки дополнительно устраивается компенсационный слой по наружной поверхности внутреннего резервуара из эластичного минерального войлока в обкладке из металлической сетки. Компенсационный слой теплоизоляции стенки частично компенсирует температурные деформации конструкций внутреннего резервуара.
2.11. Двустенные ИР изготовляются в двух вариантах: с самонесущей внутренней крышей (приложение 18); с подвесной внутренней крышей (приложение 19).
2.12. В двустенном ИР с подвесной крышей пары продукта свободно проникают в межстенное пространство через специальные отверстия в подвесной крыше, вследствие этого избыточное давление газа воспринимает наружный резервуар, выполненный из более дешевой стали по сравнению с внутренней емкостью. Подвесная крыша несет теплоизоляцию и состоит из плоской листовой мембраны толщиной 5 мм, усиленной концентрическими кольцами, к которым крепятся подвески. При подвесной крыше осушку теплоизоляции осуществляют пары продукта, проникающие в межстенное пространство.
2.13. В конструкции ИР с самонесущей внутренней крышей избыточное давление газа воспринимается внутренним резервуаром. В межстенное пространство необходимо подавать инертный газ для осушки теплоизоляции в процессе эксплуатации. Указанное решение предполагает наличие специального газгольдера для хранения инертного газа.
2.14. Наружная крыша представляет собой самонесущий ребристо-кольцевой купол. Минимальная толщина элементов конструкций крыши принимается
5 мм.
2.15. Наружная крыша воспринимает следующие нагрузки:
собственный вес;
вес подвесной крыши с подвесками и теплоизоляцией;
атмосферные нагрузки (снег, ветер);
избыточное давление (как правило, до 1 кПа);
вакуум (как правило, до 1 кПа);
вес оборудования (трубопроводы, площадки, клапаны и др.).
2.16. Тепловая изоляция днища ИР выполняется в двух вариантах:
с опорным бетонным кольцом под окраек днища и тепловой изоляцией центральной части днища. В качестве материала опорного кольца применяют перлитобетон, керамзитобетон;
со сплошной тепловой изоляцией (без опорного кольца).
2.17. Для теплоизоляции днища применяют перлитобетонные блоки с заполнением стыков перлитовым песком (ИР импортной поставки) и пеностеклоблоки (ИР отечественной поставки).
2.18. Фундаменты ИР имеют два конструктивных решения:
фундамент на сваях, состоящий из свайного поля и монолитного ростверка;
фундамент, состоящий из нижней и верхней железобетонных плит, соединенных между собой колоннами.
2.19. Фундамент на сваях предусматривает устройство проветриваемого пространства между фундаментной плитой и основанием.
2.20. Для предотвращения подъема окрайка днища при избыточном давлении в ИР по периметру нижнего пояса стенки устанавливаются анкерные крепления.
2.21. Для проведения работ внутри ИР в нижней части стенки и на крыше предусмотрены люки-лазы.
2.22. ИР оснащены штуцерами ввода и вывода сжиженного и газообразного продукта, защитными устройствами от превышения давления и образования вакуума, контрольно-измерительными приборами и указателями уровня.
2.23. Для компенсации температурных деформаций на штуцерах двустенных ИР предусмотрены компенсаторы.
2.24. Основные физические свойства и параметры изотермического хранения некоторых газов представлены в таблице приложения 2.
3. ОРГАНИЗАЦИОННЫЕ МЕРОПРИЯТИЯ И ПОРЯДОК ПРОВЕДЕНИЯ КОМПЛЕКСНОГО ТЕХНИЧЕСКОГО ОСВИДЕТЕЛЬСТВОВАНИЯ
ИР
3.1. Организация и проведение работ по периодическому наружному осмотру ИР является обязанностью предприятия-владельца и производится эксплуатационным персоналом.
3.2. Перечень работ при периодическом наружном осмотре ИР и периодичность их выполнения указаны в разделе 4 настоящей Инструкции.
3.3. Полное техническое освидетельствование ИР в режиме выведения его из эксплуатации, а также частичное освидетельствование ИР в режиме эксплуатации выполняются экспертными организациями, которые располагают необходимыми средствами технического диагностирования, нормативнотехнической документацией, а также имеют обученных специалистов.
3.4. К работе по частичному и полному техническому освидетельствованию ИР допускаются экспертные организации, имеющие лицензию Госгортехнадзора России.
3.5. Частичное освидетельствование ИР в режиме эксплуатации проводится в отдельных случаях по обоснованному письменному ходатайству владельца ИР в период между очередными полными техническими освидетельствованиями ИР. В случае удовлетворительного заключения экспертизы промышленной безопасности по результатам частичного освидетельствования ИР возможно продление сроков эксплуатации до очередного полного технического освидетельствования ИР не более чем на один год по согласованию с органами Госгортехнадзора России.
3.6. Частичное освидетельствование ИР в режиме эксплуатации производится в соответствии с положениями раздела 6 настоящей Инструкции.
3.7. Первое полное техническое освидетельствование ИР после ввода в эксплуатацию проводится экспертной организацией через 10 лет.
3.8. При удовлетворительных результатах полного технического освидетельствования следующее очередное полное техническое освидетельствование ИР проводится через 8 лет. При неудовлетворительных результатах сроки последующих полных технических освидетельствований ИР, а также необходимость и объем проведения ремонтных работ устанавливаются экспертной организацией.
3.9. Полное техническое освидетельствование ИР производится по индивидуально разрабатываемой программе обследования на каждый ИР (приложение 15) в соответствии с положениями раздела 5 настоящей Инструкции. Индивидуальные программы обследования ИР разрабатываются экспертной организацией, выполняющей освидетельствование ИР, и согласовываются с руководством органа Госгортехнадзора России.
3.10. Проведение диагностических работ при полном техническом и частичном освидетельствовании ИР разрешается после прохождения соответствующего инструктажа исполнителей работ на предприятии - владельце ИР по безопасности их проведения и при наличии наряда-допуска на проведение указанных работ.
3.11. Полное техническое освидетельствование ИР может проводиться в экстренном порядке после обнаружения серьезных дефектов и повреждений, выявленных при периодическом наружном осмотре технического состояния ИР (п. 4.4) либо при частичном освидетельствовании ИР в режиме эксплуатации (раздел 6).
3.12. Очередность и объем работ при полном техническом освидетельствовании ИР определяется настоящей Инструкцией с учетом его технического состояния и длительности эксплуатации.
Первоочередному обследованию подвергаются ИР:
выработавшие установленный проектом или предприятием-изготовителем срок эксплуатации;
при отсутствии сведений об установленном ресурсе и находящиеся в эксплуатации 10 лет и более;
при отсутствии сведений об установленном ресурсе и за время эксплуатации, подвергнутые 1000 циклам нагружения и более (под циклом нагружения подразумевается колебание уровня заполнения ИР на 50 % и более);
подвергавшиеся воздействию экстремальных нагрузок, превышающих расчетные (например, при пожаре или аварии);
при необходимости оценки остаточного ресурса по требованию предприятия-владельца.
3.13. Специалисты, выполняющие при комплексном техническом освидетельствовании ИР работы по неразрушающему контролю, должны быть аттестованы в соответствии с установленным порядком и иметь квалификационный уровень не ниже II с правом выдачи заключения.
3.14. Разрешается совмещать проведение полного технического освидетельствования ИР с плановыми остановочными ремонтами, при этом по согласованию с органами Госгортехнадзора России допускается увеличивать установленные сроки эксплуатации ИР до очередного полного технического освидетельствования не более чем на 6 месяцев.
4. ПЕРИОДИЧЕСКИЙ НАРУЖНЫЙ ОСМОТР ИР И ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
4.1. Периодический наружный осмотр технического состояния ИР проводится инженерно-техническим персоналом предприятия-владельца без остановки ИР с целью визуальной оценки его технического состояния в режиме эксплуатации, своевременного обнаружения дефектов и повреждений строительных конструкций, теплоизоляции, неисправности технологического оборудования, а также принятия соответствующих мер по их устранению.
4.2. При периодическом наружном осмотре для оценки технического состояния ИР необходимо производить осмотр его элементов в следующем порядке в установленные сроки:
показания уровнемера по месту - не реже одного раза в смену;
технологическое оборудование, фланцевые соединения, запорная и регулирующая арматура, предохранительные устройства - один раз в сутки; геодезическая съемка фундамента - один раз в полугодие;
геодезическая съемка фундамента на подтопляемых грунтах - один раз в квартал; наружная оболочка, теплоизоляция и анкерные крепления - один раз в месяц; опоры трубопроводов, металлоконструкций - один раз в месяц;
железобетонный фундамент, ограждающая железобетонная стенка - один раз в месяц.
4.3. Результаты периодического наружного осмотра и визуальной оценки технического состояния ИР записываются в Журнал наружного осмотра, который наряду с другой документацией (п. 5.2.5) предоставляется экспертной организации во время проведения очередного полного технического освидетельствования ИР.
4.4. Если при периодическом наружном осмотре ИР выявлены дефекты и повреждения:
9 О
раздробление и выколы бетона ростверка или железобетонной плиты фундамента на площади более 3 м2, верхней части свай - на площади более 1 м2, раскрытие трещин бетона фундамента более 1 мм;
превышение отклонений при нивелировке фундамента (либо по изменению расположения установленных для наблюдения деформационных марок или реперов) более 50 мм либо величины, предусмотренной проектом; разрушение более трех анкерных креплений;
содержание продукта в межстенном пространстве выше допустимых норм;
наличие признаков старения теплоизоляционного материала (участки обмерзания наружной поверхности стенки и крыши площадью свыше 3 м ); перелив продукта;
развитие карстовых явлений в грунтах;
величина неравномерности осадки края днища превышает величину, равную толщине листа окрайка днища;
нарушение герметичности ИР, то необходимо вывести ИР из эксплуатации и произвести его полное техническое освидетельствование в соответствии с разделом 5 настоящей Инструкции с привлечением экспертной организации.
4.5. Решение о проведении полного технического освидетельствования ИР по результатам наружного осмотра принимается главным инженером владельца ИР в форме письменного распоряжения (приказа).
5. ПОЛНОЕ ТЕХНИЧЕСКОЕ ОСВИДЕТЕЛЬСТВОВАНИЕ ИР
5.1.1. Полное техническое освидетельствование ИР проводится с целью оценки его технического состояния, установления остаточного ресурса и выработки рекомендаций об условиях дальнейшей безопасной эксплуатации с вероятным остаточным ресурсом, определения сроков и видов последующих освидетельствований, необходимости проведения ремонта или исключения ИР из эксплуатации.
5.1.2. Полное техническое освидетельствование ИР проводится в соответствии с положениями раздела 3 настоящей Инструкции в такой последовательности:
анализ комплекта технической, эксплуатационной документации и предписаний органов Госгортехнадзора России; наружный осмотр ИР в эксплуатационном режиме; тепловизионное обследование ИР в эксплуатационном режиме;
освидетельствование технологического оборудования ИР; остановка и подготовка ИР к внутреннему обследованию; визуально-измерительный контроль внутренней оболочки ИР;
неразрушающие методы контроля целостности внутренней оболочки ИР (акустико-эмиссионный (АЭ) контроль, ультразвуковая дефектоскопия, цветная дефектоскопия, ультразвуковая толщинометрия, магнитопорошковый метод, радиографический метод, вакуумный (пузырьковый) метод, вихретоковый метод, метод керосиновой пробы, метод магнитной памяти металла);
определение физико-механических характеристик и химического состава металлоконструкций внутренней оболочки ИР (дюрометрический метод оценки прочности, определение фактических механических характеристик и химического состава, в том числе неразрушающим методом контроля на микропробах);
металлографические и электронно-фрактографические исследования структурного и коррозионного состояния основного металла и материала сварных швов внутренней оболочки ИР (при необходимости, согласно п. 5.9.1); определение фактической геометрической формы ИР;
геодезические измерения неравномерности осадки фундамента и горизонтальности днища ИР; освидетельствование тепловой изоляции ИР; освидетельствование грунтов основания и фундамента ИР; освидетельствование анкерных креплений ИР;
испытания внутренней оболочки ИР на прочность и герметичность; оценка технического состояния ИР;
расчетная оценка статической, хрупкой и циклической прочности ИР; оценка остаточного ресурса безопасной эксплуатации ИР.
5.2. Анализ технической, эксплуатационной документации ИР и предписаний органов Госгортехнадзора России
5.2.1. Подбор и анализ технической, эксплуатационной документации ИР и предписаний органов Госгортехнадзора России проводится в целях изучения условий эксплуатации, конструктивных особенностей устройства стенки, крыши, днища, фундамента, теплоизоляционных конструкций ИР, гидрогеологического режима грунта у основания фундамента, контроля за осадками сооружения, изучения изменений и дополнений к проекту, которые необходимо учесть при проведении полного технического освидетельствования ИР.
5.2.2. До начала выполнения работ по проведению полного технического освидетельствования ИР предприятие-владелец обязано предоставить экспертной организации комплект технической документации (проектной, исполнительной, эксплуатационной) и предписания органов Госгортехнадзора России.
5.2.3. Проектная документация ИР должна содержать: чертежи технологической схемы обвязки с КИПиА; чертежи железобетонного фундамента;
чертежи теплоизоляционных конструкций; чертежи стальных конструкций.
5.2.4. Исполнительная документация должна содержать: деталировочные чертежи стальных конструкций; сертификаты на поставленные стальные конструкции;
документы о согласовании отступлений от чертежей при изготовлении и монтаже металлоконструкций; журналы производства работ (строительных, теплоизоляционных, сварочных);
акты приемки скрытых работ (устройство тепловой междонной и межстенной изоляции, заделки закладных деталей и др.); паспорта, подтверждающие марку бетона, класс арматуры;
паспорта на сборные железобетонные конструкции;
документы, удостоверяющие качество теплоизоляционных материалов, сварочных электродов, применяемых при монтаже;
данные о результатах геодезических измерений (схемы нивелирования фундамента и днища ИР);
акты проверки герметичности сварных соединений днища, кровли, стенки ИР;
документы о проведенном контроле качества сварных соединений;
акты приемки смонтированного технологического оборудования и трубопроводов;
акты испытания ИР на прочность и плотность (комбинированные пневмогидроиспытания);
схему и акт испытания молниезащиты и заземления ИР;
акт на приемку ИР в эксплуатацию.
5.2.5. Эксплуатационная документация должна содержать: паспорт ИР и паспорта технологического оборудования; технологический регламент;
журнал технического обслуживания и ремонта оборудования;
журнал наружного осмотра;
сменные журналы (рапорты);
журнал оперативных распоряжений и приказов;
журнал аналитического контроля;
журнал проверки состояния систем молниезащиты, защиты от проявления статического электричества; материалы последнего полного технического освидетельствования ИР; предписания надзорных органов.
5.2.6. В случае отсутствия паспорта ИР владелец должен восстановить его в соответствии с Инструкцией И5-94 [57].
5.2.7. По результатам анализа технической, эксплуатационной документации ИР составляется акт, который входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.3. Наружный осмотр ИР в эксплуатационном режиме
5.3.1. Наружный осмотр проводится до остановки и подготовки к внутреннему осмотру ИР с целью оценки его технического состояния в режиме эксплуатации.
5.3.2. Наружному осмотру подлежат следующие элементы ИР: железобетонный фундамент;
наружная оболочка;
технологическое оборудование, трубопроводы, запорная и регулирующая арматура, предохранительные и дыхательные клапаны, опоры трубопроводов, фланцевые соединения, теплоизоляция оборудования и трубопроводов; лестницы, переходные площадки, эстакады.
5.3.3. Наружный осмотр железобетонного фундамента ИР включает: проверку геометрических размеров фундаментной плиты;
выявление мест отпотин и обмерзаний ростверка фундамента, участков выщелачивания бетона, дефектов на поверхности фундаментной плиты, сваях или колоннах;
проверку состояния узлов анкерных креплений внутреннего резервуара к фундаментной плите;
проверку состояния ограждающей железобетонной стенки, земляного обвалования и дренажной системы, наличия реперов и деформационных марок для проведения геодезического контроля фундамента.
5.3.4. Наружный осмотр оболочки ИР включает:
выявление поврежденных мест стенки и крыши;
выявление участков обмерзания наружной поверхности стенки и крыши;
проверку целостности защитного покрытия и тепловой изоляции стенки и крыши одностенных ИР, состояния антикоррозионного покрытия поверхности наружного резервуара двустенного ИР;
проверку защиты днища ИР от попадания под окрайку атмосферных осадков.
5.3.5. Наружный осмотр лестниц, площадок, эстакад в пределах ИР включает проверку:
состояния опорных фундаментов (выкрашивание кладки, видимое проседание, наличие трещин, отпотин, мест обмерзания и других дефектов) и узлов крепления лестниц, площадок и металлоконструкций эстакад; состояния антикоррозионного покрытия металлоконструкций; наличия и исправности ограждающих металлических конструкций.
5.3.6. Наружный осмотр основного технологического оборудования включает проверку и выявление видимых дефектов и повреждений или иных нарушений условий безопасной эксплуатации:
компенсаторов на штуцерах, проходящих через стенку наружного резервуара двустенного ИР; фундамента и узлов крепления оборудования к фундаменту;
опорных конструкций оборудования, трубопроводов, запорной и регулирующей арматуры;
наличия приборов КИПиА, сохранность пломб, клейм и бирок на приборах, предохранительных и дыхательных клапанах; наличия переключающих устройств на предохранительных клапанах;
наличия стальных защитных кожухов (футляров) на участках перехода трубопроводов через ограждающую стенку; состояния химзащитного покрытия наружной поверхности технологического оборудования и трубопроводов; целостности тепловой изоляции и защитного покрытия оборудования и трубопроводов, их опознавательной окраски; наличия заглушек с «хвостовиками» на съемных участках периодически работающих трубопроводов; наличия заземления оборудования.
5.3.7. Дефекты и повреждения, выявленные при наружном осмотре, заносятся в протокол (приложение 3), который входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.4. Обследование технического состояния теплоизоляционных конструкций ИР в эксплуатационном режиме
5.4.1. Обследование технического состояния теплоизоляционных конструкций ИР в эксплуатационном режиме предусматривает проведение следующего комплекса работ:
тепловизионное (термографическое) обследование наружной поверхности стенки, крыши и днища ИР; определение термического сопротивления характерных зон теплоизоляционной конструкции; определение суммарного теплопритока в ИР из окружающей среды.
5.4.2. Тепловизионное обследование наружной поверхности стенки, крыши и днища ИР проводится в целях выявления участков с нарушенными теплоизоляционными свойствами в изоляционных конструкциях.
5.4.3. Тепловизионное обследование проводится в теплое время года, при отсутствии атмосферных осадков и температуре окружающего воздуха не ниже 10 °С и при заполненном резервуаре хранимым продуктом не менее чем на 50 %.
5.4.4. Тепловизионное обследование проводится в ночное время суток, чтобы исключить погрешности измерения, возникшие при влиянии солнечного теплового излучения. Обследование проводится не менее чем с четырех диаметрально противоположных точек, расположенных на расстоянии 50-100 м от ИР с использованием автогидроподъемников, обеспечивающих подъем аппаратуры и двух операторов на высоту 2-30 м в указанных точках.
5.4.5. При выявлении участков нарушенной теплоизоляции проводится их повторная съемка с дополнительных точек, с достаточной детализацией нарушений.
5.4.6. Результаты тепловизионного обследования представляются в виде теплограммы наружной поверхности ИР, которая входит в состав приложения к
РД 03-410-01 Инструкция по проведению комплексного технического освидетельствования изотермических резервуаров сжиженных газов Стр. 9 из 53 Заключению экспертизы промышленной безопасности ИР.
5.4.7. Термическое сопротивление теплоизоляционной конструкции определяется не менее чем в четырех точках по образующей стенке, не менее чем в трех точках по образующей крыши и не менее чем в трех точках днища ИР.
5.4.8. На участках с нарушенной теплоизоляцией организуются дополнительные точки наблюдения.
5.4.9. Термическое сопротивление теплоизоляционных конструкций определяется расчетным путем на основании полученных теплометрических и температурных данных. Результаты расчетов входят в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.4.10. Определение суммарного теплопритока в ИР из окружающей среды производится по интенсивности испарения хранимого продукта при работе ИР строго в режиме хранения, то есть при прекращении приема и выдачи продукта и исключении других дополнительных источников теплопритока в ИР.
5.4.11. Определение интенсивности испарения производится по одному из следующих параметров:
по расходу газообразного продукта в линии, соединяющей ИР с холодильной установкой цикла хранения;
по расходу жидкого продукта на выходе из холодильной установки цикла хранения;
по скорости изменения давления газообразного продукта в ИР при отключенной холодильной установке.
5.4.12. Обеспечение требуемой продолжительности работы ИР в режиме хранения зависит от эффективности теплоизоляции и определяется с учетом конкретных параметров ИР при проведении обследования.
5.4.13. Результаты обследования технического состояния теплоизоляционных конструкций фиксируются в Заключении экспертизы промышленной безопасности ИР.
5.5. Освидетельствование технологического оборудования ИР
5.5.1. Для освидетельствования технологического оборудования ИР необходимо выполнить комплекс работ в такой последовательности: проверка соблюдения норм технологического режима по показаниям КИПиА и записям в рапортах в период после предыдущего полного технического освидетельствования ИР;
выборка данных об уровне хранимого продукта в ИР по рапортам за период между полными техническими освидетельствованиями; проверка наличия третьего указателя уровня хранимого продукта в ИР;
проверка непрерывной регистрации основных параметров работы ИР с дублированием и регистрацией их на центральном пульте управления агрегатов производства хранимого продукта;
анализ данных по рапортам о давлении в газовой части ИР, температуре хранимого и поступающего в ИР продукта за период между полными техническими освидетельствованиями;
проверка наличия сигнализации предельно допустимого значения температуры продукта, поступающего в ИР, и обеспечения автоматического прекращения подачи продукта в ИР при достижении предельно допустимого значения температуры; проверка наличия и работоспособности сигнализации предельно
допустимого значения температуры в контуре термостатирования хранимого продукта;
проверка наличия и работоспособности предварительных и предаварийных сигнализаций и блокировок;
проверка наличия сигнализации верхнего и нижнего уровней хранимого в ИР продукта от двух независимых датчиков с раздельными точками отбора параметров технологической среды;
проверка наличия сигнализации минимального и максимального давления газов (паров) в ИР от двух независимых датчиков; проверка наличия автоматического отключения подачи продукта в ИР при достижении в нем предельно допустимого верхнего уровня; проверка наличия автоматического отключения насоса откачки продукта из ИР при достижении в нем минимально допустимых значений давления и уровня;
проверка наличия автоматической подачи в ИР инертного газа при достижении в нем минимально допустимого давления (для поддержания рабочего давления);
проверка наличия автоматических стационарных непрерывно действующих сигнализаторов взрывоопасных концентраций газов и паров в воздухе
рабочей зоны склада;
проверка процентного содержания хранимого продукта в межстенном пространстве двустенного ИР по журналу аналитического контроля за период между полными техническими освидетельствованиями;
проверка состояния и работоспособности основного технологического оборудования (компрессоров цикла хранения, продукционных насосов, теплообменной аппаратуры, дыхательной емкости) в эксплуатационном режиме;
установление пробега компрессоров цикла хранения, продукционных насосов и газодувок с момента ввода их в эксплуатацию, случаев выхода их из строя, видов неисправностей, частоты и видов ремонта, случаев замены оборудования в процессе эксплуатации, частоты включений резервного компрессора в работу;
проверка систем автоматического включения компрессоров цикла хранения и блокировок в эксплуатационном режиме;
установление количества одновременно работающих компрессоров цикла хранения в летнее и зимнее время года в режиме хранения продукта; проверка состояния факельной установки;
проверка наличия автоматического сброса газов (паров) из ИР на факельную установку через управляемый клапан при превышении допустимого значения давления в эксплуатационном режиме;
проверка подключения газгольдера (дыхательной емкости) к межстенному пространству ИР и давления в газгольдере; контроль подпитки азотом межстенного пространства двустенного ИР, влажности азота (точка росы);
проверка по сменным журналам состояния и работоспособности запорной и регулирующей арматуры, электроклапанов отсекателей, предохранительных и дыхательных клапанов, компенсаторов двустенных ИР, трубопроводов обвязки ИР, обратных клапанов на трубопроводах, подающих хранимый продукт в ИР;
проверка демонтажа съемных участков периодически подключаемых трубопроводов (азота, пара) к штуцерам ИР или продуктопроводам с установкой заглушек перед началом проведения работ внутри ИР;
проверка наличия пломб и бирок на предохранительных и дыхательных клапанах, работоспособности блокировочных устройств, исключающих возможность одновременного закрытия запорной арматуры на рабочем и резервном клапанах;
проверка наличия и работоспособности сепараторов (с откачивающим насосом или обогревом) на общем коллекторе сбрасывающих газов с предохранительных клапанов и автоматических клапанов на факел;
проверка наличия утвержденного технологического регламента и плана локализации аварийных ситуаций; анализ нештатных ситуаций в процессе эксплуатации ИР;
проверка выполнения мероприятий по повышению безопасности эксплуатации ИР;
проверка выполнения требований действующих нормативных документов по ревизии и ремонту оборудования, дефектоскопическому контролю, контролю средств защиты и испытаний.
5.5.2. По результатам освидетельствования составляется акт проверки состояния технологического оборудования, трубопроводов, защитных устройств и средств КИПиА, который входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.6. Остановка и подготовка ИР к внутреннему обследованию
5.6.1. Остановка ИР производится на основании письменного распоряжения (приказа) главного инженера предприятия-владельца или заместителя генерального директора по производству.
5.6.2. Освобождение ИР от продукта, расхолаживание, продувка азотом и воздухом производятся согласно Инструкции по освобождению, расхолаживанию и продувке ИР при подготовке к полному техническому освидетельствованию, утвержденной главным инженером предприятия-владельца.
5.6.3. При освобождении ИР от продукта, его расхолаживании должны приниматься меры по обеспечению скорости роста температуры стенки внутреннего резервуара не более 5 °С в час, а разность температур верха и низа внутреннего резервуара не должна превышать 30 °С.
5.6.4. Продувка азотом ИР производится до полной замены продукта на азот с выдачей газовой смеси на факельную установку.
5.6.5. Продувка внутренней емкости ИР воздухом производится с помощью приточно-вытяжной вентиляции до содержания объемной доли кислорода не менее 20 %, продукта хранения - не более значения предельно допустимой концентрации, указанной в таблице приложения 2.
5.6.6. Монтаж освещения внутри ИР и электрокоммутационного оборудования производится согласно проекту, разработанному проектноконструкторским отделом предприятия-владельца.
5.6.7. После удаления заглушки нижнего люка-лаза производится чистка днища внутренней емкости ИР от масла, твердых остатков. Указанные работы проводятся согласно действующей инструкции предприятия - владельца ИР на проведение этих работ.
5.6.8. После выполнения вышеуказанных работ ИР считается подготовленным для проведения полного технического освидетельствования и сдается по акту предприятием - владельцем ИР экспертной организации, привлекаемой для освидетельствования.
5.6.9. Для выполнения работ, связанных с обслуживанием и проведением неразрушающих методов контроля сварных швов вертикальных стенок внутренней оболочки ИР, производится монтаж лесов на всю высоту вертикальной стенки.
5.6.10. Подготовка сварных швов и околошовной зоны для проведения визуального и диагностического контроля должна соответствовать требованиям РД 34.10.130-96 [58].
5.7. Визуально-измерительный контроль внутренней оболочки ИР
5.7.1. Визуально-измерительный контроль внутренней оболочки ИР осуществляется с помощью оптических приборов при условии бестеневой освещенности: лупы с кратностью увеличения 7 и бинокля с кратностью увеличения 10, в целях выявления следующих наружных дефектов:
несоответствия размеров сварных швов требованиям проекта; трещин всех видов и направлений;
наплывов, подрезов, прожогов, незаваренных кратеров, непроваров;
пористости, брызг металла, крупной чешуйчатости; отсутствия плавных переходов от одного сечения к другому.
5.7.2. Визуально-измерительный контроль внутренней оболочки ИР проводится в такой последовательности и объемах: первый и второй пояса стенки осматриваются с помощью приставной лестницы высотой до 3 м;
остальные пояса стенки осматриваются с лесов;
крыша, штуцера и верхний люк-лаз осматриваются с применением бинокля;
днище, узел сопряжения днища со стенкой, штуцера, швы люка-лаза осматриваются с помощью лупы.
5.7.3. Контролю с помощью лупы подвергаются все сварные швы днища и стенки с зачисткой околошовной зоны по 100 мм в каждую сторону от центра шва.
5.7.4. Коррозионные повреждения подлежат разграничению по их виду на: равномерную коррозию (когда сплошная коррозия охватывает всю поверхность металла); местную (при охвате отдельных участков поверхности);
язвенную, точечную, питтинговую и пятнистую в виде отдельных точечных и пятнистых язвенных поражений.
5.7.5. Глубину раковин, образовавшихся от коррозии, измеряют штангенциркулем, специальным приспособлением с индикатором часового типа или щупом.
5.7.6. К недопустимым дефектам основного металла и металла сварных швов относятся: трещины всех видов и направлений по линии сплавления и в околошовной зоне основного металла, поры в виде сплошной сетки, перерывы в швах, незаваренные кратеры, крупная чешуйчатость, резкие переходы от наплавленного металла к основному, чрезмерное усиление шва, неполномерность шва, непровары, расположенные в сечении сварного соединения.
5.7.7. Снижение прочности внутренней оболочки ИР, а также образование трещин в сварных швах может быть обусловлено следующими факторами: дефектами сварочно-монтажных работ;
охрупчиванием металла при низких температурах; агрессивным воздействием хранимых продуктов;
чрезмерной концентрацией напряжений вследствие дефектов формы и размеров внутренней оболочки ИР;
нарушениями правил эксплуатации.
Величина снижения прочности внутренней оболочки ИР определяется поверочными расчетами в соответствии с положениями раздела 9 настоящей Инструкции.
5.7.8. К допустимым дефектам сварных соединений относятся:
отдельные шлаковые включения, поры или их скопления размером в диаметре не более 10 % толщины свариваемого металла, но не более 3 мм;
шлаковые включения или поры, расположенные цепочкой вдоль шва при суммарной их длине, не превышающей 100 мм на 1 м шва;
скопление газовых пор и шлаковых включений на отдельных участках шва в количестве не более 5 на 1 см площади шва при диаметре одного дефекта не более 1,5 мм;
подрезы не более 0,5 мм;
5.7.9. Особенное внимание следует уделить участкам с наиболее вероятным образованием трещин в вертикальных и горизонтальных сварных соединениях нижних поясов стенки и в швах окрайка днища, включая сварной шов сопряжения стенки корпуса с днищем (уторный шов), в местах пересечения вертикальных и горизонтальных швов, в швах приварки штуцеров трубопровода и патрубка люка-лаза к внутренней оболочки ИР. Возможно появление трещин в сварных соединениях с выходом и без выхода на основной металл.
5.7.10. По результатам осмотра отмечают участки коррозионных повреждений поверхности, на которых затем проводят измерения толщин ультразвуковым толщиномером.
5.7.11. Результаты визуально-измерительного контроля оформляются протоколом (приложение 4), который входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.8. Неразрушающие методы контроля целостности внутренней оболочки ИР
5.8.1. Основные положения
5.8.1.1. Решение о возможности использования разрушающего метода, а также того или иного неразрушающего метода контроля целостности внутренней оболочки ИР принимается экспертной организацией.
5.8.1.2. Неразрушающие методы контроля при полном техническом освидетельствовании ИР применяются для выявления дефектов только внутренней оболочки ИР.
5.8.1.3. АЭ-контроль внутренней оболочки ИР, проводимый в соответствии с РД 03-131-97 [45], является основным методом, однако решение о его первоочередном применении принимается экспертной организацией по результатам анализа эксплуатационной документации и визуального осмотра ИР. Кроме того, АЭ-контроль внутренней оболочки ИР может быть использован как дополнительный метод (раздел 5.8.2. настоящей Инструкции).
5.8.1.4. Контроль основного металла и металла сварных швов внутренней оболочки ИР традиционными неразрушающими методами контроля (ультразвуковая, цветная дефектоскопия, магнитопорошковый метод) производится по результатам проведения АЭ-контроля внутренней оболочки в местах с повышенной активностью выявленных источников АЭ (согласно п. 1.1.2.1 РД 03-131-97 [45]) в целях определения фактического местоположения дефектов, возникших в процессе монтажа и эксплуатации ИР. При этом сокращается объем традиционных неразрушающих методов контроля.
5.8.1.5. При положительных результатах проведения АЭ-контроля целостности внутренней оболочки ИР допускается неразрушающий метод контроля по согласованию с Госгортехнадзором России (в соответствии с п. 1.1.3.3 РД 03-131-97 [45]), кроме ультразвуковой толщинометрии, не производить.
5.8.1.6. Объем проведения традиционных неразрушающих методов контроля целостности внутренней оболочки ИР (при невозможности проведения АЭ-контроля) определяется по результатам визуального осмотра. При этом обязательными методами неразрушающего контроля являются ультразвуковая и цветная дефектоскопия, ультразвуковая толщинометрия.
5.8.1.7. Магнитопорошковый, радиографический, вихретоковый, вакуумный (пузырьковый) методы, метод керосиновой пробы и магнитной памяти металла являются дополнительными и рекомендуемыми методами неразрушающего контроля целостности внутренней оболочки ИР.
5.8.2. Акустико-эмиссионный контроль (АЭ-контроль)
5.8.2.1. АЭ-контроль является одним из методов неразрушающего контроля, в основе которого лежат регистрация и анализ акустических волн,
возникающих в процессе пластической деформации, структурных превращений в материале, образования и роста трещин, трения, а также истечения рабочего тела (жидкости или газа) через сквозные отверстия в контролируемом объекте, и предназначен для установления наличия дефектных зон и выявления поверхностных и внутренних дефектов типа трещин, непроваров, пор и т.д.
5.8.2.2. АЭ-контроль внутренней оболочки ИР может проводиться как в рамках комплексного обследования (освидетельствования) технического состояния ИР, так и в режиме постоянного или периодического слежения (мониторинга) за состоянием внутренней оболочки ИР.
5.8.2.3. В случае оснащения ИР мониторинговыми системами прогнозирование возможности дальнейшей эксплуатации ИР должно осуществляться исходя из сравнения фактического технического состояния в режиме реального времени с результатами комплексного обследования, предшествующего началу мониторинга.
5.8.2.4. При проведении полного технического освидетельствования ИР может быть применен АЭ-контроль в качестве основного метода контроля при определении целостности ИР либо как вспомогательный, в задачи которого входит выявление мест (зон) расположения источников акустической эмиссии, свищей в корпусе, а также протечек в уплотнениях. В обоих случаях АЭ-контроль проводится в соответствии с требованиями и положениями РД 03-131-97 [45]. Различием в вариантах применения АЭ-контроля является характер и величина сопровождающей нагрузки на ИР. В первом варианте сопровождающей нагрузки принимается нагрузка, при которой проводится комбинированное гидропневмонагружение, во втором - при пневмонагружении давлением, равным газовому подпору. Нагружение ИР в обоих случаях выполняется согласно пп. 5.16.4 и 5.16.5 настоящей Инструкции по специально разработанной программе с обязательными промежуточными двумя, тремя выдержками по давлению в течение 10-15 мин.
Программа работ по АЭ-контролю включает организационно-технические мероприятия, проводимые заказчиком и исполнителем по подготовке к проведению и проведение работ по контролю, изложенные в п. 5.8.2.9.
5.8.2.5. Установка преобразователей акустической эмиссии (ПАЭ) на ИР, подвергающихся гидропневмонагружению, производится на наружной стороне ИР. При гидропневмонагружении ИР в двустенном исполнении должны быть предусмотрены специальные кессоны, позволяющие осуществить установку ПАЭ на наружной поверхности внутренней оболочки ИР и исключающие воздействие на них теплоизоляционного материала (перлита). При пневмонагружении ИР допускается установка ПАЭ на внутренней поверхности внутренней оболочки ИР с выводом коммуникационных кабелей через уплотнительный узел в заглушке нижнего люка-лаза.
5.8.2.6. Установка ПАЭ предусматривает их равномерное распределение по элементам корпуса ИР: крыше и цилиндрической оболочке. Размещение ПАЭ должно обеспечивать контроль всей поверхности контролируемого объекта. Установка ПАЭ должна осуществляться либо с лесов, либо с помощью автовышек, либо с помощью промальпинистов. Варианты расстановки ПАЭ при контроле ИР емкостью 10000 т приведены в приложении 6.
5.8.2.7. В ряде случаев по согласованию с заказчиком допускается размещение ПАЭ только в тех областях ИР, которые определены как наиболее важные. К ним относятся: уторный шов, вертикальные монтажные швы в случае рулонной сборки (особенно при уводе кромок), а также зоны вварки штуцеров, люков-лазов и зона сопряжения корпуса ИР с крышей.
5.8.2.8. Допускается проводить АЭ-контроль по этапам с переустановкой ПАЭ. Интервал между отдельными этапами должен быть не менее 24 часов. Число перестановок определяется возможностями используемой аппаратуры, но не должно превышать для ИР емкостью 10000 т аммиака шести при контроле только цилиндрической части внутренней оболочки ИР и девяти при контроле цилиндрической и купольной части ИР.
5.8.2.9. Организация АЭ-контроля осуществляется на основании программы (п. 5.8.2.4), разработанной в соответствии с п. 3.9 настоящей Инструкции. Согласно программе работ должны выполняться следующие мероприятия.
5.8.2.9.1. Предоставление помещения для размещения акустико-, эмиссионной аппаратуры (при необходимости). Температура в помещении должна быть не ниже 18 °С, оно должно быть обеспечено электропитанием напряжением 220 В и мощностью не ниже 10 кВт.
5.8.2.9.2. Обеспечение доступа к местам установки ПАЭ на объекте контроля, включая вырезку окон в теплоизоляции, установку кессонов с зачисткой поверхности внутренней оболочки ИР в местах установки ПАЭ (чистота поверхностей должна быть не хуже Rz = 40).
5.8.2.9.3. Выполнение мероприятий, обеспечивающих проведение АЭ-контроля, в том числе: удаление ремонтных рабочих на период АЭ-контроля на безопасное место от ИР, прекращение работ на близкорасположенных объектах.
5.8.2.9.4. Строгое соблюдение изменения нагрузки на объекте контроля согласно утвержденному графику нагружения.
5.8.2.9.5. Обеспечение двусторонней связи между персоналом, выполняющим контроль, и эксплуатационным персоналом, осуществляющим изменение
нагрузки.
5.8.2.9.6. Проведение инструктажа по технике безопасности и обеспечение специалистов, проводящих АЭ-контроль, индивидуальными средствами защиты и спецодеждой.
5.8.2.10. Требования к организациям-исполнителям и персоналу, проводящим АЭ-контроль, аппаратуре и оборудованию принимаются согласно п. 2.3 раздела 2 и разделу 3 РД 03-131-97 [45], основными из которых являются наличие лицензии Госгортехнадзора России на право проведения контроля ИР, аттестованных специалистов не ниже II уровня, имеющих опыт работы в области акустико-эмиссионного контроля не менее пяти лет, а также использование при контроле многоканальной (не ниже 12 каналов) и многопараметрической акустико-эмиссионной аппаратуры, обеспечивающей как оперативную обработку и отображение информации в режиме реального времени, так и обработку, отображение и вывод на периферийные устройства для документирования накопленных в течение испытания данных после окончания испытания.
5.8.2.11. Проведению АЭ-контроля предшествуют разработка локационных схем и определение типа антенных групп. Количество и тип антенных групп определяются конструкцией и схемой монтажа ИР - полистовая либо рулонная сборка. Основное внимание должно быть уделено зоне уторного шва, вертикальным монтажным швам в случае рулонной сборки, а также зонам вварки штуцеров, люков-лазов и зоне сопряжения корпуса ИР с крышей.
5.8.2.12. В случае многоканальной локации расстояние между ПАЭ выбирают таким образом, чтобы сигнал от имитатора АЭ, расположенного в любом месте контролируемой зоны, обнаруживался тем минимальным количеством преобразователей, которое требуется для расчета координат.
5.8.2.13. Для выбора расстояния между ПАЭ производят измерение затухания, при этом выбирают представительную часть объекта без патрубков, проходов и т.д., устанавливают ПАЭ и перемещают (через 0,5 м) имитатор АЭ по линии в направлении от ПАЭ на расстояние до 3 м.
5.8.2.14. В качестве имитатора АЭ рекомендуется использовать пьезопреобразователь либо излом стержня карандаша (имитатор Су-Нильсена) диаметром 0,3-0,5 мм твердостью 2Н (2Т), с углом наклона стержня приблизительно 30° к поверхности, стержень выдвигают на 2,5 мм.
5.8.2.15. Расстояние между ПАЭ при использовании зонной локации задают таким образом, чтобы сигнал имитатора АЭ регистрировался в любом месте контролируемой зоны хотя бы одним ПАЭ и имел амплитуду не меньше заданной.
5.8.2.16. Как правило, разница амплитуд имитатора АЭ при расположении его вблизи ПАЭ и на краю зоны не должна превышать 20 дБ.
5.8.2.17. Максимальное расстояние между ПАЭ не должно превышать расстояния, которое в 1,5 раза больше порогового. Последнее определяют как расстояние, при котором амплитуда сигнала от имитатора АЭ равна пороговому напряжению.
5.8.2.18. Измерение скорости звука, используемое для расчета координат источников АЭ, производят следующим образом.
5.8.2.18.1. Имитатор АЭ располагают вне групп ПАЭ на линии, соединяющей ПАЭ, на расстоянии 10-20 см от одного из них.
5.8.2.18.2. Проводя многократные измерения (не менее 5), для разных пар ПАЭ определяют среднее время распространения. По нему и известному расстоянию между ПАЭ вычисляют скорость распространения сигналов АЭ.
5.8.2.19. Проверку работоспособности АЭ системы выполняют тотчас после установки ПАЭ, а также после проведения испытаний. Проверку выполняют путем возбуждения акустического сигнала имитатором АЭ, расположенным на определенном расстоянии от ПАЭ в соответствии с требованиями п. 4.2 РД 03-131-97 [45].
5.8.2.20. Анализ шумов и принятие мер по уменьшению их влияния на результаты контроля принимаются согласно п. 4.4 РД 03-131-97 [45].
5.8.2.21. После выполнения подготовительных и настроечных работ производят нагружение ИР в соответствии с требованиями п. 5.8.2.4 настоящей Инструкции и п. 4.3 РД 03-131-97 [45].
5.8.2.22. Требования, изложенные в пп. 5.8.2.10-5.8.2.20, используются для создания «Технологии проведения АЭ-контроля внутренней оболочки ИР», являющейся методическим документом проведения контроля.
5.8.2.23. Накопление и обработка результатов АЭ-контроля осуществляются в соответствии с требованиями п. 5 РД 03-131-97 [45].
5.8.2.24. Оценка результатов АЭ-контроля при пневмогидронагружении осуществляется в соответствии с требованиями п. 6 РД 03-131-97 [45].
5.8.2.25. При положительной оценке технического состояния объекта по результатам АЭ-контроля или отсутствии зарегистрированных источников АЭ применение дополнительных неразрушающих методов контроля не требуется. Если интерпретация результатов АЭ-контроля неопределенна, рекомендуется использовать дополнительные неразрушающие методы контроля.
5.8.2.26. При оценке результатов акустико-эмиссионного контроля в случае пневмонагружения рекомендуется пользоваться следующими
РД 03-410-01 Инструкция по проведению комплексного технического освидетельствования изотермических резервуаров сжиженных газов Стр. 15 из 53
критериальными параметрами (табл. 1).
Таблица 1
| Тип зоны | Амплитуда, дБ | Энергия | Число импульсов на канал |
|
Зоны, свободные от дефектов (соответствует АЭ-источникам I класса) | 40-50 | 20-50 |
0-30 |
| Зоны с дефектом (поверхностные трещины, непровары, поры и т.п. - соответствуют АЭ-источникам II-III класса) | 55-75 | 50-3000 | > 30 |
| 5.8.2.27. Результаты АЭ-контроля оформляются протоколом (приложение 5), |
который входит в | состав приложения | к Заключению экспертизы |
промышленной безопасности ИР.
5.8.3. Обязательные и дополнительные методы дефектоскопии основного металла и металла сварных швов внутренней оболочки ИР
5.8.3.1. Обязательными традиционными неразрушающими методами контроля сварных швов и основного металла внутренней оболочки ИР (при невозможности проведения АЭ-контроля согласно п. 5.8.1.6) являются:
ультразвуковая дефектоскопия (УЗД);
цветная дефектоскопия.
5.8.3.2. Ультразвуковая дефектоскопия проводится в соответствии с ГОСТ 14782-86 [7], ОСТ 26-2044-83 [59] и обеспечивает выявление внутренних и поверхностных дефектов в сварных швах и околошовной зоне основного металла. При ультразвуковой дефектоскопии определяются условная протяженность, глубина и координаты расположения дефекта.
5.8.3.3. Объем работ по проведению контроля ультразвуковой дефектоскопией указан в табл. 2.
5.8.3.4. Ширина контролируемой зоны должна быть не менее 100 мм на каждую сторону от оси шва.
Таблица 2
| № п/п | Наименование зоны контроля | Объем контроля, % |
| 1 | Сварные швы днища | 100 |
|
2 | Нижний уторный шов |
100 |
| 3 |
Вертикальные и горизонтальные сварные швы стенки внутренней оболочки до 10 м по высоте | 100 |
|
4 | Вертикальные и горизонтальные сварные швы стенки внутренней оболочки свыше 10 м по высоте для всех одностенных ИР, а также для двустенных ИР с хранением аммиака, этилена и пропилена | 50 |
|
5 | Вертикальные и горизонтальные сварные швы стенки внутренней оболочки свыше 10 м по высоте для двустенных ИР с хранением пропана, бутана и широкой фракции легких углеводородов | 30 |
| 6 | Сварные швы в местах врезки люков и патрубков | 100 |
| 7 | Сварные швы и зоны в местах с дефектами |
Места с дефектами |
5.8.3.5. Перед началом УЗД сварных соединений изготовляются эталоны сварных соединений для настройки дефектоскопа и пьезоэлектрических преобразователей. Результаты УЗД заносятся в протокол (приложение 7), который входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.8.3.6. Цветная дефектоскопия проводится в соответствии с ГОСТ 18442-88 [8], ОСТ 26-5-88 [5] и позволяет обнаружить поверхностные дефекты, главным образом трещины, в различных сварных соединениях.
5.8.3.7. Цветная дефектоскопия проводится в тех же объемах, что и УЗД (табл. 2, п. 5.8.3.3), за исключением уторного шва.
5.8.3.8. Ширина зоны контроля для проведения цветной дефектоскопии должна быть не менее 100 мм в каждую сторону от оси сварного шва.
5.8.3.9. Осмотр контролируемой поверхности после нанесения проявителя должен осуществляться дважды: через 5 мин после высыхания проявителя (предварительный контроль) и через 20 мин после высыхания проявителя (окончательный контроль) с применением лупы 10-кратного увеличения.
5.8.3.10. Для контроля сварных швов рекомендуется применять комплекты типа ЦАН, позволяющие выявить дефекты с шириной раскрытия до 1 мкм.
Результаты контроля оформляются протоколом (приложение 8), который входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
Примечание. Цветная дефектоскопия должна выполняться перед проведением УЗД. Обратный порядок контроля не допускается.
5.8.3.11. Для контроля основного металла и металла сварных швов внутренней оболочки ИР используются следующие дополнительные неразрушающие методы контроля:
магнитопорошковый метод (выполняется в соответствии с требованиями ГОСТ 21105-87 [4]);
радиографический метод (выполняется в соответствии с ГОСТ 7512-82 [52]);
вакуумный (пузырьковый) метод (выполняется в соответствии с ГОСТ 3242-79 [9]);
вихретоковый метод (выполняется в соответствии с ГОСТ 24289-80 [10]);
метод керосиновой пробы (выполняется в соответствии с ГОСТ 11128-65 [11]).
5.8.3.12. Дополнительные методы неразрушающего контроля не заменяют обязательные и выполняются для дополнительного подтверждения дефектов, выявленных обязательными методами.
5.8.3.13. Результаты, полученные при использовании дополнительных неразрушающих методов контроля, оформляются протоколом (пример протокола магнитопорошкового контроля см. в приложении 9), который входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.8.3.14. Все дефекты, превышающие допустимые размеры, наносятся на схему сварных соединений внутренней оболочки ИР, после чего принимается решение о работоспособности поврежденных участков основного металла или сварного шва и необходимости их ремонта.
5.8.3.15. Для выполнения работ, связанных с применением неразрушающих методов контроля, предусмотренных настоящей Инструкцией при проведении полного технического обследования ИР, допускаются дефектоскописты, прошедшие теоретическое и практическое обучение и имеющие удостоверение с квалификацией не ниже II уровня.
5.8.4. Метод магнитной памяти металла (ММП контроль)
5.8.4.1. ММП контроль, основанный на измерении поля остаточной намагниченности (Нр), является рекомендуемым неразрушающим методом контроля целостности внутренней оболочки ИР и проводится в соответствии с Методикой экспресс-диагностики сосудов и аппаратов с использованием магнитной памяти металла [6] и применяется для оценки напряженно-деформированного состояния ИР с учетом неоднородности структуры металла. При ММП контроле используется эффект магнитной памяти металла к зонам действия максимальных рабочих нагрузок. ММП контроль не требует специальной подготовки поверхности металла.
5.8.4.2. ММП контролем допускается проводить до 30 % работ по неразрушающему контролю (табл. 2, п. 5.8.3.3) либо все работы по контролю сварных швов стенки внутренней оболочки ИР на высоте свыше 10 м (табл. 2, п. 5.8.3.3).
5.8.4.3. ММП контроль осуществляют два оператора. Один оператор выполняет сканирование датчиками, другой оператор следит на экране прибора за изменениями измеряемого параметра. В отдельных случаях допускается ММП контроль осуществлять одним оператором.
5.8.4.4. Зоны ММП контроля основного металла и сварных соединений разбиваются на несколько участков. Рекомендуемая длина каждого участка 4-5 м. Длина участка может быть увеличена для ускорения контроля, но при этом дискретность записи (расстояние между фиксируемыми точками контроля) увеличивается. Разбиение зон ММП контроля на несколько участков делается для выполнения записи измерений в блок памяти прибора. Условное обозначение (кодирование) участков производится на клавиатуре прибора в виде нескольких цифр. При этом рекомендуется первой цифрой (или двумя первыми цифрами) обозначать порядковый номер зоны ММП контроля. Например, код 112 означает номер зоны ММП контроля 11, участок 2.
5.8.4.5. При обнаружении скачкообразного изменения знака и величины Нр на поверхности контролируемого участка мелом или краской делается отметка. Затем производится запись результатов контроля в блок памяти прибора.
5.8.4.6. Направление сканирования должно быть одинаковым для всех контролируемых зон ММП контроля. Начало и направление сканирования, а также условная разбивка зон ММП контроля на участки обозначаются на формуляре ИР с целью дальнейшей обработки результатов контроля. По результатам контроля каждой намеченной зоны ММП контроля выявляются зоны максимальной концентрации напряжений, которые характеризуются
максимальным градиентом величины | АНр | по длине контролируемого участка L
5.8.4.7. Компьютерная система обработки данных в сочетании с двухканальным датчиком автоматически определяет значение измеряемого градиента магнитного поля | АНр | /ALK - и фиксирует на экране его графическое изображение.
5.8.4.8. После выполнения контроля всех участков основного металла и сварных швов рекомендуется произвести контроль в зонах концентрации напряжений на предмет выявления в них возможных дефектов методом УЗД. Наиболее опасным для развития повреждения сварного шва является совпадение зон концентрации напряжений от дефектов сварки (непровары, шлаковые включения, смещение кромок и т. д.) с концентрацией напряжений в этом месте от рабочих нагрузок.
5.8.4.9. По результатам контроля методом магнитной памяти на формуляре ИР строятся эпюры распределения величины Нр по всем проконтролированным участкам, указываются зоны максимальной концентрации напряжений. Далее производится анализ напряженно-деформированного состояния ИР.
5.8.5. Ультразвуковая толщинометрия внутренней оболочки ИР
5.8.5.1. Ультразвуковая толщинометрия производится для выявления возможного уменьшения толщины элементов внутренней оболочки ИР в целях определения скорости коррозионного или коррозионно-эрозионного износа.
5.8.5.2. Ультразвуковая толщинометрия элементов внутренней оболочки ИР проводится в соответствии с ГОСТ 28702-90 [12] с помощью ультразвуковых толщиномеров отечественного и зарубежного производства, позволяющих измерять толщину в интервале 0,6-1000 мм с точностью до 0,1 мм при температуре окружающего воздуха от -10 до + 40 °С и отвечающих требованиям ГОСТ 28702-90 [12].
5.8.5.3. Объем работ по измерениям толщин устанавливается на основании визуального контроля внутренней поверхности и в зависимости от длительности эксплуатации. Для оценки толщины металла внутренней оболочки ИР за длительный период эксплуатации необходимо установить постоянные точки измерений, обозначив их несмываемой краской.
5.8.5.4. Толщина листов днища измеряется по двум взаимно перпендикулярным направлениям (не менее 50 мм от края и посредине каждого листа) с количеством замеров не менее пяти на каждом листе. Замерам подвергаются 50 % листов днища (выборочно).
5.8.5.5. Листы вертикальной стенки и окрайков днища измеряются по двум взаимно перпендикулярным направлениям с количеством замеров не менее пяти на каждом листе, а в местах с явной коррозией от 8 до 10.
5.8.5.6. Поверхность металла внутренней оболочки ИР в точках измерений должна быть зачищена до шероховатости Rz = 40 по ГОСТ 2789-73 [13], диаметр контактного пятна не менее 30 мм.
5.8.5.7. Результаты ультразвуковой толщинометрии оформляются в виде протокола с приложением схемы расположения точек измерений на развертке внутренней оболочки (приложение 10, 11), которые входят в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.9. Определение физико-механических характеристик и структурного состояния материала внутренней оболочки ИР
5.9.1. Дюрометрический метод оценки характеристик прочности материала внутренней оболочки ИР
5.9.1.1. Дюрометрический метод используется для определения по измеренным значениям твердости характеристик прочности: предела текучести и временного сопротивления.
5.9.1.2. Твердость стали по методам Виккерса или Бринелля на стационарных твердомерах устанавливают в соответствии с ГОСТ 2999-75 [14] и ГОСТ 9012-59 [15] соответственно. Минимальные размеры проб и требования к подготовке поверхности металла приведены в ГОСТ 2999-75 [14] и ГОСТ 9012-59 [15].
5.9.1.3. Допускается измерение твердости проводить непосредственно на объекте переносными твердомерами статического или динамического типа по ГОСТ 22761-77 [16] и ГОСТ 18661-73 [17] соответственно. Применение твердомеров других типов разрешается при условии обеспечения необходимой точности измерений.
5.9.1.4. Требования к качеству зачистки поверхности, размеру и приварке зачищаемой площадки устанавливают в соответствии с техническим
паспортом используемого твердомера. При измерении твердости основного металла зачищаемая площадка должна располагаться на расстоянии не менее 100 мм от сварного шва и не далее 300 мм от места отбора пробы.
5.9.1.5. Количество замеров твердости на пробу или точку должно быть не менее трех при использовании стационарных твердомеров, исключая случай существенного (более 10 %) рассеяния значений твердости и обнаружения с помощью переносных твердомеров аномально низких или аномально высоких значений твердости.
5.9.1.6. При существенном рассеянии значений твердости количество измерений увеличивается до 9 на точку.
5.9.1.7. В качестве характеристики твердости стали принимается среднеарифметическое значение твердости, полученной по результатам замеров в соответствии с требованиями пп. 5.9.1.5 и 5.9.1.6 настоящей Инструкции.
5.9.1.8. При обнаружении аномально низких или аномально высоких значений твердости устанавливают форму и размер этой области аномальной твердости. Количество замеров устанавливают специалисты, проводящие измерения.
5.9.1.9. Предел текучести низколегированных сталей в интервале от 20 до 45 кгс/мм рассчитывается по результатам химического и количественного металлографического анализа по формуле
![]()
где оо - напряжение трения решетки a-железа, для настоящего расчета принимается равным 30 МПа;
оп - напряжение за счет упрочнения стали перлитом, сп = 2,4П, МПа, здесь П - процент перлитной составляющей;
Аот р - напряжение за счет упрочнения твердого раствора легирующими элементами, устанавливаемое по величине их концентрации Cj - в % по массе легирующих элементов в a-железе (феррите);
Аот.р. = 4670CC + N + 33 CMn + 86CSi + 31 CCr + 30CNi + 11СМо + 60СА1 + 39ССи +690Ср + 3 Cv + 82CTi, МПа; АОду - напряжение за счет упрочнения стали дисперсными частицами:
(здесь G = 8,4-104 МПа - модуль сдвига;
-7
b = 2,5-10 мм - вектор Бюргерса;
D - размер (диаметр) дисперсных упрочняющих частиц, мм;
1 - межчастичное расстояние, мм);
АОд - напряжение за счет упрочнения дислокациями, оценивается по плотности дислокаций р:
Аод = 5Gbp1/2;
d - средний условный диаметр зерна феррита, определяемый по ГОСТ 5639-82 [18];
Ку = 20 МПа-мм1/2.
5.9.1.10. Временное сопротивление стали рассчитывается по соотношению
ов = 0,34НВ или ов = 0,34(HV).
Для исследуемого класса сталей значения твердости по Виккерсу (HV) и Бринеллю (НВ) принимаются совпадающими.
5.9.1.11. Полученные значения предела текучести и временного сопротивления оформляются заключением, которое входит в состав приложения к общему Заключению экспертизы промышленной безопасности ИР.
5.9.2. Определение фактических механических характеристик и химического состава материала внутренней оболочки ИР
5.9.2.1. Определение химического состава стали проводят в соответствии с требованиями ГОСТ 22536.0-87-ГОСТ 22536.12-87, ГОСТ 22536.14-87 [19], титриметрическим, спектральным или другими методами, обеспечивающими необходимую точность химического анализа.
5.9.2.2. Химический анализ стали проводят после зачистки поверхности металла (пробы) до металлического блеска, исключающей искажение результатов анализа состава металла.
5.9.2.3. При интерпретации результатов химического анализа допускаемые отклонения содержания легирующих элементов в готовом прокате учитывают согласно техническим требованиям к низколегированным сталям (ГОСТ 27772-88 [20], ГОСТ 380-94 [21] и др.).
5.9.2.4. В случае обнаружения аварийных дефектных мест внутренней оболочки ИР, а также после пожара и стихийных бедствий по решению экспертной организации проводится комплексная оценка физико-механических свойств металла различных зон сварных соединений.
5.9.2.5. При комплексной оценке физико-механических свойств основного металла и металла различных зон сварных соединений производится вырезка массивной заготовки в виде круга диаметром 300 мм, содержащей сварной шов.
5.9.2.6. Вырезку металла необходимо проводить из наиболее нагруженных мест, удобных для последующего ремонта.
5.9.2.7. На вырезанную заготовку наносится маркировка (номер ИР и пояса), направление прокатки, расположение и характер (вертикальный, заводской, монтажный) шва, указывается внутренняя и внешняя поверхность.
5.9.2.8. Для определения степени повреждения металла под воздействием эксплуатационных факторов и оценки механических свойств металла допускается проводить отбор микропроб размером (1,2 - 1,5)х(5 - 10)х(15 - 25) мм с наибольшим сечением рабочей части не менее 3 мм .
5.9.2.9. Микропробы отбираются с внутренней поверхности внутренней оболочки ИР механическим (скол, срез) электроэрозионным или иным способом, обеспечивающим получение микропробы требуемых размеров без деформации металла.
5.9.2.10. При выполнении п. 5.9.2.9 рекомендуется отбор микропроб проводить на трех уровнях: в жидкой фазе, газовой фазе и в зоне переменного смачивания. На каждом уровне микропробы отбираются от основного металла и металла шва и (или) околошовной зоны вертикального шва.
5.9.2.11. Количество проб и места их отбора устанавливаются экспертной организацией в зависимости от степени повреждения внутренней оболочки ИР, выявленной при проведении обследования.
5.9.2.12. Места отбора микропроб подвергаются механической зачистке до устранения концентраторов напряжений.
5.9.2.13. При вырезке массивной заготовки определяют механические свойства при растяжении (предел текучести, временное сопротивление, относительное удлинение) и ударную вязкость, а также проводят металлографический анализ в целях выявления повреждения (деградации) структуры и наличия микротрещин. При полном техническом освидетельствовании ИР, испытывающих в процессе эксплуатации малоцикловое нагружение, проводят испытания на малоцикловую усталость по ГОСТ 25859-83 [22].
5.9.2.14. Количество образцов и температуры испытаний устанавливаются экспертной организацией, проводящей полное техническое освидетельствование, с учетом требований ГОСТ 7564-73 [23].
Испытания на статическое растяжение и ударную вязкость проводят по ГОСТ 1497-84 [24] и ГОСТ 9454-78 [25] соответственно.
5.9.2.15. Полученные фактические механические характеристики и результаты химического состава материала внутренней оболочки ИР оформляются заключением, которое входит в состав приложения к общему Заключению экспертизы промышленной безопасности ИР.
5.10. Металлографические и электронно-фрактографические исследования структурного и коррозионного состояния основного металла и
материала сварных швов внутренней оболочки ИР
5.10.1. Металлографические и электронно-фрактографические исследования проводятся в случае визуального обнаружения трещиноподобных поверхностных дефектов, щелевой и точечной коррозии, возникших в процессе эксплуатации, при выявлении мест с повышенной активностью источников
АЭ после проведения АЭ-контроля, при обнаружении дефектов после проведения ультразвуковой и цветной дефектоскопии (либо другими неразрушающими методами контроля), а также для ИР с хранением аммиака, этилена и пропилена.
5.10.2. Металлографические исследования проводятся с целью оценки качества стали и установления факта изменения структуры металла и причины его трещинообразования под воздействием эксплуатационных факторов.
5.10.3. Для проведения металлографических исследований могут быть использованы как разрушающие, так и неразрушающие методы контроля.
5.10.4. Проведение металлографических исследований неразрушающим методом контроля осуществляется методом «реплик».
5.10.5. При использовании разрушающего метода контроля используют шлифы, изготовленные из вырезок, или микропробы, размеры которых приведены в пп. 5.9.2.5 и 5.9.2.8 соответственно.
5.10.6. Исследования структуры стали с применением методов количественной металлографии проводятся в соответствии с ГОСТ 5639-82 [18] и ГОСТ 5640-82 [26].
5.10.7. Электронно-фрактографические исследования проводятся в целях определения степени охрупчивания (повреждения) металла различных зон сварного соединения и установления причин его трещинообразования.
5.10.8. Изломы для электронно-фрактографического анализа получают при испытаниях стандартных ударных образцов (ГОСТ 9454-78 [25]) при отрицательных температурах, обеспечивающих наличие на поверхности разрушения «хрупкого квадрата», или при разрушении микропроб, предварительно охлажденных в жидком азоте для получения хрупкого излома. В обоих случаях следует предусмотреть меры по предотвращению коррозионных повреждений при отогреве и сушке изломов.
5.10.9. Выбор оборудования для проведения электронно-фрактографического анализа и определения доли межзеренной составляющей
осуществляется в соответствии с методическими указаниями МР 5-81 [27].
5.10.10. Степень межзеренного охрупчивания металла, вызванное ослаблением границ зерен из-за наводороживания, сульфидного и хлоридного растрескивания и иных неблагоприятных процессов, определяется по величине прироста доли межзеренного разрушения AFM в хрупком изломе.
5.10.11. Суммарная степень АТ^ охрупчивания стали, включающая внутризеренное охрупчивание, вызванное наклепом внутренних объемов зерен, и
межзеренное, обусловленное ослаблением границ зерен, в процессе эксплуатации устанавливается на основании результатов дюрометрического и электронно-фрактографического анализа по соотношению
АТК = А + ВAFм + САНУ,
где А - принимается равной 10 °С для основного металла и 20 °С для металла сварного шва и околошовной зоны;
В = 100 °С, С = 0,6 °С/МПа; АНУ = НУэ - НУи (твердость стали после эксплуатации НУэ и в исходном состоянии НУи соответственно);
AFм = F^ - F-^и (приведенная доля межзеренной составляющей после эксплуатации F'мэ и в исходном состоянии F^y соответственно).
5.10.12. В качестве параметра величины степени охрупчивания стали оболочки (основного металла и металла сварного шва) под воздействием эксплуатационных факторов принимается наибольшее значение из всех исследованных проб для каждой из зон сварного соединения.
5.10.13. Полученные результаты металлографических и электронно-фрактографических исследований структурного и коррозионного состояния основного металла и материала сварных швов внутренней оболочки ИР оформляются заключением, которое входит в состав приложения к общему Заключению экспертизы промышленной безопасности ИР.
5.11. Определение фактической геометрической формы ИР
5.11.1. Проверка геометрической формы проводится в целях определения фактической формы внутренней оболочки ИР, выявления отклонений от проекта и соответствия их требованиям СНиП 3.03.01-87 [28].
5.11.2. Проверку отклонений образующих стенки внутренней оболочки ИР определяют с помощью отвеса и мерной линейки не менее чем по восьми осям и не реже чем через 6 м по периметру. Замеры проводятся на расстоянии 50 мм ниже горизонтального шва и посредине каждого пояса.
Предельные отклонения от вертикали образующих стенки внутренней оболочки ИР приведены в табл. 3.
5.11.3. Для верхнего пояса при 20 % замеренных образующих допускаются отклонения ± 120 мм.
Таблица 3
| Объем резервуара, м3 | Предельные отклонения от вертикали, мм | |||||||||||
|
Номера поясов | ||||||||||||
| 1 |
2 | 3 | 4 |
5 | 6 | 7 |
8 | 9 | 10 |
11 | 12 | |
|
5000 | +15 | +25 |
+35 | +45 | +55 | +60 | +65 |
+70 | +75 | +80 |
- | - |
|
10000-20000 | +20 | +30 | +40 | +50 |
+60 | +70 | +75 |
+80 | +85 | +90 | +90 | +90 |
| 30000-50000 | +30 |
+40 | +50 | +60 |
+70 | +75 | +80 | +85 | +90 |
+90 | +90 | +90 |
5.11.4. Предельные отклонения образующих стенки внутренней оболочки ИР от вертикали (табл. 3) даны для листов шириной 1,5 м.
5.11.5. Для ИР, изготовленных из листов шириной более 1,5 м, предельные отклонения приведены в табл. 4, которые получены интерполяцией данных табл.3.
Таблица 4
| Объем резервуара, м3 | Предельные отклонения от вертикали, мм | |||||||||||
| Номера поясов | ||||||||||||
|
1 | 2 | 3 |
4 | 5 | 6 |
7 | 8 | 9 |
10 | 11 | 12 | |
| 5000 | +20 |
+30 | +40 | +50 |
+57 | +62 | +67 | +72 | +77 |
+80 | - | - |
| 10000-20000 | +25 |
+35 | +45 | +55 |
+65 | +72 | +77 | +82 | +87 |
+90 | +95 | +100 |
| 30000-50000 | +35 |
+45 | +55 | +66 | +72 | +77 |
+82 | +87 | +90 |
+95 | +95 | +100 |
5.11.6. Указанные в табл. 3 и 4 предельные отклонения образующих стенки внутренней оболочки ИР от вертикали должны удовлетворять 75 % проведенных замеров. Для остальных 25 % замеров допускаются предельные отклонения на 30 % больше с учетом геометрии листов стенки ИР.
5.11.7. Проверку отклонения от цилиндрической формы внутренней оболочки ИР определяют не менее чем по восьми осям и шести высотам через каждые 200 мм высоты стенки. Разность между длинами двух взаимно перпендикулярных диаметров, измеренных на уровне днища, не должна превышать 0,002 проектного диаметра ИР.
5.11.8. Результаты замеров отклонений от вертикали образующих стенки, а также отклонений от цилиндрической формы внутренней оболочки ИР заносятся в таблицу протокола проверки геометрической формы ИР (приложение 12). Протокол входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.12. Геодезические измерения неравномерности осадки фундамента и горизонтальности днища ИР
5.12.1. Неравномерность осадки может возникнуть в процессе эксплуатации ИР в результате деформации теплоизоляционных конструкций днища от воздействия собственного веса внутренней оболочки ИР, веса хранимого в нем продукта и давления газов над жидкостью, от температуры продукта и температуры окружающей среды, а также от деформации основания.
5.12.2. Измерение неравномерности осадки фундамента необходимо выполнять нивелированием по классу точности II в абсолютных отметках.
5.12.3. Замеры необходимо выполнять от опорных глубинных реперов, количество которых должно быть не менее трех.
5.12.4. При проведении нивелировки фундаментной плиты необходимо установить марки через каждые 6 м по ее окружности и не менее двух марок в центре.
5.12.5. Наблюдения за деформациями основания и оформление результатов необходимо производить в соответствии с требованиями Руководства по наблюдениям за деформациями оснований и сооружений, НИИОСП, 1975 г. [29].
5.12.6. Горизонтальность днища наружной емкости ИР (по наружным окрайкам днища или по верху первого пояса) проверяют нивелированием не менее чем в восьми точках и не реже чем через 6 м. Отсчет необходимо вести от глубинного репера.
5.12.7. Отклонения от горизонтальности днища наружной металлической емкости незаполненного ИР не должны превышать для двух соседних точек ±20 мм, для диаметрально противоположных точек ±50 мм. Отклонения при заполненном ИР не должны превышать ±40 мм для двух соседних точек и ±80 мм для диаметрально противоположных точек.
5.12.8. Горизонтальность днища внутренней емкости ИР проверяется нивелированием не менее чем по восьми осям и не реже чем через 6 м. Замеры проводятся внутри ИР по следующим контурам днища:
по периметру сварного шва узла сопряжения стенки с днищем;
по периметру - на 5 м от стенки;
по периметру - на 10 м от стенки;
в центре днища.
5.12.9. Разность отметок по контурам отсчитывается относительно отметки центра днища, принимаемой за ±0,000 и не должна превышать:
для двух соседних точек по периметру (6 м) сварного шва узла сопряжения стенки с днищем для ИР: объемом от 5000 до 20000 м3 - 15 мм, объемом от 20 000 до 50 000 м3 - 30 мм;
для диаметрально противоположных точек по периметру сварного шва узла сопряжения стенки с днищем для ИР: объемом от 5000 до 20000 м3 - 45 мм, объемом от 20000 до 50000 м3 - 60 мм.
5.12.10. Неравномерность осадки края днища определяют нивелированием в месте сопряжения его со стенкой ИР, измеренной на расстоянии 300 мм вдоль радиуса днища. Отклонение при этом не должно превышать величины, равной толщине листа окрайка днища.
5.12.11. Неровности днища ИР (хлопуны и вмятины) определяют с помощью нивелира. Высоту хлопуна замеряют по пяти точкам при площади хлопуна
2 2 2 м и по восьми точкам при площади хлопуна 5 ми более.
2 2
5.12.12. Высота хлопуна на днище не должна превышать 50 мм при площади хлопуна 2 ми 150 мм при площади 5 ми более.
5.12.13. Все выявленные хлопуны наносят на карту раскроя днища с координатами их привязки. Участки днища с высотой хлопунов, превышающей допустимые величины, а также места, где обнаружены резкие переломы поверхности листов, должны быть отмечены краской и подлежат исправлению.
5.12.14. Неравномерность осадки ИР определяется сравнением результатов замеров предыдущего и настоящего нивелирования верхней фундаментной плиты и днища ИР. Неравномерность осадки ИР не должна превышать 3 мм или величины, указанной в проекте.
5.12.15. Если в результате нивелирования разность отметок превышает допустимые величины, то необходимо проверить зазоры между упорными и закладными пластинами не менее чем на четырех взаимно противоположных анкерах ИР.
5.12.16. Для проверки зазоров между пластинами выбираются анкеры с максимальными отклонениями по результатам нивелирования.
5.12.17. В случае образования зазора между упорной и закладной пластиной анкера необходимо устранить его установкой подкладных пластин на величину зазора с обваркой пластин по периметру.
5.12.18. Результаты нивелировки днища и фундамента ИР оформляются протоколом геодезических измерений (приложение 13), который входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.13. Освидетельствование тепловой изоляции ИР
5.13.1. Для предварительной оценки технического состояния тепловой изоляции ИР проводится тепловизионное обследование в эксплуатационном режиме (п. 5.4) в целях выявления участков с нарушенными теплоизоляционными свойствами, а также визуальный осмотр наружной поверхности стенки, крыши и нижней поверхности фундаментной плиты.
5.13.2. Для определения физико-механических свойств тепловой изоляции ИР производится отбор проб теплоизоляционных материалов из конструкций.
5.13.3. Пробы отбираются не менее чем в трех точках по высоте стенки и в двух точках по крыше ИР преимущественно на участках обмерзания наружной поверхности стенки и крыши, если таковые выявлены при визуальном осмотре.
5.13.4. В двустенных ИР с засыпкой перлитовым песком определяется его влажность, средняя, насыпная плотность, зерновой состав и степень уплотнения в соответствии с требованиями ГОСТ 17177-87 [30].
5.13.5. Для отбора проб перлитового песка к стенке наружной емкости ИР привариваются лючки диаметром 70 мм в количестве трех штук по высоте стенки.
5.13.6. В одностенных ИР с пенопластовой тепловой изоляцией стенки и крыши определяются влажность, средняя плотность, водопоглощение и наличие признаков старения теплоизоляционного материала, а также техническое состояние защитного покрытия.
5.13.7. Отбор проб теплоизоляционного материала днища (пеностекла, перлитобетона) для определения его влажности производят на участках с нарушенными теплоизоляционными свойствами и дефектами бетона в фундаментной плите путем горизонтального выбуривания через стенку наружной емкости ИР.
5.13.8. В одностенных ИР выбуривание производят через торцевую часть фундаментной плиты на расстоянии 0,1-0,15 м ниже верха плиты.
5.13.9. Пробы теплоизоляции днища отбираются не менее чем в трех-четырех точках по периметру. Глубина выбуривания - 2,5- 3,0 м от наружной стенки (или от торцевой части фундаментной плиты одностенного ИР), привязка по вертикали 0,05-0,1 м от фундаментной плиты.
5.13.10. В случае если фактическая влажность теплоизоляционных материалов превышает проектное значение, необходимо произвести отбор образцов теплоизоляционного материала через окна, вырезанные в днище ИР, для определения прочностных свойств материала. Минимальный размер окна должен быть 400x500 мм. С учетом размера люка-лаза размер окна может быть изменен. Окна привязываются с учетом расположения сварных швов и хлопунов в днище.
5.13.11. После вскрытия днища (вырезки окна) производят послойный отбор образцов теплоизоляционных материалов с описанием толщины слоев, наличия влажных пятен и признаков разрушения.
5.13.12. Отобранные образцы передаются в лабораторию для определения их плотности, влажности и предела прочности на сжатие в соответствии с требованиями гОсТ 17177-87 [30].
5.13.13. По результатам исследования определяется соответствие фактических физико-механических свойств материалов теплоизоляции днища проектным требованиям.
5.13.14. Результаты освидетельствования теплоизоляции ИР оформляются заключением с приложением результатов лабораторных исследований, схем привязки мест отбора проб, а также описанием фактической конструкции теплоизоляции днища в случае его вскрытия. Заключение входит в состав приложения к общему Заключению экспертизы промышленной безопасности ИР.
5.14. Освидетельствование грунтов основания и фундамента ИР
5.14.1. Техническое освидетельствование грунтов основания и фундамента выполняется в целях определения их фактического состояния и условий дальнейшей безопасной эксплуатации ИР.
5.14.2. Техническое освидетельствование грунтов основания производится в специально откопанных шурфах (шурфы для освидетельствования фундаментов - см. п. 5.14.6) и включает следующее:
изучение инженерно-геологических условий;
отбор образцов грунта основания в откопанных шурфах и определение его физико-механических характеристик;
химический анализ водной вытяжки грунта из откопанных шурфов.
5.14.3. Физико-механические характеристики образцов грунта основания, а также химический анализ водной вытяжки грунта производятся в лабораторных условиях специализированной организации. Механические характеристики грунтов основания допускается определять непосредственно в откопанных шурфах методом статического зондирования.
5.14.4. Если неравномерность осадки фундаментов превышает допустимые величины (п. 5.12.14), необходимо провести освидетельствование грунтов основания в специально откопанных шурфах на глубину до плотных пород.
5.14.5. При техническом освидетельствовании фундамента ИР в первую очередь обследованию подлежит его наземная часть: верхняя плита и верхняя часть свай или колонн. По результатам осмотра наземной части в местах наибольших дефектов и повреждений намечается обследование подземных частей железобетонных конструкций.
5.14.6. Для обеспечения доступа к поверхности нижней плиты фундамента и свай и узла сопряжения плиты с колоннами необходимо откопать в грунте
РД 03-410-01 Инструкция по проведению комплексного технического освидетельствования изотермических резервуаров сжиженных газов Стр. 24 из 53 шурфы:
размером 1x1 м в подполье до обнаружения стыка колонны с нижней плитой (не менее трех шурфов) и на глубину 1,5 м - для определения состояния свай;
размером 1x1,5 м по контору нижней плиты до отметки подошвы плиты (не менее трех шурфов), количество шурфов может быть изменено в процессе обследования, в зависимости от характера и серьезности обнаруженных дефектов и повреждений.
5.14.7. При обследовании фундамента ИР особое внимание необходимо обратить на узлы: сопряжения колонн с верхней и нижней плитой;
крепления анкеров с фундаментной плитой;
на состояние свай, колонн на отметке планировки земли в зоне переменного температурно-влажностного режима.
5.14.8. При визуальном обследовании железобетонных конструкций фундамента ИР фиксируется наличие трещин, каверн, отколов, разрушений защитного слоя бетона, мокрых пятен, высолов, конденсата, мест обмерзания и выщелачивания бетона. Все выявленные дефекты и повреждения наносятся на схему с указанием размеров и мест привязки.
5.14.9. При инструментальном обследовании железобетонных конструкций фундамента ИР определяются следующие характеристики: фактическая прочность бетона (ГОСТ 22690-88 [31], ГОСТ 28570-90 [32]);
влажность бетона (ГОСТ 12730.2-78 [33]);
глубина карбонизации защитного слоя бетона;
ширина раскрытия коррозионных и силовых трещин в бетоне;
толщина защитного слоя бетона;
степень поражения стальной арматуры коррозией;
потери рабочего сечения железобетонных элементов.
5.14.10. Бетон фундамента ИР должен быть обследован на наличие и концентрацию в нем аммиака (в местах выбуривания кернов, в глубоких трещинах).
5.14.11. При наличии высолов и следов выщелачивания бетона фундаментной плиты необходимо выполнить химический анализ водной вытяжки отобранных образцов поверхностного слоя бетона в лаборатории специализированной организации.
5.14.12. Контроль за температурой бетона осуществляется с помощью термодатчиков, установленных в местах взятия проб.
5.14.13. Результаты освидетельствования грунтов основания и железобетонных конструкций фундамента оформляются заключением с приложением схем и результатов лабораторных исследований. Заключение входит в состав приложения к общему Заключению экспертизы промышленной безопасности ИР.
5.15. Освидетельствование анкерных креплений ИР
5.15.1. При освидетельствовании анкерных креплений ИР необходимо выполнить следующие работы:
произвести анализ проектной и исполнительной документации в целях выявления отступлений от проекта по устройству опорного кольца, теплоизоляции днища ИР, гильз анкеров и верхней фундаментной плиты;
выполнить тепловизионную (термографическую) съемку участков теплоизоляции стенки и днища в местах расположения анкеров в рабочем режиме ИР; провести визуальный осмотр анкерных креплений на наличие обмерзаний нижнего пояса ИР, коррозии мест крепления упорных пластин (пят) анкеров, разрушения бетона по периметру пят анкеров, подтекания воды (конденсата) между бетоном и гильзами анкеров, подтекания воды (конденсата) в гильзы анкеров путем засверловки отверстий в пятах анкеров в процессе отепления ИР с последующей герметизацией отверстий (на двустенном ИР); выполнить нивелирование окрайка днища внутри ИР (п. 5.12.10).
После выполнения вышеперечисленных работ анкера с обнаруженными нарушениями и дефектами необходимо дополнительно обследовать.
5.15.2. При освидетельствовании анкерных креплений одностенного ИР кроме работ, указанных в п. 5.15.1, необходимо выполнить следующее: вскрыть участки защитного покрытия и теплоизоляции на анкерных креплениях по результатам нивелирования днища и определения неравномерности
осадки ИР;
произвести зачистку анкерных полос и сварных швов узлов крепления анкеров к корпусу ИР от ржавчины, грязи, брызг металла;
выполнить визуальный контроль сварных швов с помощью лупы с кратностью увеличения 7 раз, а также цветную дефектоскопию (пп. 5.8.4.6-5.8.4.10).
5.15.3. При выявлении дефектов в сварных швах или металле устранить их, восстановить химзащиту анкеров, теплоизоляцию и защитное покрытие в местах расположения анкеров.
5.15.4. Учитывая наличие осушенного азота в межстенном пространстве двустенного ИР, где анкерные крепления не подвержены коррозионному разрушению, дополнительное обследование узлов крепления анкеров не требуется.
5.15.5. По результатам обследования анкерных креплений составляется протокол (приложение 14), который входит в состав приложения к Заключению экспертизы промышленной безопасности ИР.
5.16. Испытания внутренней оболочки ИР на прочность и герметичность
5.16.1. Проведение полного технического освидетельствования ИР в соответствии с разделом 5 настоящей Инструкции предусматривает следующие виды испытаний ИР:
испытание на герметичность;
испытание на прочность и плотность.
5.16.2. Испытание на герметичность проводится подачей давления во внутреннюю оболочку инертного газа (азота).
5.16.3. Испытание на герметичность, прочность и плотность проводится по специальной программе.
5.16.4. Испытания на прочность и плотность (комбинированные пневмогидроиспытания) проводятся путем налива воды по поясам с выдержкой в течение 0,5 ч для осмотра ИР. При достижении максимального уровня, предусмотренного проектом, прекращается подача воды в ИР и производится выдержка в течение 24 ч. В это время производится осмотр состояния ИР. При положительном результате осмотра и отсутствии видимого падения уровня воды по уровнемеру (по месту) приступают к набору избыточного давления азота в ИР, равного 0,0125 МПа.
5.16.5. Подъем давления в ИР должен осуществляться со скоростью, не превышающей указанных величин:
0,001 МПа в час до давления 0,007 МПа, с выдержкой в течение 1 ч и осмотром;
0,0005 МПа в час до давления 0,01 МПа, с выдержкой в течение 1-2 ч и осмотром;
0,0005 МПа в час до давления 0,0125 МПа, с выдержкой в течение 0,5 ч и осмотром.
5.16.6. При отсутствии видимого падения давления и положительных результатах осмотра испытание ИР на прочность и плотность прекращается,
сбрасывается давление до 0,007 МПа со скоростью не более 0,001 МПа в час, производится осмотр и сбрасывается давление до атмосферного со скоростью
не более 0,002 МПа в час.
о
5.16.7. При достижении в ИР давления, равного атмосферному, производится сброс воды до уровня 1-2 м со скоростью не более 100 м3/ч или понижением уровня на 2-3 мм/мин.
5.16.8. При снижении уровня воды до 1-2 м слив прекращается и производится проверка устойчивости ИР путем подачи азота и создания избыточного давления в нем, равным 0,0125 МПа.
5.16.9. Испытательное давление (0,0125 МПа) выдерживается в течение 30 мин, при этом производится осмотр анкерных креплений, после чего давление сбрасывается до рабочего и производится осмотр всего ИР в течение 48 ч.
5.16.10. При положительном результате осмотра и отсутствии видимого падения давления по U-образному манометру производится сброс давления до атмосферного со скоростью не более 0,001-0,002 МПа в час, открывается верхний люк ИР и производится полный слив воды. Снижение уровня воды ведется со скоростью не более 2-3 мм/мин.
5.16.11. После полного слива воды демонтируются временные трубопроводы, ИР продувается воздухом до содержания кислорода не менее 20 % объемных, вскрывается нижний люк-лаз, удаляются остатки воды с днища и производится визуальный контроль конструкций и сварных швов днища, вертикальных швов нижнего пояса стенки внутренней оболочки ИР в объеме 100 % с применением лупы 7-кратного увеличения и при необходимости, другие методы контроля.
5.16.12. ИР считается выдержавшим испытание, если:
в процессе испытания на поверхности стенки или по периметру днища не обнаружено течи и уровень воды не снизился ниже проектной величины в течение 48 ч;
не выявлено признаков деформации конструкций; не обнаружено пропуска воздуха в сварных швах люков-лазов; отсутствуют дефекты в фундаменте и теплоизоляционном слое днища ИР; осадка фундамента ИР не выходит за допустимые пределы (не более 120 мм).
5.16.13. При получении отрицательных результатов испытание прекращается на любом этапе в процессе налива воды и подъема давления, сбрасывается давление со скоростью 0,001 МПа в час, устраняются дефекты и испытание повторяют.
5.16.14. После проведенных испытаний составляется акт и результаты испытаний записываются в паспорт ИР.
5.16.15. При выполнении диагностического контроля состояния металла ИР методами и в объеме, определенными разделами 5.8, 5.9 и 5.10 настоящей Инструкции, и получении положительных результатов пневмогидроиспытание ИР не проводится, за исключением случаев проведения ремонтных работ с заменой элементов несущих конструкций ИР.
5.17. Оценка технического состояния ИР
5.17.1. По результатам полного технического освидетельствования ИР на основании полученных данных все выявленные дефекты и повреждения должны быть сопоставлены с требованиями действующей нормативно-технической документации и руководящих документов: СНиП 3.03.01-87 [28], ПБ
03-182-98 [46], ПБ 10-115-96 [36].
5.17.2. При необходимости оценки однородности данных, полученных в результате комплексного технического освидетельствования ИР, применяется статистическая обработка.
5.17.3. К недопустимым отклонениям относятся следующие дефекты и показатели:
коррозионное растрескивание в зонах концентрации напряжений (уторный шов днища, зона основного металла стенки в местах примыкания к уторному шву, перекрестия вертикальных сварных швов стенки I и II пояса внутренней оболочки ИР, застойные зоны, места скопления влаги и коррозионных продуктов, места раздела фаз «газ - жидкость», места изменения направления потоков, зоны входных и выходных штуцеров); трещины всех видов в металле сварного шва;
прочностные характеристики металла (временное сопротивление или условный предел текучести) отличаются от нормативных более чем на 5 % в меньшую сторону;
отношение предела текучести к временному сопротивлению свыше 0,75 для легированных сталей; относительное удлинение для легированных сталей менее 17 %;
максимальный относительный прогиб для вмятин и выпучин размером более 200 мм превышает 5 %, абсолютная величина прогиба превышает половину толщины стенки внутренней оболочки ИР;
другие дефекты и отклонения, превышающие требования действующей нормативно-технической документации.
5.17.4. Решение вопроса о техническом состоянии ИР и условиях его дальнейшей безопасной эксплуатации при выявлении отклонений, указанных в п.
8.3, принимается на основании результатов поверочных расчетов на прочность и на устойчивость с учетом изменения формы и геометрических размеров элементов, фактических свойств металла и состояния сварных швов.
5.17.5. Все выявленные при полном техническом обследовании дефекты и повреждения элементов ИР, которые могут быть исправлены, должны быть устранены с последующими испытаниями и контрольной проверкой.
5.17.6. Ремонтные и восстановительные работы конструктивных элементов ИР должны производиться согласно разработанному проекту на ремонт.
5.17.7. Целесообразность ремонта ИР и сроки его безопасной эксплуатации должны решаться в каждом конкретном случае на основании результатов полного технического освидетельствования и с учетом технико-экономического анализа.
5.18. Расчетная оценка статической, хрупкой и циклической прочности ИР
5.18.1. Расчетная оценка прочности производится в целях установления соответствия внутренней оболочки ИР требованиям действующих норм NormaCS® (NRMS10-02983) www.normacs.ru 24.02.2009 9:46:24
прочности и определения условий дальнейшей безопасной эксплуатации.
5.18.2. Необходимость проведения расчетов на прочность и их методика определяются экспертной организацией, проводящей полное техническое освидетельствование, по результатам данных, полученных в ходе обследования.
5.18.3. Поверочный расчет ИР на статическую прочность проводится в соответствии с ГОСТ 14249-89 [38], ГОСТ 24755-89 [39], ГОСТ 25221-82 [40], ГОСТ 26202-84 [41]. Поверочный расчет на усталостную прочность - в соответствии с ГОСТ 25859-83 [22]. Поверочный расчет на хрупкую прочность - в соответствии со СНиП II-23-81* [37] и Руководством по расчету стальных конструкций на хрупкую прочность[42].
5.18.4. ИР считается работоспособным, если основные элементы его внутренней оболочки имеют запасы прочности для статических и малоцикловых условий нагружения не ниже величин, указанных в ГОСТ 14249-89 [38] и ГОСТ 25859-83 [22] соответственно.
5.18.5. Величина допускаемого внутреннего давления Р на момент проведения полного технического освидетельствования зависит от фактических физико-механических свойств металла элементов внутренней оболочки ИР и толщины стенки:
Л + S' ¦
^''m-ELK mill .
где j - коэффициент прочности сварного шва;
s= min (oJnm, se/ne) - допускаемое напряжение, МПа;
(здесь - фактическое значение предела текучести и временного сопротивления материала элементов внутренней оболочки (МПа), полученные согласно п. 5.10.2;
nj, пв - коэффициенты запаса прочности);
Smin - минимальная толщина стенки внутренней оболочки по результатам толщинометрии, мм;
Dmax - максимальный внутренний диаметр внутренней оболочки ИР по результатам измерений, мм.
5.18.6. При неудовлетворительных результатах расчетной оценки прочности внутренней оболочки ИР дефектные места подлежат ремонту с обязательным последующим обследованием. При невозможности устранения дефектов дальнейшая эксплуатация ИР не допускается.
5.19. Оценка остаточного ресурса безопасной эксплуатации и назначение сроков следующих полных технических освидетельствований ИР
5.19.1. Оценка остаточного ресурса безопасной эксплуатации ИР производится на основании результатов полного технического освидетельствования при выполнении работ согласно пп. 5.2-5.5, 5.7-5.15 и разделам 5.16-5.18 настоящей Инструкции.
5.19.2. Оценка остаточного ресурса безопасной эксплуатации определяется типом основного повреждающего фактора, действующего на ИР в процессе эксплуатации и установленного по результатам полного технического освидетельствования и анализа условий предшествующей эксплуатации.
5.19.3. Для ИР трещины в элементах внутренней оболочки не допускаются, поэтому основным критерием предельного состояния является уменьшение толщины стенки из-за коррозии (или эрозии) до предельной величины, ниже которой не обеспечивается необходимый запас ее несущей способности.
5.19.4. Оценка остаточного ресурса безопасной эксплуатации ИР по развитию коррозионных повреждений осуществляется только при наличии поверхностной коррозии внутренней оболочки, без наличия коррозионного растрескивания и локальной коррозии, недопустимых при его эксплуатации.
5.19.5. Оценка остаточного ресурса безопасной эксплуатации ИР, эксплуатирующегося в условиях статического нагружения, где основным повреждающим фактором являются коррозионно-эрозионные процессы, производится по формуле
T = (Бф - Ббр)/ C
где Т - расчетный ресурс, годы;
Бф - фактическая толщина элемента, мм;
Sfip - отбраковочная толщина элемента, мм;
С - скорость коррозии (или эрозионного износа), мм/год.
5.19.6. За фактическую величину Бф принимается минимальное значение из полученных данных по толщинометрии, проводимой при полном
техническом освидетельствовании. Отбраковочная толщина Sgp определяется с учетом концентрации напряжений, создаваемых дефектами формы и
другими дефектами, а также с учетом фактических свойств металла по результатам полного технического освидетельствования, как большее из двух значений, рассчитанных для рабочих условий и условий гидравлических испытаний.
5.19.7. Для цилиндрической внутренней оболочки ИР Sgp вычисляется по формуле
PpD _
S6p = max
2(ра-Р 2(ра„-Р„
где Рр и Рн - расчетное давление и давление при испытаниях, МПа;
D - диаметр внутренней оболочки ИР, м;
<ги <гн - допускаемое напряжение в рабочих условиях и при испытаниях, МПа;
р- коэффициент прочности сварного шва (для автоматической дуговой электросварки р = 1,0).
5.19.8. За скорость коррозии С (мм/год) принимается максимальное из двух значений: по паспорту ИР для данного продукта хранения либо исходя из разницы начальной толщины элемента и последних данных толщинометрии, полученных по результатам полного технического освидетельствования, деленной на срок эксплуатации.
5.19.9. Оценка остаточного ресурса безопасной эксплуатации производится для каждого нагруженного элемента внутренней оболочки ИР, за ресурс ИР принимается минимальное из полученных значений для отдельных элементов, но не более 8 лет.
5.19.10. Для ИР, эксплуатирующихся в условиях малоциклового нагружения, основным повреждающим фактором является малоцикловая усталость металла, поэтому оценка остаточного ресурса безопасной эксплуатации выполняется по ГОСТ 25859-83 [22]. Если расчетный ресурс превышает 8 лет, то он принимается равным 8 годам.
5.19.11. Для ИР, эксплуатирующихся при воздействии других основных повреждающих факторов, схема расчета ресурса определяется специалистами, выполняющими полное техническое освидетельствование.
6. ЧАСТИЧНОЕ ОСВИДЕТЕЛЬСТВОВАНИЕ ИР В ЭКСПЛУАТАЦИОННОМ РЕЖИМЕ
6.1. Частичное освидетельствование ИР в режиме эксплуатации проводится согласно п. 3.5. настоящей Инструкции.
6.2. При частичном освидетельствовании ИР проводится следующий комплекс работ:
анализ комплекта технической, эксплуатационной документации и предписаний органов Г осгортехнадзора России (в соответствии с разделом 5.2);
наружный осмотр ИР в эксплуатационном режиме (в соответствии с разделом 5.3);
тепловизионное обследование ИР в эксплуатационном режиме (в соответствии с разделом 5.4);
проверка допустимого содержания хранимого продукта в межстенном пространстве ИР;
освидетельствование технологического оборудования ИР (в соответствии с разделом 5.5);
определение физико-механических характеристик и химического состава металлоконструкций внутренней оболочки ИР (дюрометрический метод оценки прочности, определение фактических механических характеристик и химического состава, в том числе неразрушающий метод контроля на микропробах, в соответствии с разделом 5.9);
металлографические и электронно-фрактографические исследования структурного и коррозионного состояния основного металла и материала сварных швов внутренней оболочки ИР (в соответствии с разделом 5.10);
определение фактической геометрической формы наружной оболочки двустенного ИР (в соответствии с разделом 5.11);
геодезические измерения неравномерности осадки фундамента и горизонтальности днища наружной металлической емкости (для двустенного) ИР (в
соответствии с разделом 5.12);
освидетельствование тепловой изоляции ИР (в соответствии с разделом 5.13); освидетельствование грунтов основания и фундамента ИР (в соответствии с разделом 5.14); освидетельствование анкерных креплений ИР (в соответствии с разделом 5.15); оценка технического состояния ИР (в соответствии с разделом 5.17);
расчетная оценка статической, хрупкой и циклической прочности ИР (в соответствии с разделом 5.18); оценка остаточного ресурса безопасной эксплуатации ИР (в соответствии с разделом 5.19).
6.3. Отбор микропроб (п. 5.9.2.8) для определения физико-механических характеристик, химического состава металлоконструкций и металлографических исследований производить с наружной поверхности внутренней оболочки ИР в доступных местах через вырезанные окна в теплоизоляции.
6.4. ИР необходимо вывести из эксплуатации и произвести его полное техническое освидетельствование в соответствии с разделом 5 настоящей Инструкции, если при частичном освидетельствовании выявлены следующие дефекты и повреждения:
разрушение анкерных креплений - более трех анкеров;
содержание продукта в межстенном пространстве выше допустимых норм;
наличие признаков старения теплоизоляционного материала (участки обмерзания наружной поверхности стенки и крыши свыше 3 м ); в случае перелива продукта;
величина неравномерности осадки края днища превышает величину, равную толщине листа окрайка днища; нарушение герметичности ИР.
6.5. При удовлетворительных результатах частичного освидетельствования выдается заключение экспертизы промышленной безопасности ИР о возможности продления срока эксплуатации до очередного полного технического освидетельствования на срок не более одного года по согласованию с органами Госгортехнадзора России.
7. ПЕРЕЧЕНЬ ИСПОЛНИТЕЛЬНОЙ ДОКУМЕНТАЦИИ ПО РЕЗУЛЬТАТАМ ПОЛНОГО ТЕХНИЧЕСКОГО ОСВИДЕТЕЛЬСТВОВАНИЯ ИР
7.1. В приложении Заключения экспертизы промышленной безопасности по результатам проведения полного технического освидетельствования ИР должны быть представлены следующие документы:
акт сдачи ИР для проведения полного технического освидетельствования;
акт проверки и анализа проектной, исполнительной и эксплуатационной документации;
протокол наружного осмотра ИР в эксплуатационном режиме;
материалы обследования технического состояния теплоизоляционных конструкций ИР в эксплуатационном режиме;
акт обследования состояния технологического оборудования, трубопроводов, защитных устройств, средств КИПиА;
протокол визуально-оптического контроля внутренней оболочки ИР;
протокол АЭ-контроля со схемой расстановки ПАЭ;
протокол ультразвукового контроля сварных соединений;
протокол контроля качества сварных швов цветной дефектоскопией;
протокол магнитопорошкового контроля;
протокол ультразвуковой толщинометрии со схемой расположения точек измерения толщины стенок и днища;
заключение по качеству основного металла и сварных швов внутренней оболочки ИР по результатам химического анализа, механическим свойствам и металлографическому анализу структуры; протокол проверки геометрической формы; протокол геодезических измерений;
заключение о состоянии теплоизоляционных конструкций ИР с приложением схемы отбора проб и результатов лабораторных исследований;
заключение о состоянии грунтов основания и фундамента ИР с приложением схемы отбора проб и результатов лабораторных исследований;
протокол обследования анкерных креплений;
акт испытания ИР на прочность, плотность и герметичность (в случае их проведения);
расчетная оценка статической, хрупкой и циклической прочности;
акт приемки ИР в эксплуатацию после полного технического освидетельствования.
8. ОФОРМЛЕНИЕ И ВЫДАЧА ЗАКЛЮЧЕНИЯ ЭКСПЕРТИЗЫ ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ ПО РЕЗУЛЬТАТАМ ПОЛНОГО
ТЕХНИЧЕСКОГО ОСВИДЕТЕЛЬСТВОВАНИЯ ИР
8.1. На выполненные при полном техническом освидетельствовании ИР работы организации, проводившие их, составляют первичную документацию согласно СНиП 3.03.01-87 [28] (эскизы элементов ИР с фиксацией дефектов, журналы, ведомости дефектов, расчеты и т.п.), а также акты и протоколы, указанные в разделе 7 настоящей Инструкции. На основании вышеперечисленных документов и в соответствии с требованиями ПБ 03-246-98 [56] оформляется Заключение экспертизы промышленной безопасности о возможности и условиях дальнейшей безопасной эксплуатации ИР, необходимости его ремонта или исключения из эксплуатации. Первичная документация прилагается к Заключению или хранится у исполнителя.
8.2. По результатам полного технического освидетельствования ИР экспертная организация выдает предприятию-владельцу Заключение экспертизы промышленной безопасности о возможности эксплуатировать ИР при заданных технологических параметрах с установлением срока его безопасной эксплуатации, а также приложение, содержащее акты, протоколы, заключения и расчетную оценку прочности, указанные в разделе 7 настоящей Инструкции.
9. ПУСК В РАБОТУ ИР 9.1. Подготовка к пуску
9.1.1. Приемка ИР в эксплуатацию проводится по окончании всех работ полного технического освидетельствования, предусмотренных настоящей Инструкцией.
9.1.2. До начала пусковых операций ИР необходимо очистить от мусора, ветоши, посторонних предметов, произвести демонтаж электрокоммутирующих средств (освещения, переносок, трансформаторов), лесов, лестниц и других предметов.
9.1.3. Вварка компенсационного кольца и заглушки в патрубок нижнего люка-лаза должна производиться согласно техническим условиям.
9.1.4. Прилегающая к ИР территория должна быть очищена от посторонних предметов, материалов, инструмента, приспособлений.
9.1.5. Временные трубопроводы должны быть демонтированы, а на их место установлены инвентарные заглушки.
9.1.6. После окончания подготовительных работ комиссией, состоящей из представителей исполнителя и предприятия-владельца, составляется акт приемки ИР в эксплуатацию.
9.2.1. Пуск в работу ИР производится на основании письменного распоряжения (приказа) главного инженера предприятия-владельца.
9.2.2. Пусковые операции по захолаживанию и включению ИР в работу производятся согласно инструкции по захолаживанию и включению в работу ИР.
9.2.3. Инструкцией по захолаживанию предусматривается выполнение технологических операций, обеспечивающих ввод в эксплуатацию ИР без резких температурных перепадов, статических и динамических нагрузок.
9.2.4. Все технологические операции по пуску ИР в работу выполняются эксплуатационным персоналом согласно действующему технологическому регламенту, инструкциям по рабочим местам, а также с учетом дополнительных требований и изменений, указанных в Заключении экспертной организации по результатам полного технического освидетельствования ИР.
9.2.5. Порядок включения в работу ИР следующий:
проверяется подключение предохранительных и дыхательных клапанов, КИПиА;
готовится схема для вытеснения воздуха и осуществляется продувка внутренней емкости ИР и его трубопроводов азотом;
демонтируются заглушки и проводится подготовка ИР к вытеснению азота газообразным аммиаком или углеводородными газами;
проводятся операции по вытеснению воздуха осушенным азотом из межстенного пространства двустенного ИР;
осуществляется вытеснение азота из внутренней емкости ИР газообразным аммиаком или углеводородными газами;
после продувки ИР газообразными продуктами (аммиаком или углеводородными газами) приступают к его захолаживанию до рабочей температуры согласно инструкции по захолаживанию;
по окончании охлаждения ИР до рабочих температур приступают к накоплению жидкого аммиака или сжиженных углеводородных газов до минимального уровня и стабилизации избыточного давления в ИР согласно нормам технологического режима.
Приложение 1
Справочное
Термины и определения
Акустико-эмиссионный контроль целостности внутренней оболочки ИР - один из неразрушающих методов контроля по выявлению дефектов (коррозионных и усталостных трещин, зон пластической деформации, протечек в уплотнениях и других дефектов) при определении целостности ИР на основе регистрации и анализа источников акустической эмиссии.
Безопасная эксплуатация ИР - система мер по проведению научно обоснованных комплексных технических освидетельствований и оснащение системой диагностики и оперативного контроля состояния металлических, фундаментных, теплоизоляционных конструкций и технологического оборудования в целях предупреждения аварий ИР.
Визуально-измерительный контроль внутренней оболочки ИР - контроль основного металла и сварных швов внутренней оболочки ИР при помощи оптических приборов (лупы с кратностью увеличения 7 раз, бинокля с кратностью увеличения 10 раз и т.п.) в целях выявления и определения размеров поверхностных дефектов и коррозионных повреждений.
Дефект - неисправность, возникающая в конструкции на стадии ее изготовления, транспортировки, монтажа и эксплуатации.
Деформация конструкций - изменение формы и размеров конструкций (или части ее), а также потеря устойчивости под влиянием нагрузок и воздействий.
Деформация основания - деформация, возникающая в результате передачи усилий от сооружения на основание или изменения физического состояния грунта основания в период эксплуатации.
Заключение экспертизы промышленной безопасности - документ, содержащий обоснованные выводы о соответствии или несоответствии объекта экспертизы требованиям промышленной безопасности.
Изотермический резервуар (ИР) - вертикальный стальной цилиндрический резервуар (одно- или двустенный) с теплоизоляцией, предохранительными и дыхательными клапанами и уровнемерами, предназначенный для хранения жидкого аммиака и сжиженных углеводородных газов (пропана, бутана, изобутана, этилена, пропилена, широкой фракции легких углеводородных газов) при постоянной низкой температуре, обеспечивающей избыточное давление насыщенных паров в пределах 0,004-0,008 МПа.
Нагрузка - механическое воздействие, мерой которого является сила, характеризующая величину и направление этого воздействия и вызывающая изменения напряженно-деформируемого состояния конструкций сооружения и его основания.
Надежность - свойство (способность) сооружения, а также его несущих и ограждающих конструкций выполнять заданные функции в период эксплуатации.
Наружный осмотр ИР в эксплуатационном режиме - осмотр наружной оболочки, железобетонного фундамента, технологического оборудования, обслуживающих лестниц, переходных площадок ИР с целью оценки его технического состояния в режиме эксплуатации.
Неразрушающий контроль основного металла и сварных соединений внутренней оболочки ИР - выявление внутренних дефектов основного металла и сварных швов внутренней оболочки ИР при использовании методов, указанных в разделе 5.8 настоящей Инструкции (АЭ-контроль, цветная и ультразвуковая дефектоскопия, магнитопорошковый метод, ультразвуковая толщинометрия, метод магнитной памяти металла, радиографический метод,
вакуумный (пузырьковый) метод, вихретоковый метод, метод керосиновой пробы).
Нормативная документация - правила, отраслевые и государственные стандарты, технические условия, руководящие документы на проектирование, изготовление, монтаж, реконструкцию, диагностирование, полное техническое освидетельствование, эксплуатацию.
Отклонение - отличие фактического значения любого из параметров технического состояния от требований норм, проектной документации или требований обеспечения технологического процесса.
Отклонения недопустимые - отклонения, которые создают препятствия нормальной эксплуатации конструкций или вносят такие изменения в расчетную схему, учет которых требует усиления конструкций.
Оценка технического состояния конструкций - оценка, которая проводится по результатам технического обследования и включает: поверочный расчет конструкций с учетом обнаруженных дефектов и повреждений, фактических и прогнозируемых нагрузок, воздействий и условий эксплуатации.
Охрупчивание - повышение хрупкости металла в результате снижения пластических свойств вследствие старения, коррозии, понижения температуры или высокой скорости нагружения.
Периодический контроль технического состояния - комплекс работ, проводимых персоналом предприятия - владельца ИР с использованием штатного приборного оборудования, в целях своевременного обнаружения неполадок, принятия мер по их устранению и поддержания работоспособности ИР между очередными полными техническими освидетельствованиями.
Повреждение - отклонение качества, формы и фактических размеров элементов и конструкций от требований нормативных документов или проекта, возникающее в процессе эксплуатации.
Полное техническое освидетельствование - проведение работ по проверке соответствия значений параметров объекта требованиям технической и нормативной документации с диагностическим обследованием составных частей объекта и определение на этой основе фактического технического состояния и возможности дальнейшей безопасной эксплуатации при установленных технологическим регламентом режимах работы.
Предприятие - владелец ИР - предприятие, в собственности которого находится ИР для хранения жидкого аммиака или сжиженных углеводородных газов.
Прогнозируемый остаточный ресурс безопасной эксплуатации - установленная на основании оценки технического состояния продолжительность эксплуатации ИР от момента времени после последнего технического освидетельствования до его предельного состояния.
Экспертная организация - организация, имеющая лицензию Госгортехнадзора России на проведение экспертизы промышленной безопасности в соответствии с действующим законодательством.
Срок службы ИР - продолжительность эксплуатации ИР в календарных годах до перехода в предельное состояние.
Старение металлов - изменение свойств металлов, протекающее либо самопроизвольно при нормальных условиях (естественное старение), либо при нагреве (искусственное старение) и приводящее к изменению их прочности и твердости, а также пластической и ударной вязкости.
Твердость - свойство материалов сопротивляться пластической деформации или хрупкому разрушению в поверхностном слое при местных контактных силовых воздействиях.
Тепловизионное обследование наружной поверхности ИР - обследование тепловой изоляции стенки, крыши и днища ИР при помощи специального оборудования в целях выявления участков с нарушенными теплоизоляционными свойствами.
Техническая диагностика - научная дисциплина, выявляющая причины возникновения отказов и повреждений, разрабатывающая методы их обнаружения и оценки. Цель диагностики - разработка способов и средств оценки технического состояния сооружений.
Технологическое оборудование - система взаимосвязанных агрегатов, машин, приборов, аппаратов и трубопроводов, предназначенных для осуществления определенных технологических операций по осуществлению приема, хранения сжиженных газов в изотермическом режиме и выдачи их потребителю.
Усиление - увеличение несущей способности или жесткости конструкции.
Усталость материалов - изменение механических и физических свойств материала под длительным действием циклически изменяющихся во времени напряжений и деформаций.
Устойчивость сооружения - способность сооружения противостоять усилиям, стремящимся вывести его из исходного состояния статического или
динамического равновесия.
Хрупкость - способность твердых тел разрушаться при механических воздействиях без заметной пластической деформации (свойство, противоположное пластичности).
Частичное освидетельствование ИР в эксплуатационном режиме - освидетельствование ИР в режиме эксплуатации, проводится в отдельных случаях по обоснованному письменному ходатайству владельца ИР в период между очередными полными техническими освидетельствованиями ИР. В случае удовлетворительного заключения экспертизы промышленной безопасности по результатам частичного освидетельствования ИР возможно продление сроков эксплуатации до очередного полного технического освидетельствования ИР на срок не более одного года, по согласованию с органами Госгортехнадзора России.
Эксплуатационно-техническая документация - комплекс руководящих и рабочих документов, которыми руководствуется служба надзора по эксплуатации сооружений.
Приложение 2
Справочное
Основные физические свойства и параметры изотермического хранения некоторых газов
|
Наименование продукта, формула |
Температура хранения, °С |
Давление, МПа | Плотность в жидком состоянии, кг/м3 |
Характеристика продукта |
| 1 | 2 | 3 |
4 | 5 |
|
Аммиак NH3 | -33,4 |
0,004-0,008 | 682 |
Бесцветный газ с резким раздражающим запахом, трудно горюч, оказывает отравляющее действие, сильные ожоги в жидком виде. Вызывает коррозию цветных металлов и сплавов, нейтрален к стали и чугуну. ПДК - 20 мг/м3. Пределы взрываемости (КПВ) 15-28 % объемных |
| Пропан С3Н8 |
-42,3 | 0,004-0,008 | 582,4 | Бесцветный газ, без запаха, горюч, наркотического действия. Вдыхание вызывает головную боль, рвоту, слабость. ПДК - 300 мг/м3, КПВ - 2,1-9,5 % объемных |
| Пропилен С3Н6 | -47,7 |
0,004-0,008 | 609,5 |
Бесцветный газ, без запаха, горюч, наркотического действия. ПДК - 100 мг/м3, КПВ - 2-11 % объемных |
| Этилен С2Н4 |
-103,9 | 0,004-0,008 |
569,9 | Бесцветный газ, без запаха, наркотического действия. ПДК - 100 мг/м3. КПВ - 2,5-34 % объемных |
| n-Бутан С4Н10 |
-0,5 | 0,004-0,008 |
579,0 | Газ без цвета, вкуса, запаха, горюч, в смеси с воздухом оказывает раздражающее (удушающее) действие, наркотическое действие (в больших концентрациях). ПДК - 200 мг/м3. КПВ - 1,5-8,5 % объемных |
|
i-Бутан С3Н9 | -11,7 | 0,004-0,008 | 621,6 |
Газ без цвета и запаха, горюч, раздражает верхние дыхательные пути. ПДК - 200 мг/м3. КПВ - 1,6-9,4 % объемных |
| ШФЛУ225 С2 - С6 | -20 |
0,005-0,008 | 552 | При комнатной температуре газ с запахом керосина, наркотического действия. Г орюч, взрывоопасен |
Справочное
ПРОТОКОЛ
наружного осмотра ИР в эксплуатационном режиме
Организация-изготовитель_
Заводской номер_
Дата изготовления_
Эксплуатирующая организация_
Регистрационный номер_
Емкость_
Максимальное рабочее давление_
Рабочая среда_
Состояние ИР и обнаруженные дефекты
| Элемент контроля |
Дефекты и повреждения |
| Наружная оболочка | |
| Железобетонный фундамент |
|
| Технологическое оборудование | |
|
Вспомогательные конструкции |
Приложение. Схема расположения дефектов.
Визуальный осмотр проводили: Ф.И.О.
«_»_200 г.
Приложение 4
Справочное
ПРОТОКОЛ
визуально-измерительного контроля внутренней оболочки ИР
Организация-изготовитель_
Заводской номер_
Дата изготовления_
Эксплуатирующая организация_
Регистрационный номер_
Емкость_
Максимальное рабочее давление_
Рабочая среда_
Наименование, тип и характеристики используемой аппаратуры и приспособлений
Состояние внутренней оболочки ИР и обнаруженные дефекты
|
Элемент контроля | Основной металл | Сварные соединения |
| Днище | ||
| Уторный шов | ||
| Пояса стенки до 10 м | ||
| Пояса стенки свыше 10 м | ||
|
Крыша |
Приложение. Схема расположения дефектов внутренней оболочки ИР.
Визуальный осмотр проводили:
Ф.И.О.
»
«
г
200
ПРОТОКОЛ
Приложение 5
Справочное
акустико-эмиссионного контроля ИР сжиженных газов
1. Дата проведения контроля:«_»_200 г.
2. Организация, проводящая контроль:_
3. Данные об объекте:
изготовитель_
регистрационный номер_; позиция_
дата ввода в эксплуатацию_
марка материала_; ГОСТ (ТУ)
магнитные свойства материала_
метод изготовления_
толщина: корпуса по поясам:
1-й пояс_мм;
2-й пояс_мм;
3-й пояс_мм;
4-й пояс_мм;
5-й пояс_мм;
6-й пояс_мм;
7-й пояс_мм;
8-й пояс_мм;
9-й пояс_мм;
n-й пояс_мм;
перехода_мм;
крыши_мм;
днища:
центра_мм;
окрайка_мм;
диаметр внутренний_мм;
состояние поверхности_
4. Дополнительные сведения об объекте_
5. Тип и условия испытаний_
рабочее тело_
(гидравлическое или пневматическое)
_°С;
кгс/см2).
температура объекта_и окружающей среды
испытательное давление_МПа (_
6. Параметры графика нагружения:
(скорость нагружения_
время выдержки_
уровень дискриминации по каналам_дБ
(_мкВ);
уровень собственных шумов
(приведенных ко входу предусилителя)_дБ
(_мкВ);
рабочая полоса частот_кГ ц.
11. Характеристики затухания волн_.
12. Изменение параметров аппаратуры в ходе испытаний_
13. Результаты контроля:
результаты регистрации АЭ (рис._);
основные сведения о результатах контроля, включая:
описание результатов зональной локации с привязкой полученных результатов к
корпусу резервуара_.
описание источников с указанием их места на карте локации (в случае проведения
линейной либо планарной локации)_
классификация источников (с учетом их опасности: «пассивный», «активный»,
«критически активный», «катастрофически активный») в соответствии с принятыми
критериями_
Исполнители:
_(_) - уровень квалификации
(подпись) (фамилия)
_(_) - уровень квалификации
(подпись) (фамилия)
_(_) - уровень квалификации
(подпись) (фамилия)
Расстановка датчиков на развертке стенки полупериметра ИР
(полистовая сборка)
Приложение 6
Справочное
¦ - Датчики акустико-эмиссионной системы.
Расстановка датчиков на развертке стенки 2/3 периметра ИР (рулонная сборка)
РД 03-410-01 Инструкция по проведению комплексного технического освидетельствования изотермических резервуаров сжиженных газов Стр. 39 из 53
Схема расположения АЭ-преобразователя на куполе ИР
I - Датчики на куполе ИР.
Приложение 7 Справочное
ПРОТОКОЛ ультразвукового контроля сварных соединений
Наименование аппарата_
Регистрационный №_
Заказчик_
Тип прибора_
Рабочая частота прибора_
Угол ввода_
Условная чувствительность
|
№ п/п | Объект контроля |
схеме | Толщина, мм | Оценка дефектов согласно ГОСТ | Дата | Примечание |
Приложение. Схема расположения объектов контроля.
Ультразвуковой контроль проводили:
Ф.И.О._
_(квалификационный уровень, № удостоверения)
Приложение 8
Справочное
ПРОТОКОЛ
контроля качества сварных швов цветной дефектоскопией
Наименование аппарата_
Регистрационный №_
Заказчик_
Тип дефектоскопического комплекта_
Оценка качества по_
(наименование и номер технической документации)
|
№ п/п | Номер сварного шва по схеме | (первич., вторич.) | Дата | Описание дефектов | Оценка качеств |
Приложение. Схема расположения сварных швов, контролируемых методом цветной дефектоскопии.
Цветную дефектоскопию проводили:
Ф.И.О.
Приложение 9
Справочное
ПРОТОКОЛ №
магнитопорошкового контроля поверхности материала внутренней оболочки ИР
Наименование аппарата_
Регистрационный №_
Заказчик_
Дефектоскоп _
Магнит, способ намагничивания, способ нанесения порошка, чувствительность, образец, освещенность и т.д._
Результаты контроля
|
Расположение контрольного участка | № схем | Обозначение по схеме | Описание дефектов |
Приложение. Схема расположения контрольных участков.
Контроль проводили:
Ф.И.О._
_(квалификационный уровень, № удостоверения)
«_»_200_г.
Приложение 10
Справочное
ПРОТОКОЛ ультразвуковой толщинометрии
Наименование аппарата_
Регистрационный №_
Тип элемента_
Метод проверки_
Примечание_
| № п/п |
Паспортная толщина, мм |
Фактическая толщина, мм | |||||
|
Замер | Дата |
Замер | Дата |
Замер | Дата | ||
Приложение. Схема расположения точек измерения.
Ультразвуковую толщинометрию проводили: Ф.И.О.
Приложение 11 Справочное
СХЕМА
расположения точек измерения толщин стенок и днища
Развертка стенки внутренней оболочки ИР поз.
Условные обозначения:
1-126 - нумерация листов мш1-мш2 - монтажные швы гш1-гш6 - горизонтальные швы вш1-вш18 - вертикальные швы уш - уторный шов
Приложение 12
Справочное
ПРОТОКОЛ проверки геометрической формы
|
Номера образующих |
Отклонения от вертикали, мм | |||||||||||
| Номера поясов | ||||||||||||
|
1 | 2 | 3 |
4 | 5 | 6 |
7 | 8 | 9 |
10 | 11 | 12 | |
| 1 | ||||||||||||
| 2 | ||||||||||||
|
3 | ||||||||||||
| 4 | ||||||||||||
| 5 | ||||||||||||
| 6 | ||||||||||||
| 7 | ||||||||||||
|
8 | ||||||||||||
Проверку геометрической формы проводили: Ф.И.О.
«_»_200_г.
Приложение 13
Справочное
ПРОТОКОЛ геодезических измерений
Наименование аппарата_
Регистрационный №_
Заказчик_
Тип нивелира_
Проверка горизонтальности днища_
Таблица 1
| Радиус, м | Относительные отметки, мм |
|||||||
| Номер условной оси |
||||||||
| 1 | 2 |
3 | 4 | 5 |
6 | 7 | 8 | |
Приложение. Схема нивелирной съемки днища.
Проверка неравномерности осадки фундамента ИР NormaCS® (NRMS10-02983) www.normacs.ru 24.02.2009 9:46:24
Таблица 2
| Номера марок | Абсолютные отметки |
||||
| Дата | Дата |
Дата | Дата |
Дата | |
| 1 | |||||
| 2 | |||||
| 3 | |||||
| 4 | |||||
| 5 |
|||||
|
6 | |||||
| 7 | |||||
| 8 | |||||
Приложение. Схема нивелирной съемки фундамента.
Результаты измерений хлопунов
Таблица 3
| Номер (на схеме) |
Условная площадь, м226 |
Высота, мм |
| I |
||
| II | ||
| III | ||
| IV | ||
| V | ||
| VI | ||
| VII |
Приложение. Схема расположения хлопунов.
Геодезические измерения проводили: Ф.И.О.
«_»_200 г.
Приложение 14
Справочное
ПРОТОКОЛ обследования анкерных креплений
| Номер анкера по схеме | Дефекты и повреждения |
| 1 | |
| 2 | |
| 3 | |
| 4 | |
| 5 | |
| 6 | |
| 7 |
Приложение. Схема расположения анкеров.
Обследование анкерных креплений проводили:
Ф.И.О.
« » 200 г.
Приложение 15
Справочное
СОГЛАСОВАНО УТВЕРЖДАЮ
Руководитель округа Руководитель
Госгортехнадзора России экспертной организации
«_»_200 г. «_»_200 г.
ПРОГРАММА
полного технического освидетельствования для определения ресурса дальнейшей
безопасной эксплуатации ИР
1. Общие положения_
определения величин коррозионного износа и зон расслоения металла.
2.8. Геодезические измерения горизонтальности днища, неравномерности осадки фундаментов и величины хлопунов.
2.9. Определение механических свойств основного металла и материала сварных швов внутренней оболочки ИР дюрометрическим методом. Отбор проб, определение химического состава материала внутренней оболочки ИР, металлографическое и электронно-фрактографическое исследование основного металла и материала сварных швов внутренней оболочки ИР в целях выявления структурных изменений и установления степени охрупчивания.
2.10. Освидетельствование тепловой изоляции ИР, отбор проб теплоизоляционных материалов из конструкций, определение физико-механических свойств.
2.11. Освидетельствование грунтов основания и фундамента ИР. Изучение инженерногеологических условий, отбор образцов грунта основания в откопанных шурфах и определение его физико-механических характеристик, химический анализ водной вытяжки грунта из откопанных шурфов. Визуальное и инструментальное обследование железобетонных конструкций фундамента.
2.12. Освидетельствование анкерных креплений ИР. Вскрытие участков защитного покрытия и теплоизоляции на анкерных креплениях, по результатам нивелирования днища и определения неравномерности осадки ИР, зачистка анкерных полос и сварных швов узлов крепления анкеров к корпусу ИР от ржавчины, грязи, брызг металла, визуальный контроль сварных швов с помощью лупы кратностью увеличения 7 раз, неразрушающий метод контроля сварных швов цветной дефектоскопией.
2.13. Испытания ИР на прочность и герметичность.
2.14. Расчетная оценка остаточного ресурса.
3. Составление общего Заключения экспертизы промышленной безопасности о техническом состоянии ИР, определение условий безопасной эксплуатации, срока следующего полного технического обследования.
4. Подготовка к пуску и пуск в работу ИР. Демонтаж временных трубопроводов, установка заглушек, демонтаж электрокоммутирующих средств. Подключение предохранительных и дыхательных клапанов, КИПиА, продувка внутренней емкости ИР и его трубопроводов азотом, вытеснение воздуха осушенным азотом из межстенного пространства двустенного ИР, вытеснение азота из внутренней емкости ИР продуктом хранения, захолаживание до рабочей температуры и накопление продуктом до минимального уровня и стабилизации избыточного давления в ИР согласно нормам технологического режима.
5. Данные экспертной организации:
наименование экспертной организации_
регистрационный номер лицензии_
дата выдачи лицензии_
срок действия лицензии_
лицензия действует до_
РД 03-410-01 Инструкция по проведению комплексного технического освидетельствования изотермических резервуаров сжиженных газов
лицензия действует на территории_
лицензия выдана_
Подписи:
Руководитель работ по проведению полного технического освидетельствования
Технический руководитель предприятия - владельца ИР
Приложение 16
Справочное
Наименование экспертной организации, проводившей полное техническое обследование
ЗАКЛЮЧЕНИЕ ЭКСПЕРТИЗЫ ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ
на изотермический резервуар объемом_м позиции_
для хранения_на_
(наименование предприятия)
Рег. №_
Руководитель экспертной организации
«_»_200_г.
м. п.
Приложение 17
Эскиз двустенного ИР с самонесущей внутренней крышей
Приложение 18
Эскиз двустенного ИР с подвесной внутренней крышей
Приложение 19
Приложение 20
Справочное
Перечень нормативных документов, на которые имеются ссылки в Инструкции
1. ТУ 14-1-1965-87. Сталь толстолистовая, низколегированная марки 09Г2.
2. ТУ 14-1-2236-91. Сталь толстолистовая, высоколегированная повышенной хладостойкости.
3. Методические указания (отраслевые требования) о порядке лицензирования деятельности, связанной с функционированием взрывопожароопасных и химически опасных производств (объектов) (РД 09-54-94).
4. ГОСТ 21105-87. Контроль неразрушающий. Магнитопорошковый метод.
5. ОСТ 26-5-88. Контроль неразрушающий. Цветной метод контроля сварных соединений, наплавленного и основного металла.
6. Методика экспресс-диагностики сосудов и аппаратов с использованием магнитной памяти металла. Утв. Госгортехнадзором России 18.01.95.
7. ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
8. ГОСТ 18442-88. Контроль неразрушающий. Капиллярные методы. Общие требования.
9. ГОСТ 3242-79. Соединения сварные. Методы контроля качества.
10. ГОСТ 24289-80. Контроль неразрушающий вихретоковый. Термины и определения.
11. ГОСТ 11128-65. Контроль неразрушающий. Метод керосиновой пробы.
12. ГОСТ 28702-90. Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования.
13. ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики.
14. ГОСТ 2999-75. Металлы и сплавы. Метод измерения твердости по Виккерсу.
15. ГОСТ 9012-59. Металлы. Методы испытаний. Измерение твердости по Бринеллю.
16. ГОСТ 22761-77. Металлы и сплавы. Метод измерения твердости по Бринеллю переносными твердомерами статического действия.
17. ГОСТ 18661-73. Сталь. Измерение твердости методом ударного отпечатка.
18. ГОСТ 5639-82. Стали и сплавы. Методы выявления и определения величины зерна.
19. ГОСТ 22536.0-87 - ГОСТ 22536.12-87, ГОСТ 22536.14-87. Сталь углеродистая и чугун нелегированный. Методы анализа.
20. ГОСТ 27772-88. Прокат для строительных стальных конструкций. Общие технические условия.
21. ГОСТ 380-94. Сталь углеродистая обыкновенного качества. Марки.
22. ГОСТ 25859-83. Сосуды и аппараты стальные. Нормы и методы расчета на прочность при малоцикловых нагрузках.
23. ГОСТ 7564-73. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний.
24. ГОСТ 1497-84. Металлы. Методы испытаний на растяжение.
25. ГОСТ 9454-78. Металлы. Метод испытания на ударный изгиб при пониженной, комнатной и повышенной температуре.
26. ГОСТ 5640-82. Сталь. Металлографический метод оценки микроструктуры листов и ленты.
27. МР 5-81. Расчеты на прочность в машиностроении. Фрактографический метод определения критической температуры хрупкости металлических материалов. ВНИИМАШ, М., 1981.
28. СНиП 3.03.01-87. Несущие и ограждающие конструкции.
29. Руководство по наблюдениям за деформациями оснований и сооружений, НИИОСП, 1975 г.
30. ГОСТ 17177-87. Материалы и изделия строительные теплоизоляционные. Методы контроля.
31. ГОСТ 22690-88. Бетоны. Определение прочности механическими методами неразрушающего контроля.
32. ГОСТ 28570-90. Бетоны. Методы определения прочности по образцам, выбуренным из конструкций.
33. ГОСТ 12730.2-78. Бетоны. Методы определения влажности.
34. Методические указания по техническому диагностированию и продлению срока службы сосудов, работающих под давлением (РД 34.17.439-96).
35. Методические указания по определению остаточного ресурса потенциально опасных объектов, подконтрольных Госгортехнадзору России (РД 09102-95).
36. Правила устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96).
37. СНиП II-23-81*. Стальные конструкции.
38. ГОСТ 14249-89. Сосуды и аппараты. Нормы и методы расчета на прочность.
39. ГОСТ 24755-89. Сосуды и аппараты. Нормы и методы расчета на прочность укрепления отверстий.
40. ГОСТ 25221-82. Сосуды и аппараты. Днища и крышки сферические неотбортованные. Нормы и методы расчета на прочность.
41. ГОСТ 26202-84. Нормы и методы расчета на прочность обечаек и днищ от воздействия опорных нагрузок.
42. Руководство по расчету стальных конструкций на хрупкую прочность, ЦНИИПСК им. Мельникова, 1983.
43. Типовая инструкция о порядке безопасного проведения ремонтных работ на предприятиях ТИ-МУ-87 г.
44. Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств (ПБ 09-17097).
45. Сосуды, аппараты, котлы и технологические трубопроводы. Акустико-эмиссионный метод контроля (РД 03-131-97).
46. Правила безопасности для наземных складов жидкого аммиака (ПБ 03-182-98).
47. Инструкция по диагностированию технического состояния резервуаров установок сжиженного газа (ИЗ-94). Разработана НИИхиммаш. Согласована Госгортехнадзором России 27.01.1994 г.
48. СНиП 2.02.01-83. Основания зданий и сооружений.
49. СНиП 2.03.01-84*. Бетонные и железобетонные конструкции.
50. СНиП 2.03.11-85. Защита строительных конструкций от коррозии.
51. СНиП II.3.-79. Строительная теплотехника.
52. ГОСТ 7512-82. Сварные соединения. Радиографический метод.
53. ГОСТ 19281-89. Прокат из стали повышенной прочности. Общие технические условия.
54. ГОСТ 22762-77. Металлы и сплавы. Метод измерения твердости на пределе текучести вдавливанием шара.
55. ГОСТ 26887-86. Площадки и лестницы для строительно-монтажных работ. Общие технические условия.
56. Правила проведения экспертизы промышленной безопасности (ПБ 03-246-98).
57. И5-94. Инструкция по восстановлению паспорта сосуда. Подготовлена НИИхиммаш 24.11.94 г., согласована с Госгортехнадзором России 03.06.95 г.
58. Инструкция по визуальному и измерительному контролю (РД 34.10.130-96). АНТЦ «Энергомонтаж».
59. ОСТ 26-2044-83. Швы стыковых и угловых сварных соединений сосудов и аппаратов, работающих под давлением. Методы ультразвукового контроля.
СОДЕРЖАНИЕ
1. Общие положения
2. Конструктивные решения, основные параметры ИР
3. Организационные мероприятия и порядок проведения комплексного техническогоосвидетельствования ИР
4. Периодический наружный осмотр ИР и технологического оборудования
5. Полное техническое освидетельствование ИР
5.1. Основные положения
5.2. Анализ технической, эксплуатационной документации ИР и предписанийорганов Г осгортехнадзора России
5.3. Наружный осмотр ИР в эксплуатационном режиме
5.4. Обследование технического состояния теплоизоляционных конструкций ИР в эксплуатационном режиме
5.5. Освидетельствование технологического оборудования ИР
5.6. Остановка и подготовка ИР к внутреннему обследованию
5.7. Визуально-измерительный контроль внутренней оболочки ИР
5.8. Неразрушающие методы контроля целостности внутренней оболочки ИР
5.9. Определение физико-механических характеристик и структурного состояния материала внутренней оболочки ИР
5.10. Металлографические и электронно-фрактографические исследования структурного и коррозионного состояния основного металла и материала сварных швов внутренней оболочки ИР
5.11. Определение фактической геометрической формы ИР
5.12. Геодезические измерения неравномерности осадки фундамента и горизонтальности днища ИР
5.13. Освидетельствование тепловой изоляции ИР
5.14. Освидетельствование грунтов основания и фундамента ИР
5.15. Освидетельствование анкерных креплений ИР
5.16. Испытания внутренней оболочки ИР на прочность и герметичность
5.17. Оценка технического состояния ИР
5.18. Расчетная оценка статической, хрупкой и циклической прочности ИР
5.19. Оценка остаточного ресурса безопасной эксплуатации и назначение сроков следующих полных технических освидетельствований ИР
6. Частичное освидетельствование ИР в эксплуатационном режиме
7. Перечень исполнительной документации по результатам полного технического освидетельствования ИР
8. Оформление и выдача заключения экспертизы промышленной безопасности по результатам полного технического освидетельствования ИР
9. Пуск в работу ИР
9.1. Подготовка к пуску
9.2. Пуск
Приложение 1 Термины и определения
Приложение 2 Основные физические свойства и параметры изотермического хранения некоторых газов
Приложение 3 Протокол наружного осмотра ИР в эксплуатационном режиме Приложение 4 Протокол визуально-измерительного контроля внутренней оболочки ИР
Приложение 5 Протокол акустико-эмиссионного контроля ИР сжиженных газов Приложение 6 Расстановка датчиков на развертке стенки полупериметра ИР (полистовая сборка)
Приложение 7Протокол ультразвукового контроля сварных соединений Приложение 8 Протокол контроля качества сварных швов цветной дефектоскопией Приложение 9 Протокол магнитопорошкового контроля поверхности материала внутренней оболочки ИР
Приложение 10 Протокол ультразвуковой толщинометрии
Приложение 11 Схема расположения точек измерения толщин стенок и днища
Приложение 12 Протокол проверки геометрической формы
Приложение 13 Протокол геодезических измерений
Приложение 14 Протокол обследования анкерных креплений
Приложение 15 Программа полного технического освидетельствования для определения ресурса дальнейшей безопасной эксплуатации ИР Приложение 16 Заключение экспертизы промышленной безопасности Приложение 17 Эскиз одностенного ИР
Приложение 18 Эскиз двустенного ИР с самонесущей внутренней крышей Приложение 19 Эскиз двустенного ИР с подвесной внутренней крышей Приложение 20 Перечень нормативных документов, на которые имеются ссылки в Инструкции
ФЕДЕРАЛЬНЫЙ ГОРНЫЙ И ПРОМЫШЛЕННЫЙ НАДЗОР РОССИИ (ГОСГОРТЕХНАДЗОР РОССИИ)
ИНСТРУКЦИЯ
ПО ТЕХНИЧЕСКОМУ ОБСЛЕДОВАНИЮ ЖЕЛЕЗОБЕТОННЫХ РЕЗЕРВУАРОВ ДЛЯ НЕФТИ И НЕФТЕПРОДУКТОВ*
РД 03-420-01 Москва
ГОСУДАРСТВЕННОЕ УНИТАРНОЕ ПРЕДПРИЯТИЕ «НАУЧНО-ТЕХНИЧЕСКИЙ ЦЕНТР ПО БЕЗОПАСНОСТИ В ПРОМЫШЛЕННОСТИ ГОСГОРТЕХНАДЗОРА РОССИИ»
2001
Инструкция вводится в целях установления для всех экспертных и эксплуатирующих организаций единых требований по проведению экспертизы промышленной безопасности: шаровых резервуаров и газгольдеров для хранения сжиженных газов под давлением (РД 03-380-00 - разработчики: НПК Изотермик, ЦНИИПСК им. Мельникова, Уралхиммаш. Авт. колл.: А.А. Шаталов, Ю.А. Дадонов, В.С. Котельников, Х.М. Ханухов, С.В. Зимина, Е.Ю. Дорофеев, И.В. Гулевский, А.А. Дубов, А.Е. Воронецкий, В.М. Горицкий, Н.Е. Демыгин, И.Д. Грудев, Л.И. Осокин, А.И. Засыпкин, А.Ф. Гуйда); изотермических резервуаров сжиженных газов (РД 03-410-01 - разработчики: НПК Изотермик, ЦНИИПСК им. Мельникова, Северодонецкий Оргхим, НИАП, ГИАП, ГИАП-Дистцентр, ПИИ «Фундаментпроект», Теплопроект. Ав. колл.: А.А. Шаталов, Ю.Д. Комолов, Х.М. Ханухов, А.Е. Воронецкий, Е.Ю. Дорофеев, В.М. Горицкий, Б.М. Гусев, Б.П. Сергеев, В.В. Левченко, В.А. Блохин, В.М. Лебедев, А.А. Дубов, В.Н. Марченко, Н.И. Азаров, Ю.З. Массарский, Б.М. Шойхет, А.В. Горностаев); железобетонных резервуаров для нефти и нефтепродуктов (РД 03-420-01 - разработчики НПК Изотермик. Авт. колл.: Н.Д. Богатов, В.Т. Гладких, Х.М. Ханухов, А.Е. Воронецкий, Е.А. Гузеев, Е.Ю. Дорофеев).
Утверждена постановлением Госгортехнадзора России от 10.09.01 № 40 Вводится в действие 01.01.02
ИНСТРУКЦИЯ
ПО ТЕХНИЧЕСКОМУ ОБСЛЕДОВАНИЮ ЖЕЛЕЗОБЕТОННЫХ РЕЗЕРВУАРОВ ДЛЯ НЕФТИ И НЕФТЕПРОДУКТОВ*
РД 03-420-01
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая Инструкция разработана на основе последних исследований в области обеспечения эксплуатационных качеств железобетонных конструкций с учетом особенности работы резервуаров для хранения нефти, темных и светлых нефтепродуктов.
1.2. Настоящая Инструкция регламентирует порядок обследования прямоугольных и цилиндрических, подземных, обвалованных, частично
•з
обвалованных, наземных, сборных, монолитных, сборно-монолитных железобетонных резервуаров объемом от 500 до 40000 м3 (приложение 3), а также ограждающих железобетонных конструкций казематных резервуаров.
1.3. Настоящая Инструкция не распространяется на обследование технологического резервуарного оборудования (газоуравнительная система,
дыхательные, предохранительные клапаны, задвижки, арматура трубопроводов, система заземления и молниезащиты, электрооборудование, насоснокомпрессорное оборудование и др.).
1.4. Настоящая Инструкция предназначена для проведения экспертизы промышленной безопасности железобетонных резервуаров в целях оценки технического состояния и разработки рекомендаций по условиям их дальнейшей безопасной эксплуатации, по срокам и степени полноты последующих обследований, в целях установления необходимости ремонта или исключения из эксплуатации.
1.5. Оценка технического состояния железобетонных резервуаров проводится в два этапа:
частичное наружное обследование резервуара в режиме эксплуатации;
полное техническое обследование резервуара в режиме временного или длительного выведения его из эксплуатации.
1.6. Оценка состояния резервуаров при полном техническом обследовании производится по результатам выборочного (частичного) или поэлементного (полного) обследования железобетонных конструкций и анализа испытаний физико-механических и физико-химических свойств материалов (бетона, арматуры, облицовок), определения несущей способности сечений и замеров деформаций и трещин в конструкциях и их стыках (а также в защитных облицовках), подвергавшихся механическим, температурным и коррозионным воздействиям технологической среды и климата, в соответствии с требованиями нормативной технической документации.
2. ПОРЯДОК ПРОВЕДЕНИЯ ОЦЕНКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ЖЕЛЕЗОБЕТОННЫХ РЕЗЕРВУАРОВ
2.1. Нормативный срок службы железобетонных резервуаров устанавливается настоящей Инструкцией и принимается равным 30 годам с момента ввода в эксплуатацию.
2.2. Железобетонные резервуары в процессе эксплуатации в соответствии с настоящей Инструкцией должны регулярно подвергаться частичному наружному и полному техническому обследованию в целях:
своевременного обнаружения и устранения дефектов и повреждений конструкций резервуара для обеспечения его безопасной эксплуатации;
определения остаточного ресурса безопасной эксплуатации в случае обнаружения дефектов, повреждений, снижения несущей способности железобетонных конструкций или после окончания нормативного срока службы, а также после аварии.
2.3. Очередность и полнота обследования резервуаров определяются настоящей Инструкцией с учетом их технического состояния, длительности эксплуатации, вида хранимого продукта.
Первоочередному обследованию должны подвергаться резервуары:
имеющие серьезные дефекты и повреждения (п. 5.9) или в состоянии ремонта после аварии;
находящиеся в эксплуатации 30 лет и более без проводимых ранее полных технических обследований;
находящиеся в эксплуатации более 20 лет, в которых хранятся наиболее агрессивные к железобетонным конструкциям продукты (приложение 4), без проводимых ранее полных технических обследований.
2.4. Частичное наружное обследование железобетонных резервуаров проводится инженерно-техническим персоналом предприятия - владельца резервуаров два раза в год с привлечением в случае необходимости экспертных организаций (п. 5.9).
2.5. Первое полное техническое обследование проводится экспертной организацией через 10 лет с момента ввода в эксплуатацию железобетонного резервуара. Последующее полное техническое обследование проводится по результатам предыдущего в соответствии с табл. 1 (разд. 7) в зависимости от технического состояния резервуара или в экстренном порядке после обнаружения серьезных дефектов и повреждений, выявленных при частичном наружном обследовании (п. 5.9).
2.6. Текущий осмотр состояния резервуарного оборудования и контроль технологических параметров производится эксплуатационным персоналом в соответствии с Правилами технической эксплуатации железобетонных резервуаров для нефти [15].
3. ОСНОВНЫЕ ФАКТОРЫ СОКРАЩЕНИЯ СРОКОВ ЭКСПЛУАТАЦИИ ЖЕЛЕЗОБЕТОННЫХ РЕЗЕРВУАРОВ
3.1. Воздействие внешних факторов
3.1.1. Железобетонные конструкции резервуаров в зависимости от их размещения на земле подвергаются воздействию внешних природных
климатических факторов (температура, осадки, грунтовые воды).
3.1.2. Воздействию температуры и осадков подвергаются наружные поверхности железобетонных конструкций резервуаров. Воздействию грунтовых, в том числе агрессивных вод подвергаются железобетонные конструкции днищ всех видов резервуаров, а также наружные поверхности стен заглубленных и обвалованных резервуаров. Воздействию осадков через утеплитель - грунт могут подвергаться конструкции плит покрытия в случае недостаточной их гидроизоляции.
Интенсивность воздействия по градиентам температур, виду и содержанию коррозионно-активных к железобетону веществ определяется климатическим районом и нормируется по СНиП 2.03.01-84* [10] и СНиП 2.03.11-85 [11].
3.1.3. В бетоне и на арматуре железобетонных конструкций, не имеющих специальной (первичной и вторичной) защиты от коррозии при контакте с агрессивной средой промплощадки резервуара, развиваются процессы коррозии, снижающие долговечность материалов и сроки эксплуатации хранилищ.
3.1.4. В бетоне возможны три вида коррозии:
выщелачивание;
химическое растворение кислотами, солями кислот;
кристаллизационное разрушение.
3.1.5. Коррозия первого вида наблюдается в бетоне при обмывании и фильтрации талых вод с малой временной жесткостью, в результате чего происходит растворение и вынос из цементного камня гидроксида кальция Са(ОН^, пассивирующего сталь и предотвращающего коррозию арматуры.
Скорость коррозии бетона определяется скоростью обмена, фильтрации воды и количеством Са(ОН)2 в цементном камне (в расчете на СаО).
3.1.6. Прочность бетона Rj(i) в условиях коррозии выщелачивания можно определить по формуле: R^t) = Rgi, где Ro - исходная прочность, МПа; g = 1
- 1,5К - ехр(33^)-10-5, К = 0,1 при Qcao = 60 % и К = 0,33 при Qqso = 30 % общего количества СаО в цементе.
3.1.7. Коррозии первого вида подвержены в основном железобетонные конструкции резервуаров, подтапливаемые талыми водами. Повышение стойкости обеспечивается методами первичной защиты (используют бетоны со структурой высокой плотности, изготовленные на клинкерных, безусадочных цементах с уплотняющими и расширяющимися добавками) или вторичной защиты (пропитка полимеризующими составами, гидроизоляция мастичными полимерными покрытиями) по СНиП 2.03.11-85 [11].
3.1.8. При коррозии второго вида в бетоне протекают обменные реакции между составляющими цементного камня и химически агрессивными веществами - кислотами, солями кислот. В результате таких реакций образуются легкорастворимые соли или аморфные малорастворимые соединения. Ни те, ни другие не обладают вяжущими и защитными свойствами для стальной арматуры.
![]()
3.1.9. Прогноз полного разрушения слоя бетона Rj^t) = 0 на глубину hjQC в условиях второго вида коррозии вычисляется по зависимости hjQC =
•3 -3
где t3KC - время эксплуатации; Кi зависит от концентрации кислот и принимается: при рН = 6 К^ = 1,25-10 см/сут; при рН = 4 К2 = 4,5-10 ; при рН = 1 Кз,
8,5-10-2.
3.1.10. Второму виду коррозии подвержены железобетонные конструкции резервуаров в условиях болотных вод (рН = 6), заболоченных грунтов. К этому виду коррозии относятся и процессы карбонизации бетона под действием углекислоты, образующейся при взаимодействии углекислого газа воздуха в поровой жидкости цементного камня. На начальной стадии карбонизации поверхностный слой бетона уплотняется вследствие выпадения в осадок
карбоната кальция СаСО3 в порах бетона. При увеличении количества углекислоты образуется легкорастворимый бикарбонат кальция Са(НСО3^, который
легко вымывается водой, образует натеки на поверхности, при этом возрастает пористость цементного камня. При карбонизации бетона защитного слоя создаются условия для коррозии арматуры. Наибольшая скорость карбонизации происходит при относительной влажности воздуха 50-60 %. Замедление
карбонизации вызывается уменьшением относительной влажности воздуха менее 50 % и повышением ее свыше 85 %.
3.1.11. В железобетонных резервуарах процессы карбонизации развиваются в бетоне защитного слоя из торкретбетона на наружной поверхности стенки
и внутренних поверхностях конструкций покрытия (особенно в условиях повышенного давления и вакуума).
Глубину карбонизации защитного слоя (hjoC) можно оценивать в зависимости от В/Ц - водоцементного отношения в бетоне (растворе) по формуле hjoc =
5,0В/Ц - 1,3K, где K. зависит от времени эксплуатации t3KC. При t3KC = 5 лет Rj = 0,3; при t3KC = 10 лет К2 = 0,1; при t3KC = 20 лет Rj = 0,01.
3.1.12. Защита бетона от развития процессов коррозии второго вида:
первичная защита - применение бетонов с низким В/Ц; использование цементов с наименьшим содержанием свободного Са(ОН)2 и минеральными
добавками кремнезема, связывающими гидроксид кальция;
вторичная защита - изоляция поверхности бетона пропиточными, лакокрасочными полимерными материалами, облицовками (СНиП 2.03.11-85 [11]).
3.1.13. Коррозия бетона третьего вида наблюдается, когда в результате капиллярного подсоса солевые растворы проникают в поры бетона, затем при испарении грунтовых вод их концентрация увеличивается и происходит кристаллизация с увеличением объема в 1,5-3 раза, что приводит сначала к уплотнению бетона, потом к появлению трещин и, наконец, к разрушению. К этому виду коррозии могут быть отнесены процессы, происходящие при действии грунтовых вод с повышенным содержанием сульфат-ионов SO-24 (более 400 мг/л). В результате взаимодействия происходит связывание алюминатов цементного камня, образование и рост кристаллов гидросульфоалюмината кальция (эттрингита, который увеличивается в объеме в 4,76 раза) и гипса. Скорость коррозии зависит от концентрации SO-2 в воде и от количества алюминатов в цементном камне, а также от суммарной концентрации солей в грунтах.
3.1.14. Прочность бетона Rj(i) в условиях развития коррозии бетона третьего вида можно определить по формуле Rj(i) = R^Ym, где gy зависит от содержания в бетоне связанных сульфат-ионов (в пересчете на SO3) во времени. При QSqj = 5 % gy = 0,9; при Qqj = 10 % /ш = 0,5 и при Qqj - 15 % Уш
= 0,1.
3.1.15. В резервуарах такой вид коррозии может иметь место в железобетонных конструкциях днищ, а также стен резервуаров, заглубленных и
обвалованных грунтом, содержащим ионы сульфатов и хлоридов, или в условиях грунтовых вод.
3.1.16. Защита бетона от развития процессов коррозии третьего вида:
первичная защита - применение в бетонах цементов с низким содержанием алюминатов (ГОСТ 22266-94 [6]), минеральных, уплотняющих структуру добавок и специальных химических добавок (СНиП 2.03.11-85 [11]), бетонов с низким В/Ц;
вторичная защита - пропитка поверхностей полимерными полимеризующимися составами, покраска бетона полимерными мастичными покрытиями (СНиП 2.03.11-85 [11]).
3.1.17. В плотном неповрежденном бетоне стальная арматура находится в полной сохранности на протяжении длительного срока эксплуатации при любых условиях влажности окружающей среды, так как наличие щелочной поровой жидкости (рН » 12,5) у поверхности металла способствует сохранению пассивного состояния стали.
3.1.18. Коррозия арматуры в бетоне может возникать по следующим причинам:
уменьшение щелочности влаги ниже критической (рН < 11,8) путем выщелачивания или нейтрализации кислыми газами (карбонизация) гидроксида кальция Са(ОН)2;
введение в бетон коррозионно-активных добавок (главным образом, хлоридов) или их диффузия из внешней среды; механическое или коррозионное разрушение защитного слоя бетона; образование трещин в бетоне;
активирующее действие хлорид-ионов и сульфат-ионов, которые проникают к поверхности арматуры через дефекты структуры и трещины бетона.
3.1.19. Для арматуры считается опасным содержание хлоридов более 0,1 -0,3 % массы растворной части бетона. Коррозия стали в присутствии хлор-ионов имеет, как правило, язвенный характер.
3.1.20. Внезапный хрупкий обрыв в результате развития коррозионных трещин может иметь место без уменьшения диаметра при растрескивании кольцевой предварительно напряженной высокопрочной арматуры Вр-II цилиндрических резервуаров (коррозия под напряжением). Соблюдение
требований СНиП 2.03.11-85 [11] по трещиностойкости защитного слоя бетона исключает возможность хрупкого обрыва высокопрочной преднапряженной арматуры. Толщина защитного слоя при этом должна быть не менее 25 мм при марке бетона на водонепроницаемость W6 и W8.
3.1.21. Хрупкий обрыв при растрескивании преднапряженной арматуры панелей стен, колонн, балок и плит покрытия не может произойти, так как эти
конструкции армированы, как правило, механически упрочненной арматурой класса A-III и А-IV, в которой процессы такого характера не имеют места.
3.1.22. Для защиты арматуры от коррозии ее оголенные участки обрабатывают ингибиторами коррозии (нитраты, бура), затем восстанавливают и обеспечивают сохранность защитного слоя бетона от всех видов коррозии (пп. 3.1.5, 3.1.8, 3.1.13) и от воздействия агрессивной среды (СНиП 2.03.11-85 [11]).
3.1.23. Прочность неповрежденного бетона при отсутствии коррозионных процессов увеличивается продолжительное время, измеряемое годами, так как в цементном камне всегда есть непрогидратированные зерна, которые, реагируя с водой, образуют новые соединения, упрочняющие бетон. Увеличение прочности может достигать 10-30 % за 5-10 лет.
3.1.24. Прочность поврежденного бетона, наоборот, может уменьшаться в зависимости от скорости коррозии, разрушающей структуру цементного камня (раздел 3 настоящей Инструкции). Возможное уменьшение прочности бетона в длительные сроки необходимо рассматривать в каждом отдельном случае с оценкой агрессивности сред (СНиП 2.03.11-85 [11]), условий эксплуатации и контролем прочности неразрушающими методами (пп. 6.4.9, 6.4.10) при полном техническом обследовании.
3.2. Воздействие технологических факторов
3.2.1. Железобетонные конструкции резервуаров в процессе эксплуатации подвергаются воздействию технологических факторов (агрессивные адсорбционно-активные органические вещества хранимых нефтепродуктов, температура, давление, вакуум).
3.2.2. Скорость проникновения нефти и нефтепродуктов в структуру бетона зависит от его пористости, непроницаемости и влажности. С увеличением влажности увеличивается количество пор и капилляров бетона, заполненных жидкой фазой, поэтому проникновение затруднено.
3.2.3. Коррозионная активность нефти зависит от количества серы в ней, сорбционная активность нефтяных сред по отношению к бетону возрастает по мере увеличения в их составе полярных смол и располагается в следующем порядке: керосин, дизельное топливо, сернистый мазут, сернистая нефть, сырая нефть. Нефть и нефтепродукты по воздействию на бетон нормальной плотности (W4) являются агрессивными веществами и по СНиП 2.03.11-85 [11] степень их активности нормируется от сильноагрессивной (кислый гудрон), среднеагрессивной (нефть) до неагрессивной (бензин) (см. приложение 4) и требует вторичной защиты бетона внутренней поверхности резервуара (п. 6.7).
3.2.4. Легкие нефтепродукты (бензин и керосин) в течение трех-пяти лет воздействия снижают на 10-15 % первоначальную прочность бетона. Дизельное топливо за это же время снижает прочность бетона до 10 %.
3.2.5. Для определения прочности бетона в слое, пропитанном темными нефтепродуктами (мазут, сернистая и сырая нефть) при полном техническом обследовании рекомендуется применять формулу R(t) = Reo(1 - 0,1t3KC), где t3KC - продолжительность воздействия нефтепродуктов на бетон, годы; Reo -
исходная прочность бетона, МПа; 0,1 - коэффициент, показывающий интенсивность снижения прочности во времени.
3.2.6. Формула справедлива в течение 7-8 лет после начала пропитки бетона темными нефтепродуктами. В более продолжительные сроки воздействия нефтяных сред прочность бетона ориентировочно можно считать 1/3 первоначальной, более точно определяют неразрушающими методами (п. 6.4.9).
4. ОРГАНИЗАЦИОННЫЕ МЕРОПРИЯТИЯ, НЕОБХОДИМЫЕ ДЛЯ ПРОВЕДЕНИЯ РАБОТ ПО ОЦЕНКЕ ТЕХНИЧЕСКОГО СОСТОЯНИЯ
ЖЕЛЕЗОБЕТОННЫХ РЕЗЕРВУАРОВ
4.1. Организация и проведение работ по частичному наружному обследованию является обязанностью владельца резервуаров. В случае необходимости привлекается экспертная организация (п. 5.9).
4.2. Экспертные организации, выполняющие работы по полному техническому обследованию железобетонных резервуаров, должны иметь лицензии на проведение таких работ, полученные в органах Госгортехнадзора России в установленном порядке.
4.3. Работы по полному техническому обследованию железобетонных резервуаров выполняются экспертными организациями, которые располагают необходимыми средствами технического диагностирования, нормативно-технической документацией по контролю и оценке конструкций, а также имеют обученных специалистов.
4.4. Полное техническое обследование производится по индивидуально разрабатываемой программе обследования на каждый резервуар в соответствии с положениями раздела 6 настоящей Инструкции. Минимальное количество и места инструментальных измерений определяются согласно пп. 6.3.14, 6.4.5,
6.4.9, 6.4.11-6.4.13 и Схеме обследования железобетонных резервуаров с минимальным количеством инструментальных измерений (приложение 2), уточняются после изучения комплекта технической документации (пп. 4.5-4.7), визуального осмотра на месте и окончательно указываются в Программе обследования. При этом необходимо учитывать конкретные условия эксплуатации, имевшиеся ранее повреждения конструкций и выполненные ранее работы по ремонту или реконструкции.
Индивидуальные программы обследования резервуаров разрабатываются экспертной организацией, выполняющей обследование, и утверждаются руководителем предприятия - владельца резервуаров.
4.5. Организация проведения работ по полному техническому обследованию выполняется силами владельца резервуаров и включает в себя подготовку хранилища и передачу исполнителю работ комплекта эксплуатационно-технической документации:
сдаточную документацию на строительство резервуара; эксплуатационную документацию.
4.6. Сдаточная документация на строительство резервуара должна содержать: комплект рабочих чертежей резервуара, его оборудования и защитных устройств;
акты на скрытые работы (устройство подготовки основания резервуара, устройство дренажа, арматурные и бетонные работы, монтаж и замоноличивание стыков железобетонных конструкций, навивка кольцевой преднапряженной арматуры в цилиндрических резервуарах, торкретирование наружных и внутренних поверхностей резервуара, устройство гидроизоляции);
документы о согласовании отступлений от чертежей при строительстве резервуара (в том числе Журнал производства работ);
паспорта, подтверждающие марку бетона, класс арматуры;
паспорта на сборные железобетонные конструкции, акты натяжения арматуры;
акты испытаний резервуара на герметичность и на газонепроницаемость покрытия;
акты монтажа и испытания технологического оборудования;
Журнал производства сварочных работ;
акт приемки в эксплуатацию резервуара после окончания строительства (в том числе журнал и акты геодезических работ). акт проверки заземляющих устройств; акт замера сопротивления растекания тока.
4.7. Эксплуатационная документация должна содержать:
Технический паспорт резервуара;
калибровочные таблицы;
Технологическую карту резервуара;
правила технической эксплуатации железобетонных резервуаров;
Журналы текущего обслуживания;
Журнал регистрации нивелирных отметок резервуара;
Журнал замеров температуры в резервуаре;
Журнал осмотра состояния заземляющих устройств и молниезащиты;
Журнал защиты от статического электричества;
Журнал по проведению осмотров, ремонта резервуара и резервуарного оборудования;
Журнал оперативных распоряжений и приказов;
Журнал эксплуатации дренажной системы;
сведения о наличии утечек нефти и нефтепродуктов с выходом на рельеф, в проходные каналы, камеры управления;
сведения о выполнении мероприятий по подготовке железобетонных резервуаров к эксплуатации в осенне-зимний период и период паводка; план действий по ликвидации аварий и аварийных ситуаций, по проведению аварийных тренировок; предписания надзорных органов.
4.8. В случае отсутствия технической документации владельцем должен быть представлен Паспорт на основании детальной инвентаризации всех частей и конструкций.
4.9. Подготовка резервуара к полному техническому обследованию включает: опорожнение и дегазацию резервуара;
очистку поверхностей железобетонных конструкций от нефтепродуктов, отмывку бетона, закладных деталей и облицовок в местах,
указанных в
Программе обследования;
монтаж лесов, подмостей, обеспечивающих доступ к местам инструментальных измерений, указанных в программе обследования; монтаж страховочных устройств к конструкциям, находящимся в неработоспособном (аварийном) состоянии (п. 7.8); отрывку шурфов и каналов снаружи резервуара согласно Программе обследования; подготовку покрытия резервуара к испытаниям на газонепроницаемость и осадку (пп. 5.3-5.7);
инструктаж специалистов организации-исполнителя по правилам техники безопасности и противопожарной безопасности; выделение вспомогательного персонала и специалистов-технологов для участия в обследовании; обеспечение средствами личной защиты (шланговыми противогазами, касками, спецодеждой, обувью); монтаж освещения для проведения подготовительных работ и полного технического обследования; обеспечение мер пожаровзрывобезопасности.
4.10. Определение физико-механических характеристик бетона и арматуры в железобетонных конструкциях резервуаров должно проводиться в полном соответствии с требованиями нормативных документов на эти виды испытаний [1-9, 18, 20].
4.11. На выполненные при полном техническом обследовании резервуаров работы организации, проводившие их, составляют первичную документацию согласно Правилам технической эксплуатации железобетонных резервуаров для нефти [15] и СНиП 3.03.01-87 [12] (акты, протоколы, журналы, заключения и т.п.), на основании которой оформляют заключение о возможности и условиях дальнейшей эксплуатации резервуаров, необходимости их ремонта или исключения из эксплуатации.
5. ЧАСТИЧНОЕ НАРУЖНОЕ ОБСЛЕДОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ РЕЗЕРВУАРОВ
5.1. Частичное наружное обследование железобетонных резервуаров проводится два раза в год для своевременного обнаружения в конструкциях дефектов и принятия соответствующих мер по их устранению, то есть упреждению аварийных ситуаций.
5.2. Частичное наружное обследование проводится инженерно-техническим персоналом предприятия-владельца резервуара без остановки резервуара в целях оценки технического состояния хранилища в режиме эксплуатации.
5.3. При частичном наружном обследовании необходимо произвести следующий объем работ: проверку состояния комплекта технической документации (согласно пп. 4.5-4.7);
проверку состояния водоотводных канав и водоотводных систем, дренажных колодцев, грунтовой обсыпки, откосов, отмостки снаружи по периметру резервуара;
проверку состояния защитного слоя бетона верхнего пояса кольцевой предварительно напряженной арматуры стенки резервуара, наружных поверхностей стеновых панелей и их стыков в местах обвала или размыва фунтовой обсыпки либо в контрольных шурфах, если таковые имеются;
проверку состояния покрытия, выявление дефектов и степени его разрушения (выборочно в трех-четырех местах после расчистки грунтовой засыпки или после слива водяного экрана), состояния монтажных и световых люков и люка-лаза на покрытии; проверку состояния металлоконструкций - лестниц, площадок, эстакад и др.;
проверку герметичности резервуара (в трех-четырех контрольных скважинах по периметру резервуара, одна из которых в районе места ввода продуктопровода, или по выходу продукта на поверхность грунта в случае перелива, или по появлению продукта в дренажных колодцах или контрольных трубках);
проверку осадки резервуара нивелировкой покрытия в точках, указанных в Журнале регистрации нивелирных отметок, - производится два раза в год в первые 5 лет эксплуатации, далее один раз в 5 лет;
испытание покрытия резервуара на газонепроницаемость (пп. 5.4-5.7);
контроль уровня водяного экрана на покрытии - производится один раз в неделю эксплуатационным персоналом.
5.4. Для испытания покрытия резервуара на газонепроницаемость применяется способ измерения падения ранее созданного давления в резервуаре в течение определенного времени.
При использовании этого способа можно определять газонепроницаемость покрытия после каждого частичного или полного заполнения резервуара.
5.5. Измерение давления в газовом пространстве резервуара осуществляется в момент окончания поступления нефти в резервуар после полного закрытия задвижек, при этом система газовой обвязки должна быть отключена.
5.6. Давление в газовом пространстве резервуара измеряется U-образным водяным манометром, подключенным к штуцеру на одном из люков покрытия.
5.7. Резервуар считается выдержавшим испытание покрытия на газонепроницаемость, если созданное в нем давление в течение часа уменьшается не более чем на 70 %.
5.8. Результаты проведенных работ при частичном наружном обследовании (п. 5.3) фиксируются в Журнале осмотра железобетонного резервуара (Правила технической эксплуатации железобетонных резервуаров для нефти [15]).
5.9. Для проведения полного технического обследования резервуара необходимо привлекать экспертную организацию, если при частичном наружном обследовании выявлены следующие дефекты, повреждения и нарушения требований эксплуатационно-технической документации:
отслоение защитного слоя бетона, оголение кольцевой предварительно напряженной арматуры наружной стенки резервуара на площади более 1 м ; сквозные трещины и разрушения на покрытии;
отрицательный результат при повторных испытаниях покрытия на газонепроницаемость (п. 5.7); нарушение герметичности резервуара (п. 5.3); неравномерная осадка резервуара [15]; в случае перелива продукта (п. 5.3).
Во всех вышеперечисленных случаях необходимо вывести резервуар из эксплуатации и подготовить его в соответствии с п. 4.9 для полного технического обследования.
5.10. Обследование состояния резервуарного оборудования (п. 1.3) производится силами предприятия-владельца. При необходимости привлекаются экспертные организации.
6. ПОЛНОЕ ТЕХНИЧЕСКОЕ ОБСЛЕДОВАНИЕ ЖЕЛЕЗОБЕТОННЫХ РЕЗЕРВУАРОВ
6.1.1. Полное техническое обследование железобетонных резервуаров проводится в соответствии с положениями раздела 2 и включает: анализ комплекта технической документации (пп. 4.5-4.7);
обследование наружных поверхностей стен резервуаров;
обследование конструкций внутри резервуара - колонн, балок, плит, стенок и днища; обследование покрытия;
обследование элементов вторичной защиты стенок и днища; обследование места ввода продуктов и приемо-раздаточных патрубков; определение осадки и герметичности резервуара.
6.2. Анализ комплекта эксплуатационно-технической документации
6.2.1. При анализе эксплуатационно-технической документации устанавливается ее комплектность и собираются следующие сведения: технические характеристики резервуара - форма (прямоугольная, цилиндрическая), конструкция (монолитная, сборная, сборно-монолитная); основные размеры, объем;
данные о конструкции стенок, днища (материал, тип и размеры) и их вторичной защите;
данные о плитах покрытия (ребристые, плоские, размеры и форма);
данные о фундаментах колонн и стеновых панелей;
данные об основании (бетонная подготовка, гидроизоляция, песчаный слой);
данные по изготовлению и монтажу резервуаров (проектная организация и номер типового проекта, монтажная организация, даты начала и окончания строительства резервуара, монтажа вторичной защиты днища и стен, монтажа оборудования, отступления от проекта в процессе сооружения, виды и результаты испытаний);
данные о режиме эксплуатации резервуара и видах хранимых в нем продуктов;
данные о проведенных ранее частичных наружных и полных технических обследованиях с заключениями о техническом состоянии и рекомендациями по дальнейшей эксплуатации или ремонту;
данные о проведенных ремонтах с указанием характера и объема произведенных работ;
данные предписаний надзорных органов.
6.3. Обследование наружных поверхностей стен резервуаров
6.3.1. Обследование наружных поверхностей стен резервуаров предусматривает:
а) обследование состояния защитного слоя торкретбетона (торкретраствора), наличие в нем повреждений - усадочных трещин, коррозии (п. 3.1.4) цементного камня и мелкого заполнителя (карбонатных частиц), глубину карбонизации;
б) обнаружение признаков коррозии арматуры под защитным слоем, пятен ржавчины, отслоений бетона продуктами коррозии стали;
в) замеры коррозионных дефектов на арматуре - глубины язв при язвенной коррозии и толщины продуктов коррозии при равномерной коррозии;
г) обследование состояния гидроизоляции - ее вида, сплошности, остаточной толщины, вида и размера дефектов.
6.3.2. Для оценки состояния наружного защитного слоя торкретбетона необходимо выполнить четыре шурфа примыкания глубиной до 2,5 м. Расположение одного из шурфов в плане устанавливается в месте анкеровки навитой предварительно напряженной кольцевой арматуры согласно проектным чертежам, других - в местах наибольшего провала грунтовой обсыпки по периметру резервуара. По результатам обследования решается вопрос
о необходимости проведения обследования на большей глубине.
6.3.3. Освобожденные от грунта поверхности торкретного покрытия наружной стенки железобетонного резервуара дополнительно очищаются деревянными скребками, водой под давлением и капроновыми щетками.
6.3.4. Состояние очищенной поверхности торкретбетона, наличие продуктов коррозии и характер трещин определяются в соответствии с пп. 6.4.6 и 6.4.7 настоящей Инструкции.
6.3.5. Для определения участков отслоившегося торкретного покрытия его простукивают деревянным молотком по всей площади очищенной поверхности. При наличии отслоений - звук дребезжащий или глухой, у прочного покрытия - звонкий. Толщина защитного слоя в местах отслоения определяется линейкой с точностью до 1 мм.
6.3.6. Толщину защитного слоя торкретбетона на неразрушившихся участках определяют магнитным прибором, удовлетворяющим требованиям ГОСТ22904-93 [8].
6.3.7. Глубина карбонизации участков торкретбетонного покрытия и наличие агрессивных для стали ионов хлора определяются в соответствии с п. 6.4.6.
6.3.8. В местах с удаленным защитным торкретбетонным слоем оценивается напряженное состояние кольцевой арматуры прибором с собственной базой.
6.3.9. Степень коррозии предварительно напряженной арматуры на вскрытых участках оценивается визуально в процентах. Изменение диаметров арматуры фиксируется штангенциркулем после удаления продуктов коррозии.
6.3.10. При предусмотренной защитной бетонной оболочке верхнего пояса многослойной предварительно напряженной арматуры оценивается ее состояние по наличию трещин (п. 6.4.7) и по степени коррозии бетона (п. 6.4.6).
6.3.11. Все дефекты и отслоения защитного торкретбетонного покрытия фиксируются на схеме в Ведомости дефектов на стены резервуара, а на конструкции отмечаются несмываемой краской.
6.3.12. В железобетонных резервуарах в зонах отсутствия кольцевой предварительно напряженной арматуры оценивается состояние бетона панелей
наружной стенки резервуара после выполнения шурфов в грунте (п. 6.3.2).
6.3.13. В местах, освобожденных от грунта, определяется состояние гидроизоляции, наличие продуктов коррозии бетона (пп. 3.1.5, 3.1.13), характер и ширина раскрытия трещин (п. 6.4.7), прочность бетона неразрушающими методами контроля (п. 6.4.9), величина защитного слоя бетона (п. 6.4.4) и степень коррозии арматуры (п. 6.4.15) в панелях наружной стенки резервуара.
6.3.14. Минимальное количество участков инструментальных измерений в пп. 6.3.6-6.3.9, 6.3.13 принимается по три равномерно по высоте в каждом шурфе.
6.4. Обследование железобетонных конструкций внутри резервуаров
6.4.1. Обследование железобетонных конструкций внутри резервуара включает в себя визуальные оценки и инструментальные определения.
6.4.2. Железобетонные конструкции внутри резервуара (колонны, балки, плиты перекрытия и стены) предварительно осматриваются визуально, при этом устанавливаются:
наличие выцветов на бетоне, признаки коррозии (пп. 3.1.5, 3.1.8, 3.1.13, 3.2.3);
наличие пустот или отслоение бетона («бухчение»), вывалы бетона из полок, ребер, защитных слоев, высолов;
следы местного увлажнения, натеки высолов, ржавчины; трещины в бетоне;
наличие обнаженной арматуры и трещин в ней, глубина язв и слоев ржавчины;
нарушение анкеровки, отсутствие приварки закладных деталей;
состояние площадок опирания конструкции, их провисы и выпучивание;
состояние вторичной защиты днища и стен.
В результате визуальных оценок устанавливаются конструкции, на которых производится инструментальное определение: геометрических размеров сечений элементов конструкций; деформированного состояния конструкций;
прочности бетона с поврежденной коррозией структурой и неповрежденной, отборы проб для лабораторных исследований; сечений арматуры в зонах коррозии и в местах вскрытия;
толщины листа облицовок днища и стен, сплошность швов сварки и прочность анкеров крепления облицовки к бетону.
6.4.3. На вскрытых участках в местах отслоений бетона и оголения арматуры необходимо определять толщину защитного слоя металлической линейкой с точностью до 1 мм со стороны, где толщина имеет минимальную величину.
6.4.4. При определении толщины защитного слоя на неповрежденных участках конструкций магнитным методом по ГОСТ 22904-93 [8] необходимо строить градуировочные зависимости различных толщин защитных слоев для разных диаметров арматуры.
6.4.5. Участки для контроля защитного слоя бетона следует располагать в местах повышенного раскрытия трещин: в колоннах - в местах сопряжения с балкой, в средней и нижней части;
в балках и плитах покрытий - в опорной части и в середине пролета.
6.4.6. В целях оценки сохранности арматурной стали в местах отслоения и измененных цветов бетона следует определять глубину карбонизации бетона на свежем сколе после нанесения 1 % -ного раствора фенолфталеина в этиловом спирте. Линейкой с точностью до 0,5 мм измеряют расстояние от поверхности бетона до границы слоя, окрашенного фенолфталеином в ярко-малиновый цвет. Полученная величина равна толщине нейтрализованного слоя бетона, и чем она больше, тем меньше плотность бетона. Наличие агрессивных для стали хлор-ионов определяют качественно с помощью 1 %-ного раствора азотнокислого серебра (по появлению белого налета).
6.4.7. При предварительном визуальном обследовании необходимо определить природу коррозионных дефектов, вид трещин, их особенности и причины возникновения (усадочные, коррозионные, трещины от нагрузки, механические и т.д.). Ширину раскрытия трещины определяют в местах максимального раскрытия шаблонами или микроскопом МПБ-2 или ультразвуковым импульсным методом. При наличии трещин, имеющих ширину раскрытия более 0,3 мм, необходимо определить состояние арматуры и бетона конструкций путем вскрытия.
6.4.8. При оценке состояния бетона железобетонных конструкций внутри резервуара определяют:
наличие крупных пор;
степень неуплотнения (каверны, пустоты, полости);
соотношение крупного заполнителя и цементного камня;
механическое и коррозионное разрушение растворной части и заполнителя.
6.4.9. Прочность бетона в железобетонных конструкциях внутри резервуара следует определять неразрушающими методами контроля по ГОСТ 22690-88 [7]: отрыв со скалыванием и (или) по величине пластических и упругопластических деформаций. Места участков испытаний на прочность должны располагаться в зонах конструкции, работающих преимущественно на сжатие:
в оголовке, в средней и нижней части колонны;
на опорах и в верхней части середины пролета балок и плит покрытий;
в зонах анкеровки самозаанкеривающейся преднапряженной арматуры в ребристых плитах покрытия, панелей стен и балок.
6.4.10. Для получения более точных данных по прочности бетона, глубине коррозии, глубине пропитки необходимо дополнительно к вышеуказанным методам применять метод извлечения из конструкций образца бетона (кернов, кубов) в местах, свободных от арматуры (ГОСТ 28570-90 [9]). Контрольную прочность бетона допускается определять по результату испытаний одного образца в лабораторных условиях.
Ультразвуковой метод определения прочности используют в соответствии с ГОСТ 17624-87 [4].
6.4.11. Количество участков для определения прочности бетона следует принимать не менее трех на одной конструкции или в зоне конструкции при оценке по средней прочности бетона и не менее двенадцати для одной конструкции или группы конструкций при статической оценке прочности бетона для поверочных расчетов.
6.4.12. Количество участков для определения прочности бетона в конструкции методом отрыва со скалыванием должно быть не менее трех. Прочность бетона определяется по градуировочным зависимостям по величине усилия отрыва (ГОСТ 22690-88 [7]). В местах вырывов определяют размеры слоев с измененной структурой вследствие ее пропитки нефтепродуктами и (или) коррозии.
6.4.13. Места отбора проб бетона для определения глубины проникновения нефтепродуктов в сечения конструкций или глубины повреждения бетона коррозией определяют визуально. Отбор проб производится сверлением или бурением послойно. Размер слоя соответствует размеру крупного заполнителя. Количество проб, отбираемых для исследований, - не менее трех от каждой зоны обследований. Масса проб для определения веществ в составе бетона - 50100 г, отбираются куски бетона размером 10-15 см по поверхности и 50-70 мм в глубину.
Места отбора проб омоноличиваются раствором состава 1: 3 (цемент: песок).
6.4.14. При обследовании состояния сопряжений железобетонных конструкций (колонн с балками, плит покрытия с балками) фиксируются площадки опирания, наличие и размеры трещин в сопряжениях, их характер и распространение. При вскрытии сопряжения визуально устанавливают:
взаимное положение элементов конструкций, площади опор;
плотность бетона, наличие в нем раковин и пустот, продуктов коррозии;
состояние сварных монтажных швов, их длину и высоту, наличие и размеры участков непроваров, степень коррозии, наличие трещин;
окраску бетона в месте контакта с закладной деталью или арматурой (есть ли следы ржавчины);
состояние закладных деталей и арматуры.
Прочность бетона в сопряжениях определяют неразрушающими методами контроля (п. 6.4.9). После обследования вскрытый участок омоноличивается раствором 1:3.
6.4.15. Состояние арматуры оценивают на вскрытых участках длиной 40-50 см по характеру коррозии поверхности (тонкий налет ржавчины, отдельные пятна, сплошная равномерная, неравномерная, слоистая, местная в виде язв, точечная) и по толщине, глубине и плотности продуктов коррозии. Глубину и толщину коррозионных поражений определяют с помощью микрометра или микроскопа МПБ-2 в зависимости от характера коррозии.
6.4.16. При предварительном обследовании железобетонных конструкций состояние арматуры можно оценить визуально в процентах. Для арматуры периодического профиля необходимо отмечать остаточную выраженность рифов после зачистки.
6.4.17. Все дефекты и повреждения, участки инструментальных измерений и отбора проб фиксируются на схеме Ведомости дефектов железобетонных конструкций внутри резервуара.
6.5. Обследование покрытия резервуаров
6.5.1. Перед обследованием покрытия из эксплуатационной документации следует выяснить, наблюдались ли деформации покрытия в результате перелива нефти, нефтепродуктов или из-за каких-либо других механических воздействий.
6.5.2. Перед обследованием покрытия при наличии водяного экрана необходимо слить воду и очистить поверхность от ила. В случае грунтовой засыпки обследование проводить выборочно, расчищая для этого грунт в трех-четырех местах. При необходимости эти места промываются водой, продуваются сжатым воздухом.
6.5.3. При предусмотренной гидроизоляции покрытия из битумной обмазки, цементной стяжки фиксируют характер дефектов, величину и количество трещин на ней (п. 6.4.7), места разрушений.
6.5.4. При обследовании монтажных, световых люков и люка-лаза на покрытии следует определять глубину коррозии металла несущих элементов, состояние уплотняющих прокладок и верхнего слоя бетона вокруг люков.
6.5.5. При визуальном осмотре внутренних поверхностей железобетонных конструкций покрытия визуально оценивают и фиксируют: деформированное состояние балок и плит (их провисы более 20-30 мм);
наличие обрушения бетона полок и защитного слоя бетона (на площади более 1 м2);
вывалы фрагментов бетона из конструкций и мест их сопряжений (более 50-100 мм);
оголение рабочей арматуры в растянутой части сечения на длину 300-500 мм и более, ее обрывы;
изломы продольных ребер плит, изломы самих плит;
вырывы стальных закладных деталей;
отколы бетона в зонах опирания плит и балок;
смещения с опор плит и балок более 20-30 мм;
наличие наклонных трещин у опор и в пролете, раскрытых более 1 -2 мм; наличие коррозионных трещин вдоль арматуры.
По окончании визуального осмотра определяются участки и количество инструментальных измерений.
6.5.6. При инструментальном обследовании плит покрытия измеряют геометрию сечений, прочность бетона в сжатой зоне на опорах и в верхней части середины пролета. Выявляются количество, характер и величина раскрытия трещин (п. 6.4.7), глубина карбонизации, наличие хлор-ионов (п. 6.4.6) и величина защитного слоя бетона (п. 6.4.4). Прочность бетона плит покрытия определяется неразрушающими методами (пп. 6.4.9-6.4.12), состояние арматуры - в соответствии с п. 6.4.15.
6.5.7. Прогибы и смещение элементов покрытия измеряют геодезическими инструментами или другим способом с точностью не менее 1 мм. Предельно допустимые прогибы для балок - не более 1/200 (20 мм), для плит покрытия - не более 1/200 (25 мм).
При обследовании плит, имеющих прогибы, следует обратить особое внимание на сплошность бетона в стыках с соседними плитами, на наличие трещин в них и величину смещений по вертикали одной плиты относительно другой и на площадки опирания на балки и панели стен.
6.5.8. В стыках плит и сопряжениях крайнего ряда плит со стенкой резервуара измеряется величина раскрытия трещин (п. 6.4.7), прочность бетона замоноличивания (п. 6.4.9) и состояние закладных деталей и арматуры (п. 6.4.15).
6.5.9. Составляются эскизы плит, балок и Ведомость дефектов на покрытие с описанием характера и зарисовкой на схеме мест расположения повреждений и отклонений и мест определений свойств и отбора проб.
6.6. Обследование стенок и днища резервуаров
6.6.1. При обследовании стенок и днища железобетонного резервуара сначала необходимо провести инструментальный обмер геометрических параметров:
вертикальности стенки с помощью отвеса или теодолита;
отклонения стенки от окружности по высоте в цилиндрических резервуарах;
величины неравномерной осадки (пучения) днища с помощью нивелира.
6.6.2. Бетонные поверхности стенки, днища, узлов сопряжения днища со стенкой и стыков панелей стенки обследуются на наличие трещин, возникновение и ширину их раскрытия (п. 6.4.7).
6.6.3. В местах расположения трещин и на дефектных участках днища и внутренней поверхности стенки определяется глубина пропитки нефтью и нефтепродуктами с помощью линейки или микроскопа МПБ-2. Бетон, пропитанный на глубину не более 20 мм, считается непораженным.
6.6.4. Прочность бетона днища, стенок, бетона замоноличивания в стыках панелей стенки и узлов сопряжений стенки с днищем определяют неразрушающими методами (п. 6.4.9).
6.6.5. Для более точного определения прочности бетона внутренней стенки и днища железобетонного резервуара, пропитанного нефтью и нефтепродуктами на глубину более 20 мм, рекомендуются отбор кернов из указанных конструкций и испытания проб бетона лабораторным путем (ГОСТ 28570-90 [9]).
6.6.6. Водонепроницаемость бетона днища и стенок определяют лабораторным испытанием образцов, извлеченных из конструкции согласно ГОСТ
12730.5-84* [3]. Марка по водонепроницаемости должна быть не менее W8 (СНиП 2.03.11-85 [11]).
6.6.7. Состояние монолитных угловых участков стен оценивается аналогично п. 6.4.7, причем в ненапряженных резервуарах при отсутствии специальных защитных мероприятий ширина раскрытия трещины должна быть не более 0,1 мм.
6.6.8. По результатам обследования составляются Ведомость дефектов в плитах стенки и днища резервуара с описанием характера и зарисовкой на схеме мест расположения повреждений и отклонений, а также акты лабораторных испытаний проб бетона и места их отбора на конструкциях.
6.7. Обследование элементов вторичной защиты (облицовок и окрасок) панелей стен и днища резервуаров
6.7.1. В железобетонных резервуарах, предназначенных для хранения агрессивных к бетону нефтепродуктов (приложение 4), на внутреннюю поверхность стен и днища наносится вторичная защита, предотвращающая пропитку пористой структуры бетона и утечки нефтепродуктов. Материалы, применяемые для вторичной защиты бетона: листовая сталь толщиной 3-4 мм, листы асбошифера, тиоколовые листы, тиоколовые мастики (для окраски бетона).
6.7.2. При обследовании облицовок визуально оценивается сплошность материала листов и стыков, зоны отслоений, коррозии, состояние элементов крепежа.
6.7.3. При обследовании уплотняющих бетон окрасок визуально оценивается сплошность покрытий, участки повреждений, вздутий, отслоений от бетона.
6.7.4. Места нарушения сплошности листовых и окрасочных облицовок фиксируются на эскизах и заносятся в Ведомость дефектов на облицовку и окраску панелей стен и днищ.
6.8. Обследование приемо-раздаточных патрубков и места их ввода
6.8.1. При обследовании очищенного от загрязнений места ввода патрубков необходимо произвести визуальный осмотр в целях определения мест утечки нефти и нефтепродуктов. При наличии утечек следует оценивать глубину пропитки бетона (п. 6.6.3).
6.8.2. Обследование места ввода проводится через проходной канал. При отсутствии проходного канала необходимо отрывать вертикальный или наклонный шурф в грунтовой обсыпке резервуара.
6.8.3. Наряду с обследованием места ввода оценивается состояние железобетонных конструктивных элементов проходного канала (п. 6.3.13).
6.8.4. В Ведомости дефектов на приемо-раздаточные патрубки указываются и зарисовываются на схеме места утечек нефти и нефтепродуктов, а также выявленные повреждения железобетонных конструкций проходного канала.
6.8.5. Обследование приемо-раздаточных патрубков необходимо производить при помощи толщиномеров типа УТ-93П, УТ-96 и их аналогов во взрывобезопасном исполнении, позволяющих измерять толщину металла в интервале от 0,2 до 50 мм с точностью 0,1 мм при температуре окружающего воздуха от -10 до +40 °С.
6.8.6. В первую очередь следует производить измерение толщины металла приемо-раздаточных патрубков в местах резкого изменения направления движения жидкости (тройники, отводы). Измерение можно производить как при заполненных жидкостью, так и при пустых трубах.
6.8.7. В местах проведения замеров необходимо очищать поверхность от загрязнений, краски и продуктов коррозии до металлического блеска.
6.8.8. Настройку приборов следует производить в соответствии с требованиями заводских инструкций. Исправность приборов определяется контрольными замерами на эталонных образцах.
6.8.9. К проведению обследования приемо-раздаточных патрубков допускаются квалифицированные специалисты, имеющие специальную подготовку и удостоверение, подтверждающее их право на оценку качества металла по результатам обследования.
6.8.10. По результатам обследования составляется ведомость дефектов на приемо-раздаточные патрубки с указанием мест измерения, толщин металла, характера коррозии.
6.9. Определение осадки и герметичности резервуаров
6.9.1. Величина неравномерной осадки железобетонного резервуара определяется с помощью нивелира, так же как и при частичном наружном обследовании (п. 5.3).
6.9.2. Для оценки осадки оснований резервуаров за длительный период эксплуатации необходимо установить постоянные точки нивелирования в центральной точке покрытия и в точках покрытия над стенкой. Привязку отметок точек нивелирования следует проводить к постоянному реперу.
6.9.3. Определение степени герметичности резервуара и испытание покрытия на газопроницаемость проводятся аналогично п. 5.3 и пп. 5.4-5.7 частичного наружного обследования.
6.9.4. При необходимости герметичность и осадка железобетонных резервуаров определяются путем гидравлических испытаний согласно Правилам технической эксплуатации железобетонных резервуаров для нефти [15].
6.9.5. По результатам определения осадки резервуара, гидравлического испытания и испытания покрытия на газонепроницаемость составляются соответствующие акты (Правила технической эксплуатации железобетонных резервуаров для нефти [15]).
7. ОЦЕНКА ОСТАТОЧНОГО РЕСУРСА БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ КОНСТРУКЦИЙ ЖЕЛЕЗОБЕТОННЫХ РЕЗЕРВУАРОВ
7.1. По результатам обследования на основании полученных данных необходимо различать виды дефектов и повреждений, мало влияющие на свойства конструкции, и опасные, снижающие прочностные и деформативные свойства конструкции.
7.2. По результатам полного технического обследования в зависимости от видов и количества дефектов несущие конструкции (панели стен, колонны, балки и плиты) железобетонных резервуаров в зависимости от их состояния можно отнести к одной из четырех категорий технического состояния конструкций:
1) исправное;
2) работоспособное;
3) ограниченно работоспособное;
4) неработоспособное (аварийное).
7.3. Ограниченно работоспособное состояние подразделяется в свою очередь на две категории технического состояния конструкций:
а) III (а) - ограниченно работоспособное состояние со сроком эксплуатации от 1 до 3 лет (или до 5 лет при условии полной уборки снега, ограничения вакуума и избыточного давления на 50 %);
б) III (б) - ограниченно работоспособное состояние с максимальным сроком эксплуатации до 1 года (при условии ограничения по снеговым нагрузкам 100 %, избыточного давления и вакуума на 50 %, а также при необходимости проведения работ по разгрузке и страховочному усилению).
7.4. Состояние резервуара считается исправным при отсутствии дефектов или если имеют место следующие дефекты и повреждения:
трещины от усадки бетона или расчетной нагрузки - на ребрах или нижней плоскости плит покрытия, плоскостях балок, колонн, днища, панелей стенки в стыках, в торкретбетоне при шири не раскрытия 0,15 (0,1) мм, допустимой по СНиП 2.03.11-85 [11] и не влияющей на несущую способность конструкций;
сколы бетона (менее 0,05 % площади сечения элементов) от механических воздействий в растянутой зоне балок, плит покрытий, панелей стен, ребер колонн, которые мало влияют на несущую способность конструкций;
прочность бетона, определенная неразрушающими методами и лабораторными испытаниями проб, во всех железобетонных конструкциях резервуаров
не ниже нормативной проектной;
величина защитного слоя торкретбетона и бетона сборных и монолитных железобетонных конструкций на отдельных участках (не более 20 % общего числа замеренных) меньше проектной на 5,0 мм;
величина прогибов балок и плит покрытия в середине пролета не превышает 30 мм, допустимых по СНиП 2.03.01-84* [10];
потери площади сечения рабочей арматуры в сборных и монолитных железобетонных конструкциях нет, поверхность арматуры при вскрытии защитного слоя бетона не имеет признаков коррозии;
глубина карбонизации торкретбетона и защитного слоя бетона сборных и монолитных железобетонных конструкций резервуара меньше 1/2 толщины защитного слоя;
марка бетона (торкретбетона) по водонепроницаемости не ниже W8 (водопоглощение по массе до 4,2 %).
7.5. Для работоспособного состояния конструкций резервуара характерны следующие дефекты и повреждения:
волосяные трещины вдоль арматуры, резкие следы ржавчины на бетоне сборных и монолитных железобетонных конструкций; раскрытие силовых трещин 0,3 (0,15) мм;
при простукивании поверхностей бетона имеется «бухчение» и отслоение защитного слоя бетона на площадях менее 0,5м2; глубина карбонизации менее толщины защитного слоя бетона;
в зоне трещин и в карбонизированном защитном слое бетона на стержневой арматуре слой продуктов коррозии до 0,8 мм, на напрягаемой арматуре Вр-II
- не более 0,3 мм;
потери площади сечения рабочей ненапрягаемой арматуры и закладных деталей в сборных и монолитных железобетонных конструкциях резервуара не превышают 7 %;
прочность бетона рабочего сечения сборных и монолитных железобетонных элементов резервуара (за пределами защитного слоя бетона и в сжатой зоне), определенная неразрушающими методами и лабораторными испытаниями проб, ниже нормативной проектной не более чем на 10 %;
толщина защитного слоя торкретбетона и бетона на сборных и монолитных железобетонных конструкциях резервуаров меньше проектной до 10 мм на
площади до 1 м ;
величина прогибов балок и плит покрытия не более 35 мм;
глубина пропитки бетона сборных и монолитных конструкций нефтью и нефтепродуктами менее 40 мм; понижение несущей способности железобетонных конструкций резервуара до 90-95 % (см. табл. 1); марка бетона по водонепроницаемости не ниже W4.
7.6. Для ограниченно работоспособного состояния конструкций со сроком эксплуатации от 1 до 3 (5) лет характерны следующие дефекты и повреждения:
трещины в сборных и монолитных конструкциях резервуара, вызванные эксплуатационными воздействиями, с раскрытием до 0,5 (0,3) мм (см. табл. 1); карбонизация бетона более толщины защитного слоя, наличие участков с рыхлой структурой бетона с маркой бетона по водонепроницаемости ниже W4; глубина пропитки бетона нефтепродуктами до 60 мм;
прочность бетона, определенная неразрушающими методами и лабораторными испытаниями проб, ниже нормативной проектной в балках и плитах покрытия - до 30 %, в остальных - сборных и монолитных конструкциях - до 20 %;
отслоение защитного слоя бетона с оголением арматуры на элементах конструкций на площади до 1,0 м ; обвалы торкретбетона от стыков панелей стен и наружной поверхности - до 3 м2;
отслоение защитного слоя бетона с оголением и коррозионным повреждением рабочей арматуры до 15 % на длине более 2 м в балках и продольных ребрах плит покрытия;
слой продуктов коррозии на стержневой арматуре и закладных деталях - до 3 мм, на напрягаемой проволочной арматуре Вр-II до 1,5 мм;
потеря площади сечения рабочей стержневой арматуры - до 15 %, напрягаемой проволочной до 10 %; уменьшение площадок опирания балок на колонны и плит на балки и стенки резервуара не более 20 мм;
величина прогиба балок и плит покрытия не превышает 40 мм; вздутие облицовок, отрывы листов от анкеров, вспучивание полов;
2
провалы полок в плитах покрытия не более 0,5 м ;
снижение несущей способности сборных и монолитных железобетонных конструкций - до 80 % в зависимости от уменьшения сечения рабочей арматуры.
7.7. Для ограниченно работоспособного состояния конструкций с максимальным сроком эксплуатации до 1 года характерны следующие дефекты и повреждения.
7.7.1. Железобетонные конструкции стен (монолитная плита или сборные панели):
признаки относительного смещения стен относительно днища или покрытия - отслоение торкретбетона на стыках панелей внутри, обрушение
торкретбетона на напрягаемой арматуре на площади 5 м2 и более;
наличие трещин в стыках между панелями вертикальных и в монолитном бетоне горизонтальных (в зонах без навивки арматуры и др.) с раскрытием до
0,5 (0,4) мм длиной до 0,5 м;
наличие трещин в бетоне омоноличивания стыков днища и стен и в бетоне омоноличивания стен и плит покрытия с раскрытием до 0,5 (0,4) мм; смещение плит покрытия со стены до 10 мм;
оголение напрягаемой арматуры на площади более 3 м2, слой продуктов коррозии на стержневой арматуре и закладных деталях более 3 мм, коррозионные язвы на проволочной напрягаемой арматуре - до 3 мм и разрывы отдельных проволок (до 5 шт.) на длине наружной поверхности стен - до 10
м;
снижение уровня преднапряжения в кольцевой арматуре до 30 % от проектного; пропитка бетона нефтепродуктами на всю толщину стен;
наличие рыхлого бетона (продукты коррозии, размораживание) в слое глубиной до 6 см на площади более 1 м ;
2
отколы, вывалы бетона омоноличивания из стыков между плитами стен, плитами стен и плитами покрытия, стен и днища на площади более 1 м2 на глубину до 60 мм;
отслоение облицовок на площади до 10 м2, трещины в сварных швах стальных листов;
разрушение полимерных покрытий на стыках панелей, зонах примыкания к днищу на площади более 5 м .
7.7.2. Железобетонная плита днища: пропитка бетона плиты на полную толщину;
снижение прочности бетона более 30 % от нормативной проектной;
отколы, выломы бетона, щебня из бетона вследствие его коррозионной деструкции на глубину до 60-80 мм на площади ячейки 6x6 м участков более 1 м2;
провалы основания и провисание плит ниже отметки пола более 50 мм;
коррозионные повреждения стержневой арматуры плиты на 50 % сечения, разрывы стержней сетки (4-6 шт. в пределах ячейки размером 6x6 м); трещины в бетоне в зоне стыков со стеновыми панелями с раскрытием 0,5 (0,4) мм; выколы бетона омоноличивания стыков со стенами на глубину более 100 мм;
местное разрушение стальных облицовок на площади до 1 м с отслоением листов и разрывов сварных швов на длине до 0,5 м; вздутие, отслоение и разрывы полимерных защитных покрытий на площади более 10 м .
7.7.3. Железобетонные колонны и фундаменты:
трещины в бетоне вдоль рабочей арматуры и хомутов и трещины нормальные к вертикальной оси с раскрытием более 0,5 (0,4) мм; отслоение арматурных стержней от ствола с разрывом хомутов на длине до 1 м; пропитка бетона на глубину до 60 мм;
снижение прочности бетона более 30 % нормативной проектной;
отслоение защитного слоя бетона на площади до 0,5 м на стволах, консолях и фундаментах;
коррозионное повреждение арматуры на глубину до 30 % сечения, слой продуктов коррозии на закладных деталях более 3 мм;
трещины в бетоне консолей с раскрытием 0,5 (0,4) мм; вертикальное перемещение (осадка) на глубину до 50 мм; отклонение от вертикали более 30 мм;
разрушение бетона стакана фундамента на высоте до 100 мм с оголением и разрывом арматуры; выкрашивание бетона омоноличивания колонны в стакане фундамента на площади более 50 %;
уменьшение рабочего сечения более 30 % равномерно со всех сторон или с одной стороны более 180 мм, снижение несущей способности до 65 % (см.
табл. 1).
7.7.4. Железобетонные балки и плиты покрытия: понижение прочности бетона до 30 % нормативной проектной;
отслоение защитного слоя бетона с оголением всех рабочих стержней арматуры в балках при их коррозионном повреждении более 15 %; отслоение защитного слоя бетона с оголением и коррозионным повреждением рабочей арматуры более 15 % в обоих ребрах плиты по всей длине в пролете;
коррозионные повреждения рабочей арматуры и закладных деталей с потерей сечения до 30 %; наличие трещин в бетоне в пролете и на опорах с раскрытием до 0,5 (0,4) мм; глубина пропитки бетона нефтепродуктами до 40 мм;
наличие горизонтальных трещин в бетоне сжатой зоны балок с раскрытием 0,2 мм и длиной до 100 мм и горизонтальных трещин по контакту ребра и полки плит с раскрытием до 1 мм и длиной более 1 м;
отслоение рабочей арматуры от бетона ребер плит в пролете на длине более 2 м; смещение конструкций с опоры до 2 см;
величина прогиба балок и плит покрытия не превышает 55 мм; провалы полок в ребристых плитах покрытия не более 1 м2;
снижение несущей способности в пролетных до 65 % и опорных сечениях до 70 %.
7.8. Неработоспособное (аварийное) состояние железобетонных конструкций резервуара характеризуется следующими дефектами и повреждениями:
излом стеновой панели с раздроблением бетона и выколом его на площади более 1 м2; разрыв кольцевой напрягаемой арматуры более 30 % проволоки в пределах 1 м высоты стены; раскрытие горизонтальных трещин в панели стен более 1,5 мм; снижение уровня преднапряжения в кольцевой арматуре более 30 %;
раздробление бетона в рабочем сечении колонн с выпучиванием арматуры в вертикальном перемещении колонн на глубину более 100 мм; излом плит или ребер плит покрытия с зависанием на рабочей арматуре; смещение балок (1-2 шт.) с опор с обрушением плит покрытия;
провалы бетона днища глубиной более 300 мм на площади более 3 м2; несущая способность конструкций менее 65 % (см. табл. 1);
прогибы конструкции (в том числе колонн) более 55 мм; к аварийному состоянию железобетонных конструкций могут быть отнесены также перечисленные в п. 7.7 признаки, усиленные на 50 %.
7.9. Положения пп. 7.4-7.8 уточняются в процессе полных технических обследований.
7.10. Оценка остаточного ресурса железобетонных конструкций резервуаров производится на основании анализа результатов поверочных расчетов несущей способности (устойчивость, продавливание) и деформативности (раскрытие трещин, прогибов) всех входящих в сооружение элементов,
получивших повреждения (механические или коррозионные) в процессе эксплуатации.
7.10.1. Поверочные расчеты выполняются по методам действующего в РФ нормативного документа СНиП 2.03.01-84* [10] с использованием фактических данных о геометрических размерах сечений и длин, схем опирания, физико-механических и коррозионных свойств материалов железобетонных конструкций и их защиты, установленных при обследованиях в соответствии с положениями настоящей Инструкции. Расчетом определяются уровни контрольных параметров, по которым устанавливаются категории технического состояния обследованных железобетонных конструкций.
7.10.2. Продолжительность безопасной эксплуатации, остаточный ресурс и необходимость ремонта, страховки от обрушения, усиления и восстановления железобетонных конструкций определяются из сопоставления результатов расчетов и определений с предельно допустимыми уровнями контрольных параметров технического состояния по табл. 1. Сроки до следующего полного технического обследования или ремонта, а также продолжительность эксплуатации конструкций в сооружении до перехода (без ремонта) в следующую категорию состояния установлены на основании многочисленных лабораторных исследований, контрольных заводских испытаний сборных железобетонных конструкций и многолетнего опыта натурных исследований технического и коррозионного состояния эксплуатирующихся и аварийных (обрушившихся) железобетонных конструкций.
7.10.3. Достоверность остаточного ресурса конструкций обеспечивается соответствием качества результатов обследований, параметрами нагрузки и действующей среды при ограничениях, установленных настоящей Инструкцией (см. табл. 1).
7.10.4. Определение остаточного ресурса эксплуатации железобетонных резервуаров и определение сроков вывода их из эксплуатации для текущего ремонта, восстановления или замены поврежденных аварийных конструкций производятся исходя из анализа категорий технического состояния конструкций и экономической целесообразности.
7.10.5. Резервуар не имеет ресурса и выводится из эксплуатации, если при полном техническом обследовании установлено, что несущие железобетонные конструкции отнесены к категории IV даже в единственном числе.
7.10.6. Наличие в резервуаре конструкций III (б) категории позволяет в течение 12 месяцев эксплуатировать сооружение с ограниченными нагрузками по табл. 1.
7.10.7. Наличие в резервуаре конструкций III (а) категории позволяет эксплуатировать сооружение в течение трех лет, а при условиях ограничения нагрузок - в течение пяти лет, учитывая интенсивность деструктивных и коррозионных процессов, что переводит конструкции в категорию III (б).
7.10.8. Наличие в резервуаре конструкций I, II, III (а), III (б) категорий создает множество сочетаний в определении остаточного ресурса эксплуатации от десяти до одного года, и решение принимается индивидуально в каждом конкретном случае и вносится в Заключение по полному техническому обследованию.
7.10.9. Все выявленные дефекты и повреждения сборных и монолитных железобетонных конструкций резервуаров должны быть исправлены с последующими испытаниями или контрольной проверкой нагрузки.
Таблица 1
| Категория | Техническое состояние |
Контрольные параметры | Срок следующего технического обследования (ремонта), годы |
Продолжительность эксплуатации до перехода в следующую категорию, годы |
|||||||
| деструктивные |
дефо| | рмационные | прочностные | ||||||||
|
Скорость снижения свойств от поверхности бетона |
Скорость коррозии металла, мм/год |
Прогиб оси эксцент., см | Раскрытие трещин в бетоне кратковремен. (длительн.), мм |
Несущая способность остаточная | |||||||
|
прочности, мм/год |
проницаемости, за 10 лет марка, W | арматуры и обетониров. закладных деталей | необетонир. закладных деталей и облицовки |
Пролетные нормальные сечения, % |
Опорные наклонные, % |
||||||
| I | Исправное |
1,5 | От 8 до 6 |
0,1 (0,05 для Вр-II) | 0,15 |
©j ^ 31 | 0,15 (0,1) | 100 | 100 | 10 | До 10 |
| II |
Работоспособное | 5,0 |
От 6 до 4 | 0,2 (0,10 для Вр-II) |
0,25 | о Го | 0,3 (0,15) | 90 | 95 |
до 10 | До 5 |
|
III (а) | Ограниченно работоспособное | 7,0 |
От 4 до 2 | 0,28 (0,2 для Вр-II) |
0,45 | 44 | 0,5 (0,3) | 80 | 85 |
до 3 (5227) |
До 3 |
| III (б) |
Ограниченно работоспособное | 8,0 | От 2 до 0 |
1,5(1,0 для Вр-II) | 1,7 |
57 | 0,5 (0,4) | 65 |
70 | Ремонт228 в течение года, разгрузка, страховочные усиления | До 1 |
|
IV | Неработоспособное (аварийное) | 8,0 | От 2 до 0 | > 1,5 | > 1,7 | > 5,5 > 7,5 | > 1,5 | < 65 | Усиление, восстановление, замена | ||
Предельно допустимые уровни контрольных параметров технического состояния, по которым устанавливаются сроки безопасной эксплуатации несущих железобетонных конструкций (колонн, панелей стен, балок и плит перекрытий)229
7.10.10. Ремонтные и восстановительные работы конструктивных элементов и защиты их поверхностей должны производиться по индивидуальному проекту на конкретный резервуар, включая Проект производства работ (РД 39-0147103-378-87 [14]).
7.10.11. Для ремонта бетонных поверхностей сборных и монолитных железобетонных конструкций резервуаров необходимо применять специальные бетоны повышенной плотности, морозостойкости и с повышенными защитными свойствами для арматуры - бетоны с модифицированной структурой, специальными неорганическими добавками (микрокремнезем, расширяющиеся добавки) и пластификаторами.
7.10.12. Целесообразность ремонта резервуара и сроки его безопасной эксплуатации должны решаться в каждом конкретном случае на основании результатов полного технического обследования и с учетом технико-экономического анализа.
7.10.13. По оценке результатов полного технического обследования составляется Заключение экспертизы промышленной безопасности о техническом состоянии резервуара, условиях его дальнейшей безопасной эксплуатации и определяются сроки следующих частичных наружных и полных технических обследований.
8. ОФОРМЛЕНИЕ И ВЫДАЧА ЗАКЛЮЧЕНИЯ ЭКСПЕРТИЗЫ ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ ПО ТЕХНИЧЕСКОМУ СОСТОЯНИЮ
ЖЕЛЕЗОБЕТОННОГО РЕЗЕРВУАРА
8.1. На выполненные работы при полном техническом обследовании железобетонных резервуаров, организации, проводившие их, составляют первичную документацию согласно Правилам технической эксплуатации железобетонных резервуаров для нефти [15] и СНиП 3.03.01-87 [12] (акты, эскизы конструкций с фиксацией дефектов, протоколы, журналы, ведомости дефектов, расчеты и т.п.), на основании которой в соответствии с требованиями ПБ 03-246-98 [13] оформляется Заключение экспертизы промышленной безопасности о возможности и условиях дальнейшей безопасной эксплуатации железобетонного резервуара, необходимости его ремонта или исключения из эксплуатации. Первичная документация хранится у исполнителя.
8.2. По результатам полного технического обследования железобетонного резервуара экспертная организация выдает предприятию-владельцу Заключение экспертизы промышленной безопасности о возможности эксплуатировать железобетонный резервуар при заданных технологических параметрах с установлением срока его безопасной эксплуатации, а также приложение, содержащее расчет несущей способности железобетонных конструкций и акты, указанные в п. 8.3 настоящей Инструкции.
8.3. Приложение Заключения экспертизы промышленной безопасности должно содержать следующие документы:
акт проведения визуального наружного и внутреннего осмотра железобетонного резервуара (приложение 5);
акт определения прочности бетона железобетонных конструкций (приложение 6);
Журнал регистрации нивелирных отметок резервуара (Правила технической эксплуатации железобетонных резервуаров для нефти [15]);
акт на гидравлическое испытание резервуара (Правила технической эксплуатации железобетонных резервуаров для нефти [15]);
акт на испытание покрытия резервуара на газонепроницаемость (Правила технической эксплуатации железобетонных резервуаров для нефти [15]);
расчет несущей способности железобетонных конструкций.
8.4. Заключение экспертизы промышленной безопасности о возможности дальнейшей безопасной эксплуатации железобетонного резервуара при допустимом технологическом регламенте его работы выдается только экспертной организацией, имеющей лицензию Госгортехнадзора России.
Приложение 1 Справочное
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Безопасная эксплуатация железобетонного резервуара - система мер, обеспечивающих предупреждение аварий строительных конструкций путем систематических технических осмотров конструкций и их инструментального обследования.
Визуальный наружный и внутренний осмотр - осмотр железобетонных конструкций резервуара с наружной и внутренней стороны в целях выявления и определения размеров дефектов и коррозионных повреждений.
Дефект - неисправность, возникающая в конструкции на стадии ее изготовления, транспортировки, монтажа и эксплуатации.
Деформация конструкций - изменение формы и размеров конструкций (или их части), а также потеря устойчивости под влиянием нагрузок и воздействий.
Заключение экспертизы промышленной безопасности - документ, оформленный в соответствии с требованиями ПБ 03-246-98 [13], указывающий сроки и условия дальнейшей безопасной эксплуатации железобетонного резервуара, который выдает экспертная организация по результатам проведения полного технического обследования.
Категория технического состояния - наличие в железобетонных конструкциях определенного вида и количества дефектов и повреждений, позволяющих эксплуатировать железобетонные конструкции без ремонта в течение определенного времени.
Нагрузка - механическое воздействие, мерой которого является сила, характеризующая величину и направление этого воздействия и вызывающая изменения напряженно-деформируемого состояния конструкций сооружения и его основания.
Неразрушающие методы контроля прочности бетона - определение прочности бетона железобетонных конструкций в соответствии с требованиями ГОСТ 17624-87 [4], ГОСТ 22690-88* [7], ГОСТ 28570-90 [9].
Оценка технического состояния конструкций - оценка проводится по результатам полного технического обследования и включает поверочный расчет конструкций с учетом обнаруженных дефектов и повреждений, фактических и прогнозируемых нагрузок, воздействий и условий эксплуатации.
Полное техническое обследование - проведение комплекса технических мероприятий по неразрушающему контролю, исследованию коррозионного состояния, анализу прочности и др., которые позволяют определить соответствие железобетонного резервуара требованиям действующей нормативнотехнической и проектной документации, направленным на обеспечение безопасной эксплуатации.
Техническая диагностика - научная дисциплина, выявляющая причины возникновения отказов и повреждений, разрабатывающая методы их обнаружения и оценки. Цель диагностики - разработка способов и средств оценки технического состояния сооружений.
Усиление - увеличение несущей способности или жесткости конструкции путем изменения сечений или схемы ее работы.
Усилия - внутренние силы, возникающие в поперечном сечении элемента конструкций от внешних нагрузок и воздействий (продольная и поперечная силы, изгибающий и крутящий моменты).
Частичное наружное обследование - комплекс работ, проводимых персоналом предприятия-владельца без остановки железобетонного резервуара с использованием штатного приборного оборудования в целях своевременного обнаружения неполадок, принятия мер по их устранению и поддержанию работоспособности резервуара между очередными полными техническими обследованиями.
Экспертная организация - организация, для которой вид деятельности, связанный с проведением экспертизы промышленной безопасности, предусмотрен уставом, которая располагает необходимыми средствами неразрушающего контроля (приборами, оборудованием и методиками), нормативной и методической технической документацией, утвержденной в установленном порядке, обученными и аттестованными специалистами, обладающими опытом эксплуатации и обследования железобетонных резервуаров, и которая имеет лицензию Госгортехнадзора России на этот вид деятельности.
Эксплуатационно-техническая документация - комплекс руководящих и рабочих документов, которыми руководствуется служба надзора по эксплуатации сооружений.
Приложение 2
Обязательное
СХЕМА
обследования железобетонных резервуаров с минимальным количеством инструментальных измерений
1. Основанием для принятия решения по количеству инструментальных измерений и определений свойств материалов являются результаты визуальных обследований.
2. Особенное внимание следует уделить следующим участкам:
узлам опирания балок покрытия на консоли колонн внутри резервуара;
узлам сопряжения крайнего ряда плит покрытия со стенкой резервуара;
местам ввода приемо-раздаточных патрубков.
3. Основными признаками необходимости проведения инструментальных обследований является наличие конструкций III (б) и IV категорий и, в первую
очередь, основных несущих конструкций стен (панелей), кольцевой арматуры, колонн, фундаментов, днища.
4. В конструкциях I и II категорий количество определений глубины пропитки и послойной прочности бетона возможно ограничить по три по высоте на стенах в трех элементах и в трех колоннах по три по высоте (первое - у днища, второе - в зоне переменного горизонта и в зоне опирания балок, плит).
5. В конструкциях III (б) и IV категорий требуются индивидуальные определения параметров, указанных в табл. 1 настоящей Инструкции.
6. В конструкциях III (а) категории минимальное количество определений возможно достигнуть, прибегнув к группированию конструкций по условиям воздействий. В группе от 10 до 100 единиц. Для представителей групп провести измерения как в п. 4.
7. Состояние кольцевой арматуры оценивается в зависимости от возможностей шурфования, но не менее чем в 3 шурфах с определением защитных и прочностных свойств бетона, состояния арматуры и уровня ее преднапряжения.
Приложение 3
Справочное
Параметры железобетонных резервуаров
Унифицированный ряд резервуаров из железобетонных конструкций для нефти и нефтепродуктов, сооруженных после 1960-1974 гг., в том числе по типовым проектам серий 7-02-295* ... 7-02-315**
| Резервуары объемом, м3 |
Цилиндрические |
Прямоугольные | ||
|
Диаметр, м | Высота, м |
Размеры в плане, м | Высота, м | |
| 500 м. | 12 | 4,8 | 12x12 |
3,6 |
| 1000** н., м. |
18 | 4,8 | 12x18 |
4,8 |
| 2000** н., м. |
24 | 4,8 | 18x24 | 4,8 |
| 3000 н., м. | 30 | 4,8 |
24x30 | 4,8 |
| 5000* н., м. | 30 | 7,8 (8) |
- | |
| 10000* н., м. | 42 | 7,8 (8) |
- | |
| 20000 н., м. | 54 | 9 | - | |
| 30000 н. |
60 | 9 | - |
|
| 40000 н. | 78 | 9 | - | |
Условные обозначения: н. - нефть; м. - мазут.
Приложение 4
Справочное
Степень агрессивности некоторых видов нефти и нефтепродуктов к железобетону
| № п/п | Вид нефти и нефтепродуктов |
Особенности состава и основные параметры свойств |
Агрессивность к железобетону | |
| Агрессивные вещества |
Степень агрессивности (по СНиП 203.1185 п. 24, табл. 8) | |||
| 1 |
2 | 3 | 4 |
5 |
| 1 | Нефть сырая Нефть сернистая | Смесь алканов, цикланов, аренов, кислородных, сернистых и азотных соединений Содержание серы до 2 % и более. Плотность 0,65-0,91 г/см3 при 14-16 °С - выпадение парафинов | Содержание сульфат-ионов от 600 до 12000 мг/л |
Бетон W4 - среднеагрессивная; бетон W6 -слабоагрессивная; бетон W8 -неагрессивная |
| 2 | Мазут сернистый | Плотность 0,89-1,0 г/см3 t = 80 °С пост |
Содержание сульфат-ионов 800-1800 мг/л, сероводород >5 мг/м3 | То же |
| 3 |
Дизельное топливо | Фракция нефти плотность 0,7-0,85 г/см3 |
Содержание сульфат-ионов 400-1200 мг/л, в парах | » |
| t = 20 °С пост | SO2 > 0,5 мг/м3 NG > 0,1 мг/м3 | |||
| 4 |
Керосин | Фракция нефти плотность 0,8-0,85 г/см3 tKun = 15°-30°° с | То же |
Бетон W4 - слабоагрессивная; бетон W6 -неагрессивная |
| 5 | Бензин | Плотность 0,7-0,78 г/см3 tKun = 30-200 °С |
Присадки в парах, мг/м3 |
Неагрессивная |
| 6 |
Минеральные масла |
Вязкость 20-70-10-6 м2/с при 100 °С tKun = 300-600 °С | Присадки сульфатные 0,05-1 %, алкилфенольные 0,1-0,8 % | Бетон W4 - слабоагрессивная; бетон W6-W8 - слабоагрессивная |
| 7 | Подтоварные воды |
t = 20-80 °С | Сульфат-ионы до 20000 мг/л | Бетон W4 - среднеагрессивная; бетон W6 -слабоагрессивная |
| 8 | Гудрон кислый | t = 20-80 °С | PH < 5 |
Бетон W4 - сильноагрессивная |
Приложение 5
Справочное
АКТ
проведения визуального наружного и внутреннего осмотра железобетонного
резервуара
Организация-изготовитель_
Заводской номер_
Дата изготовления_
Эксплуатирующая организация_
Регистрационный номер_
Объем_
Рабочая среда_
Состояние железобетонного резервуара и обнаруженные дефекты
| Наименование конструкций | Дефекты и повреждения |
|
Наружный осмотр | |
|
Стенка | |
|
Покрытие | |
|
Внутренний осмотр | |
|
Днище | |
| Стенка | |
| Колонны |
|
| Балки | |
| Плиты | |
|
Узлы сопряжения | |
Приложение. Схема расположения дефектов железобетонного резервуара.
Визуальный осмотр проводили: Ф.И.О.
«_»_200 _ г.
Приложение 6
Справочное
АКТ
определения прочности бетона железобетонных конструкций
Организация-изготовитель ________________________________________________
Заводской номер_
Дата изготовления _______________________________________________________
Эксплуатирующая организация_
Регистрационный номер __________________________________________________
Объем __________________________________________________________________
Рабочая среда ___________________________________________________________
Тип прибора ____________________________________________________________
| № п/п |
Наименование ж/б конструкции |
Место определения |
Показания прибора |
Прочность бетона, МПа |
Средняя прочность, МПа |
Коэффициент вариац., % |
Определение прочности бетона железобетонных конструкций резервуара проведено в соответствии с ГОСТ 22690-88 [7].
Определение прочности бетона проводили:
Ф.И.О.
«___ » ______________ 200 _ г.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. ГОСТ 12730.0-78. Бетоны. Общие требования к методам определения плотности, влажности, водопоглощения, пористости. М.: Изд-во стандартов, 1978.
2. ГОСТ 12730.2-78. Бетоны. Метод определения влажности. М.: Изд-во стандартов, 1978.
3. ГОСТ 12730.5-84*. Бетоны. Метод определения водонепроницаемости. М.: Изд-во стандартов, 1984.
4. ГОСТ 17624-87. Бетоны. Ультразвуковой метод определения прочности. М.: Изд-во стандартов, 1986.
5. ГОСТ 18105-86*. Бетоны. Правила контроля прочности. М.: Изд-во стандартов, 1986.
6. ГОСТ 22266-94. Цементы сульфатостойкие. Технические условия. М.: Изд-во стандартов, 1995.
7. ГОСТ 22690-88. Бетоны. Определение прочности механическими методами неразрушающего контроля. М.: Изд-во стандартов, 1988.
8. ГОСТ 22904-93. Конструкции железобетонные. Магнитный метод определения защитного слоя и расположения арматуры. М.: Изд-во стандартов, 1994.
9. ГОСТ 28570-90. Бетоны. Методы определения прочности по образцам, отобранным из конструкции. М.: Изд-во стандартов, 1990.
10. СНиП 2.03.01-84*. Бетонные и железобетонные конструкции. М.: Стройиздат, 1990.
11. СНиП 2.03.11-85. Защита строительных конструкций от коррозии. М.: Стройиздат, 1985.
12. СНиП 3.03.01-87. Несущие и ограждающие конструкции. М.: Стройиздат, 1988.
13. ПБ 03-246-98. Правила проведения экспертизы промышленной безопасности. М.: НТЦ «Промышленная безопасность». 1999. Вып. 1.
14. РД 39-0147103-378-87. Инструкция по ремонту железобетонных предварительно напряженных цилиндрических резервуаров для нефти. Уфа: ВНИИСПТнефть, 1987.
15. Правила технической эксплуатации железобетонных резервуаров для нефти. Уфа: ВНИИСПТнефть, 1976.
16. РД 22-01-97. Требования к проведению оценки безопасности эксплуатации производственных зданий и сооружений поднадзорных промышленных производств и объектов (обследование строительных конструкций специализированными организациями). М.: ЭКЦ-МЕТАЛЛУРГ, 1997.
17. Бедов А.И., Сапрыкин В.Ф. Обследование и реконструкция железобетонных и каменных конструкций эксплуатируемых зданий и сооружений. М.: Изд-во АСВ, 1995.
18. Методические рекомендации по обследованию коррозионного состояния арматуры и закладных деталей в железобетонных конструкциях. М.: НИИЖБ, 1978.
19. Рекомендации по натурным обследованиям железобетонных конструкций. М.: НИИЖБ, 1972.
20. Руководство по определению и оценке прочности бетона в конструкциях зданий и сооружений. М.: Стройиздат, 1979.
21. Техническое обслуживание и ремонт зданий и сооружений: Справочное пособие/Под ред. М.Д. Бойко. М.: Стройиздат, 1993.
СОДЕРЖАНИЕ
1. Общие положения
2. Порядок проведения оценки технического состояния железобетонных резервуаров
3. Основные факторы сокращения сроков эксплуатации железобетонных резервуаров
3.1. Воздействие внешних факторов
3.2. Воздействие технологических факторов
4. Организационные мероприятия, необходимые для проведения работ по оценке технического состояния железобетонных резервуаров
5. Частичное наружное обследование железобетонных резервуаров
6. Полное техническое обследование железобетонных резервуаров
6.1. Общие положения
6.2. Анализ комплекта эксплуатационно-технической документации
6.3. Обследование наружных поверхностей стен резервуаров
6.4. Обследование железобетонных конструкций внутри резервуаров
6.5. Обследование покрытия резервуаров
6.6. Обследование стенок и днища резервуаров
6.7. Обследование элементов вторичной защиты (облицовок и окрасок) панелей стен и днища резервуаров
6.8. Обследование приемо-раздаточных патрубков и места их ввода
6.9. Определение осадки и герметичности резервуаров
7. Оценка остаточного ресурса безопасной эксплуатации конструкцийжелезобетонных резервуаров
8. Оформление и выдача заключения экспертизы промышленной безопасности по
техническому состоянию железобетонного резервуара Приложение 1 Термины и определения
Приложение 2 Схема обследования железобетонных резервуаров с минимальным количеством инструментальных измерений Приложение 3 Параметры железобетонных резервуаров
Приложение 4 Степень агрессивности некоторых видов нефти и нефтепродуктов к железобетону
Приложение 5 Акт проведения визуального наружного и внутреннего осмотра железобетонного резервуара
Приложение 6 Акт определения прочности бетона железобетонных конструкций Список использованной литературы
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО АКЦИОНЕРНАЯ КОМПАНИЯ ПО ТРАНСПОРТУ НЕФТИ «ТРАНСНЕФТЬ»
ОАО «АК «ТРАНСНЕФТЬ»
РУКОВОДЯЩИЙ ДОКУМЕНТ
Правила антикоррозионной защиты резервуаров РД-05.00-45.21.30-КТН-005-1-05
Москва - 2005 г.
Содержание
ПРЕДИСЛОВИЕ
1 ОБЩИЕ ПОЛОЖЕНИЯ
1. 1 Область применения и назначение руководящего документа
1.2 Нормативные ссылки
1.3 Принятая терминология и обозначения
1.4 Субъекты деятельности
2 ТРЕБОВАНИЯ К ПРОЕКТУ ПРОИЗВОДСТВА РАБОТ НА ПРОВЕДЕНИЕ АНТИКОРРОЗИОННОЙ ЗАТТТИТЫ РЕЗЕРВУАРА
3 ТРЕБОВАНИЯ К ПРОЕКТИРОВАНИЮ, СТРОИТЕЛЬСТВУ, РЕКОНСТРУКЦИИ, КАПИТАЛЬНОМУ РЕМОНТУ И ЭКСПЛУАТАЦИИ РЕЗЕРВУАРОВ С АНТИКОРРОЗИОННОЙ ЗАЩИТОЙ
3. 1 Общие положения
3.2 Стадия проектирования
3.3 Стадии строительства, реконструкции и капитального ремонта
3.4 Стадия эксплуатации
4 ТРЕБОВАНИЯ К АНТИКОРРОЗИОННЫМ ПОКРЫТИЯМ, ИХ ТОЛЩИНЕ. СРОКИ СЛУЖБЫ
4.1 Общие требования к антикоррозионным покрытиям
4.2 Требования к антикоррозионной защите металлоконструкций железобетонных резервуаров
4.3 Требования к толщине покрытий
4.4 Сроки службы антикоррозионных покрытий резервуаров
5 ПОКРЫТИЯ ДЛЯ НАРУЖНОЙ ПОВЕРХНОСТИ РЕЗЕРВУАРОВ
5.1 Условия эксплуатации наружных покрытий резервуаров
5.2 Технические требования к ЛКМ и системам лакокрасочных покрытий для наружной поверхности резервуаров
5.3 Антикоррозионные покрытия для наружной поверхности резервуаров
5.4 Типовая технологическая схема процесса антикоррозионной защиты наружной поверхности резервуара
5.5 Выбор системы покрытия для наружной поверхности резервуара
6 ПОКРЫТИЯ ДЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РЕЗЕРВУАРОВ
6.1 Условия эксплуатации внутренних покрытий резервуаров
6.2 Технические требования к внутреннему покрытию резервуаров
6.3 Типы антикоррозионных покрытий для внутренней поверхности резервуаров
6.4 Выбор схемы антикоррозионной защиты внутренней поверхности резервуара
6.5 Типовые технологические схемы процесса антикоррозионной защиты внутренней поверхности резервуара
РД-05.00-45.21.3 0-КТН-005-1 -05 Стр. 2 из 55
6.6 Последовательность проведения работ по антикоррозионной защите внутренней поверхности резервуара покрытиями различного типа
7 ТРЕБОВАНИЯ К УСЛОВИЯМ ОКРУЖАЮЩЕЙ СРЕДЫ ПРИ ПРОВЕДЕНИИ АНТИКОРРОЗИОННЫХ РАБОТ
8 ТРЕБОВАНИЯ К ПОДГОТОВКЕ ПОВЕРХНОСТИ РЕЗЕРВУАРА
8.1 Общие требования
8.2 Подготовка наружной поверхности резервуаров
8.3 Подготовка внутренней поверхности
9 ТРЕБОВАНИЯ К ЛКМ И ПОДГОТОВКЕ ИХ К НАНЕСЕНИЮ
10 ТРЕБОВАНИЯ К НАНЕСЕНИЮ И ОТВЕРЖДЕНИЮ ЛКМ
10.1 Общие требования
10.2 Требования к нанесению ЛКМ на наружную поверхность резервуаров
10.3 Требования к нанесению ЛКМ на внутреннюю поверхность резервуаров
10.4 Устранение дефектов покрытия
11 ТРЕБОВАНИЯ К КОНТРОЛЮ И ПРИЕМКЕ ПОКРЫТИЯ
11.1 Общие положения
11.2 Контроль условий окружающей среды
11.3 Входной контроль ЛКМ и абразивных материалов
11.4 Контроль качества подготовки поверхности
11.5 Контроль в процессе нанесения и отверждения ЛКМ
11.6 Контроль отвержденного антикоррозионного покрытия
12 ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА АНТИКОРРОЗИОННЫХ РАБОТ
13 МЕРЫ БЕЗОПАСНОСТИ
13.1 Общие положения
13.2 Требования безопасности при подготовке поверхности и окраске
13.3 Правила обращения с токсичными веществами
14 ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ Приложение А (обязательное)
АКТ проверки готовности объекта к проведению антикоррозионной защиты Приложение Б (обязательное)
АКТ на скрытые работы по подготовке резервуара к окраске Приложение В (обязательное)
ЖУРНАЛ производства работ по нанесению антикоррозионного покрытия на резервуар Приложение Г (обязательное)
АКТ № на приемку антикоррозионного покрытия резервуара Приложение Д (справочное)
Требования к конструктивным элементам при проектировании резервуара Приложение Е (обязательное)
Технические требования к наружному покрытию резервуаров Приложение Ж (обязательное)
Технические требования к внутреннему покрытию резервуаров Приложение И (обязательное)
Перечень ЛКМ и систем покрытий, разрешенных к применению
Приложение К (справочное)
Типовая технологическая схема процесса антикоррозионой защиты наружной поверхности резервуаровПриложение Л (обязательное)
Системы покрытий для наружной антикоррозионной защиты резервуаров и оптимальная толщина Приложение М (обязательное)
Системы покрытий по типам для внутренней поверхности резервуаров и оптимальная толщина покрытия Приложение Н (справочное)
Типовые технологические схемы антикоррозионной защиты внутренней поверхности резервуаров Приложение П (справочное)
Приборы, инструменты и вспомогательные средства, необходимые для контроля при проведении антикоррозионных работ Приложение Р (справочное)
Перечень рекомендуемого оборудования для проведения антикоррозионных работ ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
ПРЕДИСЛОВИЕ
1 Разработан ОАО ВНИИСТ, ОАО «Г ипротрубопровод»
2 Утвержден и введен в действие ОАО «АК «Транснефть» 09.03.05.
3 Введен взамен РД 413160-01-01297858-02
4 Срок пересмотра - 2010 г.
5 Оригинал документа хранится в службе нормирования и технического регулирования ОАО «АК «Транснефть»
6 Документ входит в состав информационного фонда ОАО «АК «Транснефть»
Руководящий документ «Правила антикоррозионной защиты резервуаров» устанавливает основные требования к организации и проведению работ по антикоррозионной защите лакокрасочными покрытиями наружной и внутренней поверхностей стальных вертикальных резервуаров для хранения нефти, а также к выбору материалов и систем покрытий. В РД приведены требования к антикоррозионной защите металлоконструкций железобетонных резервуаров.
Руководящий документ предназначен для специалистов ОАО «АК «Транснефть», ОАО МН, строительных подразделений и проектных институтов, занимающихся проектированием и проведением антикоррозионных работ по защите резервуаров для хранения нефти, входящих в систему ОАО «АК «Транснефть».
При разработке данных Правил использованы требования и положения действующих нормативных документов, относящихся к проведению работ по антикоррозионной защите резервуаров для хранения нефти.
Права на настоящий документ принадлежат ОАО «АК «Транснефть». Документ не может быть полностью или частично воспроизведён, тиражирован и распространен без разрешения ОАО «АК «Транснефть».
1 ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Область применения и назначение руководящего документа
1.1.1 Настоящие Правила устанавливают основные требования к организации и проведению работ по защите от коррозии ЛКМ внутренней и наружной поверхностей стальных вертикальных резервуаров для хранения нефти (далее резервуаров), металлоконструкций железобетонных резервуаров для хранения нефти, конструкционных элементов и трубопроводов, находящихся внутри и в пределах каре резервуаров, а также требования к выбору материалов и систем покрытий.
1.1.2 Настоящие Правила обязательны для всех подразделений и дочерних предприятий ОАО «АК «Транснефть», а также сторонних организаций и предприятий, занимающихся проектированием и проведением работ по антикоррозионной защите резервуаров для хранения нефти, входящих в систему
ОАО «АК «Транснефть».
1.1.3 Настоящие Правила имеют статус технологического регламента.
1.1.4 Настоящие Правила распространяются на вновь строящиеся и находящиеся в эксплуатации стальные вертикальные резервуары для хранения нефти
_ о
РВС, РВСП и РВСПК объемом 1000-50000 м3, а также металлоконструкции железобетонных резервуаров для хранения нефти.
1.1.5 Настоящие Правила распространяются на все виды деятельности, связанные с проектированием, изготовлением, ремонтом антикоррозионного покрытия резервуаров, подготовкой кадров, осуществляемой на территории России.
1.1.6 Настоящие Правила позволяют осуществить выбор системы покрытия и технологической схемы антикоррозионной защиты резервуара.
| ГОСТ 1510-84 | Нефть и нефтепродукты. Маркировка, упаковка, транспортирование и хранение |
| ГОСТ 4765-73 | Материалы лакокрасочные. Метод определения прочности пленок при ударе. |
| ГОСТ 6806-73 | Материалы лакокрасочные. Метод определения эластичности пленки при изгибе |
| ГОСТ 14202-69 |
Трубопроводы промышленных предприятий. Опознавательная окраска, предупреждающие знаки и маскировочные щитки. |
| ГОСТ 18299-72 |
Материалы лакокрасочные. Метод определения предела прочности при растяжении, относительного удлинения при разрыве и модуля упругости. |
| ГОСТ 19007-73 | Материалы лакокрасочные. Метод определения времени и степени высыхания. |
|
ГОСТ 21513-76 | Материалы лакокрасочные. Метод определения водо- и влагопоглощения лакокрасочной пленки. |
| ГОСТ 28818-90 |
Материалы шлифовальные из электрокорунда. Технические условия. |
| ГОСТ 9.010-80 | Воздух сжатый для распыления лакокрасочных материалов. |
| ГОСТ 9.401-91 | ЕСЗКС. Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов. |
|
ГОСТ 9.402-80 | Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием. |
| ГОСТ 9.407-84 | ЕСЗКС. Покрытия лакокрасочные. Метод оценки внешнего вида. |
| ГОСТ 9.409-88 | ЕСЗКС. Покрытия лакокрасочные. Методы ускоренных испытаний на стойкость к воздействию нефтепродуктов. |
| ГОСТ 12.0.004-90 | ССБТ. Организация обучения безопасности. Общие положения. |
| ГОСТ 12.1.007-76 |
ССБТ. Вредные вещества. Классификация и общие требования безопасности. |
| ГОСТ 12.3.002-75 | ССБТ. Процессы производственные. Общие требования безопасности. |
|
ГОСТ 12.3.005-75 | ССБТ. Работы окрасочные. Общие требования безопасности. |
| ГОСТ 12.3.016-87 | ССБТ. Антикоррозионные работы при строительстве. Требования безопасности. |
| ГОСТ 12.4.009-83 | ССБТ. Пожарная техника для защиты объектов. Основные виды, размещение и обслуживание. |
| ГОСТ 12.4.021-75 | ССБТ. Системы вентиляционные. Требования безопасности. |
| ГОСТ Р 12.4.026-01 | ССБТ. Цвета сигнальные и знаки безопасности. |
|
ГОСТ 12.4.121-83 | ССБТ. Противогазы промышленные фильтрующие. Технические условия. |
| ГОСТ Р 51858 | Нефть. Общие технические условия |
| ТУ 3989-001-15050378-2003 | Порошок абразивный N/Cu/G 0,5-2,5 Ка. Технические условия. |
| ТУ 22-4720-80 |
Технические условия на огнетушитель ОП-5 |
| ТУ 14102-87 | Технические условия на огнетушитель ОВП-100.01 |
| ТУ 22-150-128-89 | Технические условия на огнетушители углекислотные ОУ-2 и ОУ-5. |
| ТУ 40-0317-91 |
Технические условия на купершлак. |
| ИСО 2808-1991 | Лаки и краски. Определение толщины пленки. |
| ИСО 2812-1-1993 | Лаки и краски. Определение стойкости к воздействию жидкостей. |
|
ИСО 2409-1992 | Лаки и краски. Определение адгезии методом решетчатых надрезов. |
| ИСО 3248-1975 | Лаки и краски. Определение стойкости покрытия к повышенной температуре. |
| ИСО 4060-2001 | Стандартный метод определения абразивостойкости органических покрытий с помощью Табер Абразера |
| ИСО 4624-1978 | Лаки и краски. Определение адгезии методом отрыва. |
|
ИСО 4628-2003 Части 1-6 | Лаки и краски. Оценка степени разрушения лакокрасочных покрытий. |
|
ИСО 6270-1980 | Лаки и краски. Определение влагостойкости системы (непрерывная конденсация) |
| ИСО 6272-1993 | Лаки и краски. Определение прочности при ударе. |
| ИСО 8501-1-1988 | Подготовка стальной поверхности перед нанесением красок и подобных покрытий. Визуальная оценка чистоты поверхности. |
| ИСО 8502-2-1992 | Подготовка стальной основы перед нанесением красок и подобных покрытий. Испытания для оценки чистоты поверхности. 4.2. Испытания на наличие хлоридов на очищенной поверхности. |
| ИСО 8502-3-1992 | Подготовка стальной основы перед нанесением красок и подобных покрытий. Испытания для оценки чистоты поверхности. Ч.З. Оценка коррозии на стальной поверхности, подготовленной к окрашиванию. Метод применения липкой ленты. |
| ИСО 8502-4-1993 |
Подготовка стальной основы перед нанесением красок и подобных покрытий. Испытания для оценки чистоты поверхности.4.4.Метод определения вероятности конденсации влаги на стальных поверхностях. |
| ИСО 8503-88 Части 1,2,3,4 | Подготовка стальной поверхности перед нанесением красок и подобных покрытий. Характеристики шероховатости стальной поверхности, очищенной пескоструйным способом. |
| ИСО 11126-3-1993 |
Подготовка стальной поверхности перед нанесением покрытия. Спецификация неметаллических абразивов. Купершлак. |
| ИСО 11126-4-1993 |
Подготовка стальной поверхности перед нанесением покрытия. Спецификация неметаллических абразивов. Топочный шлак. |
| ИСО 11126-7-1993 |
Подготовка стальной поверхности перед нанесением покрытия. Спецификация неметаллических абразивов. Оксид алюминия. |
| ИСО 11127-1993 | Подготовка стальной поверхности перед нанесением покрытия. Методы испытаний неметаллических абразивных материалов. |
| ИСО 12944-98 (Части 1-8) | Лаки и краски. Антикоррозионная защита стальных конструкций с помощью защитных лакокрасочных систем. |
|
ИСО 15184-1998 | Лаки и краски. Определение твердости пленки по карандашу. |
| ASTM G 6-69T | Абразивостойкость покрытий трубопроводов. |
| ASTM D 3359-95 | Определение адгезии липкой лентой. |
| РД 16.01-60.30.00-КТН-026-1-04 | Нормы проектирования стальных резервуаров для хранения нефти объемом 1000-50000 м3. |
| СНиП III-4-80* с изменениями 15 | Строительные нормы и правила. Техника безопасности в строительстве. |
| СНиП 12-03-2001 | Безопасность труда в строительстве. Часть 1. Общие требования. |
1.3 Принятая терминология и обозначения
Резервуар вертикальный стальной (РВС, РВСП и РВСПК) - резервуар вертикальный стальной со стационарной крышей, понтоном или плавающей
3
крышей, объемом 1000-50000 м , предназначенный для хранения нефти и входящий в систему ОАО «АК «Транснефть».
Антикоррозионная защита - комплекс работ, включающий подготовку стальной поверхности резервуара, нанесение защитного антикоррозионного покрытия, контроль качества.
Лакокрасочные материалы (далее ЛКМ) - материалы на основе синтетических пленкообразующих смол, содержащие пигменты, наполнители, пластификаторы, и предназначенные для антикоррозионной защиты стальных поверхностей.
Система лакокрасочного покрытия - система последовательно нанесенных и адгезионно связанных слоев ЛКМ.
Схема технологического процесса - последовательность технологических операций по созданию защитного покрытия.
Пооперационный контроль - контроль технологических параметров при проведении каждой технологической операции.
Подготовка металлической поверхности перед окраской - удаление с поверхности, подлежащей окраске, загрязнений и окислов для обеспечения сцепления ЛКМ с металлической поверхностью.
Струйно-абразивная очистка - способ очистки поверхности с помощью струи воздуха с абразивным материалом.
Гидроабразивная очистка - способ очистки поверхности с помощью струи воды с абразивным материалом.
Механическая очистка - способ очистки поверхности с применением ручного или механического инструмента.
Жизнеспособность ЛКМ- время, в течение которого необходимо использовать двухкомпонентный ЛКМ после приготовления рабочего состава. Толщина покрытия - номинальная толщина отвержденного покрытия в соответствии с нормативной документацией на систему покрытия.
Адгезия лакокрасочного покрытия - прочность сцепления между пленкой ЛКМ и окрашиваемой поверхностью.
Отверждение лакокрасочного покрытия - формирование пленки из ЛКМ за счет физического и (или) химического процессов.
Срок службы, или долговечность, лакокрасочного покрытия - промежуток времени до первого капитального ремонта покрытия.
Гарантийный срок службы лакокрасочного покрытия - срок, в течение которого Подрядчик дает банковские гарантии качества покрытия. Является
1.4.1 Заказчик - предприятие-владелец резервуара, на котором осуществляется проведение работ по антикоррозионной защите резервуаров. Заказчик утверждает Проект производства работ по антикоррозионной защите резервуаров.
1.4.2 Производитель работ (по антикоррозионной защите) - Подрядчик - организация, имеющая лицензии на право выполнения работ по антикоррозионной защите объектов магистрального транспорта. Подрядчик разрабатывает ППР, согласовывает его с ОАО ЦУП «Стройнефть» и обеспечивает безопасное проведение работ. Участвует в приемке резервуара под проведение антикоррозионных работ и осуществляет комплекс работ по антикоррозионной защите резервуаров. Производитель работ несет ответственность за качественное выполнение работ в объеме, предусмотренном заданием Заказчика, за выполнение требований охраны труда, промышленной и пожарной безопасности объекта и дает письменные гарантии на весь период гарантированного срока службы системы покрытия.
1.4.3 Поставщик ЛКМ - предприятие или организация, поставляющая ЛКМ для антикоррозионной защиты. Поставщик при поставке материалов обязан предоставить Заказчику или Производителю работ следующую информацию:
- Сертификат на каждую партию поставляемого ЛКМ;
- Сертификаты на вспомогательные материалы (растворители, разбавители);
- Инструкцию по применению ЛКМ;
- Рекомендации по хранению ЛКМ с указанием срока хранения, при котором гарантируется сохранение качества материалов в соответствии с сертификатом качества;
- Г игиенический сертификат на ЛКМ.
2 ТРЕБОВАНИЯ К ПРОЕКТУ ПРОИЗВОДСТВА РАБОТ НА ПРОВЕДЕНИЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ РЕЗЕРВУАРА
2.1 На выполнение работ по антикоррозионной защите каждого резервуара Производитель работ разрабатывает проект производства работ (ППР). Разработка ППР, его согласование и утверждение производятся в порядке, установленном ОР-20.02-74.12.30-КТН-019-1-04 «Регламент разработки проектов производства работ на строительство, техническое перевооружение, реконструкцию и капитальный ремонт объектов МН».
2.2 Для обеспечения безопасных условий производства антикоррозионной защиты проект производства работ составляют с учетом требований раздела 5 ОР-20.02-74.12.30-КТН-019-1-04, СП-12-136-2002 «Свод правил по проектированию и строительству. Безопасность труда в строительстве. Решение по охране труда и промышленной безопасности в проектах организации строительства и проектах производства работ», СНиП ТТТ-4-80* с изменениями №№
1-5 «Строительные нормы и правила. Техника безопасности в строительстве», СНиП 12-03-2001 «Безопасность труда в строительстве. Часть 1. Общие требования», СНиП 12-04-2002 «Безопасность труда в строительстве. Часть 2. Строительное производство», стандартов безопасности.
2.3 В проекте производства работ по антикоррозионной защите резервуара должны быть предусмотрены следующие разделы:
- Разрешение на проведение работ по антикоррозионной защите резервуаров.
- Согласованный с Заказчиком календарный план производства работ.
- Согласованный с Заказчиком перечень материалов и оборудования для проведения антикоррозионных работ по защите внутренней и наружной поверхностей резервуара.
- Генплан с нанесенными маршрутами движения, местами стоянки техники, местами складирования материалов, расстановкой подсобных помещений.
- Сертификаты на используемое оборудование для проведения антикоррозионных работ по защите внутренней и наружной поверхностей резервуара применительно к конструкции резервуара и типу используемого защитного материала.
- Сертификаты на используемый абразивный материал, растворители, разбавители и другие материалы, применяемые при подготовке поверхности резервуара к проведению антикоррозионной защиты и при собственно нанесении лакокрасочного покрытия на резервуар.
- Сертификат соответствия, гигиенический сертификат и другая необходимая документация на используемый ЛКМ для проведения антикоррозионных работ по защите внутренней и наружной поверхностей резервуара.
План (операционная технологическая карта) проведения антикоррозионных работ по защите внутренней и наружной поверхностей резервуара,
составленный на основании настоящих Правил с приложениями и согласованный со службой технического надзора Заказчика, с разработкой схемы поэтапного проведения антикоррозионных работ. Схема операционного контроля качества. Меры по предотвращению возможных аварий и пожара. Охрана окружающей среды. Техника безопасности и охрана труда.
Формы актов на приемку работ по подготовке резервуаров к проведению антикоррозионной защиты, на скрытые работы, на приемку покрытия, журнала производства работ по подготовке поверхности и нанесению антикоррозионного покрытия (приложения А, Б, В, Г).
3 ТРЕБОВАНИЯ К ПРОЕКТИРОВАНИЮ, СТРОИТЕЛЬСТВУ, РЕКОНСТРУКЦИИ, КАПИТАЛЬНОМУ РЕМОНТУ И ЭКСПЛУАТАЦИИ
РЕЗЕРВУАРОВ С АНТИКОРРОЗИОННОЙ ЗАЩИТОЙ
3.1.1 Резервуары, подлежащие антикоррозионной защите, по состоянию разделяются на:
- вновь строящиеся;
- действующие;
- выведенные в ремонт.
3.1.2 Антикоррозионная защита наружной поверхности производится на вновь строящихся резервуарах, на действующих резервуарах без вывода их из эксплуатации на капитальный ремонт, а также на резервуарах, выведенных в ремонт.
3.1.3 Антикоррозионная защита внутренней поверхности производится на вновь строящихся резервуарах и резервуарах, выведенных в ремонт.
3.2.1 Проектной организации рекомендуется выбирать систему антикоррозионной защиты на ранней стадии проектирования с учетом условий эксплуатации резервуара и необходимого срока службы, консультируясь со специалистом по антикоррозионной защите.
3.2.2 Проектирование резервуаров должно осуществляться таким образом, чтобы конструкция резервуара обеспечивала максимально возможный доступ к поверхности, подлежащей антикоррозионной защите.
3.2.3 Конструкции резервуара в целом и отдельных его элементов должны быть максимально простыми и спроектированы таким образом, чтобы отсутствовали застойные зоны.
3.2.4 Основание резервуара должно быть достаточным для предотвращения осадки резервуара. Несоблюдение требований к основанию резервуара приводит к избыточным деформациям днища при заполнении и опорожнении резервуара, что является причиной разрушения внутренней изоляции.
3.2.5 При проектировании необходимо предусмотреть приспособления для безопасного проведения ремонтно-технических работ на стадии строительства, эксплуатации и капитального ремонта резервуара.
3.2.6 Для обеспечения безопасного проведения антикоррозионной защиты внутренней поверхности резервуара в проекте должны быть предусмотрены свободный доступ внутрь резервуара и обеспечение вентиляции.
3.2.7 Для зон, потенциально подверженных коррозионному разрушению и недоступных после монтажа, следует предусмотреть антикоррозионную защиту на весь срок эксплуатации и (или) предусмотреть прибавку на коррозию.
3.2.8 Требования к конструктивным элементам при проектировании резервуаров приведены в РД 16.01-60.30.00-КТН-026-1-04 и ПБ-03-605-03. Дополнительные требования для обеспечения качественной антикоррозионной защиты даны в приложении Д.
3.3 Стадии строительства, реконструкции и капитального ремонта
3.3.1 Производители работ на стадиях строительства, реконструкции и капитального ремонта должны использовать методы изготовления, соединения и обработки конструкционных элементов, обеспечивающие соблюдение требований проекта.
3.3.2 При использовании вспомогательных приспособлений, необходимых для проведения работ, предусмотреть их установку и крепление, которые не повреждали бы имеющееся покрытие.
3.3.3 Выполнение требований к конструкции резервуара должно быть отражено в Акте о готовности резервуара к проведению работ по
антикоррозионной защите (приложение А).
3.3.4 Продольные и кольцевые сварные швы корпуса, сварные швы вентилей и люков с внутренней и наружной стороны должны соответствовать ГОСТ5264 на сварку.
3.3.5 Сварные швы следует очистить от сварочного шлака и грата. Поверхность сварных швов должна быть ровной, с плавными переходами.
3.3.6 Острые грани, насечки, сварочные брызги удаляют шлифованием без изменения геометрии и шероховатости поверхности.
3.3.7 Требования к конструкциям, приведенные в приложении Д, распространяются и на стадии реконструкции и капитального ремонта.
3.4.1 При обслуживании резервуара в процессе эксплуатации (отбор проб, профилактический осмотр и др.) не допускать повреждения внутреннего и наружного антикоррозионных покрытий.
3.4.2 Подвижные части конструкции внутри резервуара должны быть отлажены таким образом, чтобы их функционирование не приводило к разрушению покрытия.
3.4.3 Очистка внутренней поверхности резервуара перед проведением осмотров и ремонтных работ производится с помощью моющих составов, не оказывающих разрушающего действия на покрывной слой покрытия.
3.4.4 Допускается производить очистку резервуара пропаркой. Температура пара не должна превышать 110°С, а давление пара - 8 атм. Струя пара не должна быть направлена непосредственно на поверхность с покрытием. Температура конденсата на поверхности с покрытием не должна превышать 60°С. Максимально допустимый кратковременный подъем температуры составляет 80°С.
3.4.5 При механическом удалении отложений со дна резервуара для предотвращения разрушения покрытия используют деревянный инструмент.
4 ТРЕБОВАНИЯ К АНТИКОРРОЗИОННЫМ ПОКРЫТИЯМ, ИХ ТОЛЩИНЕ. СРОКИ СЛУЖБЫ
4.1 Общие требования к антикоррозионным покрытиям
4.1.1 Лакокрасочные покрытия, применяемые для антикоррозионной защиты внутренней и наружной поверхностей резервуаров, должны соответствовать Техническим требованиям ОАО «АК «Транснефть» (приложения Е и Ж).
4.1.2 Испытания на соответствие Техническим требованиям проводятся ООО «Институт ВНИИСТ» 1 раз в 4 года.
4.1.3 Новые покрытия, прошедшие испытания на соответствие Техническим требованиям, представляются на рассмотрение НТС ОАО «АК «Транснефть» и после утверждения дополнительно вносятся в перечень покрытий, рекомендованных к применению.
4.1.4 Перечень систем покрытий для наружной и внутренней поверхности резервуаров, прошедших испытания и разрешенных к применению, приведен в приложении И.
4.2 Требования к антикоррозионной защите металлоконструкций железобетонных резервуаров
4.2.1 Металлоконструкции железобетонных резервуаров подлежат антикоррозионной защите в соответствии с настоящими Правилами в зависимости от их расположения.
4.2.2 Антикоррозионную защиту металлоконструкций и трубопроводов внутри резервуара осуществляют по технологии защиты внутренних поверхностей резервуаров (см. раздел 6 Настоящих РД).
4.2.3 Антикоррозионную защиту металлоконструкций и трубопроводов, расположенных снаружи резервуара и находящиеся в пределах каре, по технологии защиты наружных поверхностей резервуаров (см. раздел 5 Настоящих РД).
4.3 Требования к толщине покрытий
4.3.1 Номинальная толщина покрытий, рекомендованных к применению настоящими Правилами, приведена в таблицах приложений Л и М.
4.3.2 Допускаемое отклонение толщины отвержденного покрытия в меньшую сторону составляет 20% при условии, что среднее значение толщины на замеренном участке будет соответствовать номинальной толщине или превышать ее. Количество замеров толщины покрытия определяется из расчета 7-8
замеров на 1 м .
4.3.3 Допускаемое отклонение отвержденного покрытия в большую сторону определяет Поставщик ЛКМ с учетом критической толщины конкретного ЛКМ, при превышении которой в покрытии создаются внутренние напряжения, вызывающие разрушение покрытия, и технологических (тиксотропных) свойств ЛКМ, когда при определенной толщине происходит стекание краски с вертикальных поверхностей.
2
4.3.4 Замеры толщины покрытия производят из расчета не менее 10 замеров на 1 м окрашенной поверхности.
4.4 Сроки службы антикоррозионных покрытий резервуаров
4.4.1 Срок службы покрытия - это предполагаемая долговечность системы покрытия до его первого капитального ремонта. Согласно ИСО 12944-3 первый капитальный ремонт покрытия производят при степени разрушения покрытия Ri 3 по ИСО 4628-3, т.е. 1% окрашенной поверхности покрыт ржавчиной. По согласованию заинтересованных сторон решение о капитальном ремонте может быть принято и при меньшей степени разрушения покрытия (ИСО 4628, части 1-6).
4.4.2 Производитель работ дает гарантийный срок службы покрытия, который относится к юридическим понятиям и определяется условиями договора на проведение работ по антикоррозионной защите резервуара.
4.4.3 Срок службы наружных лакокрасочных покрытий вновь строящихся резервуаров составляет 10-20 лет.
4.4.4 Срок службы наружных лакокрасочных покрытий резервуаров, выведенных в ремонт, составляет от 10 до 20 лет. Выбор покрытия с определенным сроком службы производят в зависимости от остаточного ресурса эксплуатации резервуара, который определяется на основании результатов диагностики в соответствии с РД-08-95-95.
4.4.5 Срок службы лакокрасочных покрытий всех типов для внутренней поверхности вновь строящихся резервуаров составляет не менее 20 лет.
4.4.6 Срок службы покрытий для внутренней поверхности резервуаров определяет тип покрытия и остаточным ресурсом эксплуатации резервуара на основании результатов диагностики:
- покрытия нормального типа - не менее 10 лет;
- покрытия усиленного типа - не менее 15 лет;
- покрытия особо усиленного типа, армированные стекломатами или рубленым стекловолокном, - не менее 20 лет.
4.4.7 Системы лакокрасочных покрытий, прошедшие испытания на соответствие Техническим требованиям и включенные в Перечень (приложение И) обеспечивают указанные сроки службы при условии правильного выбора системы покрытия и выполнения требований к технологическому процессу антикоррозионной защиты на всех его стадиях.
4.4.8 Проверка состояния покрытий проводится одновременно с техническим диагностированием резервуара:
- наружное покрытие - при проведении частичного и полного обследования резервуара не реже 1 раза в 5 лет;
- внутреннее покрытие - при полном обследовании резервуара не реже 1 раза в 10 лет.
- 1 раз в 5 лет проводят выборочное обследование внутреннего покрытия из расчета 1 резервуар на 10 отремонтированных или вновь построенных с аналогичным покрытием.
5 ПОКРЫТИЯ ДЛЯ НАРУЖНОЙ ПОВЕРХНОСТИ РЕЗЕРВУАРОВ
5.1 Условия эксплуатации наружных покрытий резервуаров
5.1.1 Резервуары ОАО «АК «Транснефть» эксплуатируются в промышленной атмосфере различных климатических зон: умеренного, умереннохолодного и холодного климатов.
5.1.2 Коррозионная активность окружающей среды определяется комплексным воздействием на антикоррозионное покрытие следующих факторов: температуры и относительной влажности воздуха, солнечной радиации, суточным перепадом температур, образованием конденсата на поверхности резервуара, наличием загрязнений в атмосфере (диоксид серы и другие коррозионно-активные газы). В отдельных регионах возможно также механическое истирающее воздействие твердыми частицами (например, песком), переносимыми ветром. Температура эксплуатации наружного покрытия составляет -60.. .+60°С.
5.1.3 Условия эксплуатации резервуаров для хранения нефти разделяют по следующим категориям атмосферной коррозионной активности (ИСО 129441):
- С3 (средняя) - промышленная атмосфера зон умеренного и холодного климатов вдали от рек и морей (скорость коррозии стали составляет 200-400 г/м2год);
- С4 (высокая) - промышленная атмосфера зон умеренного и холодного климатов вблизи рек и других водоемов с пресной водой или незначительной
засоленностью (скорость коррозии стали составляет 400-650 г/м год);
- С5-М (очень высокая, морская) - прибрежные области с большой засоленностью, морская атмосфера (скорость коррозии стали составляет более 650 г/м2год).
5.2 Технические требования к ЛКМ и системам лакокрасочных покрытий для наружной поверхности резервуаров
5.2.1 Наружное покрытие резервуаров должно обеспечивать антикоррозионную защиту резервуара в промышленной атмосфере макроклиматических зон умеренного и холодного климата.
5.2.2 Покрытие должно быть устойчивым к изменению геометрических параметров конструкции резервуара, размеры которых определены РД-08-95-95 «Положение о системе технического диагностирования сварных вертикальных цилиндрических резервуаров для нефти и нефтепродуктов»: допускаемая стрела прогиба выпучины или вмятины стенки при расстоянии от нижнего до верхнего края 1500 мм - 15 мм; от 1500 до 3000 мм - 30 мм, от 3000 мм до 4500 мм - 45 мм.
5.2.3 Покрытие должно быть стойким к кратковременному воздействию хранящегося в резервуаре продукта на случай облива наружной поверхности в процессе эксплуатации резервуара, стойким и химически нейтральным к моющим средствам.
5.2.4 Толщина покрытия должна соответствовать номинальной толщине в соответствии с технической документацией на данную систему покрытия (см. приложение Л).
5.2.5 Поверхность покрытия должна быть однородной, иметь низкое грязеудержание.
5.2.6 Цвет покрывного ЛКМ должен быть светлым.
5.2.7 Покрытие должно быть устойчивым к нагрузкам, возникающим в результате суточных перепадов температур и перепадов температур в процессе эксплуатации.
5.2.8 Покрытие должно быть сплошным для обеспечения барьерного эффекта.
5.2.9 Технические характеристики покрытия, их нормативные значения и методы испытаний с указанием нормативного документа приведены в приложении Е.
5.3 Антикоррозионные покрытия для наружной поверхности резервуаров
5.3.1 Покрытия для антикоррозионной защиты наружной поверхности резервуаров представляют собой комплексные системы покрытий, состоящие из 2-4 слоев ЛКМ различных классов: эпоксидных, полиуретановых и других.
5.3.2 Для антикоррозионной защиты наружной поверхности резервуаров используют 2 вида покрытий:
- системы покрытий с грунтовками, содержащими цинк;
- системы покрытий с грунтовками, содержащими прочие антикоррозионные пигменты и наполнители.
5.3.3 Системы покрытий могут быть комбинированными, т.е. включать ЛКМ на основе различных пленкообразующих. В комбинированных системах покрытий, включающих эпоксидные и полиуретановые ЛКМ, эпоксидные ЛКМ используют только в качестве грунтовочных и промежуточных слоев, отделочный верхний слой выполняют материалом на основе полиуретановых материалов.
5.3.4 Системы покрытий с цинксодержащими грунтовками используют для антикоррозионной защиты вновь строящихся резервуаров.
5.3.5 Системы покрытий с грунтовками, не содержащими цинк, используют на всех резервуарах, подлежащих антикоррозионной защите: вновь строящихся; действующих, без вывода их из эксплуатации, и выведенных в ремонт.
5.4 Типовая технологическая схема процесса антикоррозионной защиты наружной поверхности резервуара
5.4.1 Антикоррозионная защита резервуаров ЛКП производится в следующей последовательности:
- подготовка резервуара к проведению работ по антикоррозионной защите;
- подготовка металлической поверхности резервуара перед окрашиванием;
- окраска наружной поверхности резервуара, включая верхнюю поверхность плавающей крыши, верхний пояс резервуара с плавающей крышей, конструкции и трубопроводы в пределах каре;
- отверждение покрытия;
- контроль качества покрытия;
- устранение дефектов покрытия.
На всех стадиях технологического процесса осуществляют пооперационный контроль.
5.4.2 Антикоррозионная защита трубопроводов и оборудования в пределах каре осуществляется по той же технологии, что и наружная поверхность резервуара.
5.4.3 На наружную поверхность стенки резервуара должны быть нанесены логотипы ОАО «АК «Транснефть» в соответствии с утвержденными эскизами, надписи «Огнеопасно» и номер резервуара.
5.4.4 Типовая технологическая схема процесса антикоррозионной защиты наружной поверхности резервуаров приведена в приложении К.
5.5 Выбор системы покрытия для наружной поверхности резервуара
5.5.1 Выбор системы покрытия для антикоррозионной защиты наружной поверхности резервуара определяется следующими факторами:
- состоянием резервуара (п.3.1.1; 3.1.2);
- категорией атмосферной коррозионной активности (п.5.1.3);
- применяемой грунтовкой (п.5.3.2);
- суммарной толщиной покрытия, прошедшего сертификацию;
- необходимым сроком службы.
5.5.2 Системы покрытий для наружной поверхности резервуаров с указанием оптимальной толщины каждого слоя и покрытия в целом, условий эксплуатации и сроков службы приведены в приложении Л.
6 ПОКРЫТИЯ ДЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РЕЗЕРВУАРОВ
6.1 Условия эксплуатации внутренних покрытий резервуаров
6.1.1 По условиям эксплуатации внутренняя поверхность резервуара разделяется на три зоны:
- днище и первый пояс на всю высоту +100 мм;
- средние пояса;
- верхний пояс и крыша.
6.1.2 Днище и первый пояс резервуара подвергаются воздействию коррозионно-активной минерализованной подтоварной воды.
6.1.3 Средние пояса резервуара испытывают воздействие товарной нефти, коррозионная активность которой незначительна.
6.1.4 Верхний пояс и крыша резервуаров со стационарной крышей подвергаются воздействию газовоздушной фазы повышенной коррозионной агрессивности за счет присутствия кислорода, углекислого газа, сероводорода, паров воды.
6.1.5 Элементы конструкций и трубопроводы, находящиеся внутри резервуара, также подвергаются воздействию различных сред в зависимости от их расположения по высоте резервуара.
6.1.6 Максимальная температура эксплуатации внутреннего покрытия составляет +50°С.
6.1.7 Степени агрессивного воздействия сред определяют по СНиП 2.03.11-85 «Защита строительных конструкций от коррозии»:
- слабоагрессивные;
- среднеагрессивные;
- сильноагрессивные.
6.1.8 Агрессивность нефти определяется содержанием серы, воды, хлористых солей и сероводорода. Степени агрессивности сред на различные элементы конструкций резервуаров приведены в таблице 6.1.
Степень агрессивного воздействия сред на элементы конструкций резервуаров
Таблица 6.1
| Элементы конструкций резервуаров |
Степень агрессивного воздействия на стальные конструкции резервуаров в зависимости от нефти (классификация по ГОСТ Р 51858) | |
| классы 1, 2, 3 вид 1* | класс 4 вид 2, 3** | |
| Внутренняя поверхность днища и первый пояс на всю высоту + 100 мм (зона воздействия подтоварной воды), а также элементы конструкций и трубопроводы, расположенные в этой зоне |
Среднеагрессивная |
Сильноагрессивная |
|
Средние пояса, нижние части понтонов и плавающих крыш |
Слабоагрессивная |
Слабоагрессивная |
|
Верхний пояс (зона периодического смачивания) |
Среднеагрессивная |
Сильноагрессивная |
|
Крыша резервуара, верх и бортовые поверхности понтонов, бортовые поверхности плавающих крыш (паро-воздушная зона) |
Среднеагрессивная |
Сильноагрессивная |
|
*Массовые доли: серы - 0-3,50%, сероводорода - не более 20 ppm, метил- и этилмеркаптанов в сумме - не более 40 ppm. **Массовые доли: серы - более 3,50%, сероводорода - 20-100 ppm, метил- и этилмеркаптанов в сумме - 40-100 ppm. |
||
6.2 Технические требования к внутреннему покрытию резервуаров
6.2.1 Внутреннее покрытие резервуаров должно обладать стойкостью к хранящимся в резервуаре продуктам.
6.2.2 Покрытие должно быть устойчивым к изменению геометрических параметров конструкции резервуара в процессе его эксплуатации, размеры которых определены РД-08-95-95 «Положение о системе технического диагностирования сварных вертикальных цилиндрических резервуаров для нефти и нефтепродуктов»: высота хлопунов днища при площади неровности до 2 м2 - 150 мм, при площади неровности до 5 м - 180 мм; допускаемая стрела прогиба выпучины или вмятины стенки при расстоянии от нижнего до верхнего края 1500 мм - 15 мм; от 1500 до 3000 мм - 30 мм, от 3000 мм до 4500 мм - 45 мм.
6.2.3 Покрытие должно быть устойчивым к нагрузкам, возникающим в результате суточных перепадов температур и перепадов температур в процессе эксплуатации.
6.2.4 Толщина покрытия должна соответствовать номинальной толщине в соответствии с технической документацией на данную систему покрытия.
6.2.5 Покрытие должно иметь прочное сцепление с металлической поверхностью.
6.2.6 Поверхность покрытия должна быть однородной и легко поддаваться очистке от хранящегося в резервуаре продукта перед проведением осмотров.
6.2.7 Покрытие должно быть сплошным для обеспечения барьерного эффекта.
6.2.8 Удельное объемное сопротивление покрытия не нормируется. (Изменение № 5 ГОСТ 1510).
6.2.9 Технические характеристики покрытия, их нормативные показатели и методы испытаний с указанием нормативного документа приведены в приложении Л.
6.3 Типы антикоррозионных покрытий для внутренней поверхности резервуаров
6.3.1 Для антикоррозионной защиты внутренней поверхности резервуаров используют покрытия нормального, усиленного и особо усиленного типа. Все покрытия разделяются на 5 групп:
- № 1 - покрытия нормального типа на основе эпоксидных ЛКМ суммарной толщиной до 300 мкм;
- № 2 - покрытия нормального типа на основе однокомпонентных полиуретановых ЛКМ толщиной 200-500 мкм;
- № 3 - покрытия усиленного типа однослойные покрытия на основе эпоксидных ЛКМ с высоким содержанием сухого остатка толщиной 500-600 мкм;
- № 4 - покрытия особо усиленного типа на основе эпоксидных ЛКМ с высоким содержанием сухого остатка, армированные стекломатами, толщиной 2000-3000 мкм;
- № 5 - покрытия особо усиленного типа на основе эпоксидных ЛКМ с высоким содержанием сухого остатка, армированные рубленым стекловолокном, толщиной 1000-2000 мкм.
6.3.2 Покрытия нормального типа №№ 1 и 2 применяют при слабоагрессивных условиях эксплуатации для защиты всей внутренней поверхности, как вновь строящихся резервуаров, так и резервуаров, прошедших текущий или капитальный ремонт. При средне- и сильноагрессивных условиях эксплуатации применяют для защиты поверхностей, контактирующих с нефтью (средние пояса резервуаров типа РВС, нижняя часть понтона и плавающей крыши).
6.3.3 Покрытия усиленного типа № 3 применяют при слабо- и среднеагрессивных условиях эксплуатации для защиты всей внутренней поверхности как вновь строящихся резервуаров, так и резервуаров, прошедших текущий или капитальный ремонт. При использовании различных типов покрытий по высоте резервуара для средне- и сильноагрессивных сред покрытия усиленного типа используют для защиты верхнего пояса, крыши и зоны средних поясов резервуаров РВС, контактирующих с нефтью, а также нижней части понтона и плавающей крыши.
6.3.4 Покрытия особо усиленного типа № 4 и № 5 применяют для защиты днища и первого пояса на всю высоту + 100 мм при средне- и сильноагрессивных условиях эксплуатации, особенно при возможности коррозионных поражений днища со стороны основания. Покрытия, армированные рубленым стекловолокном, применяют также для защиты крыши при сильноагрессивных условиях эксплуатации.
6.3.5 Покрытия особо усиленного типа применяют как для защиты вновь строящихся резервуаров, так и для восстановления резервуаров, выведенных в ремонт, что позволяет сократить объемы предварительно выполняемых ремонтных работ.
6.3.6 Системы покрытий для внутренней поверхности резервуаров с указанием оптимальной толщины каждого слоя и покрытия в целом приведены в приложении М.
6.4 Выбор схемы антикоррозионной защиты внутренней поверхности резервуара
6.4.1 Антикоррозионная защита внутренней поверхности резервуара и конструкционных элементов, находящихся внутри резервуара, может выполняться как одной, так и несколькими системами покрытий различного типа по высоте резервуара.
6.4.2 Выбор схемы антикоррозионной защиты внутренней поверхности резервуара и его конструкционных элементов производится с учетом следующих факторов:
- типа резервуара (РВС, РВСП, РВСПК);
- состояния резервуара (п.3.1.3);
- условий эксплуатации (п.п.6.1.7, 6.1.8);
- результатов диагностики резервуара, находящегося в эксплуатации;
- необходимого срока продления службы резервуара, находящегося в эксплуатации;
- химической нейтральности к средствам пенотушения.
6.4.3 При хранении в резервуаре нефти одного класса и вида условия эксплуатации определяют в соответствии с п.п. 6.1.7 и 6.1.8.
6.4.4 При возможности хранения в резервуаре нефтей с различной степенью агрессивности выбор покрытий производят для наибольшей степени агрессивности.
6.4.5 В таблице 6.2 приведены схемы антикоррозионной защиты резервуаров в зависимости от типа и состояния резервуара, а также коррозионной агрессивности среды.
Таблица 6.2 (обязательная)
Схемы антикоррозионной защиты внутренней поверхности резервуаров
|
Тип и состояние резервуара |
Коррозионная агрессивность среды |
Элементы конструкции |
Тип покрытия |
|
Вновь строящийся резервуар со стационарной крышей (РВС) |
Слабоагрессивная и среднеагрессивная среда, отсутствие коррозии днища со стороны основания резервуара | Вся внутренняя поверхность резервуара, включая металлоконструкции и трубопроводы внутри резервуара. | №№ 1,2 или 3 |
|
Сильноагрессивная среда, отсутствие коррозии | Днище и первый пояс резервуара на всю высоту + 100 мм. |
№№ 4 или 5 | |
|
Металлоконструкции и трубопроводы в зоне первого пояса. | № 3 |
||
| днища со стороны основания резервуара |
Средние пояса. | №№ 1,2 или 3 | |
| Верхний пояс и крыша |
№№ 3 или 5 | ||
|
Вновь строящийся резервуар со стационарной крышей и понтоном (РВСП) и с плавающей крышей (РВСПК) |
Слабоагрессивная и среднеагрессивная среда, отсутствие коррозии днища со стороны основания резервуара | Днище и первый пояс резервуара на всю высоту + 100 мм. Нижняя и верхняя поверхности и борт понтона. Нижняя поверхность и борт плавающей крыши. Металлоконструкции и трубопроводы внутри резервуара. Верхний пояс и крыша РВСП. Опорные стойки понтона и плавающей крыши. Направляющие на высоту первого пояса + 100 мм. |
№№ 1,2 или 3 |
| Средние пояса (зона движения понтона или плавающей крыши) | не окрашиваются |
||
| Сильноагрессивная среда, отсутствие коррозии днища со стороны основания резервуара | Днище и первый пояс резервуара на всю высоту + 100 мм. Опорные стойки понтона. Направляющие на высоту первого пояса + 100 мм. |
№№ 4 или 5 | |
|
Металлоконструкции и трубопроводы в зоне первого пояса. | № 3 |
||
| Нижняя и верхняя поверхности и борт понтона. Нижняя поверхность, борт и опорные стойки плавающей крыши. Верхний пояс и крыша РВСП. | №№ 1,2 или 3 | ||
| Средние пояса (зона движения понтона или плавающей крыши). | не окрашиваются | ||
| Резервуары РВС, выведенные в ремонт | Слабоагрессивная и среднеагрессивная среда, отсутствие коррозии днища со стороны основания резервуара | Днище и первый пояс резервуара на всю высоту + 100 мм. |
№№ 1,2 или 3* №№ 4 или 5** |
|
Металлоконструкции и трубопроводы в зоне первого пояса. | №3 |
||
| Средние пояса. |
№№ 1,2 или 3 | ||
| Верхний пояс и крыша. | №№ 1,2 или 3 5*** | ||
| Слабоагрессивная и среднеагрессивная среда, коррозия днища со стороны основания резервуара |
Днище и первый пояс резервуара на всю высоту + 100 мм. | №№ 4 или 5 |
|
| Металлоконструкции и трубопроводы в зоне первого пояса. |
№3 | ||
| Средние пояса. | №№ 1,2 или 3 | ||
| Верхний пояс и крыша. |
№№ 1,2 или 3* № 5*** | ||
|
Сильноагрессивная среда при любом состоянии днища со стороны основания |
Днище и первый пояс резервуара на всю высоту + 100 мм. | №№ 4 или 5 | |
| Металлоконструкции и трубопроводы внутри резервуара. |
№ 3 | ||
| Средние пояса. | №№ 1,2 или 3 | ||
|
Верхний пояс и крыша. | №№ 3 или 5 | ||
|
Слабоагрессивная и среднеагрессивная среда, коррозия днища со стороны основания резервуара | Днище и первый пояс резервуара на всю высоту+ 100 мм. Опорные стойки понтона. Направляющие на высоту первого пояса + 100 Верхний пояс и крыша РВСП. и плавающей крыши. | №№ 1, 2 или 3* №№ 4 или 5 | |
|
Металлоконструкции и трубопроводы в зоне первого пояса. | №3 |
||
| Нижняя и верхняя поверхности и борт понтона. Нижняя поверхность, борт и опорные стойки плавающей крыши. Верхний пояс и крыша РВСП. |
№№ 1,2 или 3 | ||
| Средние пояса (зона движения понтона или плавающей крыши). | не окрашиваются |
||
| Днище и первый пояс резервуара на всю высоту + 100 мм. |
№№ 4 или 5 | ||
|
Опорные стойки понтона. |
|
Резервуары РВСП и РВСПК, выведенные в ремонт | Слабоагрессивная и среднеагрессивная среда, коррозия днища со стороны основания резервуара |
Направляющие на высоту первого пояса + 100 мм. Верхний пояс и крыша РВСП. и плавающей крыши. | №№ 1, 2 или 3* №№ 4 или 5** |
| Металлоконструкции и трубопроводы в зоне первого пояса. |
№3 | ||
| Нижняя и верхняя поверхности и борт понтона. Нижняя поверхность, борт и опорные стойки плавающей крыши. Верхний пояс и крыша РВСП. | №№ 1,2 или 3 |
||
| Средние пояса (зона движения понтона или плавающей крыши). |
не окрашиваются | ||
|
Сильноагрессивная среда, при любом состоянии днища со стороны основания |
Днище и первый пояс резервуара на всю высоту+ 100 мм. Опорные стойки понтона. Направляющие на высоту первого пояса + 100 мм. | №№ 4 или 5 | |
|
Металлоконструкции и трубопроводы в зоне первого пояса. | №3 |
||
| Нижняя и верхняя поверхности и борт понтона. | |||
|
Нижняя поверхность, борт и опорные стойки плавающей крыши. Верхний пояс и крыша РВСП. | №№ 1,2 или 3 |
||
| Средние пояса (зона движения понтона или плавающей крыши). |
не окрашиваются | ||
|
Примечания * Допускается использование после капитального или текущего ремонта резервуара и при отсутствии коррозионных повреждений, особенно питинговых разрушений. ** Исключает замену стальных листов днища (п.п. 6.3.6, 6.3.7). *** Применяется при наличии коррозионных разрушений, в том числе питинговых. | |||
6.5 Типовые технологические схемы процесса антикоррозионной защиты внутренней поверхности резервуара
6.5.1 Антикоррозионная защита внутренней поверхности резервуаров лакокрасочными покрытиями производится в следующей последовательности:
- подготовка резервуара к проведению работ по антикоррозионной защите;
- подготовка металлической поверхности резервуара перед окраской;
- окраска внутренней поверхности резервуара, включая элементы конструкций и трубопроводы внутри резервуара;
- отверждение покрытия;
- контроль качества покрытия;
- устранение дефектов покрытия.
На всех стадиях технологического процесса осуществляют пооперационный контроль.
6.5.2 Антикоррозионную защиту производят в соответствии с типовыми технологическими схемами, каждая из которых объединяет несколько типов покрытий (см. таблицу 6.3).
Типовые технологические схемы и типы применяемых покрытий
Таблица 6.3
| №№ типовой технологической схемы | Типы применяемых покрытий |
|
1 | Покрытия нормального и усиленного типа (№№ 1, 2, 3) |
|
2 | Покрытия особо усиленного типа (№№ 4, 5) |
6.5.3 Типовые технологические схемы процесса антикоррозионной защиты внутренней поверхности резервуаров приведены в приложении Н.
6.6.1.1 Для предотвращения повреждения покрытия в процессе антикоррозионной защиты должно соблюдаться общее требование при производстве работ: подготовка поверхности и окраска производятся поэтапно с учетом производительности оборудования и жизнеспособности двухкомпонентных ЛКМ, от крыши к днищу, в следующем порядке: крыша, боковая поверхность, трубопроводы и металлоконструкции внутри резервуара, днище.
6.6.1.2 Особенности защиты резервуаров разной конструкции обусловлены наличием понтона или плавающей крыши и применением для защиты днища и первого пояса покрытий особо усиленного типа.
6.6.2 Резервуары со стационарной крышей (РВС)
6.6.2.1 При использовании схемы без усиления защиты днища и первого пояса внутреннюю поверхность окрашивают полностью в соответствии с п.
6.6.1.1.
6.6.2.2 При усилении защиты днища и первого пояса следует применять следующую схему антикоррозионной защиты:
- крышу, боковую поверхность, за исключением первого пояса на всю высоту +100 мм, и металлоконструкции, расположенные выше 1 пояса +100 мм, защищают покрытиями нормального или усиленного типа (при сильноагрессивных условиях эксплуатации крышу и верхний пояс на всю высоту +100 мм защищают покрытием особо усиленного типа, армированным рубленым стекловолокном);
- первый пояс на всю высоту +100 мм, трубопроводы и металлоконструкции в пределах этой зоны, днище - покрытие особо усиленного типа.
6.6.3 Резервуары со стационарной крышей и понтоном (РВСП)
6.6.3.1 В резервуарах типа РВСП средние пояса в зоне движения понтона не окрашиваются.
6.6.3.2 Понтон, выполненный из алюминия, антикоррозионной защите не подлежит.
6.6.3.3 При использовании схемы без усиления защиты днища и первого пояса внутренняя поверхность, за исключением средних поясов в зоне движения понтона, подлежит антикоррозионной защите в последовательности: крыша, верхний пояс, верхняя и нижняя поверхность и борта стального понтона, первый пояс, трубопроводы и металлоконструкции внутри резервуара и днище.
6.6.3.4 При усилении защиты днища и первого пояса следует применять следующую схему антикоррозионной защиты резервуара:
- крышу, верхний пояс, верхнюю, нижнюю поверхности и борта стального понтона, металлоконструкции, расположенные выше 1 пояса +100 мм, защищают покрытиями нормального или усиленного типа (при сильноагрессивных условиях эксплуатации крышу защищают покрытием особо усиленного типа, армированным рубленым стекловолокном);
- первый пояс на всю высоту +100 мм, опорные стойки понтона и трубопроводы в пределах этой высоты, днище - покрытием особо усиленного типа.
6.6.3.5 Антикоррозионную защиту крыши и верхнего пояса производят до монтажа алюминиевого понтона.
6.6.4 Резервуары с плавающей крышей (РВСПК)
6.6.4.1 В резервуарах типа РВСПК средние пояса в зоне движения плавающей крыши не окрашиваются.
6.6.4.2 Верхняя часть плавающей крыши и верхняя часть боковой поверхности резервуара подвергаются воздействию атмосферы и подлежат окраске по технологии защиты наружной поверхности резервуара.
6.6.4.3 При использовании схемы без усиления защиты днища и первого пояса внутренняя поверхность, за исключением средних поясов в зоне движения плавающей крыши, подлежит антикоррозионной защите в последовательности: боковая поверхность плавающей крыши до монтажа уплотняющего затвора перед гидроиспытанием; площадки обслуживания направляющих и сами направляющие в верхнем узле; нижняя поверхность и опорные стойки стальной плавающей крыши; первый пояс на всю высоту +100 мм; трубопроводы внутри резервуара, днище.
6.6.4.4 При усилении защиты днища и первого пояса следует применять следующую схему антикоррозионной защиты резервуара:
- боковую и нижнюю поверхность стальной плавающей крыши, металлоконструкции, расположенные выше первого пояса +100 мм, защищают
покрытиями нормального или усиленного типа;
- первый пояс на всю высоту +100 мм, направляющие и трубопроводы в пределах этой высоты, днище - покрытием особо усиленного типа.
7 ТРЕБОВАНИЯ К УСЛОВИЯМ ОКРУЖАЮЩЕЙ СРЕДЫ ПРИ ПРОВЕДЕНИИ АНТИКОРРОЗИОННЫХ РАБОТ
7.1 При проведении антикоррозионных работ необходимо соблюдать требования к условиям окружающей среды (температура и относительная влажность воздуха).
7.2 Для получения качественного покрытия необходимо следить за отсутствием влаги на окрашиваемой поверхности. Конденсация влаги из окружающего воздуха на металлической поверхности не происходит, если температура металлической поверхности на 3° выше точки росы.
7.3 Антикоррозионные работы проводятся при температуре окружающего воздуха не ниже +5°С и относительной влажности воздуха не выше 80%.
7.4 Запрещается проведение антикоррозионных работ на наружной поверхности резервуаров всех типов и на внутренней поверхности резервуаров при отсутствии стационарной крыши во время выпадения осадков (дождь, снег) или вероятности их выпадения в течение времени, необходимого для подготовки поверхности, нанесения и отверждения покрытия до отлипа согласно п. 3.6.1 ГОСТ 19007.
7.5 Проведение антикоррозионных работ внутри резервуара с плавающей крышей допускается при условии временной герметизации зазора между стенкой и вторичным уплотнением затвора.
7.6 При проведении антикоррозионных работ внутри резервуаров типа РВС и РВСП для создания оптимальных условий используют установки для подогрева и осушки воздуха.
8 ТРЕБОВАНИЯ К ПОДГОТОВКЕ ПОВЕРХНОСТИ РЕЗЕРВУАРА
8.1.1 Подготовка металлической поверхности резервуара перед окраской включает следующие операции:
- обезжиривание участков с любой степенью зажиренности по ГОСТ 9.402;
- очистка от окислов;
- обеспыливание;
- осушка (при необходимости).
8.1.2 Обезжиривание участков с любой степенью зажиренности производят органическими растворителями или моющими составами в соответствии с ГОСТ 9.402.
8.1.3 Очистка от окислов производится струйным абразивным методом для получения максимальной адгезии покрытия с металлом. В процессе очистки с поверхности металла удаляют окалину и ржавчину, а также создают на металлической поверхности шероховатость в соответствии с требованием технической документации на ЛКМ. При антикоррозионной защите наружной поверхности действующего резервуара без вывода его из эксплуатации очистку поверхности производят гидроабразивным методом.
8.1.4 Для струйной абразивной очистки используют абразивные материалы: купершлак Nastra фирмы Franz L. BRUMMER GmbH&Co., Германия, и купершлак ОАО «Уралгрит», Россия, ТУ 3989-001-15050378-2003. Допускается использовать другие отечественные и импортные абразивные материалы, удовлетворяющие ИСО 11126, прошедшие испытания в ООО «Институт ВНИИСТ» и имеющие санитарно-эпидемиологическое заключение: диоксид алюминия (ИСО 11126-7), шлак медеплавильного производства (ИСО 11126-3) или топочный шлак (ИСО 11126-4) с размером частиц 0,2-2,8 мм. Кратность использования диоксида алюминия - 5, купершлака и топочного шлаков - 1.
8.1.5 Применяемые абразивные материалы должны удовлетворять требованиям технической документации по твердости (ИСО 11127-4), фракционному составу (ИСО 11127-2), плотности (ИсО 11127-3), влажности (иСо 11127-6).
8.1.6 Сжатый воздух, предназначенный для абразивной обработки и окрашивания методом распыления, должен соответствовать требованиям ГОСТ
9.010.
8.1.7 Особое внимание должно быть обращено на очистку сварных швов, раковин, оспин и труднодоступных мест. Перед очисткой сварных швов тщательно удаляют сварочные брызги, пригар, шлак. Данные работы допускается проводить ручными или механизированными металлическими щетками
или другим инструментом.
8.1.8 Абразивную очистку крупногабаритных резервуарных конструкций производят поэтапно. При этом обрабатываемая за один раз поверхность не должна превышать площадь, которая может быть защищена до ее окисления. Интервал между подготовкой поверхности и окрашиванием определяется технической документацией на конкретный ЛКМ, но не должен превышать 6 часов согласно ГОСТ 9.402.
8.1.9 Размер обрабатываемой поверхности рассчитывают с учетом возможностей применяемого оборудования для проведения антикоррозионных работ, типа резервуара и типа ЛКМ.
8.1.10 По окончании абразивной очистки и оседания пыли удаляют отработанный абразивный материал из рабочей зоны и производят обеспыливание поверхности с помощью вакуумной системы отсоса пыли.
8.1.11 Поверхность, подготовленная к окрашиванию, должна быть сухой, обеспыленной, без загрязнений маслами, смазками, не иметь налета вторичной коррозии.
8.1.12 Подготовленная к окраске поверхность подлежит контролю по следующим показателям: степень очистки от окислов, шероховатость поверхности, степень обеспыливания и содержание солей (см. раздел 11.4 настоящих Правил).
8.1.13 При наличии на поверхности участков, не соответствующих требованиям, обработку повторяют.
8.1.14 Работы по поэтапной подготовке поверхности фиксируют в журнале пооперационного контроля (приложение В). Координаты поверхности определяют согласно схеме поэтапного проведения антикоррозионных работ.
8.1.15 По окончании работ комиссия составляет акт на скрытые работы по подготовке внутренней поверхности резервуара к окраске, отражающий качество подготовки поверхности (приложение Б).
8.2 Подготовка наружной поверхности резервуаров
8.2.1 Подготовка наружной поверхности вновь строящихся резервуаров и резервуаров, выведенных в ремонт
8.2.1.1 При подготовке наружной поверхности вновь строящихся резервуаров и резервуаров, выведенных в ремонт, следует руководствоваться требованиями раздела 8.1.
8.2.1.2 При проведении струйной абразивной очистки резервуаров, выведенных в ремонт, остатки старой краски должны быть полностью удалены.
8.2.2 Подготовка наружной поверхности действующих резервуаров без вывода их из эксплуатации
8.2.2.1 Антикоррозионная защита действующих резервуаров без вывода их из эксплуатации относится к работам повышенной опасности и проводится в строгом соответствии с типовыми инструкциями по организации безопасного проведения работ повышенной опасности. Непосредственно в момент выполнения работ по подготовке поверхности и окраске наружной поверхности действующего резервуара без вывода его из эксплуатации запрещаются работы по приему и откачке нефти из резервуара. Заполнение резервуара со стационарной крышей без понтона должно быть максимально возможным с целью предотвращения образования паровоздушной смеси и снижения риска возникновения пожара.
8.2.2.2 При удалении сварочных брызг, пригара, шлака и при очистке сварочных швов, раковин, оспин и труднодоступных мест используют ручной или механизированный инструмент во взрывобезопасном исполнении с подачей воды.
8.2.2.3 Очистку наружной поверхности резервуара от окислов и остатков старого покрытия, включая конструкции и трубопроводы в пределах каре, а также верхнюю часть плавающей крыши и верхнюю часть боковой поверхности резервуара производят в соответствии с разделом 8.1 с заменой абразивной обработки на гидроабразивную обработку. После гидроабразивной очистки производят промывку водой для удаления абразива и обдув теплым воздухом для удаления влаги и осушки поверхности перед нанесением антикоррозионного покрытия.
8.3 Подготовка внутренней поверхности
8.3.1 Подготовка внутренней поверхности вновь строящихся резервуаров.
8.3.1.1 Подготовку внутренней поверхности вновь строящихся резервуаров производят в соответствии с требованиями раздела 8.1 в последовательности, определенной в разделе 6.6.
8.3.1.2 В резервуарах с понтоном или плавающей крышей боковую поверхность резервуара в зоне их движения очищают от продуктов коррозии струйным абразивным методом до степени не ниже Sa 2 с шероховатостью поверхности 20-30 мкм.
8.3.2 Подготовка внутренней поверхности резервуаров, выведенных в ремонт
8.3.2.1 Подготовку резервуара к антикоррозионной защите производят в соответствии с ОР-016.01-28.21.00-КТН-049-1-04 «Регламент вывода из эксплуатации, проведения диагностики, капитального ремонта (реконструкции) резервуаров и ввода их в эксплуатацию».
8.3.2.2 Перед проведением антикоррозионных работ на резервуарах, выведенных в ремонт, проводятся следующие подготовительные работы:
- опорожнение,
- очистка резервуара от остатков нефти и парафиновых отложений,
- диагностика,
- текущий или капитальный ремонт металлоконструкций и внутренней обвязки резервуара в зависимости от результатов диагностики.
8.3.2.3 После производства работ по диагностике и ремонта резервуара проводят гидравлические испытания резервуара.
8.3.2.4 Резервуар, подготовленный к проведению антикоррозионных работ, должен соответствовать требованиям ОР-016.01-28.21.00-КТН-049-1-04 и требованиям к конструкции настоящих Правил (раздел 3, приложение Д). По окончании работ резервуар принимается по акту (приложение А).
8.3.2.5 Дальнейшие работы по подготовке поверхности резервуара к нанесению ЛКМ проводятся в соответствии с требованиями раздела 8.1 и 8.3.1.
9 ТРЕБОВАНИЯ К ЛКМ И ПОДГОТОВКЕ ИХ К НАНЕСЕНИЮ
9.1 Поставляемые для антикоррозионной защиты ЛКМ должны удовлетворять требованиям технической документации. Качество поступающих материалов должно быть подтверждено сертификатами предприятия-изготовителя.
9.2 При поставке ЛКМ Поставщик должен представить технические данные на материал (инструкцию), включающие:
- соотношение компонентов и жизнеспособность после смешения (для двухкомпонентных ЛКМ),
- рекомендации по режимам нанесения и отверждения ЛКМ (каждого слоя и покрытия в целом),
- допустимое время отверждения ЛКМ до возможности попадания влаги на поверхность покрытия,
- рекомендации по оборудованию для нанесения,
- требования безопасности при работе с данным материалом.
При необходимости Производитель работ имеет право запрашивать у Поставщика ЛКМ дополнительную информацию.
9.3 Подготовка к нанесению двухкомпонентных ЛКМ заключается в смешении компонентов в соотношении, определяемом технической документацией на материал. Количество приготовленного состава рассчитывают с учетом жизнеспособности ЛКМ. При повышении температуры жизнеспособность материала сокращается, что отражено в технической документации на материал и ППР.
9.4 Однокомпонентные полиуретановые ЛКМ поставляются в готовом к употреблению состоянии. Подготовка их к применению заключается в тщательном перемешивании (вручную или с помощью механической мешалки) до достижения однородности материала и при необходимости разведении его до требуемой вязкости согласно технической документации.
10 ТРЕБОВАНИЯ К НАНЕСЕНИЮ И ОТВЕРЖДЕНИЮ ЛКМ
10.1.1 ЛКМ наносят только на чистую сухую поверхность. Не допускается проводить окрашивание по мокрой или отпотевшей поверхности. В случае отпотевания поверхности необходимо осушить ее нагретым очищенным воздухом до удаления влаги.
10.1.2 Применяемые для разбавления ЛКМ растворители должны соответствовать указанным в технической документации на материал.
10.1.3 По окончании работ или при длительном перерыве в работе оборудование для нанесения промывают и очищают растворителем, указанным в технической документации на материал.
10.1.4 Высоковязкие эпоксидные и однокомпонентные полиуретановые материалы наносят методом безвоздушного распыления. Кромки, углы, сварные швы, заклепки и т. п. предварительно окрашивают кистью или валиком на их ширину +10 мм с каждой стороны.
10.1.5 При невозможности нанесения ЛКМ на труднодоступные участки методом распыления окраску производят кистью или валиком, соблюдая количество слоев и соответствующие требования (п. 11.5.10).
10.1.6 Грунтовки наносят пневматическим или безвоздушным распылением.
10.1.7 При антикоррозионной защите наружной поверхности резервуара запрещается нанесение ЛКМ во время выпадения осадков (дождь, снег) или вероятности их выпадения в течение времени, необходимого для высыхания покрытия до отлипа согласно п. 3.6.1 ГОСТ 19007.
10.1.8 В случае угрозы непрогнозируемого выпадения осадков следует создать навес над окрашиваемой поверхностью на время нанесения и отверждения ЛКМ до отлипа согласно п. 3.6.1 ГОСТ 19007. При невозможности создания навеса и выпадении осадков, а также при образовании конденсата на поверхности покрытия, не прошедшего отверждение до отлипа, ЛКМ смывают и производят повторное окрашивание с предварительным контролем металлической поверхности на соответствие требованиям раздела 11.4. Если поверхность не соответствует требованиям, производят повторную абразивную очистку.
10.1.9 На покрытие, отвержденное до отлипа, осадки и конденсат не влияют.
10.1.10 Покрытие должно наноситься равномерным слоем. В процессе работы визуально контролируют сплошность на наличие неокрашенных участков и толщину мокрой и сухой пленки каждого нанесенного слоя.
10.1.11 Покрывные слои (1 или 2) наносят за один проход.
10.1.12 Отверждение каждого слоя и покрытия в целом производят согласно режимам, указанным в технической документации на применяемый ЛКМ. Время отверждения зависит от условий окружающей среды.
10.1.13 При превышении максимального времени межслойной сушки покрытие зачищают шкуркой для придания шероховатости поверхности согласно рекомендациям Поставщика ЛКМ.
10.1.14 Время выдержки внутреннего покрытия до эксплуатации после полного отверждения определяется технической документацией на систему покрытия и зависит от условий окружающей среды. При температуре окружающей среды 20°С выдержка составляет 7 суток. При более низких температурах время выдержки увеличивается.
10.1.15 После выдержки покрытия согласно п. 10.1.11 производят контроль в соответствии с разделом 11.6 настоящих Правил.
10.2 Требования к нанесению ЛКМ на наружную поверхность резервуаров
10.2.1 ЛКМ наносят на наружную поверхность резервуара, трубопроводы и конструкции в пределах каре, а также на верхнюю часть плавающей крыши и верхнюю часть боковой поверхности резервуара в соответствии с требованиями раздела 10.1 настоящих Правил.
10.2.2 При производстве окрасочных работ на действующих резервуарах должно строго соблюдаться требование, указанное в п. 8.2.2.1 и 13.1.4.
10.3 Требования к нанесению ЛКМ на внутреннюю поверхность резервуаров
10.3.1 Покрытия нормального и усиленного типа
10.3.1.1 Покрытия нормального и усиленного типа наносят в соответствии с требованиями раздела 10.1.
10.3.2 Покрытия особо усиленного типа на основе эпоксидных ЛКМ, усиленных стекломатами
10.3.2.1 Нанесение покрытия особо усиленного типа осуществляют в соответствии с руководящим документом «Использование толстопленочных
эпоксидных покрытий, усиленных стекловолокном, для защиты внутренних поверхностей днища и первого пояса резервуаров для нефти и
нефтепродуктов», являющимся Дополнением к РД-08-95-95 «Положение о системе технического диагностирования сварных вертикальных цилиндрических резервуаров для нефти и нефтепродуктов». Данное Дополнение и Изменение № 1 согласовано Госгортехнадзором России письмом № 1003/409 от 01.06.2000 г. и введено в действие с 01.06.2000 г.
10.3.2.2 Толщина и качество эпоксидного покрытия, усиленного стекловолокном, зависят от соблюдения нормы расхода эпоксидного ЛКМ и
стекловолокна при нанесении каждого слоя. Нормы определены технической документацией на систему покрытия.
10.3.2.3 Эпоксидное покрытие, усиленное стекломатами, состоит из грунтовочного слоя, нанесенного на подготовленную металлическую поверхность, и
2-3 слоев эпоксидного состава, не содержащего растворитель, с промежуточной прокладкой стекломатами.
10.3.2.4 Эпоксидный грунтовочный слой наносят методом распыления в 1 слой толщиной, соответствующей требованиям технической документации. Интервал между подготовкой поверхности и нанесением грунтовки выбирается в соответствии с пунктом 8.1.8.
10.3.2.5 Отверждение грунтовочного слоя производят в соответствии с режимами, приведенными в технической документации на материал.
10.3.2.6 Выравнивание неровностей, соединений, сглаживание сварных швов и мест «стенка-днище» производят вручную при помощи шпатлевки с наполнителем. Шпатлевку с наполнителем готовят из эпоксидного состава (без растворителя), применяемого для толстопленочного покрытия, с добавлением специального наполнителя.
10.3.2.7 Эпоксидный ЛКМ наносят валиком или безвоздушным распылением, в соответствии с технической документации на систему покрытия.
10.3.2.8 Маты из рубленого стекловолокна должны соответствовать по весу требуемому показателю - 300 г/м . Маты укладывают с 50%-ным нахлестом.
10.3.2.9 На уложенные стекломаты наносят слой эпоксидного ЛКМ валиком или безвоздушным распылением.
10.3.2.10 Прикатывание поверхности игольчатым валиком для удаления воздуха к наружным краям мата.
10.3.2.11 Отверждение первого слоя покрытия производят при температуре окружающего воздуха согласно техническим требованиям на применяемый материал. Время отверждения должно соответствовать требованиям технической документации на применяемый материал.
10.3.2.12 Нанесение второго слоя покрытия, усиленного стекломатами, производят в соответствии с п.п. 10.3.2.7-10.3.2.11.
10.3.2.13 После отверждения второго усиленного слоя наносят слой эпоксидного ЛКМ по п. 10.3.2.7.
10.3.2.14 Нанесение (приклеивание) стеклопрокладки - 30 г/м2.
10.3.2.15 Нанесение покрывного слоя эпоксидного ЛКМ валиком или безвоздушным распылением.
10.3.2.16 Отверждение системы покрытия и промежуточных слоев производят в соответствии с режимами, определяемыми технической документацией на систему покрытия.
10.3.2.17 Для предотвращения риска просачивания хранящихся в резервуаре продуктов под покрытие, усиленное стекловолокном, необходимо соблюдать следующие требования при его нанесении на первый пояс резервуара:
- второй слой стекломата укладывают выше первого на 50 мм;
- слой стеклопрокладки 30 г/м укладывают на 50 мм выше первого слоя стекломата;
- покрывной слой эпоксидного ЛКМ (п. 10.3.2.15) наносят с перекрытием слоя стеклопрокладки на 50 мм.
10.3.3 Покрытия особо усиленного типа на основе эпоксидных ЛКМ, усиленных рубленым стекловолокном
10.3.3.1 Эпоксидное покрытие, усиленное рубленым стекловолокном, состоит из грунтовочного слоя, слоя эпоксидного ЛКМ, нанесенного одновременно с рубленым стекловолокном, и покрывного слоя.
10.3.3.2 Нанесение и отверждение грунтовочного слоя производят в соответствии с п. 10.3.2.4 и 10.3.2.5 настоящих Правил.
10.3.3.3 Шпатлевание металлической поверхности производят в соответствии с п. 10.3.2.6.
10.3.3.4 Промежуточный слой эпоксидного ЛКМ с рубленым стекловолокном наносят специальной установкой с тройным соплом. Установка обеспечивает раздельную подачу основы и отвердителя в блок смешения. Стекловолокно автоматически измельчается. В процессе нанесения достигается эффективное соединение распыляемого эпоксидного материала с частицами стекловолокна.
10.3.3.5 Отверждение промежуточного слоя производят в соответствии с режимами, указанными в технической документации на систему покрытия.
10.3.3.6 Шлифование поверхности для удаления выступающих частиц стекловолокна.
10.3.3.7 Нанесение покрывного слоя эпоксидного материала.
10.3.3.8 Отверждение в соответствии с режимами, приведенными в технической документации.
10.4 Устранение дефектов покрытия
10.4.1 При наличии отдельных дефектов, имеющих суммарную площадь менее 15 % от общей площади покрытия внутренней или наружной поверхности, покрытие на этих участках следует удалить механическим способом, поверхность зачистить механическим способом до металлического блеска, при необходимости обезжирить и нанести ЛКМ по технологии, соответствующей технологии нанесения основного покрытия.
10.4.2 При наличии дефектных участков с суммарной площадью более 15% покрытие на внутренней и наружной поверхности полностью удаляют и производят повторную окраску согласно настоящей инструкции, включая подготовку поверхности.
10.4.3 При выявлении пор и низкой толщины покрытия поверхность зачищают для придания шероховатости, удаляют пыль и наносят ЛКМ.
10.4.4 Основными дефектами толстопленочного эпоксидного покрытия, усиленного стекломатами, являются воздушные пузыри, возникающие
вследствие некачественного выполнения операции прикатывания и недостаточная толщина покрытия. Устранение этих дефектов производят следующим образом:
- устранение воздушных пузырей производят путем их вскрытия и заполнения пустот эпоксидным составом с рубленым стекловолокном по технологии нанесения основного покрытия.
- при недостаточной толщине покрытия поверхности придают шероховатость, очищают от пыли и наносят эпоксидный состав с рубленым стекловолокном.
10.4.5 Основным дефектом покрытия, усиленного рубленым стекловолокном, является выступание над поверхностью покрывного слоя частиц стекловолокна. Этот дефект снижает барьерные свойства покрытия. Для его устранения следует произвести повторное шлифование поверхности, нанесение и отверждение покрывного слоя (п.п.10.3.3.6-10.3.3.8).
10.4.6 Толщина покрытия в зоне ремонта должна быть ровна толщине основного покрытия.
11 ТРЕБОВАНИЯ К КОНТРОЛЮ И ПРИЕМКЕ ПОКРЫТИЯ
11.1.1 Для качественного выполнения работ по антикоррозионной защите резервуаров для хранения нефти на всех стадиях технологического процесса осуществляют следующие операции контроля:
- условия окружающей среды
- входной контроль ЛКМ и абразивных материалов;
- подготовка металлических поверхностей перед окраской;
- подготовка ЛКМ перед применением;
- качество воздуха, применяемого при подготовке поверхности и нанесении ЛКМ;
- нанесение ЛКМ и отверждение;
- качество готового покрытия.
11.1.2 Контроль осуществляют аттестованные специалисты Производителя работ, прошедшие обучение и имеющие допуск на право проведения данных работ.
11.1.3 Приборы контроля приведены в приложении П.
11.1.4 Допускается использовать приборы других марок и производителей, если их характеристики соответствуют предлагаемому перечню.
11.2 Контроль условий окружающей среды
11.2.1 Контроль условий окружающей среды включает:
- температура воздуха,
- относительная влажность воздуха;
- точка росы;
- температура металлической поверхности.
11.2.2 Все параметры контролируют перед началом и в процессе проведения работ по подготовке поверхности и нанесению ЛКМ.
11.2.3 Температуру воздуха контролируют термометром. Температура не должна быть ниже +5°С.
11.2.4 Относительную влажность воздуха контролируют психрометром. Она не должна превышать 80%.
11.2.5 Точку росы определяют по диаграмме, предварительно измерив относительную влажность и температуру воздуха, температуру металлической поверхности.
11.2.6 Температуру металлической поверхности определяют перед проведением окрасочных работ контактным термометром. Она должна быть не менее чем на 3°С выше точки росы.
11.3 Входной контроль ЛКМ и абразивных материалов
11.3.1 Входной контроль ЛКМ осуществляет Производитель работ. Контроль включает проверку сопроводительной документации на предмет сроков хранения ЛКМ и объемов поставки, осмотр транспортной тары и установление соответствия свойств материала требованиям, указанным в технической документации на материал. Качество полученных ЛКМ оценивают путем сопоставления основных технических характеристик, указанных в сертификате на партию материала, и тех же характеристик в технической документации Поставщика ЛКМ. В сомнительных случаях лаборатория входного контроля проводит испытания по тем или иным показателям.
11.3.2 Пробы ЛКМ отбирают согласно требованиям стандарта ИСО 1512.
11.3.3 Основные технические характеристики ЛКМ, подлежащие проверке:
- условная вязкость (время истечения) для нетиксотропных материалов (ИСО 2431);
- цвет и внешний вид пленки покрытия (ГОСТ 9.032);
- степень высыхания (ГОСТ 19007);
- прочность пленки при ударе (ГОСТ 4765);
- толщина мокрого слоя и сухой пленки (ИСО 2808);
- адгезия покрытия (ИСО 2409, 4624, ASTM D 3359);
- жизнеспособность после смешения (техническая документация на ЛКМ).
11.3.4 Полученные показатели должны соответствовать требованиям технической документации Поставщика ЛКМ.
11.3.5 Входной контроль абразивных материалов включает проверку сопроводительной документации, осмотр транспортной тары и установление соответствия показателей свойств материала, указанных в сертификате на партию абразива, требованиям, указанным в технической документации на него. В сомнительных случаях лаборатория входного контроля проводит испытания по тем или иным показателям.
11.3.6 Основные характеристики абразивных материалов, подлежащие проверке:
- твердость (ИСО 11127-4);
- фракционный состав (ИСО 11127-2);
- плотность (ИСО 11127-3);
- влажность (ИСО 11127-6).
11.4 Контроль качества подготовки поверхности
11.4.1 Качество подготовки металлической поверхности контролируют по следующим показателям:
- степень очистки от окислов (ИСО 8501-1);
- шероховатость (ИСО 8503);
- степень обеспыливания (ИСО 8502-3);
- содержание солей (ИСО 8502-3).
11.4.2 Контроль очистки от окислов осуществляют визуально сравнением с эталонами, представленными в ИСО 8501-1. Степень очистки от окислов должна быть Sa2*^ - Sa3 в зависимости от требований для конкретного ЛКМ. Степень очистки от окислов боковой поверхности резервуаров РВСП и
РВСПК в зоне движения понтона и плавающей крыши должна быть Sa 2.
11.4.3 Шероховатость поверхности контролируют с помощью профилометра любого типа или эталонов сравнения по ИСО 8503 и должна соответствовать техническим требованиям на применяемый ЛКМ. Минимальный показатель шероховатости - 30 мкм. Шероховатость боковой поверхности резервуаров РВСП и РВСПК в зоне движения понтона и плавающей крыши должна составлять 20-30 мкм.
11.4.4 Степень обеспыливания контролируют по количеству и размеру частиц пыли путем сравнения с эталоном по ИСО 8502-3. Размер частиц видимых невооруженным глазом лежит в интервале 50-100 мкм.
11.4.5 Содержание солей контролируют по ИСО 8502-2.
11.5 Контроль в процессе нанесения и отверждения ЛКМ
11.5.1 Контроль в процессе нанесения ЛКМ проводят по следующим показателям:
- температура металлической поверхности (термометр);
- температура ЛКМ (термометр);
- качество подготовки поверхности (раздел 11.4);
- нанесение ЛКМ на сварные швы, заклепки и т.п. (визуально);
- сплошность каждого слоя покрытия (ГОСТ 9.032);
- толщина мокрого слоя (ИСО 2808);
- режимы отверждения (ГОСТ 19007);
- толщина сухого слоя (ИСО 2808);
- нанесение кистью слоев ЛКМ в труднодоступных местах (визуально);
- время между нанесением слоев (техническая документация на систему покрытия);
- качество поверхности перед нанесением очередного слоя (визуально);
- количество слоев покрытия (техническая документация на систему покрытия).
11.5.2 Температура металлической поверхности должна быть на 3° выше точки росы для предотвращения образования на ней конденсата.
11.5.3 Температура ЛКМ должна соответствовать требованиям технической документации на материал.
11.5.4 Качество подготовки поверхности контролируют непосредственно перед нанесением ЛКМ согласно разделу 11.4.
11.5.5 Нанесение ЛКМ на сварные швы, заклепки и т.п. контролируют визуально. ЛКМ наносят кистью или валиком на всю их ширину +10 мм в каждую сторону.
11.5.6 Сплошность каждого слоя в процессе нанесения ЛКМ проверяют визуально на всей окрашенной поверхности на наличие неокрашенных участков.
11.5.7 Толщину мокрого слоя определяют толщиномером типа «гребенка» для неотвержденного покрытия. Показатель должен соответствовать требованиям технической документации на систему покрытия.
11.5.8 Режимы отверждения (температура и время) контролируют в соответствии с ГОСТ 19007. Режимы отверждения должны соответствовать требованиям технической документации на ЛКМ или систему покрытия.
11.5.9 Толщину сухой пленки контролируют магнитным толщиномером в соответствии с ИСО 2808. Показатель должен соответствовать требованиям технической документации на систему покрытия.
11.5.10 Нанесение кистью или валиком слоев ЛКМ в труднодоступных местах контролируют согласно п.п. 11.5.6, 11.5.7, 11.5.8, 11.5.9.
11.5.11 Количество слоев покрытия должно соответствовать технической документации на систему покрытия.
11.6 Контроль отвержденного антикоррозионного покрытия
11.6.1 Контроль отвержденного антикоррозионного покрытия осуществляют после его полного отверждения.
11.6.2 Контролю подлежат следующие показатели:
- внешний вид (ГОСТ 9.032);
- толщина (ИсО 2808);
- сплошность (ASTM G 6);
- адгезия (ИСО 2409, ASTM D 3359, ИСО 4624).
11.6.3 Внешний вид контролируют визуально. Покрытие должно быть ровным и сплошным.
11.6.4 Толщину отвержденного покрытия измеряют магнитным толщиномером в соответствии с ИСО 2808. Она должна соответствовать требованиям технической документации на систему покрытия. Допустимые отклонения приведены в п. 4.3.2 и 4.3.3.
11.6.5 Сплошность покрытия определяют искровым дефектоскопом или низковольтным - электролитическим дефектоскопом типа «мокрая губка» в соответствии с ASTM G 6.
Примечание. Для наружной поверхности при окраске резервуара без вывода из эксплуатации сплошность покрытия контролируется только низковольтным электролитическим
РД-05. 00-45.21.3 0-КТН-005-1 -05
дефектоскопом типа - «мокрая губка».
11.6.6 Адгезию покрытия определяют одним из трех методом в зависимости от толщины покрытия:
- методом решетчатого надреза (ИСО 2409) - при суммарной толщине покрытия до 250 мкм;
- методом Х-образного надреза (ASTM D 3359) - при толщине покрытия свыше 250 мкм;
- методом нормального отрыва (ИСО 4624) - при любой толщине покрытия. Показатели адгезии должны соответствовать требованиям технической документации на систему покрытия.
Примечание - Механическое повреждение покрытия после оценки адгезии восстанавливают: места повреждения зачищают шкуркой, обеспыливают, обезжиривают и закрашивают.
11.6.7 После окончания осмотра комиссией составляется акт приемки покрытия резервуара в эксплуатацию (приложение Г).
К акту прилагаются:
- сертификаты на применяемые материалы;
- акт входного контроля Л КМ;
- акт на скрытые работы по подготовке поверхности под окраску;
- журнал производства работ по антикоррозионной защите.
12 ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА АНТИКОРРОЗИОННЫХ РАБОТ
12.1 Для производства антикоррозионных работ должно применяться современное оборудование, способное обеспечить необходимое качество подготовки поверхности и нанесения покрытия.
12.2 По окончании работ или при длительном перерыве в работе оборудование для нанесения ЛКМ следует промыть и очистить специальным растворителем, указанным в нормативно-технической документации на материал.
12.3 Перечень рекомендуемого основного и вспомогательного оборудования для производства антикоррозионных работ представлен в приложении Р.
12.4 Допускается использовать оборудование других марок и производителей, если их характеристики соответствуют предлагаемому в приложении Р.
13.1.1 Все работы по антикоррозионной защите резервуаров лакокрасочными покрытиями выполняют специализированные бригады, имеющие лицензии на право выполнения работ по антикоррозионной защите объектов магистрального транспорта. При производстве работ следует руководствоваться следующими нормативными документами: СНиП ТТТ-4-80* с изменениями №№ 1-5, ВШ1Б 01-05-99, Ш1Б 01-03, ОР-16.01-28.21.00-КТН-049-1-04, ОР-15.00
45.21.3 0-КТН-049-1-03, ОР-16.00-45.21.3 0-КТН-001-1-03, СП-12-136-2002.
13.1.2 Производство антикоррозионных работ и передвижение техники в охранной зоне МН должны оформляться документально в соответствии с требованиями «Регламента организации производства ремонтных и строительных работ на объектах магистральных нефтепроводов».
13.1.3 Выполнение работ в опасных зонах допускается только при наличии проекта производства работ (ППР) или технологических карт (ТК) содержащих конкретные решения по защите работающих от воздействия опасных и вредных производственных факторов.
13.1.4 Допуск персонала к работам на действующих электроустановках и в охранной зоне линий электропередачи должен осуществляться в соответствии с требованиями раздела 13 ПОТ РМ 016-2001.
13.1.5 Огневые, газоопасные и другие работы повышенной опасности выполняют с оформлением наряд-допуска в соответствии с «Регламентом организации огневых, газоопасных и других работ повышенной опасности на взрывопожароопасных и пожароопасных объектах предприятий системы ОАО «АК «Транснефть» и оформления нарядов-допусков на их подготовку и проведение», «Положением о порядке подготовки и аттестации работников организаций, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов».
Данные работы разрешается проводить, если концентрация углеводородов нефти в месте проведения работ не превышает ПДК - 300 мг/м .
13.1.6 Воздушную среду контролируют непосредственно перед началом работ, после каждого перерыва в работе и в течение всего времени выполнения работ с периодичностью, указанной в наряде - допуске, но не реже чем через один час работы, а также по требованию участвующих в производстве работ.
13.1.7 Организация и выполнение всех видов антикоррозионных работ должны обеспечивать безопасность на всех стадиях и соответствовать требованиям ГОСТ 12.1.007, ГОСТ 12.3.005, ГОСТ 12.3.016, ГОСТ 12.4.021.
13.1.8 К выполнению антикоррозионной защиты допускаются лица мужского пола не моложе 18 лет, прошедшие медицинское освидетельствование и не имеющие противопоказаний к выполнению данного вида работ, обученные безопасным методам и приемам работы, применению средств индивидуальной защиты, правилам и приемам оказания первой помощи пострадавшему и прошедшие проверку знаний в установленном порядке согласно «Системе организации работ по охране труда...», ГОСТ 12.0.004.
13.1.9 Руководители и специалисты, участвующие в производстве работ по нанесению защитных покрытий, а также осуществляющие технадзор за строительными и ремонтными работами, должны пройти аттестацию в области промышленной безопасности и охраны труда в соответствии с Положением о порядке подготовки и аттестации работников организации, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов, подконтрольных Ростехнадзору.
13.1.10 Рабочие и ИТР, привлекаемые к подготовке и окраске резервуаров, должны знать:
- требования безопасности при производстве работ по антикоррозионной защите резервуаров;
- производственные вредности, связанные с окрасочными работами и характер их действия на организм человека;
- производственные инструкции по проведению технологических операций антикоррозионной защиты;
- инструкции по охране труда и пожарной безопасности;
- правила личной гигиены;
- правила пользования средствами индивидуальной защиты;
- правила оказания первой доврачебной помощи.
13.1.11 Работники, занятые проведением работ по подготовке резервуаров, по их очистке и антикоррозионной защите, должны быть обеспечены спецодеждой, спецобувью и другими средствами индивидуальной защиты в соответствии «Правилами обеспечения работников спецодеждой, специальной обувью и другими средствами индивидуальной защиты».
13.2 Требования безопасности при подготовке поверхности и окраске
13.2.1 Представитель НПС, ЛПДС определяет территорию, близлежащую к окрашиваемым резервуарам, на которой можно разместить производственные и подсобные помещения, рабочие площадки, вентиляторы, пескоструйные аппараты, компрессоры и свободный проезд машин.
13.2.2 Транспортные средства, средства механизации, приспособления, ручные машины и инструмент должны соответствовать требованиям государственных стандартов и иметь сертификат на соответствие требованиям безопасности труда.
13.2.3 При работе на высоте необходимо соблюдать требования ПОТ РМ-012-2001 «Межотраслевые правила при работе на высоте».
13.2.4 При работе с электрооборудованием необходимо руководствоваться ПОТ РМ-016-2001 «Межотраслевые правила по охране труда (правила безопасности) при работе электроустановок». При работе для местного освещения необходимо применять переносные светильники с напряжением не более
12 В во взрывобезопасном исполнении в соответствии с ПУЭ.
13.2.5 При работе внутри резервуара следует руководствоваться требованиями «Типовой инструкции по организации безопасного проведения газоопасных работ», раздел 6 «Дополнительные меры безопасности при работе внутри емкостей». Подготовкой и окраской поверхности внутри резервуара должно заниматься не менее 2-х человек, один из которых должен постоянно наблюдать за работающими.
13.2.6 При работе через каждые 45 минут работы следует делать 15-ти минутные перерывы с пребыванием на свежем воздухе вне зоны проведения работ.
13.2.7 При подготовке поверхности и окраске резервуаров рабочий-пескоструйщик и маляр должны работать в спецодежде из пыленепроницаемой ткани и шлем-скафандре с принудительной подачей свежего воздуха. Свежий воздух забирается с наветренной стороны.
13.3.1 При работе с ЛКМ следует руководствоваться ПОТ РМ-017-2001 «Межотраслевые правила по охране труда при окрасочных работах», ГН 2.2.5.1313-03 от 27.04.03 г. Гигиенические нормативы «Предельно-допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны».
13.3.2 Производственные помещения, в которых готовятся ЛКМ, должны быть обеспечены эффективной приточно-вытяжной вентиляцией.
13.3.3 Тара, в которой находятся ЛКМ, должна иметь наклейки или бирки с точным наименованием и обозначением содержащихся в ней материалов. Тара должна иметь плотно закрывающиеся крышки.
13.3.4 Открытые участки тела при попадании на них ЛКМ или растворителей следует протереть ватным тампоном, смоченным в этиловом спирте, затем промыть водой с мылом.
13.3.5 При случайном разливе применяемых материалов этот участок необходимо немедленно засыпать опилками или песком, предварительно защитив органы дыхания.
13.3.6 Загрязненные растворители, опилки, песок, тряпки следует собирать в ведра и удалять в специально отведенные места удалять в специально отведенные места за территорией РП в плотно закрытой таре.
13.3.7 Прием пищи и курение производятся в специально выделенных для этих целей помещениях.
14 ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
14.1 Противопожарные мероприятия при проведении работ по антикоррозионной защите резервуаров должны выполняться в соответствии с Ш1Б 01-03, ВШ1Б 01-05-99 и других нормативных документов.
14.2 Применяемые ЛКМ взрывопожароопасны. Во время работы с ними следует организовать пожарный пост, оснащенный следующими средствами тушения пожара: ящики с песком, асбестовые покрывала, пенные огнетушители марок ОП-5 (ТУ 22-4720-80) и ОВП-100.01 (ТУ 14102-87Е) или углекислотные марок ОУ-2 и ОУ-5 (ТУ 22-150-128-89Е).
14.3 При выполнении обезжиривания и окрасочных работ не допускается:
- в зоне 25 м от места ведения работ, а также по всей вертикали в данной зоне курить, разводить огонь, выполнять сварочные работы, а также работы и действия, которые могут вызвать образование искр и воспламенение паров растворителей;
- использовать электроприборы в обычном исполнении.
14.4 При возникновении пожара следует вывести людей из опасной зоны, сообщить дежурному оператору или диспетчеру, приступить к его тушению имеющимися средствами в соответствии с утвержденным планом на конкретном объекте.
Приложение А (обязательное)
«УТВЕРЖДАЮ» Главный инженер предприятия Заказчика «_»_200 г
АКТ
проверки готовности объекта к проведению антикоррозионной защиты
Комиссия в составе
РД-05. 00-45.21.3 0-КТН-005-1 -05
к проведению работ по антикоррозионной защите
| Дата начала и окончания производства работ (число, месяц, год, время) | Выявленные дефекты | Способ устранения дефектов |
Качество сварных швов |
Соответствие конструкции резервуара требованиям РД «Правила антикоррозионной защиты резервуаров» |
Результат гидроиспытаний резервуара после ремонта | Степень зажиренности поверхности по ГОСТ 9.402 | Степень окисленное™ поверхности по ГОСТ 9.402 | Ф.И.О Должность лица, проводившего приемку, подпись, дата |
| 1 |
2 | 3 | 4 |
5 | 6 | 7 |
8 | 9 |
Комиссия на основании проверки качества подготовки резервуара приняла следующее решение:
резервуар_к проведению антикоррозионных работ готов.
тип и номер резервуара
Подписи: Представитель Заказчика_
Представитель Г енподрядчика_
Представитель Субподрядчика_
Представитель Технического надзора_
Представитель проектной организации*_
*Представитель проектной организации участвует в составлении акта в случае проведения авторского надзора.
Приложение Б (обязательное)
«УТВЕРЖДАЮ» Главный инженер предприятия Заказчика «_»_200 г
АКТ
на скрытые работы по подготовке резервуара к окраске
Комиссия в составе
произвела осмотр и проверку качества подготовки поверхности объекта для нанесения
антикоррозионного покрытия на резервуар_
тип, номер
Состояние металлической поверхности:
| Очистка |
Приемка после очистки | |||||||
| Дата начала и окончания | Температура воздуха, |
Относительная |
Степень очистки от | Соответствие | Ф.И.О. должность лица, | |||
| производства работ (число, месяц, год, время) | °С |
влажность воздуха, % |
Способ очистки |
окислов по ГОСТ 9.402 или ИСО 8501-1 |
Степень обеспыливания по ИСО 8002-3 | Шероховатость по ИСО 8503 | поверхности требованиям |
проводившего приемку, подпись, дата |
| 1 |
2 | 3 | 4 | 5 | 6 |
7 | 8 | 9 |
Комиссия на основании проверки качества подготовки резервуара приняла следующее решение:
Наименование элементов резервуаров стенка, днище, крыша, понтон и др.
|
Координаты окрашиваемой поверхности относ, оси и пояса согласно схеме, м | Площадь окашиваемой 2 поверхности, м |
Очистка | |||
| Наружной/ внутренней | Наружной/ внутренней | Способ очистки | Степень очистки поверхности от окислов ИСО 8501-1 |
Степень обеспыливания по ИСО 8502-3 |
Шероховатость по ИСО 8503, R, мкм |
Дата начала и окончания производства работ (число, месяц, год, время)
№№
п/п
| 1 |
2 | 3 | 4 |
5 | 6 | 7 |
8 | 9 |
Продолжение таблицы
|
Приемка после очистки | ||
|
Соответствие поверхности требованиям нормативно-технической документации |
Ф.И.О. должность ответственного производителя работ, подпись, дата |
Ф.И.О Представителя Технадзора, проводившего приемку, подпись, дата |
| 10 | 11 |
12 |
Продолжение таблицы
| Окраска грунтом/основным материалом | |||||||||
| Температура воздуха, °С |
Температура окрашиваемой поверхности Тп, °С |
Относительная влажность воздуха, % |
Наименование покрытия (грунт 1 слой, 2 слой и т.д. согласно системе покрытия) | Наименование материала покрытия |
Толщина мокрого слоя, мкм |
Толщина сухого слоя, мкм |
Адгезия, балл |
Сплошность | |
|
Поверочное напряжение, В |
Результат испытания | ||||||||
| 13 | 14 | 15 |
16 | 17 | 18 |
19 | 20 | 21 |
22 |
Продолжение таблицы
| Приемка по качеству | ||
| Внешний вид покрытия по ГОСТ 9.032 | Ф.И.О, должность ответственного производителя работ, подпись, дата | Ф.И.О представителя Технадзора, подпись, дата |
| 23 | 24 |
25 |
Подпись лица, ответственного за ведение журнала_
Ф.И.О., должность, организация
Приложение Г (обязательное)
«УТВЕРЖДАЮ» Главный инженер предприятия Заказчика «_»_200 г
АКТ №_
на приемку антикоррозионного покрытия резервуара
тип, номер, емкость
Комиссия, назначенная приказом по_ от « » 200 г. в составе
составила настоящий акт в том, что в резервуаре №_
нанесено антикоррозионное покрытие
(характеристика покрытия по элементам конструкции резервуара)
(количество слоев лкм, марка)
До проведения окрасочных работ резервуар находился в эксплуатации______________ лет
(состояние поверхности резервуара, наличие, характер и степень коррозионных повреждении) Поверхность была подготовлена_________________________________________________
(способ подготовки поверхности) Оценка качества антикоррозионного покрытия резервуара показала, что
(внешний вид покрытия, цвет, толщина покрытия, адгезия, сплошность)
Обнаружены дефекты_______________________________________________
(наименование дефектов покрытия)
Дефекты исправлены_______________________________________________
(указать, каким образом)
Комиссия считает, что окрашенная поверхность резервуара к эксплуатации _
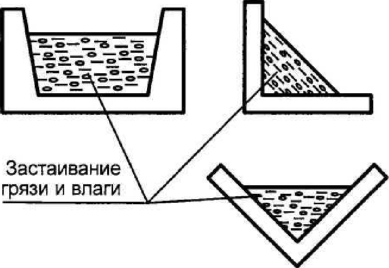
Хороший вариант
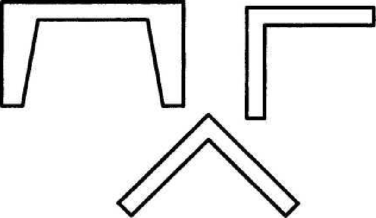
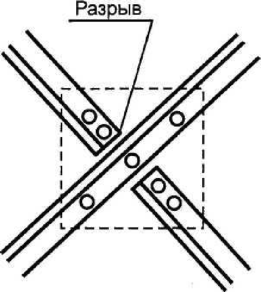
Рисунок Д.1 Исключение образования мест скопления влаги и грязи
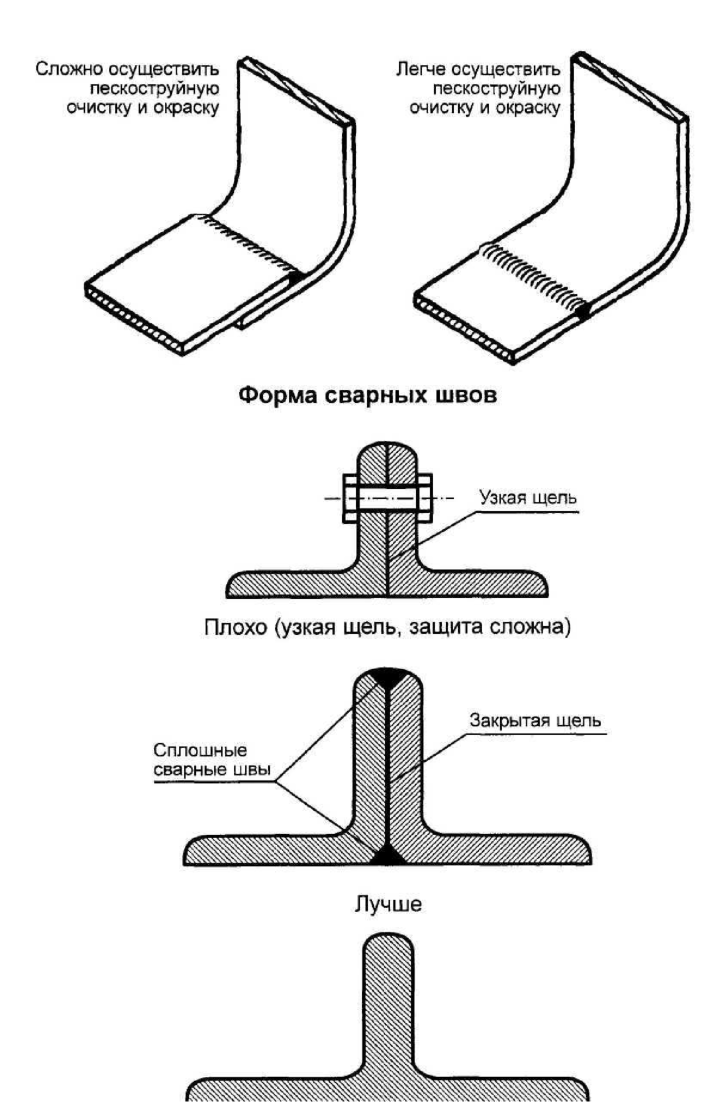
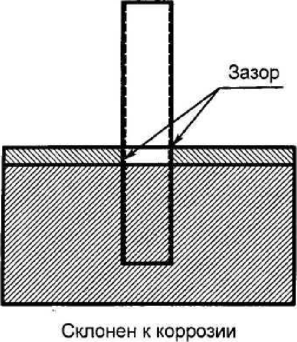
Защитную систему красок наносят на стальной компонент так, чтобы защитный слой проникал в бетон на глубину приблизительно 5 см
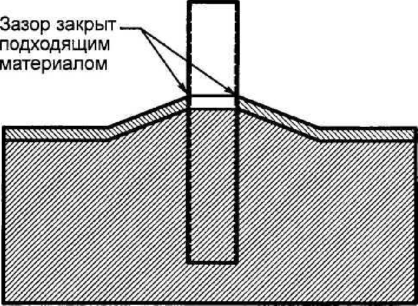
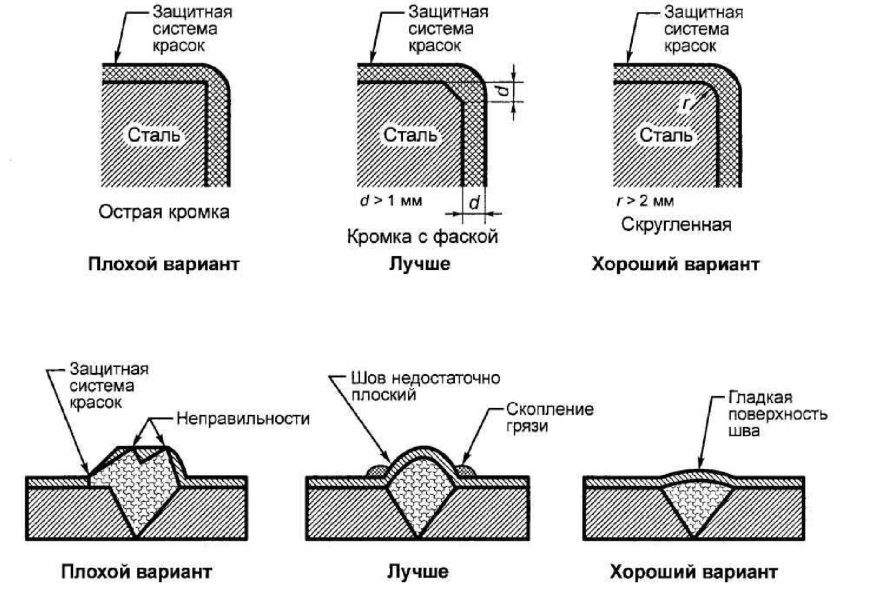
Лучше
Рисунок Д.3
Верхний ряд: составная конструкция сталь/бетон
Средний ряд: Исключение острых кромок Нижний ряд: Исключение недостатков сварных швов
Технические требования к наружному покрытию резервуаров
|
Наименование показателей |
Норма | Метод испытания |
| Внешний вид покрытия |
Однородная поверхность без пропусков и видимых дефектов |
ИСО 12944-6 |
| Толщина покрытия | Согласно рекомендациям производителя ЛКМ |
ИСО 2808 Неразрушающий метод измерения |
|
Диэлектрическая сплошность покрытия, В/мкм | 6...8 | ASTM G 6 |
| Исходная адгезионная прочность: - методом Х-образного надреза, балл - методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл - методом отрыва, МПа, и характер отрыва «грибка» |
5А-4А 0-1 2,5-3,5 отсутствие адгезионного отрыва 3,5-5 не более 50% адгезионного отрыва более 5 характер отрыва любой | ASTM D 3359 ИСО 2409 ИСО 4624 |
| Эластичность покрытия, %, не менее | 3,5 |
ГОСТ 6806 ГОСТ 18299 |
|
Стойкость к истиранию на приборе Taber Abraser (абразивные колеса CS 17, груз 1000 г, количество циклов 1000), мг, не более | 160 | ASTM D 4060 |
|
Коэффициент соотношения емкостей покрытия при частотах 5 и 50 кГц, не менее | 0,8 | ГОСТ 9.409 |
| Тангенс угла диэлектрических потерь, не более | 0,2 |
ГОСТ 9.409 |
| Стойкость к термостарению: 60°С- 1000 ч: - внешний вид покрытия - адгезионная прочность: • методом Х-образного надреза, балл, не ниже • методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл, не более - снижение адгезионной прочности методом отрыва, не более, при исходных показателях: • 2,5-3,5 МПа • 3,5-5 Мпа • более 5 МПа - изменение эластичности покрытия, не более, при исходном показателе: 3,5-5% более 5% | Незначительное изменение блеска и цвета, отсутствие разрушений 3А 2 10% отсутствие адгезионного отрыва 30% не более 50% адгезионного отрыва 50% характер отрыва любой 10% 30% | ИСО 3248 ГОСТ 9.407 ИСО 4628-4 ИСО 4628-5 |
| Стойкость к комплексному воздействию климатических факторов: С3 - 20 циклов С4 - 30 циклов С5-М - 40 циклов - внешний вид покрытия | Незначительное изменение блеска и цвета отсутствие разрушений | Метод 8 ГОСТ 9.401 ГОСТ 9.407 ИСО 4628 (ч. 2-5) |
| - адгезионная прочность: • методом Х-образного надреза, балл, не ниже • методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл, не более - снижение адгезионной прочности методом отрыва, %, не более, при исходных показателях: • 2,5-3,5 МПа • 3,5-5 МПа • более 5 МПа - состояние металла под покрытием | 3А 2 10% отсутствие адгезионного отрыва 30% не более 50% адгезионного отрыва 50% характер отрыва не ограничен отсутствие коррозии |
|
| Испытание в камере влажности при 40°С в зависимости от категории коррозионной активности атмосферы (ИСО 12944): С3 -240 ч; С4 -480 ч; С5-М - 720 ч. - внешний вид покрытия - адгезионная прочность • методом Х-образного надреза, балл, не ниже • методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл, не более - снижение адгезионной прочности методом отрыва, %, не более, при исходных показателях: • 2,5-3,5 МПа • 3,5-5 МПа • более 5 МПа - состояние металла под покрытием | Незначительное изменение блеска и цвета отсутствие разрушений 3А 2 10% отсутствие адгезионного отрыва 30% не более 50% адгезионного отрыва 50% характер отрыва не ограничен отсутствие коррозии |
ИСО 6270 ГОСТ 9.407 ИСО 4628 (ч. 2-5) |
| Испытание в камере соляного тумана при 35±2°С: С3 - 240 часов С4 - 480 часов С5-М - 720 часов Распространение коррозии от линии надрезов, мм, не более | 1 | ГОСТ 9.401 |
| Стойкость к воздействию сильноагрессивной сырой нефти при 40°С в течение 120 часов: - внешний вид покрытия - адгезионная прочность: • методом Х-образного надреза, балл, не ниже • методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл, не более - снижение адгезионной прочности методом отрыва, %, не более, при исходных показателях: • 2,5-3,5 МПа • 3,5-5 МПа • более 5 МПа |
Незначительное изменение блеска и цвета, отсутствие разрушений 3А 2 10% отсутствие адгезионного отрыва 30% не более 50% адгезионного отрыва 50% характер отрыва любой | ИСО 2812-1 ГОСТ 9.407 ИСО 4628 (ч. 2-5) |
РД-05. 00-45.21.3 0-КТН-005-1 -05 Стр. 37 из 55
- состояние металла под покрытием_|_отсутствие коррозии_|_
* Методики испытаний по ГОСТ 9.401 и количество циклов определяются условиями договора на испытания._
Технические требования к внутреннему покрытию резервуаров
|
Внешний вид покрытия |
Однородная поверхность без пропусков и видимых дефектов | ИСО 12944-6 |
| Толщина покрытия, мкм | Согласно рекомендациям Производителя ЛКМ | ИСО 2808 Неразрушающий метод измерения |
| Диэлектрическая сплошность покрытия, В/мкм, не менее: - нормального типа - усиленного типа - особо усиленного типа |
7...8 5...6 4...5 | ASTM G6 |
| Эластичность покрытия, %, не менее | 3,5 | ГОСТ 6806 ГОСТ 18299 |
| Прочность при ударе (диаметр бойка 16 мм, груз массой 3 кг), Дж, не менее: - при 20°С - после термотеста (60°С - 1000 ч) | 4 3 | ИСО 6272 |
| Стойкость к истиранию на приборе Taber Abraser (абразивные колеса CS 17, груз 1000 г, количество циклов 1000), мг, не более | 160 | ASTM D 4060 |
| Исходная адгезионная прочность: - методом Х-образного надреза, балл - методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл - методом отрыва, МПа, и характер отрыва «грибка» |
5А-4А 0-1 2.5-3,5 отсутствие адгезионного отрыва 3.5-5 не более 50% адгезионного отрыва более 5 характер отрыва любой |
ASTMD3359 ИСО 2409 ИСО 4624 |
| Коэффициент соотношения емкостей покрытия при частотах 5 и 50 кГц, не менее | 0,8 | ГОСТ 9.409 |
| Тангенс угла диэлектрических потерь, не более | 0,2 |
ГОСТ 9.409 |
|
Водопоглощение покрытия, %, не более: - при 20°С - при 60°С | 3 6 | ГОСТ 21513 |
| Стойкость к термостарению при 60°С в течение 1000 ч: - внешний вид покрытия - адгезионная прочность: • методом Х-образного надреза, балл, не ниже • методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл, не более • методом отрыва (для покрытий общей толщиной не менее 250 мкм), МПа - изменение эластичности покрытия, %, не более, при исходном показателе: • 3,5-5% | допускается изменение цвета и потеря блеска 3А 2 2.5-3,5 отсутствие адгезионного отрыва 3.5-5 не более 50% адгезионного отрыва более 5 характер отрыва любой 10 |
ИСО 3248 |
| • более 5% | 30 |
|
| Стойкость к воздействию 3 % раствора NaCl при20°С, 40°С и 60°С в течение 1000 ч: | ||
| - внешний вид покрытия |
допускается изменение цвета и потеря блеска | ИСО 2812-1 |
| - адгезионная прочность: | ||
| • методом Х-образного надреза, балл, не ниже | 3А |
|
| • методом решетчатых надрезов, балл, не более | 2 | |
| - снижение адгезионной прочности методом |
||
| отрыва, %, не более, при исходных показателях: | ||
| • 2,5-3,5 МПа |
10% при отсутствии адгезионного отрыва | |
| • 3,5-5 Мпа |
30% не более 50% адгезионного отрыва |
|
| • более 5 МПа |
50% характер отрыва любой | |
| - коэффициент соотношения емкостей при различных частотах, не менее | 0,7 | |
| - тангенс угла диэлектрических потерь, не более | 0,2 | |
| - изменение эластичности покрытия, %, не более, при исходном показателе: |
||
| • 3,5-5% |
10 | |
| • более 5% | 30 | |
| - состояние металла под покрытием |
отсутствие коррозии | |
| Стойкость к воздействию сильноагрессивной сырой нефти при 60°С в течение 1000 ч: | ||
|
- внешний вид покрытия |
допускается изменение цвета и потеря блеска | ИСО 2812-1 |
| - адгезионная прочность: | ||
| • методом Х-образного надреза, балл, не ниже | 3А |
|
| • методом решетчатых надрезов (для покрытий общей толщиной до 250 мкм), балл, не | 2 |
|
| более | ||
| - снижение адгезионной прочности методом отрыва, %, не более, при исходных | ||
|
показателях: | ||
| - 2,5-3,5 МПа | 10% при отсутствии адгезионного отрыва |
|
| - 3,5-5 МПа |
30%при адгезионном отрыве не более50% от | |
| площади «грибка» | ||
| - более 5 МПа |
50% характер отрыва не ограничен | |
| - коэффициент соотношения емкостей при различных частотах, не менее | 0 7 |
|
| - тангенс угла диэлектрических потерь, не более |
0,2 | |
| - изменение эластичности покрытия, %, не более,при исходном показателе: | ||
| - 3,5-5% | 10 |
|
| - более 5% |
30 | |
| - состояние металла под покрытием |
отсутствие коррозии |
Приложение И (обязательное) Перечень ЛКМ и систем покрытий, разрешенных к применению Покрытия для защиты наружной поверхности резервуаров
|
Фирма | Страна |
Система покрытия | Тип материала | Аттестация в ОАО ВНИСТ |
|
DSP210 | Цинксиликат |
|
AMERON | Нидерланды |
Amerlock 2 Amercoat 450S |
Эпоксидный Полиуретан |
+ |
| DSP 210 Amerlock 2 |
Цинксиликат Эпоксидный |
+ | ||
| Amerlock 400 С + Amercoat 450 S | Эпоксидный Полиуретан | + | ||
| EWOOD |
В еликобритания | COPON POLYCOTE PRIMER COPON POLYCOTE MIO COPON POLYCOTE FINISH |
Полиуретан Полиуретан Полиуретан | + |
| HEMPEL | Дания |
Hempadur Zn 17360 Hempadur Mastic 45880 Hempathane Topcoat 55210 | Эпоксидный Эпоксидный Полиуретан | + |
| International Protective Coatings |
В еликобритания | Interzinc 52 Interguard 475 HS Interthane 990 |
Эпоксидный Эпоксидный Полиуретан | + |
| Interseal 670 HS Interthane 990 |
Эпоксидный Полиуретан |
+ | ||
| JOTUN | В еликобритания | Primastik UN Primastik OFF White Hardtop AS White |
Эпоксидный Эпоксидный Полиуретан | + |
| Barrier 77 Primastic White Hardtop AS White |
Эпоксидный Эпоксидный Полиуретан | + | ||
| PERMATEX | Г ермания | Permacor 2004 Permacor 2330 |
Эпоксидный Акрил-полиуретан |
+ |
| Permacor 1307/EG Permacor 1307 | Поливинил-хлоридакрил | + | ||
| Sigma COATINGS | Нидерланды | SigmaCover 256 SigmaCover 456 Sigmadur 520 | Эпоксидный Эпоксидный Полиуретан |
+ |
| STAHLGRUBER OTTO GRUBER GmbH & Co. | Г ермания |
COROPUR ZINK M COROPUR COVER RAL 9010 |
Полиуретан Полиуретан |
+ |
| STEEL PAINT | Г ермания | Stelpant-PU-ZinK Stelpant-PU-Mica HS Stelpant-PU-Mica, UV | Полиуретан Полиуретан Полиуретан |
+ |
| STEELPAINT | Г ермания | Stelpant-tank 1 Stelpant-pu-TIECOAT Stelpant-2-k-pu-cOVER UV |
Полиуретан Полиуретан Полиуретан | + |
| Stelpant-TANK 1 Stelpant-top |
Полиуретан Полиуретан |
+ | ||
| Tambur |
Израиль | EPITAMARJN ELEGANT AG-9 PU ТАМ ELEGANT | Эпоксидный Полиуретан | + |
| TEKNOS | Финляндия |
K-46: ИНЕРТА МАСТИК ТЕКНОПЛАСТ ПРАЙМЕР 7 ТЕКНОДУР 50 |
Эпоксидный Эпоксдный Полиуретан | + |
| TIKKURILA | Финляндия |
Temacoat HS Primer Temathane 50 |
Эпоксидный Полиуретан |
+ |
|
ОАО «Алтайхимпром» | Россия | ВГ-33 K0-8104 |
Эпоксидно-кремнийорганический |
+ |
| ЗАО НПП ВМП г. Екатеринбург | Россия |
ЦИНОТАН ПОЛИТОН-УР ПОЛИТОН-УР (УФ) |
Полиуретан Полиуретан Алкил-полиуретан | + |
| ООО «ГАММА» | Россия | Г АММА УР-11: Г рунт «Эпипрайм» эмаль «Г амма УР-11» |
Эпоксидный Полиуретан |
+ |
| ООО «Разноцвет-Антикор» | Россия | УР-0432 «УРЕТАН-АНТИКОР» УР-1513 «УРЕТАН-АНТИКОР» АК-1511 «Разноцвет» |
Полиуретан Полиуретан Акрил-уретан | + |
| ООО «Экор-Нева» |
Россия | Виникор-Цинк ЭП-057 Виникор-62 «А» | Эпоксидный Винил-эпоксидный | + |
| Виникор-061 Виникор-62 «А» |
Винил-эпоксидный | + |
Покрытия для защиты внутренней поверхности резервуаров
| Фирма |
Страна | Система покрытия | Тип материала |
Аттестация в ОАО ВНИСТ |
| AMER0N |
Нидерланды | Amercoat 2209 |
Эпоксидный | + |
| Amercoat 235 | Эпоксидный |
+ | ||
| Amercoat 71 Amercoat 78 НВ В | Эпоксидный Эпоксидно-каменно-угольный |
+ | ||
| EW00D | В еликобритания | KSIR 88 | Эпоксидный | + |
| COPON MATLINE 600/162A |
Эпоксидный | + | ||
| IC1 DEVOE COATINGS | Канада |
EL-Rust236 | Эпоксидный |
+ |
| International Protective Coatings | В еликобритания | Interline 850 |
Эпоксидный | + |
| Interline 982 Interline 984 с рубленым стекловолокном Interline 984 |
Эпоксидный Эпоксидный Эпоксидный | + | ||
| INTERSED | Франция |
EUROKOTE 481 Primer EUROKOTE 481 FB Manuel |
Эпоксидный Эпоксидный |
+ |
| JOTUN | Норвегия | CHEMTECH 340 | Эпоксидный | + |
| Tankguard НВ |
Эпоксидный | + | ||
| Tankguard Storage |
Эпоксидно-фенольный | + |
||
| Tankguard CV |
Эпоксидный | + | ||
| HEMPEL | Дания |
Hempadur 87540 | Эпоксидный | + |
| Hempadur 85671 | Эпоксидно-фенольный |
+ | ||
| Hempadur LTC 15030 |
Эпоксидно-каменноугольный |
+ | ||
| PERMATEX | Г ермания | Permacor 2807/HS-A | Эпоксидный | + |
| Permacor 128/A |
Эпоксидный | + | ||
| SIGMA COATINGS | Бельгия |
SigmaCover 300 |
Эпоксидно-каменноугольный |
+ |
| STAHLGRUBER OTTO GRUBER GmbH & Co. | Г ермания |
COROPURZINKM + COROPURT AR21 |
Полиуретан Полиуретан |
+ |
| STEELPAINT | Г ермания | Stelpant-PU-Zink + STELPANT-PU-Combi-NATION 100 | Полиуретан Полиуретан | + |
| Stelpant-tank 1 + Stelpant-tank 2 |
Полиуретан Полиуретан |
+ | ||
| Techno Service International Ltd. (производитель KAWAKAMI PAINT VFG. CO., LTD., Япония) | Мальта | ETON EP-QD |
Эпоксидный | + |
| TEKNOS | Финляндия |
K-17: Inerta Primer Inerta 51 Inerta 50 |
Эпоксидный Эпоксидный Эпоксидный | + |
| TIKKURILA | Финляндия |
Tematar TFA |
Эпоксидно-каменноугольный |
+ |
| ОАО «Алтайхим-пром» | Россия |
ВГ-33 | Эпоксидный |
+ |
| ЗАО НПП ВМП, г. Екатеринбург, Россия | Россия | ЦИНОТАН ФЕРРОТАН |
Полиуретан Полиуретан | + |
| Полимер-1, Пермь, Россия | Россия | ПОЛУРЕН 01 ПОЛУРЕН 02 Zn ПОЛУРЕН 601 ПОЛИРЕН 602 |
Полиуретан Полиуретан Полиуретан Полиуретан |
+ |
| ООО «Разноцвет-Антикор», Россия |
Россия | УР-0432 «УРЕТАН-АНТИКОР» ЭП-5374 «РАЗНОЦВЕТ-АНТИКОР» |
Полиуретан Эпоксидный |
+ |
Приложение К (справочное)
Типовая технологическая схема процесса антикоррозионой защиты наружной поверхности резервуаров
Антикоррозионная защита резервуаров лакокрасочными покрытиями производится в следующей последовательности:
- подготовка резервуара к проведению работ по антикоррозионной защите;
- подготовка металлической поверхности резервуара перед окраской;
- окраска наружной поверхности резервуара, включая конструкции и трубопроводы в пределах каре;
- отверждение покрытия;
- контроль качества покрытия;
- устранение дефектов покрытия.
Каждая операция технологического контроля подлежит контролю. Антикоррозионная защита трубопроводов и оборудования в пределах каре осуществляется по той же технологии, что и наружная поверхность резервуара.
1 Подготовка резервуара к проведению работ по антикоррозионной защите наружной поверхности
1. 1 Резервуар должен быть приведен в соответствие требованиям конструкторской документации и специальным требованиям к конструкции изделий, подлежащих окраске.
1.2 Визуальный контроль состояния наружной поверхности резервуара.
1.3 Составление акта на соответствие требованиям к конструкции или отражение этих сведений в акте на проведение скрытых работ.
2 Подготовка металлической поверхности резервуара перед окраской
2.1 Очистка металлической поверхности вновь вводимых и реконструированных резервуаров.
2.1.1 Очистка наружной поверхности резервуаров, с учетом конструкций и трубопроводов в пределах каре, включает следующие операции:
- обезжиривание участков с любой степенью зажиренности по ГОСТ 9.402;
- абразивная обработка;
- удаление абразива отсосом;
- обдув воздухом для удаления пыли.
2.2 Очистка металлической поверхности резервуара без вывода его из эксплуатации.
2.2.1 С начала проведения работ по защите резервуара без вывода его из эксплуатации и до окончания окрасочных работ запрещаются работы по приему и откачке нефти из резервуара.
2.2.2 Заполнение резервуара должно быть максимально возможным с целью предотвращения образования паро-воздушной смеси и снижения риска возникновения пожара.
2.2.3 Очистка наружной поверхности действующих резервуаров с учетом конструкций и трубопроводов в пределах каре включает следующие операции:
- гидроабразивная обработка;
- промывка водой для удаления абразива;
- обдув горячим воздухом для удаления влаги и осушки поверхности.
2.3 Контроль окружающей среды при подготовке поверхности:
- Прибор контроля окружающей среды: измерители влажности, температуры воздуха.
- Показатели контроля отражают в акте на скрытые очистные работы, характеризующие качество подготовки поверхности под покрытие.
2.4 Контроль качества подготовки поверхности
- степень очистки от окислов (ИСО 8501-1);
- шероховатость поверхности (ИСО 8503);
- степень обеспыливания (ИСО 8502-3);
- содержание хлоридов (ИСО 8502-2).
Показатели контроля отражают в акте на скрытые очистные работы, характеризующие качество подготовки поверхности под покрытие.
3 Окраска наружной поверхности резервуара, включая конструкции и трубопроводы в пределах каре
3. 1 Подготовка ЛКМ
- входной контроль готовой к применению краски и отдельных компонентов двухкомпонентных ЛКМ на соответствие требованиям технической документации на ЛКМ;
- приготовление необходимого количества двухкомпонентных ЛКМ смешением основы и отвердителя в требуемом соотношении с учетом времени жизнеспособности и температуры.
3.2 Нанесение ЛКМ
- Выбор способа нанесения и оборудования для нанесения ЛКМ осуществляется на основании рекомендаций производителя краски. При проведении окрасочных работ следует строго соблюдать требования к условиям окружающей среды, температурным режимам металлической поверхности и ЛКМ.
- Каждый последующий слой наносят после отверждения предыдущего.
- В РВСПК верхняя часть плавающей крыши и верхний пояс резервуара окрашивают по схеме наружного покрытия.
3.3 Контроль при проведении окрасочных работ:
- Приборы контроля окружающей среды (измеритель влажности, температуры воздуха).
- Контроль температуры металлической поверхности и температуры ЛКМ.
- Показатели контроля заносят в журнал производства работ по нанесению антикоррозионных покрытий и отражают в акте на приемку покрытия.
3.4 Контроль в процессе нанесения краски
- сплошность каждого слоя покрытия;
- толщина мокрого слоя;
- режимы отверждения;
- толщина сухого слоя;
- количество слоев покрытия.
Показатели контроля заносят в журнал производства работ по нанесению антикоррозионных покрытий и отражают в акте на приемку покрытия.
4 Отверждение покрытия
- Отверждение каждого слоя и покрытия в целом производится при температуре окружающего воздуха. Время отверждения каждого слоя определяется технической документацией на применяемый ЛКМ и зависит от условий окружающей среды.
- Каждый последующий слой наносят после отверждения предыдущего в соответствии с НТД на применяемый материал. Интервал перед нанесением каждого следующего слоя не должен превышать времени, указанного в технической документации на ЛКМ.
5 Контроль качества покрытия
- внешний вид (визуально);
- толщина сухой пленки каждого слоя и покрытия в целом магнитным толщиномером (ИСО 2808);
- сплошность покрытия (искровой дефектоскоп или низковольтный дефектоскоп типа - «мокрая губка»);
- адгезия покрытия методом решетчатого надреза при суммарной толщине слоя до 250мкм (ИСО 2409), методом Х-образного надреза (ASTM D 3359) или методом отрыва (ИСО 4624).
Примечание - Механическое повреждение покрытия после оценки адгезии восстанавливают: места повреждения зачищают шкуркой, обеспыливают, обезжиривают и закрашивают.
Показатели контроля заносят в журнал производства работ по нанесению антикоррозионных покрытий и отражают в акте на приемку покрытия.
6 Устранение дефектов покрытия
- При наличии дефектов общей площадью менее 15% от окрашиваемой поверхности устранение дефектов производится по технологии, соответствующей технологии получения основного покрытия, с зачисткой металлической поверхности в дефектной зоне механическим способом.
- Если общая площадь дефектов превышает 15%, покрытие удаляют и производят повторную окраску согласно настоящей инструкции, включая подготовку поверхности.
- Толщина покрытия в зоне ремонта должна соответствовать толщине основного покрытия.
Приложение Л (обязательное)
Системы покрытий для наружной антикоррозионной защиты резервуаров и оптимальная толщина
| Состояние резервуара | Условия эксплуатации | Прогнозируемый срок службы, годы |
Фирма-производитель | Система покрытия | Общее кол. слоев | Кол. слоев и толщина слоя, мкм | Толщина покрытия, мкм |
| Системы покрытий с цинкнаполненным грунтовочным слоем | |||||||
|
С3 | 15-20 | JOTUN, Великобритания | Barrier 77 Primastic White Hardtop AS White | 3 |
1x60 1x175 1x50 | 285 |
|
| AMERON, Нидерланды | DSP 210 Amerlock 2* | 3 | 1x40 2x100 | 240 | |||
|
AMERON, Нидерланды | DSP 210 Amerlock 2* Amercoat 450S | 3 | 1x40 1x150 1x50 | 240 | |||
| International Protective Coatings, Великобритания | Interzinc 52 Interguard 475 HS Interthane 990 |
3 | 1x40 1x150 1x50 | 240 | |||
|
HempadurZn 17360 | 1x40 |
||||||
| С4 | 15-20 | HEMPEL, Дания | Hempadur Mastic 45880 Hempathane Topcoat 55210 | 3 | 1x150 1x50 | 240 | |
| Stelpant-PU-ZINK | 1x80 | ||||||
|
С5-М | 10-15 | STEELPAINT, Г ермания | Stelpant-PU-Mica HS Stelpant-PU-Mica, UV | 3 | 1x80 1x80 | 240 | |
| STAHL-GRUBER OTTO GRUBER GmbH & Co., Германия | COROPUR ZINK M COROPUR COVER RAL 9010 | 3 | 60 2x90 | 240 | |||
| УР-0432 «УРЕТАН-АНТИКОР» | 1x80 | ||||||
|
OOO «Разноцвет-Антикор», Россия |
УР-1513 «УРЕТАН-АНТИКОР» | 3 | 1x80 | 240 | |||
| Вновь строящийся | AK-1511 «Разноцвет» | 1x80 | |||||
| Stelpant-TANK 1 Stelpant-top |
2 | 1x100 1x100 |
200 | ||||
|
STEELPAINT, Г ермания | Stelpant-tank 1 Stelpant-pu-TIECOAT Stelpant-2-k-pu-cOVER UV |
3 | 1x80 1x60 1x60 |
200 | |||
| С3 С4 | 15-20 10-15 | ЗАО НПП ВМП, Екатеринбург, Россия |
ЦИНОТАН ПОЛИТОН-УР ПОЛИТОН-УР (УФ) |
4 | 2x40-50 1x50-60 1x50-60 | 180-220 | |
| ООО «Г АММА», Россия | ГАММАУР-11: Грунт «Эпипрайм» эмаль «Г амма УР-11» | 4 |
1x50 3x50 | 200 | |||
| ООО «Экор-Нева», Россия |
Виникор-Цинк ЭП-057 Виникор-62 «А» |
4 | 1x40-50 3x45-55 |
175-215 | |||
| С3 С4 С5-М | 15-20 15-20 10-15 | JOTUN, Великобритания |
Primastik UN Primastik OFF White Hardtop AS White |
3 | 1x125 1x125 1x50 | 300 | |
| 15-20 | International Protective Coatings, Великобритания | Interseal 670 HS Interthane 990 | 3 | 2x100 1x50 | 250 | ||
|
Sigma COATINGS, Нидерланды | SigmaCover 256 SigmaCover 456 Sigmadur 520 | 3 |
1x100 1x90 1x50 | 240 | |||
| PERMATEX, Г ермания | Permacor 2004 Permacor 2330 | 2 | 1x180 1x60 | 240 | |||
| С4 | 10-15 |
TEKNOS, Финляндия | K-46: ИНЕРТА МАСТИК | 3 |
1x100 | 240 |
| ТЕКНОПЛАСТ ПРАЙМЕР 7 ТЕКНОДУР 50 | 1x100 1x40 | ||||||
| AMERON, Нидерланды | Amerlock 400 С Amercoat 450 S | 2 | 1x150 1x50 |
200 | |||
| COPON POLYCOTE PRIMER |
1x50-60 | ||||||
| E WOOD, Великобритания |
COPON POLYCOTE MIO COPON POLYCOTE FINISH |
3 | 1x70-80 1x50-60 |
170-200 | |||
| Вновь строящийся или находящийся в эксплуатации | С3 | 15-20 |
PERMATEX, Г ермания | Permacor 1307/EG Permacor 1307 | 2 | 1x80 1x80 | 160 |
|
Tambur, Израиль | EPITAMARIN ELGANT AG-9 PU ТАМ ELEGANT | 2 | 1x150 1x50 | 200 | |||
| TIKKURILA, Финляндия |
Temacoat HS Primer Temathane 50 | 2 | 1x150 1x50 | 200 |
|||
| ОАО «Алтайхимпром», Россия | ВГ-33 KO-8104 | 4 | 1x30-40 1x40-60 2x40-60 | 150-220 | |||
| ООО «Экор-Нева», Россия | Виникор-061 Виникор-62 «А» | 4 |
1x35-45 3x45-55 | 170-210 | |||
| * Amerlock 2 может быть заменен на Amercoat 240. | |||||||
Системы покрытий по типам для внутренней поверхности резервуаров и оптимальная толщина покрытия
|
Фирма-производитель | Система покрытия | Общее кол. слоев | Кол. слоев и толщина одного слоя, мкм | Суммарная толщина покрытия, мкм |
|
Системы покрытий нормального типа на основе эпоксидных ЛКМ | ||||
|
AMERON, Нидерланды | Amercoat 235* | 2 | 2x150 |
300 |
| Е WOOD, Великобритания | KSIR88 |
2 | 2x125 | 250 |
| HEMPEL, Данил |
Hempadur 85671 | 2 | 2x150 | 300 |
| HempadurLTC 15030 | 2 | 2x150 |
300 | |
| ICI DEVOE COATINGS, Канада | EL-Rust 236 | 2 | 2x150 | 300 |
| JOTUN, Великобритания |
Tankguard CV | 3 | 3x100 | 300 |
| Tankguard НВ | 3 | 3x100 |
300 | |
| Tankguard Storage |
2 | 2x125 | 250 |
|
| SIGMA COATINGS, Бельгия | SigmaCover 300 |
3 | 3x100 | 300 |
| TEKNOS, Финляндия |
K-17: Inerta Primer Inerta 51 Inerta 50 | 3 | 1x125 1x125 1x50 |
300 |
| TIKKURILA, Финляндия | Tematar TFA | 2 |
2x150 | 300 |
| ОАО «Алтайхимпром», Россия | ВГ-33 | 2-3 | 1x40-50 1x40-60 1x40-60 | 80-110 (верхний пояс, крыша, боковая поверхность) 150-170 (днище и первый пояс) |
| International Protective Coatings, Великобритания |
Interline 850 | 2 | 1x125 | 250 |
| Системы покрытий | нормального типа на основе однокомпонентных полиуретановых ЛКМ | |||
|
STEELPAINT, Г ермания | Stelpant-PU-Zink STELPANT -PU-COMBINATION 100 | 4 |
2x80 2x150 | 460 |
| Stelpant-tank 1 Stelpant-tank 2 |
4 | 2x80 2x150 | 460 | |
| STAHLGRUBER ОТТО GRUBER GmbH & Co., Германия | COROPUR ZINK M COROPUR TAR 21 | 3 | 1x60 2x200 | 460 |
| ЗАО НПП ВМП, г. Екатеринбург, Россия |
ЦИНОТАН ФЕРРОТАН | 4 |
2x40-60 2x100 | 280-320 |
| Полимер-1, Пермь, Россия |
ПОЛУРЕН 01 ПОЛУРЕН 02 Zn ПОЛУРЕН 601 ПОЛУРЕН 602 | 6 | 0 0 0 0 |
390 |
| ООО «Разноцвет-Антикор», Россия |
УР-0432 «УРЕТАН-АНТИКОР» ЭП-5374 «РАЗНОЦВЕТ-АНТИКОР» | 3 |
1x80 2x60 | 200 |
| Системы покрытий усиленного типа на основе эпоксидных ЛКМ | ||||
| AMERON, Нидерланды |
Amercoat 71 Amercoat 78 НВ В | 1 1 | 50 350 | 400 |
| HEMPEL, Дания | Hempadur 87540 | 1 | 300 | 300 |
| PERMATEX, Г ермания | Permacor 2807/HS-A | 1 |
500 | 500 |
|
Permacor 128/A | 1 | 400 | 400 | |
| Techno Service International Ltd., Мальта (производитель KAWAKAM1 PAINT VFG. CO., LTD., Япония) | ETON EP-QD |
1 | 300-330 | 300-330 |
|
Фирма-производитель | Система покрытия | Количество слоев | Суммарная толщина покрытия, мкм |
| Системы покрытий особо усиленного типа на основе эпоксидных ЛКМ, армированные стекловолокном | |||
|
Amercoat 2209: | |||
| Грунт Amercoat 71 | 1 |
||
| AMERON, Нидерланды |
2 | 2500 | |
| Amercoat 2209 с прокладкой стекломатов 300 г/м | |||
| Amercoat 2209 со стеклопрокладкой | 1 |
||
| Amercoat 2209 | 1 | ||
| COPON MATLINE 600/162А: |
|||
| COPON ЕА9 Primer | 1 | ||
|
Е WOOD, Великобритания | COPON HYCOTE 670G с прокладкой стекломатов 300 г/м3 | 2 | 2100 |
| COPON HYCOTE 670G со стеклопрокладкой | 1 |
||
| COPON HYCOTE 162 |
1 | ||
|
Eurokote481 Primer | 1 | 3000 | |
| INTERSED, Франция |
3 | ||
|
Eurokote 481 FB Manuel | J |
||
| CHEMTECH 340: |
|||
| Chemtech Epoxy Primer | 1 | ||
|
JOTUN, Норвегия | Chemtech 340 с прокладкой стекломатов 300 г/м2 |
2 | 2500-3000 |
| Chemtech 340 со стеклопрокладкой | 1 | ||
|
Chemtech 340 | 1 | ||
| Системы покрытий особо усиленного типа на основе эпоксидных ЛКМ, армированные рубленым стекловолокном | |||
| Interline 982 |
1 | ||
| International |
|||
| Protective Coatings, | Interline 984 с рубленым стекловолокном | 1 |
1600 |
| Великобритания | i | ||
| Interline 984 | |||
*Рекомендуется для окраски двух верхних поясов и верхней части понтона.
Приложение Н (справочное)
Типовые технологические схемы антикоррозионной защиты внутренней поверхности резервуаров
1 Типовая технологическая схема № 1 с использованием покрытий нормального и усиленного типа
1.1 Подготовка внутренней поверхности резервуара к проведению работ по антикоррозионной защите
Для резервуаров, бывших в эксплуатации, производятся следующие подготовительные работы :
- опорожнение,
- очистка резервуара от остатков нефти и парафиновых отложений,
- диагностика,
- текущий или капитальный ремонт (при необходимости) металлоконструкций и внутренней обвязки резервуара в зависимости от результатов диагностики.
На поверхности днища не допускаются следы питинговой коррозии.
Дальнейшие работы производятся для всех типов резервуаров.
Стр. 48 из 55 требованиям к
Приведение внутренней поверхности резервуара в соответствие требованиям конструкторской документации и специальным конструкции изделий, подлежащих окраске.
- Контроль соответствия производится визуально.
- Результаты отражают в акте о готовности резервуара к проведению работ по антикоррозионной защите.
1.2 Подготовка металлической поверхности резервуара перед окраской
Очистка металлической поверхности :
- обезжиривание участков с любой степенью зажиренности по ГОСТ 9.402;
- абразивная очистка от окислов;
- удаление абразива отсосом;
- обеспыливание.
Контроль окружающей среды при проведении работ :
- Приборы контроля окружающей среды: измеритель влажности, температуры воздуха.
- Показатели контроля отражают в акте на скрытые очистные работы, характеризующие качество подготовки поверхности под покрытие.
Контроль качества подготовки поверхности:
- степень очистки от окислов (ИСО 8501-1);
- шероховатость поверхности (ИСО 8503);
- степень обеспыливания (ИСО 8502-3);
- содержание хлоридов (ИСО 8502-2).
1.3 Окраска внутренней поверхности резервуара, включая элементы конструкций и трубопроводы внутри резервуара
Подготовка ЛКМ:
- входной контроль отдельных компонентов двухкомпонентных эпоксидных ЛКМ и состава после смешения на соответствие требованиям технической документации на ЛКМ;
- однокомпонентные полиуретановые ЛКМ поставляются в готовом к употреблению состоянии. Перед нанесением краска тщательно перемешивается до достижения однородности материала (вручную или с помощью механической мешалки).
- нагрев компонентов краски (при необходимости);
- приготовление необходимого количества двухкомпонентных ЛКМ смешением основы и отвердителя в требуемом соотношении с учетом времени жизнеспособности и температуры.
Нанесение ЛКМ:
- Выбор способа нанесения и оборудования для нанесения ЛКМ осуществляется на основании рекомендаций производителя краски. При проведении окрасочных работ следует строго соблюдать требования к условиям окружающей среды, температурным режимам металлической поверхности и ЛКМ.
- Каждый последующий слой наносят после отверждения предыдущего.
- На РВСП и РВСПК средние пояса в зоне движения понтона и плавающей крыши не окрашивают.
Контроль среды при проведении окрасочных работ:
- Прибор контроля окружающей среды (измеритель влажности, температуры воздуха).
- Контроль температуры поверхности и ЛКМ.
- Показатели контроля заносят в журнал производства работ по нанесению антикоррозионных покрытий и отражают в акте на приемку покрытия. Контроль в процессе нанесения краски:
- сплошность каждого слоя покрытия;
- толщина мокрого слоя;
- режимы отверждения;
- толщина сухого слоя;
- количество слоев покрытия.
Показатели контроля заносят в журнал производства работ по нанесению антикоррозионных покрытий и отражают в акте на приемку покрытия.
- Отверждение каждого слоя покрытия и покрытия в целом производится согласно режимам, указанным в технической документации на применяемый ЛКМ, и зависит от условий окружающей среды.
- При превышении максимального времени межслойной сушки покрытие зачищают шкуркой для придания шероховатости поверхности.
1.5 Контроль качества внутреннего покрытия
- внешний вид (визуально);
- толщина сухой пленки каждого слоя и покрытия в целом магнитным толщиномером (ИСО 2808);
- сплошность покрытия (ИСО 2746);
- адгезия покрытия методом решетчатого надреза при суммарной толщине слоя до 250мкм (ИСО 2409), методом Х-образного надреза (ASTM D 3359) или методом отрыва (ИСО 4624).
Примечание - Механическое повреждение покрытия после оценки адгезии восстанавливают: места повреждения зачищают шкуркой, обеспыливают, обезжиривают и закрашивают.
Показатели контроля заносят в журнал производства работ по нанесению антикоррозионных покрытий и отражают в акте на приемку покрытия.
1.6 Устранение дефектов покрытия
- При наличии дефектов общей площадью менее 15% от окрашиваемой поверхности устранение дефектов производится по технологии, соответствующей технологии получения основного покрытия, с зачисткой металлической поверхности в дефектной зоне механическим способом.
- Если общая площадь дефектов превышает 15%, покрытие удаляют и производят повторную окраску согласно настоящей инструкции, включая подготовку поверхности.
- Толщина покрытия в зоне ремонта должна соответствовать толщине основного покрытия.
1.7 Выдержка покрытия до эксплуатации резервуара.
- Время выдержки резервуара с покрытием до его эксплуатации определяется нормативной документацией на систему покрытия и зависит от температуры окружающей среды.
2 Типовая технологическая схема № 2 внутренней изоляции днища и первого пояса резервуара покрытиями особо усиленного типа на основе эпоксидных материалов, армированных стекломатами и рубленым стекловолокном
Покрытие, усиленное стекломатами и рубленым стекловолокном, наносят на днище, первый пояс резервуара на высоту +100 мм, опорные стойки на высоту 1 м и трубопроводы и металлоконструкции, расположенные в зоне первого пояса.
Покрытие, усиленно рубленым стекловолокном, наносят также на крышу и верхний пояс резервуара +100 мм.
2.1 Подготовка внутренней поверхности резервуара к окраске
Для резервуаров, бывших в эксплуатации, производятся следующие подготовительные работы :
- опорожнение,
- очистка резервуара от остатков нефти и парафиновых отложений,
- диагностика,
- текущий или капитальный ремонт (при необходимости) металлоконструкций и внутренней обвязки резервуара в зависимости от результатов диагностики.
Дальнейшие работы производятся для всех типов резервуаров.
Приведение внутренней поверхности резервуара в соответствие требованиям конструкторской документации и специальным требованиям к конструкции изделий, подлежащих окраске.
- Контроль соответствия производится визуально.
- Результаты отражают в акте о готовности резервуара к проведению работ по антикоррозионной защите
2.2 Подготовка металлической поверхности резервуара перед окраской
Очистка металлической поверхности :
- частичное обезжиривание (при необходимости);
- абразивная очистка от окислов;
- удаление абразива отсосом;
- обеспыливание.
Контроль при проведении работ :
- Приборы контроля окружающей среды: измеритель влажности, температуры воздуха.
- Показатели контроля отражают в акте на скрытые очистные работы, характеризующие качество подготовки поверхности под покрытие.
Контроль качества подготовки поверхности:
- степень очистки от окислов (ИСО 8501-1);
- шероховатость поверхности (ИСО 8503);
- степень обеспыливания (ИСО 8502-3);
- содержание хлоридов (ИСО 8502-2).
Качество подготовки поверхности перед нанесением ЛКМ отражают в акте на скрытые работы.
2.3 Технология выполнения покрытия, армированного стекломатами
Подготовка ЛКМ
- входной контроль отдельных компонентов двухкомпонентных ЛКМ и состава после смешения на соответствие требованиям технической документации на ЛКМ;
- приготовление необходимого количества двухкомпонентных ЛКМ смешением основы и отвердителя в требуемом соотношении с учетом времени жизнеспособности и температуры.
Нанесение ЛКМ с армированием стекломатами
- Нанесение грунтовочного слоя в случае, если интервал между подготовкой поверхности и нанесением краски может превысить допустимый интервал, определенный нормативной документацией на краску.
- Заделка неровностей - очагов питинговой коррозии (для резервуаров, бывших в эксплуатации), выравнивание соединений, сглаживание сварных швов при помощи шпатлевки и мест «стенка-днище» при помощи наполнителя. Нанесение ручное.
- Нанесение эпоксидной краски безвоздушным распылением или при помощи валика толщиной, определенной нормативной документацией на систему покрытия.
- Нанесение (приклеивание) слоя мата из рубленого стекловолокна 300 г/м2.
- Нанесение эпоксидной краски при помощи валика или безвоздушным распылением.
- Прикатывание поверхности «игольчатым» валиком для удаления остатков воздуха.
- Отверждение слоя покрытия в соответствии с режимами, определенными нормативной документацией на систему покрытия.
- Нанесение эпоксидной краски безвоздушным распылением или при помощи валика толщиной, определенной нормативной документацией на систему покрытия.
- Нанесение (приклеивание) слоя мата из рубленого стекловолокна 300 г/м2.
- Нанесение эпоксидной краски при помощи валика или безвоздушным распылением.
- Прикатывание поверхности «игольчатым» валиком для удаления остатков воздуха.
- Отверждение слоя покрытия в соответствии с режимами, определенными нормативной документацией на систему покрытия.
- Нанесение эпоксидной краски.
- Нанесение (приклеивание) стеклопрокладки 30 г/м .
- Нанесение эпоксидной краски безвоздушным распылением или при помощи валика.
Нанесение ЛКМ, армированных рубленым стекловолокном
- нанесение грунтовки;
- выравнивание поверхности, заделка трещин и отверстий;
- нанесение слоя эпоксидного материала с рубленым стекловолокном специальной установкой с тройным соплом (в процессе нанесения достигается эффективное соединение распыляемого эпоксидного материала с частицами стекловолокна);
- отверждение покрытия;
- шлифование поверхности для удаления выступающих частиц стекловолокна;
- нанесение покрывного слоя краски.
Контроль при проведении окрасочных работ:
- Прибор контроля окружающей среды (измеритель влажности, температуры воздуха).
- Контроль температуры поверхности и ЛКМ.
- Показатели контроля заносят в журнал производства работ по нанесению антикоррозионных покрытий и отражают в акте на приемку покрытия. Контроль в процессе нанесения краски
- сплошность каждого слоя покрытия;
- толщина мокрого слоя;
- режимы отверждения;
- толщина сухого слоя;
- количество слоев покрытия.
Показатели контроля заносят в журнал производства работ по нанесению антикоррозионных покрытий и отражают в акте на приемку покрытия.
- Отверждение каждого слоя покрытия и покрытия в целом производится согласно режимам, указанным в технической документации на применяемый ЛКМ, и зависит от условий окружающей среды.
- При превышении максимального времени межслойной сушки покрытие зачищают шкуркой для придания шероховатости поверхности.
2.5 Контроль качества внутреннего покрытия
- внешний вид (визуально);
- толщина сухой пленки каждого слоя и покрытия в целом магнитным толщиномером (ИСО 2808);
- сплошность покрытия (ИСО 2746);
- адгезия покрытия методом отрыва (ИСО 4624).
Примечание - Механическое повреждение покрытия после оценки адгезии восстанавливают: места повреждения зачищают шкуркой, обеспыливают, обезжиривают и закрашивают.
Показатели контроля заносят в журнал производства работ по нанесению антикоррозионных покрытий и отражают в акте на приемку покрытия.
2.6 Устранение дефектов покрытия
- При наличии дефектов общей площадью менее 15% от окрашиваемой поверхности устранение дефектов производится по технологии, соответствующей технологии получения основного покрытия, с зачисткой металлической поверхности в дефектной зоне механическим способом.
- Если общая площадь дефектов превышает 15%, покрытие удаляют и производят повторную окраску согласно настоящей инструкции, включая подготовку поверхности.
- Толщина покрытия в зоне ремонта должна соответствовать толщине основного покрытия.
- При нанесении покрытия, усиленного стекломатами, в результате некачественного выполнения операции прикатывания возможно образование воздушных пузырей. Устранение дефекта производят путем их вскрытия и заполнения пустот эпоксидным составом с рубленым стекловолокном.
- Основным дефектом покрытия, усиленного рубленым стекловолокном, является выступание над поверхностью покрывного слоя частиц стекловолокна. Этот дефект снижает барьерные свойства покрытия. Для его устранения следует произвести повторное шлифование поверхности, нанесение и отверждение покрывного слоя
2.7 Выдержка покрытия до эксплуатации резервуара.
- Время выдержки резервуара с покрытием до его эксплуатации определяется нормативной документацией на систему покрытия и зависит от температуры окружающей среды.
Приборы, инструменты и вспомогательные средства, необходимые для контроля при проведении антикоррозионных работ
| №№ п/п | Назначение прибора |
Техническая характеристика прибора | Допускаемая погрешность измерения | |||
| Приборы контроля окружающей среды (стадии подготовки металлической поверхности, нанесения и отверждения покрытия) | ||||||
| 1 |
Определение параметров окружающей среды, точки росы, температуры обрабатываемой поверхности |
Температура воздуха -20 до + 75 °С Температура поверхности -30 до +60 °С Влажность 0-100% | Темп. воздуха ± 0,3°С Темп. поверхн. ± 0,5°С Влажность 3% | |||
|
Приборы контроля качества подготовки поверхности (стадия подготовки поверхности перед окраской) | ||||||
| 2 | Определение профиля поверхности | Цифровой профилемер 0-1000 мкм Лента + компаратор 20-100 мкм Толщиномер 0-10 мм | 1 мкм 2 мкм |
|||
| 3 | Определение степени обеспыливания |
Липкая лента Прикатный ролик | В соответствии с ИСО 8502-3 |
|||
| 4 | Определение загрязнения солями | 0,1-20 мкг/см2 | ±1% |
|||
| Приборы входного контроля ЛКМ (стадия подготовки ЛКМ) |
||||||
| 5 | Определение условной вязкости |
Вискозиметр для определения времени истечения через сопло 0 4 мм Секундомер | 1-2 с | |||
|
6 | Определение прочности при ударе | Г 1 2 |
Шкала 500 мм 1000 мм | о Г±± | Шкала ± 1мм ± 1 мм | |
| Цена деления шкалы 100 мм | ± 1 мм | |||||
| 0 наковал. 30 мм | 0 наковал. 40 мм | - | - |
|||
| 0 отвер. 15 мм | 0 отвер. 27 | - | - | |||
| Г лубина погружения бойка 2 мм | - |
- | ||||
| 0 шарика 8 мм 0 шарика 20 мм | - |
- | ||||
| 7 |
Аппликатор для нанесения покрытий на образцы | длиной н/м 50 мм щелями 0,3-0,8 мм | ± 5 мкм | |||
| 8 |
Секундомер | |||||
| 0 рабочей части стержней 1 мм 3 мм | ||||||
| 9 | Определение прочности при изгибе на цилиндрическом стержне |
5 мм 10 мм 15 мм 20 мм 25 мм |
- | |
| 10 |
Лупа | с масштабированием 10х | - |
|
| См. также приборы п.п. 12-14,15-18 | ||||
| Приборы контроля (стадии нанесения ЛКМ) | ||||
| 11 | Измерение толщины мокрых пленок | Толщина измеряемого покрытия 0-50 мкм 0-250 мкм 0-500 мкм 0-1500 мкм | ±5% по всем диапазонам | |
| 12 |
Определение толщины отвержденного покрытия цифровым толщиномером |
Рабочая температура 0-50°С Минимальная толщина подложки 0,3 мм Диапазон измерения 0-1500 мкм 0-5 мм | ± 1 % или 1 мкм ± 1 % или 1 мкм | |
| 13 | Определение внешнего вида покрытия | Лупа с масштабированием |
10х | |
| Приборы контроля отвержденного покрытия |
||||
| 14 | Определение адгезии методом решетчатых надрезов для покрытий толщиной до 250 мкм |
Нож-адгезиметр | - |
|
| 15 | Определение адгезии методом Х-образного надреза для покрытий толщиной более 250 мкм |
Режущий инструмент | - | |
| 16 | Определение адгезии методом отрыва |
Механический адгезиметр с диапазоном измерения 0-15 МПа | ±0,01 МПа | |
| 17 |
Определение сплошности покрытия искровым дефектоскопом | Макс, напряжение 15 кВ диапазон измерений 0-4 мм Макс, напряжение 30 кВ диапазон измерений 010 мм | ±0,01кВ ±0,1 кВ |
|
| 18 | Определение сплошности наружных покрытий резервуаров, находящихся в эксплуатации, низковольтным электролитическим дефектоскопом | Контрольное напряжение постоянного тока 9; 67,5; 90 В. Максимальная толщина контролируемых покрытия 500 мкм | ±0,1 кВ | |
| См. также приборы п.п. 12-14 | ||||
Перечень рекомендуемого оборудования для проведения антикоррозионных работ
| №№ п/п |
Наименование оборудования |
Характеристики |
|
Компрессорное оборудование | ||
| 1 | Компрессорная установка | Производительность 8-10 м3/мин на одно рабочее место Давление на сопле 0,7-1 МПа |
| Производительность 8-10 м3/мин на одно рабочее |
||
| 2 | Компрессорная станция |
место Давление на сопле 0,7-1 МПа |
| Оборудование очистки поверхностей | ||
| 3 |
Специальное оборудование для механической обработки поверхности (скребки, шлиф-машинки и т.д.) |
Выполнены из безыскрового материала во взрывоискробезопасном исполнении или с подачей воды (типа ПШМК-100) |
| 4 | Агрегат пневмопескоструйной обработки |
Объем корпуса для абразива 100 л Рабочее давление 0,35-0,7 Мпа Расход сжат, воздуха н/м 3,5 м3/мин Производительность 5-27 м2/час |
| 5 |
Г идропескоструйный (водопескоструйный) агрегат | Привод любой Макс, давление на выходе 20 Мпа Рабочее давление 5-20 Мпа Произв. насоса 700-1300 л/час |
| Оборудование окрасочное | ||
| 6 | Аппараты безвоздушного распыления высоковязких красок с нагревателем краски |
Макс, рабочее давление 0,8-1 Мпа Соотношение давлений н/м 40:1 Производительность 10 л/мин Диаметр сопла 0,041 дюйма Температура нагрева краски 40-80°С |
| 7 |
Окрасочные аппараты безвоздушного распыления | Макс, рабочее давление 2 Мпа Высота подачи краски 30 м Производительность 3 л/мин Диаметр сопла 0,021 дюйма |
| 8 |
Пневматические распылители |
Макс. рабочее давление 0,2 Мпа Расход материала 0,1-0,2 л/мин Расход сжатого воздуха 0,04 м3/мин |
| 9 |
Наконечник для установки безвоздушного распыления с измельчителем стекловолокна для нанесения эпоксидного покрытия, усиленного рубленым стекловолокном | Типа Spray Gun With Shopper фирмы Spray Plant 2K Ltd., Lauds (Великобритания) |
| 10 | Кисти | Флейцевые плоские Ракля |
| 11 | Валики |
Материал полиэстер Длина 180-230 мм Диаметр 36-38 мм Длина ворса 7-11 мм |
| Оборудование по очистке и подготовке абразива | ||
|
12 | Пылесосы промышленные с циклонным уловителем и системой фильтров | Мин. производит. 1600 м3/мин. |
|
Грузоподъемные механизмы | ||
| 13 | Лебедка |
Q = 200 кг |
| 14 | Подъемник | Q = 2000 кг |
| 15 |
Подъемник мачтовый | Н = 15м |
|
Допустимая нагрузка 200 кгс/м2 |
||
| 16 | Вышка передвижная сборно-разборная или леса трубчатые |
Высота рабочего яруса 2 м Шаг стоек 1,5-2 м Кол. ярусов настила определяется высотой обрабатываемой поверхности |
| Прочее технологическое оборудование | ||
| 17 |
Теплопушки /электротепловентилятор |
Мощность не менее 9 кВт Максим. перепад температур 75°С Производит. по воздуху 750 м3/час |
| 18 |
Электрокалориферные установки |
Мощность 33 кВт Мин. расход воздуха 3000 м3/час Макс. температура воздуха 140°С |
| 19 |
Ресиверы | Давление 1 МПа, Объем 2-4 м3 |
| 20 | Воздухонагреватели дизельные передвижные | Тепловая мощность 10 кВт Производит. 8000 ккал/час Расход топлива 0,85 кг/час Емкость бака 11 л Мощность двигателя вентилятора 20 Вт |
| 21 | Осушитель |
Номинальный поток 5-8 м3/мин Макс. давление не менее 1 МПа |
|
22 | Охладитель воздуха |
Номинальный поток 5-8 м3/мин Макс. давление не менее 1 МПа |
| 23 | Сепаратор |
Номинальный поток 5-8 м3/мин Макс. давление не менее 1 МПа |
|
24 | Электромеханический инструмент | Взрыво -искробезопасное исполнение (инструмент типа шлифмашинки с подачей воды - ПШМК-100). |
| 25 |
Слесарный инструмент |
Выполнен из безыскрового материала |
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
Номер изм. | Основание для внесения изм. (номер и дата документа) | Номера листов (страниц) | Всего листов (страниц) в документе |
Дата внесения изм. | Дата ввода изм. в действие |
Подпись отв. за внесение изм. | ||
| измененных |
новых | аннулированных |
||||||
РД 08-95-95 Положение о системе технического диагностирования сварных вертикальных цилиндрических резервуаров для нефти и нефтепро... Стр. 1 из 15
РУКОВОДЯЩИЕ ДОКУМЕНТЫ ГОСГОРТЕХНАДЗОРА РОССИИ
ПОЛОЖЕНИЕ
О СИСТЕМЕ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ СВАРНЫХ ВЕРТИКАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ
РЕЗЕРВУАРОВ ДЛЯ НЕФТИ И НЕФТЕПРОДУКТОВ
РД 08-95-95
Дата введения 1995-09-01
РАЗРАБОТАНО АО "ВНИИмонтажспецстрой" и АОЗТ "КОНТАКТ" по заданию Госгортехнадзора России
РАЗРАБОТАНО И ВНЕСЕНО Управлением по надзору в нефтяной и газовой промышленности и Управлением по котлонадзору и надзору за подъемными сооружениями
Коллектив авторов:
Поповский Б.В., Майлер А.З., Ритчик Г. А., Катанов А. А., Антикайн П. А., Суслов А.Н., Хапонен Н.А., Головков В.Г.
УТВЕРЖДЕНО Госгортехнадзором России постановлением № 38 от 25 июля 1995 года
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. “Положение о системе технического диагностирования сварных вертикальных цилиндрических резервуаров для нефти и нефтепродуктов” разработано на основании Протокола заседания коллегии Госгортехнадзора России от 01.11.94 г. № 25 и Постановления Госгортехнадзора России от 04.05.95 г. № 23, а также в соответствии со СНиП ТТТ-18-75 (в части изготовления конструкций), СНиП 3.03.01-87 и “Правилами технической эксплуатации резервуаров и инструкциями по их ремонту“, М. “Недра”, 1988 г.
1.2. Положение распространяется на стальные сварные цилиндрические резервуары вместимостью от 100 до 50000 м , предназначенные для хранения нефти и нефтепродуктов.
Типы резервуаров:
- со стационарной крышей;
- со стационарной крышей и понтоном;
- с плавающей крышей.
1.3. Положение предусматривает порядок оценки технического состояния резервуаров по совокупности диагностируемых параметров с целью выработки рекомендаций об условиях их дальнейшей безопасной эксплуатации с вероятным остаточным ресурсом, сроках и уровнях последующих обследований, либо о необходимости проведения ремонта или исключения их из эксплуатации.
1.4. Система технического диагностирования включает в себя два уровня проведения работ:
- частичное техническое обследование резервуара с наружной стороны (без выведения его из эксплуатации);
- полное техническое обследование, требующее выведения резервуара из эксплуатации, его опорожнения, зачистки и дегазации.
Допускается проведение полного обследования на одном резервуаре-представителе выборочно из группы одинаковых резервуаров, работающих в пределах расчетного срока службы, но не более 20 лет, в одинаковых условиях (одинаковые конструкции, примененные материалы, технология сооружения, продолжительность и условия эксплуатации); на остальных резервуарах этой группы проводится обследование.
Возможно частичное обследование опорожненных резервуаров с внутренней стороны, если они снаружи покрыты изоляцией.
2. ТРЕБОВАНИЯ К ОРГАНИЗАЦИИ РАБОТ, ИСПОЛНИТЕЛЯМ, СРЕДСТВАМ И ОБЪЕКТУ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
2.1. Организация проведения работ по техническому диагностированию возлагается на владельца резервуаров.
Владелец резервуаров обязан представить всю необходимую техническую и технологическую документацию организации, выполняющей обследование.
2.2. Работы по техническому диагностированию выполняются организациями, для которых такой вид деятельности предусмотрен уставом, которые располагают необходимыми средствами технического диагностирования, нормативно-технической документацией на контроль и оценку конструкций, а также имеют обученных и аттестованных в установленном порядке специалистов.
2.3. Диагностирование и заключение о техническом состоянии и о возможности дальнейшей эксплуатации резервуаров, сооруженных не по типовым проектам или по импортным поставкам, а также резервуаров со сроками эксплуатации, превышающими 30 лет, и в других сложных случаях производятся специализированной организацией (Приложение 1).
2.4. Организации, выполняющие работы по техническому диагностированию резервуаров должны иметь разрешение (лицензию) на проведение таких работ, получаемое в органах Госгортехнадзора России в установленном порядке (Приложение 2).
2.5. Специалисты по техническому диагностированию резервуаров должны быть аттестованы по этому виду работ организацией, имеющей лицензию Госгортехнадзора России.
2.6. Специалисты по неразрушающему контролю могут выполнять при техническом диагностировании резервуаров только те виды работ, на которые они аттестованы в соответствии с “Правилами аттестации специалистов неразрушающего контроля”, утвержденными Госгортехнадзором России 18.08.92 г.
2.7. Аппаратура и средства, применяемые при техническом диагностировании резервуаров, должны позволять надежно выявлять недопустимые дефекты. Не допускается применение аппаратуры, подлежащей госпроверке и не прошедшей ее.
2.7.1. При измерении геометрических параметров конструкций должны использоваться стандартные или специальные методы и средства измерения, позволяющие получить точность не менее ± 0,1 мм.
2.7.2. Определение механических свойств металла и сварных соединений должно проводиться в полном соответствии с требованиями стандартов на эти виды испытаний оборудование и приборы должны пройти своевременно государственную проверку.
2.8. При полном техническом обследовании резервуара необходимо вывести его из эксплуатации, опорожнить, дегазировать и очистить.
Работы по обследованию производятся с разрешения руководства предприятия - владельца резервуара после прохождения инструктажа по технике безопасности и по противопожарной безопасности.
2.9. Ко всем конструктивным элементам резервуара, подлежащим обследованию, должен быть обеспечен свободный доступ.
Наружные и внутренние поверхности элементов резервуара, подлежащие техническому диагностированию, должны быть очищены от загрязнений. Качество подготовки поверхностей определяется требованиями применяемого метода контроля.
Уторный узел резервуара (угловое сварное соединение днища со стенкой) должен быть очищен с наружной стороны от грунта, снега и других загрязнений.
Тепловая изоляция, препятствующая контролю технического состояния, должна быть частично или полностью (в случае необходимости) удалена.
2.10. На выполненные при техническом обследовании резервуаров работы организации, их проводившие, составляют первичную документацию (акты, протоколы, журналы, заключения и т.п.), на основании которой оформляют заключение о возможности или условиях дальнейшей эксплуатации резервуара, необходимости их ремонта или исключения из эксплуатации.
3. АЛГОРИТМ ОЦЕНКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ РЕЗЕРВУАРОВ
3.1. Техническое диагностирование резервуара производится по типовой программе (Приложение 3).
3.1.1. На основе типовой программы на каждый резервуар (или группу резервуаров с одинаковыми сроками эксплуатации, работающих в одинаковых условиях), разрабатывается индивидуальная программа. При этом необходимо учитывать конкретные условия эксплуатации, имевшиеся ранее повреждения конструкций и выполненные работы по ремонту или реконструкции.
Индивидуальные программы обследования резервуаров разрабатываются организацией, выполняющей обследование.
3.2. Техническое обследование резервуаров, перечисленных в п. 2.3, производится по специальной программе специализированной организацией (Приложение 1).
3.3. Алгоритм оценки технического состояния резервуаров предусматривает содержание и последовательность этапов проведения работ в целях:
- установления возможности безопасной эксплуатации;
- определения остаточного ресурса безопасной эксплуатации в случае обнаружения дефектов или после исчерпания расчетного срока службы;
- разработки прогноза о возможности и условиях эксплуатации сверх расчетного срока службы, а также после аварии или повреждения отдельных конструктивных элементов.
Нормативный расчетный срок службы устанавливается автором проекта или заводом-изготовителем и указывается в нормативно-технической документации, паспорте или инструкции по эксплуатации.
При отсутствии указаний о величине нормативного расчетного срока он принимается равным 20 годам.
3.4. Алгоритм диагностирования резервуара определяется в зависимости от его технического состояния, длительности эксплуатации, вида хранимого продукта.
Первоочередному обследованию, как правило, должны подвергаться резервуары:
- находящиеся в аварийном состоянии или в состоянии ремонта после аварии;
- изготовленные из кипящих сталей и сваренные электродами с меловой обмазкой;
- находящиеся в эксплуатации более 20 лет;
- в которых хранятся высококоррозионные по отношению к металлу несущих конструкций продукты.
Рекомендуется структура алгоритма оценки технического состояния резервуара в пределах расчетного срока службы приведены в п.п. 3.5. и 3.6.
3.5. Частичное наружное обследование проводится не реже одного раза в 5 лет и включает в себя следующие этапы:
3.5.1. Ознакомление с эксплуатационно-технической документацией на резервуар (паспорт и др.); сбор информации о работе резервуара у обслуживающего персонала; особое внимание должно быть обращено на объемы и методы выполнения ремонтов и исправления дефектов, выявленных в период эксплуатации.
3.5.2. Анализ конструктивных особенностей резервуара и имеющейся информации по технологии изготовления, монтажа, ремонта или реконструкции; анализ условий эксплуатации; определение наиболее нагруженных, работающих в наиболее тяжелых и сложных условиях элементов резервуара.
3.5.3. Составление программы обследования (технического диагностирования).
3.5.4. Натурное обследование резервуара:
- визуальный осмотр всех конструкций с наружной стороны;
- измерение толщины поясов стенки, выступающих окрайков днища и настила кровли;
- измерение геометрической формы стенки и нивелирование наружного контура днища;
- проверка состояния основания и отмостки.
3.5.5. Установление возможности эксплуатации резервуара с выдачей соответствующего заключения.
3.6. Полное обследование проводится не реже одного раза в 10 лет и включает в себя следующие этапы:
3.6.1. Ознакомление с эксплуатационно-технической документацией на резервуар.
3.6.2. Анализ конструктивных особенностей резервуара; анализ условий эксплуатации; определение наиболее нагруженных, работающих в наиболее тяжелых и сложных условиях элементов резервуара.
3.6.3. Составление программы обследования.
3.6.4. Натуральное обследование резервуара:
- визуальный осмотр всех конструкций с внутренней и наружной сторон, в том числе визуальный осмотр понтона (плавающей крыши);
- измерение толщины поясов стенки, кровли, днища, понтона (плавающей крыши);
- измерение геометрической формы стенки и нивелирование днища;
- измерение расстояний между понтоном (плавающей крышей) и стенкой резервуара;
- проверка состояния понтона (плавающей крышки);
- проверка состояния основания и отмостки.
3.6.5. Контроль ультразвуковым, рентгенографическим и другими методами дефектоскопии, необходимость и объем проведения которого устанавливается по результатам визуального осмотра.
3.6.6. Установление возможности эксплуатации резервуара с выдачей соответствующего заключения.
3.7. Рекомендуемая структура алгоритма оценки технического состояния резервуара, отработавшего расчетный срок службы:
3.7.1. Частичное обследование резервуара проводится не реже одного раза в 4 года и помимо этапов, перечисленных в п.п. 3.5.1 - 3.5.5, включает, в случае необходимости, контроль неразрушающими методами дефектоскопии.
3.7.2. Полное обследование резервуара проводится не реже одного раза в 8 лет и помимо этапов, перечисленных в п.п. 3.6.1.-3.6.6., включает в себя дополнительно следующие этапы:
- определение необходимости оценки механических свойств материала и его структуры (методами неразрушающего контроля или лабораторного исследования);
- оценка физико-механических свойств и структуры металла;
- выбор расчетных схем и оценка остаточного ресурса работы металла с учетом: скорости коррозии в местах уменьшения толщин элементов; изменения механических свойств металла или сварных соединений; объема и характера циклических нагружений; работы резервуара при отрицательных температурах (ниже 40°С).
Оценка остаточного ресурса согласовывается со специализированной организацией (Приложение 1).
3.7.3. Разработка прогноза о возможности и условиях дальнейшей эксплуатации резервуара (в том числе периодичности и методах последующего контроля) с выдачей заключения.
3.8. При выявлении в результате обследования различных недопустимых дефектов производится определение объема и методов восстановительного ремонта резервуара с последующим контролем качества выполненных работ и гидравлическим испытанием. В случае экономической или технической нецелесообразности ремонта дается заключение об исключении резервуара из эксплуатации.
3.9. В случае отсутствия полного комплекта документации, или обнаружения в процессе эксплуатации существенных дефектов в основном металле и сварных соединениях, недопустимых деформаций конструкций и т.п. частичные и полные обследования проводятся через более короткие периоды, устанавливаемые специализированной организацией (Приложение 1).
3.10. В основу оценки технического состояния резервуаров положены представления о возможных отказах, имеющих следующие причины:
- наличие в металле и сварных соединениях дефектов, возникших при изготовлении, монтаже, ремонте или эксплуатации, развитие которых может привести к разрушению элементов резервуара;
- изменения геометрических размеров и формы элементов (в результате пластической деформации, коррозионного износа и т.п.) по отношению к первоначальным, вызывающее превышение действующих в металле напряжений над расчетными;
- изменения структуры и механических свойств металла в процессе длительной эксплуатации, которые могут привести к снижению конструктивной прочности элементов резервуара (усталость при действии переменных и знакопеременных нагрузок, перегревы, действие чрезмерно высоких нагрузок и т.п.);
- нарушение герметичности листовых конструкций в результате коррозионных повреждений.
4. АНАЛИЗ КОНСТРУКТИВНЫХ ОСОБЕННОСТЕЙ, ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ И МОНТАЖА, А ТАКЖЕ УСЛОВИЙ
ЭКСПЛУАТАЦИИ РЕЗЕРВУАРОВ
4.1. Целью анализа конструктивных особенностей технологии изготовления и монтажа, а также условий эксплуатации резервуара является определение наиболее напряженных зон в элементах конструкции, возможных механизмов образования дефектов в материале при эксплуатации и мест их локализации, а также составление (уточнение) программы технического диагностирования.
4.2. На конструктивной схеме резервуара отмечают элементы (участки) конструкции, которые представляются наиболее предрасположенными к разрушению. При этом первоочередное внимание следует уделять:
- сварным соединениям в вертикальных монтажных стыках стенки, в пересечениях вертикальных и горизонтальных швов в Т - ТТТ-м поясах стенки
(считая снизу), сварного шва между стенкой и днищем, сварных швов приварки люков и врезок в нижние пояса резервуаров;
- местам стенки у нижнего уторного шва, соединяющего стенку с днищем;
- местам присоединения трубопроводов, в том числе, передающих вибрационные нагрузки;
- участкам стенки, имеющим местные выпучины или вмятины и отклонения образующих по вертикали (в пределах или за пределами допусков);
- участкам конструкций, наиболее подверженных коррозии: нижнего пояса и двух верхних поясов стенки, днища, настила и несущих элементов крыши, понтонов и плавающих крыш.
4.3. По данным эксплуатационной документации определяют длительность эксплуатации элементов резервуаров в условиях, отличающихся от проектных, анализируют обстоятельства и причины аварийных случаев и определяют участки конструкций, которые могли подвергнуться негативному воздействию. Эти участки также отмечают на конструктивной схеме резервуара.
4.4. По записям в ремонтном журнале отмечают на конструктивной схеме элементы (участки) конструкций резервуара, подвергнутые ремонту, в том числе с применением сварки.
4.5. На основе анализа ремонтной документации уточняют представления о наиболее слабых участках конструкции, интенсивности развития дефектов, возможном изменении механических характеристик материала.
4.6. Если на аналогичных резервуарах происходили аварии из-за конструктивных недостатков, на конструктивной схеме резервуара делают отметки для проверки полноты выполнения и эффективности предложенных противоаварийных мер.
5. НАТУРНОЕ ОБСЛЕДОВАНИЕ РЕЗЕРВУАРОВ
5.1. Объем натурного обследования резервуара при частичном и полном обследовании изложен в п.п. 3.5.4 и 3.6.4 настоящего положения.
5.2. Визуальный осмотр конструкций производится в условиях достаточной освещенности с применением, в случае необходимости, луп с увеличением до х10.
5.2.1. При визуальном осмотре обязательной проверке подлежат:
- состояние основного металла стенки, днища. настила и несущих элементов кровли;
- местные деформации, вмятины и выпучины;
- размещение патрубков на стенке резервуара по отношению к вертикальным и горизонтальным сварным соединениям в соответствии с требованиями проекта и норм;
- состояние сварных соединений конструкций резервуаров в соответствии с требованиями проектов, СНиП 3.03.01-87, стандартов на соответствующие виды сварки и типы сварных швов;
- состояние уплотнения между понтоном (плавающей крышей) и стенкой резервуара.
5.2.2. Осмотр поверхности основного металла рекомендуется производить с наружной, а затем с внутренней стороны резервуара в следующей последовательности:
- окрайки днища и нижняя часть первого пояса;
- наружная и внутренняя части первого и второго поясов, а затем третьего, четвертого поясов (с применением переносной лестницы);
- верхние пояса с применением подвесной люльки или с помощью оптических приборов (бинокль или подзорная труба);
- места переменного уровня нефтепродуктов;
- настил и несущие элементы кровли.
5.2.3. На осматриваемой поверхности основного металла, предварительно очищенной от грязи и нефтепродуктов, выявляется наличие коррозионных повреждений, царапин, задиров, трещин, прожогов, оплавлений, вырывов, расслоений, неметаллических включений, закатов и других дефектов. Все выявленные дефекты подлежат измерению по глубине залегания, протяженности и в масштабе наносятся на эскизы.
5.2.4. Коррозионные повреждения подлежат разграничению по их виду на:
- равномерную коррозию (когда сплошная коррозия охватывает всю поверхность металла);
- местную (при охвате отдельных участков поверхности);
- язвенную, точечную и пятнистую в виде отдельных точечных и пятнистых язвенных поражений, в том числе сквозных.
5.2.5. Глубину раковин, образовавшихся от коррозии, измеряют штангенциркулем или специальным приспособлением с индикатором часового типа.
5.2.6. По результатам осмотра отмечают участки коррозионных повреждений поверхности, на которых затем проводят измерения толщин ультразвуковым толщиномером.
5.2.7. Контроль сварных соединений посредством визуального осмотра производится на соответствие их требованиям проекта, СНиП 3.03.01-87, стандартов на соответствующие виды сварки и типы сварных швов.
5.2.8. Визуальному осмотру и измерению геометрических размеров сварных швов подлежат все сварные соединения четырех нижних поясов, включая уторный узел, и прилегающие к ним зоны основного металла на расстоянии не менее 20 мм, которые перед осмотром должны быть очищены от краски, грязи и нефтепродукта.
5.2.9. Визуальный осмотр сварных швов, измерения шаблонами их геометрических размеров проводятся в условиях достаточной освещенности с целью выявления следующих наружных дефектов:
- несоответствия размеров швов требованиям проекта, СНиП и стандартов;
- трещин всех видов и направлений;
- наплывов, подрезов, прожогов, незаваренных кратеров, непроваров, пористости и других технологических дефектов;
- отсутствия плавных переходов от одного сечения к другому;
- несоответствия общих геометрических размеров сварного узла требованиям проекта.
5.2.10. При осмотре сварных швов окрайков днища необходимо установить качество сварки стыкуемых кромок по всему периметру, а также измерить расстояния между сварными швами окраек днища и вертикальными сварными швами первого пояса, которое должно быть не менее 200 мм.
5.2.11. Расположение швов приварки отдельных элементов оборудования на первом поясе относительно друг друга, а также вертикальных и горизонтальных швов стенки должно соответствовать требованиям проекта.
5.3. Для определения толщины металла рекомендуется применять толщиномеры типа УТ-93П, УТ-80-81М и др., позволяющие измерять толщину в интервале 0,2 - 50,0 мм с точностью до 0,1 мм при температуре окружающего воздуха от - 10 до + 40°С.
В допустимых местах возможны прямые измерения толщины металла штангенциркулем.
5.3.1. Объем работ по измерениям толщин устанавливается на основании результатов визуального осмотра конструкций резервуара и в зависимости от длительности эксплуатации и агрессивности хранимого продукта.
Во всех случаях измерения следует проводить в местах, наиболее пораженных коррозией.
5.3.2. Толщина нижних трех поясов измеряется не менее, чем по четырем диаметрально противоположным образующим в трех точках по высоте пояса (низ, середина, верх). Толщина остальных поясов измеряется не менее, чем по одной образующей (вдоль шахтной лестницы) также в трех точках по высоте пояса.
5.3.3. Толщина листов днища и настила кровли измеряется по двум взаимно перпендикулярным диаметральным направлениям; проводится не менее трех измерений на каждом листе.
5.3.4. В кровле, где имеется значительный коррозионный износ, вырезают отверстие размером 500x500 мм и измеряют сечения элементов несущих конструкций.
5.3.5. При измерении толщины листа в нескольких точках (не менее трех) за его действительную толщину принимается величина из всех измерений.
5.3.6. При измерении толщины нескольких листов в пределах одного пояса или любого другого элемента резервуара за действительную толщину данного элемента (пояса, окрайка, кровли или центральной части днища, центральной части понтона или плавающей крыши) принимается минимальная толщина отдельного листа.
5.3.7. Места измерения толщины элементов резервуара должны быть указаны в прилагаемых к заключению эскизах.
5.3.8. Толщина листов понтона (плавающей крыши) измеряется на центральной части, а также коробах и ребрах жесткости.
5.3.9. При обследовании новых резервуаров действительная толщина листов стенки резервуара заносится в паспорт с указанием координат мест измерения, и при повторном обследовании измерения толщины выполняются в тех же точках.
5.4. Для выявления действительной геометрической формы резервуара измеряется величина отклонений образующих стенки на уровне верха каждого пояса от вертикали, проведенной из нижней точки первого пояса.
Неравномерность осадки основания определяется путем нивелирования наружного контура днища в точках, отстоящих друг от друга не более чем на 6 м (как правило, в точках, соответствующих вертикальным швам нижнего пояса).
5.4.1. Перед проведением работ по 5.4 на внешней поверхности стенки резервуара несмываемой краской или другими способами фиксируются с нанесением их на схему номера вертикальных стыков листов нижнего пояса.
Рекомендуется нумеровать стыки по часовой стрелке, начиная от приемо-раздаточных патрубков.
5.4.2. Измерения отклонений от вертикали образующих стенки рекомендуется производить либо с помощью отвеса путем прямых измерений, либо при помощи теодолита или другими методами.
5.4.3. Измерения целесообразно проводить дважды: на заполненном и пустом резервуаре, с определения мест наибольших деформаций и выявления напряженно-деформированного состояния стенки под нагрузкой. При этом необходимо обращать особое внимание на местные выпучины и вмятины и проводить в этих местах дополнительные измерения.
5.4.4. Измерения проводятся не менее чем для 25% образующих с наибольшими отклонениями по результатам замера геометрической формы при сдаче резервуаров в эксплуатацию в соответствии с таблицей п.4.1. (Приложение 4).
Если такие данные в эксплуатационно-технической документации отсутствуют, то измерения производятся в наиболее деформированных местах стенок по результатам визуального осмотра.
5.4.5. Величины неравномерной осадки днища определяются с применением оптических и гидравлических нивелиров.
5.4.6. Для оценки осадки оснований резервуаров за длительный период эксплуатации необходимо установить постоянные точки нивелирования и проводить привязку отметок точек нивелирования к постоянному реперу.
5.5. При осмотре понтона (плавающей крыши) необходимо обратить внимание на:
- горизонтальность поверхности (перекос в одну сторону свидетельствует о негерметичности коробов и наличии в них продукта);
- плотность прилегания затворов к стенке резервуара и направляющим;
- состояние сварных швов центральной части (мембраны) и сварных швов коробов;
- наличие выпучин и вмятин на центральной части;
- техническое состояние затвора.
5.5.1. Контроль геометрических размеров и формы понтона (плавающей крыши) проводится путем измерений:
- радиуса понтона (плавающей крыши), измеренного от центра до наружной поверхности вертикального бортового листа;
- отклонений от вертикали нижних концов трубчатых стоек при опирании на них понтона (плавающей крыши);
- отклонений от вертикали направляющих;
- отклонения бортового листа короба от вертикали;
- зазоров между наружной поверхностью бортового листа и стенкой резервуара.
5.6. При контроле состояния основания и отмостки необходимо обратить внимание на:
- наличие пустот между днищем резервуара и основанием;
- погружение нижней части резервуара в грунт и скопление дождевой воды по контуру резервуара;
- наличие растительности на отмостке;
- трещины и выбоины в отмостке и кольцевом лотке;
- наличие необходимого уклона отмостки, обеспечивающего отвод воды в сторону кольцевого лотка.
5.6.1. Уклон отмостки определяется при помощи нивелира. При этом отсчет снимается с рейки, установленной на краю отмостки, прилегающему к резервуару, и на краю отмостки, прилегающему к кольцевому лотку.
Уклон не должен быть меньше 1 = 1: 10.
6. ИССЛЕДОВАНИЕ ХИМИЧЕСКОГО СОСТАВА, МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ И ИХ СТРУКТУРЫ
6.1. Исследование химического состава, механических свойств и структуры основного металла и сварных соединений элементов резервуара выполняется в случае необходимости, для установления их соответствия требованиям нормативно-технических документов, а также с целью уточнения влияния эксплуатационных факторов на структуру и свойства металла.
6.2. Химический состав может определятся стандартными методами аналитического или спектрального анализа, обеспечивающими точность, необходимую для установки марки стали. Для определения химического состава либо отбирается стружка из основного металла или сварного шва с последующей оценкой аналитическими методами, либо вырезается образец для последующего спектрального анализа. Для отбраковки легированных сталей может применяться стилоскопирование переносными приборами.
Для определения степени раскисления стали следует руководствоваться фактическим содержанием кремния и требованиями нормативно-технических документов.
6.3. Испытания на растяжение основного металла проводятся согласно требованиям ГОСТ 1497-84 “Металлы. Методы испытания на растяжение”.
6.4. Испытания на ударную вязкость основного металла проводятся согласно требованиям ГОСТ 9454-78 “Металлы. Методы испытания на ударный изгиб при пониженных, комнатной и повышенных температурах”.
6.5. Измерение твердости можно производить на специально вырезанных и подготовленных образцах со шлифованной поверхностью с определением твердости по Бринеллю, Роквеллу или Виккерсу.
Допускается использование таблиц перевода величин показателей твердости ГОСТ 22761-77 “Металлы и сплавы. Метод измерения твердости по Бринеллю переносными твердомерами статического действия” и ГОСТ 22762-77 “Металлы и сплавы. Метод измерение твердости на пределе текучести вдавливанием шара”. Испытания твердости можно осуществлять при помощи переносных стационарных приборов со статическим и динамическим нагружением. Допускается для ориентировочной оценки временного сопротивления или предела текучести применять формулы перевода величин твердости.
6.6. Определение механических свойств сварных соединений должно производиться в соответствии с ГОСТ 6996-66 “Сварные соединения. Методы определения механических свойств”.
6.7. Исследования микроструктуры основного металла и сварных соединений может выполняться на специально вырезанных и подготовленных образцах. Вырезку образцов предпочительно осуществлять механическим способом.
При применении огневой резки для приготовления шлифа, механической обработкой должен быть снят слой не менее 4 - 5 мм для удаления зоны термического влияния.
Допускается исследование микроструктуры на сколах и репликах.
Рекомендуется применение оптических приборов с увеличением х100 и х500.
7. ОЦЕНКА ОСТАТОЧНОГО РЕСУРСА БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ РЕЗЕРВУАРОВ
7.1. Главным условием возможности безопасной эксплуатации резервуара на расчетных параметрах является удовлетворение параметров его элементов, работающих под нагрузкой, условиям прочности и устойчивости согласно СНиП II-23-81* “Нормы проектирования. Стальные конструкции”.
7.2. Значения расчетных параметров конструктивных элементов резервуара (геометрические размеры, толщины и др.) принимаются по данным технического обследования конструкций, а характеристики материалов - по нормативным прочностным показателям согласно проектным данным, либо по результатам исследований химического состава и механических свойств металла.
7.3. Расчеты конструктивных элементов на прочность (в том числе с учетом сопротивления стали хрупкому разрушению) и устойчивость производятся специализированной организацией (Приложение 1) в случае отклонения фактических толщин от проектных в сторону уменьшения и внесения в конструкцию при сооружении или ремонте отклонений от проекта, не согласованных с проектной организацией и неподтвержденных расчетом, при отклонениях геометрической формы элементов и сварных швов от нормативов на изготовление, а также в случае отсутствия проектной и исполнительной документации.
7.4. При выполнении расчетов используются минимальные толщины конструктивных элементов, полученные по данным выполненных замеров.
7.5. Расчеты на прочность и устойчивость при определении остаточного ресурса резервуаров должны выполняться с учетом эксплуатационной нагрузки
(гидростатическое давление жидкости и избыточное давление газа, аварийный вакуум), концентрации напряжений, вызванных местными дефектами в сварных швах, отклонениями в геометрической форме стенки и другими дефектами, а также фактической (остаточной) толщины стенки.
7.6. Эксплуатация резервуара не допускается, когда по условиям прочности и устойчивости согласно СНиП II-23-81* “Нормы проектирования. Стальные конструкции” при статических нагружениях отдельные элементы конструкции резервуара вследствие коррозионного износа, механических повреждений, снижения механических свойств металла и др., не соответствуют расчетным эксплуатационным параметрам. В этом случае продление срока службы резервуара возможно при установлении пониженных эксплуатационных параметров (снижение уровня залива, уменьшение избыточного давления и вакуума) или после проведения комплесных мероприятий по ремонту и усилению металлических конструкций резервуара.
Если такие мероприятия экономически или технически не целесообразны, резервуар может быть исключен из эксплуатации.
-3
7.7. Для резервуаров вместимостью более 10000 м3, имеющих отклонения образующих от вертикали, превышающих допускаемые (табл. п. 4.1. Приложения 4) и дефекты в зоне монтажных сварных соединений, испытывающих циклические нагружения более 250 полных циклов в год, специализированной организацией выполняются поверочные расчеты на малоцикловую усталость для определения расчетного ресурса.
7.8. Для резервуаров, эксплуатирующихся при пониженных температурах, необходимо выполнение поверочных расчетов узлов с учетом хрупкого разрушения согласно СНиП II-23-81* “Нормы проектирования. Стальные конструкции”.
7.9. При снижении механических свойств основного металла или сварных соединений ниже требований нормативно-технической документации поверочный расчет на прочность должен это учитывать путем соответствующего уменьшения допустимых напряжений.
7.10. Если по результатам расчета на устойчивость устанавливается необходимость снижения величины эксплуатационного вакуума, производится соответствующая регулировка дыхательных и предохранительных клапанов.
8. НОРМЫ ОЦЕНКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ПО РЕЗУЛЬТАТАМ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
8.1. Данные технического диагностирования резервуара служат основанием для разработки рекомендаций по его безопасной эксплуатации.
8.2. Отбраковка отдельных элементов резервуара (стенки, днища, настила и несущих элементов кровли, понтона (плавающей крыши) или всего резервуара производится на основании детального рассмотрения результатов технического диагностирования с учетом всех факторов, снижающих его надежность при эксплуатации.
8.3. Все выявленные при техническом диагностировании данные, характеризующие состояние основного металла, сварных соединений, деформацию, коррозию, геометрическую форму, уклон корпуса и другое, должны быть сопоставлены с требованием проектов, действующих СНиП, ГОСТ и другой нормативно-технической документации.
8.4. В случае выявления недопустимых отклонений от требований проектов и действующей нормативно-технической документации резервуар подлежит выводу из эксплуатации.
8.5. Все дефектные элементы резервуара, которые могут быть исправлены, должны быть отремонтированы с последующими испытаниями и проверкой.
При большом предполагаемом объеме работ, требующих из-за износа металлоконструкций смены листов стенки, днища, кровли и др., целесообразность
восстановительного ремонта определяется экономическим расчетом.
8.6. Материалы для резервуарных металлоконструкций по химическому составу и механическим свойствам, полученные на основании данных эксплуатационно-технической документации или результатов исследований на образцах (если они производились), должны удовлетворять условиям прочности.
8.7. Выявленные участки листовых конструкций с недопустимыми наружными дефектами в виде коррозионных повреждений, царапин, задиров, трещин, прожогов, оплавлений, вырывов, расслоений, неметаллических включений, закатов и др. должны быть исправлены в каждом конкретном случае по специальной технологии с использованием существующих типовых решений (часть II “Правил технической эксплуатации резервуаров и инструкций по их ремонту”, М., “Недра”, 1988 г.).
8.8. Сварные соединения конструктивных элементов резервуара по внешнему виду и по результатам неразрушающих методов контроля (если они проводились) должны удовлетворять требованиям проекта, СНиП 3.03.01-87, стандартов на соответствующие виды сварки и типы сварных швов. Дефекты должны устраняться в соответствии с требованиями СНиП 3.03.01-87 и “Правил технической эксплуатации резервуаров и инструкций по их ремонту”, М.,
“Недра”, 1988 г.
8.9. Толщины отдельных листов стенки по результатам измерений в наиболее прокорродировавших местах не должны быть меньше предельно допустимых толщин, определяемых расчетом на прочность и устойчивость.
8.10. Предельно допустимый износ листов кровли, центральной части понтона (плавающей крыши), днища резервуара по измерениям наиболее изношенных частей не должен превышать 50% от проектной величины.
8.11. Предельно допустимый износ несущих конструкций кровли (ферм прогонов, балок, связей), а также окрайков днища и коробов понтона
(плавающей крыши) не должен превышать 30% от проектной величины, если сохраняется их расчетная несущая способность.
8.12. Отклонения от вертикали образующих стенки резервуаров, сданных в эксплуатацию, а также находящихся в эксплуатации не более 5 лет, не должны превышать предельных значений, приведенных в табл. п. 4.1 Приложения 4.
Предельные отклонения от вертикали образующих стенок резервуаров, находящихся в эксплуатации более 5 лет могут быть увеличены:
- при сроке эксплуатации более 5 лет - в 1,3 раза;
- при сроке эксплуатации более 20 лет - в 2 раза.
8.13. Допускаемые местные отклонения (выпучины и вмятины) стенки от прямой, соединяющей верхний и нижний края деформированного участка вдоль образующей для новых резервуаров приведены в таблице п. 4.2 Приложения 4.
Для резервуаров, находящихся в эксплуатации более 5 лет, допускаются отклонения на 30% больше, чем для построенных вновь.
8.14. При наличии отклонений, величины которых превышают допустимые пределы, указанные в п.п. 8.12 и 8.13, резервуар должен быть выведен из
эксплуатации для исправления дефектов формы. Допускается эксплуатация такого резервуара до очередного капитального ремонта с ограничением эксплуатационных нагрузок (уровень залива, вакуум), подтвержденного расчетом.
8.15. На днищах диаметром до 12 м включительно высота выпучин не должна превышать 150 мм при предельной площади хлопуна - 2 м .
На днищах диаметром свыше 12 м высота выпучин не должна превышать 180 мм при предельной площади хлопуна - 5 м .
При большей площади хлопуна, более сложной их форме, и наличии резких перегибов - обследование днища производится по специальной программе, разрабатываемой специализированной организацией (Приложение 1).
8.16. Предельные отклонения от горизонтали наружного контура днища эксплуатируемых резервуаров могут быть увеличены по сравнению с
допускаемыми отклонениями для сдаваемых в эксплуатацию резервуаров по СНиП 3.03.01-87 (табл. п. 4.3 Приложения 4):
- при сроке эксплуатации более 5 лет - в 1,3 раза;
- при сроке эксплуатации более 20 лет - в 2 раза.
9. ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ ЗАКЛЮЧЕНИЙ ПО РЕЗУЛЬТАТАМ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ РЕЗЕРВУАРОВ
9.1. Результаты технического диагностирования отражаются в заключении и приложениях к нему.
Все обнаружения в результате анализа технической документации, натурного обследования, неразрушающих методов контроля сварных соединений, определения фактических механических свойств, химического состава и структуры металла резервуара, отклонения от требований проектной и
нормативной документации, особенности и выявленные дефекты фиксируются с указанием места расположения и размеров.
Условные обозначения, применяемые в техническом заключении для описания выявленных дефектов, должны отвечать требованиям соответствующей нормативно-технической документации.
Графическое отображение результатов контроля вместе с другими материалами (картами обследования, дефектными ведомостями, дефектограммами, фотографиями и пр.) прилагаются к заключению.
9.2. Техническое заключение должно содержать следующую информацию, в том числе взятую из эксплуатационно-технической документации на резервуар (см. п.п. 9.2.1 - 9.2.11).
9.2.1. Наименование организации, выполняющей техническое диагностирование с указанием лицензии на проведение работ, фамилии и должностей исполнителей, документов, подтверждающих их квалификацию.
9.2.2. Данные об организациях-проектировщиках, заводах-изготовителях, монтажных организациях, дате изготовления, монтажа и пуска в
эксплуатацию.
9.2.3. Место расположения резервуара, его инвентарный номер и дату проверки.
9.2.4. Техническую характеристику резервуара: тип, диаметр, высота, объем, хранимый в резервуаре нефтепродукт.
9.2.5. Сведения о металле по проекту и сертификату: химический состав, механические свойства, толщина листов.
9.2.6. Сведения о технологии сварки и сварочных материалах, примененных при изготовлении и монтаже резервуара.
9.2.7. Данные по объемам, методам и результатам контроля конструкций и сварных соединений при изготовлении, монтаже и ремонте резервуара.
9.2.8. Данные о режиме эксплуатации резервуара по технологической карте.
9.2.9. Характеристику проводимых ранее ремонтов (когда, по какой причине, какие дефекты и как устранялись с данными по примененным материалам).
9.2.10. Даты и результаты проводимых ранее технических диагностирований.
9.2.11. Содержание программы технического диагностирования и сведения о научно-технической документации, в соответствии с которой производилось обследование.
9.2.12. Сведения о типах (марках) оборудования и аппаратуры, использованной при данном техническом диагностировании с подтверждением данных
об их государственной поверке.
9.2.13. Результаты анализа технической документации по изготовлению, монтажу, эксплуатации, ремонту, реконструкции и предыдущим результатам контроля.
9.2.14. Результаты текущего обследования резервуара, которые должны содержать следующую информацию:
- результаты визуального осмотра и сопутствующих измерений;
- результаты измерения фактических толщин конструкций;
- результаты измерения геометрической формы стенки и нивелирования основания резервуара и отмостки;
- результаты неразрушающих методов контроля сварных соединений и основного металла (в случае их проведения);
- результаты механических испытаний химического и металлографического анализа основного металла и сварных соединений (в случае их проведения);
- выводы по результатам обследования, которые должны содержать основные данные, характеризующие состояние отдельных элементов и резервуара в целом.
9.2.15. Текстовая часть заключения должна заканчиваться выводами и рекомендациями с указанием возможности или условий дальнейшей надежной эксплуатации резервуара.
В случае необходимости, в заключении должны проводиться результаты оценки ремонтопригодности резервуара и рекомендации по выполнению ремонтных работ или по исключению его из эксплуатации.
9.3. К заключению прилагаются все необходимые материалы диагностирования в соответствии с п. 9.1.
9.4. Оформленное заключение подписывается исполнителями и утверждается руководителем организации, проводившей диагностирование.
9.5. Заключение прилагается к паспорту резервуара. Его копия хранится в организации, проводившей техническое диагностирование.
9.6. Если при техническом диагностировании будет установлено, что возникновение дефектов связано с режимом эксплуатации резервуаров или их конструктивными особенностями, то организация, проводившая техническое диагностирование, должна уведомить об этом с представлением материалов обследования специализированную организацию (Приложение 1), которая составляет заключение с рекомендациями по обследованию всех резервуаров данной конструкции на этом и других предприятиях.
Приложение 1
Специализированные научно-исследовательские экспертные организации по стальным вертикальным цилиндрическим резервуарам для нефти и
3
нефтепродуктов вместимостью от 100 до 50000 м
|
Специализация | Организация | Адрес, телефон | |
|
Исследования, изготовления |
расчеты и проектирование, технология и монтажа, ремонта и реконструкции |
Институт по монтажным и специальным строительным работам АО “ВНИИМонтажспецстрой” |
Россия, 111141, г. Москва, 2-й проезд Перова поля, дом 9 |
|
резервуаров, диагностика, испытания, металловедение | тел. 306-25-26 факс (095) 305-58-50 | |
|
Диагностика, исследования материалов и поверочный расчет на прочность, испытания и технология ремонта | ЗАО “АП Контакт Лтд” | Россия, 127247, г. Москва, Дмитровское шоссе, д. 107 тел. 485-65-90 факс (095) 485-55-45 |
Приложение 2
Организации, имеющие лицензии Госгортехнадзора на диагностирование резервуаров
|
Наименование организации |
Город |
| ВНИПИНЕФТЬ | Москва |
| ЦКБН | Подольск |
|
НИИХИММАШ | Москва |
| ВНИИНЕФТЕМАШ |
Москва |
Приложение 3
Типовая программа полного технического диагностирования резервуара
Полное обследование резервуара предусматривает выполнение следующих работ:
- ознакомление с эксплуатационно-технической документацией на резервуар;
- визуальный осмотр всех конструкций резервуара, включая сварные соединения;
- измерение фактических толщин элементов резервуара;
- измерение геометрической формы стенки и нивелирование днища;
- контроль сварных соединений стенки неразрушающими методами (при необходимости);
- исследование химического состава, механических свойств металлов и сварных соединений и их структуры (при необходимости);
- проверку состояния основания и отмостки;
- поверочные расчеты конструкции резервуаров (при необходимости);
- анализ состояния резервуара, разработка рекомендаций по их дальнейшей эксплуатации, ремонту или исключению из эксплуатации.
1. ОЗНАКОМЛЕНИЕ С ЭКСПЛУАТАЦИОННО-ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИЕЙ
При ознакомлении с технической документацией устанавливается ее комплектность и собираются следующие сведения:
- технические характеристики резервуара - тип, высота, диаметр, вместимость и т.п.;
- данные по изготовлению и монтажу резервуаров - номер проекта, завод-изготовитель, монтажная организация, дата изготовления и монтажа, отступления от проекта в процессе сооружения, виды и результаты испытаний;
- сведения о металле, толщина листов по сертификату;
- сведения о технологии сварки и сварочных материалах;
- данные о режиме эксплуатации резервуара и вида хранимых в нем продуктов;
- данные о проведенных ранее обследованиях с заключениями о техническом состоянии и рекомендациями по дальнейшей эксплуатации или ремонту;
- данные о проведенных ремонтах.
2. ВИЗУАЛЬНЫЙ ОСМОТР КОНСТРУКЦИЙ
При визуальном осмотре обязательной проверке подлежат:
- состояние основного металла стенки, днища, настила и несущих элементов кровли, понтона (плавающей крыши) с установлением наличия коррозионных повреждений, царапин, задиров, трещин, прожогов, оплавлений, вырывов, расслоений, металлических включений, закатов и пр.;
- общие и местные деформации, вмятины, выпучины на конструкциях;
- размещение патрубков на стенке резервуаров по отношению к вертикальным и горизонтальным сварным соединениям в соответствии с требованиями проекта;
- состояние уплотнения между понтоном (плавающей крышей) и стенкой резервуара;
- состояние сварных соединений конструкций резервуаров в соответствии с требованиями проекта, СНиП 3.03.01-87, стандартов на соответствующие виды сварки и типы сварных швов.
3. ИЗМЕРЕНИЕ ФАКТИЧЕСКИХ ТОЛЩИН ЭЛЕМЕНТОВ РЕЗЕРВУАРА
Определение толщины металла производится толщиномерами типа УТ-93П, УТ-80-81М и др., позволяющими измерять толщину в интервале 0,2-50,0 мм с точностью 0,1 мм при температуре окружающего воздуха от -10 до + 40°С.
В доступных местах возможны прямые измерения толщины металла штангенциркулем.
Объем работ по измерениям толщин устанавливается на основании результатов внешнего осмотра резервуара в зависимости от длительности эксплуатации и агрессивности хранимого продукта. Во всех случаях измерения проводятся в местах, наиболее пораженных коррозией.
4. ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ СТЕНКИ И НИВЕЛИРОВАНИЯ ДНИЩА РЕЗЕРВУАРА
Для выявления действительной геометрической формы резервуара и определения величины отклонений от требований нормативно-технической документации измеряется величина отклонений стенки на уровне верха каждого пояса от вертикали. Измерения производятся в наиболее деформированных местах стенок (по результатам внешнего осмотра), при помощи шаблонов, отвесов и геодезическими методами.
Величина неравномерной осадки наружного контура днища определяется путем нивелирования в точках, соответствующих вертикальным стыкам первого пояса не реже, чем через 6 метров, начиная от приемно-раздаточного патрубка с нумерацией по часовой стрелке.
5. КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
Проведение предварительного контроля сварных соединений осуществляется визуальным методом с инструментальным замером параметров швов.
Внешний осмотр и измерения геометрических размеров с помощью шаблонов производятся с целью выявления наружных дефектов: несоответствия размеров швов требованиям проекта, СНиП 3.03.01-87 и стандартов; трещин всех видов и направлений; наплывов, подрезов, прожогов, незаваренных кратеров, непроваров, пористости; отсутствия плавных переходов от одного сечения к другому; несоответствия общих геометрических размеров сварного узла требованиям проекта.
По результатам предварительного контроля, при необходимости, возможно выполнение контроля неразрушающими методами:
- ультразвуковым, магнитопорошковым, рентгеновским и др.
6. ИССЛЕДОВАНИЕ МЕТАЛЛА И СВАРНЫХ СОЕДИНЕНИЙ
Механические испытания, химический анализ и металлографические исследования металла и сварных соединений проводятся при отсутствии данных о первоначальных свойствах основного металла и сварных соединений, значительных коррозионных повреждений, появлении трещин в различных конструкциях и в других случаях, когда предполагаются ухудшения механических свойств, усталость при действии переменных или знакопеременных нагрузок, перегревы, действие чрезмерно высоких нагрузок и т. п.
Для проведения испытаний вырезаются круглые пластины диаметром 300 мм с вертикальным швом из одного или нескольких поясов стенки резервуара с таким расчетом, чтобы это место можно было безопасно и надежно отремонтировать с помощью сварки.
Из пластины изготавливаются образцы для механических испытаний, металлографических исследований основного металла и сварного соединения, берется стружка для химического анализа основного и наплавленного металла.
7. ПРОВЕРКИ СОСТОЯНИЯ ОСНОВАНИЯ
При контроле состояния основания и отмостки фиксируется:
- наличие пустот между днищем резервуара и основанием;
- погружение нижней части основания резервуара в грунт и скопление воды по контуру резервуара;
- наличие растительности на отмостке;
- трещины и выбоины в отмостке и кольцевом лотке;
- обеспечение отвода воды в сторону кольцевого лотка;
- уклон отмостки, который не должен быть меньше 1 = 1:10.
8. ПРОВЕРОЧНЫЕ РАСЧЕТЫ КОНСТРУКЦИЙ НА ПРОЧНОСТЬ И УСТОЙЧИВОСТЬ
Расчеты конструктивных элементов на прочность (в том числе с учетом сопротивления стали хрупкому разрушению) и устойчивость производятся в случаях: отклонения фактических толщин от проектных; внесения при сооружении в конструкции изменений, не предусмотренных проектом; назначения сечений усиливающих элементов конструкций при разработке проектной документации на ремонт резервуара; оценки несущей способности конструкций с учетом реальной геометрической формы по результатам проведенных в ходе обследования измерений и др.
9. АНАЛИЗ РЕЗУЛЬТАТОВ ОБСЛЕДОВАНИЯ
На основе анализа результатов обследования определяется техническое состояние резервуара, составляется заключение с рекомендациями по дальнейшей эксплуатации, ремонту или исключению резервуара из эксплуатации.
Оценка технического состояния резервуаров производится по всем результатам обследования. Для резервуаров, отработавших установленный срок эксплуатации, определяется вероятный остаточный ресурс работоспособности. Заключение по содержанию и форме составляется в соответствии с требованиями раздела 9 настоящего положения.
СОДЕРЖАНИЕ
1. Общие положения
2. Требования к организации работ, исполнителям, средствам и объекту технического диагностирования
3. Алгоритм оценки технического состояния резервуаров
4. Анализ конструктивных особенностей, технологии изготовления и монтажа, а также условий эксплуатации резервуаров
5. Натурное обследование резервуаров
6. Исследование химического состава, механических свойств металлов и их структуры
7. Оценка остаточного ресурса безопасной эксплуатации резервуаров
8. Нормы оценки технического состояния по результатам техническогодиагностирования
9. Требования к оформлению заключений по результатам техническогодиагностирования резервуаров
Приложение 1 Специализированные научно-исследовательские экспертные организации по стальным вертикальным цилиндрическим резервуарам для нефти и
•з
нефтепродуктов вместимостью от 100 до 50000 м3
Приложение 2 Организации, имеющие лицензии Г осгортехнадзора на диагностирование резервуаров
Приложение 3 Типовая программа полного технического диагностирования
резервуара
РОССИЙСКОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ "ЕЭС РОССИИ”
ДЕПАРТАМЕНТ НАУКИ И ТЕХНИКИ
ТИПОВАЯ ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ ДЛЯ ХРАНЕНИЯ ЖИДКОГО ТОПЛИВА И ГОРЯЧЕЙ ВОДЫ. СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ
УДК 622.692.234.004.67(083.96)
Срок действия установлен с 01.09.1995 г. до 01.09.2002 г.
РАЗРАБОТАНО акционерным обществом открытого типа "Фирма по наладке, совершенствованию технологии и эксплуатации электростанций и сетей ОРГРЭС"
ИСПОЛНИТЕЛЬ Н.Я. Ткач
УТВЕРЖДЕНО Департаментом науки и техники РАО "ЕЭС России" 01.07.94 г.
Начальник А.П. БЕРСЕНЕВ
В настоящей Типовой инструкции приведены краткие сведения по конструкции металлических резервуаров для хранения мазута и горячей воды, требования по приемке в эксплуатацию и испытанию резервуаров на герметичность и прочность. Даны основные положения по техническому обслуживанию резервуаров, включая их обследование с оценкой состояния основных элементов, указания по ремонту и защите от коррозии, требования охраны труда и пожарной безопасности. В работе приведены также карты ремонта конструкции резервуаров с описанием исправления дефектов.
Типовая инструкция предназначена для персонала энергопредприятий, осуществляющего эксплуатацию и ремонт резервуаров для хранения жидкого топлива и горячей воды.
С вводом в действие настоящей Типовой инструкции утрачивает силу "Типовая инструкция по эксплуатации металлических резервуаров для хранения жидкого топлива и воды. Строительные конструкции". (М.: СПО Союзтехэнерго, 1981).
1.9. Качество и марка стали, применяемой для сооружения и ремонта резервуаров, должны соответствовать указаниям проекта и требованиям соответствующих строительных норм и правил, технических условий и удостоверяются сертификатами заводов-поставщиков либо данными лабораторных испытаний. При толщине листов от 3,5 до 10 мм предельные отклонения толщины допускаются в пределах от +0,6 мм до -0,8 мм.
1.10. Надежность резервуара — это свойство его конструкции выполнять функции приема, хранения и отбора при заданных параметрах из него мазута либо горячей воды.
1.11. Критериями, характеризующими эксплуатационную надежность резервуаров, являются:
работоспособность резервуара — состояние, при котором резервуар способен выполнять свои функции без отклонений от параметров, установленных требованиями технической документации. Для поддержания работоспособности резервуара необходимо выполнять в установленные сроки текущие и капитальные ремонты, а также выполнять профилактические работы и раннюю диагностику дефектов;
безотказность работы резервуара — свойство резервуара и его элементов сохранять работоспособность без вынужденных перерывов в работе. Вероятность безотказной работы служит количественным показателем надежности (критерий прочности, устойчивости и выносливости);
долговечность резервуара и его элементов — свойство конструкции сохранять работоспособность до предельного состояния с необходимыми перерывами для технического обслуживания и ремонтов. Показателем долговечности может служить ресурс или срок службы;
ремонтопригодность элементов резервуаров заключается в приспособленности элементов к предупреждению и обнаружению неисправности, а также и их ремонта и период обслуживания до наступления отказа. Затраты труда, времени и средств на ремонтные работы определяют ремонтопригодность.
1.12. Основными факторами, обеспечивающими надежность и долговечность резервуаров, являются: качественное сооружение оснований и фундаментов;
качественное заводское изготовление стальных конструкций и правильная их транспортировка;
соблюдение геометрической формы резервуаров и их элементов;
контроль качества строительных и монтажных работ;
соблюдение графиков текущего и капитального ремонтов;
строгое соблюдение требований правил техники безопасности и охраны труда.
1.13. Своевременная и качественная оценка технического состояния резервуаров и устранение выявленных дефектов повышает их надежность при эксплуатации. Т акую оценку можно получить только на основании комплексной проверки, включающей в себя дефектоскопию сварных соединений, проверку качества металла, контроль толщины стенок отдельных элементов, геометрической формы и др.
2.1. Конструкция металлических резервуаров должна соответствовать указаниям проектов их возведений. Для хранения горячей воды должны быть использованы резервуары, специально предназначенные для этой цели, с установкой наружных усиливающих устройств, предотвращающих их разрыв.
2.2. С наружной стороны все резервуары должны иметь теплоизоляцию, с внутренней — антикоррозионную защиту.
2.3. В качестве антикоррозионной защиты внутренней поверхности верхнего пояса и кровли резервуара для мазута применяются специальные эмали и эпоксидная шпатлевка.
2.4. Антикоррозионная защита внутренней поверхности резервуаров для горячей воды осуществляется в соответствии с "Методическими указаниями по защите баков-аккумуляторов от коррозии и воды в них от аэрации: МУ 34-70-155-86" (М.: СПО Союзтехэнерго, 1987) и Изменением № 1 к ним от 01.06.91 г.
2.5. На всех вновь вводимых в эксплуатацию и эксплуатируемых баках-аккумуляторах должны быть установлены наружные усиливающие конструкции для предотвращения возможного лавинообразного разрушения баков.
2.6. Эксплуатация баков-аккумуляторов горячей воды без наружных усиливающих конструкций и антикоррозионной защиты внутренней поверхности запрещается.
2.7. Для изготовления корпуса, днища и несущих конструкций покрытия резервуаров применяется сталь ВСт3пс6 при строительстве в районах с расчетной температурой не ниже минус 30°С и сталь ВСт3пс5 в районах с расчетной температурой от минус 30°С до минус 40°С.
2.8. На резервуарах горячей воды все трубопроводы, за исключением дренажного, подключаются к вертикальным стенкам с установкой необходимых компенсирующих устройств на расчетную осадку резервуара и для исключения давления на стенку при удлинении подключенных к резервуару трубопроводов при их нагревании.
2.9. Мероприятия по защите металлических резервуаров для хранения мазута и горячей воды от коррозии, а также по восстановлению антикоррозионной защиты приведены в разд. 7.
3.1. Приемка резервуаров в эксплуатацию после монтажа и ремонта осуществляется в соответствии с требованием действующих Правил технической эксплуатации электрических станций и сетей и СНиП III-18-75 "Металлические конструкции. Правила производства и приемки работ".
3.2. Приемке в эксплуатацию подлежат все строительные конструкции резервуаров, а также их технологические элементы — разводящие трубы и патрубки, задвижки, клапаны, уровнемеры, а также элементы пожаротушения, обваловки, громоотводы, заземления и т. д.
3.3. Приемка смонтированных резервуаров должна производиться с осуществлением пооперационного контроля за монтажными работами в следующем порядке:
промежуточная — скрытых работ, смонтированных конструкций всего резервуара или его части под производство последующих строительно-монтажных работ;
окончательная — смонтированных конструкций при сдаче резервуара в эксплуатацию в соответствии со СНиП III-3-76 "Приемка в эксплуатацию законченных строительством предприятий, зданий и сооружений. Основные положения".
3.4. Монтаж вновь построенного или ремонт резервуара считается законченным при следующих условиях: конструктивные элементы резервуара, основание и фундамент его выполнены в строгом соответствии с типовым
проектом;
оборудование укомплектовано в соответствии с указаниями проекта;
металлоконструкции, сварочные материалы соответствуют действующим стандартам или техническим условиям (на основании документов);
монтаж конструкций выполнен в соответствии с проектом производства работ и технологическими картами; стальные конструкции огрунтованы и окрашены в соответствии с указаниями проекта.
3.5. Приемку нового резервуара после монтажа или ремонта осуществляет специальная комиссия из представителей строительной и монтажной организаций, заказчика, представителя пожарной охраны и других органов.
3.6. До начала испытаний организации, участвующие в монтаже или ремонте резервуара, должны представить заказчику всю техническую документацию на выполнение работы, в том числе:
а) рабочие и деталировочные чертежи металлических конструкций;
б) заводские сертификаты на поставленные металлические конструкции резервуара;
в) документы о согласовании отступлений от рабочих чертежей при изготовлении и монтаже; согласованные отступления от проекта должны быть нанесены монтажной организацией на деталировочные чертежи, предъявляемые при сдаче работ;
г) акты приемки скрытых работ;
д) документы (например, сертификаты и др.), удостоверяющие качество материалов (сталей, метизов, электродов и других сварочных материалов, а также материалов для окраски), примененных при монтаже;
е) акты на окраску, выполненную при монтаже;
ж) данные о результатах геодезических измерений при проверке разбивочных осей и установке конструкций резервуара;
з) журналы монтажных работ;
и) документы о контроле за качеством сварных соединений.
3.7. Перед гидравлическими испытаниями резервуара необходимо проверить отклонение от проектных значений: фактических размеров основания и фундамента, которые не должны превышать значений, приведенных в табл. 1; геометрических размеров и формы стальных конструкций (днище стенки, крыши), приведенных в табл. 2-5.
Таблица 1
Допустимые отклонения фактических размеров оснований и фундаментов
| Наименование |
Допустимое отклонение, мм |
| Отклонение отметки центра основания от проектной при основании: плоском с подъемом к центру с уклоном к центру Отклонение от проекта отметок основания, определяемых в зоне расположения окрайков не реже чем через 6 м и не менее чем в восьми точках Разность отметок любых не смежных точек основания Отклонение от проекта отметок поверхности кольцевого фундамента, определяемых не реже чем через 6 м и не менее чем в восьми точках Разность отметок любых не смежных точек кольцевого фундамента Отклонение от проекта наружного диаметра кольцевого фундамента Толщина гидроизолирующего слоя на бетонном кольце в месте расположения стенки резервуара |
0; +30 +50 -50 ±10 Не более 20 ±5 Не более 10 +50; -30 Не более 5 |
Таблица 2
Допустимые отклонения наружного контура днища от горизонтали
| Допустимое отклонение, мм | ||||
|
Вместимость | при незаполненном резервуаре |
при заполненном резервуаре | ||
| резервуара, м | Разность отметок | Разность отметок | Разность отметок |
Разность отметок |
|
соседних точек на | любых других | соседних точек на | любых других | |
| расстоянии 6 м | точек | расстоянии 6 м |
точек | |
| Менее 700 |
10 | 25 | 20 |
40 |
| 700-1000 |
15 | 40 | 30 |
60 |
| 2000-5000 | 20 | 50 | 40 | 80 |
|
10000-20000 | 10 | 50 | 30 | 80 |
|
Более 20000 | 15 | 50 | 30 | 80 |
Допустимые отклонения при монтаже конструкций резервуаров
| Наименование |
Допустимое отклонение |
| Днище Отклонение наружного контура днища от горизонтали Высота хлопунов днища (допустимая площадь одного хлопуна 2 м2) Стенка Отклонение внутреннего радиуса стенки на уровне днища от проектной при радиусе: до 12 м вкл. св.12 м Отклонение высоты стенки от проектной, смонтированной: из рулонной заготовки из отдельных листов Отклонения образующих стенки от вертикали Выпучины или вмятины на поверхности стенки вдоль образующей Кровля Отклонение стрелок прогиба радиальных элементов в центре и промежуточных узлах от проектных (с учетом строительного подъема) Разность отметок смежных узлов радиальных балок и ферм | См. табл. 2 Не более 150 мм ±20 мм ±30 мм ±15 мм ±50 мм См.табл.4 См.табл.5 ±0,02 10 мм |
Таблица 4
Допустимые отклонения образующих стенки резервуара от вертикали
|
Высота |
Допустимое отклонение, |
мм, по поясам | ||||||||||
| резервуара, м | I |
II | III | IV |
V | VI | VII |
VIII | IX | X |
XI | XII |
|
До 12 вкл. | 15 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | — | — |
— | — |
| Св. 12 до 18 вкл. | 15 | 30 | 40 | 50 | 60 | 60 | 70 | 70 | 70 | 80 | 80 | 90 |
Примечания:
1. Измерения производятся для каждого пояса на расстоянии до 50 мм от верхнего горизонтального шва.
2. Проверка отклонений проводится не реже чем через 6 м по окружности резервуара.
Таблица 5
Допустимые значения выпучин или вмятин на поверхности стенки вдоль образующей
|
Расстояние от нижнего до верхнего края выпучины или вмятины, мм |
Допустимое значение выпучин или вмятин, мм |
| До 1500 вкл. |
15 |
| Св. 1500 до 3000 вкл. | 30 |
| Св. 3000 до 4500 вкл. | 45 |
3.8. При полистовой сборке стенки резервуара размеры разбежки между вертикальными стыками листов первого пояса и стыками окраек днища должны быть не менее 200 мм, размеры разбежки между вертикальными стыками отдельных поясов — не менее 500 мм.
3.9. Врезка и приварка патрубков резервуарного оборудования, устанавливаемого на первом поясе, должны быть закончены до проведения гидравлического испытания резервуара.
Усилительные воротники резервуарного оборудования должны иметь ширину не менее 150 мм.
3.10. Герметичность всех швов днища проверяют с помощью вакуум-камеры, а швов прочих частей резервуара — керосином. Контроль просвечиванием проникающими излучениями применяют:
в резервуарах, сооружениях из рулонных заготовок, на заводе, проверяя 100% пересечений вертикальных и горизонтальных швов сварных соединений поясов I и II и 50% пересечений поясов II, III и IV, а на монтажной площадке вертикальные монтажные швы стенок резервуаров вместимостью от 2000 до 20000 м3;
в резервуарах, сооружаемых полистовым методом, проверяя все стыковые соединения I и низа II поясов и 50%
соединений поясов II, III и IV преимущественно в местах пересечения этих соединений с горизонтальными;
для всех стыковых соединений окраек днищ в местах примыкания к ним стенки резервуаров. Длина снимка должна быть не менее 240 мм.
Взамен просвечивания сварных соединений при толщине 10 мм и более разрешается проводить контроль ультразвуковой дефектоскопией с последующим просвечиванием проникающими излучениями участков швов с признаками дефектов.
3.11. По внешнему виду швы сварных соединений должны удовлетворять следующим требованиям:
иметь гладкую или равномерно чешуйчатую поверхность (без наплывов, прожогов, сужений и перерывов) без резкого перехода к основному металлу. В конструкциях, воспринимающих динамические нагрузки, угловые швы выполняются с плавным переходом к основному металлу; наплавленный металл должен быть плотным по всей длине шва без трещин и дефектов;
глубина подрезов основного металла не должна превышать 0,5 мм при толщине стали 4-10 мм и 1 мм при толщине стали выше 10 мм;
все кратеры должны быть заварены.
3.12. Отклонения геометрических швов сварных соединений не должны превышать значений, указанных в ГОСТ 526480.
4. ТРЕБОВАНИЯ К ИСПЫТАНИЯМ РЕЗЕРВУАРОВ НА ГЕРМЕТИЧНОСТЬ И ПРОЧНОСТЬ
4.1. Гидравлические испытания вновь смонтированных резервуаров проводятся при приемке их в эксплуатацию, а находящиеся в эксплуатации — после их ремонта, связанного с устранением течи.
4.2. Перед проведением гидравлических испытаний резервуаров необходимо закончить работы по устройству ливневой канализации. Перед началом наполнения резервуара с колодца ливневой канализации следует снять крышки, а вокруг колодца соорудить защиту (ограждение).
4.3. При проведении гидравлических испытаний необходимо разработать мероприятия по осмотру состояния резервуара, для чего:
усилить освещение наружной поверхности стенки резервуара, особенно утора и площадки вокруг железобетонного кольца;
организовать круглосуточную охрану резервуара для обеспечения сохранности исполнительных приборов, установок и электрических сетей;
обеспечить освещение верхней бровки обвалования;
организовать на командном пункте надежную телефонную связь с охраной и персоналом, испытывающим резервуар, или иметь специально закрепленную для этого автомашину;
установить связь с диспетчером цеха, прилегающего к площадке резервуара, и сообщить ему о начале наполнения резервуара.
4.4. Весь персонал, принимающий участие в проведении испытаний, должен пройти инструктаж.
На все время испытаний устанавливается граница опасной зоны радиусом не менее двух диаметров резервуара, внутри которой не допускается нахождение людей, не связанных с испытанием.
Лица, проводящие гидравлические испытания, в период заполнения водой должны находиться вне опасной зоны.
4.5. Испытание резервуаров на герметичность должно проводиться наливом их водой до высоты, предусмотренной проектом.
4.6. Во время повышения давления или вакуума допуск к осмотру резервуара разрешается не ранее чем через 10 мин после достижения установленных испытательных нагрузок. Контрольные приборы должны устанавливаться вне опасной зоны или в надежных укрытиях.
4.7. По мере наполнения резервуара водой необходимо наблюдать за состоянием его конструкции и сварных соединений. При обнаружении течи из-под окрайков днища или появления мокрых пятен на поверхности отмостки необходимо прекратить испытание, слить воду, установить и устранить причину течи. При появлении трещин в сварных швах стенки испытания прекращают и воду сливают до уровня:
на один пояс ниже при обнаружении трещин в поясах от I до IV;
до пояса V при обнаружении трещин в поясах VI и выше.
4.8. Испытания резервуаров на прочность проводят только на расчетную гидравлическую нагрузку. Размер избыточного давления при этом принимается на 25%, а вакуум на 50% выше проектных значений, продолжительность нагрузки 30 мин.
4.9. Гидравлические испытания рекомендуется проводить при температуре окружающего воздуха выше 5°С. При необходимости проведения испытаний в зимнее время должны быть приняты меры по предотвращению замерзания воды в трубах и задвижках, а также обмерзания стенок резервуара.
4.10. Герметичность кровли резервуара при гидравлическом испытании следует проверять следующим образом: залить воду в резервуар на высоту 1 м, закрыть заглушками все люки на стенке и кровле резервуара и увеличить высоту наполнения водой, создавая избыточное давление на 10% выше проектного значения. При этом необходимо тщательно следить за показаниями U — образного манометра, так как давление может изменяться не только от подачи воды, но и от колебания температуры окружающего воздуха. В процессе испытания сварные соединения необходимо смачивать снаружи мыльным или другим индикаторным раствором.
4.11. Резервуары вместимостью до 20000 м3, залитые водой до проектной отметки, испытывают на гидравлическое давление с выдержкой под нагрузкой без избыточного давления не менее 24 ч, а резервуары вместимостью свыше 20000 м3 — не менее 72 ч. Резервуар считается выдержавшим гидравлическое испытание, если в процессе испытания на поверхности корпуса или по краям днища не появится течь и уровень не будет снижаться. Обнаруженные мелкие дефекты (свищи, отпотины) необходимо исправить на пустом резервуаре и проверить на герметичность.
4.12. Резервуар считается выдержавшим гидравлическое испытание, если в процессе испытания и по истечении 24 ч на поверхности корпуса резервуара или по краям днища не появятся течи и если уровень воды не будет снижаться.
Обнаруженные мелкие дефекты (свищи, отпотины) подлежат исправлению при опорожненном резервуаре. Места с устраненными дефектами должны быть проверены на герметичность.
4.13. На резервуар, сдаваемый в эксплуатацию, составляется паспорт согласно приложению 1.
5. ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ НА РЕЗЕРВУАРЫ
5.1. Комплект технической документации должен включать: документацию на изготовление и монтаж резервуара; эксплуатационную документацию;
ремонтную документацию.
Документация на изготовление и монтаж резервуара
5.2. Документация, предъявляемая при приемке смонтированных стальных резервуаров, должна содержать:
а) рабочие КМ и деталировочные КМД чертежи стальных конструкций;
б) заводские сертификаты на поставленные стальные конструкции (приложение 2);
в) документы о согласовании отступлений, допущенных от чертежей КМ при изготовлении и монтаже; согласованные отступления от проекта должны быть нанесены монтажной организацией на чертежи КМД, предъявляемые при сдаче работ;
г) акты приемки скрытых работ (работы по подготовке и устройству насыпной подушки, устройству изолирующего слоя под резервуар, заделки закладных деталей и др.)—приложение 3.
Акты приемки скрытых работ составляются ответственными представителями заказчика, строительной и монтажной организациями;
д) документы (сертификаты и др.), удостоверяющие качество материалов, сталей, стальных канатов, метизов, электродов, электродной проволоки и других сварочных материалов, примененных при монтаже и вошедших в состав сооружения;
е) данные о результатах геодезических измерений при проверке разбивочных осей и установке конструкций;
ж) журналы работ (журналы промежуточной приемки монтажных работ, сварочных работ, подготовки поверхности под окраску и др.) — приложение 4.
Журналы работ составляются отделом технического контроля (ОТК) предприятия-изготовителя, а при монтаже — линейным инженерно-техническим персоналом;
з) акты испытаний, отражающие: результат проверки герметичности сварных соединений днища, кровли, стенки резервуара в соответствии с требованиями СНиП III-18-75; результаты испытания резервуара на прочность наливом воды до высоты, предусмотренной проектом;
и) документы о контроле качества сварных соединений, предусмотренном СНиП III-18-75;
к) описи удостоверений дипломов о квалификации сварщиков, проводивших сварку конструкций при монтаже, с указанием присвоенных им номеров или знаков;
л) заключение по просвечиванию монтажных швов проникающим излучением со схемами расположения мест просвечивания;
м) акты приемки смонтированного оборудования;
н) схема и акт испытания заземления резервуара;
о) схема нивелирования основания резервуара;
п) акты на окраску, выполненную при монтаже;
р) акт приемки наружных усиливающих конструкций;
с) акт приемки резервуара в эксплуатацию (приложение 5).
5.3. На стальной вертикальный резервуар, сдаваемый в эксплуатацию, составляется паспорт.
5.4. На каждый резервуар, находящийся в эксплуатации, должны быть:
а) технический паспорт в соответствии со СНиП III-18-75;
б) технологическая карта;
в) журнал текущего обслуживания;
г) журнал эксплуатации молниезащиты, защиты от проявления статического электричества;
д) схема нивелирования основания;
е) схема молниезащиты и защиты резервуара от проявлений статического электричества;
ж) распоряжения, акты на замену оборудования резервуаров;
з) технологические карты на замену оборудования резервуаров.
5.5. Если за давностью строительства техническая документация на резервуар отсутствует, то паспорт должен быть составлен предприятием, эксплуатирующим резервуар, и подписан главным инженером предприятия.
Паспорт должен быть составлен на основании детальной технической инвентаризации всех частей и конструкций резервуара.
5.6. Резервуар после ремонтных работ принимают на основе дефектной ведомости и проектно-сметной документации с приложением актов на работы, выполненные при ремонте.
В зависимости от типа ремонтных работ прилагается следующая документация:
а) дефектная ведомость (при нескольких дефектах);
б) чертежи, необходимые при ремонте;
в) проект производства работ по ремонту резервуара (ППР) или технологическая карта ремонта отдельных мест или узлов;
г) документы (сертификаты и другие документы), удостоверяющие качество металла, электродов, электродной проволоки, флюсов, клея и прочих материалов, примененных при ремонте;
д) акты приемки основания и гидроизолирующего слоя;
е) копии удостоверений (дипломов) о квалификации сварщиков, проводивших сварку конструкции при ремонте, с указанием присвоенных им цифровых или буквенных знаков;
ж) акты испытания сварных соединений днища, стенки, кровли;
з) заключения по качеству сварных соединении стенки и окрайков днища со схемами расположения мест контроля при физических методах контроля;
и) журнал проведения ремонтных работ и журнал сварочных работ или другие документы, в которых приведены атмосферные условия в период ремонта;
к) документы о согласовании отклонений от чертежей и ППР, если при ремонте такие отклонения были допущены;
л) результаты нивелирной съемки по наружному контуру днища и самого днища; результаты измерений геометрической формы стенки, в том числе и местных отклонений.
6. ТЕХНИЧЕСКОЕ ОБСЛЕДОВАНИЕ РЕЗЕРВУАРОВ
6.1.1. В соответствии с настоящей Инструкцией на электростанциях и в тепловых сетях должна быть разработана местная инструкция по эксплуатации металлических резервуаров для хранения мазута и горячей воды.
6.1.2. Технический надзор за эксплуатацией резервуаров должен быть возложен на подразделение либо отдельного квалифицированного работника, ответственного за своевременное проведение обследования, ремонтов, ведение журнала осмотров, качественное и своевременное устранение обнаруженных дефектов.
6.1.3. В объем наблюдений за состоянием конструктивных элементов резервуаров входят:
наружный и внутренний осмотры;
детальное обследование конструкции;
технический надзор за ремонтом резервуара, контроль за качеством ремонтных работ;
участие в гидравлических испытаниях резервуаров;
ведение журналов наблюдения.
Наружный осмотр резервуаров выполняется ежедневно, при этом должно быть обращено внимание на состояние тепловой изоляции, наличие (отсутствие) течей, состояние подводящих и отводящих трубопроводов, компенсирующих устройств.
Выявленные дефекты должны быть немедленно устранены, а затем описаны в журнале технического обслуживания.
6.1.4. Теплоизоляция наружной поверхности резервуаров должна соответствовать требованиям ПТЭ и поддерживаться постоянно в исправности; при обнаружении трещин или разрушений необходимо произвести восстановление изоляции.
Внутренний осмотр резервуаров с определением толщины стенок производится в следующие сроки: при хранении мазута — не реже одного раза в пять лет, горячей воды — не реже одного раза в три года.
Внутренний осмотр производится при опорожненном и очищенном от донных отложений резервуаре.
6.1.5. За осадкой основания каждого резервуара должно быть установлено систематическое наблюдение. В первые четыре года эксплуатации резервуаров (до стабилизации осадки) необходимо ежегодно проводить нивелирование в абсолютных отметках окрайки днища или верха нижнего пояса не менее чем в восьми точках, но не реже чем через 6 м. В последующие годы после стабилизации осадки следует систематически (не реже одного раза в пять лет) проводить контрольное нивелирование.
6.1.6. Для измерения осадки основания резервуара на территории предприятия должен быть установлен глубинный репер, закладываемый ниже глубины промерзания.
6.1.7. При осмотре сварных резервуаров особое внимание следует уделять сварным вертикальным швам нижних поясов корпуса, швам приварки нижнего пояса к днищу (швам упорного уголка), швам окрайков днища и прилегающим участкам основного металла. Результаты осмотров швов должны быть зарегистрированы в журнале осмотра основного оборудования и арматуры резервуаров.
6.1.8. При появлении трещин в швах или основном металле днища действующий резервуар должен быть немедленно освобожден, опорожнен и зачищен. При появлении трещин в швах или в основном металле стенки действующий резервуар должен быть освобожден полностью или частично в зависимости от способа его ремонта.
6.1.9. Выявленные дефектные участки сварных соединений должны быть исправлены согласно ремонтным картам.
6.2. Обследование и комплексная дефектоскопия металлических резервуаров
6.2.1. Обследование и дефектоскопию резервуаров выполняют специалисты специализированных организаций; подготовленные к проведению определенного комплекса работ и оснащенные необходимыми приборами и инструментами.
6.2.2. На основании результатов обследования составляется годовой график капитального ремонта с учетом обеспечения бесперебойной работы резервуаров.
6.2.3. Намеченные к капитальному ремонту резервуары должны быть своевременно включены в титульный список капитального ремонта предприятия на предстоящий год. При этом необходимо, чтобы подготовка к ремонту была проведена заблаговременно; ремонтные работы обеспечены всеми необходимыми материалами, оборудованием и рабочей силой.
6.2.4. Для предварительного определения характера, объема и стоимости ремонтных работ на резервуары, включенные в план капитального ремонта, должны быть составлены дефектная ведомость и необходимая проектно-сметная документация.
6.2.5. Текущий ремонт должен быть предусмотрен в графике не реже одного раза в шесть месяцев, средний — не реже одного раза в два года.
6.2.6. Перед ремонтом резервуар должен быть осмотрен комиссией, специально назначенной приказом руководителя предприятия.
6.2.7. Техническое обследование и дефектоскопия предусматривают выявление степени износа элементов конструкций резервуаров (стенок, кровли, днища, несущих конструкций покрытий); установление механических характеристик материалов конструкций и геометрической формы резервуара; рентгенографический и ультразвуковой контроль сварных соединений.
6.2.8. Первоочередному обследованию, как правило, должны подвергаться резервуары, находящиеся в аварийном состоянии или в состоянии ремонта после аварии; резервуары, изготовленные из кипящих сталей и сваренные электродами с меловой обмазкой; резервуары, находящиеся в эксплуатации 25 лет и более, а также те, в которых хранятся продукты, вызывающие усиленную коррозию металла.
6.2.9. Объем контроля при обследовании и дефектоскопии определяется в зависимости от технического состояния, длительности эксплуатации резервуара.
6.2.10. Оценка технического состояния резервуара должна проводиться по результатам полного или частичного обследования. Частичное обследование выполняется без вывода резервуаров из технологического процесса (отключения), без их опорожнения и очистки, с целью предварительной оценки их технического состояния. Полное обследование резервуаров проводится после вывода их из эксплуатации, опорожнения, дегазации и очистки.
6.2.11. Частичное обследование включает: ознакомление с технической документацией; внешний осмотр резервуара;
измерение толщины поясов стенки резервуара;
измерение геометрической формы стенок и нивелирование днища;
проверку состояния основания и отмостки;
составление технического заключения по результатам обследования.
6.2.12. Полное обследование предусматривает выполнение следующих работ:
а) ознакомление с технической документацией:
данными по изготовлению и монтажу резервуара, названием завода-изготовителя, номером проекта, датой изготовления и монтажа;
технической характеристикой резервуара (тип, высота, диаметр, вместимость и т. п.); сведениями о металле (химический состав, механические свойства, толщина листов по сертификату); характеристикой проведенных ремонтов (когда, по какой причине, какие дефекты и как устранялись); данными о режиме эксплуатации резервуара и виде хранимых в нем нефтепродуктов;
б) внешний осмотр резервуара с внутренней и наружной стороны, внешний осмотр понтона и плавающей крыши;
в) измерение толщины поясов стенки, кровли, днища резервуара;
г) контроль сварных соединений неразрушающими методами;
д) механические испытания и металлографические исследования металла и сварных соединений; с) химический анализ металла при необходимости.
6.2.13. При внешнем осмотре обязательной проверке подлежат:
состояние основного металла стенки, кровли, днища, несущих элементов кровли с установлением наличия коррозионных повреждений, царапин, задиров, трещин, прожогов, оплавлений, вырывов, расслоений, неметаллических включений, закатов и др.;
местные деформации, вмятины, выпучины;
размещение патрубков на стенке резервуара по отношению к вертикальным и горизонтальным сварным соединениям.
6.2.14. Измерение толщины металла отдельных элементов резервуара должно проводиться соответствующими приборами согласно требованиям, приведенным в пп. 6.2.39, 6.2.40 настоящей Инструкции.
6.2.15. Контроль за качеством сварных соединений и основного металла должен осуществляться как неразрушающими, так и разрушающими методами.
6.2.16. При неразрушающем контроле в зависимости от конфигурации и местоположения швов используются следующие методы:
гамма- или рентгенографирование; ультразвуковой контроль; измерение геометрических размеров;
травление различными растворами;
магнитопорошковый или цветной (в отдельных случаях).
6.2.17. Просвечивание сварных соединений и ультразвуковая дефектоскопия проводятся в объеме, предусмотренном СНиП III-18-75.
6.2.18. При контроле, связанном с разрушением, выполняются механические испытания, металлографические исследования и химические анализы металла.
6.2.19. Для проведения механических испытаний, химического анализа и металлографического исследования вырезаются контрольные образцы из резервуара.
6.2.20. При измерениях геометрической формы резервуара определяются отклонения образующей стенки от вертикали и размеры местных деформаций. Горизонтальность днища проверяется нивелированием. При этом измеряются местные деформации днища (хлопуны, вмятины) и осадка резервуара.
6.2.21. При обследовании отмостки определяются плотность прилегания днища к основанию, просадка основания, состояние отмостки, наличие и отвод атмосферных осадков.
6.2.22. Результаты контроля заносятся в журнал обследования с отметкой дефектов на эскизах.
6.2.23. По результатам контроля составляется техническое заключение о состоянии резервуара и даются рекомендации по его ремонту.
6.2.24. Поверхность резервуара следует осматривать с наружной, а затем с внутренней стороны в следующей последовательности:
окраек днища и нижняя часть первого пояса;
наружная часть первого и второго поясов, а затем третьего, четвертого поясов (осматривать с применением переносной лестницы);
верхние четыре пояса (осматривать с применением подвесной люльки, а при ее отсутствии необходимо использовать бинокль или подзорную трубу);
места переменного уровня мазута либо воды; кровля и перекрытие.
6.2.25. Осмотр кровли и перекрытия с внутренней стороны резервуара возможен через вырезанное на кровле отверстие с использованием настила на фермах.
6.2.26. Осматриваемая поверхность должна быть очищена от грязи и нефтепродуктов.
6.2.27. Днище, стенки и кровля осматриваются по всей поверхности в доступных местах как с наружной, так и с внутренней сторон. При выводе резервуара из эксплуатации после его зачистки выявляют дефекты (наличие рисок, волосовидных трещин, закатов, царапин, усадочных раковин, плен, вырывов, оплавления металла, коррозионных повреждений и др.).
6.2.28. Все выявленные дефекты подлежат измерению по глубине залегания, протяженности и в масштабе наносятся на эскизы.
6.2.29. Существуют следующие виды коррозии: равномерная (сплошная коррозия по всей поверхности металла); местная (коррозия отдельных участков поверхности);
точечная, пятнистая, язвенная в виде отдельных точечных и пятнистых поражений, сквозная, послойная.
6.2.30. Глубину раковин, образовавшихся от коррозии, подрезы измеряют штангенциркулем, или специальным приспособлением с индикатором часового типа.
По результатам осмотра отмечают участки коррозионных повреждений поверхности и проводят измерение толщины ультразвуковым толщиномером.
6.2.31. Контроль сварных соединений посредством внешнего осмотра необходимо проводить на соответствие требованиям СНиП III-18-75 и проекта на резервуар.
6.2.32. Внешнему осмотру и измерению геометрических размеров сварных швов подлежат все сварные соединения четырех нижних поясов и прилегающие к ним зоны основного металла на расстоянии не менее 20 мм, которые перед осмотром должны быть очищены от краски, грязи и нефтепродуктов.
6.2.33. При осмотре сварных швов окрайка днища с наружной стороны необходимо установить качество сварки стыкуемых кромок по всему периметру.
6.2.34. Для определения толщины металла рекомендуется применять толщиномеры типа "Кварц" и другие, позволяющие измерять толщину в интервале 0,2^50 мм с точностью 0,1 мм.
6.2.35. Внутренний осмотр резервуара следует производить в следующем порядке: днище, окраска днища и нижняя часть первого пояса;
верхняя часть первого пояса, второй, а затем третий и четвертый пояса — с помощью переносной лестницы; верхние четыре пояса — с помощью подвесной люльки; места переменного уровня продукта; кровля и перекрытие.
6.2.36. Для осмотра кровли и перекрытия с внутренней стороны резервуара можно вырезать на кровле отверстие с последующей установкой настила на фермах.
6.2.37. Днище, стенка и кровля осматриваются по всей поверхности для выявления таких дефектов, как риски, волосяные трещины, закаты, царапины, усадочные раковины, плены, вырывы, оплавление металла, коррозионные повреждения.
Все выявленные дефекты подлежат измерению по глубине залегания и протяженности, затем должны быть нанесены на карты (приложение 6).
6.2.38. Глубину раковин, образовавшихся от коррозии, и подрезы измерить штангенциркулем или специальным прибором (индикатором часового типа).
6.2.39. Толщину металла определяют с помощью ультразвуковых толщиномеров типов УТ-93П, "Кварц-15".
6.2.40. Объем работ по измерениям толщин устанавливается на основании результатов внешнего осмотра резервуара и в зависимости от продолжительности эксплуатации и агрессивности хранимого продукта. Во всех случаях измерения следует проводить в местах, наиболее пораженных коррозией.
6.2.41. Толщину листов верхних поясов, начиная с четвертого, проверяют по образующей вдоль шахтной лестницы в трех точках по высоте пояса (низ, середина, верх).
Толщину нижних трех поясов проверяют по четырем диаметрально противоположным образующим. Толщину патрубков, размещенных на листах первого пояса, измеряют в нижней части не менее чем в двух точках.
6.2.42. Листы днища следует измерять по двум взаимно перпендикулярным направлениям; проводится не менее двух измерений на каждом листе.
6.2.43. Толщину листов кровли следует измерять по двум взаимно перпендикулярным диаметральным направлениям, проводится не менее двух измерений на каждом листе.
6.2.44. В местах, где имеется значительное коррозионное разрушение кровли, вырезают отверстия размером 500х500 мм и измеряют сечения элементов несущих конструкций.
6.2.45. При измерении толщины листа в нескольких точках (не менее трех) за его действительную толщину принимается среднее арифметическое значение от суммы всех измерений. При этом необходимо указывать на наличие данных измерений, отличающихся от среднего арифметического значения более чем на 10% в меньшую сторону.
6.2.46. При измерении толщины нескольких листов в пределах одного пояса или любого другого элемента резервуара за действительную толщину данного элемента (пояса, окрайка или центральной части днища, кровли) принимается минимальная толщина отдельного листа.
6.2.47. Места измерения толщины элементов резервуара должны быть указаны в прилагаемых к заключению эскизах.
6.2.48. При контроле сварных соединений неразрушающим методом они должны предварительно подвергаться внешнему осмотру. В случае обнаружения подрезы, поры, незаваренные кратеры и другие видимые дефекты подлежат устранению до просвечивания.
6.2.49. При обнаружении с помощью внешнего осмотра трещин необходимо принять меры к обязательному определению их границ просвечиванием или любым другим доступным способом (засверловкой, шлифовкой, травлением, применением ультразвука и т.д.), имея в виду, что микроскопические трещины просвечиванием рентгеновскими и гамма-лучами могут быть не выявлены.
6.2.50. При отсутствии данных о первоначальных механических свойствах основного металла и сварных соединений, значительных коррозионных повреждениях, появлении трещин в различных местах корпуса и во всех других случаях, когда предполагается ухудшение механических свойств при действии переменных нагрузок и чрезмерно высоких нагрузок и т. п., необходимо проводить механические испытания металла и сварных соединений.
6.2.51. В тех случаях, когда требуется определить причины снижения механических свойств основного металла и сварных соединений, появления трещин в различных элементах резервуара, а также характер и размеры коррозионных повреждений по сечению металла, выполняются металлографические исследования.
6.2.52. Химический анализ металла корпуса резервуара проводится в тех случаях, когда в паспорте резервуара отсутствуют данные о марке материала, примененного при строительстве.
6.3. Измерения геометрической формы стенки
6.3.1. При выявлении действительной геометрической формы резервуара и определении отклонений от проектных требований необходимо измерить значение отклонения образующих стенки на уровне середины и верха каждого пояса от вертикали, проведенной из нижней точки первого пояса.
6.3.2. Число вертикалей, вдоль которых измеряются отклонения, удобнее всего брать равным числу стыков нижнего пояса не менее чем через каждые 6 м по периметру резервуара.
6.3.3. Измерения отклонений образующих корпуса от вертикали рекомендуется проводить либо отвесом путем прямых измерений, либо с помощью теодолита.
6.3.4. Измерения целесообразно проводить при заполненном и пустом резервуарах с целью определения мест расположения наиболее опасных деформаций. При этом необходимо обращать особое внимание на хлопуны и вмятины и проводить в этих местах дополнительные измерения, если дефекты не попадают на линию измерений.
6.3.5. Значения неравномерной осадки наружного контура окрайка днища определяются путем нивелирования в тех же местах, в которых измеряется отклонение корпуса от вертикали.
6.4. Проверка состояния основания и отмостки
6.4.1. При контроле состояния основания и отмостки необходимо обратить внимание на:
неплотное опирание днища резервуара на основание;
наличие пустот вследствие размыва атмосферными осадками основания или других причин;
погружение нижней части резервуаров в грунт и скопление дождевой воды по контуру резервуаров;
наличие растительности на отмостке, примыкающей непосредственно к резервуару;
трещины и выбоины в отмостке и кольцевом лотке;
наличие необходимого уклона отмостки, обеспечивающего отвод воды в сторону кольцевого котла.
6.4.2. В первые четыре года эксплуатации (до стабилизации осадки основания) отклонения от горизонтали наружного контура днища незаполненного резервуара вместимостью 2000-20000 м3 не должны превышать для двух соседних точек по контуру ±20 мм, а для диаметрально противоположных точек +50 мм. Отклонения заполненного резервуара не должны
превышать для двух соседних точек ±40 мм и для диаметрально противоположных точек +80 мм.
У резервуаров вместимостью 2000-20000 м3, находящихся длительное время в эксплуатации, отклонения для двух соседних точек не должны превышать ±60 мм, а для диаметрально противоположных +100 мм.
6.4.3. Для резервуаров вместимостью 700-1000 м3 отклонения не должны превышать 75%, а вместимостью 100-400 м3 —50% значений, приведенных выше.
Основания резервуаров с отклонениями, превышающими указанные значения, подлежат исправлению.
Примечания: 1. Повторная нивелирная съемка должна производиться в тех же точках, в которых выполнялась первая съемка.
2. Если максимальная осадка основания в диаметрально противоположных точках превышает допустимые значения на 50%, но на протяжении ряда лет не увеличивается (стабилизировалась), то исправление не требуется.
6.4.4. Неравномерная осадка основания резервуаров не должна превышать значений, приведенных в табл. 6. Геометрическая форма стенки резервуара (отклонение образующей стенки от вертикали), а также места значительных
выпучин (вмятин) проверяются с помощью геодезических приборов или отвеса. Отклонения образующих стенки не должны превышать значений, допустимых СНиП III-18-75, СНиП 3.03.01-87.
Таблица 6
Допустимая неравномерная осадка основания
| Резервуары вместимостью 2000, 3000,5000 в 10000м3 |
Отклонения двух соседних точек по контуру на расстоянии 6 м, мм |
Отклонения диаметрально противоположных точек, мм |
|
Новые незаполненные | 20 |
50 |
| Новые заполненные | 40 | 80 |
| Старые | 50 | 150 |
|
Примечание. Для резервуаров вместимостью 700 - 1000 м3 отклонения не должны превышать 75%, а вместимостью 100 - 400 м3 — 5% значений, приведенных в таблице. | ||
Для резервуаров, находящихся в эксплуатации более 20 лет, отклонения у которых не прогрессируют, допускается примерно на 50% больше отклонений, чем предусмотрено СНиП III-18-75, СНиП 3.03.01-87.
6.4.5. По результатам внешнего осмотра резервуара (нивелирной съемки, проверки формы днища, стенки, кровли и т.п.) составляют ведомость дефектов с эскизом.
6.5. Оценка состояния основных элементов резервуара
6.5.1. Оценка технического состояния резервуаров должна проводиться только при наличии следующих данных:
проверочного расчета на прочность с учетом хрупкого разрушения, выполненного по результатам измерения толщины
стенок обследуемого резервуара;
фактической толщины листов поясов стенки, которые должны быть в пределах нормативных значений. Если толщина листов стенки резервуара ниже предельно допустимой минимальной толщины, то следует провести расчет на снижение предельного эксплуатационного уровня нефтепродукта;
результатов проведенной дефектоскопии основного металла и сварных соединений;
результатов проверки качества основного металла и сварных соединений. Механические свойства и химический состав основного металла и сварных соединений должны соответствовать указаниям проекта, требованиям стандартов и технических условий;
результатов контроля состояния оснований резервуаров.
6.5.2. Предельно допустимый износ кровли и днища резервуара по измерениям наиболее изношенных частей не должен превышать от проектного значения 50%, несущих конструкций покрытия (прогонов, балок, связей), а также окраек днища
— 30%, нижней половины стен — более 20%.
6.5.3. При коррозионном износе стенок резервуара от 15 до 20% проектной толщины дальнейшая эксплуатация резервуара допускается только при подтверждении расчетом прочности резервуара с ежегодным контролем стен.
6.5.4. При коррозионном износе стен верхней половины резервуара, превышающем 20% проектной толщины, разрешается его дальнейшая эксплуатация в течение одного года со снижением уровня на 1 м ниже поврежденного участка, с переносом переливной трубы и перестройкой автоматики на новый уровень заполнения резервуара.
6.5.5. Высота хлопунов днища нового резервуара не должна превышать 150 мм при площади 2 м2, для резервуаров, находящихся в эксплуатации более 15 лет, допустимая высота хлопунов 200 мм при площади 3 м2, при большей высоте хлопунов дефектное место подлежит исправлению.
При наличии отклонений, значения которых превышают значения, приведенные в табл. 1, 3, 4, резервуар должен быть выведен из эксплуатации для исправления дефектов формы. Вывод таких резервуаров из эксплуатации приурочить к очередному ремонту.
Допустимые местные отклонения (выпучины и вмятины) стенки от прямой, соединяющей верхний . и нижний края деформированного участка вдоль образующих, приведены в табл. 5, а для резервуаров, находящихся в эксплуатации более 15 лет, допускается на 30% больше отклонений, чем для новых.
Отклонения от горизонтальности наружного контура днища нового резервуара не должны превышать значений, указанных в табл. 2. Для резервуаров, находящихся в эксплуатации более четырех лет, допускается в 2 раза больше отклонений, чем для новых. При наличии отклонений днища, превышающих указанные, должен быть произведен ремонт основания с подбивкой гидрофобным грунтом.
7. ЗАЩИТА МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ ОТ КОРРОЗИИ, ВОССТАНОВЛЕНИЕ
АНТИКОРРОЗИОННОЙ ЗАЩИТЫ
7.1. Антикоррозионная защита металлических резервуаров выполняется после их возведения, а также в случае необходимости замены ранее существующей.
7.2. При выполнении работ по защите стальных резервуаров от коррозии следует руководствоваться требованиями СНиП 2.03.11-85, СНиП 3.05.06-85 и ГОСТ 1510-84.
7.3. Резервуары необходимо защищать от коррозии путем нанесения покрытий на внутреннюю и наружную поверхности. При наличии подтоварной воды с концентрацией солей не менее 0,3% для противокоррозионной защиты днища рекомендуется применять катодную защиту. Защиту днищ резервуаров от почвенной коррозии и коррозии блуждающими токами следует осуществлять с помощью катодных станций.
7.4. Перед проведением окрасочных работ новый резервуар необходимо подвергать гидравлическим испытаниям. При подготовке к внутренней окраске эксплуатирующийся резервуар должен быть освобожден от продукта и зачищен.
7.5. Поверхность подготавливают непосредственно перед окраской, при этом осуществляют механическую очистку от продуктов коррозии, обезжиривание, дополнительную обработку модификаторами при наличии плотно сцепленной ржавчины с поверхностью металла.
Работы по подготовке поверхностей необходимо выполнять в соответствии с ГОСТ 9.402-80. Состояние поверхности должно быть проверено комиссией и оформлено актом скрытых работ.
На подготовленную поверхность наносят покрытие, причем каждый последующий слой покрытия допускается наносить только после технологической выдержки предыдущего слоя.
7.6. Работы по защите резервуаров от коррозии должны выполняться бригадами, укомплектованными специалистами, которые имеют соответствующую квалификацию. При этом работы должны проводиться с соблюдением требований правил техники безопасности и пожарной безопасности. Бригады должны быть оснащены соответствующим оборудованием и механизмами.
7.7. Ответственность за организацию и проведение окрасочных работ возлагается на главного инженера предприятия.
7.8. Перед началом работ необходимо:
подготовить и проверить все оборудование для очистки поверхности и нанесения модификаторов ржавчины и эмали;
установить леса на определенную высоту;
смонтировать вентиляцию при защите внутренней поверхности резервуара и при необходимости вырезать монтажное окно в нижнем поясе для внесения в резервуар оборудования и лесов;
использовать освещение во взрывозащищенном исполнении при проведении работ в ночное время;
оборудовать открытую площадку с навесом для проведения подготовительной работы и приготовления лакокрасочных составов вблизи окрашиваемого резервуара.
7.9. Ремонт антикоррозионной защиты металлических резервуаров, предназначенных для хранения мазута, отбензиненной нефти и другого жидкого топлива, выполняется после очистки от остатков нанесенного ранее защитного покрытия, окалины и продуктов коррозии, а также обезжиривания. Поверхность должна быть огрунтована в один слой грунтом ВЛ-02 (ГОСТ 12707-77) и покрыта четырьмя слоями эмали ВЛ-515 (ТУ 6-10-1052-75) или эпоксидной шпатлевкой ЭП-00-10 (ГОСТ 10277-90) в пять слоев.
7.10. Для нанесения защитного покрытия на основе эпоксидной шпатлевки ЭП-00-10 готовятся следующие составы (мас. ч.):
грунтовочный состав:
шпатлевка ЭП-00-10 (ГОСТ 10277-90) — 100; отвердитель № 1 (СТУ 12-10242-90) — 8,5; растворитель Р-40 (ВТУ УХП 86-59) — 45.
Покровный состав:
шпатлевка ЭП-00-10 — 100; отвердитель № 1 — 8,5; растворитель Р-40 — 35.
Шпатлевочный густовязкий состав: шпатлевка ЭП-00-10 — 100; отвердитель № 1 — 8,5;
хризотиловый асбест № 7 (ГОСТ 12671-81) — 5-7.
Перед нанесением покрытия металлическая поверхность должна быть очищена от окалины и ржавчины, жировых и других загрязнений. Очистка поверхности производится методом пескоструйной обработки с применением стального песка.
7.11. После пескоструйной обработки поверхность должна быть очищена от пыли с помощью пылесоса, а затем обезжирена путем протирки чистыми кистями или ветошью, смоченными растворителями (ацетоном, бензином БР-1, уайт-спиритом).
7.12. На подготовленную зачищенную поверхность краскораспылителем или кистью наносят грунтовочный слой с последующей сушкой его в течение 20-24 ч при температуре не ниже 18-20°С.
Толщина грунтовочного слоя должна составлять 30-50 мкм.
7.13. На загрунтованную и высушенную поверхность наносят требуемое проектом количество покровных слоев с
промежуточной сушкой каждого слоя в течение 20-24 ч при температуре 18-20°С.
7.14. Для нанесения защитного покрытия на основе эмали ВЛ-515 используются следующие материалы: эмаль ВЛ-515 (ТУ 6-10-1052-75); растворитель Р-60 (ТУ 6-10-1256-72); спирт этиловый (ГОСТ 5962-67); этилцеллозольв (ГОСТ 831388); бензин БР-1 (ТУ 38-401-67-108-92).
7.15. Рабочий состав эмали ВЛ-515 приготавливают в отдельном помещении при температуре воздуха 18-23°С. Необходимая вязкость эмали достигается разбавлением ее растворителем Р-60. Растворитель и эмаль не должны
содержать влаги, так как при ее наличии лакокрасочная пленка после высыхания белеет.
7.16. Расход материалов на 1м2 поверхности при нанесении покрытия на основе эмали ВЛ-515 в шесть слоев краскораспылителем приведен в табл. 7.
Таблица 7
Расход материалов на 1 м2 поверхности
| Материал |
Расход материала, кг/м2 |
| Эмаль ВЛ-515 | 0,96 |
| Этиловый спирт (технический) | 0,8 |
|
Этилцеллозольв | 0,114 |
| Бензин БР-1 | 0,33 |
| Примечание. Рабочая вязкость эмали 24-27 с Ст по вискозиметру ВЗ-4 при температуре 20-23°С. | |
Каждый слой покрытия сушат при температуре не ниже 18°С в течение 24 ч.
7.17. После нанесения последнего слоя эмали покрытие выдерживают при температуре не ниже 18°С в течение 7 сут.
7.18. Для защиты баков-аккумуляторов от коррозии применяются следующие материалы и способы:
герметизирующие жидкости АГ-4 и АГ-44 (ТУ 26-02-592-83), обеспечивающие одновременную защиту от коррозии и
аэрации;
защитное покрытие внутренней поверхности баков — цинкосиликатная краска ВЖС-41 (ТУ 6-10-1481-78),
дополненная для защиты от аэрации паровой подушкой.
7.19. От коррозии должны быть защищены все поверхности баков-аккумуляторов, в том числе днище, кровля и центральные опорные стойки.
7.20. Допускается не осуществлять противокоррозионную защиту кровли и днища при использовании
герметизирующих жидкостей.
7.21. Защита от коррозии действующих баков с ранее выполненной защитой может проводиться только при глубине коррозионных язв на металле не более 20% проектной толщины стенок бака.
7.22. При большей глубине коррозионных язв бак перед проведением противокоррозионных работ должен быть отремонтирован.
7.23. При применении герметизирующей жидкости бак-аккумулятор должен быть дополнительно оборудован устройством, предупреждающим попадание герметика в трубопроводы после бака и в тепловую сеть в результате недопустимого снижения уровня воды, переливным устройством, исключающим сброс герметика в дренаж при переполнении бака, системами автоматического и механического контроля за уровнем воды в баке.
7.24. Перед загрузкой герметика должна быть проведена подготовка внутренней поверхности стен и днища бака:
для новых баков, не находящихся в эксплуатации, — промывка горячей водой и сушка горячим воздухом;
для находящихся в эксплуатации баков без покрытия или с остатками краски ВЖС-41, алюминиевого металлизационного покрытия или других защитных материалов — очистка механическим путем коррозионных отложений или отстающих слоев покрытия с последующей промывкой и сушкой;
для баков, находящихся в эксплуатации с герметиком, полное удаление со стен старого слоя герметика не обязательно, если его толщина вместе с другими отложениями не более 20 мм. В этом случае производится только промывка стен и полное удаление остатков герметика со дна, если он первоначально заливался на дно.
7.25. Катодную защиту допускается применять вместо герметизирующих жидкостей для новых и находившихся в эксплуатации баков объемом до 10 тыс. м3 с глубиной отдельных коррозионных язв не более 20% проектной толщины бака.
7.26. Краску ВЖС-41 для эксплуатируемых баков допускается применять при глубине коррозионных язв до 5%. Она наносится в три слоя методом пневматического распыления, срок службы покрытия 8-12 лет.
7.27 В процессе эксплуатации один раз в 1-2 года требуется проведение работ по восстановлению краски на отдельных участках, где нарушается сплошность покрытия.
8.1.1. При монтаже и эксплуатации резервуаров встречаются следующие дефекты, требующие устранения:
а) трещины в окрайках (окраинной части) днища по сварным соединениям и основному металлу (иногда трещины с окраек переходят на основной металл первого пояса стенки);
б) трещины в нижнем уторном уголке по сварным соединениям и основному металлу (в ряде случаев трещины с уголка переходят на основной металл первого пояса стенки);
в) трещины в сварных соединениях полотнища днища с выходом или без выхода на основной металл;
г) выпучины, вмятины и складки на днище;
д) трещины в поясах стенки по сварным соединениям и основному металлу (в основном в нижних поясах).
Наиболее часто трещины в стенке резервуара возникают в вертикальных стыках вдоль сварных соединений с выходом
или без выхода на основной металл, в крестообразных стыковых соединениях, вблизи горизонтальных и вертикальных сварных соединений и поперек стыков по основному металлу. Трещины образуются также в основном металле вблизи люков-лазов, патрубков и штуцеров присоединения, трубопроводов и резервуарного оборудования и т.д.;
е) непровары, подрезы основного металла, шлаковые выключения и другие дефекты сварных соединений;
ж) негерметичность (отпотины) в сварных, клепаных соединениях и основном металле днища, стенки, кровли и понтона;
з) изменения геометрической формы верхних поясов стенки резервуара (местные выпучины, вмятины, горизонтальные гофры) и кровли резервуара повышенного давления;
и) коррозионные повреждения днища, стенки и кровли резервуара;
к) значительные деформации и разрушения отдельных несущих конструктивных элементов покрытия резервуара;
л) отрыв центральной стойки от днища резервуара;
м) отрыв от стенки резервуара опорных столиков кронштейнов;
н) деформация днища по периметру резервуара;
о) значительные равномерные и неравномерные осадки (просадки) основания;
п) потеря устойчивости обвязочного уголка в сопряжении стенок с днищем у горизонтальных резервуаров, а также потеря устойчивости элементов внутренних колец жесткости и опорных диафрагм;
р) осадка опор (фундаментов).
8.1.2. Перечисленные дефекты обусловливаются рядом причин, важнейшие из которых — амортизационный износ конструкций; хрупкость металла при низких температурах; наличие дефектов в сварных соединениях (непровары, подрезы и пр.), являющихся концентраторами напряжений; скопление большого числа сварных швов в отдельных узлах резервуара; нарушение технологии монтажа и сварки; неравномерные осадки (просадки) песчаных оснований; коррозия металла, возникающая вследствие хранения в резервуарах мазута с повышенным содержанием серы и горячей воды; нарушение требований правил технической эксплуатации резервуаров из-за повышения уровня наполнения, избыточного давления или недопустимого вакуума.
8.1.3. Работы по ремонту резервуаров производятся с соблюдением требований действующих правил техники безопасности, предусмотренных СНиП III-4-80 "Техника безопасности в строительстве".
8.2. Ремонт конструкции резервуаров
8.2.1. При ремонте оснований резервуаров следует выполнять следующие работы:
а) исправление краев песчаной подушки подбивкой гидроизолирующего грунта;
б) исправление просевших участков основания;
в) заполнение пустот под днищем в местах хлопунов;
г) ремонт всего основания (в случае выхода из строя днища);
д) исправление отмостки.
8.2.2. При ремонте оснований для подбивки, исправления песчаной подушки и заполнения пустот под днищем и в местах хлопунов применяют гидроизолирующий ("черный") грунт, состоящий из супесчаного грунта и вяжущего вещества.
8.2.3. Грунт для приготовления гидроизолирующего слоя должен быть сухим (влажность около 3%) и иметь следующий состав (по объему):
а) песок крупностью 0,1-2 мм — от 80 до 85%;
б) песчаные, пылеватые и глинистые частицы крупностью менее 0,1 мм — от 40 до 15%.
Примечания: 1. Глина с частицами размером менее 0,005 мм допускается в количестве 1,5-5% — объема всего грунта.
2. Допускается содержание в песке гравия крупностью от 2 до 20 мм в количестве не более 25% объема всего грунта.
8.2.4. В качестве вяжущего вещества для гидроизолирующего грунта применяют жидкие битумы (ГОСТ 11955-82 "Битумы нефтяные жидкие дорожные") и каменный деготь (ГОСТ 4641-80).
8.2.5. Если ремонтные работы проводят при положительной температуре наружного воздуха, то приготовленную смесь укладывают без подогрева с уплотнением пневмотрамбовками или вручную.
Если ремонт основания выполняют в зимних условиях, то " черный" грунт следует укладывать подогретым до 50-60°С.
8.2.6. При недостаточно устойчивых грунтах основание резервуара рекомендуется укреплять путем устройства
сплошного бетонного или бутобетонного кольца. В этом случае отсыпка откосов основания не проводится. Недопустимо
замоноличивание бетоном окрайков, утора, нижней части первого пояса.
8.2.7. При значительной неравномерной осадке основания резервуар поднимают домкратами, подводят под днище по окружности стенки сборные железобетонные плиты трапециевидной формы и укладывают по ним гидроизолирующий слой.
8.2.8. При неравномерной осадке основания резервуара, превышающей допустимые значения, ремонт осуществляют путем подъема резервуара (на участке осадки) с помощью домкратов и подбивки под днище гидроизолирующего грунта.
8.2.9. Зазоры между железобетонным кольцом основания и днищем у резервуаров объемом 10000 м3 и выше устраняют
путем подбивки под днище бетона марки не ниже 100.
8.2.10. Фундаменты горизонтальных резервуаров, получивших осадку в период эксплуатации, ремонтируют укладкой
(подбивкой) на седло опоры бетона марки 100. Высота бетонного слоя определяется проектным уклоном резервуара.
8.2.11. Дефектные участки сварных соединений или основного металла с трещинами, расслоениями, коррозионными повреждениями и другими дефектами конструкции днища, стенки или кровли подлежат частичному или полному удалению и ремонту.
8.2.12. Размер дефектных участков, подлежащих удалению, определяют в зависимости от конкретных размеров дефекта и выбранного метода ремонта.
8.2.13. Устранение неплотностей резервуаров осуществляется с помощью сварки и эпоксидных составов.
8.2.14. Сварку при ремонте резервуаров, находящихся в эксплуатации, рекомендуется выполнять при температуре окружающего воздуха не ниже минус 10°С.
8.2.15. Сборка, подгонка и разделка кромок под сварку ремонтируемых листов и других конструктивных элементов в зависимости от конструкции резервуара выполняются в соответствии с ГОСТ 5264-80 " Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры" следующим образом:
а) сборка листов и других элементов при толщине до 5 мм выполняется внахлестку, при толщине более 5 мм — встык; размер нахлестки рекомендуется не менее 30-40 мм, зазор между листами не должен превышать 1 мм;
б) элементы (накладки), свариваемые внахлестку, на верхних поясах стенки устанавливаются с внутренней стороны резервуара;
в) зазор между стыкуемыми кромками листов в стыковых соединениях следует принимать не менее 1 мм и не более 2
мм;
г) в стыковых односторонних соединениях с подкладкой при зазорах между кромками более 4 мм толщина подкладки принимается равной толщине свариваемых листов;
д) элементы, соединяемые встык ручной дуговой сваркой, должны иметь разделку со скосом под углом 27±3°;
е) элементы тавровых соединений (при выполнении ручной сваркой) должны иметь зазор между вертикальными и горизонтальными листами до 2 мм.
8.2.16. Расстояния между пересекающимися сварными швами элементов вставок и накладок в днище и кровле резервуара должны быть не менее 200 мм, на стенке резервуара — не менее 500 мм.
8.2.17. При сборке элементов конструкции под сварку детали соединяют посредством прихватов или с помощью стяжных приспособлений.
8.2.18. Прихватки, накладываемые для соединения собираемых деталей, размещают в местах расположения сварных швов. Размеры прихваток должны быть минимальными и легко расплавляться при наложении постоянных швов.
8.2.19. Катет сварного шва прихватки не должен превышать 6 мм, длина — 50-60 мм. Рекомендуемое расстояние между прихватками 400-500 мм.
8.2.20. Прихватки выполняют сварочными материалами, применяемыми для сварки проектных швов. Требования к качеству прихваток такие же, как и к сварочным швам. Прихватки выполняют сварщики, допущенные к сварочным работам и имеющие соответствующие удостоверения.
8.2.21. При сборке элементов конструкций, свариваемых под флюсом, порошковой проволокой или в защитном газе, прихватки выполняют электродами, предусмотренными для ручной сварки сталей, из которых выполнены элементы.
8.2.22. При наличии значительных вмятин или выпучин в кромках верхних поясов стенки, возникающих в результате недопустимого вакуума или избыточного давления, необходимо, кроме исправления вмятин (выпучин), тщательно осмотреть конструкции покрытия (щиты, фермы, прогоны и др.) и в случае наличия повреждений устранить их.
8.2.23. При выполнении сварочных работ с целью ремонта и исправления дефектных мест резервуаров должны соблюдаться следующие требования:
а) сварка стыковых швов окраек днища должна выполняться на соответствующей подкладке в два слоя и более с обеспечением полного провара корня шва; подкладка устанавливается на прихватках; приваривать подкладку по контуру к днищу запрещается; конец стыкового шва должен выводиться за пределы окрайка на остающийся конец подкладки длиной не менее 30 мм, который удаляют после окончания сварки кислородной резкой; места среза подкладок следует тщательно зачищать; зазор между подкладкой и кромками не должен превышать 1 мм;
б) технологические подкладки для сварки окрайков днищ должны иметь размеры: толщину 4-6 мм, длину более длины дефектного места на 100-150 мм и ширину не менее 100 мм;
в) вертикальные стыковые швы стенки резервуаров должны свариваться с двух сторон, вначале сваривают основной шов, затем подварочный. Перед сваркой подварочного шва корень основного шва очищают от шлака и зачищают до металлического блеска.
Учитывая, что при удалении дефектных участков сварного шва не всегда возможно обеспечение регламентируемых ГОСТ зазоров между стыкуемыми элементами, допускается увеличение ширины шва для стыковых соединений на 25%.
При необходимости удаления вертикального шва по всей высоте стенки (рулонируемые резервуары) его вырезку и ремонт проводить участками, не превышающими высоту пояса;
г) вертикальные стыки поясов стенки из листов толщиной до 5 мм разрешается собирать внахлестку, сваривая их с наружной и внутренней сторон резервуара;
д) соединение листов кровли и днища резервуара должно выполняться внахлестку с наложением сварочного шва с наружной стороны (в нижнем положении).
8.2.24. Ручную сварку стыковых швов при ремонте резервуаров следует выполнять обратноступенчатым способом.
Длина ступени не должна превышать 200-250 мм.
Сварку основного шва выполняют в несколько слоев в зависимости от толщины металла:
Толщина листов, мм............................4-5 6-7 8-9 10-12 12-14
Число слоев........................................................1 2 2-3 3-4 3-4
Для сварки первого слоя следует применять электроды диаметром 3 мм, для сварки остальных слоев — электроды
диаметром 4-5 мм.
После сварки каждого слоя поверхность шва тщательно зачищают от шлака и брызг металла. Участки слоев шва с порами, раковинами и трещинами должны быть удалены и заварены вновь.
Сварку нахлесточных швов также следует проводить обратноступенчатым способом. Длина ступени не должна превышать 300-500 мм.
8.2.25. Механизированная сварка (автоматами и полуавтоматами) при ремонте резервуаров может применяться только при сварке днищ и швов, прикрепляющих стенку к днищу в соответствии с требованиями ГОСТ 8713-79 и ГОСТ 14771-76.
Зазоры в конструкциях, собранных под механизированную сварку (автоматами), должны быть для стыковых соединений (между кромками) от 1 до 3 мм, для тавровых соединений (между вертикальными и горизонтальными листами) не более 3 мм и для нахлесточных соединений (между листами) не более 1 мм.
8.2.26. В процессе выполнения механизированной сварки при случайном перерыве в работе сварку разрешается возобновлять после очистки концевого участка шва длиной 50 мм и кратера от шлака; этот участок и кратер следует полностью покрыть швом.
8.2.27. Наложение шва поверх прихваток допускается только после зачистки их от шлака и кромок основного металла от брызг. При этом неудовлетворительно выполненные прихватки должны быть удалены и при необходимости выполнены вновь.
8.2.28. Если в процессе сварки в сварном соединении или листе образуется новая трещина, лист следует удалить и заменить новым.
8.2.29. Дефекты в сварных соединениях должны быть устранены следующими способами:
перерывы швов и кратеров заварены;
сварные соединения с трещинами, а также непроварами и другими недопустимыми дефектами удалены на длину дефектного места плюс по 15 мм с каждой стороны и заварены вновь;
подрезы основного металла, превышающие допустимые, зачищены и заварены путем наплавки тонких валиков электродом диаметром 3 мм с последующей зачисткой, обеспечивающей плавный переход от наплавленного металла к основному.
Перекрывать наплавкой валика дефектные участки швов без предварительного удаления ранее выполненного дефектного шва, а также исправлять негерметичность в сварных швах путем зачеканки запрещается.
При заварке мест удаленных дефектных участков швов должно быть обеспечено перекрытие прилегающих концов основного шва.
Исправленные сварные швы должны пройти повторный контроль.
8.2.30. Эпоксидные составы при ремонте резервуаров применяют только для герметизации:
а) кровли и верхних поясов, которые имеют большое количество сквозных коррозионных повреждений;
б) сварных соединений, имеющих мелкие трещины, и участков с отпотинами в верхних поясах стенки;
в) прокорродированных участков днища и первого пояса стенки.
Герметизация дефектных мест с применением эпоксидных составов не обеспечивает прочности конструкции.
8.2.31. Герметизация дефектных мест кровли и стенки осуществляется с наружной стороны резервуара. Дефектное место должно находиться выше уровня наполнения мазута либо воды в резервуаре.
8.2.32. Герметизация мелких трещин должна осуществляться после установления границ трещин, засверловки отверстий диаметром 6-8 мм по концам трещин.
Во избежание образования искры засверловку трещин рекомендуется выполнять ручной дрелью. Место засверловки следует густо смазать техническим вазелином.
8.2.33. Подготовка мест для наложения герметизирующих наклеек должна осуществляться далее границ дефектного места на 40-80 мм с помощью безыскровых приспособлений.
8.2.34. Для ремонта резервуара рекомендуется применять эпоксидные композиции (клеи) холодного отвердения, составы которых приведены в табл. 8 и 9.
Ремонт незначительных дефектов на верхних поясах стенки, кровли и других элементах может осуществляться путем наложения металлических заплат на клею на основе эпоксидной смолы ЭП-0010.
Жизнеспособность клеевых составов при температуре 20°С составляет 45-60 мин.
Таблица 8
Составы клеевых композиций
|
Компонент | Состав, мас. ч. | |
| Вариант I | Вариант II | |
|
Эпоксидная смола непластифицированная ЭД-20 | 100 | 100 |
| Дибутилфталат (пластификатор) | 15 |
— |
| Смола низкомолекулярная полиамидная Л-20 |
— | 50 |
|
Пудра алюминиевая (наполнитель) |
10 | 10 |
|
Полиэтиленполиамин (отвердитель) |
10 | 10 |
|
Примечание. Низкомолекулярная полиамидная смола | Л-20 вводится | состав вместо |
| полиэтиленполиамина и дибутилфталата в качестве отвердителя и одновременно пластификатора. |
||
| Состав, мае. ч. | |||
|
Компонент | Вариант I |
Вариант II | Вариант III |
| Эпоксидная смола ЭП-0010 | 100 | 100 |
100 |
| Полиэтиленполиамин (отвердитель) | 10 |
10 | 8 |
|
Асбест хризотиловый | 15 |
— | 10 |
|
Цинковый порошок | — |
20 | 10 |
8.2.35. Отдельные мелкие трещины, отверстия и отпотины на стенке и кровле допускается ликвидировать эпоксидным составом без применения армирующего материала. При этом дефектное место и поверхность вокруг него должны быть покрыты ровным слоем клея. Толщина клеевого состава должна быть около 0,15 мм.
8.2.36. Крупные дефектные места ремонтируют эпоксидными составами с укладкой не менее двух слоев армирующей ткани - стеклоткани, бязи и др.
Зачищенное место покрывают слоем клея, укладывают армирующий слой и покрывают его слоем клея, затем укладывают следующий армирующий слой, который также покрывают слоем клея. Каждый армирующий слой должен перекрывать края дефектного листа и ранее уложенного армирующего слоя на 20-30 мм. На верхний армирующий слой наносят слой эпоксидного клеевого состава с последующим лакокрасочным покрытием.
8.2.37. Отдельные раковины, свищи и другие дефекты предварительно шпатлюют основным покрытием следующего состава (маа ч.):
шпатлевка ЭП-0010 — 100;
отвердитель — гексаметилендиамин — 8,5;
наполнитель — пудра алюминиевая — 100.
Приготавливать состав рекомендуется следующим образом: в шпатлевку ЭП-0010 добавляют отвердитель и тщательно перемешивают до образования однородной массы, затем добавляют сухой наполнитель до образования тестообразной массы, удобной для нанесения шпателем. Жизнеспособность состава — 1-1,5 ч.
8.2.38. На загрунтованную поверхность наносят разливом и разравнивают слой покрывного состава толщиной до 2 мм, на который накладывают армирующий слой, и укатывают перфорированным металлическим катком для пропитки слоя и удаления воздушных пузырей.
Следующие армирующие слои накладывают после отвердения предыдущих слоев (не ранее чем через 24 ч) при температуре 18°С в указанной последовательности.
8.2.39. На верхний армирующий слой наносят краскопультом лакокрасочное покрытие (грунтовка по ГОСТ 9070-75).
8.2.40. Контроль качества осуществляют визуальным осмотром и с помощью электрического дефектоскопа ЭД-4.
8.2.41. Испытание и ввод в эксплуатацию отремонтированного резервуара должны осуществляться не ранее семи суток после окончания ремонта.
8.2.42. Качество ремонтных работ с применением эпоксидных составов обеспечивается постоянным и строгим пооперационным контролем всего технологического процесса.
8.3. Усиление стенок мазутных резервуаров
8.3.1. Усиление эксплуатирующихся мазутных резервуаров проводится с целью восстановления несущей способности нижних поясов стенки (I-IV пояс), имеющих коррозионный износ в пределах до 20% от первоначальной толщины листа. Вопрос усиления решается специализированной организацией.
8.3.2. Усиления для подкрепления стенки и повышения несущей способности, надежности конструкции в эксплуатации целесообразно устанавливать на резервуарах вместимостью 1000-10000 м3 как полистовой, так и рулонной сборки.
8.3.3. Усиление выполняется из разъемных стальных колец, состоящих из четырех-шести полос (в зависимости от длины полосы и диаметра резервуара), стянутых с помощью резьбовых соединений.
На резервуаре может быть установлено 10-20 колец по высоте четырех поясов в зависимости от коррозионного износа металла и геометрического сечения полосы. Необходимое число колец определяется расчетом.
8.3.4. На каждый резервуар, намеченный к производству работ по усилению, должен разрабатываться индивидуальный технический проект с учетом технического состояния резервуара. В проекте приводятся:
краткие сведения о техническом состоянии резервуара;
расчетная часть;
организация монтажных работ;
рекомендации по дальнейшей эксплуатации усиленного резервуара.
8.3.5. Резервуар после завершения комплекса ремонтных работ и монтажа усилений должен пройти гидравлические испытания. По завершении испытаний составляется акт о вводе резервуара в эксплуатацию, в котором указывается предельный уровень его наполнения.
8.4. Контроль качества ремонтных работ, приемка резервуаров после ремонта
8.4.1. Контроль качества сборочных и сварочных работ при ремонте резервуаров проводится в соответствии с требованиями СНиП III-18-75, СНиП 3.03.01-87.
8.4.2. Контроль выполненных работ осуществляют:
а) внешним осмотром мест и элементов исправления в процессе сборки, сварки резервуаров с измерением сварных
швов;
б) испытанием швов на герметичность;
в) проверкой сварных соединений рентгено- и гаммапросвечиванием или другими физическими методами;
г) окончательным испытанием резервуара на прочность, устойчивость и герметичность.
8.4.3. Наружному осмотру подвергаются 100% всех сварных соединений, выполненных при ремонтных работах.
Сварные соединения по внешнему виду должны удовлетворять требованиям ГОСТ 8713-79, ГОСТ 5264-80, СНиП III-
18-75, СНиП 3.03.01-87.
3.4.4. Все сварные соединения, выполненные в период ремонтных работ, подвергаются 100%-ному контролю на герметичность вакуум-методом или керосиновой пробой.
3.4.5 Сварные стыковые и нахлесточные соединения стенки, сваренные сплошным швом с наружной стороны и прерывистым с внутренней, проверяют на герметичность путем обильного смачивания их керосином. Контролируемую сторону шва очищают от грязи и ржавчины и окрашивают водной суспензией мела. Окрашенная поверхность должна просохнуть.
Шов смачивают керосином посредством опрыскивания не менее двух раз струей под давлением из краскопульта, бачка керосинореза или паяльной лампы. Допускается швы протирать два-три раза тряпкой, обильно смоченной керосином.
Сварные соединения стенки с днищем проверяют на герметичность вакуум-камерой или керосином. В последнем случае сварное соединение с внутренней стороны резервуара окрашивается водной суспензией мела или каолина и после ее высыхания сварные соединения с наружной стороны опрыскивают керосином.
8.4.6. Отремонтированные участки сварных стыковых соединений окраек днища и вертикальных стыковых соединений первого пояса и 50% соединений второго, третьего и четвертого поясов (преимущественно в местах пересечений этих соединений с горизонтальными) резервуаров вместимостью 2000 м3 и более подвергаются контролю просвечиванием (рентгено- или радиографированием). Оценка качества сварных соединений по данным просвечивания осуществляется в соответствии с требованиями ГОСТ 7512-82 "Швы сварных соединений. Методы контроля просвечиванием проникающими излучениями".
8.4.7. Если при просвечивании будут обнаружены недопустимые дефекты, то необходимо выявить границы дефектного участка путем дополнительного контроля вблизи мест с выявленными дефектами. Если при дополнительном контроле будут также обнаружены недопустимые дефекты, то контролю подвергаются все сварные соединения.
Выявленные дефектные сварные соединения или их участки должны быть исправлены и вновь проварены.
8.4.8. Окончательные испытания резервуара на прочность, устойчивость и герметичность проводят при проведении среднего или капитального ремонта основания, днища окрайков, стенки, покрытия и анкерных устройств (за исключением работ по герметизации и устранению мелких дефектов отдельных мест кровли, днища и верхних поясов, стенки).
8.4.9. В процессе испытания ведется наблюдение за появлением возможных дефектов в отремонтированных местах (в стыковых соединениях стенки, сопряжении стенки с днищем и других ответственных соединениях).
Если в процессе испытания по истечении 24 ч на поверхности стенки резервуара или по краям днища не появятся течи и если уровень не будет снижаться, то резервуар считается выдержавшим гидравлическое испытание.
8.4.10. После окончания гидравлического испытания резервуара и спуска воды для проверки качества отремонтированного основания (равномерность осадки) проводится нивелирная съемка по периметру резервуара не менее чем в восьми точках и не реже чем через 6 м.
8.4.11. Контроль геометрической формы стенки после исправления значительных выпучин и вмятин осуществляется путем измерения отклонения середины и верха каждого пояса по отношению к вертикали, проведенной из нижней точки первого пояса в местах исправлений. Измерения отклонений стенки резервуара от вертикали при наполнении его до расчетного уровня проводят по отвесу, геодезическими и другими способами.
8.4.12. После выполнения комплекса окончательных испытаний и при отсутствии дефектов в виде свищей, трещин, вмятин или значительных деформаций, превышающих допустимые согласно СНиП III-18-75, СНиП 3.03.01-87, испытание считается законченным и в установленном порядке составляется акт о сдаче резервуара в эксплуатацию после ремонта.
8.4.13. Резервуар принимается в эксплуатацию после ремонта (при выполнении ремонта подрядной организацией) комиссией, назначаемой вышестоящей организацией, с участием представителей от организации, эксплуатирующей резервуар и осуществляющей его ремонт.
8.4.14. При выполнении работ силами электростанции либо тепловых сетей комиссия назначается этим предприятием.
8.4.15. Резервуар после ремонтных работ принимают на основе дефектной ведомости и проектно-сметной документации с приложением актов на работы, выполненные при ремонте, согласно пп. 5.4 и 5.5 настоящей Инструкции.
9. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА И ПОЖАРНОЙ БЕЗОПАСНОСТИ
9.1. Безопасная эксплуатация металлических резервуаров для хранения мазута и горячей воды обеспечивается соблюдением требований действующих Правил техники безопасности при обслуживании топливно-транспортного оборудования электростанций, Правил техники безопасности при обслуживании тепловых сетей.
9.2. На каждом энергопредприятии, эксплуатирующем резервуары, должны разрабатываться на основании действующих правил местные инструкции по технике безопасности и промышленной санитарии, согласованные с органами пожарной охраны и утвержденные главным инженером предприятия.
9.3. Рабочие, обслуживающие резервуары, должны иметь соответствующее профессионально-техническое образование или пройти профессионально-техническую подготовку на производстве.
9.4. Каждый работник, обслуживающий резервуары, должен пройти инструктаж по пожарной безопасности и производственной санитарии.
9.5. Все работники, обслуживающие резервуары с сернистым мазутом, должны быть ознакомлены с опасностями,
которые могут возникнуть с этим нефтепродуктом.
9.6. Запрещается привлекать к работе по очистке резервуаров случайных работников и лиц моложе 18 лет.
9.7. Перед допуском персонала к работе необходимо проверить резервуары на содержание в воздухе рабочей зоны наиболее вероятных вредных веществ.
9.8. Персонал, постоянно занимающийся очисткой резервуаров, должен не реже одного раза в год проходить медицинский осмотр.
9.9. Работу внутри неочищенного и непроветренного резервуара персонал должен выполнять в шланговых противогазах и в специальных одежде и обуви.
Поверх спецодежды должен быть надет спасательный пояс с крестообразными лямками и прикрепленной к ним прочной сигнально-спасательной веревкой, конец которой должен быть выведен наружу через нижний люк.
9.10. Маски и шланги противогазов перед началом работ внутри резервуара должны быть тщательно проверены руководителем работ.
9.11. К работе внутри резервуара, а также к периодическим осмотрам их должны допускаться проинструктированные рабочие в составе не менее двух человек, из которых один (наблюдающий) должен находиться вне резервуара и следить за состоянием работающего. Если вблизи резервуара нет других работающих, необходимо назначать не менее двух наблюдающих.
9.12. Работа внутри резервуара при уровне жидкой среды выше 200 мм (над уровнем пола) и температуре среды выше 45°С запрещается.
9.13. Время пребывания в резервуаре, а также продолжительность отдыха с выходом из него определяет руководитель работ в зависимости от условий и характера работ.
9.14. По окончании ремонтных работ перед закрытием люков резервуара ответственный за проведение ремонтных работ должен лично убедиться, что в резервуаре не остались люди, а также инструменты и материалы.
9.15. Перед проведением испытаний весь персонал, принимающий участие в них, должен пройти инструктаж.
На все время испытаний устанавливается граница опасной зоны с радиусом, равным не менее двух диаметров резервуара, внутри которой не допускается нахождение людей, не связанных с испытаниями.
9.16. Все виды ремонтно-строительных работ внутри резервуаров, а также работы по окраске их должны проводиться по нарядам.
9.17. Все резервуарные парки и отдельно стоящие резервуары должны быть обеспечены первичными средствами пожаротушения. При этом резервуары вместимостью 5 тыс. м3 и более должны быть оборудованы автоматическими стационарными системами (установками) пенного тушения в соответствии с Требованиями СНиП II.106-79. Резервуары вместимостью 1 тыс. м3 и более независимо от места расположения должны быть оборудованы пеногенераторами и сухими стояками (сухотрубами) для подачи пены в верхний пояс резервуара.
9.18. При появлении трещин в швах, в основном металле стенок и днище действующий резервуар должен быть немедленно освобожден и подготовлен к ремонту. Не допускается заварка трещин и чеканка на резервуарах, заполненных мазутным топливом.
9.19. На время выполнения ремонтных работ с применением открытого огня на производственной территории должен быть установлен пожарный пост из работников пожарной охраны и увеличено число средств пожаротушений.
9.20. Безопасный способ выполнения огневых работ в мазутных резервуарах может быть применен после их дегазации с помощью специальной вентиляционной установки.
Приложение 1
ПАСПОРТ ЦИЛИНДРИЧЕСКОГО ВЕРТИКАЛЬНОГО РЕЗЕРВУАРА
Вместимость_
Марка__№_
Дата составления паспорта_
Место установки (наименование предприятия)___
Назначение резервуара_
Основные размеры элементов резервуаров (диаметр, высота)
Наименование организации, выполнившей рабочие чертежи КМ, и номер чертежей
Наименование завода-изготовителя стальных конструкций
Наименование строительно-монтажных организаций, участвовавших в возведении резервуара:
1.__2.__3._и т.д.
Перечень установленного на резервуаре оборудования:
Отклонение от проекта_
Дата начала монтажа_
Дата окончания монтажа _
Дата начала и окончания каждого промежуточного и общего испытаний резервуаров и результаты испытаний:
Приложения:
I. Техническая документация по приемке резервуара
1. Рабочие чертежи_
2. Заводские сертификаты на изготовленные стальные конструкции_
3. Документы о согласовании отступлений от проекта при монтаже
4. Акты приемки скрытых работ
5. Документы (сертификаты и др.), удостоверяющие качество электродов, электродной проволоки, флюсов и прочих материалов, примененных при монтаже_
6. Схемы геодезических измерений при проверке разбивочных осей и установке конструкций
7. Журнал сварочных работ_
8. Акты испытания резервуара_
9. Описи удостоверений (дипломов) о квалификации сварщиков, проводивших сварку конструкций при монтаже, с указанием присвоенных им цифровых или буквенных знаков __
10. Документы результатов испытаний сварных монтажных швов_
11. Заключение по просвечиванию сварных монтажных швов проникающим излучением со схемами расположения
мест просвечивания_
12. Акты приемки смонтированного оборудования
Подписи представителей заказчика и строительно-монтажных организаций
II. Техническая документация по эксплуатации резервуара (формы для заполнения)
Периодическая проверка осадки фундамента
|
№ п.п. | Дета проверки | Способ проверки | Результат проверки | Должность, фамилия и подпись лица, проводившего проверку | Место хранения акта проверки (номер дела) |
Проведение ремонтов фундамента
| № п.п. | Дата приемки из ремонта | Описание ремонта | Должность, фамилия лица, руководившего ремонтом |
Место хранения акта на проведенный ремонт (номер дела) |
Аварии резервуара
| № | Дата аварии |
Описание аварии | Причина аварии | Место хранения акта об |
| п. п. | аварии (номер дела) |
| № п. п. | Дата приемки из ремонта | Характер и вид ремонта | Что подверга лось ремонту | Как проводился ремонт |
Качество и результаты ремонта |
Должность, фамилия, имя, отчество, подпись лица, ответственного за ремонт | Место хранения акта на ремонт (номер дела) |
Приложение 2
Сертификат (форма)
(завод стальных конструкций)
Заказчик ___
1. Наименование объекта__
2. Масса по чертежам КМД _
3. Дата начала изготовления_
4. Дата конца изготовления_
5. Организация, выполнившая рабочие чертежи КМ (индекс и номер чертежей)
6. Организация, выполнившая деталировочные чертежи КМД (индекс и номер чертежей)
7. Стальные конструкции изготовлены в соответствии с
(указать нормативно-технический документ)
8. Конструкции изготовлены из сталей марок_
АКТ
от ”_”_19 г.
приемки скрытых работ по подготовке поверхности металла для нанесения лакокрасочного покрытия
Составлен комиссией в составе:
председатель — главный инженер нефтебазы_
(наименование, номер нефтебазы, фамилия, имя, отчество)
члены комиссии: мастер_
(фамилия, имя, отчество)
исполнитель_
(должность, фамилия, имя, отчество) на проведенный осмотр и проверку качества подготовки поверхности металла резервуара РВС № лакокрасочного покрытия. Состояние внутренней поверхности
для нанесения резервуара
РВС:_
(указать степень подготовки поверхности
и заключение о возможности проведения окрасочных работ) Составлен в _____ экземплярах:
1 -й экземпляр направлен_
2-й экземпляр — в дело
Председатель комиссии:_(подпись)
Члены комиссии:_(подписи)
Приложение 4
ЖУРНАЛ ПРОИЗВОДСТВА РАБОТ ПО НАНЕСЕНИЮ ПОКРЫТИЙ НА РЕЗЕРВУАР
Наименование объекта_
Адрес объекта_
Основание для производства работ_
Производство работ_
Начато__
Окончено_
Подпись ответственного лица организации,
выдавшей журнал_
Форма 1
1. Наименование защищаемого резервуара
2. Место установки резервуара_
(помещение, вне здания и др.)
3. Наименование организации, разработавшей проект антикоррозионной защиты
4. Краткая характеристика резервуара
(материал, наличие нагрева, механических воздействий и т. д.)
5. Характеристика агрессивной среды в резервуаре_
(концентрация, температура)
6. Дата и номер документа о сдаче резервуара под покрытие и испытании на герметичность _
гарантийного
| Дата, год, месяц, число | Наименование работы | Объем работы, м3 |
Температура во время производства работ | Материал для покрытия | Число нанесенных слоев и их толщина, мм | Продолжительность сушки отдельных слоев, сут, и температура сушки, °С | Ф. И.О. мастера -производителя работ |
Дата и номер акта приемочных работ |
Приме чание | |||
| в резервуаре | окружающег о воздуха | ГОСТ и ТУ |
Номер паспорта | Номер анализа | ||||||||
|
Очистка поверхности Г рунтовка поверхности (наименование грунтовки) Шпатлевка (наименование шпатлевки) Нанесение эмали, наименование эмали | ||||||||||||
Утверждаю: (руководитель предприятия) (подпись, расшифровка) Дата утверждения_
АКТ
”_”_19 __ г.
приемки резервуара в эксплуатацию после проведения ремонта
Составлен комиссией_
председатель_
(должность, фамилия, имя, отчество)
члены комиссии_
(должность, фамилия, имя, отчество)
В резервуаре_
(характеристика резервуара: номер, вместимость и др.) произведен капитальный ремонт в объеме_
(перечень устраненных дефектов: замена согласно дефектной ведомости
изношенных элементов резервуара, ремонт сварных соединений,
исправление осадки, устранение негерметичности, ремонт оборудования и др.)
Качество ремонтных работ (по результатам внешнего осмотра, рентгенографии, испытаний, измерений и др.)
(оценка ремонтных работ)
Результаты испытания резервуара на прочность наливом водой до высоты ______ м.
Комиссия считает возможным ввести резервуар в эксплуатацию с предельным уровнем наполнения ______ м
Председатель комиссии_
(подпись)
Члены комиссии
(подписи)
Приложение 6
КАРТЫ ПРИМЕРНЫХ ИСПРАВЛЕНИЙ НАИБОЛЕЕ ЧАСТО ВСТРЕЧАЮЩИХСЯ ДЕФЕКТОВ В ЭКСПЛУАТИРУЮЩИХСЯ РЕЗЕРВУАРАХ
Карты примерных исправлений дефектов в металлических резервуарах распространяются на все дефекты (трещины, непровары, вмятины и т.п.), обнаруженные в период их эксплуатации.
Трещины и другие дефекты, обнаруженные не в сварных соединениях, а в околошовной зоне, должны быть устранены способом, аналогичным приведенным в данных картах.
Дефекты, возникающие в конструкциях металлических резервуаров и не предусмотренные настоящими картами, должны устраняться по индивидуальным решениям с разработкой технологии применительно к изложенным в картах случаям.
а) На участке осадки резервуара приваривают с Карта 1 (основание) интервалом 2,5 м ребра жесткости А на расстоянии 0,4 м от днища. Сварной шов 10x100 мм через 1500 мм.
б) Под ребра жесткости устанавливают домкраты.
1. Неравномерная
осадка основания, превышающая допустимые значения и вызвавшая
неравномерную осадку резервуара
Резервуар поднимают выше осадки на 20 мм.
в) Подбивают грунтовую смесь (супесчаный грунт, пропитанный битумом).
г) Резервуар опускают на основание. Ребра удаляют.
д) Смеси подбивают трамбовками вертикальными слоями, за пределами днища — горизонтальными слоями
а) Зазоры между бетонным кольцом и днищем Карта 2 (основание) утрамбовывают бетоном марки не ниже 100.
2. Зазоры между
бетонным кольцом основания А и окрайками днища Б до 100 мм на
значительном протяжении периметра корпуса В резервуара
3. Значительная
равномерная осадка основания резервуара А, превышающая
допуски в районах с недостаточно устойчивыми грунтами
б) При необходимости восстановления вертикальности стенки резервуара выполняют операции в соответствии с требованием карты 1
а) Вокруг резервуара на расстоянии 1 м от него Карта 3 (основание) устраивают монолитное бетонное кольцо Б. Верх кольца должен быть не ниже основания на 50 мм.
б) Отмостки В устраивают по требованиям основного проекта.
в) Подводящие трубопроводы должны обеспечивать возможность осадки за счет гибких вставок или компенсирующих устройств
а) В днище Б резервуара на участке пустоты вырезают отверстие В диаметром 200-250 мм для подливки грунтовой смеси Г.
Карта 4 (основание)
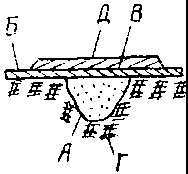
4. Местная просадка основания А под днищем Б резервуара (вне зоны окрайков) глубиной не более 150 мм на площадке более 2 м
В зависимости от площади просадки основания и удобства подбивки при необходимости вырезают дополнительные отверстия.
б) Пустоту засыпают грунтовой смесью Г и
уплотняют глубинным вибратором,
пневмотрамбовкой, вручную.
в) Вырезанные в днище отверстия закрывают круглой накладкой Д диаметром, превышающим на 100 мм диаметр отверстия, и толщиной не менее толщины днища резервуара.
г) Накладку с днищем сваривают по всему контуру плотным швом
а) На разрушенном участке подбивают грунтовую смесь пневмотрамбовкой или вручную (супесчаный грунт, пропитанный битумом).
Карта 5 (основание)
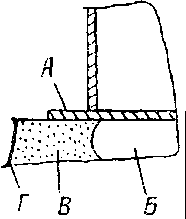
5. Днище А резервуара не просело, а основание Б частично осыпалось. Между днищем и основанием образовался зазор
б) За пределами бака укладывают слой песчаного грунта В, а поверх него утрамбовывают изолирующий слой.
в) Откосы Г основания выполняют согласно проекту
6. Значительная
равномерная просадка стенки резервуара по всему периметру до 250 мм с резким перегибом окрайка днища на расстоянии до 500 км от стенки, сварные соединения днища не нарушены
7. Продольная трещина А в сварном стыковом соединении окрайка
днища, не доходящая до уторного уголка Б; в резервуарах без
уторного уголка — до корпуса В
8. Днище резервуара
прокорродировано
полностью
а) На отдельных участках стенки резервуара на расстоянии 0,4 м от днища приваривают с интервалом 2,5 м по периметру ребра жесткости (см. карту 1).
б) Под ребра жесткости устанавливаются домкраты. Участок стенки поднимают выше просадки на 50 мм.
в) Распускают сварные соединения приварки окрайков к центральной части днища и стенки резервуара. Окрайки разрезают на отдельные участки и удаляют из бака.
г) Укладывают слой гидрофобного грунта до проектной отметки основания и уплотняют трамбовкой.
д) Подводят под стенку окрайки днища с технологической подкладкой. Один окраек с другим сваривают встык, поджимают к стенке и приваривают двумя тавровыми швами.
е) Сваривают внахлестку окрайки с центральной частью днища.
ж) Стенку опускают на основание, снимают домкраты и удаляют ребра жесткости.
з) Все сварные соединения проверяют на герметичность и проводят испытания резервуара. Наливают воду до расчетного уровня
а) Расчищают дефектное место, выявляют границу трещины и засверливают трещину сверлом диаметром 6-8 мм.
б) Разделывают кромки трещины с зазором между ними 2±1мм.
в) Сварку дефектного места осуществляют на технологической подкладке в два слоя или более от засверловки до наружного края окрайка с обязательным выводом на технологическую прокладку.
г) Видимый конец технологической подкладки обрезают
а) Днище заменяют участками.
б) Последовательно на высоту не менее 200 мм отрезают стенку с участком окрайка и днища. Длина первого участка превышает последующие на 500 мм.
в) Отрезанный участок вытягивают из резервуара, подводят окрайки Б с технологическими подкладками В.
г) Сваривают окрайки один с другим, устанавливают вертикально полосовую сталь Г и приваривают двусторонним швом к окрайкам и нахлестным швом к стенке резервуара.
д) После смены окрайка и участка стенки собирают днище Д и сваривают поперечные швы, затем продольные.
е) В необходимых случаях ремонтируют изоляционный слой.
ж) Все сварные соединения испытывают на герметичность и проводят гидравлические испытания заполнением водой резервуара до расчетного уровня
Карта 6 (основание днища)
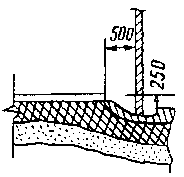
Карта 7 (днище)
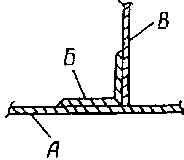
Карта 8 (днище)
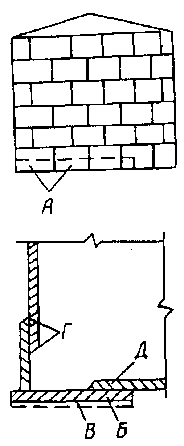
а) Выявляют границы дефектного участка, подлежащего удалению.
б) Распускают сварные швы в районе выпучины и удаляют деформированные листы.
9. Выпучина-складка на днище с резкими перегибами и изломами
Карта 10 (днище)
в) В случае необходимости исправляют гидроизолирующий слой.
г) Удаленные листы заменяют новыми и совмещают с листами полотнища днища внахлестку по коротким и длинным кромкам.
д) Сварку выполняют герметичными швами с катетом не более 5 мм. Направление и последовательность сварки показаны стрелками и цифрами
а) В вершине хлопуна А вырезают отверстие Б диаметром 200-500 мм в зависимости от площади хлопуна и удобства подбивки грунтовой смеси В. В необходимых случаях вырезают дополнительное отверстие.
10. Выпучина или хлопун А высотой более 150 мм на площади более 2 м2 с плавным переходом на днище резервуара
б) Пазуху засыпают грунтовой смесью В (супесчаный грунт, пропитанный битумом), уплотняют глубинным вибратором,
пневмотрамбовкой или вручную.
в) Подгоняют круглую накладку Г диаметром, превышающим на 100 мм диаметр отверстия, и толщиной не менее толщины днища резервуара.
г) Сварку накладки с днищем выполняют по всему контуру швом с катетом не более 4-5 мм
а) Расчищают дефектное место, выявляют границы трещины.
Карта 11 (стенка)
11. Продольная
трещина А (сквозная или несквозная) в
нахлесточном сварном соединении стенки резервуара с выходом на основной металл
б) Конец трещины на основном металле засверливают сверлом диаметром 6 мм. Вырубают (выплавляют) сварное соединение на участке, большем дефектного места на 50 мм в каждую сторону. На основном металле дефектный участок вырубают до засверленного отверстия с зазором между кромками 2±1мм.
в) Места нахлеста сваривают с наружной стороны, а на основном металле — с двух сторон. При необходимости осуществляют подварку внутренних прерывистых швов.
г) Герметичность отремонтированного участка проверяют вакуум-методом или керосином
а) Расчищают дефектное место, выявляют границы трещины.
Карта 12 (стенка)
12. Продольная
трещина А (сквозная или несквозная) в
нахлесточном сварном соединении стенки резервуара без выхода на основной металл
б) Вырубают (выплавляют) сварное соединение на участке, большем дефектного места на 50 мм в каждую сторону.
в) Сварку осуществляют с наружной стороны, при необходимости выполняют подварку внутренних прерывистых швов.
г) Герметичность отремонтированного участка проверяют вакуум-методом или керосином
Коррозия
первого стенки на в к
днищу. Характер
коррозии: группы
раковин глубиной до 1,5-2 мм, переходящих в сплошные полосы, а также точечные
углубления осповидного типа
14. Поперечная
трещина по стыковому сварному шву
вертикального стыка стенки резервуара, распространившаяся на основной металл
13.
внутренней поверхности пояса резервуара значительной длине зоне примыкания
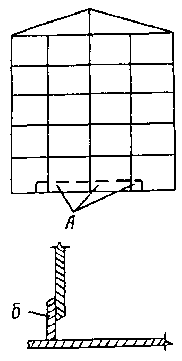
Карта 14 (стенка)
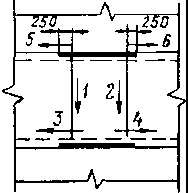
Карта 15 (стенка)
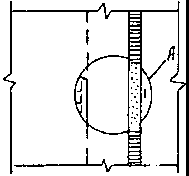
15. Трещина по сварному шву с выходом на основной металл в замыкающем вертикальном шве стенки резервуара:
1) выполненном внахлестку в середине пояса;
2) выполненном внахлестку вблизи горизонтального шва. Длина трещины не более 250 мм
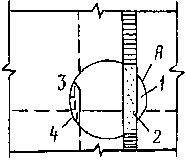
а) Дефектные места стенки бака заменяют последовательно отдельными участками.
б) Размечают границы участка А высотой, большей высоты дефектной зоны на 100 мм, и длиной до 3000 мм.
в) Вырезают дефектные места вначале у днища, затем по границе участка на стенке.
г) Подгоняют с наружной стороны бака внахлестку полосовую накладку Б толщиной, равной толщине листа первого пояса стенки.
д) Накладки сваривают одну с другой встык, а со стенкой — внахлестку.
е) Все сварные соединения испытывают на герметичность и проводят гидравлические испытания бака заполнением его водой до расчетного уровня
а) Расчищают дефектное место, выявляют границы трещины, засверливают ее сверлом диаметром 8 мм и вырезают дефектный участок листа стенки резервуара на всю высоту пояса шириной по 250 мм от конца трещины, но не менее 1000 мм.
б) Разделывают кромки листа пояса и вставки, вставку подгоняют встык или внахлестку и сваривают с двух сторон обратноступенчатым способом.
в) Направление и последовательность сварки указаны стрелками и цифрами.
г) Все сварные соединения испытывают на герметичность и проводят гидравлические испытания резервуара заполнением его водой до расчетного уровня
Первый случай
а) Расчищают дефектное место, выявляют границы трещины и вырезают дефектное место радиусом 500-700 мм.
б) Изготовляют вставку А в виде двух сегментов 1 и 2 из металла толщиной, равной толщине листов стенки.
в) Производят V-образную разделку кромок листа стенки и вставки.
г) Вставку А подгоняют встык с листами стенки резервуара, и сегменты вставки прихватывают и сваривают внахлестку с двух сторон
Второй случай
То же, что и в первом случае, но вставку А изготовляют из четырех сегментов
а) Вырезают дефектное место по кругу диаметром не менее 500 мм.
Карта 16 (стенка)
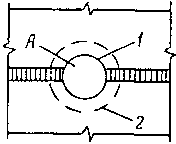
16. Многократная
наварка на участок сварного соединения и лист стенки резервуара в дефектном месте
б) С внутренней стороны резервуара вплотную к стенке подгоняют внахлестку накладку А диаметром не менее 1000 мм и толщиной, равной толщине листов стенки.
в) Сварка накладки А со стенкой осуществляется сплошными герметичными швами сначала с наружной стороны 1, а затем с внутренней 2 обратноступенчатым способом с длиной ступени не более 200-250 мм
а) Участок коррозии тщательно зачищают абразивным инструментом на длину более 100 мм по обе стороны от дефектного места.
б) Дефектный участок подваривают тонкими валиками электродами диаметром 3 мм в два-три прохода.
17. Коррозия на
отдельных участках или по всей длине вертикальных и
горизонтальных сварных соединений внутренней
поверхности стенки резервуара.
Характер коррозии — точечные углубления осповидного типа и группы раковин
глубиной от 2 до 3 мм, переходящие в
сплошные полосы
18. Замена стенки
резервуара без
разрушения днища и перекрытия
в) После сварки каждого слоя поверхность шва тщательно зачищают от шлака.
г) Выполняется 100%-ный контроль отремонтированного участка сварного соединения
Ремонт стенки осуществляется с помощью специальных монтажных стоек,
поддомкрачивающих стенку резервуара. Стойки устанавливают снаружи резервуара и приваривают к местам верхнего пояса около ферм (балок перекрытия). Допускается также замена стенки резервуара последовательными участками с перемещением монтажных стоек после установки нового участка и его приварки
а) Трубопровод отсоединяют.
Карта 19 (стенка)
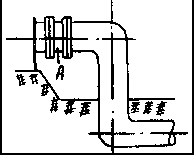
Карта 20 (перекрытие)
19. Местная выпучина на первом поясе стенки резервуара, возникшая в результате просадки подводящего трубопровода. Размер дефекта превышает допустимые значения
20. Отрыв поясов полуферм от стенки резервуара:
1) с разрывом металла стенки;
2) без разрыва металла стенки
б) Выпучину или вмятину исправляют с помощью домкрата до допустимых размеров.
в) Подводящий трубопровод обрезают, подгоняют и устанавливают дополнительную вставку А
а) Под стойку А полуфермы подгоняют уголок Б сечением 160х160х10 мм, длиной 400-500 мм.
б) Уголок приваривают к стенке В и к опорной части стойки Г швами с катетом, равным наименьшей толщине свариваемого металла.
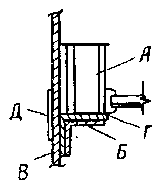
в) Место разрыва металла стенки В перекрывают накладкой Д толщиной, равной толщине металла стенки.
г) Накладку Д приваривают к стенке.
д) При разрыве металла с образованием трещин до установки накладки концы обрабатывают по технологии ремонта трещин
а) Проверяют заполнение трубчатой стойки А песком через вырезаемое отверстие в кровле.
21. Центральная
опорная стойка А с опорным кольцом Б поднята и не опирается на днище В (кровля и стенка повреждений не имеют)
Карта 21 (центральная опорная стойка)
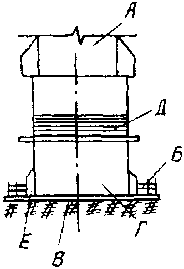
б) Радиальные ребра опорного кольца Б отрезают в зоне сопряжения со стойкой А.
в) Под опору стойки подводят подкладку Г (при большем зазоре — катушку с торцевыми заглушками). Катушку заполняют песком.
г) Подкладку Г (катушку) приваривают к опорной стойке швом Д.
д) Радиальные ребра с помощью косынок Е приваривают к стойке А и подкладке Г (катушке).
е) Опорное кольцо Б крепится к днищу согласно проекту.
ж) При полой стойке засыпают песок, и отверстие в кровле заделывают
а) Расчищают дефектное место, устанавливают и размечают границу дефектного участка днища, подлежащего удалению.
б) Высверливают по разметке ручной дрелью
22. Центральная
опорная стойка
поднялась и вырвала часть днища.
Основание пропитано продуктом
(пневмозубилом) под слоем технического
вазелина дефектное место.
в) Под днище подбивают глиняный замок, отстоящий от кромок дефектного места более чем на 200 мм. Толщина глиняного замка должна быть не менее 150 мм.
г) Обрабатывают и зачищают от задиров кромки днища.
д) Подгоняют внахлестку на 50-100 мм накладку из металла толщиной, равной толщине днища.
е) Накладку сваривают с днищем.
ж) Г ерметичность сварных соединений отремонтированного участка проверяют вакуум-методом
а) Выявляют дефектные участки кровли.
Карта 23 (кровля)
23. Кровля резервуара прокорродирована полностью (или
частично). Несущие
конструкции перекрытия не
подлежат ремонту
б) Кровлю разрезают на секторы А.
в) Вырезанные секторы опускают на землю с помощью крана.
г) Поднимают новые листы на кровлю и собирают (подгоняют) внахлестку на прихватках.
ОГЛАВЛЕНИЕ
1. Общие положения
2. Конструкция резервуаров
3. Приемка в эксплуатацию
4. Требования к испытаниям резервуаров на герметичность и прочность
5. Т ехническая документация на резервуары
6. Техническое обследование резервуаров
6.1. Общие положения
6.2. Обследование и комплексная дефектоскопия металлических резервуаров
6.3. Измерения геометрической формы стенки и нивелирование днища
6.4. Проверка состояния основания и отмостки
6.5. Оценка состояния основных элементов резервуара
7. Защита металлических резервуаров от коррозии, восстановление антикоррозионной защиты
8. Ремонт резервуаров
8.1. Общие сведения
8.2. Ремонт конструкции резервуаров
8.3. Усиление стенок мазутных резервуаров
8.4. Контроль качества ремонтных работ, приемка резервуаров после ремонта
9. Требования охраны труда и пожарной безопасности Приложение 1. Паспорт цилиндрического вертикального резервуара Приложение 2. Сертификат на стальные конструкции
Приложение 3. Акт приемки скрытых работ по подготовке поверхности металла для нанесения лакокрасочного покрытия
Приложение 4. Журнал производства работ по нанесению покрытий на резервуар Приложение 5. Акт приемки резервуара в эксплуатацию после проведения ремонта
Приложение 6. Карты примерных исправлений наиболее часто встречающихся дефектов в эксплуатирующихся резервуарах
РОССИЙСКОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ «ЕЭС РОССИИ»
ДЕПАРТАМЕНТ НАУКИ И ТЕХНИКИ
РЕКОМЕНДАЦИИ ПО РЕМОНТУ И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ МЕТАЛЛИЧЕСКИХ И ЖЕЛЕЗОБЕТОННЫХ РЕЗЕРВУАРОВ ДЛЯ ХРАНЕНИЯ МАЗУТА
РД 34.23.601-96
Вводятся в действие с 01.07.98 г.
Разработано Открытым акционерным обществом "Фирма по наладке, совершенствованию технологии и эксплуатации электростанций и сетей ОРГРЭС"
Исполнители В.П. ОСОЛОВСКИЙ, ГМ. КОРОЛЕВ
Утверждено Департаментом науки и техники 15.07.96 г.
1. ОБЩИЕ ПОЛОЖЕНИЯ
На тепловых электростанциях и в тепловых сетях Единого энергетического комплекса России в эксплуатации находится более 1800 резервуаров для хранения мазутного топлива, 26% емкостей представляет собой железобетонные резервуары, остальные - стальные вертикальные цилиндрические резервуары.
3
Железобетонные резервуары выполняются в двух вариантах: монолитные малоразмерные приемные емкости в основном до 500 м и сборные -
3 3 3 3
вместимостью до 1000 м прямоугольные и цилиндрические преднапряженные, вместимостью 10000 м , 20000 м и 30000 м - цилиндрические
преднапряженные по проектам Союзводканалпроекта, Гидроспецстроя и других организаций. По срокам эксплуатации они распределяются следующим
образом: более 50 лет - 8%, более 30 лет - 20%, более 20 лет - 50%, более 10 лет - 15%, менее 10 лет - 7%.
Железобетонные резервуары, используемые на ТЭС, предназначены для хранения топочных мазутов всех марок с плотностью до 1,0 т/м . При этом предусмотрен коэффициент перегрузки, равный 1,1.
Во всех типовых проектах резервуаров применены сборные конструкции стен и кровли и монолитные днища. Резервуары возведены в двух вариантах -заглубленном на всю высоту емкости и надземном обвалованном.
3 3
Стальные цилиндрические резервуары составляют 3/4 парка мазутохранилищ энергообъектов, имеют вместимость от 100 м до 30000 м , выполнены по проектам институтов ЦНИИПСК, Южгипронефтепровод, Гипронефтеспецмонтаж и др. Резервуары большой вместимости (10000 м и более) начали вводиться в эксплуатацию с 1965 г. Резервуары вместимостью 30000 м высотой 12 м (проект 704-1-71) вводились в эксплуатацию с 1981 г., а высотой 18 м (проект 704-1-172) - с 1987 г.
На ТЭЦ Мосэнерго по проектам Мосэнергоремонта взамен подземных железобетонных резервуаров, оказавшихся недостаточно герметичными, в 70-х годах были возведены металлические подземные резервуары вместимостью 10000 м с наружной ограждающей подпорной стенкой кольцевого сечения. При этом нагрузка от действия грунта передается на окружающие каждый бак кольцевые подпорные стенки, которые выполнены частично из сборных бетонных блоков (3,75 м) и частично из кирпичной кладки (1,75 м толщиной стенки 510 мм и 1,6 м толщиной 380 мм). Между наружной кольцевой подпорной стенкой и стенкой металлического бака предусмотрен зазор 250 мм, который заполнен минеральной теплоизоляцией. Днище металлического
резервуара установлено на монолитной железобетонной плите толщиной 200 мм из бетона М200, на которую также устанавливается и кольцевая подпорная стенка. Внутри резервуара установлены непосредственно на стальные листы днища сборные железобетонные конструкции фундаментов
стаканного типа, колонн, балок плит кровельного покрытия по схеме проекта сборного железобетонного резервуара вместимостью 10 тыс. м Союзводканалпроекта. Кровля выполнена железобетонной из сборных элементов. С наружной стороны металлическая стенка резервуара окрашена стойкой масляной краской, а днище уложено на битумную смазку, нанесенную на монолитную железобетонную плиту. Эта конструкция резервуара по сравнению с железобетонными резервуарами, облицованными металлом, имеет преимущество, заключающееся в том, что металлическая облицовка железобетонного резервуара прогревается раньше бетона стенки и деформируется, так как не имеет возможности свободно расширяться. В случае высокого уровня грунтовых вод при опорожнении резервуара возможен отрыв и разрушение днища и смещение облицовки стен внутри резервуара.
Стальные резервуары вместимостью 10, 20 и 30 тыс.м , используемые на электростанциях, не предназначены для хранения в них мазута с плотностью 1,015 т/м и в связи с этим в местных инструкциях по эксплуатации максимальный уровень залива мазута определен ниже допустимой проектом высоты (0,95). Температура хранения мазута в резервуарах не превышает 90°С. Цикличность изменения уровня топлива более чем на 50% высоты в резервуарах в проектах не учтена. На большинстве резервуаров (90%) она не превышает 12 циклов в год, в то же время на остальных резервуарах она достигает 550 циклов в год.
Проектом предусмотрена антикоррозионная защита внутренней поверхности кровли и двух верхних поясов, которую последующими постановлениями Госстроя СССР разрешено не выполнять.
Не предусматривается проектами катодная и протекторная защита днища резервуаров от почвенной коррозии и коррозии блуждающих токов.
Состав эксплуатируемых металлических резервуаров в зависимости от сроков эксплуатации и их единичной вместимости имеет следующее распределение (табл. 1):
Таблица 1
| Срок эксплуатации резервуаров, лет | Процент общего числа резервуаров |
Вместимость, м3 | |||
|
до 1000 | 10000 | 20000 | 30000 | ||
| Более 50 | 2 | 2 | - | - | - |
|
Более 30 | 13 | 13 | - | - | - |
| Более 20 | 33 | 29 | 4 | - | - |
| Более 10 | 38 | 27 | 7 | 4 | - |
|
Менее 10 | 14 | 10 | 1 | 2 | 1 |
| Итого... |
100 | 81 | 12 |
6 | 1 |
Таким образом, основная часть парка резервуаров имеет срок эксплуатации, превышающий 20 лет (с учетом железобетонных резервуаров).
Обеспечение при строительстве и сохранение на весь период эксплуатации герметичности резервуаров является главным условием надежности их эксплуатации.
2. СОСТОЯНИЕ РЕЗЕРВУАРОВ ДЛЯ ХРАНЕНИЯ МАЗУТА, ХАРАКТЕР И ПРИЧИНЫ ПОВРЕЖДЕНИЙ РЕЗЕРВУАРОВ
Анализ многолетних данных обследования состояния строительной части резервуаров и опыта их технического обслуживания и ремонта по материалам, представленными энергопредприятиями, выявил следующие наиболее характерные недостатки конструкций резервуаров.
2.1. Состояние железобетонных резервуаров
Монолитные железобетонные резервуары, являющиеся, как правило, приемными емкостями, выполнены в заглубленном варианте. Большая их часть имеет течи мазута вследствие низкого качества монолитного железобетона (сквозные трещины в стенах с раскрытием до 4 мм, рыхлый бетон) и ухудшения со временем его состояния под воздействием грунтовых вод (Иркутская ТЭЦ-3, Соликамская ТЭЦ-12, Мурманская ТЭЦ и др.). Наиболее эффективным решением по восстановлению герметичности монолитных резервуаров является облицовка его стен и днища металлическим листом, что было выполнено
на ряде объектов (Ефремовская ТЭЦ, Ульяновская ТЭЦ-1, Иркутские тепловые сети, Свердловская ТЭЦ и др.).
Прямоугольные сборные железобетонные резервуары вместимостью 1000 м оказались чувствительными к температурным перепадам в стеновом ограждении, что неизбежно в условиях эксплуатации. В стыках между панелями образуются сквозные трещины, устранение которых эпоксидными составами или торкретированием давали кратковременный эффект. Так как эти резервуары выполнены в заглубленном варианте (Краснодарская ТЭЦ и др.) или с обвалованием (Архангельская ТЭЦ и др.), то если вытекающий мазут не попадает в подземные коммуникации, установить наличие и места протечек возможно только при вскрытии обвалования или обратной засыпки.
о
Железобетонные цилиндрические резервуары вместимостью 10, 20 и 30 тыс.м3 за счет кольцевой напряженной арматуры, навиваемой по всей высоте стенок резервуара, должны были обеспечить герметичность стыков стеновых панелей, чего в определенной мере удалось добиться. Но из-за несоблюдения в ряде случаев технологии навивки, последующей релаксации напряжения арматуры, усадки бетона и других процессов предварительного обжатия стыков оказалось недостаточно и течи мазута в стыках между панелями появились на многих баках (Рязанская, Заинская ГРЭС и др.).
Наиболее часто утечки мазута наблюдаются в местах прохода металлических трубопроводов через железобетонную панель из-за частых температурных перепадов в двух различных по теплопроводности материалах (Чебоксарская ТЭЦ-1, Дзержинская ТЭЦ, Губкинская ТЭЦ, ТЭЦ-14 Ленэнерго, Рязанская ГРЭС и многих др.). Имеются течи в местах примыкания стен и днища (Верхнетагильская ГРЭС, Конаковская ГРЭС и др.), а также через образовавшиеся сквозные трещины в боковых поверхностях и днищах резервуаров (Мурманская ТЭЦ, Иркутская ТЭЦ-3, Орская ТЭЦ-1, Конаковская ГРЭС и др.). На многих электростанциях места утечек мазута из резервуаров не определены, так как нахождение утечки после обвалования резервуара затруднено. На некоторых электростанциях (Ульяновская ТЭЦ-1, Комсомольская ТЭЦ-3, Архангельская ТЭЦ, Смоленская ТЭЦ и др.) при проведении гидравлических испытаний резервуаров утечки воды были выше допустимых норм и для восстановления герметичности было выполнено покрытие внутренних поверхностей стен и днища резервуаров металлическим листом.
По представленным энергопредприятиями данным на 01.1990 г. имелись течи в железобетонных преднапряженных цилиндрических резервуарах:
3
в 66 из 133 резервуаров вместимостью 10000 м , возведенных по проектам 7-02-152, 7-02-158, 7-02-308, 7-02-896;
3
в 14 из 24 резервуаров вместимостью 20000 м , возведенных в основном по проекту 7-02-310;
3
в 6 из 13 резервуаров вместимостью 30000 м , возведенных по проекту 7-04-1-65.
о
В резервуарах вместимостью 10000 м3, возведенных по проекту 7-02-156, армирование оголовков колонн, несущих кровлю, было недостаточным, вследствие чего на нескольких объектах произошло обрушение железобетонных плит кровли резервуаров. В последующем было выполнено усиление оголовков колонн металлоконструкциями, а в ряде случаев замена части колонн и внутреннего опорного кольца (Новочебоксарская ТЭЦ-3, Заинская ГРЭС, ТЭЦ-22 Мосэнерго, Конаковская ГРЭС, Воронежская ТЭЦ-1, Воронежская ТЭЦ-2 и др.). Уплотнение стыков стеновых панелей торкретом не исключило утечек мазута через стены. Частичное обрушение торкрета наблюдалось через несколько лет после начала эксплуатации резервуаров вместимостью 30000 м на Рязанской ГРЭС и др.
Неплотность в днище и в сопряжениях стен с днищем приводят к обводнению мазута за счет попадания грунтовых вод (ТЭЦ-3 Мосэнерго, Соликамская ТЭЦ-12 и др.). В меньшей мере обводнение мазута происходит атмосферными осадками при недостаточной гидроизоляции кровли и отсутствии необходимых уклонов.
В верхней части резервуаров имеют место разрушения сборных железобетонных плит покрытия, а также железобетонных балок, на которые они опираются. У указанных элементов со стороны мазута имеет место коррозионный износ защитного слоя бетона: отслоение бетона и обрушение его до обнажения арматуры, которая часто провисает по всей площади элемента и корродирует. Имелись случаи обрушения плит покрытия. Наблюдаются сквозные зазоры между плитами покрытия - раствор, которым были замоноличены стыки плит, прокорродировал и разрушился.
На внутренних поверхностях верхних участков стен под плитами перекрытия часто наблюдаются подтеки белесого цвета: продукты коррозии бетона (гидрат окиси кальция) как результат выщелачивания свободной извести из цементного камня бетона.
Коррозионный износ железобетонных элементов верхней части резервуара с внутренней стороны вызывается воздействием агрессивных паров, содержащих окислы серы.
В случае отсутствия или разрушения гидроизолирующего материала, укладываемого снаружи на железобетонные плиты покрытия, атмосферная вода,
проникая к плитам покрытия и затем на их внутренние поверхности, интенсифицирует коррозионные процессы.
При этом в зимнее время при незаполненном мазутом резервуаре (или резервуаре с неразогретым мазутом) возможны периодически повторяющиеся процессы "замерзание-оттаивание" поступающей влаги на дефектные участки железобетонных элементов (трещины, каверны, слабый бетон, щели между элементами).
2.2. Состояние металлических резервуаров
Основные недостатки, выявленные в процессе эксплуатации металлических резервуаров, следующие:
1. Осадки и наклон резервуаров выше допустимых значений вследствие некачественной подготовки основания, промораживания его при длительных перерывах в период монтажа или задержки ввода резервуара в эксплуатацию. Так, например, на Уфимской ТЭЦ-3 наклон резервуара № 8 вместимостью
о о
10000 м3 составил более 350 мм, на Ижевской ТЭЦ-2 резервуар вместимостью 10000 м3 имеет наклон до 200 мм. Наклон резервуара ограничивает уровень его заполнения или в зависимости от величины исключает возможность использования резервуара по назначению до восстановления вертикальности стен резервуара. Некачественно подготовленное основание является одной из причин деформации днища с образованием вмятин, выпучин (хлопунов), высота которых может достигать 150-200 мм, а площадь - нескольких квадратных метров. Волнистость днища возрастает в зависимости от наличия концентраторов напряжения в металле днища, температурного режима эксплуатации резервуара, что приводит к интенсивной коррозии днища особенно в местах скопления отстоявшейся воды. Замена участков днища из-за коррозионного износа была выполнена через 8 лет на Ново-Салаватской ТЭЦ, Ефремовской ТЭЦ, Сарапульской ТЭЦ, через 12 лет на Партизанской ГРЭС. Степень поражения днища коррозией в большинстве случаев остается невыявленной из-за трудности опорожнения и очистки резервуаров и становится известной только после прорыва днища.
Из-за осадки резервуаров до 400-600 мм (Новочебоксарская ТЭЦ-3, Архангельская ТЭЦ и др.) недостаточная компенсация неравномерности осадок смежных сооружений может привести к повреждению подводящих труб.
На Котовской ТЭЦ при гидравлических испытаниях, выполнявшихся через год после окончания монтажа резервуара, суглинистое основание которого было проморожено в зимний период и стало более чувствительным к нагрузкам, произошла деформация стен с образованием горизонтальных гофров и зазора до 100 мм между краем днища и опорным железобетонным кольцом по периметру резервуара.
2. Отсутствие приямка для сбора и удаления отстоявшейся воды и для полного удаления нефтепродукта при выводе резервуара в ремонт и внутреннего осмотра. По этой причине трудно установить наличие коррозии днища, степень его коррозионного износа до выхода мазута из-под основания резервуара и появления его в близрасположенных подземных сооружениях.
3. Наличие " угловатости" в вертикальных стыках стенок резервуара из-за невозможности выправления при монтаже крупнозагнутых кромок полотнищ. При развертывании рулона его стыковые участки имеют различные значения необратимой деформации вдоль образующей цилиндра. Одна из причин "угловатости" - стыковые участки в рулоне имели неодинаковый радиус, как следствие доставки полотнищ в рулонах. Во время сварки указанных стыковых участков возникают напряжения, которые " гасятся" образованием впадин-выпучин в районе монтажного сварного шва. При этом в верхней половине стенки угловатость обычно имеет большее значение, чем в нижней половине. Это объясняется меньшей толщиной верхних поясов стенки резервуара. Такой дефект существенно снижает надежность сварного стыка при циклических нагрузках от "заполнения-опорожнения" резервуара.
На Тобольской ТЭЦ в 1989 г. в резервуаре вместимостью 30000 м разрыв монтажного вертикального сварного шва произошел при гидравлических испытаниях, т.е. до первого заполнения резервуара мазутом.
4. Отсутствие козырька (карниза) в местах примыкания окрайки листов кровли к стенке, что приводит к попаданию воды с кровли в слой теплоизоляции, увлажнению стенки и ее коррозии. Ненадежность крепления теплоизоляции, обрушение ее после нанесения является следствием попадания в нее влаги из-за указанного конструктивного недостатка.
5. Повышенный коррозионный износ нижнего пояса стенки резервуара и окрайки днища с наружной стороны. Нижняя часть стенки, примыкающая к окрайке днища, на высоту 100-150 мм по всему периметру резервуара часто находится в увлажненном состоянии от попадания атмосферной влаги через неплотности гидроизоляции или вследствие некачественного устройства отмостки. На ряде ТЭС отмостка была выполнена, например, на 100-200 мм выше окрайки днища, что создавало замкнутую обводняемую зону с наружной стороны стенки резервуара. В других случаях низ стенки резервуаров был обложен железобетонной или кирпичной стенкой высотой 300-500 мм (Киришская ГРЭС, Дзержинская ТЭЦ и др.). Скорость коррозионного износа на этих
участках в 5-10 раз оказалась выше, чем на остальных поясах стенки резервуара. Нарушение состояния низа стенки и уторного шва создает реальную угрозу разрушения резервуаров, поэтому устранению причин и последствий ослабления нижнего пояса стенки резервуаров должно быть обращено особое внимание персонала, занимающегося их эксплуатацией.
6. Тонкостенная конструкция кровли при отсутствии антикоррозионной защиты внутренней поверхности подвержена интенсивному коррозионному износу. На многих резервуарах металлическая кровля имеет сквозное поражение коррозией через 7-10 лет эксплуатации.
7. Обвалование наземных резервуаров, выполненное в соответствии с требованиями СНиП 1.06-79 "Склады нефти и нефтепродуктов. Нормы проектирования", при разрушении резервуаров не является препятствием для ударной волны и не предотвращает разлива мазута за пределы обвалования.
8. Разная высота резервуаров в одном мазутном парке снижает надежность их эксплуатации - возможен перелив мазута. Например, на Саратовской ТЭЦ-5 мазутные резервуары вместимостью по 20000 м имеют высоту 12 и 18м.
9. На ТЭЦ-21 Мосэнерго, где металлические резервуары были выполнены в подземном варианте, через 16 лет после начала эксплуатации на одном из резервуаров был обнаружен выход мазута в пространство между металлической стенкой резервуара и железобетонной ограждающей стеной. Течи мазута появились из-за сквозного коррозионного износа металла стенки по всей вероятности вследствие постепенного увлажнения слоя теплоизоляции агрессивными грунтовыми водами, проникавшими через неплотности ограждения резервуара.
3. МЕРОПРИЯТИЯ ПО РЕМОНТУ РЕЗЕРВУАРОВ
3.1. Ремонт железобетонных резервуаров
На железобетонных резервуарах устранение появившихся течей мазута и усиление конструкций, получивших повреждения, сводятся к следующим наиболее часто встречающимся видам ремонта:
ремонт ввода трубопроводов;
герметизация стен и днища резервуара и локализация протечек мазута;
восстановление преднапряженного состояния резервуара;
усиление несущих балок и колонн;
ремонт покрытий резервуаров.
Наиболее часто возникает потребность устранения протечек мазута в местах ввода трубопроводов. На рис. 1 и 2 показан способ заделки неплотности места ввода трубопровода с внутренней стороны резервуара. Герметизация выполняется, как правило, с помощью эпоксидного состава, армированного стеклотканью или стеклосетками, а также с помощью уплотняющих прокладок из бензостойкой резины или сальниковой набивки, если уплотнение выполняется с наружной стороны резервуара (рис. 3). Неподвижные фланцы уплотнения удерживаются на трубе с помощью трения (стягивания полуколец болтами) или сваркой. Эффективность уплотнения зависит от качества подготовки поверхностей бетона и металла для нанесения эпоксидного состава.
Герметизация стен и днища изнутри резервуара торкретированием или эпоксидными составами осуществлялась при неудовлетворительных гидравлических испытаниях, когда поверхность бетона стены и днища еще не пропитана мазутом. На рис. 4 показан способ ремонта днища, имеющего трещины и неплотности в стыке стена-днище, армированным торкретом.
В том случае, когда на эксплуатируемом резервуаре утечка мазута из-за нарушения герметичности стен и днища происходит в количестве, при котором возникает опасность загрязнения окружающей среды или создаются условия для пожароопасности на мазутном хозяйстве и в целом на энергопредприятии, наиболее эффективным и экономически целесообразным способом устранений течей мазута является покрытие стен и днища металлическим листом, что должно выполняться по специальному проекту.
4 - участки бетона, зачеканенные раствором.
Остальные обозначения см. на рис. 1
Рис. 1. Герметизация мест ввода трубопроводов эпоксидными составами:
1 - внутренняя полость резервуара; 2 - труба; 3 - эпоксидно-армированное уплотнение
Рис. 2. Герметизация мест ввода трубопроводов эпоксидными составами с расчисткой неплотных слоев бетона:
Если в основании резервуаров залегают суглинистые и глинистые грунты с малым коэффициентом фильтрации, то, как показали обследования, происходит кольматация грунта обваловки и основания на глубину 1,5-2 м и дальнейшие утечки мазута возможны только в том случае, если по контуру резервуара находятся заглубленные технологические каналы и насосные. В этом случае рекомендуется перекрыть зону протечки глиняным замком. Глиняный замок устраивается по месту протечки мазута засыпкой и послойным трамбованием мятой глины до верхней отметки обваловки резервуара или
РД 34.23.601-96 Рекомендации по ремонту и безопасной эксплуатации металлических и железобетонных резервуаров для хранения мазута Стр. 7 из 21
верхней отметки поверхности грунта при подземном расположении резервуара.
Рис. 3. Уплотнение ввода трубопровода сальниковым устройством:
1 - внутренняя поверхность резервуара; 2 - уплотнение; 3 - подвижный фланец; 4 - неподвижный фланец
Рис. 4. Ремонт днища способом торкретирования:
1 - арматурная сетка; 2 - торкрет; 3 - трещина; 4 - неплотный стык
Восстановление преднапряженного состояния резервуара путем дополнительной навивки проволоки в ослабленных зонах и повторного торкретирования выполнялось до ввода резервуаров в эксплуатацию, когда еще не выполнена обваловка резервуара и возможно использование установок для навивки проволоки, которыми располагают специализированные монтажные организации, возводящие резервуары. В эксплуатационных условиях обжатие стен резервуара возможно с помощью металлических бандажей, состоящих из 4-6 звеньев и более в зависимости от диаметра резервуара и устанавливаемых по месту с заданным по расчету натяжением.
Усиление несущих балок и колонн покрытия резервуара должно быть выполнено на всех резервуарах вместимостью 10000 м (проект 7-02-156). На рис. 5 показана схема установки дополнительных консолей на оголовке колонны. Аналогичные усиления могут понадобиться в цилиндрических преднапряженных резервуарах, возведенных по другим проектам, в связи с тем, что не исключено значительное фактическое превышение нагрузок от покрытия из-за увеличения объема утеплителя, цементных стяжек, гидроизоляции. В этом случае необходимо произвести проверку несущей способности
балок и колонн на дополнительную нагрузку от покрытия, если она не может быть устранена, и разработать проект усиления с учетом фактического состояния балок и колонн (наличия трещин, степени разрушения и прочности бетона, состояния арматуры и др.).
Плиты покрытия длиной 6 м при прогибе 1/200 длины считаются пригодными к эксплуатации.
В зависимости от глубины разрушения плиты покрытия рекомендуются следующим образом:
при разрушении бетона на глубину до 35 мм - нанесение торкрета или укладка бетона по арматурной сетке. При этом превышение вновь уложенного слоя над поверхностью плит должно быть не менее 40 мм (рис. 6);
при разрушении бетона на глубину свыше 35 мм без обнажения продольной рабочей арматуры способ ремонта применяется тот же;
в случае разрушения бетона с обнажением продольной арматуры производится устройство новой монолитной железобетонной плиты, полностью воспринимающей нагрузки.
I
Рис. 5. Установка дополнительных консолей:
1 - колонна; 2 - балка; 3 - стальные опорные элементы из швеллера
Рис. 6. Усиление плит с разрушенным верхним слоем бетона:
1 - новый слой бетона; 2 - арматурная сетка; 3 - балка; 4 - плита; 5 - разрушенный слой бетона толщиной до 35 мм
При прогибе плиты более 1/200 ее длины плита должна быть усилена путем устройства на ней новой монолитной плиты, полностью воспринимающей эксплуатационные нагрузки (рис. 7).
Трещины в бетоне стыков покрытия заделываются путем нанесения дополнительного слоя торкрет-раствора, армированного сеткой 20х20 мм. Ширина полосы торкретирования принимается не мене 500 мм, толщина торкретного слоя - 30 мм (рис. 8).
В случае выявления недопустимых отклонений от установленных строительными нормами и техническими условиями допусков резервуар подлежит выводу из эксплуатации. При большом объеме работ из-за износа металлоконструкций стенки, днища, кровли, несущих покрытий, замены нескольких поясов стенки и других работ целесообразность восстановительного ремонта определяется экономическим расчетом.
Рис. 7. Усиление плит с прогибом более допустимых значений:
1 - новая железобетонная плита; 2 - рабочая арматура; 3 - балка; 4 - старая плита
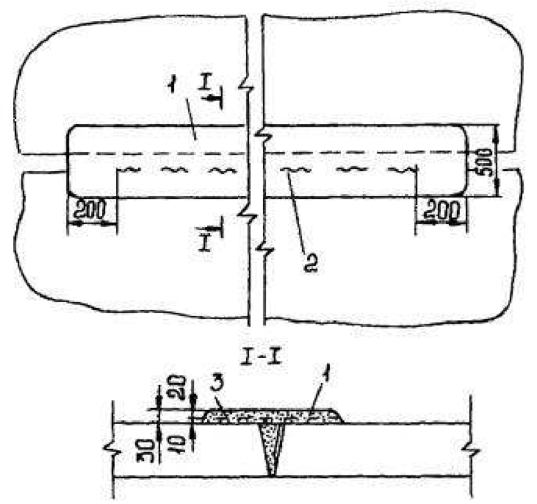
Рис. 8. Заделка трещин в стыках плит:
1 - торкрет-раствор; 2 - трещина в стыке; 3 - сетка 20х20 мм 3.2. Ремонт металлических резервуаров
Нарушение несущей способности основания исключает использование резервуара по назначению полностью или частично в зависимости от степени и места повреждения основания: недопустимая осадка резервуара, крен, образование пустот под опорным кольцом по периметру резервуара и др.
При ремонте основания резервуара выполняются следующие работы:
исправление краев песчаной подушки подбивкой гидроизолирующего грунта;
исправление просевших участков основания;
заполнение пустот под днищем в местах хлопунов;
ремонт всего основания (в случае выхода из строя днища);
исправление отмостки.
При значительной неравномерной осадке основания резервуар поднимается домкратами. Один из способов исправления крена приведен на рис. 9. Восстановление локальных нарушений основания под днищем резервуара приведено на рис. 10 и 11. Зазоры между железобетонным кольцом основания
-3
и днищем резервуаров вместимостью 10000 м3 и выше устраняют путем подбивки под днище бетона марки не ниже 100.
Способ ремонта днища и основания в местах хлопунов приведен на рис. 12.
Способ ремонта днища, поврежденного коррозией на небольших участках, приведен на рис. 13, а способ ремонта днища, когда требуется его замена полностью или на значительной площади, приведен на рис. 14.
Усиление резервуаров бандажами производится с целью восстановления несущей способности нижних поясов стенки, получивших коррозионный износ до 20% первоначальной толщины.
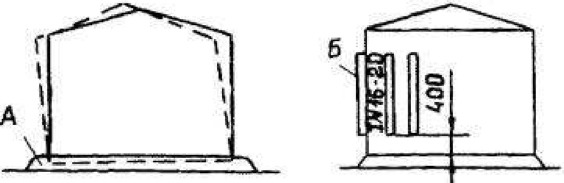
Рис. 9.
Дефект
Неравномерная осадка основания резервуара А, превышающая допуски и вызывающая неравномерную осадку резервуара.
Метод исправления
1. На участке осадки резервуара приваривают через 2,5-3 м ребра жесткости Б на расстоянии 0,4 м от днища. Сварной шов 8х100 мм через 1500 мм.
2. Под ребра жесткости устанавливают домкраты. Резервуар поднимают выше осадки на 40-60 мм.
3. Подбивают грунтовую смесь (супесчаный грунт, пропитанный битумом).
4. Резервуар опускают на основание. Ребра удаляют.
5. Смеси подбивают трамбовками: под днищем - вертикальными слоями, за пределами днища - горизонтальными слоями.
Откосы выполняют в соответствии с требованиями основного проекта.
Рис. 10.
Дефект
2
Местная просадка основания А под днищем резервуара Б (вне зоны окрайков) глубиной более 200 мм на площадке более 3 м .
Метод исправления
1. В днище резервуара Б на участке пустоты вырезают отверстие В диаметром 200-250 мм для подбивки грунтовой смеси Г.
В зависимости от площади просадки основания, а также удобства подбивки при необходимости вырезают дополнительные отверстия.
2. Пустоту засыпают грунтовой смесью Г (супесчаным грунтом, пропитанным битумом) и уплотняют глубинным вибратором, пневмотрамбовкой вручную.
3. Вырезанное в днище отверстие закрывают круглой накладкой Д диаметром более отверстия на 100 мм и толщиной не менее толщины днища резервуара.
4. Накладку с днищем сваривают по всему контуру плотным швом.
Примечание. В случае пропитки основания в зоне дефектного места нефтепродуктом допускается выемка гидрофобного грунта в указанной зоне глубиной 200-250 мм с последующей засыпкой и уплотнением сухим песком.
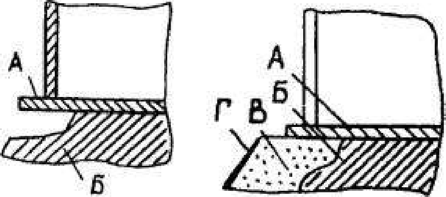
Рис. 11.
Дефект
Днище резервуара А не просело, а основание Б частично осыпалось. Между днищем и основанием образовался зазор.
Метод исправления
1. На разрушенном участке подбивают грунтовую смесь пневмотрамбовкой или вручную (супесчаный грунт, пропитанный битумом).
2. За пределами резервуара укладывают слой песчаного грунта В, а сверх него утрамбовывают изолирующий слой.
3. Откосы основания Г выполняют согласно проекту.
Примечание. При ведении ремонтных работ в зимних условиях смесь для изолирующего слоя перед укладкой необходимо подогревать до 50-60 °С.
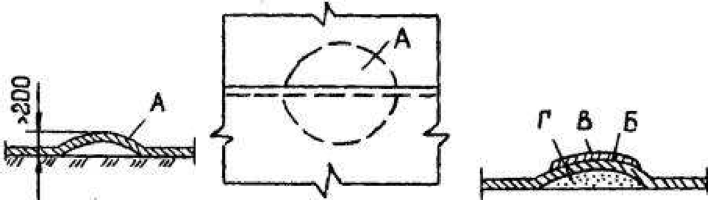
Рис. 12.
Дефект
2
Выпучина или хлопун А высотой более 200 мм на площади более 3 м с плавным переходом на днище резервуара.
Метод исправления
1. В вершине хлопуна А вырезают отверстие Б диаметром 200-500 мм в зависимости от площади хлопуна и удобства подбивки грунтовой смеси Г. В NormaCS® (NRMS10-02983) www.normacs.ru 24.02.2009 11:14:05
необходимых случаях вырезают дополнительное отверстие.
2. Пазуху засыпают грунтовой смесью Г (супесчаный грунт, пропитанный битумом), уплотняют глубинным вибратором, пневмотрамбовкой или трамбовкой вручную.
3. Подгоняют круглую накладку В диаметром более отверстия на 100 мм и толщиной не менее толщины днища резервуара.
4. Сварку накладки с днищем выполняют по всему контуру швом с катетом не более 4-5 мм.
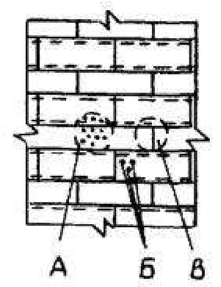
Рис. 13.
Дефект
Коррозионные повреждения площадью 1 м отдельных листов внутренней поверхности днища - группа раковин А, точечные углубления осповидного типа Б глубиной более 1,5 мм и сквозные отверстия В.
Метод исправления
1. Выявляют границы дефектного участка, подлежащего удалению, в зависимости от конкретных размеров дефекта.
2. Распускают сварные швы в районе выпучины и удаляют деформированные листы.
3. В случае необходимости исправляют гидроизолирующий слой.
4. Удаленные листы заменяют новыми и подгоняют с листами полотнища днища внахлестку по коротким и длинным кромкам.
5. Сварку выполняют герметичными швами с катетом не более 5 мм. Направление и последовательность сварки показаны стрелками и цифрами. Бандажные усиления целесообразно устанавливать на резервуарах вместимостью 1000-10000 м . Они выполняются в виде различных стальных колец,
состоящих из 4-6 полос, стянутых с помощью резьбовых соединений. На резервуаре может быть установлено 10-20 колец по высоте четырех поясов в зависимости от коррозионного износа металла и геометрического сечения полосы. Необходимое число колец определяется расчетом. На каждый резервуар, намеченный к производству работ по усилению, должен разрабатываться индивидуальный технический проект с учетом технического состояния резервуара. В проекте приводятся:
краткие сведения о техническом состоянии резервуара;
расчетная часть;
организация монтажных работ;
рекомендации по дальнейшей эксплуатации усиленного резервуара.
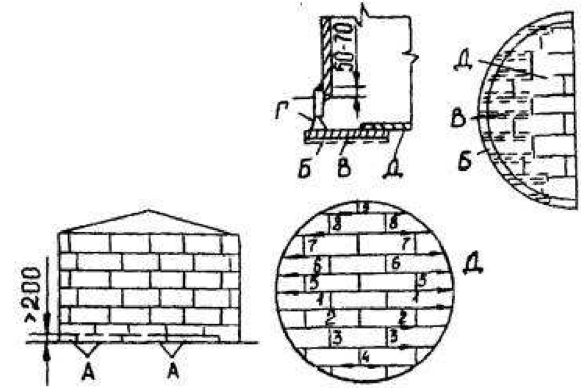
Рис. 14.
Дефект
Днище резервуара прокорродировано полностью.
Метод исправления I
1. Днище заменяют участками А.
2. Последовательно на высоту не менее 200 мм отрезают стенку с участком окрайков и днище. Длина первого участка превышает последующие на 500 мм.
3. Отрезанный участок вытягивают из резервуара, подводят окрайки Б с технологическими подкладками В.
4. Сваривают окрайки между собой, вертикально устанавливают полосовую сталь Г с нахлестом 50-70 мм и приваривают двусторонним швом к окрайкам и нахлесточным швом к стенке резервуара.
5. После смены окрайков и участка стенки собирают днище Д и сваривают поперечные швы, затем продольные. Последовательность сварки указана на рисунке.
6. В необходимых случаях ремонтируют изоляционный слой.
7. Все сварные соединения испытывают на герметичность и проводят гидравлические испытания резервуара наливом воды до расчетного уровня.
Правку деформированных мест элементов стенки и покрытия во избежание образования наклепа и возникновения хрупкости металла следует выполнять
в горячем состоянии путем местного нагрева газовыми горелками. Нагретые участки правят молотками и кувалдами. Температура нагрева для углеродистой стали должна быть не ниже 700-800°С. При необходимости удаления вертикального шва по всей высоте стенки (рулонируемые резервуары) его вырезку и ремонт производят участками, не превышающими высоту пояса. Вертикальные стыки поясов стенки из листов толщиной до 5 мм разрешается собирать внахлестку, сваривая их с наружной и внутренней сторон резервуара. Соединение листов кровли и днища резервуара должно выполняться внахлестку с наложением сварочного шва с наружной стороны (в нижнем положении). Если в процессе сварки в сварном соединении или листе образуется новая трещина, лист следует удалить и заменить новым. Дефекты в сварных соединениях должны быть устранены следующими способами:
перерывы швов и кратеров заварены;
сварные соединения с трещинами, а также непроварами и другими недопустимыми дефектами удалены на длину дефектного места плюс по 15 мм с каждой стороны и заварены вновь;
подрезы основного металла, превышающие допустимые, зачищены и заварены путем наплавки тонких валиков электродом диаметром 3 мм с
РД 34.23.601-96 Рекомендации по ремонту и безопасной эксплуатации металлических и железобетонных резервуаров для хранения мазута последующей зачисткой, обеспечивающей плавный переход от наплавленного металла к основному.
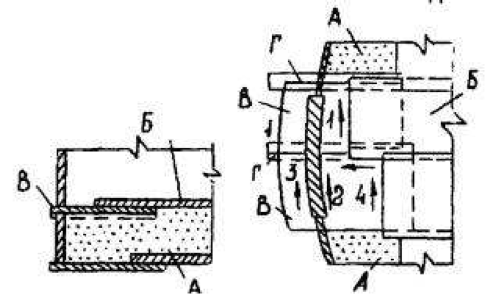
Окончание рис. 14.
Метод исправления II
1. В первом поясе стенки вырезают монтажное "окно" 2000х1500 мм.
2. На существующее днище укладывают слой гидрофобного грунта А не менее 50 мм, выравнивают грунт по проектному уклону, уплотняют трамбовками и нивелируют.
3. Собирают внахлест и сваривают полотно днища Б. При этом сначала сваривают листы по коротким, затем по длинным кромкам. Сварку ведут от центра к краям листа в два слоя.
4. В стенке последовательно прорезают окна и вставляют окрайки днища В с технологической подкладкой Г на прихватках. Окрайки между собой сваривают встык, поджимают к стенке и приваривают двумя тавровыми швами.
5. Сваривают внахлест кольцо окрайки с полотнищем днища и заваривают окно стенки.
6. Направление и последовательность указаны стрелками и цифрами.
7. Все сварные соединения испытывают на герметичность и проводят гидравлическое испытание резервуара наливом воды до расчетного уровня.
При обнаружении трещины по сварному шву или основному металлу упорного уголка с выходом на основной металл первого пояса стенки на длину не более 100 мм применяют метод исправления, приведенный на рис. 15.
Поперечная трещина по стыковому сварному шву вертикального стыка стенки резервуара устраняется способом, приведенным на рис. 16.
При обнаружении коррозии сварного шва, околошовной зоны и основного металла стенки резервуара на длине не более 500 мм применяют метод исправления, приведенный на рис. 17. Если коррозионный износ сварного шва и основного металла стенки обнаружен на длине более 500 мм, то рекомендуется вырезку дефектного участка и последующую накладку выполнять прямоугольной формы, как показано на рис. 18.
Большую опасность представляют собой подрезы основного металла стенки резервуара в узле сопряжения с днищем. Способ исправления данного дефекта приведен на рис. 19.
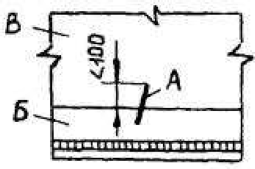
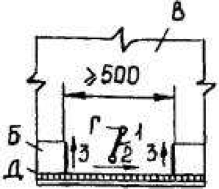
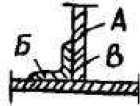
Рис. 15.
Дефект
Трещина А по сварному шву или основному металлу уторного уголка Б, распространившаяся на основной металл листа первого пояса стенки резервуара В на длину не более 100 мм.
Метод исправления
1. Вырезают уторный уголок Б длиной не менее 500 мм симметрично в обе стороны от трещины.
2. Выявляют границы трещины и концы ее Г засверливают сверлом диаметром 6-8 мм.
3. Разделывают кромки трещины с зазором между ними 2±1 мм.
4. Сварку дефектного места ведут с двух сторон.
5. Сваривают стенку В резервуара в месте выреза уторного уголка Б с окрайкой днища Д тавровым швом.
6. Приваривают торцы уторного уголка Б к стенке В резервуара и окрайке днища Д. Направление и последовательность сварки указаны стрелками и цифрами.
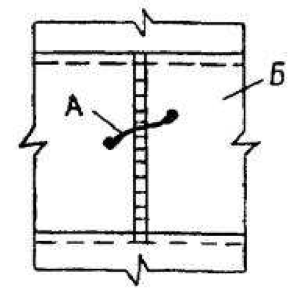
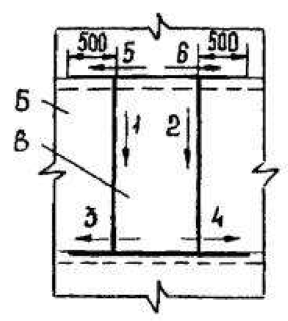
Рис. 16.
Дефект
Поперечная трещина А по стыковому сварному шву вертикального стыка стенки Б резервуара, распространившаяся на основной металл.
Метод исправления
1. Расчищают дефектное место, выявляют границы трещины, засверливают ее сверлом диаметром 8 мм и вырезают дефектный участок листа стенки Б резервуара на всю высоту пояса шириной по 250 мм от конца трещины, но не менее 1000 мм.
2. Распускают сварные горизонтальные швы между поясами стенки Б резервуара в обе стороны от вырезанного дефектного участка по 500 мм.
3. Разделывают кромки листа пояса и вставки В, вставку подгоняют встык и внахлестку и сваривают с двух сторон обратноступенчатым методом.
4. Направление и последовательность сварки указаны стрелками и цифрами.
5. Все сварные соединения испытывают на герметичность и проводят гидравлические испытания резервуара наливом воды до расчетного уровня.
При коррозионном износе первого пояса стенки резервуара с внутренней или наружной поверхности на значительной длине в зоне примыкания к днищу необходима замена пораженных коррозией участков стенки, способ выполнения которой приведен на рис. 20.
В случае деформации стенки резервуара горизонтальными гофрами, образующимися, как правило, при гидравлических испытаниях резервуара из-за недопустимой неравномерности деформации основания, ремонт стенки рекомендуется выполнять методом, приведенным на рис. 21.
Одиночные вмятины или выпучины в верхних поясах стенки резервуара, превышающие допустимые размеры и имеющие плавный контур, исправляются методом, приведенным на рис. 22.
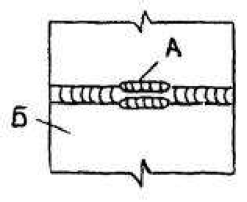
Рис. 17.
Дефект I
Многократная наварка А на участок сварного соединения и лист стенки Б резервуара в дефектном месте.
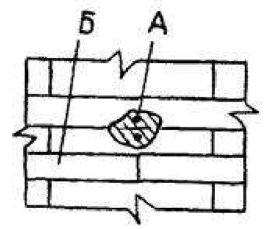
Дефект II
Коррозия А сварного шва, околошовной зоны, а также основного металла стенки Б на длине не более 500 мм.
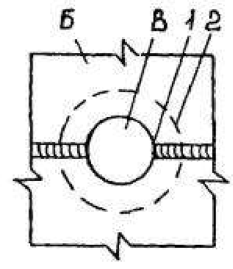
Метод исправления I
1. Вырезают дефектное место по кругу диаметром, большим длины дефекта на 100 мм (но не менее 300 мм).
2. С внутренней стороны резервуара вплотную к стенке Б подгоняют внахлестку накладку В диаметром, большим диаметра отверстия на 150 мм, и толщиной, равной толщине листов стенки.
3. Сварка накладки В со стенкой Б осуществляется сплошными герметическими швами сначала с наружной стороны 1, а затем с внутренней - 2 резервуара обратноступенчатым методом с длиной ступени не более 200-250 мм.
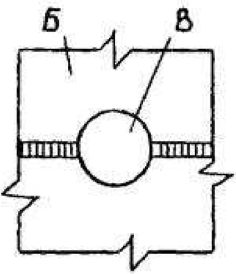
Метод исправления II
1. Вырезают дефектное место.
2. Изготовляют вставку В диаметром, равным диаметру вырезанного дефектного места, из металла толщиной, равной толщине листов стенки.
3. Осуществляют V-образную разделку кромок листа стенки и вставки.
4. Вставку В подгоняют встык к листам стенки, прихватывают и сваривают с двух сторон в два-три слоя обратноступенчатым методом с длиной ступени не более 200-250мм.
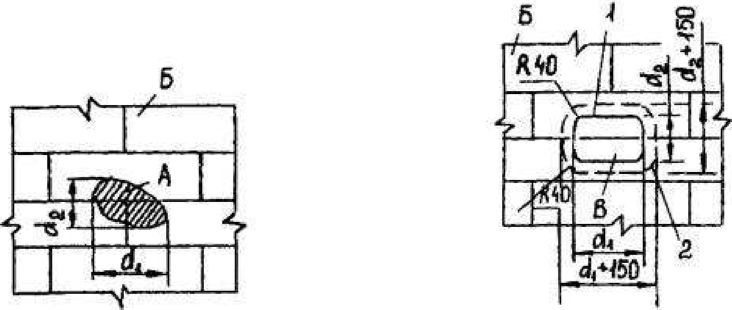
Рис. 18.
Дефект
Коррозия А сварного шва, околошовной зоны, а также основного металла стенки Б на длине более 500 мм.
Метод исправления
1. Устанавливают границы дефектного участка и выполняют разметку удаляемой зоны стенки.
2. Вырезают отверстие В прямоугольной формы с закругленными краями.
3. С внутренней стороны резервуара вплотную к стенке Б подгоняют внахлестку накладку В с размерами, на 150 мм большими ширины и длины отверстия, и толщиной, равной толщине стенки.
4. Сварка накладки В со стенкой Б осуществляется сплошными герметичными швами сначала с наружной стороны 1, а затем с внутренней - 2 резервуара обратноступенчатым методом с длиной ступени не более 200-250 мм.
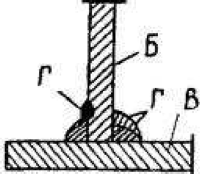
Рис. 19.
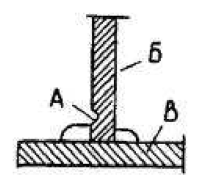
Дефект
Подрезы А основного металла стенки Б резервуара глубиной до 1,5 мм в узле сопряжения с днищем В или катет шва менее проектного размера. Метод исправления
1. Участок подреза тщательно очищают металлической щеткой.
2. Подрезы подваривают тонкими валиками Г электродами диаметром 3 мм в два-три прохода.
3. После сварки каждого слоя поверхность шва тщательно зачищают от шлака.

Рис. 20.
Дефект
Коррозия внутренней поверхности первого пояса стенки резервуара на значительной длине в зоне примыкания к днищу.
Характер коррозии - группы раковин глубиной до 1,5-2 мм, переходящих в сплошные полосы, а также точечные углубления осповидного типа. Метод исправления
1. Дефектные места стенки резервуара заменяют последовательно отдельными участками.
2. Размечают границы участков А высотой более дефектной зоны на 100 мм и длиной до 3000 мм.
3. Вырезают дефектные места вначале у днища, затем по границе участка на стенке.
4. Подгоняют с наружной стороны резервуара внахлест полосовую накладку Б толщиной, равной толщине листа первого пояса стенки.
5. Накладки сваривают между собой встык, а со стенкой - внахлестку.
6. Все сварные соединения испытывают на герметичность и проводят гидравлические испытания резервуара наливом воды до расчетного уровня.
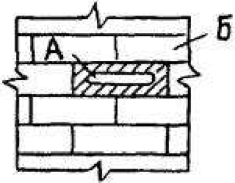
Рис. 21.
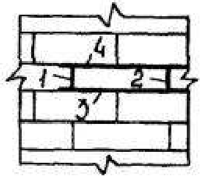
Дефект
Горизонтальный гофр А в листе стенки Б резервуара, выходящий за пределы допусков.
Метод исправления
1. Вырезают лист с гофром.
2. Распускают горизонтальные швы в прилегающих листах на длину не менее 500 мм в каждую сторону.
3. Взамен вырезанного подгоняют и прихватывают новый лист встык или внахлестку в зависимости от конструкции стенки резервуара.
4. Новый лист сваривают обратноступенчатым методом с длиной ступени не более 200-250 мм. Последовательность сварки указана цифрами.
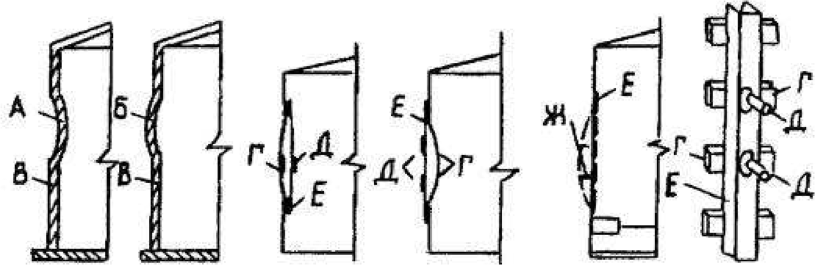
Рис. 22.
Дефект
Одиночная вмятина А или выпучина Б в верхних поясах стенки В резервуара, превышающая допустимые размеры и имеющая плавный контур.
Метод исправления
1. С вогнутой стороны дефекта приваривают по вертикали накладки Г размером 150х150 мм и толщиной 5-6 мм с приваренными в центре шпильками Д с резьбой М22-М26. Число накладок определяется по месту в зависимости от площади дефекта.
2. На шпильки надевают обрезок швеллера Е длиной более дефекта на 1000 мм.
3. С помощью гаек дефектное место выпрямляют и подтягивают к швеллеру. После исправления дефекта устанавливают контргайки.
4. В резервуарах с понтонами выпучины исправляют согласно пп. 1, 2 и 3 с дополнительной установкой и приваркой наружного горизонтального ребра жесткости Ж. Число ребер устанавливают по месту. Все натяжные приспособления с внутренней стороны резервуара снимают.
Метод исправления кровли резервуара, поврежденной коррозией, приведен на рис. 23.
Эпоксидные составы при ремонте резервуаров применяются только для герметизации:
газового пространства резервуаров, кровля и верхние пояса которых имеют большое число сквозных коррозионных повреждений; сварных соединений, имеющих мелкие трещины и участки с отпотинами в верхних поясах стенки;
прокорродированных участков днища и первого пояса стенки.
Г ерметизация дефектных мест с применением эпоксидных составов не обеспечивает прочности конструкции.
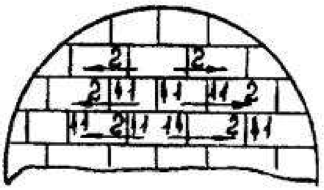
Рис. 23.
Дефект
Кровля резервуара прокорродирована полностью (или частично). Несущие конструкции перекрытия не подлежат ремонту.
Метод исправления
1. Выявляют дефектные участки кровли.
2. Кровлю разрезают на секторы А.
3. Вырезанные секторы опускают на землю с помощью крана или другого подъемного механизма.
4. Поднимают новые листы на кровлю и собирают (подгоняют) внахлестку на прихватах.
5. Сваривают листы между собой, начиная от центра кровли, сначала по коротким 1, а затем подлинным 2 кромкам. Последовательность сварки указана на рисунке.
6. Приваривают кровлю к верхнему обвязочному уголку.
Герметизация дефектных мест кровли и стенки (выше уровня наполнения резервуара) осуществляется с наружной стороны резервуара без его дегазации.
Герметизация мелких трещин должна осуществляться после установления границ трещин, засверловки отверстий диаметром 6-8 мм по концам трещин.
Для ремонта резервуаров рекомендуется применять эпоксидные композиции холодного отвердения.
Ремонт незначительных дефектов на верхних поясах стенки, кровли и других элементах может осуществляться путем наложения металлических заплат на клею на основе эпоксидной смолы ЭГ-13010.
Отдельные мелкие трещины, отверстия и отпотины на стенке и кровле допускается ликвидировать эпоксидным составом без применения армирующего материала. При этом дефектное место и поверхность вокруг него должны быть покрыты ровным слоем клея. Толщина клеевого состава должна быть около
0,15 мм.
Крупные дефектные места ремонтируют эпоксидными составами с укладкой не менее двух слоев армирующей ткани - стеклоткани, бязи и др.
Сплошная коррозия днища и части первого пояса стенки с большим числом отдельных или групповых каверн ремонтируется нанесением сплошного армирующего покрытия на дефектное место.
Испытания и ввод в эксплуатацию резервуара, отремонтированного с применением эпоксидных композиций, должны осуществляться не ранее семи суток после окончания ремонта.
Своевременное выявление и устранение дефектов, нарушающих герметичность резервуаров, является важнейшим обеспечением их эксплуатационной надежности. Ежегодному профилактическому осмотру должны подвергаться открытые участки стен и кровли, доступные для осмотра внутренние поверхности резервуаров, места ввода трубопроводов в проходном тоннеле, каналы и колодцы, находящиеся в непосредственной близости к резервуарам, а также пьезометрические скважины в районе расположения резервуаров. При обнаружении признаков нарушения герметичности резервуара, повреждения его конструкций, осадки основания должно производиться внутреннее и наружное обследование резервуара.
В зависимости от характера выявленных повреждений применяются вышеприведенные способы их устранения.
При коррозионном износе металла для определения необходимости вывода металлического резервуара в ремонт следует руководствоваться
РД 34.23.601-96 Рекомендации по ремонту и безопасной эксплуатации металлических и железобетонных резервуаров для хранения мазута Стр. 21 из 21
приведенными в табл. 2 предельными значениями минимальной толщины листа стенки резервуара.
Таблица 2
| Вместимость резервуара, м3 | Марка стали | Предельная минимальная толщина листа, мм, по поясам | |||||||
| 1 | 2 | 3 |
4 | 5 | 6 |
7 | 8 | ||
|
100 | ВСт3 | 2 |
2 | 1,5 | 1,5 |
||||
| 200 | 2 | 2 |
1,5 | 1,5 | |||||
| 400 | 2,5 | 2 | 1,5 |
1,5 | |||||
| 700 | 3 |
2,5 | 2 | 2 |
1,5 | 1,5 | |||
| 1000 | ВСт3 |
3,5 | 3 | 2,5 |
2 | 2 | 2 |
- | - |
|
09Г2С | 3,2 | 2,4 |
2,4 | 2 | 2 |
2 | - | - |
|
| 2000 | ВСт3 |
5,5 | 5 | 4 |
3,5 | 3 | 3 |
2 | 2 |
|
09Г2С | 4,3 | 4,2 |
3,8 | 3,2 | 2,8 | 2 | 2 | 2 | |
| 3000 | ВСт3 |
7,5 | 6 | 5 |
4 | 3,5 | 2,5 |
2 | 2 |
| 09Г2С | 5,2 | 4,8 | 4,5 | 3,8 |
3,4 | 2,5 | 2 |
2 | |
| 5000 |
ВСт3 | 7,8 | 6,8 |
5,9 | 4,8 | 3,8 | 2,7 | 2 | 2 |
| 09Г2С | 6 | 5,3 | 4,5 |
3,9 | 3,5 | 3 |
2,5 | 2,5 | |
|
10000 | ВСт3 | 10,5 | 10 | 8,5 | 7 | 5,5 | 4 | 3 | 3 |
| 09Г2С | 9 | 8 | 7 | 6 | 4,8 | 4 | 4 | 4 | |
|
20000 | 09Г2С | 12 |
11 | 10 | 9 |
8 | 7 | 7 |
7 |
На резервуарах, срок эксплуатации которых более 25 лет, необходимо провести полное их освидетельствование для определения возможности и условий их дальнейшей эксплуатации.
Для получения технической помощи следует обращаться в АО "Фирма ОРГРЭС".
СОДЕРЖАНИЕ
1. Общие положения
2. Состояние резервуаров для хранения мазута, характер и причины повреждений резервуаров
2.1. Состояние железобетонных резервуаров
2.2. Состояние металлических резервуаров
3. Мероприятия по ремонту резервуаров
3.1. Ремонт железобетонных резервуаров
3.2. Ремонт металлических резервуаров
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО НЕФТЯНАЯ КОМПАНИЯ "РОСНЕФТЬ"
НОРМЫ
ТЕХНОЛОГИЧЕСКИХ ПОТЕРЬ НЕФТЕПРОДУКТОВ ПРИ ЗАЧИСТКЕ РЕЗЕРВУАРОВ НА ПРЕДПРИЯТИЯХ
НЕФТЕПРОДУКТООБЕСПЕЧЕНИЯ "РОСНЕФТЬ"
РД 112-045-2002
Дата введения 01.01.2002
РАЗРАБОТАНЫ ОАО СКВ "Транснефтеавтоматика" по заказу ОАО НК "РОСНЕФТЬ"
УТВЕРЖДЕНЫ ОАО НК "РОСНЕФТЬ" 05 ноября 2001 г.
ВВЕСТИ В ДЕЙСТВИЕ с 1 мая 2002 г. (Приказ № 54 от 29 апреля 2002 г.)
Настоящий документ устанавливает нормы технологических потерь нефтепродуктов при зачистке резервуаров на предприятиях нефтепродуктообеспечения НК "РОСНЕФТЬ",
С введением в действие настоящих Норм считать утратившими силу "Нормы технологических потерь нефтепродуктов при зачистке резервуаров", утв. Главнефтепродуктом ГП "Роснефть" 26.12.94 г.
СОДЕРЖАНИЕ
ОБЩИЕ ПОЛОЖЕНИЯ
НОРМЫ ПОТЕРЬ НЕФТЕПРОДУКТОВ ПРИ ЗАЧИСТКЕ ВЕРТИКАЛЬНЫх СТАЛЬНЫХ РЕЗЕРВУАРОВ
НОРМЫ ПОТЕРЬ НЕФТЕПРОДУКТОВ ПРИ ПРОВЕДЕНИИ ЗАЧИСТКИ ГОРИЗОНТАЛЬНЫХ РЕЗЕРВУАРОВ
Приложение 1 ГРУППИРОВКА НЕФТЕПРОДУКТОВ ПО ВЯЗКОСТИ Приложение 2 ПРИМЕР РАСЧЕТА ПОТЕРЬ НЕФТЕПРОДУКТОВ ПРИ ЗАЧИСТКЕ ВЕРТИКАЛЬНОГО СТАЛЬНОГО РЕЗЕРВУАРА
Приложение 3 ПРИМЕР РАСЧЕТА ПОТЕРЬ НЕФТЕПРОДУКТОВ ПРИ ЗАЧИСТКЕ ГОРИЗОНТАЛЬНОГО СТАЛЬНОГО РЕЗЕРВУАРА СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящий документ устанавливает нормы технологических потерь нефтепродуктов при зачистке резервуаров на предприятиях нефтепродуктообеспечения НК "РОСНЕФТЬ".
1.2. Нормы технологических потерь при зачистке резервуаров (в дальнейшем "Нормы") распространяются на резервуары вертикальные вместимостью от 100 до 20000 м в том числе оснащённые понтонами, и горизонтальные вместимостью от 3 до 1000 м,
1.3. Нормы установлены исходя из условия полного заполнения полезного объёма резервуара перед освобождением для зачистки.
1.4. Геометрические параметры вертикальных и горизонтальных резервуаров, принятые при расчётах норм, приведены в таблицах 1.1. и 1.2.
Таблица 1.1.
Г еометрические параметры вертикальных стальных резервуаров
I-1-1-1-1-1-1
| Вместимость резервуара, м3 | Диаметр внутренний, м | Высота стенки, м |
Вместимость резервуара, м3 |
Диаметр внутренний, м |
Высота стенки, м |
| 100 | 4,73 | 6,0 |
3000 | 18,98 | 12,0 |
| 200 | 6,63 |
6,0 | 5 О О 1 | 22,8 | 12,0 |
| 200 | 7,58 |
7,5 | 50002 |
20,92 | 15,0 |
|
400 | 8,53 | 7,5 |
10000 | 34,2 | 12,0 |
| 700 | 10,43 |
9,0 | 15000 | 39,9 | 12,0 |
| 1000 |
12,33 | 9,0 |
200001 | 45,6 |
12,0 |
| 2000 |
15,18 | 12,0 |
200002 | 39,9 |
15,0 |
Таблица 1.2.
Геометрические параметры горизонтальных стальных резервуаров
| Вместимость резервуара, м3 | 3 |
5 | 10 | 25 |
50 | 75 | 100 |
500 | 1000 |
|
диаметр, м (внутренний) | 1,4 | 1,9 | 2,2 |
2.8 | 2,8 | 3,2 | 3 2 | 6,0 |
6,0 |
| Длина цилиндрической части, м | 2,0 | 2,0 | 2,8 |
4,3 | 9,0 | 9,0 |
12,0 | 18,0 | 35,8 |
1.5. Резервуары должны периодически зачищаться в соответствии с требованиями ГОСТ 1510. Кроме того, резервуары зачищают перед ремонтом, градуировкой, нанесением защитных покрытий на внутреннюю поверхность резервуаров, сменой марки нефтепродукта и выполнением других технологических операций,
1.6. Нормы установлены для нефтепродуктов - I, II, III, IV, V групп в зависимости от их вязкости и степени испарения. Распределение нефтепродуктов на группы приведено в Приложении I.
1.7. В процессе выполнения технологических операций зачистки резервуаров часть остатка нефтепродукта выделяется из продуктов размыва и после очистки на очистных сооружениях с пониженным качеством откачивается в технологические резервуары с нефтепродуктом, имеющим запас качества, или переводится в смесь отработанных нефтепродуктов (СНО), остальная часть остатка нефтепродукта теряется безвозвратно.
1.8. Потери от снижения качества - это масса нефтепродуктов, переведённых в смесь отработанных нефтепродуктов (СНО),
1.9. Безвозвратные потери - это потери нефтепродуктов вследствие вентилирования, промывки, пропарки, механической или ручной зачистки и других операций. Количество безвозвратных потерь нефтепродуктов зависит от полноты и качества технологических операций зачистки и эффективности работы очистных сооружений.
Соотношение величин безвозвратных потерь и потерь от снижения качества установлено на основе экспериментальных данных по механизированной зачистке резервуаров, эффективности работы очистных сооружений, литературных сведений и опыта применения ранее разработанных норм потерь при зачистке резервуаров.
1.10. Нормы установлены для условий проведения зачистки в соответствии с "Инструкцией по зачистке резервуаров от остатков нефтепродуктов".
1.11. Количество воды для промывки внутренних поверхностей резервуаров из-под нефтепродуктов определяется согласно действующей "Методике расчета укрупнённых норм водопотребления и водоотведения".
1.12. Зачистка резервуаров от нефтепродуктов I группы проводится по следующим основным этапам:
освобождение резервуара от остатка нефтепродукта "подъёмом его на воду" путём закачивания воды до уровня нижней отметки приёмо-раздаточного патрубка;
выкачка волы с остатком нефтепродукта на очистные сооружения;
дегазация резервуара принудительной или естественной вентиляцией от паров нефтепродукта;
промывка резервуара водой (в соответствии с нормами недопотребления);
удаление донного осадка.
1.13. Безвозвратные потерн нефтепродуктов I группы при зачистке резервуаров включают; потери эмульгированных и испарившихся нефтепродуктов на очистных сооружениях; потери при дегазации резервуара от паров нефтепродукта,
1.14. Потери от снижения качества нефтепродуктов I группы составляют нефтепродукты, отделяемые от воды, поступившей на очистные сооружения.
1.15. Зачистка резервуаров от остатков нефтепродуктов II-V групп проводится по следующим основным этапам:
выкачка подвижного остатка нефтепродукта насосом в разделочный резервуар; разогрев вязкого остатка паром (от котельной или передвижной пропарочной установки); мойка резервуара горячей водой или моющими средствами;
дегазация резервуара принудительной или естественной вентиляцией от паров нефтепродукта;
удаление донного осадка.
1.16. Безвозвратные потери нефтепродуктов II-V групп при зачистке резервуаров включают: потери при промывке водой и моющими средствами стенок и днищ резервуаров;
потери при дегазации;
потери эмульгированных нефтепродуктов на очистных сооружениях.
1.17. Потери от снижения качества при зачистке резервуаров от нефтепродуктов II-V групп составляют нефтепродукты, отделяемые от промывочной воды или моющих средств на очистных сооружениях.
НОРМЫ ПОТЕРЬ НЕФТЕПРОДУКТОВ ПРИ ЗАЧИСТКЕ ВЕРТИКАЛЬНЫХ СТАЛЬНЫХ РЕЗЕРВУАРОВ
Технологические потери при зачистке резервуаров в соответствии с "Методикой определения потерь нефтепродуктов при проведении зачистки
резервуаров на предприятиях НК «Роснефть» состоят из массы нефтепродукта, остающегося в донном осадке в резервуаре после выполнения первого этапа
зачистки, и массы нефтепродукта, налипшего на внутренние стенки и конструкции резервуара, удаляемого из резервуара на следующих этапах зачистки -разогреве, дегазации, промывке и удалении оставшихся на дне механических примесей (ржавчины, песка, и др.).
2.1. Масса потерь нефтепродуктов определяется по формуле:
М= Мд от + МСТ (1)
где:
Мд ОТ - масса нефтепродукта в донных отложениях, кг;
МСТ - масса нефтепродукта, налипшего на внутренние стенки и конструкции резервуара, кг;
2.2. Масса нефтепродукта в донных отложениях определяется по формуле:
МдоТ = 0,785 х Д2хЬхрхп (2)
где:
Д - внутренний диаметр резервуара, м;
h - средняя высота слоя донных отложений, м;
р - плотность нефтепродукта в лонных отложениях, кг/м .
Принимается для расчетов р = 1000 кг/ м .
N - доля содержания нефтепродукта в донных отложениях. По усредненным данным результатов отечественных и зарубежных НИР и ОКР по очистке резервуаров для нефтепродуктов I группы N = 0.65: для нефтепродуктов II-V групп N = 0,7.
Средняя высота донных отложений вычисляется не менее чем из пяти результатов измерений в точках, расположенных на диаметральной линии днища, проходящей через приёмо-раздаточный патрубок, по формуле:
где:
Кн - коэффициент налипания нефтепродукта на металлическую поверхность, кг/м ;
S - площадь поверхности налипания, м .
2.3.1. Коэффициенты налипания нефтепродукта (кг/м ) на металлическую поверхность вертикальных резервуаров определены по экспериментально найденным эмпирическим зависимостям после математической обработки результатов определения массы налипших нефтепродуктов с различной вязкостью на металлическую поверхность с учетом приведения размерностей параметров, входящих в формулу:
для вязкости, выраженной в мм /с
где:
V- кинематическая вязкость при температуре налипания.
В расчетах норм потерь нефтепродуктов при зачистке вертикальных стальных резервуаров приняты следующие значения коэффициентов налипания:
Для I группы нефтепродуктов Кн = 0,0142 кг/м2
Для II группы нефтепродуктов Кн = 0,0257 кг/м
Для III группы нефтепродуктов Кн = 0,0335 кг/м
Для IV группы нефтепродуктов Кн = 0,0478 кг/м
= 2
Для V группы нефтепродуктов Кн = 0,0608 кг/м2
2.3.2. Площадь поверхности налипания нефтепродуктов в вертикальных резервуарах определяется по формуле: для резервуаров без понтона
S=p xDxH+0,785D2 (6а)
где:
S - площадь поверхности налипания, м;
D - внутренний диаметр резервуара, м;
Н - высота смоченной нефтепродуктом поверхности стенки вертикального резервуара, м.
2.4. Нормы технологических потерь нефтепродуктов при зачистке вертикальных резервуаров приведены в таблицах:
Нефтепродуктов I группы - таблицах 2.1. и 2.2.
Нефтепродуктов II группы - таблице 2.3.
Нефтепродуктов III группы - таблице 2.4.
Нефтепродуктов IV группы - таблице 2.5.
Нефтепродуктов V группы - таблице 2.6.
2.5. Пример расчета потерь нефтепродуктов при зачистке вертикального резервуара приведен в Приложении 2.
НОРМЫ ПОТЕРЬ НЕФТЕПРОДУКТОВ ПРИ ПРОВЕДЕНИИ ЗАЧИСТКИ ГОРИЗОНТАЛЬНЫХ РЕЗЕРВУАРОВ
3.1. Масса потерь нефтепродуктов при проведении зачистки горизонтальных резервуаров определяется по формуле (1).
3.2. Масса донных отложений в горизонтальных резервуарах рассчитывается по формуле:
МДОт = VxpxN (7)
где:
-3
V - объем донных отложений, м3;
-3 -3
р- плотность нефтепродукта в донных отложениях, кг/ м3; принята в расчетах равной 1000 кг/м3;
N - доля содержания нефтепродукта в донных отложениях: для I группы нефтепродуктов N=0,65; для II - V групп N=0,7.
Осадок накапливается в нижней части резервуара, при этом распределение осадка по толщине неравномерно. В расчетах принимается часть поверхности, ограниченная дугой, равной 3/16 окружности (1/8 + 2/32). После подстановки и преобразования получаем формулу для определения объема осадка высотой h, образующегося в нижней части горизонтального резервуара:
V = 0,589x/xhx(D - h) (8)
где:
D - внутренний диаметр резервуара, м; h - средняя высота донных отложений, м;
l - длина резервуара, м.
Примечание : плотность осадка, доля содержания нефтепродукта в осадке, доля поверхности горизонтальных резервуаров, на которой происходит накопление осадка, приняты по усредненным данным ни основании результатов отечественных и зарубежных научно-исследовательских и опытно-конструкторских робот по очистке резервуаров.
Высота донных отложений измеряется не менее, чем в пяти точках перпендикулярно к нижней образующей горизонтального резервуара. Средняя высота донных отложений рассчитывается по формуле (3),
Подставляя (8) в (7) получаем формулу для расчета массы донных отложений в горизонтальном резервуаре:
несм несм несм
^есм - площадь, равная длине дуги окружности резервуара, умноженной на длину резервуара, м2,
S_ - площадь двух сегментов на днищах резервуара (длина дуги и хорды определена по справочным данным).
В результате всех преобразований получаем формулу определения площади поверхности налипания в горизонтальном резервуаре:
Sг = 2,498xDx/+1,489D2 (11)
3.3.2. Коэффициент налипания нефтепродукта (кг/м ) на металлическую поверхность горизонтальных резервуаров определен по экспериментально
найденным эмпирическим зависимостям после математической обработки результатов определения массы налипших нефтепродуктов с различной
вязкостью на металлическую поверхность с учетом приведения размерностей параметров, входящих в формулу:
для вязкости, выраженной в мм 2 /с
где:
V- кинематическая вязкость при температуре налипания (зачистки)
В расчётах норм потерь нефтепродуктов приняты следующие значения коэффициентов налипания в горизонтальных стальных резервуарах:
'j
Для I группы нефтепродуктов Кн = 0,0160 кг/м2
Для II группы нефтепродуктов Кн = 0,0280 кг/м2 Для III группы нефтепродуктов Кн = 0,0361 кг/м2
2
Для IV группы нефтепродуктов Кн = 0,0506 кг/м Для V группы нефтепродуктов Кн = 0,0636 кг/м
3.3.3. Масса нефтепродукта, налипшего на стенки горизонтального резервуара, определялась по формулам:
Для I группы нефтепродуктов Мг = 0.040 xDx] + 0,024D2
Для II группы нефтепродуктов Мг = 0,070 xDx] + 0,042D2
Для III группы нефтепродуктов Мг = 0,090 xDx] + 0,054D2
Для IV группы нефтепродуктов Мг = 0,126xDx] + 0,075D2
Для V группы нефтепродуктов Мг = 0,159xDx] + 0,095D2
3.4. Нормы технологических потерь нефтепродуктов при зачистке горизонтальных резервуаров приведены в таблицах:
Нефтепродуктов I группы - таблице 3.1.
Нефтепродуктов II группы - таблице 3.2.
Нефтепродуктов III группы - таблице 3.3.
Нефтепродуктов IV группы - таблице 3.4.
Нефтепродуктов V группы - таблице 3.5.
пример расчета потерь нефтепродуктов при зачистке горизонтального резервуара приведен в Приложении 3.
Таблица 2.1.
| Средняя высота донного осадка, мм | Вид потерь нефтепродуктов |
Вместимость резервуаров, м3 |
|||||||||||||
| 100 | 200 |
300 | 400 | 700 |
1000 | 2000 | 3000 | 5 О О о |
50002 10000 15000 |
20000-1 | 20000-2 | ||||
| Нормы потерь нефтепродуктов, кг/ резервуар | |||||||||||||||
| 5 |
безвозвратные | 32 |
63 | 82 | 104 |
155 | 216 | 328 | 511 | 736 |
626 | 1651 | 2245 |
2930 | 2282 |
|
снижения качества | 26 |
51 | 67 | 85 |
127 | 177 | 268 | 418 | 602 |
512 | 1351 | 1837 |
2398 | 1867 | |
|
всего | 58 | 114 |
149 | 189 | 282 | 393 | 596 |
929 | 1338 | 1138 |
3002 | 4082 | 5328 | 4149 | |
| 10 | безвозвратные | 64 | 124 | 163 |
206 | 307 | 429 |
651 | 1016 | 1465 | 1245 | 3292 |
4479 | 5848 | 4549 |
| снижения качества |
52 | 102 | 133 |
168 | 252 | 351 |
533 | 831 | 1199 | 1019 | 2693 |
3665 | 4785 | 3722 |
|
| всего | 116 |
226 | 296 | 374 | 559 | 780 |
1184 | 1847 | 2664 |
2664 | 5985 | 8144 | 10633 | 8271 | |
| 15 | безвозвратные | 95 | 186 | 243 | 308 | 460 |
643 | 974 | 1522 |
2195 | 1864 | 4933 | 6713 | 8766 |
6817 |
| снижения качества | 78 | 152 | 199 | 252 |
376 | 526 | 797 |
1245 | 1796 | 1525 | 4036 | 5492 |
7172 | 5577 | |
|
всего | 173 | 338 | 442 | 560 |
836 | 1169 | 1771 |
2767 | 3991 | 3389 | 8969 | 12205 |
15938 | 12394 | |
|
20 | безвозвратные |
127 | 248 | 324 |
410 | 613 | 856 | 1298 | 2027 |
2924 | 2483 | 6574 |
8947 | 11684 | 9084 |
| снижения качества |
104 | 203 | 265 | 335 | 501 |
700 | 1062 | 1659 |
2392 | 2031 | 5379 | 7320 | 9559 |
7433 | |
| всего |
231 | 451 | 589 |
745 | 1114 | 1556 | 2360 | 3686 |
5316 | 4514 | 11953 |
16267 | 21243 | 16517 | |
| 25 |
безвозвратные | 158 |
309 | 404 | 512 |
765 | 1069 | 1621 | 2533 | 3653 |
3101 | 8216 | 11181 |
14601 | 11352 |
|
снижения качества | 130 |
253 | 331 | 419 | 626 | 875 |
1326 | 2072 | 2989 |
2537 | 6722 | 9148 | 11947 | 9288 | |
| всего | 288 | 562 | 735 | 931 |
1391 | 1944 | 2947 |
4605 | 6642 |
5638 | 14938 | 20329 | 26548 | 20640 | |
| 30 | безвозвратные | 190 | 371 |
485 | 614 | 918 |
1282 | 1944 | 3038 | 4383 | 3720 |
9857 | 13414 | 17519 |
13620 |
| снижения качества | 155 | 304 | 397 | 502 |
751 | 1049 | 1591 |
2486 | 3586 | 3044 | 8065 | 10975 |
14334 | 11143 | |
|
всего | 345 | 675 | 882 | 1116 |
1669 | 2331 | 3535 |
5524 | 7969 | 6764 | 17922 | 24389 |
31853 | 24763 | |
|
35 | безвозвратные |
221 | 433 | 566 |
716 | 1071 | 1496 | 2268 | 3544 |
5112 | 4339 | 11498 |
15648 | 20437 | 15887 |
| снижения качества |
181 | 354 | 463 | 586 | 876 |
1224 | 1855 | 2899 |
4183 | 3550 | 9408 | 12803 | 16721 |
12999 | |
| всего |
402 | 787 | 1029 |
1302 | 1947 | 2720 | 4123 | 6443 |
9295 | 7889 | 20906 |
28451 | 37158 | 28886 | |
| 40 |
безвозвратные | 253 |
494 | 646 | 818 |
1223 | 1709 | 2591 | 4049 | 5842 |
4958 | 13139 | 17882 |
23355 | 18155 |
|
снижения качества | 207 |
404 | 529 | 669 | 1001 | 1398 |
2120 | 3313 | 4780 |
4056 | 10750 | 14631 | 19108 | 14854 | |
| всего | 460 | 898 | 1175 | 1487 |
2224 | 3107 | 4711 |
7362 | 10622 | 9014 | 23890 | 32513 |
42463 | 33009 |
|
Таблица 2.2.
| Средняя высота донного осадка, мм | Вид потерь нефтепродуктов |
Вместимость резервуаров, м3 |
|||||||||||||
| 100 | 200 |
300 | 400 | 700 |
1000 | 2000 | 3000 | 5 О о о |
50002 | 10000 |
15000 | 20000-1 | 20000-2 | ||
| Нормы потерь нефтепродуктов, кг/ резервуар | |||||||||||||||
| 5 | безвозвратные | 32 | 63 | 82 | 104 | 155 |
217 | 329 | 513 |
739 | 629 | 1658 | 2255 | 2943 |
2292 |
| снижения качества | 26 | 51 | 67 | 85 | 127 | 177 | 269 |
420 | 605 | 515 |
1356 | 1845 | 2408 | 1875 | |
| всего | 58 | 114 | 149 | 189 | 282 |
394 | 598 | 933 |
1344 | 1144 | 3014 | 4100 | 5351 |
4167 | |
| 10 |
безвозвратные | 64 |
125 | 163 | 206 |
308 | 430 | 652 | 1018 | 1468 |
1248 | 3299 | 4489 |
5861 | 4559 |
|
снижения качества | 52 |
102 | 133 | 169 | 252 | 352 |
534 | 833 | 1201 |
1021 | 2699 | 3673 | 4795 | 3730 | |
| всего | 116 | 227 | 296 | 375 |
560 | 782 | 1186 |
1851 | 2669 | 2269 | 5998 | 8162 |
10656 | 8289 | |
|
15 | безвозвратные |
95 | 186 | 244 |
308 | 461 | 643 |
976 | 1524 | 2198 | 1866 | 4940 |
6723 | 8779 | 6827 |
| снижения качества |
78 | 152 | 199 |
252 | 377 | 526 |
798 | 1247 | 1798 | 1527 | 4042 |
5500 | 7182 | 5586 |
|
| всего | 173 |
338 | 443 | 560 | 838 | 1169 |
1774 | 2771 | 3996 |
3393 | 8982 | 12223 | 15961 | 12413 | |
| 20 | безвозвратные | 127 | 248 |
324 | 410 | 613 |
857 | 1299 | 2029 | 2927 | 2485 |
6582 | 8956 | 11696 |
9094 |
| снижения качества | 104 | 203 | 265 | 336 |
502 | 701 | 1063 |
1660 | 2395 | 2033 | 5385 | 7328 |
9570 | 7441 | |
|
всего | 231 | 451 | 589 | 746 |
1115 | 1558 | 2362 |
3689 | 5322 | 4518 | 11967 | 16284 |
21266 | 16535 | |
|
25 | безвозвратные |
158 | 310 | 405 |
512 | 766 | 1070 | 1622 | 2535 |
3657 | 3104 | 8223 |
11190 | 14614 | 11362 |
| снижения качества |
130 | 253 | 331 | 419 | 627 |
876 | 1327 | 2074 |
2992 | 2540 | 6728 | 9156 | 11957 |
9296 | |
| всего |
288 | 563 | 736 |
931 | 1393 | 1946 | 2949 | 4609 |
6649 | 5644 | 14951 |
20346 | 26571 | 20658 | |
| 30 |
безвозвратные | 190 |
371 | 485 | 614 |
919 | 1283 | 1946 | 3040 | 4386 |
3723 | 9864 | 13424 |
17532 | 13630 |
|
снижения качества | 155 |
304 | 397 | 503 | 752 | 1050 |
1592 | 2488 | 3589 |
3046 | 8071 | 10983 | 14344 | 11151 | |
| всего | 345 | 675 | 882 | 1117 |
1671 | 2333 | 3538 |
5528 | 7975 | 6769 | 17935 | 24407 |
31876 | 24781 | |
|
35 | безвозвратные |
221 | 433 | 566 |
717 | 1071 | 1497 | 2269 | 3546 |
5116 | 4342 | 11505 |
15658 | 20450 | 15897 |
| снижения качества |
181 | 354 | 463 | 586 | 877 |
1225 | 1856 | 2901 |
4185 | 3552 | 9413 | 12811 | 16731 |
13007 | |
| всего |
402 | 787 | 1029 |
1303 | 1948 | 2722 | 4125 | 6447 |
9301 | 7894 | 20918 |
28469 | 37181 | 28904 | |
| 40 |
безвозвратные | 253 |
495 | 647 | 819 |
1224 | 1710 | 2592 | 4051 | 5845 |
4960 | 13146 | 17892 |
23367 | 18165 |
|
снижения качества | 207 |
405 | 529 | 670 | 1001 | 1399 |
2121 | 3315 | 4782 |
4059 | 10756 | 14639 | 19119 | 14862 | |
| всего | 460 | 900 | 1176 | 1489 |
2225 | 3109 | 4713 |
7366 | 10627 | 9019 | 23902 | 32531 |
42486 | 33027 |
|
Таблица 2.3.
| Средняя высота донного осадка, мм | Вид потерь нефтепродуктов | 3 вместимость резервуаров, м3 |
|||||||||||||
| 100 | 200 |
300 | 400 | 700 |
1000 | 2000 | 3000 | 50001 | 50002 10000 15000 20000-1 | 20000-2 | ||||||
| Нормы потерь нефтепродуктов, кг/ резервуар | |||||||||||||||
| 5 |
безвозвратные | 26 |
50 | 65 | 82 |
122 | 170 | 259 | 403 | 580 |
494 | 1298 | 1764 |
2302 | 1795 |
|
снижения качества | 38 |
74 | 97 | 123 |
184 | 256 | 388 | 604 | 869 |
741 | 1947 | 2646 |
3453 | 2692 | |
| всего | 64 |
124 | 162 | 205 |
306 | 426 | 647 | 1007 | 1449 |
1235 | 5245 | 4410 |
5755 | 4487 | |
| 10 | безвозвратные | 50 | 98 | 28 | 162 | 242 |
338 | 512 | 799 |
1151 | 979 | 2583 | 3514 | 4587 |
3571 |
| снижения качества | 75 | 147 | 192 | 243 |
363 | 506 | 768 |
1198 | 1726 | 1468 | 3875 | 5271 |
6881 | 5356 | |
|
всего | 125 | 245 | 320 | 405 |
605 | 844 | 1280 |
1997 | 2877 | 2447 | 6458 | 8785 |
11468 | 8927 | |
|
15 | безвозвратные |
75 | 146 | 191 |
242 | 361 | 505 |
765 | 1195 | 1722 | 1464 | 3869 |
5263 | 6872 | 5347 |
| снижения качества |
112 | 219 | 287 |
363 | 542 | 757 | 1148 | 1792 |
2583 | 2195 | 5803 |
7895 | 10308 | 8020 | |
| всего | 187 | 365 | 478 |
605 | 903 | 1262 |
1913 | 2987 | 4305 | 3659 | 9672 |
13158 | 17180 | 13367 |
|
| 20 |
безвозвратные | 100 |
194 | 254 | 322 |
481 | 672 | 1018 | 1590 | 2294 |
1948 | 5154 | 7013 |
9158 | 7123 |
|
снижения качества | 149 |
292 | 381 | 483 | 722 | 1007 |
1528 | 2386 | 3440 |
2922 | 7731 | 10520 | 13736 | 10684 | |
| всего | 249 | 486 | 635 | 805 |
1203 | 1679 | 2546 |
3976 | 5734 | 4870 | 12885 | 17533 |
22894 | 17807 | |
|
25 | безвозвратные |
124 | 243 | 317 |
402 | 601 | 839 | 1272 | 1986 |
2865 | 2433 | 6440 |
8763 | 11443 | 8899 |
| снижения качества |
186 | 364 | 476 | 603 | 901 |
1258 | 1908 | 2980 |
4297 | 3649 | 9660 | 13144 | 17164 |
13348 | |
| всего |
310 | 607 | 793 |
1005 | 1502 | 2097 | 3180 | 4966 |
7162 | 6082 | 16100 |
21907 | 28607 | 22247 | |
| 30 |
безвозвратные | 149 |
291 | 381 | 482 |
720 | 1006 | 1525 | 2382 | 3436 |
2918 | 7725 | 10512 |
13728 | 10675 |
|
снижения качества | 224 |
437 | 571 | 723 | 1080 | 1509 |
2287 | 3573 | 5154 |
4376 | 11588 | 15768 | 20592 | 16012 | |
| всего | 373 | 728 | 952 | 1205 |
1800 | 2515 | 3812 |
5955 | 8590 | 7294 | 19313 | 26280 |
34320 | 26687 | |
|
35 | безвозвратные |
174 | 339 | 444 |
562 | 840 | 1173 | 1778 | 2778 |
4007 | 3402 | 9011 |
12262 | 16013 | 12451 |
| снижения качества |
261 | 509 | 666 | 843 | 1260 |
1759 | 2667 | 4167 |
6011 | 5103 | 13516 | 18393 | 24020 |
18676 | |
| всего |
435 | 848 | 1110 |
1405 | 2100 | 2932 | 4445 | 6945 |
10018 | 8505 | 22527 |
30655 | 40033 | 31127 | |
| 40 |
безвозвратные | 198 |
388 | 507 | 642 |
959 | 1340 | 2031 | 3174 | 4579 |
3887 | 10296 | 14012 |
18298 | 14227 |
|
снижения качества | 298 |
582 | 760 | 962 | 1439 | 2010 |
3047 | 4761 | 6868 |
5830 | 15444 | 21017 | 27448 | 21340 | |
| всего | 496 | 970 | 1267 | 1604 |
2398 | 3350 | 5078 |
7935 | 11447 | 9717 | 25740 | 35029 |
45746 | 35567 | |
|
45 | безвозвратные |
223 | 436 | 570 |
722 | 1079 | 1507 | 2285 | 3570 |
5150 | 4372 | 11581 |
15761 | 20584 |
160032 |
| снижения качества | 335 | 654 | 855 | 1082 |
1618 | 2261 | 3427 |
5355 | 7725 | 6557 | 17372 | 23642 |
30875 | 24004 | |
|
всего | 558 | 1090 | 1425 | 1804 |
2697 | 3768 | 5712 |
8925 | 12875 | 10929 | 28953 | 39403 |
51459 | 40007 | |
|
50 | безвозвратные |
248 | 484 | 633 |
802 | 1198 | 1674 | 2538 | 3966 |
5721 | 4856 | 12867 |
17511 | 22869 | 17779 |
| снижения качества |
372 | 726 | 950 | 1202 | 1798 |
2511 | 3807 | 5949 |
8582 | 7284 | 19300 | 26266 | 34303 |
26668 | |
| всего |
620 | 1210 | 1583 |
2004 | 2996 | 4185 | 6345 | 9915 |
14303 | 12140 | 32167 |
43777 | 57172 |
44447 | |
| 55 |
безвозвратные | 272 |
533 | 696 | 882 |
1318 | 1841 | 2791 | 4362 | 6293 |
5341 | 14152 | 19260 |
25154 | 19555 |
|
снижения качества | 409 |
799 | 1044 | 1322 | 1977 | 2762 |
4187 | 6543 | 9439 |
8011 | 21228 | 28891 | 37731 | 29332 | |
| всего | 681 |
1332 | 1740 | 2204 |
3295 | 4603 | 6978 | 10905 | 15732 |
13352 | 35380 | 48151 |
62885 | 48887 | |
| 60 | безвозвратные | 297 | 581 |
759 | 961 | 1437 |
2008 | 3044 | 4758 | 6864 | 5826 |
15438 | 21010 | 27439 |
21331 |
| снижения качества | 446 | 871 | 1139 | 1442 |
2156 | 3012 | 4567 |
7137 | 10296 | 8738 | 23157 | 31515 |
41159 | 31996 | |
|
всего | 743 | 1452 | 1898 | 2403 |
3593 | 5020 | 7611 |
11895 | 17160 | 14564 | 38595 | 52525 |
68598 | 53327 | |
|
65 | безвозвратные |
322 | 629 | 823 |
1041 | 1557 | 2175 | 3298 | 5154 |
7435 | 6310 | 16723 |
22760 | 29724 | 23107 |
| снижения качества |
483 | 944 | 1234 | 1562 | 2336 |
3263 | 4947 | 7730 |
11153 | 9465 | 25085 | 34139 | 44587 |
34660 | |
| всего |
805 | 1573 | 2057 |
2603 | 3893 | 5438 | 8245 | 12884 |
18588 | 15775 | 41808 |
56899 | 74311 |
57767 | |
| 70 |
безвозвратные | 347 |
678 | 886 | 1121 |
1677 | 2342 | 3551 | 5550 | 8007 |
6795 | 18009 | 24509 |
32010 | 24883 |
|
снижения качества | 520 |
1016 | 1329 | 1682 | 2515 | 3514 |
5326 | 8324 | 12010 |
10192 | 27013 | 36764 | 48015 | 37324 |
РД 112-045-2002 Стр. 11 из 22
|_| всего_| 867 | 1694 | 2215 | 2803 | 4192 | 5856 | 8877 | 13874 | 2001 | 16987 | 45022 | 61273 | 80025 | 62207 |
Нормы технологических потерь нефтепродуктов III группы при зачистке вертикальных стальных резервуаров
Таблица 2.4.
| Средняя Высота донного осадка, мм | Вид потерь нефтепродуктов |
Вместимость резервуаров, м3 |
|||||||||||||
| 100 | 200 |
300 | 400 | 700 |
1000 | 2000 | 3000 | 5 О 0 1 |
50002 | 10000 |
15000 | 20000-1 | 20000-2 | ||
| Нормы потерь нефтепродуктов, кг/ резервуар | |||||||||||||||
| 5 | безвозвратные | 26 | 50 | 65 | 82 | 123 | 171 | 260 | 405 |
582 | 497 | 1302 |
1769 | 2307 | 1800 |
| снижения качества |
39 | 75 | 98 |
124 | 185 | 257 | 391 | 607 |
873 | 746 | 1953 |
2653 | 3460 | 2700 | |
| всего | 65 |
125 | 163 | 206 | 308 | 428 |
651 | 1012 | 1455 |
1243 | 3255 | 4422 | 5767 | 4500 | |
| 10 | безвозвратные | 51 | 98 | 129 | 162 | 243 |
339 | 514 | 801 |
1153 | 982 | 2587 | 3518 | 4592 |
3576 |
| снижения качества | 76 | 147 | 193 | 244 |
364 | 508 | 770 |
1201 | 1730 | 1473 | 3882 | 5277 |
6888 | 5364 | |
|
всего | 127 | 245 | 322 | 406 |
607 | 847 | 1284 |
2002 | 2883 | 2455 | 6469 | 8795 |
11480 | 8940 | |
|
15 | безвозвратные |
75 | 146 | 192 |
242 | 362 | 506 |
767 | 1197 | 1725 | 1467 | 3873 |
5268 | 6877 | 5352 |
| снижения качества |
113 | 220 | 288 |
364 | 544 | 758 | 1150 | 1795 |
2587 | 2200 | 5809 |
7902 | 10316 | 8028 | |
| всего | 188 | 366 | 480 |
606 | 906 | 1264 |
1917 | 2992 | 4312 | 3667 | 9682 |
13170 | 17193 | 13380 |
|
| 20 |
безвозвратные | 100 |
195 | 255 | 322 |
482 | 673 | 1020 | 1593 | 2296 |
1951 | 5158 | 7017 |
9163 | 7128 |
|
снижения качества | 150 |
292 | 382 | 484 | 723 | 1009 |
1530 | 238? | 3444 |
2927 | 7737 | 10526 | 13744 | 10692 | |
| всего | 250 | 487 | 637 | 806 |
1205 | 1682 | 2550 |
3982 | 5740 | 4878 | 12895 | 17543 |
22907 | 17820 | |
|
25 | безвозвратные |
125 | 243 | 318 |
402 | 601 | 840 | 1273 | 1988 |
2867 | 2436 | 6443 |
8767 | 11448 | 8904 |
| снижения качества |
187 | 365 | 477 | 604 | 902 |
1260 | 1910 | 2983 |
4301 | 3654 | 9665 | 13151 | 17172 |
13356 | |
| всего |
312 | 608 | 795 | 1006 | 1503 |
2100 | 3185 | 4971 |
7168 | 6090 | 16108 | 21918 | 28620 |
22260 | |
| 30 |
безвозвратные | 149 |
291 | 381 | 482 | 721 | 1007 |
1527 | 7384 | 3439 |
2921 | 7729 | 10517 | 13733 | 10680 |
| снижения качества |
224 | 437 | 572 | 723 | 1082 |
1510 | 2290 | 3577 |
5158 | 4381 | 11593 | 15775 | 20600 |
16020 | |
| всего |
373 | 728 | 955 | 1205 | 1803 |
2517 | 3817 | 5961 |
8597 | 7302 | 19322 | 26292 | 34333 |
26700 | |
| 35 |
безвозвратные | 174 |
340 | 444 | 562 |
841 | 1174 | 1780 | 2780 | 4010 |
3405 | 9014 | 12266 |
16018 | 12456 |
|
снижения качества | 261 |
510 | 666 | 843 | 1261 | 1761 |
2670 | 4170 | 6015 |
5108 | 13522 | 18400 | 24027 | 18684 | |
| всего | 435 | 850 | 1110 | 1405 |
2102 | 2935 | ]4450 |
6950 | 1025 | 8513 | 22536 | 30666 |
40045 | 31140 | |
|
40 | безвозвратные |
199 | 388 | 50/ |
642 | 960 | 1341 | 2033 | 3176 |
4581 | 3890 | 10300 |
14016 | 18303 | 14232 |
| снижения качества |
298 | 582 | 761 | 963 | 1440 |
2011 | 3050 | 4764 |
6872 | 5835 | 15450 | 21024 | 27455 |
21348 | |
| всего |
497 | 970 | 1268 |
1605 | 2400 | 3352 | 5083 | 7940 |
1453 | 9725 | 75750 |
35040 | 45758 | 35580 | |
| 45 |
безвозвратные | 223 |
436 | 571 | 722 |
1081 | 1508 | 7286 | 3572 | 5153 |
4375 | 11585 | 15766 |
20589 | 16008 |
|
снижения качества | 335 |
655 | 856 | 1083 | 1620 | 2262 |
3430 | 5358 | 7729 |
6562 | 17378 | 23648 | 30883 | 24013 | |
| всего | 558 |
1091 | 1427 | 1805 |
2700 | 3770 | 5716 | 8930 | 12882 |
10937 | 28963 | 39414 |
51472 | 400211 | |
| 50 | безвозвратные | 248 | 485 |
634 | 802 | 1195 |
1675 | 7540 | 3968 | 5724 | 4859 |
17871 | 17515 | 27874 |
17784 |
| снижения качества | 372 | 727 | 951 | 1203 |
1799 | 2513 | 3809 |
5952 | 8586 | 7289 | 19306 | 26273 |
34311 | 26677 | |
|
всего | 620 | 1212 | 1585 | 2005 |
2998 | 4188 | 6349 |
9970 | 14310 | 12148 | 39177 | 43788 |
57185 | 44461 | |
|
55 | безвозвратные |
273 | 533 | 697 | 882 | 1319 |
1842 | 2793 | 4364 |
6205 | 5344 | 14156 | 19265 | 25159 |
19560 |
| Снижения качества | 409 | 799 | 1045 | 1323 |
1978 | 2763 | 4189 |
6546 | 9443 | 8016 | 21234 | 28897 |
37739 | 29341 | |
| всего |
682 | 1332 | 1742 | 2205 | 3297 |
4606 | 6982 | 10910 |
15738 | 13360 | 35390 | 48162 | 62898 |
48901 | |
| 60 |
безвозвратные | 297 |
581 | 760 | 962 |
1438 | 2009 | 3046 | 4760 | 6867 |
5328 | 15442 | 21014 |
27444 | 21336 |
|
снижения качества | 446 |
872 | 1140 | 1443 | 2158 | 3015 |
4569 | 7140 | 10300 |
8743 | 23162 | 31522 | 41166 | 32005 | |
| всего | 743 |
1453 | 1900 | 2405 |
3596 | 5024 | 7615 | 11900 | 17167 |
14571 | 38604 | 52536 |
68610 | 53341 | |
| 65 | безвозвратные | 322 | 630 |
823 | 1042 | 1558 |
2176 | 3299 | 5156 | 7438 | 6313 |
16727 | 22764 | 29710 |
23112 |
| снижения качества | 483 | 944 | 1235 | 1563 |
233/ | 3265 | 4949 |
7734 | 11157 | 9470 | 25090 | 34146 |
44594 | 34669 | |
|
всего | 805 | 1574 | 2058 | 2605 |
3895 | 5441 | 8248 |
12890 | 18595 | 15783 | 41817 | 56910 |
74324 | 57781 | |
|
70 | безвозвратные |
347 | 678 | 886 |
1122 | 1677 | 2343 | 3553 | 5552 |
8009 | 6748 | 18012 |
24514 | 32015 | 57781 |
| снижения качества |
520 | 1017 | 1329 | 1683 | 2516 |
3515 | 5329 | 8327 |
12014 | 10197 | 27019 | 36771 | 48022 |
37333 | |
| всего |
367 | 1695 | 2215 |
2805 | 4193 | 5858 | 8882 | 13879 |
20023 | 16995 | 15031 |
51285 | 80037 |
62221 |
Таблица 2.5.
Нормы технологических потерь нефтепродуктов IV группы при зачистке вертикальных стальных резервуаров
|
Средняя Высота донного осадка, мм |
Вид потерь нефтепродуктов | Вместимость резервуаров, м3 | |||||||||||||
| 100 |
200 | 300 | 400 |
700 | 1000 | 2000 | 3000 | 5 О 0 1 | 50002 |
10000 | 15000 | 20000-1 | 20000-2 | ||
|
Нормы потерь нефтепродуктов, кг/ резервуар | |||||||||||||||
| 5 |
безвозвратные | 20 |
38 | 30 | 03 |
94 | 30 | 198 |
307 | 440 | 377 | 982 | 1333 |
1737 | 1358 |
|
снижения качества | 46 |
88 | 116 | 145 |
215 | 303 | 461 | 715 | 1027 |
880 | 2290 | 3109 |
4053 | 3168 | |
|
всего | 66 | 126 |
166 | 209 | 312 | 433 | 659 |
1022 | 1467 | 1257 |
3272 | 4442 | 5790 | 4526 | |
| 10 | безвозвратные | 38 | 74 | 97 | 123 | 183 | 255 |
388 | 603 | 869 |
740 | 1946 | 2645 | 3451 | 2690 |
| снижения качества | 89 | 173 | 227 |
286 | 428 | 590 |
904 | 1408 | 2027 | 1728 | 4540 |
6171 | 8053 | 6276 |
|
| всего | 127 |
247 | 324 | 409 | 611 | 851 |
1292 | 2011 | 2896 |
7468 | 6486 | 8816 | 11504 | 8966 | |
| 15 | безвозвратные | 57 | 110 | 144 | 183 | 273 |
381 | 577 | 900 |
1907 | 1104 | 2910 | 3917 | 5165 |
4022 |
| Снижения качества | 132 | 258 | 337 | 426 |
1037 | 888 | 1347 |
2101 | 3026 | 2576 | 6789 | 9233 |
12052 | 9384 | |
|
всего | 189 | 368 | 481 | 609 |
910 | 1269 | 1924 |
3001 | 4323 | 3680 | 9699 | 13190 |
17217 | 13406 | |
|
20 | безвозвратные |
75 | 147 | 192 |
243 | 363 | 506 |
767 | 1197 | 1726 | 1467 | 3874 |
5269 | 6879 | 5354 |
| снижения качества |
176 | 342 | 448 |
566 | 846 | 1180 | 1791 | 2794 |
4026 | 3424 | 9039 |
12295 | 16051 | 12492 | |
| всего | 251 | 489 | 640 |
809 | 1209 | 1686 |
2558 | 3991 | 5752 | 4891 | 12913 |
17564 | 22930 | 17846 |
|
| 25 |
безвозвратные | 94 |
183 | 239 | 653 |
452 | 631 | 957 | 1495 | 2154 |
1831 | 4838 | 6581 |
8593 | 6686 |
|
снижения качества | 219 |
427 | 558 | 706 | 1055 | 1473 |
2234 | 3487 | 5026 |
4272 | 11288 | 15357 | 20050 | 15600 | |
| всего | 313 | 610 | 797 | 1009 |
1507 | 2104 | 3191 |
4982 | 7180 | 6103 | 16126 | 21938 |
28643 | 22286 | |
|
30 | безвозвратные |
112 | 219 | 287 |
363 | 542 | 757 | 1147 | 1791 |
2582 | 2194 | 5802 |
7894 | 10307 | 8018 |
| снижения качества |
262 | 511 | 669 | 846 | 1265 |
1765 | 2677 | 4179 |
6026 | 5120 | 13538 | 18418 | 24049 |
18708 | |
| всего |
374 | 730 | 956 |
1209 | 1807 | 2522 | 3824 | 5970 |
8608 | 7314 | 19340 |
26312 | 34356 |
26726 | |
| 35 |
безвозвратные | 131 |
255 | 334 | 423 |
632 | 882 | 1337 | 2088 | 3011 |
2558 | 6766 | 9206 |
12021 | 9350 |
|
снижения качества | 305 |
596 | 779 | 986 | 1474 | 2058 |
3120 | 4872 | 7026 |
5969 | 15787 | 21480 | 28048 | 21817 | |
| всего | 436 | 851 | 1113 | 1409 |
2106 | 2940 | 4457 |
6960 | 10037 | 8527 | 22553 | 30686 |
40069 | 31167 | |
| безвозвратные | 149 |
292 | 381 | 482 | 721 | 1007 |
1527 | 2385 | 3439 |
2921 | 7730 | 10518 | 13735 | 10682 |
|
|
40 | снижения качества |
348 | 680 | 890 | 1126 | 1683 |
2350 | 3563 | 5565 |
8025 | 6817 | 18037 | 24542 | 32047 |
24925 |
| всего |
497 | 972 | 1271 |
1608 | 2404 | 3357 | 5090 | 7950 |
11464 | 9738 | 25767 |
35060 | 45782 | 35607 | |
| 45 |
безвозвратные | 168 |
328 | 429 | 542 |
811 | 1132 | 1717 | 2682 | 3868 |
3285 | 8694 | 11830 |
15448 | 12014 |
|
снижения качества | 392 |
765 | 1000 | 1266 | 1892 | 2642 |
4006 | 6258 | 9025 |
7665 | 20286 | 27604 | 36046 | 28033 | |
| всего | 560 |
1093 | 1429 | 1808 |
2703 | 3774 | 5723 | 8940 | 12893 |
10950 | 28980 | 39434 |
51494 | 40047 | |
| 50 | безвозвратные | 186 | 364 |
476 | 602 | 901 |
1258 | 1907 | 2979 | 4296 | 3648 |
9658 | 13142 | 17162 |
13346 |
| снижения качества | 435 | 849 | 1111 | 1406 |
2101 | 2935 | 4450 |
6951 | 10025 | 8513 | 22536 | 30666 |
40046 | 31141 | |
|
всего | 621 | 1213 | 1587 | 2008 |
3002 | 4193 | 6357 |
9930 | 14321 | 12161 | 32194 | 43808 |
57208 | 44487 | |
|
55 | безвозвратные |
205 | 400 | 523 |
662 | 990 | 1383 | 2097 | 3276 |
4725 | 4012 | 10622 |
14455 | 18876 | 14678 |
| снижения качества |
478 | 934 | 1221 | 1546 | 2311 |
3227 | 4893 | 7644 |
11025 | 9361 | 24785 | 33728 | 44045 |
34249 | |
| всего |
683 | 1334 | 1744 |
2208 | 3301 | 4610 | 6990 | 10920 |
15750 | 13373 | 35407 |
48183 | 62921 |
48927 | |
| 60 |
безвозвратные | 223 |
436 | 571 | 722 |
1080 | 1508 | 2287 | 3573 | 5153 |
4375 | 11586 | 15767 |
20590 | 16010 |
|
снижения качества | 521 |
1018 | 1332 | 1686 | 2520 | 3520 |
5336 | 8336 | 12025 |
10209 | 27035 | 36789 | 48044 | 37357 | |
| всего | 744 |
1454 | 1903 | 2408 |
3600 | 5028 | 7623 | 11909 | 17178 |
14584 | 38621 | 52556 |
68634 | 53367 | |
| 65 | безвозвратные | 242 | 473 |
618 | 782 | 1170 |
1634 | 2477 | 3870 | 5582 | 4739 |
12550 | 17079 | 22304 |
17342 |
| снижения качества | 565 | 1103 | 1442 | 1825 |
2729 | 3812 | 5779 |
9029 | 13024 | 11057 | 29284 | 39851 |
52043 | 40465 | |
|
всего | 807 | 1576 | 2060 | 2607 |
3899 | 5446 | 8256 |
12899 | 18606 | 15796 | 41834 | 56930 |
74347 | 57807 | |
|
70 | безвозвратные |
260 | 509 | 665 |
842 | 1259 | 1759 | 2667 | 4167 |
6010 | 5102 | 13514 |
18391 | 24018 | 18674 |
| снижения качества |
608 | 1187 | 1553 | 1965 | 2938 |
4104 | 6222 | 9722 |
14024 | 11906 | 31534 | 42913 | 56042 |
43573 | |
| всего |
868 | 1696 | 2218 |
2807 | 4197 | 5863 | 8889 | 13889 |
20034 | 17008 | 45048 |
61304 | 80060 |
62247 |
Таблица 2.6.
Нормы технологических потерь нефтепродуктов V группы при зачистке вертикальных стальных резервуаров
|
Средняя высота донного осадка, мм |
Вид потерь нефтепродуктов | Вместимость резервуаров, м3 | |||||||||||||
| 100 |
200 | 300 | 400 |
700 | 1000 | 2000 | 3000 | 5 О 0 1 | 50002 |
10000 | 15000 | 20000-1 | 20000-2 | ||
|
Нормы потерь нефтепродуктов, кг/ резервуар | |||||||||||||||
|
безвозвратные | 20 |
38 | 50 | 63 |
95 | 131 | 200 |
309 | 443 | 381 |
986 | 1338 | 1743 | 1365 | |
| 5 |
снижения качества | 47 |
90 | 118 | 148 |
221 | 306 | 466 | 721 | 1034 |
888 | 2301 | 3122 |
4068 | 3185 |
| всего | 67 |
128 | 168 | 211 |
316 | 437 | 666 | 1030 | 1477 |
1269 | 3287 | 4460 |
5811 | 4550 | |
| безвозвратные | 39 |
75 | 98 | 123 |
184 | 257 | 390 | 606 | 872 |
744 | 1950 | 2650 |
3457 | 2697 | |
|
10 | снижения качества |
90 | 174 | 228 |
288 | 430 | 599 | 909 | 1414 |
2034 | 1736 | 4551 |
6184 | 8067 | 6293 |
| всего |
129 | 249 | 326 |
1411 | 614 | 856 | 1299 | 2020 |
2906 | 2480 | 6501 |
8834 | 11524 | 8990 | |
| безвозвратные | 57 | 111 | 145 | 183 | 274 |
382 | 580 | 903 |
1300 | 1108 | 2914 | 3963 | 5171 |
4029 | |
| 15 |
снижения качества | 133 |
259 | 339 | 428 | 639 | 891 |
1352 | 2107 | 3034 |
2584 | 6800 | 9246 | 12066 | 9401 |
| всего | 190 |
370 | 484 | 611 |
913 | 1273 | 1932 | 3010 | 4334 |
3692 | 9714 | 13209 |
17237 | 13430 | |
| безвозвратные | 76 | 147 | 192 |
243 | 364 | 507 |
769 | 1200 | 1729 | 1471 | 3878 |
5275 | 6885 | 5361 |
|
| 20 | снижения качества | 176 | 343 | 449 | 568 |
849 | 1183 | 1795 |
2800 | 4034 | 3433 | 9050 | 12308 |
16066 | 12509 |
| всего | 252 | 490 | 641 | 811 |
1213 | 1690 | 2564 |
4000 | 5763 | 4904 | 12928 | 17583 |
22951 | 17870 | |
| безвозвратные | 94 |
183 | 240 | 303 | 453 | 632 |
959 | 1497 | 2157 |
1835 | 4843 | 6587 | 8599 | 6693 |
|
|
25 | снижения качества |
220 | 428 | 560 | 708 | 1058 |
1476 | 2239 | 3493 |
5033 | 4281 | 11299 | 15370 | 20065 |
15617 |
| всего |
314 | 611 | 800 |
1011 | 1511 | 2108 | 3198 | 4990 |
7190 | 6116 | 16142 |
21957 | 28664 | 22310 | |
| 30 |
безвозвратные | 113 |
220 | 287 | 363 |
543 | 758 | 1149 | 1794 | 2586 |
2198 | 5807 | 7899 |
10313 | 8025 |
|
снижения качества | 263 |
512 | 670 | 848 | 1267 | 1768 |
2682 | 4185 | 6033 |
5129 | 13549 | 18431 | 24064 | 18725 | |
| всего | 376 | 732 | 957 | 1211 |
1810 | 2526 | 3831 |
5979 | 8619 | 7327 | 19356 | 26330 |
34377 | 26750 | |
|
35 | безвозвратные |
131 | 256 | 335 |
423 | 633 | 883 | 1339 | 2091 |
3014 | 2562 | 6771 |
9211 | 12027 | 9357 |
| снижения качества |
306 | 597 | 781 | 988 | 1476 |
2061 | 3125 | 4878 |
7033 | 5977 | 15798 | 21493 | 28063 |
21833 | |
| всего |
437 | 853 | 1116 |
1411 | 2109 | 2944 | 4464 | 6969 |
10047 | 8539 | 22569 |
130704 | 40090 |
31190 | |
| 40 |
безвозвратные | 150 |
292 | 382 | 483 |
722 | 1008 | 1529 | 2388 | 3443 |
2925 | 7735 | 10524 |
13741 | 10689 |
|
снижения качества | 349 |
681 | 891 | 1127 | 1685 | 2352 |
3568 | 5571 | 8033 |
6825 | 18048 | 24555 | 32062 | 24941 | |
| всего | 499 | 973 | 1273 | 1610 |
2407 | 3361 | 5097 |
7959 | 11476 | 9750 | 25783 | 35079 |
45803 | 35630 | |
|
45 | безвозвратные |
168 | 328 | 429 |
543 | 812 | 1134 | 1719 | 2685 |
3871 | 3289 | 8699 |
11836 | 15455 | 12021 |
| снижения качества |
392 | 766 | 1002 | 1267 | 1895 |
2645 | 4011 | 6264 |
9033 | 7673 | 20297 | 27617 | 36061 |
28049 | |
| всего |
560 | 1094 | 1431 |
1810 | 2707 | 3779 | 5730 | 8949 |
12904 | 10962 | 28996 |
39453 | 51516 |
40070 | |
| 50 |
безвозвратные | 187 |
364 | 477 | 603 |
902 | 1259 | 1909 | 2981 | 4300 |
3652 | 9663 | 13148 |
17169 | 13353 |
|
снижения качества | 436 |
850 | 1112 | 1407 | 2104 | 2938 |
4455 | 6957 | 10032 |
8522 | 22547 | 30679 | 40060 | 31157 | |
| всего | 623 |
1214 | 1589 | 2010 |
3006 | 4197 | 6364 | 9938 | 14332 |
12174 | 32210 | 43827 |
57229 | 44510 | |
| 55 | безвозвратные | 205 | 401 |
524 | 663 | 991 |
1384 | 2099 | 3278 | 4728 | 4016 |
10627 | 14460 | 18883 |
14685 |
| снижения качества | 479 | 935 | 1223 | 1547 |
2313 | 3231 | 4898 |
7650 | 11032 | 9370 | 24796 | 33741 |
44059 | 34265 | |
|
всего | 684 | 1336 | 1747 | 2210 |
3304 | 4615 | 6997 |
10928 | 15760 | 13386 | 35423 | 48201 |
62942 | 48950 | |
|
60 | безвозвратные |
224 | 437 | 571 |
723 | 1081 | 1510 | 2289 | 3575 |
5157 | 4379 | 11591 |
15772 | 20597 | 16017 |
| снижения качества |
522 | 1019 | 1333 | 1687 | 2522 |
3523 | 5341 | 8342 |
12032 | 10218 | 27046 | 36802 | 48059 |
37373 | |
| всего |
746 | 1456 | 1904 |
2410 | 3603 | 5033 | 7630 | 11917 |
17189 | 14597 | 38637 |
52574 | 68656 |
53390 | |
| 65 |
безвозвратные | 242 |
473 | 619 | 783 |
1171 | 1635 | 2479 | 3872 | 5585 |
4743 | 12555 | 17085 |
22310 | 17349 |
|
снижения качества | 565 |
1104 | 1444 | 1827 | 2732 | 3815 |
5784 | 9035 | 13032 |
11066 | 29295 | 39864 | 52058 | 40481 | |
| всего | 807 |
1577 | 2063 | 2610 |
3903 | 5450 | 8263 | 12907 | 18617 |
15809 | 41850 | 56949 |
74368 | 57830 | |
| 70 | безвозвратные | 261 | 509 |
666 | 843 | 1260 |
1760 | 2669 | 4169 | 6013 | 5106 |
13519 | 18397 | 24024 |
18681 |
| снижения качества | 609 | 1189 | 1554 | 1967 |
2941 | 4107 | 6227 |
9728 | 1403 | 11914 | 31545 | 42926 |
56057 | 43589 | |
|
всего | 870 | 1698 | 2220 | 2810 |
4201 | 5867 | 8896 |
13897 20044 | 17020 |
45064 | 61323 | 80081 | 62270 | ||
Таблица 3.1
Нормы технологических потерь нефтепродуктов I группы при зачистке горизонтальных стальных резервуаров
| Средняя высота донного осадка, мм |
Вместимость резервуаров, м3 |
|||||||||
| Вид потерь нефтепродуктов | 3 | 5 | 10 | 25 | 50 | 75 | 100 | 500 |
1000 | |
| Нормы потерь нефтепродуктов, кг/ резервуар | ||||||||||
| безвозвратные | 3 | 4 | 7 | 13 | 27 | 31 | 41 | 116 | 231 | |
| 5 | снижения качества | 2 | 3 |
5 | 11 | 22 |
25 | 34 | 95 |
189 |
| всего | 5 | 7 | 12 | 24 | 49 | 56 | 75 | 211 | 420 | |
| безвозвратные | 6 | 8 | 13 | 26 | 54 | 61 | 82 | 230 | 457 | |
| 10 | снижения качества | 5 | 7 | 11 | 21 | 44 | 50 | 67 | 188 | 374 |
| всего | 11 | 15 | 24 | 47 | 98 | 111 149 |
418 | 831 | ||
| 15 | безвозвратные | 9 | 12 | 20 | 38 | 80 | 91 | 122 | 343 |
682 |
| снижения качества | 7 | 10 | 16 | 31 | 65 | 75 | 100 | 281 | 558 | |
| всего | 16 | 22 | 36 | 69 | 145 | 166 | 222 | 624 |
1240 | |
| 20 |
безвозвратные | 12 |
16 | 26 | 51 |
106 | 121 | 162 |
456 | 907 |
|
снижения качества | 10 |
13 | 21 | 41 |
87 | 99 | 132 |
373 | 742 | |
|
всего | 22 | 29 |
47 | 92 | 193 |
220 | 294 | 829 | 1649 | |
| 25 | безвозвратные | 15 | 20 | 32 | 63 | 132 | 151 |
202 | 569 | 1131 |
| снижения качества |
12 | 16 | 26 |
52 | 108 | 124 |
165 | 466 | 926 | |
| всего | 27 |
36 | 58 | 115 | 240 | 275 |
367 | 1035 | 2057 |
|
| 30 |
безвозвратные | 17 |
24 | 39 | 76 |
158 | 181 | 241 |
682 | 1355 |
|
снижения качества | 14 |
19 | 32 | 62 |
129 | 148 | 197 | 558 | 1109 | |
| всего | 31 | 43 | 71 | 138 | 287 | 329 | 438 |
1240 | 2464 | |
|
35 | безвозвратные |
20 | 28 | 45 |
88 | 184 | 211 |
281 | 794 | 1579 |
| снижения качества |
17 | 23 | 37 |
72 | 151 | 172 |
230 | 650 | 1292 |
|
| всего | 37 |
51 | 82 | 160 |
335 | 383 | 511 | 1444 | 2871 | |
| 40 | безвозвратные | 23 | 31 | 51 | 100 | 210 |
240 | 320 | 906 |
1802 |
| снижения качества | 19 | 26 | 42 | 82 | 172 | 197 | 262 |
742 | 1475 | |
|
всего | 42 | 57 |
93 | 182 | 382 | 437 | 582 |
1648 | 3277 | |
Таблица 3.2.
Нормы технологических потерь нефтепродуктов II группы при зачистке горизонтальных стальных резервуаров
| Средняя высота донного осадка, мм | Вид потерь нефтепродуктов |
Вместимость резервуаров, м3 |
||||||||
| 3 | 5 |
10 | 25 | 50 |
75 | 100 | 500 |
1000 | ||
| Нормы потерь нефтепродуктов, кг/ резервуар | ||||||||||
| безвозвратные |
2 | 3 | 5 |
10 | 22 | 25 |
33 | 93 | 184 | |
| 5 | снижения качества | 4 | 5 | 8 | 16 | 32 | 37 | 49 | 139 | 275 |
| всего |
6 | 8 | 13 |
26 | 54 | 62 |
82 | 232 | 459 | |
| безвозвратные |
5 | 6 | 10 |
20 | 42 | 48 |
64 | 181 | 360 | |
| 10 | снижения качества | 7 | 10 | 16 | 30 | 63 | 72 | 97 | 272 | 540 |
|
всего | 12 | 16 |
26 | 50 | 105 |
120 | 161 | 453 | 900 | |
|
безвозвратные | 7 |
9 | 15 | 30 |
63 | 72 | 96 |
270 | 537 | |
| 15 | снижения качества |
10 | 14 | 23 |
45 | 94 | 108 |
144 | 405 | 805 |
| всего | 17 | 23 | 38 | 75 | 157 | 180 |
240 | 675 | 1342 |
|
| безвозвратные |
9 | 13 | 20 |
40 | 83 | 95 |
127 | 359 | 713 | |
| 20 | снижения качества | 14 | 19 | 31 | 60 | 125 | 143 | 191 |
538 | 1069 |
|
всего | 23 | 32 |
51 | 100 | 208 | 238 | 318 |
897 | 1782 | |
|
безвозвратные | 11 |
16 | 25 | 50 |
104 | 119 | 158 |
447 | 889 |
|
|
25 | снижения качества |
17 | 23 | 38 |
74 | 156 | 178 |
237 | 671 | 1333 |
| всего | 28 |
39 | 63 | 124 | 260 | 297 |
395 | 1118 | 2222 |
|
| 30 |
безвозвратные | 14 |
19 | 30 | 59 |
124 | 142 | 189 |
535 | 1064 |
|
снижения качества | 21 |
28 | 45 | 89 |
186 | 213 | 284 | 803 | 1596 | |
| всего | 35 | 47 | 75 | 148 | 310 | 355 | 473 |
1338 | 2660 | |
|
35 | безвозвратные |
16 | 22 | 35 |
69 | 144 | 165 |
220 | 623 | 1239 |
| снижения качества |
24 | 33 | 53 |
104 | 217 | 248 |
331 | 935 | 1859 | |
| всего | 40 |
55 | 88 | 173 | 361 | 413 |
551 | 1558 | 3098 |
|
| 40 |
безвозвратные | 18 |
25 | 40 | 79 |
165 | 189 | 251 |
711 | 1414 |
|
снижения качества | 27 |
37 | 60 | 118 |
247 | 283 | 377 | 1067 | 2121 | |
| всего | 45 | 62 | 100 | 197 |
412 | 472 | 628 |
1778 | 3535 | |
| 45 | безвозвратные | 20 | 28 | 45 | 88 | 185 | 212 | 282 | 799 |
1589 |
| снижения качества | 30 | 42 | 68 | 133 | 277 | 318 | 423 |
1199 | 2383 | |
|
всего | 50 | 70 |
113 | 221 | 462 | 530 | 705 |
1998 | 3972 | |
|
50 | безвозвратные |
22 | 31 | 50 |
98 | 205 | 235 |
313 | 887 | 1763 |
| снижения качества |
34 | 46 | 75 |
147 | 307 | 352 |
469 | 1330 | 2645 | |
| всего | 56 |
77 | 125 | 245 | 512 | 587 |
782 | 2217 | 4408 |
|
| 55 |
безвозвратные | 25 |
34 | 55 | 108 |
225 | 258 | 344 |
974 | 1937 |
|
снижения качества | 37 |
50 | 82 | 161 |
337 | 387 | 515 | 1461 | 2906 | |
| всего | 62 | 84 | 137 | 269 |
562 | 645 | 859 |
2435 | 4843 | |
| 60 | безвозвратные | 27 | 37 | 60 | 117 | 245 |
281 | 374 | 1062 |
2111 |
| снижения качества | 40 | 55 | 89 | 176 | 367 | 421 | 561 |
1592 | 3166 | |
|
всего | 67 | 92 |
149 | 293 | 612 | 702 | 935 |
2654 | 5277 | |
|
65 | безвозвратные |
29 | 40 | 64 |
127 | 265 | 303 |
405 | 1149 | 2284 |
| снижения качества |
43 | 59 | 97 |
190 | 397 | 455 | 607 | 1723 |
3426 | |
| всего |
72 | 99 | 161 |
317 | 662 | 758 |
1012 | 2872 | 5710 | |
| 70 |
безвозвратные | 31 |
42 | 69 | 136 |
284 | 326 | 435 |
1236 | 2457 |
|
снижения качества | 46 |
64 | 104 | 204 |
427 | 489 | 652 | 1854 | 3686 | |
| всего | 77 | 106 | 173 | 340 |
711 | 815 | 1087 |
3090 | 6143 |
Таблица 3.3.
Нормы технологических потерь нефтепродуктов III группы при зачистке горизонтальных стальных резервуаров
| Средняя высота донного осадка, мм | Вид потерь нефтепродуктов |
Вместимость резервуаров, м3 |
||||||||
| 3 | 5 |
10 | 25 | 50 |
75 | 100 | 500 |
1000 | ||
| Нормы потерь неф | )тепродуктов, кг/ резервуар | |||||||||
| 5 |
безвозвратные | 2 |
3 | 5 | 11 |
22 | 25 |
94 | 185 | |
|
снижения качества | 4 |
5 | 8 | 16 |
33 | 37 | 50 |
140 | 278 | |
|
всего | 6 | 8 |
13 | 27 | 55 |
62 | 83 | 234 |
463 | |
|
безвозвратные | 5 |
6 | 10 | 20 |
42 | 49 | 65 |
182 | 362 | |
Нормы технологических потерь нефтепродуктов I группы при зачистке вертикальных стальных резервуаров
Нормы технологических потерь нефтепродуктов I группы при зачистке вертикальных стальных резервуаров с понтоном
Нормы технологических потерь нефтепродуктов II группы при зачистке вертикальных стальных резервуаров
14
19
31
60
125
снижения качества
23
32
51
100
209
всего
безвозвратные
11
16
25
50
104
17
24
38
75
156
снижения качества
28
40
63
125
260
всего
безвозвратные
14
19
30
60
124
21
28
46
89
187
снижения качества
35
47
76
149
311
всего
безвозвратные
16
22
35
69
145
24
33
53
104
217
снижения качества
40
55
173
362
всего
безвозвратные
18
25
40
79
165
27
37
60
118
247
снижения качества
62
45
100
197
412
всего
безвозвратные
20
28
45
89
185
30
42
68
133
278
снижения качества
50
70
113
222
463
всего
безвозвратные
22
31
50
98
205
34
46
75
147
308
снижения качества
56
77
125
245
513
всего
безвозвратные
25
34
55
108
225
37
51
82
162
338
снижения качества
62
85
137
270
563
всего
безвозвратные
27
37
60
117
245
40
55
89
176
368
снижения качества
67
92
149
293
613
всего
427
712
всего
Таблица 3.4.
|
Средняя высота донного осадка, мм |
Вид потерь нефтепродуктов | Вместимость резервуаров, м3 | ||||||||
| 3 |
5 | 10 | 25 |
50 | 75 | 100 |
500 | 1000 | ||
|
Нормы потерь нефтепродуктов, кг/ резервуар | ||||||||||
| 5 |
безвозвратные | 2 |
3 | 4 | 8 |
17 | 19 | 25 |
72 | 142 |
|
снижения качества | 4 |
6 | 10 | 19 |
39 | 45 | 59 |
167 | 331 | |
|
всего | 6 | 9 |
14 | 27 | 56 |
64 | 84 | 239 |
473 | |
| 10 |
безвозвратные | 4 |
5 | 8 | 15 |
32 | 37 | 49 |
138 | 274 |
|
снижения качества | 8 |
11 | 18 | 36 |
75 | 86 | 114 |
323 | 640 | |
|
всего | 12 | 16 |
26 | 51 | 107 |
123 | 163 | 461 | 914 | |
| 15 | безвозвратные | 5 | 7 | 12 | 23 | 48 | 55 | 73 | 205 | 406 |
| снижения качества | 12 | 17 | 27 | 53 | 111 | 127 |
169 | 478 | 948 |
|
| всего | 17 |
24 | 39 | 76 |
159 | 182 | 242 |
683 | 1354 | |
| 20 | безвозвратные | 7 | 10 | 15 | 30 | 63 | 72 | 96 | 271 | 539 |
| снижения качества |
16 | 22 | 36 |
70 | 147 | 168 |
224 | 633 | 1257 | |
| всего | 23 |
32 | 51 | 100 | 210 | 240 |
320 | 904 | 1796 |
|
| 25 |
безвозвратные | 9 |
12 | 19 | 38 |
78 | 90 | 120 |
337 | 670 |
|
снижения качества | 20 |
28 | 45 | 88 |
183 | 209 | 279 | 787 | 1564 | |
| всего | 29 | 40 | 64 | 126 | 261 | 299 | 399 |
1124 | 2234 | |
|
30 | безвозвратные |
10 | 14 | 23 |
45 | 94 | 107 |
143 | 404 | 802 |
| снижения качества |
24 | 33 | 53 |
105 | 218 | 250 |
333 | 942 | 1871 | |
| всего | 34 |
47 | 76 | 150 | 312 | 357 |
476 | 1346 | 2673 |
|
| 35 |
безвозвратные | 12 |
16 | 27 | 52 |
109 | 125 | 166 |
470 | 933 |
|
снижения качества | 28 |
38 | 62 | 122 |
254 | 291 | 388 | 1096 | 2178 | |
| всего | 40 | 54 | 89 | 174 | 363 | 416 | 554 |
1566 | 3111 | |
|
40 | безвозвратные |
14 | 19 | 30 |
59 | 124 | 142 |
189 | 536 | 1065 |
| снижения качества |
32 | 43 | 71 |
138 | 289 | 331 |
442 | 1250 | 2484 | |
| всего | 46 |
62 | 101 | 197 | 413 | 473 |
631 | 1786 | 3549 |
|
| 45 |
безвозвратные | 15 |
21 | 34 | 67 |
139 | 159 | 212 |
602 | 1196 |
|
снижения качества | 36 |
49 | 79 | 155 |
325 | 372 | 496 | 1404 | 2790 | |
| всего | 51 | 70 | 113 | 222 |
464 | 531 | 708 |
2006 | 3986 | |
| 50 | безвозвратные | 17 | 23 | 38 | 74 | 154 | 177 | 235 | 667 |
1326 |
| снижения качества | 39 | 54 | 88 | 172 | 360 | 412 | 549 |
1557 | 3095 | |
|
всего | 56 | 77 |
126 | 246 | 514 | 589 | 784 |
2224 | 4421 | |
|
55 | безвозвратные |
18 | 25 | 41 |
81 | 169 | 194 |
258 | 733 | 1457 |
| снижения качества |
43 | 59 | 96 |
189 | 395 | 452 |
603 | 1710 | 3399 | |
| всего | 61 |
84 | 137 | 270 | 564 | 646 |
861 | 2443 | 4856 |
|
|
безвозвратные | 20 |
28 | 45 | 88 |
184 | 211 | 281 |
798 | 1587 | |
|
60 | снижения качества |
47 | 64 | 105 |
206 | 430 | 492 | 656 | 1863 |
3703 |
| всего |
61 | 92 | 150 | 294 | 614 |
703 | 937 | 2661 |
5290 | |
|
безвозвратные | 22 |
30 | 48 | 95 |
199 | 228 | 304 | 864 | 1717 | |
| 65 | снижения качества | 50 | 69 | 113 | 222 | 464 |
532 | 710 | 2016 |
4007 |
| всего | 72 | 99 | 161 | 317 | 663 |
760 | 1014 | 2880 |
5724 | |
|
безвозвратные | 23 |
32 | 52 | 102 |
21 1 | 245 | 327 |
929 | 1347 | |
|
70 | снижения качества |
54 | 74 | 121 |
239 | 499 | 572 | 763 | 2168 |
4310 |
| всего |
77 | 106 | 173 | 341 | 713 |
817 | 1090 | 3097 |
6157 |
Таблица 3.5.
Нормы технологических потерь нефтепродуктов V группы при зачистке горизонтальных стальных резервуаров
| Средняя высота донного осадка, мм | Вид потерь нефтепродуктов |
Вместимость резервуаров, м3 |
||||||||
| 3 | 5 |
10 | 25 | 50 |
75 | 100 | 500 |
1000 | ||
| Нормы потерь нефтепродуктов, кг/ резервуар | ||||||||||
| 5 |
безвозвратные | 2 |
3 | 4 | 8 |
17 | 19 | 26 |
73 | 144 |
|
снижения качества | 4 |
6 | 10 | 19 |
40 | 45 | 60 |
170 | 336 | |
|
всего | 6 | 9 |
14 | 27 | 57 |
64 | 86 | 243 |
480 | |
| 10 |
безвозвратные | 4 |
5 | 8 | 16 |
32 | 37 | 49 |
140 | 277 |
|
снижения качества | 8 |
12 | 19 | 36 |
76 | 87 | 115 |
326 | 645 | |
|
всего | 12 | 17 |
27 | 52 | 108 |
124 | 164 | 466 | 922 | |
| 15 | безвозвратные | 5 | 7 | 12 | 23 | 48 | 55 | 73 | 206 | 409 |
| снижения качества | 12 | 17 | 27 | 54 | 112 | 128 |
170 | 481 | 954 |
|
| всего | 17 |
24 | 39 | 77 |
160 | 183 | 243 |
687 | 1363 | |
| 20 | безвозвратные | 7 | 10 | 16 | 30 | 63 | 72 | 97 | 272 | 541 |
| снижения качества |
16 | 22 | 36 |
71 | 148 | 169 |
225 | 636 | 1262 | |
| всего | 23 |
32 | 52 | 101 | 211 | 241 |
322 | 908 | 1803 |
|
| 25 |
безвозвратные | 9 |
12 | 19 | 38 |
79 | 90 | 120 |
339 | 673 |
|
снижения качества | 20 |
28 | 45 | 88 |
184 | 210 | 280 | 790 | 1570 | |
| всего | 29 | 40 | 64 | 126 | 263 | 300 | 400 |
1129 | 2243 | |
|
30 | безвозвратные |
10 | 14 | 23 |
45 | 94 | 108 |
143 | 405 | 804 |
| снижения качества |
24 | 33 | 54 |
105 | 219 | 251 |
334 | 945 | 1877 | |
| всего | 34 |
47 | 77 | 150 | 313 | 359 |
477 | 1350 | 2681 |
|
| 35 |
безвозвратные | 12 |
16 | 27 | 52 |
109 | 125 | 167 |
471 | 936 |
|
снижения качества | 28 |
38 | 62 | 122 |
255 | 292 | 389 | 1099 | 2183 | |
| всего | 40 | 54 | 89 | 174 | 364 | 417 | 556 |
1570 | 3119 | |
|
40 | безвозвратные |
14 | 19 | 30 |
60 | 124 | 142 |
190 | 537 | 1067 |
| снижения качества |
32 | 44 | 71 |
139 | 290 | 332 |
443 | 1253 | 2489 | |
| всего | 46 |
63 | 101 | 199 | 414 | 474 |
633 | 1790 | 3556 |
|
Нормы технологических потерь нефтепродуктов IV группы при зачистке горизонтальных стальных резервуаров
|
безвозвратные | 15 |
21 | 34 | 67 |
139 | 160 | 213 |
603 | 1198 | |
|
45 | снижения качества |
36 | 49 | 70 |
156 | 325 | 373 | 497 | 1407 |
2795 |
| всего |
51 | 70 | 113 |
223 | 464 | 533 | 710 | 2010 |
3993 | |
|
безвозвратные | 17 |
23 | 38 | 74 |
154 | 177 | 236 |
669 | 1329 | |
|
50 | снижения качества |
39 | 54 | 88 |
172 | 360 | 413 | 550 | 1560 |
3100 |
| всего |
56 | 77 | 126 |
246 | 514 | 590 | 786 | 2229 |
4429 | |
|
безвозвратные | 18 |
25 | 41 | 81 |
169 | 194 | 259 |
734 | 1459 | |
|
55 | снижения качества |
43 | 59 | 96 |
189 | 395 | 453 | 604 | 1713 |
3405 |
| всего |
61 | 84 | 137 |
270 | 564 | 647 | 863 | 2447 |
4864 | |
|
безвозвратные | 20 |
28 | 45 | 88 |
184 | 211 | 282 |
800 | 1589 | |
|
60 | снижения качества |
47 | 64 | 105 |
206 | 430 | 493 | 657 | 1866 |
3709 |
| всего |
67 | 92 | 150 |
294 | 614 | 704 | 939 | 2666 |
5298 | |
|
безвозвратные | 22 |
30 | 48 | 95 |
199 | 229 | 305 |
865 | 1720 | |
|
65 | снижения качества |
51 | 70 | 113 |
222 | 465 | 533 | 711 | 2018 |
4012 |
| всего |
73 | 100 | 161 | 317 | 664 |
762 | 1016 | 2883 |
5732 | |
|
безвозвратные | 23 |
32 | 52 | 102 |
214 | 246 | 327 |
930 | 1849 | |
|
70 | снижения качества |
54 | 75 | 121 |
239 | 500 | 573 | 764 | 2171 |
4315 |
| всего |
77 | 107 | 173 | 341 | 714 |
819 | 1091 | 3101 |
6164 |
ПРИЛОЖЕНИЕ 1 ГРУППИРОВКА НЕФТЕПРОДУКТОВ ПО ВЯЗКОСТИ
2 2/
I группа. Включает нефтепродукты с кинематической вязкостью при температуре 20°С менее 3мм /с (0,000003 м 'с) и пределом выкипания до 210°С,
2 2/
II группа. Включает нефтепродукты с кинематической вязкостью при температуре +20°С до 35 мм /с (0,000035 м 7 с).
22
III группа. Включает нефтепродукты с кинематической вязкостью при температуре +20°С выше 35 и до 100 мм /с (0,0001 м /с).
22
IV группа. Включает нефтепродукты с кинематической вязкостью при температуре +20°С выше 100 и до 500 мм /с (0,0005 м /с).
V группа. Включает нефтепродукты с кинематической вязкостью при температуре +20°С выше 500 мм2/с (0,0005 м2/с).
ПРИЛОЖЕНИЕ 2
ПРИМЕР РАСЧЕТА ПОТЕРЬ НЕФТЕПРОДУКТОВ ПРИ ЗАЧИСТКЕ ВЕРТИКАЛЬНОГО СТАЛЬНОГО РЕЗЕРВУАРА
Определить потери нефтепродуктов I группы при зачистке вертикального стального резервуара вместимостью 5000 м., внутренний диаметр резервуара 22,8 м, высота смоченной нефтепродуктом поверхности стенки резервуара 10,0 м, средняя высота донных отложений по результатам 5 измерений
2
составила 15 мм (0,015 м), кинематическая вязкость нефтепродукта при температуре выкачки 1,15 мм /с. Плотность нефтепродукта в осадке принята 2
равной 1000 кг/м2
Масса нефтепродукта в донных отложениях резервуара рассчитывается по формуле (2) при N = 0,65:
Мд от = 0,785х22,82х0,015х1000х0,65 = 3978,7 кг
д..от. Ill 5 5
Площадь поверхности налипания определяется по формуле (6);
Коэффициент налипания рассчитывается по любой из формул (5-5б):
Кн =0,01217х1,15°,22° = 0,01255 кг/м2
н
Масса налипшего на стенки резервуара нефтепродукта рассчитывается по Формуле (4):
Мст = 0,01255x715,9 = 9,0 кг. ст
Потери нефтепродукта при зачистке резервуара составляют:
М = Мст + Мд от = 9,0 + 3978,7 = 3987,7 кг. ст д.от
Потери распределяются:
Безвозвратные:
Мбез = 3987,7x0,55 = 2193,2 кг
От снижения качества:
Мкач = 3987,7x0,45 = 1794,5 кг кач
ПРИЛОЖЕНИЕ 3
ПРИМЕР РАСЧЕТА ПОТЕРЬ НЕФТЕПРОДУКТОВ ПРИ ЗАЧИСТКЕ ГОРИЗОНТАЛЬНОГО СТАЛЬНОГО РЕЗЕРВУАРА
3
Определить потери нефтепродуктов III группы при зачистке горизонтального стального резервуара вместимостью 100 м . Внутренний диаметр резервуара 3,2 м, длина цилиндрической части 12 м. средняя высота донных отложений по результатам 5 измерений составила 45 мм (0,045 м),
9 - -э
кинематическая вязкость нефтепродукта при температуре выкачки 100 мм2/с. Плотность нефтепродукта в осадке принята равной 1000 кг/м3 Масса нефтепродукта в донных отложениях резервуара рассчитывается по Формуле (9) при N = 0,7:
Млот = 589x12x0,045x°,7x(3,2 - 0,045) = 702,4 кг Площадь поверхности налипания рассчитывается по формуле (10):
S = 2,498x3,2x12+ 1.489x3,22 = 111,2 м2 Коэффициент налипания рассчитывается по любой из формул (12-12б):
Кн = 0,0138x1000,209 = 0,0361 кг/м2 н
Масса налипшего на стенки резервуара нефтепродукта определяется по формуле (4):
Мст= 111,2x0,0361 = 4 кг ст
Мпот = 702,4 + 4 = 706,4 кг
пот
Потери распределяются:
Безвозвратные
От снижения качества
Мкач = 706,4x0,6 = 423,8 кг кач
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. ГОСТ 1510-84 (СТ СЭВ 1415-78; Нефть и нефтепродукты. Упаковка, маркировка, транспортирование и хранение.
2. ГОСТ 2.105-95 ЕСКД. Общие требования к текстовым документам,
3. Инструкция по зачистке резервуаров от остатков нефтепродуктов, утв. Главнефтепродуктом ГП "Роснефть" 22.09.95.
4. Сведения нефтебаз и управлений Госкомнефтепродукта РСФСР о количестве списываемых или переводимых в СНО нефтепродуктов при зачистке резервуаров за 1987-1989 гг.
5. Сведения о зачистке технологических резервуаров акционерных обществ АК "Транснефтепродукт" за 1995-1996 гг.
6. Внедрение в производство установки моечной "УМ-1". Отчет о НИР ЦНИЛ Госкомнефтепродукта РСФСР, арх. № 992. Астрахань. 1986 г.
7. Установка утилизации нефтешламов УГШ-1 методом термического разложения на три фазы: жидкую, газообразную и твердый остаток. Проект ВНИИЖТ. г. Москва.
8. Очистка резервуаров от остатков нефти и нефтепродуктов. Тематический научно-технический обзор ВНИИОЭНГ, г. Москва. 1965 г.
9. Очистка ёмкостей от остатков и отложений нефтепродуктов. Тематический обзор ЦНИИТЭнефтехим. Москва. 1984 г.
10. Исследование коэффициентов налипания вязких нефтепродуктов и определение величины потерь от налипания. Отчет о НИР ЦНИЛ Госкомнефтепродукта РСФСР, арх. № 967. Астрахань. 1985 г.
11. Нормы технологических потерь при зачистке резервуаров, утв. Главнефтепродуктом ГП "Роснефть", 1994 г.
12. Нормы технологических потерь нефтепродуктов при зачистке резервуаров на предприятиях нефтепродуктообеспечения ОАО "ЛУКойл" 1997 г.
13. Методика расчета укрупненных норм водопотребления и водоотведения на предприятиях нефтепродуктообеспечения, утв. Главнефтепродуктом ГП "Роснефть", 1993 г,
14. Инструкция по эксплуатации очистных сооружений нефтебаз, наливных пунктов, перекачивающих и автозаправочных станций, утв. Госкомнефтепродуктом РСФСР, 1988 г.
15. Экспериментальное исследование погрешностей измерения массы нефтепродуктов в резервуарах, отчет о НИР ЦНИЛ Госкомнефтепродукта РСФСР по теме 102-76. лап 1. 1978 г.
16. Определение оптимальных погрешностей измерения массы нефти и нефтепродуктов в резервуарах. Отчёт о НИР, ЦНИЛ Госкомнефтепродукта РСФСР. 1977 г.
17. И.Н. Бронштейн, К. А. Семендяев. Справочник по математике. "Наука", Москва. 1965 г.
РД 153-34.0-21.529-98 Методика обследования железобетонных резервуаров для хранения жидкого топлива Стр. 1 из 23
РОССИЙСКОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ "ЕЭС РОССИИ"
ДЕПАРТАМЕНТ СТРАТЕГИИ РАЗВИТИЯ И НАУЧНО-ТЕХНИЧЕСКОЙ ПОЛИТИКИ
МЕТОДИКА ОБСЛЕДОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ РЕЗЕРВУАРОВ ДЛЯ ХРАНЕНИЯ ЖИДКОГО ТОПЛИВА РД 153-34.0-21.529-98
Вводится в действие с 1.02.2000 г.
Разработано Открытым акционерным обществом "Фирма по наладке, совершенствованию технологии и эксплуатации электростанций и сетей ОРГРЭС"
Исполнитель Н.Я. ТКАЧ
Утверждено Департаментом стратегии развития и научно-технической политики РАО "ЕЭС России" 10.04.98
Первый заместитель начальника А.П. БЕРСЕНЕВ
Введено впервые
Настоящая Методика устанавливает основные положения по организации и методу обследования железобетонных резервуаров для хранения жидкого топлива на тепловых электростанциях и в тепловых сетях.
Методика предназначена для эксплуатационного персонала энергообъектов, работников АО-энерго, а также специалистов организаций, занижающихся обследованием состояния железобетонных резервуаров для хранения жидкого топлива.
Методика составлена с учетом действующих норм, ПТЭ [10], а также опыта обследования, накопленного АО "Фирма ОРГРЭС" и другими специализированными организациями.
Железобетонные резервуары для хранения жидкого топлива (далее - железобетонные резервуары) используются на энергообъектах для хранения топочных мазутов всех марок с плотностью до 1,0 т/м и температурой не выше 90°С.
Значительное количество сооруженных на электростанциях и в тепловых сетях железобетонных резервуаров, особенно сборной конструкции, не отвечает экологическим требованиям по защите окружающей среды вследствие протечек хранимого топлива.
Анализ показал, что к числу причин нарушения герметичности железобетонных резервуаров следует отнести несвоевременное определение степени эксплуатационной надежности резервуаров, а также неполный объем обследования из-за отсутствия методики проведения данных работ.
Настоящая Методика определяет порядок и объемы контроля технического состояния находящихся в эксплуатации железобетонных резервуаров, дает возможность унифицировать способы обследования, а также прогнозировать эксплуатационную надежность железобетонных резервуаров до очередного
освидетельствования.
В приложении 1 Методики приведены наиболее часто встречающиеся причины утечки жидкого топлива из железобетонных резервуаров и методы устранения дефектов, способствующих возникновению утечек.
2. КЛАССИФИКАЦИЯ РЕЗЕРВУАРОВ, КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ И УСЛОВИЯ ЭКСПЛУАТАЦИИ
Железобетонные резервуары классифицируются следующим образом:
по форме в плане - на круглые и прямоугольные;
по вертикальной привязке их к площадке:
- заглубленные, наивысший уровень жидкости топлива в которых находится ниже планировочной отметки прилегающей территории;
- полузаглубленные, если резервуар заглубляется не менее чем на половину его высоты, причем наивысший уровень жидкого топлива находится выше планировочной отметки прилегающей территории не более чем на 2 м;
- наземные, днища которых находятся на одном уровне и выше планировочной отметки прилегающей территории, а также заглубленные менее чем на половину высоты;
по конструкции:
- полностью из сборного железобетона;
- со сборными стенкой и покрытием и монолитным днищем;
- со сборным покрытием и монолитными днищем и стенками;
- целиком из монолитного железобетона.
На некоторых энергообъектах эксплуатируются железобетонные резервуары с облицовкой металлом внутренней поверхности.
Сооружение сборных резервуаров началось в 1958 г. К тому времени были созданы арматурно-навивочные машины для обмотки цилиндрической стенки резервуара высокопрочной предварительно напряженной арматурой. В результате в бетоне стенки возникали лишь незначительные растягивающие напряжения, что повышало трещиностойкость стенки с уменьшением ее толщины.
Переход на массовое строительство в этот период сборных резервуаров был затруднен из-за отсутствия опыта замоноличивания стыков сборных конструкций. В этих условиях наиболее целесообразной являлась конструкция сборно-монолитного резервуара с монолитными днищем и стенками и сборной кровлей.
Применение сборной кровли несколько увеличило стоимость резервуара по сравнению с монолитным, но резко сократило сроки строительства. Резервуары данной конструкции возводились на энергообъектах в период 1958-1965 гг., значительное их количество эксплуатируется до настоящего времени.
Сборно-монолитная конструкция цилиндрического железобетонного резервуара с монолитными стенкой и днищем и сборной кровлей приведена на рис.
1.
Сборная кровля резервуара, представленного на рис. 1, собиралась из отдельных ребристых плит трапециевидной формы в плане. В центре резервуара обычно располагалась центральная колонна с оголовком, на которой монтировалась сборная круглая плита, радиальные колонны располагались по концентрическим окружностям. На колонны укладывались балки таврового сечения.
Нижняя часть колонн заделывалась в сборный железобетонный башмак, установленный на днище резервуара.
Днище и стенки резервуара изготовлялись из бетона марки 200, армированного отдельными арматурными стержнями.
Для обеспечения свободных перемещений стенки под воздействием нагрузок в днище на расстоянии 0,9 м от стенки устроен деформационный шов, представляющий собой кольцевой паз с металлическим компенсатором.
Сборно-монолитная конструкция резервуара явилась переходным звеном к созданию резервуара, у которого из сборного железобетона выполнялись как кровля, так и стенки.
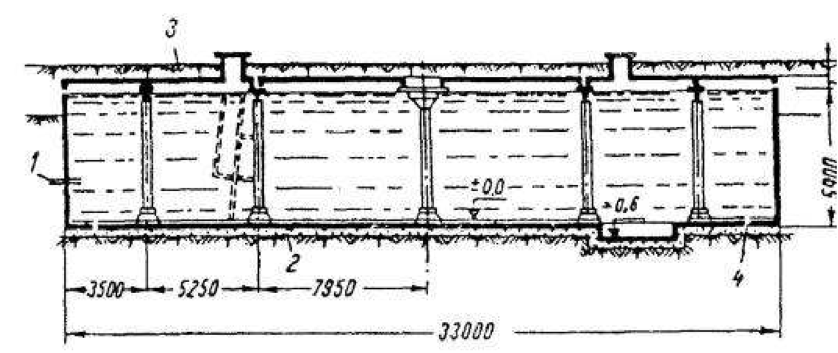
а)
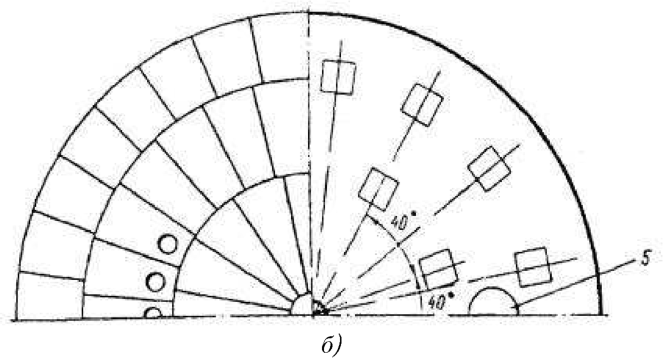
3
Рис. 1. Круглый железобетонный резервуар вместимостью 5 тыс.м :
а - разрез; б - вид сверху;
1 - монолитная стенка; 2 - монолитное днище; 3 - сборная кровля;
4 - деформационный шов; 5 - приямок
Стенки цилиндрических сборных предварительно напряженных резервуаров выполняются из отдельных стеновых панелей. Количество предварительно напряженной арматуры подбирается с таким расчетом, чтобы при наполненном резервуаре в стенке сохранялись остаточные сжимающие напряжения
2 3
порядка 5-8 кгс/см для обеспечения плотности стыковых соединений. В резервуарах высотой 7-10 м вместимостью свыше 5 тыс. м вертикальная арматура выполняется предварительно напряженной и располагается для удобства ее изготовления посередине сечения панели.
В цилиндрических резервуарах вместимостью до 2 тыс. м стеновая панель имеет цилиндрическую поверхность с наружной и внутренней стороны, при
-3
вместимости более 2 тыс. м3 применяются панели плоско-выпуклого поперечного сечения, т. е. радиус кривизны их наружной поверхности равен радиусу резервуара, а внутренняя поверхность - плоская.
В резервуарах с монолитным и ненапряженным днищем стеновая панель L-образной формы соединяется с днищем посредством деформационного шва либо заделывается в паз монолитного днища.
Стеновые панели иногда монтируются на отдельном кольцевом фундаменте, не связанном с днищем резервуара, а бетонирование плиты днища заканчивается на некотором расстоянии от стенки.
После того как все стеновые панели смонтированы и вертикальные швы между ними омоноличены производится бетонирование полосы днища, прилегающей к стенке. Когда прочность бетона достигнет 70% расчетной, в цилиндрических резервуарах производится навивка предварительно напряженной арматуры на наружную поверхность стенки в зоне примыкания к ней днища, которому сообщается предварительное напряжение.
Сопряжение стеновых панелей между собой производится с помощью швов, герметичность которых обеспечивается путем их омоноличивания бетоном или торкретом.
В кольцевом направлении стенки цилиндрических резервуаров напрягаются путем навивки высокопрочной проволоки арматурно-навивочной машиной. Количество арматуры определено из условия получения в вертикальных швах остаточных сжимающих напряжений при наполненном и необсыпанном резервуаре.
Горизонтальный шов сопряжения стенки с днищем замоноличивается после выполнения предварительного напряжения стенки, что обеспечивает радиальную деформацию стенки в период навивки арматуры и тем самым отжатие вертикальных швов стенок на участке, находящемся в непосредственной близости к днищу.
Навитая на стенку резервуара высокопрочная проволока защищается от коррозии слоем торкрета толщиной 25 мм. С внутренней стороны резервуара по швам наносится слой торкрета толщиной 20 мм для повышения их герметичности. Кровля резервуара выполняется из сборных железобетонных предварительно напряженных ребристых плит трапециевидной формы в плане, укладываемых на балки П-образного сечения, армированные предварительно напряженной арматурой. Балки укладываются на консоли колонн, имеющих в верхней части оголовок.
В прямоугольных железобетонных резервуарах днище армировано сварными сетками и отдельными стержнями. В типовых проектах, разработанных институтом "Союзводоканалпроект", по контуру днища устраивается паз, в котором замоноличиваются стеновые панели, а стенка запроектирована из сборных изделий заводского изготовления. Стеновые панели типового прямоугольного железобетонного резервуара не напряжены и армированы сварными сетками. Угловые участки стенок резервуаров выполняются из монолитного железобетона. Арматура угловых участков приваривается к арматурным выпускам из стеновых панелей. Ширина монолитных участков принята 1,5-2,0 м.
Все железобетонные элементы кровли (плиты, ригели и колонны) сборной конструкции, изготовлены по номенклатуре унифицированных железобетонных элементов.
Общий вид прямоугольного сборного железобетонного резервуара типовой конструкции приведен на рис. 2.
Помимо прямоугольных резервуаров типовой конструкции в эксплуатации находятся резервуары, изготовленные по индивидуальным проектам. Так, например, по проектам института "Гипрогазнефть" сооружены прямоугольные резервуары вместимостью 10 тыс. м3 с откосным днищем, а по проектам Ленинградского отделения института "Теплоэлектропроект" - ее сборным днищем и стеновыми панелями L-образной формы. Несмотря на кажущееся преимущество конструкции резервуаров с откосным днищем (уменьшение высоты стенки), такая конструкция не оправдала себя в процессе строительства и эксплуатации. На ряде резервуаров в связи с разностью осадок между фундаментной частью днища под стенкой и горизонтальной его частью по откосной части днища появились трещины. Для предотвращения появления таких трещин было произведено усиление откосной части днища путем увеличения толщины и количества арматуры.
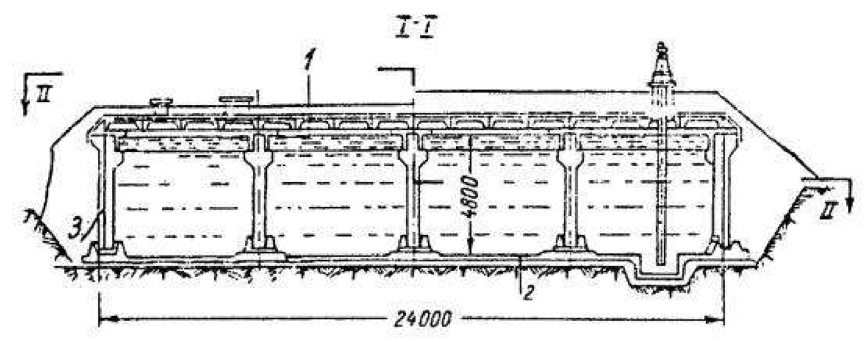
Наибольшее распространение на энергообъектах получили сборные железобетонные цилиндрические резервуары, сооруженные по типовым проектам, приведенным в табл. 1.
л- и
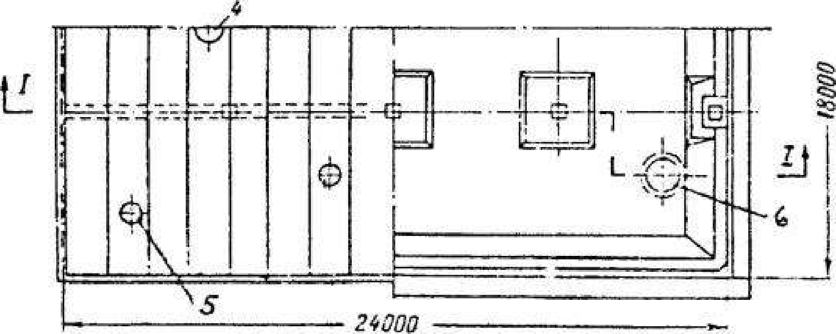
Рис. 2. Прямоугольный сборный железобетонный резервуар вместимостью 2 тыс.м для хранения мазута:
1 - сборная кровля; 2 - монолитное днище; 3 - сборные стеновые панели;
4 - люк-лаз; 5 - вентиляционный патрубок; 6 - приямок
Типовые проекты сборных цилиндрических резервуаров, сооружаемых на энергообъектах
Таблица 1
|
Вместимость резервуара, м3 |
Размеры резервуара, м | Номер проекта |
Автор проекта | |
|
Диаметр | Высота | |||
| 2000 | 20,9 | 6,0 | 7-02-97 7-02-203 |
Институт "Союзводоканалпроект", институт "Г идроспецпромстрой" |
| 7-02-315 | ||||
|
3000 | 25,0 | 6,0 |
7-02-156 7-02-2-4 7-02-294 ТП 903-3-21 | |
| 5000 | 30,0 |
7,0 | 7-02-126 7-02-152 7-02-157 7-02-205 7-02-295 7-02-306 7-02-308 Т-21-19-042 | |
| 10000 | 42,0 | 7,8 |
7-02-128 7-02-152 7-02-153 7-02-158 7-02-164 7-02-296 7-02-302 7-02-308 |
Институт "Союзводоканалпроект" |
| 20000 | 54,0 | 9,0 | 7-04-1-64 7-02-310 | |
| 30000 | 66,0 |
9,0 | 7-04-1-65 |
Опыт эксплуатации железобетонных резервуаров выявил, что многие из них имеют дефекты, способствующие утечке хранимого жидкого топлива (в основном топочного мазута) с загрязнением близлежащей территории и грунтовых вод. Причины утечки жидкого топлива из железобетонных резервуаров приведены в приложении 1. Основная сложность своевременного выявления и ликвидации причин утечки состоит в затруднительном доступе к конструкциям, так как с наружной стороны они закрыты обвалованием (за исключением небольшого участка примыкания канала), а внутренняя поверхность стенок и стыков замазучена.
3.1. Организация работ по обследованию
3.1.1. Согласно требованиям п. 2.2.2 [10] на энергопредприятиях должно быть организовано систематическое наблюдение за состоянием железобетонных резервуаров в процессе их эксплуатации в объеме, определяемом местной инструкцией. Наряду с систематическим наблюдением два раза в год (весной и осенью) должны производиться осмотры конструкции резервуаров. Плановому техническому освидетельствованию с инструментальным обследованием конструкции железобетонные резервуары должны подвергаться не реже одного раза в 5 лет, а внеочередному обследованию - после стихийных бедствий (ураганных ветров, больших ливней или снегопадов, землетрясений силой 5 баллов и выше и т. д.) и признаков утечки жидкого топлива в объемах, нарушающих экологические требования, или аварий. Объемы выполняемых осмотров и обследований и порядок их проведения приведены в разд. 3.2 настоящей Методики.
3.1.2. Организация проведения работ по обследованию конструкций железобетонных резервуаров возлагается на энергообъект, в ведении которого
находятся эти сооружения.
Работы по обследованию выполняются организациями, имеющими соответствующую лицензию, обученных и аттестованных в установленном порядке специалистов, располагающими необходимыми техническими средствами, а также нормативно-технической документацией по контролю и оценке состояния конструкций резервуаров.
3.1.3. При выполнении обследования не допускается применение приборов и средств, подлежащих периодической поверке и не прошедших ее в установленные сроки.
3.1.4. До начала обследования необходимо подготовить и проанализировать проектную и исполнительную документацию: рабочий проект с согласованными проектной организацией изменениями;
переписку с проектной организацией по вопросам согласования изменений в проекте;
сведения по возведению обследуемого резервуара: наименование энергообъекта, даты выполнения работ, их вид;
материалы завода - изготовителя сборных железобетонных элементов - о стеновых панелях плит кровли, опорных балках и колоннах;
сертификаты на материалы, использованные при заделке стыков, навивке арматуры, торкретировании навитой арматуры;
сертификаты на материалы, использованные для приготовления бетона монолитных конструкций резервуаров;
заводские сертификаты на поставленные металлические конструкции;
технические характеристики навивочных машин;
документы о контроле работ по навивке резервуаров, значении фактического натяжения навитой проволоки;
технологические журналы с указанием всех сведений об особенностях технологии (формах, составе бетона, его прочности на сжатие), карты пооперационного контроля;
акты на скрытые работы с указанием всех внесенных изменений; сведения о дефектах, замеченных в монтируемых конструкциях; журналы монтажных работ; данные о результатах геодезических измерений;
документы о приемке резервуаров в эксплуатацию согласно перечню; сведения о гидравлических испытаниях обследуемых резервуаров; акты и заключения проведенных обследований; акты отбора грунтовых вод на химический анализ;
характеристику проведенных ремонтов (дату, перечень дефектов и методы их устранения); данные о режиме эксплуатации резервуара.
3.1.5. По данным представленной документации следует определить длительность эксплуатации обследуемого резервуара, в том числе в условиях, отличающихся от проектных, наличие и причины утечки продукта, наименование отремонтированных конструкций резервуара, способы и объемы ранее выполненных ремонтных работ.
3.1.6. Перед выполнением обследования должны быть подготовлены:
карты развертки стенок, а также чертежи кровли и днища - для нанесения обнаруженных дефектов по принятым в табл. 2 условным обозначениям; соответствующие оборудование и приспособления - лестницы, стремянки, подмости, освещение и др., а также материалы для маркировки дефектных участков;
приборы для определения прочности бетона и состояния арматуры;
инструменты (зубила, молоток) и измерительные принадлежности (линейка, штангенциркуль); аппаратура для определения ширины раскрытия трещин (оптические приборы, щупы).
3.1.7. Ко всем конструктивным элементам резервуара, подлежащим обследованию, должен быть обеспечен свободный доступ с установкой при необходимости подъемных устройств (лестниц), локальной установкой лесов и др.
3.1.8. При внутреннем обследовании резервуар подлежит опорожнению, пропариванию и дегазации. Днище резервуара подлежит очистке и промывке по
РД 153-34.0-21.529-98 Методика обследования железобетонных резервуаров для хранения жидкого топлива Стр. 8 из 23
необходимости.
3.2. Порядок проведения работ по обследованию
3.2.1. Ежегодному осмотру подвергаются открытые, не обвалованные конструкции стен (на высоту заполнения резервуара), кровли, каналы и колодцы, находящиеся в непосредственной близости к резервуарам.
Таблица 2
Условные обозначения и характеристика дефектов конструкции железобетонных резервуаров
Характеристика дефекта
Условное обозначение
Дефект

Поверхностное разрушение бетона глубиной более 10 мм без обнажения арматуры
Разрушение защитного слоя бетона

Поверхностное разрушение бетона глубиной до 10 мм (отслоение лещадками, каверны)
Шелушение
Отслоение торкрета
Поверхностное разрушение торкрета внутренней поверхности стыков
Поверхностное разрушение или скол бетона и торкрета с обнажением арматуры. Цифрами показано количество стержней: сверху - вертикальных, сбоку - горизонтальных
Отслоение защитного слоя бетона или торкрета

Низкая прочность бетона
Участки кровли с низкой прочностью бетона и наличием отслоений крупного заполнителя от цементного камня
Крупнопористость бетона
Бетон недостаточно провибрирован или с малым количеством цементного камня
sue
Наличие сквозного разрушения. Цифрами показана длина и ширина отверстия в миллиметрах
Сквозное разрушение
f
Трещина в стыках либо плитах кровли. Цифрами показана ширина раскрытия
Трещина
трещины в миллиметрах
Волосяные трещины с шириной раскрытия менее 0,3 мм
Волосяные трещины

Выход арматуры на поверхность (строительный дефект). Цифрами показано количество стержней: сверху - вертикальных, сбоку - горизонтальных
Обнаженная непрогнутая арматура
Раскрытие швов бетонирования в процессе эксплуатации из-за дефектов строительных работ. Сверху цифрами показана длина раскрытия шва, сбоку ширина в миллиметрах
Раскрытие швов бетонирования
Значение прогиба определяется как соотношение максимальной высоты дуги и длины плиты
Прогиб плит кровли
Локальное повреждение ребер, плит и балок. Цифрой снизу показана длина повреждения, сбоку- высота в миллиметрах
Повреждение ребер плит и балок
В наблюдательных скважинах в районе расположения резервуаров выявляется, нет ли следов жидкого топлива.
Особое внимание при осмотре следует уделять степени герметичности узлов прохода технологических трубопроводов через стенки резервуара. При осмотрах сборных цилиндрических резервуаров следует выявить состояние находящегося вне обваловки защитного торкретного слоя кольцевой напряженной арматуры.
3.2.2. Результаты визуальных осмотров следует занести в журнал по форме, приведенной в приложении 2.
3.2.3. В случае обнаружения утечки жидкого топлива, причина которой при визуальном осмотре не определена, следует выполнить инструментальное обследование доступной наружной поверхности.
Внутреннее обследование резервуара выполняется в случае, если при наружном обследовании причина утечки не выявлена.
3.2.4. При обследовании резервуара выполняется:
визуальная и инструментальная оценка состояния строительных конструкций с выявлением расположения, размеров и характера повреждения - сколов, раковин участков пористого и рыхлого бетона, наличия процессов коррозии и других дефектов, приведенных в табл. 2;
инструментальное определение прочности бетона и состояния арматуры отдельных конструкций согласно разд. 3.3;
инструментальное выявление размеров и характера трещин в конструкциях и швах между сборными железобетонными элементами согласно разд. 3.4.
3.2.5. Наружному обследованию подвергаются элементы необвалованных конструкций стенок и стыков между стеновыми панелями, участков ввода технологических трубопроводов и примыкания каналов, определяются фактические нагрузки на плиты кровли.
Внутреннему обследованию подвергаются стыки соединения стеновых панелей между собой, а при возможности - с днищем (при их очистке от донных отложений), внутренняя поверхность плит кровли, консоли колонн; выборочно подлежат обследованию стенки и балки кровли резервуара.
Если при внутреннем обследовании выявлен прогиб плит кровли, необходимо выполнить их инструментальное обследование по выявлению размера прогиба, который не должен превышать для ребристых плит 1/300 при длине плиты до 6 м и 1/400 при длине более 6 м.
Особое внимание при внутреннем обследовании сборных железобетонных резервуаров следует уделять наличию и состоянию трещин в вертикальных швах на участках, смежных с приямком, и местах примыкания проходного канала.
По результатам обследования должна быть составлена карта дефектов (рис. 3 и 4).
3.2.6. Если следы утечки жидкого топлива обнаружены на прилегающей к резервуару территории либо в грунтовых водах, а при обследовании конструкции места утечки не определены, следует выполнить поиск и определение мест проникновения жидкого топлива через обвалование в грунт путем отбора проб грунта с помощью буровых машин (например, переносного мотобура М-1, колонкового мотобура КМ-10, установки УКБ-12/25). Бурение производится по периметру резервуара начиная с места предполагаемой утечки, проба грунта отбирается через каждые 3-4 м по высоте до основания резервуара. При обнаружении следов жидкого топлива в грунте следует выполнить контрольное бурение; если признаки наличия жидкого топлива при этом подтвердятся, надо открыть в этом месте шурф с обеспечением доступа к месту протечки ремонтного персонала для ликвидации дефекта. Места захоронения грунта со следами жидкого топлива должны быть согласованы с территориальным комитетом охраны природы.
3.2.7. При плановом техническом освидетельствовании резервуара выполняется его обследование согласно пп. 3.2.4 и 3.2.5 настоящей Методики, а также определение осадки основания, если периодичность данных работ совпадает по времени.
Если измерение осадки основания резервуара при периодическом освидетельствовании не выполнялось, следует ознакомиться с результатами ранее проведенных работ для сравнения с допустимой осадкой на предмет возможной деформации днища.
Примечание. Условные обозначения см. в табл. 2 настоящей Методики


Рис. 3. Пример фрагмента карты дефектов стеновых панелей и стыков внутренней поверхности сборного цилиндрического резервуара
вместимостью 5000 м
****?/> цлиты
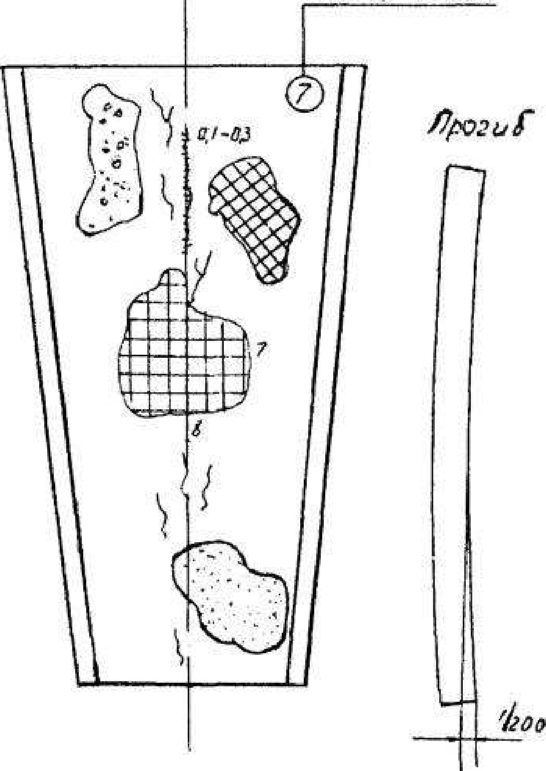
Рис. 4. Пример карты дефектов внутренней поверхности плиты кровли сборного цилиндрического резервуара и ее прогиба
Примечание. Условные обозначения см. в табл. 2 настоящей Методики
3.3. Методы определения прочности бетона и состояния арматуры
3.3.1. Определение прочности бетона при обследовании конструкции железобетонных резервуаров выполняется: механическими методами неразрушающего контроля по ГОСТ 22690-88 [5];
ультразвуковым методом по ГОСТ 17624-87 [3].
3.3.2. К механическим методам определения прочности бетона относятся методы пластической деформации, упругого отскока, отрыва и отрыва со скалыванием.
3.3.3. При определении прочности бетона механическими методами пластической деформации можно пользоваться эталонным молотком НИИМосстроя (молотком Кашкарова) и прибором ПМ-2; методом отскока - склерометрами ОМШ-1 и КМ ввиду удобства пользования и достаточной точности результатов измерений поверхностной прочности.
3.3.4. Для определения прочности бетона методом отрыва рекомендуется использовать приборы УРС-2, а методом отрыва со скалыванием - ГПНВ-5, ИЦ
188.00.000 и др.
3.3.5. При обследовании железобетонных резервуаров методы отрыва и отрыва со скалыванием, учитывая трудоемкость работ, следует применять в комплексе с другими более оперативными и менее трудоемкими неразрушающими методами (упругого отскока, пластической деформации).
В таких случаях результаты испытаний бетона на отрыв и отрыв со скалыванием используются для привязки (т.е. построения тарировочных зависимостей) неразрушающих методов контроля прочности бетона к конкретным условиям испытаний методами упругого отскока и пластической деформации.
3.3.6. Методы пластической деформации и отскока дают возможность определения поверхностной прочности (т.е. прочности поверхности бетона), которая может отличаться от фактической в глубине конструкций. Поэтому для уточнения определяемой прочности бетона, например несущих элементов кровли резервуара, при обнаружении признаков разрушения следует совместить применение приборов разного принципа действия: в основном отскока (либо пластической деформации) и отрыва.
3.3.7. При обследовании бетона ультразвуковым методом рекомендуется использовать портативные приборы типа "Бетон" различной модификации и "УК".
3.3.8. Мероприятия по подготовке и производству работ по определению прочности бетона приведены в приложении 3; результаты определения прочности бетона конструкции заносятся в журнал по форме, приведенной в приложении 4.
Техническая характеристика некоторых приборов для определения прочности бетона приведена в приложении 5.
3.3.9. При необходимости определения фактического армирования наиболее часто подверженных разрушению вследствие воздействия различных факторов сборных железобетонных плит кровли резервуара производится вскрытие арматуры. Для этой цели следует преимущественно в наименее нагруженной зоне плиты пробить борозду в нижнем защитном слое бетона для измерения диаметра рабочей арматуры и расстояния между стержнями.
3.3.10. По данным вскрытия выполняется эскиз с уточнением расположения, количества и диаметров арматуры в бетонном сечении. По внешнему виду стержней (профилю выступов) определяются класс арматуры, интенсивность ее коррозии и сцепления с бетоном.
3.3.11. Для определения характеристики арматурной стали при отсутствии сертификатов следует отобрать образцы арматуры для химического и металлографического анализов и механических испытаний. Образцы арматуры вырезаются в тех местах, где она не воспринимает предельных усилий, а оставшиеся стержни могут обеспечить нормальную работу элемента конструкции.
3.3.12. Для оценки состояния арматуры следует осмотреть участки, не защищенные бетоном, а также сделать специальные контрольные вскрытия.
3.3.13. Степень коррозии арматуры оценивается комплексом характеристик, включающих:
характер коррозии (сплошная, язвенная, пятнами, тонким налетом или слоистая); цвет и плотность продуктов коррозии:
площадь пораженной поверхности (в процентах общей площади вскрытой поверхности) на участке погонной длиной 400 - 500 мм, определенной визуально;
глубину коррозионных повреждений, которая при равномерной коррозии измеряется разностью проектного и фактического диаметров арматуры.
3.3.14. Для контроля толщины защитного слоя бетона рекомендуется применять магнитные приборы различной модификации, например ИЗС-104, техническая характеристика которого приведена в приложении 6.
3.3.15. При выявлении фактического армирования конструкций должны быть представлены:
ведомости дефектов, в которых указываются места контроля вскрытий;
эскизы мест вскрытий, в которых фиксируются расположение арматуры в бетонном сечении, ее диаметр, класс стали;
контурные схемы, на которых фиксируются определенные с помощью приборов расположение, количество, диаметр арматуры и толщина защитного слоя;
результаты механических и химических испытаний, а также металлографических анализов.
3.4. Методы выявления и анализ трещин в конструктивных элементах
3.4.1. Трещины в конструктивных элементах железобетонных резервуаров выявляются путем осмотра и инструментального обследования открытых конструкций и узлов (необвалованных), а также доступных для обследования внутренних конструкций резервуара, через которые может произойти фильтрация жидкого топлива.
3.4.2. Наиболее важными элементами для выявления трещин при наружном обследовании являются вертикальные стыки стеновых панелей и открытые (необвалованные) участки стен и кровли, при внутреннем обследовании - стыки между панелями, кровля, ригели и консоли колонн, а также днище, очищенное от донных отложений.
При обнаружении трещин, через которые могла бы произойти либо происходит фильтрация жидкого топлива, необходимо определить их направление, распространение по длине и ширину раскрытия, а также установить, продолжается или прекратилось развитие трещин, ранее обнаруженных при осмотрах либо техническом освидетельствовании.
3.4.3. В тех местах, где по внешним признакам можно предположить наличие трещин, скрытых под слоем торкрета стыков, последний следует удалить. Ширина раскрытия трещин при обследовании измеряется с помощью специальных оптических приборов: трубки Бринелля, отсчетного микроскопа МПБ-2 (с 24-кратным увеличением), градуированных луп Польди, визирных луп. Глубина трещин определяется с помощью щупов толщиной от 0,03 до 0,5 мм набора № 3 кл. 2 или ультразвуковых приборов (например, УКБ-1М и типа "Бетон" - см. приложение 5).
3.4.4. При применении ультразвукового метода глубина трещины устанавливается по изменению времени прохождения импульсов как при сквозном прозвучивании, так и методом продольного профилирования при условии, что плоскость трещинообразования перпендикулярна линии прозвучивания. Глубина трещины определяется по формуле

где h - глубина трещины, см;
V - скорость распространения ультразвука на участке без трещин, см/мкс; te- время прохождения ультразвука на участке с трещиной, мкс; ta- время прохождения ультразвука на участке без трещины, мкс;
1- база измерений для обоих участков, см.
3.4.5. При анализе трещин следует знать, что по своим свойствам, характеристикам, размерам и направлениям они могут быть стабилизировавшимися и нестабилизировавшимися во времени; раскрытыми и сквозными; волосяными (до 0,1 мм), мелкими (до 0,3 мм) и развитыми (0,3^0,5 мм).
3.4.6. При установлении причин увеличенного раскрытия трещин и образования недопустимых трещин в вертикальных стыках стеновых панелей необвалованных участков сборных резервуаров следует исходить из того, что их эксплуатационные режимы более суровые, чем участков с обвалованием, из-за:
повышенного перепада температур внутренней и наружной поверхности в зимнее время года, достигающего 130°С;
односторонней статической нагрузки от хранимого жидкого топлива;
более высокого температурного напряжения от циклов наполнение - разогревание - опорожнение;
атмосферных воздействий.
Кроме того, в вертикальных стыках стеновых панелей сборных железобетонных цилиндрических резервуаров образование трещин может произойти из-
за ослабления натяжения навитой арматуры во время навивки.
3.4.7. Вертикальные трещины в пролетных изгибаемых элементах, а также в консолях колонн с шириной раскрытия более 0,3-0,5 мм служат признаком перегрузки кровли или повышенной ее деформации.
Признаком перегрузки кровли может служить также ее прогиб с образованием трещин в растянутой зоне внутренней поверхности плит.
3.4.8. Ширина раскрытия трещин в изгибаемых конструкциях 0,5-1,0 мм может свидетельствовать об образовании пластических деформаций вследствие перегрузки кровли или коррозии арматуры, а достигающая нескольких миллиметров - об аварийном состоянии.
3.4.9. Трещины, выявленные в днище резервуара при его внутреннем обследовании, могут образоваться при деформации основания, если другие причины не обнаружены. В этом случае необходимо выполнить внеочередное измерение осадки основания, имея в виду, что предельная относительная деформация основания железобетонного резервуара, согласно требованиям СНиП 2.02.01-83 [9], равна 0,006, а максимальная абсолютная осадка составляет 15 см.
Наблюдения за осадками основания резервуара рекомендуется выполнять по [11]
3.5. Оформление результатов обследования
3.5.1. По результатам обследования железобетонных резервуаров составляются техническое заключение либо отчет, которые должны включать следующие данные:
3.5.1.1. Место расположения резервуара, его станционный номер и дату обследования.
3.5.1.2. Наименование организации, выполняющей обследование, фамилии и должности исполнителей.
3.5.1.3. Проектные требования, включающие: подбор состава бетона;
выбор цемента и заполнителей; применение арматуры; прочностные характеристики бетона;
технические характеристики сборных железобетонных элементов; мероприятия по обеспечению герметизации узлов между сборными элементами.
3.5.1.4. Соответствие выполненных строительно-монтажных работ требованиям проекта, допущенные отступления и степень их влияния на эксплуатационную надежность обследуемых резервуаров.
3.5.1.5. Технологические режимы работы резервуаров и вид хранимого жидкого топлива.
3.5.1.6. Дату, объемы и перечень работ по проведенным ранее осмотрам и обследованиям, перечень и характеристику обнаруженных дефектов и мест утечки хранимого продукта.
3.5.1.7. Способы ликвидации ранее обнаруженных дефектов, их краткое описание и степень эффективности выполненных работ.
3.5.1.8. Полученные при рассматриваемом обследовании сведения о:
выявленных протечках хранимого жидкого топлива с указанием характера, объема и мест утечки, если таковые были обнаружены при наружном обследовании;
состоянии участков в местах прохода технологических трубопроводов через стенку резервуара; состоянии и прочности бетона в необвалованных конструкциях;
состоянии и прочности бетона конструкций при внутреннем обследовании, выявленных недостатках с их подробным описанием; способах обследования и определения прочности бетона;
результатах химических анализов из наблюдательных скважин и шурфов (при их наличии) на выявление следов утечки жидкого топлива.
3.5.1.9. Выводы по результатам обследования и рекомендации по ликвидации обнаруженных недостатков.
Примеры методов устранения дефектов железобетонных резервуаров приведены в приложении 7.
3.5.2. К техническому заключению должны быть приложены:
карты дефектов с расшифровкой условных обозначений;
таблицы выявленной прочности бетона;
эскизы и фотографии выявленных дефектов.
3.5.3. Условные обозначения, применяемые в техническом заключении для описания выявленных дефектов, должны отвечать требованиям соответствующей нормативно-технической документации.
3.5.4. В тех случаях, когда круг вопросов, подлежащих решению, выходит за пределы компетенции специалистов, выполнивших обследование, привлекаются специализированные организации соответствующего профиля.
3.6. Меры безопасности при проведении обследования
3.6.1. Безопасное обследование резервуаров для хранения жидкого топлива обеспечивается соблюдением требований действующих правил техники безопасности при обслуживании топливно-транспортного хозяйства энергообъекта.
3.6.2. На каждом энергообъекте, эксплуатирующем железобетонные резервуары, для лиц, выполняющих обследования, должны разрабатываться местные инструкции по технике безопасности и промышленной санитарии.
Эти инструкции разрабатываются на основании действующих правил, должны быть согласованы с органами пожарной охраны и утверждены техническим руководителем энергообъекта.
3.6.3. К работе по обследованию железобетонных резервуаров для хранения жидкого топлива допускаются лица не моложе 18 лет, имеющие соответствующую квалификацию и удостоверение на право производства таких работ.
3.6.4. Лица, выполняющие работы по обследованию резервуаров, должны иметь медицинское освидетельствование на пригодность к данному виду работ; периодичность медосмотра должна быть не реже одного раза в год.
3.6.5. Перед допуском персонала к работе по обследованию резервуаров последние должны быть опорожнены, пропарены, очищены и проверены на содержание в воздухе рабочей зоны вредных веществ.
3.6.6. К работе внутри резервуара вместимостью 20 тыс.м должны допускаться не менее 2 чел., из которых один (наблюдающий) должен находиться в резервуаре и следить за состоянием работающего. Если вблизи резервуара нет других работающих, необходимо назначить не менее двух наблюдающих. В
резервуарах вместимостью 30 тыс. м3 к работе внутри резервуара должны допускаться не менее 3 чел., включая наблюдающих.
3.6.7. Работа внутри резервуара при температуре выше 32°С запрещается.
3.6.8. Время пребывания в резервуаре, а также продолжительность отдыха с выходом из него принимаются в зависимости от условий работы.
3.6.9. При работах на высоте более 1,3 м без подмостей обязательно применение предохранительных поясов с соблюдением правил их эксплуатации и испытаний.
3.6.10. Обследование разрешается производить только в защитных касках.
3.6.11. Для освещения рабочих мест при внутреннем обследовании резервуаров должны применяться лампы напряжением 12 В или аккумуляторные фонари взрывозащищенного исполнения.
Приложение 1
ПРИЧИНЫ УТЕЧКИ ЖИДКОГО ТОПЛИВА ИЗ ЖЕЛЕЗОБЕТОННЫХ РЕЗЕРВУАРОВ
1. Состояние обследуемых железобетонных резервуаров и причины появления и развития дефектов, способствующих образованию протечек хранимого жидкого топлива, зависят от качества:
проектных решений, по которым выполнялись строительно-монтажные работы;
возведения резервуаров и соблюдения технологии производства работ;
профилактических осмотров и плановых освидетельствований состояния конструкции;
текущих ремонтов и устранения дефектов.
2. Основным конструктивным недостатком всех железобетонных резервуаров является наличие их обваловки, препятствующей выявлению состояния стенок резервуара и стыков между стеновыми панелями, а также сложность производства ремонта при появлении дефектов.
3. Наиболее часто встречающимися недостатками проектных решений, приводящими к образованию утечек, являются:
жесткое замоноличивание технологических трубопроводов в стенке резервуаров при отсутствии должных устройств, компенсирующих линейное удлинение этих трубопроводов при транспортировке разогретого мазута, что стало характерным недостатком большинства эксплуатируемых резервуаров;
принятая конструкция сопряжения стеновых панелей сборных железобетонных резервуаров с монолитным днищем из-за сложности укладки стеновых панелей в паз днища с тщательной подгонкой и заделкой для обеспечения в производственных условиях требуемой герметичности;
замоноличивание стыков сборных элементов, предусмотренное проектом, с применением обыкновенного портландцемента вместо расширяющегося, обладающего эффектом распора при твердении бетона;
способы уплотнения вертикальных швов сборных железобетонных панелей навивкой кольцевой арматуры с помощью навивочных машин, частая неисправность которых не обеспечивает значение проектного усилия в навитой арматуре. Опыт возведения резервуаров также показал, что предусмотренная некоторыми типовыми проектами гладкая высокопрочная проволока диаметром 5 мм не дает требуемого натяжения кольцевой арматуры.
4. Основными причинами утечки жидкого топлива из сборных железобетонных цилиндрических резервуаров из-за нарушения технологии производства работ по их возведению являются: несоблюдение последовательности работ по навивке цилиндрических резервуаров:
- торкретирование внутренней поверхности в местах замоноличивания стеновых панелей часто производится до напряженного армирования стен вместо проведения его после их армирования, но не менее чем за 7 сут до заполнения водой;
- торкретирование наружной поверхности резервуара по армирующей проволоке осуществляется до заполнения резервуара водой вместо выполнения его
на заполненном резервуаре;
- навивка арматуры производится до того, как в стыках прочность бетона достигает 70% проектной, т. е. менее 200 кгс/см2;
выполнение напряженного армирования проволокой гладкого профиля, а также проволокой периодического профиля диаметром менее 5 мм, что
противоречит проекту;
заниженные по сравнению с проектными более чем на 10% сила напряжения арматуры и количество витков;
уменьшенная по сравнению с проектной толщина наносимого слоя торкрета по армирующей проволоке, вследствие чего местами торкрет разрушается, а нанесенная армирующая проволока остается без антикоррозионной защиты.
5. Некачественное и несвоевременное выполнение осмотров и плановых освидетельствований железобетонных резервуаров способствует развитию образовавшихся недостатков, особенно в скрытых местах, недоступных для обозрения. Из-за недостаточной компетенции либо невнимания персонала, выполняющего осмотры и обследования, данные участки выпадают из поля зрения и появляются только тогда, когда размеры повреждения увеличиваются, а объемы утечки продукта отрицательно сказываются на технологическом процессе и экологических требованиях.
6. Для учета последствий утечки жидкого топлива (в основном топочного мазута) следует исходить из того, что его распространение вне резервуара зависит от типа грунта, на котором расположен резервуар и которым он обвалован, с учетом расстояния до ближайшего водоема и подземных вод.
При этом следует иметь в виду, что вследствие проникновения в грунт разогретого мазута понижается его температура и увеличивается вязкость.
Приложение 2
ЖУРНАЛ ВИЗУАЛЬНЫХ ОСМОТРОВ.
РЕЗУЛЬТАТЫ ОСМОТРА КОНСТРУКЦИИ РЕЗЕРВУАРА
| № п.п. |
Дата выполнения осмотра |
Осматриваемый элемент, конструкция | Характеристика, размеры, другие параметры обнаруженного дефекта | Предположительная причина повреждения, дефекта |
Оценка технического состояния | Предложения по устранению повреждения, дефекта |
|
| Начало |
Окончание | ||||||
|
1 | |||||||
Приложение 3
ТРЕБОВАНИЯ К ПРОИЗВОДСТВУ РАБОТ ПО ОПРЕДЕЛЕНИЮ ПРОЧНОСТИ БЕТОНА
1. Прочность бетона определяют с помощью приборов, прошедших метрологическую аттестацию по ГОСТ 8.326-89 [8].
2. Инструмент для измерения диаметра и глубины отпечатков (угловой масштаб по ГОСТ 427-75 [7], штангенциркуль по ГОСТ 166-89 [2] и др.), используемый для метода пластических деформаций, должен обеспечивать измерения с погрешностью не более ±0,1 мм, а инструмент для измерения глубины отпечатка - не более 0,01 мм.
3. При использовании метода отрыва следует применять стальные диски диаметром не менее 40 мм, толщиной не менее 6 мм с параметром шероховатости приклеиваемой поверхности не менее Яа 20 мкм по ГОСТ 2789-73 [6]. Клей для приклеивания диска должен обеспечивать прочность, при
которой разрушение происходит по бетону. Для этой цели рекомендуется клей на основе ЭД16 и ЭД20.
4. Для определения прочности бетона методом упругого отскока и пластической деформации прибор располагается так, чтобы усилие прикладывалось перпендикулярно к испытываемой поверхности в соответствие с инструкцией по эксплуатации прибора. Положение прибора при испытании конструкции относительно горизонтали следует принимать под утлом 90°, при другом положении следует вносить поправку на показания в соответствии с инструкцией по эксплуатации прибора.
5. При определении прочности бетона методом отрыва, а также отрыва со скалыванием участки должны располагаться в зоне наименьших напряжений, вызываемых эксплуатационной нагрузкой или усилием отжатия предварительно напряженной арматуры. Определение прочности бетона методом отрыва проводится в такой последовательности:
в месте приклейки диска снимается поверхностный слой бетона глубиной 0,5 - 1 мм, поверхность очищается от пыли;
диск приклеивается к бетону так, чтобы слой клея на поверхности бетона не выходил за пределы диска;
прибор соединяется с диском;
нагрузка плавно увеличивается со скоростью (1±0,3) кН/с;
фиксируется показание силоизмерительного прибора:
измеряется площадь проекции поверхности отрыва на плоскость диска с погрешностью ±0,5 см ;
определяется значение условного напряжения при отрыве.
Результаты испытания не учитываются, если при отрыве бетона была обнажена арматура или площадь проекции поверхности отрыва составила менее 80% площади диска.
6. Метод определения прочности бетона с отрывом и скалыванием основан на наличии устойчивой зависимости между прочностью бетона на сжатие R и усилием Р, необходимыми для местного (на малом участке) разрушения бетона путем вырыва из него стандартного анкерного устройства. Связь между прочностью на сжатие R и усилием Р не нарушается при изменении состава бетона, вида и активности цемента, влажности бетона, его возраста и ряда других факторов.
На численные значения коэффициентов зависимости R-P оказывают влияние условия твердения бетона, крупность заполнителя, глубина заделки
анкерного устройства и напряженное состояние бетона.
7. Расстояние от анкерного устройства до ближайшей грани (угла) конструкций должна быть не менее 150 мм, а до места установки соседнего анкерного устройства - не менее 250 мм.
8. Участки для определения прочности выбираются так, чтобы в зоне вырыва не было трещин, раковин и наплывов, а расстояние от наружной поверхности анкерного устройства до ближайшего арматурного стержня должно составлять не менее 25 мм, причем в зоне предполагаемого вырыва может располагаться не более двух арматурных стержней.
9. Определение прочности бетона методом отрыва со скалыванием выполняется в такой последовательности:
если анкерное устройство не было установлено до бетонирования, то в бетоне сверлится или пробивается шпур, размер которого выбирается в соответствии с инструкцией по эксплуатации прибора в зависимости от типа анкерного устройства;
в шпуре закрепляется анкерное устройство на глубину, предусмотренную инструкцией по эксплуатации прибора, в зависимости от типа анкерного устройства;
прибор соединяется с анкерным устройством;
нагрузка увеличивается со скоростью 1,5-3,0 кН/с;
фиксируются показание силоизмерителя прибора и глубина вырыва с точностью не менее 1 мм.
10. Если наибольший и наименьший размеры вырванной части бетона от анкерного устройства до границ разрушения по поверхности конструкции отличаются более чем в два раза, а также если глубина вырыва отличается от глубины заделки анкерных устройств более чем на 5%, то результаты испытаний допускается учитывать только для ориентировочной оценки прочности бетона.
11. Определение прочности бетона в труднодоступных зонах рекомендуется выполнять в пробах, отобранных из конструкций.
Для определения прочности бетона из контролируемого участка конструкции откалываются пробы. Минимальный объем пробы:
1000 см - для метода упругого отскока;
50 см3 - для метода пластической деформации.
12. Проба вмоноличивается в раствор, прочность которого на день испытания должна быть не менее половины прочности бетона пробы (для предотвращения разрушения пробы при испытании). Вмоноличивание проб в раствор удобно производить с использованием стандартных форм для изготовления бетонных контрольных образцов по ГОСТ 10180-90 [1]. Для испытания методом упругого отскока или пластической деформации при ударе растворная обойма с пробой зажимается так, чтобы сторона обоймы с пробой была в вертикальном положении.
Построение градуировочных зависимостей производится в соответствии с разд. 3 ГОСТ 22690-88 [5].
Приложение 4
ЖУРНАЛ
РЕЗУЛЬТАТОВ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ БЕТОНА В КОНСТРУКЦИЯХ РЕЗЕРВУАРА
1. Объект обследования_
2. Дата обследования_
3. Обследуемая конструкция_
4. Вид бетона и его проектная прочность_
5. Метод испытания, прибор, параметр испытания
(энергия удара, площадь диска, материал эталона и т.д.)_
с использованием приборов механического действия:
|
Конструкция | Номер испытуемого участка |
Косвенная характеристика прочности бетона | Прочность бетона на сжатие, кгс/см2 |
Примечание | |
| Частное значение | Среднее значение для участка | ||||
с использованием ультразвукового прибора:
|
Конструкция | Номер испытуемого участка |
База прозвучивания |
Продолжительность распространения ультразвука, с | Скорость распространения ультразвука, м/с |
Прочность бетона на сжатие, кгс/см2 | Примечание |
Приложение 5
ПЕРЕЧЕНЬ И ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА НЕКОТОРЫХ ПРИБОРОВ ДЛЯ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ БЕТОНА
1. Приборы механического действия
1.1. Характеристика приборов для метода отскока
|
Тип прибора | Энергия удара, Дж | Особенности использования | |
| КМ |
2,2 | - |
|
| ОМШ-1 | 2,4 | - | |
1.2. Характеристика приборов для метода пластической деформации
| Тип прибора | Энергия удара, Дж | Особенности использования |
| Молоток НИИМосстроя (Кашкарова) ПМ-2 |
Произвольная | Сила физического удара Сила калиброванной пружины |
1.3. Характеристика прибора для метода отрыва
| Тип прибора |
Тип анкерного устройства |
Усилие вырыва, кН |
|
ГПНВ-5 | I, II | 50 |
| ИЦ 188.00.000 | III | 60 (со скалыванием) |
| УРС-2 | - | - |
|
ГПНС-4 | III | 40 |
| ГПНС-5 | I, II |
50 |
2. Ультразвуковые приборы
|
Тип прибора |
Характеристика прибора |
Предел | Завод-изготовитель | ||||
| Диапазон измерения распространяемого ультразвука, мкс |
Режим измерения |
Система отсчета |
Электрическое питание |
Метод определения прочности по ГОСТ | допуска погрешности, |
||
| Бетон-8 |
20-999,9 | Автоматический |
Цифровая |
Универсальное | 17624-87 |
1,5 | ВНИИЖелезобетон (г. Москва) |
| Бетон-12 |
20-999,9 | То же |
То же | Автономное |
17624-87 | 1,0 | То же |
| Бетон-22 |
20-999,9 | -"- |
-"- | То же |
17624-87 | 1,0 | МГП "Стройприбор" (г. Москва) |
| УК-14ПМ | 20-9000 |
-"- |
-"- |
Универсальное | 17624-87 |
5-6 | То же |
Приложение 6
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ПРИБОРА ИЗС-104 ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ ЗАЩИТНОГО СЛОЯ БЕТОНА
| Тип прибора | Принцип действия | Диаметр измеряемой арматуры, мм | Толщина защитного слоя при диаметре арматуры, мм | Погрешность измерений, % |
|
| 4-10 |
11-32 | ||||
| ИЗС-104 | Регистрация изменения комплексного сопротивления преобразователя, возникающего при взаимодействии электромагнитного поля преобразователя с арматурным стержнем | 4-32 | 5-30 |
10-60 | 3 |
Приложение 7
ПРИМЕРЫ МЕТОДОВ УСТРАНЕНИЯ ДЕФЕКТОВ ЖЕЛЕЗОБЕТОННЫХ РЕЗЕРВУАРОВ
1. Методы устранения дефектов железобетонных резервуаров зависят от характера и объемов обнаруженных при обследовании недостатков и причин, NormaCS® (NRMS10-02983) www.normacs.ru 24.02.2009 9:33:55
способствующих утечке жидкого топлива.
2. Вводы технологических трубопроводов в стенки резервуара подлежат ремонту в том случае, когда в проходные каналы через неплотности в сопряжениях труб с бетоном происходит утечка жидкого топлива в количестве, при котором создаются пожароопасные условия в проходном канале и камере управления задвижками.
3. Уплотнение мест ввода трубопроводов может выполняться эластичными герметизирующими составами на основе полиуретановой композиции. Для предохранения резервуара от утечки жидкого топлива в местах прохода технологических трубопроводов через его стенку в канале рекомендуется установить на этих трубопроводах на расстоянии 2-3 м от стенки вне резервуара линзовые либо другого типа компенсаторы (рис. 5).
Тип компенсатора и количество линз определяются расчетом в зависимости от значения удлинения трубопроводов.
Герметизация днища и стен резервуаров производится в случае обнаружения дефектов в виде трещин или неплотных участков бетона, через которые может происходить или происходит утечка жидкого топлива в объемах, достаточных для возникновения пожара.
4. Все работы по герметизации стен и днища должны производиться в очищенном, пропаренном и дегазированном резервуаре.
Участки поверхности бетона, подлежащие герметизации, должны быть обработаны гидропескоструйным аппаратом или пневматическим инструментом до обнажения слоев бетона, не пропитанного жидким топливом.
Дефектные участки бетона, а также дефектные швы и заделки стыков разделываются до "здорового" бетона.
5. Герметизация стыков между панелями выполняется с помощью герметизирующих составов, обладающих эластичностью, достаточной адгезионной способностью и не меняющих своих свойств от постоянного воздействия высокосернистого мазутного топлива.
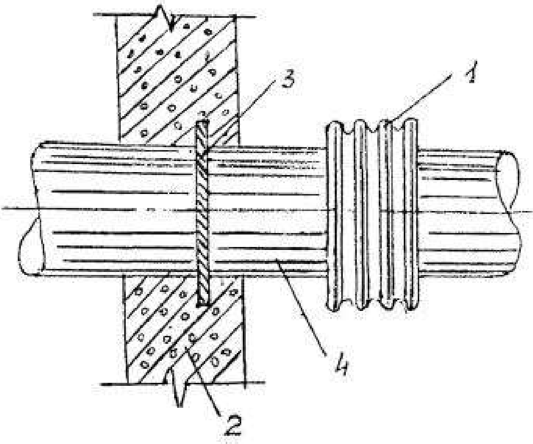
Рис. 5. Узел заделки технологических трубопроводов в стеновой панели:
1 - линзовый компенсатор; 2 - стеновая панель;
3 - закладная деталь; 4 - технологический трубопровод
Производство работ по герметизации должно соответствовать требованиям инструкции по их применению.
6. Для обеспечения герметизации днища следует использовать торкрет, приготовленный на сульфатостойком цементе ГОСТ 22266-94 [4], уложенный в два слоя общей толщиной 30 мм. До торкретирования в местах протечек необходимо уложить арматурную сетку диаметром 6-8 мм с ячейками 100-120 мм и
приварить ее местами к существующей арматуре.
7. Плиты кровли в зависимости от вида разрушения ремонтируются следующим образом:
при разрушении бетона без обнажения продольной арматуры - нанесением торкрета или укладкой бетона по арматурной сетке, при этом превышение вновь уложенного слоя над поверхностью плит должно быть не менее 40 мм;
при разрушении бетона с обнажением продольной арматуры или прогиба, превышающего допустимый, - заменой железобетонной плиты либо устройством новой моноплитой плиты, полностью воспринимающей нагрузки.
В этих случаях до проведения ремонтных работ под среднюю часть поврежденной плиты должны быть подведены временные опоры.
8. Трещины в бетоне стыков плит кровли или в торкретном слое над ними, нарушающие герметичность кровли, следует заделать путем нанесения дополнительного слоя торкрет-раствора, армированного металлической сеткой. Ширина полосы торкретирования принимается не менее 500 мм, а толщина торкретного слоя - 30 мм.
Вместо торкрета трещины можно заделать герметизирующими составами, отвечающими требованиям п. 5 настоящего приложения.
9. При ремонте плит покрытия необходимо провести проверку несущей способности балок и консолей колонн на дополнительную нагрузку от массы усиливаемых плит.
10. Перед ремонтом плит в случае увеличения их массы или при наличии трещин в консолях колонн необходимо установить дополнительные металлические консоли, рассчитанные на восприятие всей нагрузки, передающейся от кровли.
11. Ликвидация утечки жидкого топлива из железобетонного резервуара может быть достигнута путем облицовки внутренней поверхности железобетонного резервуара металлическим листом толщиной 6-8 мм с примыканием металлических листов непосредственно к железобетонным конструкциям либо устройствам зазора между вновь сооружаемыми металлическими стенками и существующими железобетонными.
Проект реконструкции резервуара должен выполняться специализированной организацией на основании технико-экономического обоснования.
12. Локализация протечек мазутного топлива может быть достигнута устройством глиняного замка. Данный способ основан на принципе кольматации мазута в плотном грунте и применим при выявленной локальной протечке с расходом не более 3 л/мин.
Глиняный замок следует устроить в зоне выявленной протечки мазута засыпкой и послойным трамбованием мятой глины, зона протечки при этом должна перекрываться не менее чем на 2 м. Засыпка и трамбование участка после устройства глиняного замка производится до верхней отметки обваловки резервуара или верхней отметки обваловки грунта при подземном расположении резервуара.
Список использованной литературы
1. ГОСТ 10180-90. Бетоны. Методы определения прочности по контрольным образцам.
2. ГОСТ 166-89. Штангенциркули. Технические условия.
3. ГОСТ 17624-87. Бетоны. Ультразвуковой метод определения прочности.
4. ГОСТ 22266-94. Цементы сульфатостойкие. Технические условия.
5. ГОСТ 22690-88. Бетоны. Определение прочности механическими методами неразрушающего контроля.
6. ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики.
7. ГОСТ 427-75. Линейки измерительные металлические. Технические условия.
8. ГОСТ 8.326-89. ГСИ. Метрологическая аттестация средств измерений.
9. СНиП 2.02.01-83. Основания зданий и сооружений.
10. Правила технической эксплуатации электрических станций и сетей Российской Федерации: РД 34.20.501-95. - М.: СПО ОРГРЭС, 1996.
11. Методические указания по организации и проведению наблюдений за осадками фундаментов и деформациями зданий и сооружений строящихся и эксплуатируемых тепловых электростанций: РД 34.21.322-94. - М.: СПО ОРГРЭС, 1997.
ОГЛАВЛЕНИЕ
1. Общие положения
2. Классификация резервуаров, конструктивные особенности и условия эксплуатации
3. Обследование резервуаров
3.1. Организация работ по обследованию
3.2. Порядок проведения работ по обследованию
3.3. Методы определения прочности бетона и состояния арматуры
3.4. Методы выявления и анализ трещин в конструктивных элементах
3.5. Оформление результатов обследования
3.6. Меры безопасности при проведении обследования
из железобетонных
Причины утечки жидкого топлива резервуаров
Приложение 1.
Журнал визуальных осмотров
Приложение 2. Приложение 3.
Приложение 4.
Приложение 5.
Приложение 6.
Приложение 7.
Требования к производству работ по определению прочности бетона
Журнал результатов определения прочности бетона в конструкциях резервуара
Перечень и техническая характеристика некоторых приборов для определения прочности бетона
Техническая характеристика прибора ИЗС-104 для измерения толщины защитного слоя бетона
Примеры методов устранения дефектов железобетонных резервуаров Список использованной литературы
МИНИСТЕРСТВО ЭНЕРГЕТИКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
УТВЕРЖДАЮ
Зам. Министра энергетики Российской Федерации
В.С. Станев
6 марта 2001 г.
СОГЛАСОВАНО Г осгортехнадзором РФ Письмо № 10-03/986 от 26.12.2000 г.
СОГЛАСОВАНО
Первый вице-президент ОАО «Транснефть»
В.В. Калинин
ПРАВИЛА
ТЕХНИЧЕСКОЙ ЭКСПЛУАТАЦИИ РЕЗЕРВУАРОВ МАГИСТРАЛЬНЫХ НЕФТЕПРОВОДОВ И НЕФТЕБАЗ
РД 153-39.4-078-01
Уфа, 2001
Документ разработан
Институтом проблем транспорта энергоресурсов (ИПТЭР)
Директор ИПТЭР академик АНРБ _А.Г. Гумеров
Вице-президент ОАО «АК «Транснефть»
Ю.В. Лисин
МИНИСТЕРСТВО ТОПЛИВА И ЭНЕРГЕТИКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
Согласовано Г осгортехнадзор России
Согласовано ГУППС МВД РФ
Согласовано
ОАО «АК «Транснефть»
Утверждаю Минтопэнерго РФ
ПРАВИЛА ТЕХНИЧЕСКОЙ ЭКСПЛУАТАЦИИ РЕЗЕРВУАРОВ МАГИСТРАЛЬНЫХ
НЕФТЕПРОВОДОВ И НЕФТЕБАЗ
ДОКУМЕНТ РАЗРАБОТАН:
Институтом проблем транспорта энергоресурсов (ИПТЭР)
Директор института, академик АН РБ
А. Г. Гумеров
М.Г. Векштейн
Зам. директора, к. т. н., руководитель темы
Ответственный исполнитель, зав. отделом № 5, руководитель темы
И.С. Бронштейн СОДЕРЖАНИЕ
1 Общие положения
1. 1 Область применения
1.2 Организация эксплуатации резервуаров и резервуарных парков
1.3 Термины и определения
1.4 Виды резервуаров и их технические характеристики
1.5 Оборудование резервуаров
1.6 Резервуарные парки НПС, морских и речных терминалов и НБ
2 Приемка резервуаров в эксплуатацию
3 Техническое использование резервуаров
3. 1 Эксплуатационная документация
3.2 Технологическая карта
3.3 Схемы перекачки
3.4 Режим эксплуатации резервуаров
3. 5 Измерения и учет количества нефти
4 Техническое обслуживание и текущий ремонт резервуаров и резервуарных парков
4.1 Организация технического обслуживания и текущего ремонта резервуаров и резервуарных парков
4.2 Определение вместимости и базовой высоты резервуаров
4.3 Техническое обслуживание и текущий ремонт резервуаров
4.4 Особенности обслуживания резервуаров с высокосернистой нефтью
4.5 Обслуживание средств измерения уровня отбора проб нефти
4.6 Предотвращение накопления и размыв донных отложений
4.7 Дренирование подтоварной воды
4.8 Контроль за осадкой основания резервуаров
4.9 Обслуживание задвижек, трубопроводов обвязки резервуаров,
газоуравнительной системы
4.10 Обслуживание производственной канализации
4.11 Содержание территории
4.12 Подготовка резервуаров, оборудования, объектов резервуарного парка к эксплуатации в зимний и летний периоды года
5 Системы защиты резервуаров и их обслуживание
5. 1 Молниезащита
5.2 Система пожаротушения
5.3 Система защиты резервуаров от статического электричества
5.4 Система защиты резервуаров от коррозии
5.5 Система предупреждений аварий и повреждений
5.6 АСУ ТП РП
6 Техническое диагностирование резервуаров
6.1 Техническое диагностирование вертикальных стальных резервуаров
6.2 Техническое диагностирование железобетонных резервуаров
7 Капитальный ремонт резервуаров
7.1 Капитальный ремонт вертикальных стальных резервуаров
7.2 Капитальный ремонт железобетонных резервуаров
8 Очистка резервуаров
9 Требования по охране труда, охране окружающей среды, пожарной безопасностипри эксплуатации резервуаров и резервуарных парков
9.1 Охрана труда
9.2 Охрана окружающей среды
9.3 Пожарная безопасность при эксплуатации резервуаров Ссылочные нормативные документы
РУКОВОДЯЩИЙ ДОКУМЕНТ 153-39.4-078-01
ПРАВИЛА ТЕХНИЧЕСКОЙ ЭКСПЛУАТАЦИИ РЕЗЕРВУАРОВ МАГИСТРАЛЬНЫХ НЕФТЕПРОВОДОВ И НЕФТЕБАЗ РД
Вводится взамен
РД 39-0147103-385-87 «Правила технической эксплуатации резервуаров магистральных нефтепроводов» и «Правил технической эксплуатации железобетонных резервуаров для нефти», 1976 г.
Срок введения установлен с 10.04.2001 г. (Приказ ОАО АК "Транснефть" № 25 от 12.05.2001 г.)
Руководящий документ разработан Институтом проблем транспорта энергоресурсов (ИПТЭР) и организациями-соисполнителями: Самарской государственной архитектурно-строительной академией (СамГ АСА), Научно-техническим центром по безопасности в промышленности Г осгортехнадзора России (НТЦ Промышленная безопасность»), Научно-производственным предприятием «Симплекс» (НПП «Симплекс»), Научно-производственным предприятием «Эколого-аналитический центр» при участии специалистов акционерной компании «Транснефть» и предназначен для инженернотехнических и руководящих работников предприятий, занимающихся эксплуатацией, техническим обслуживанием и ремонтом резервуаров на территории Российской Федерации.
Настоящие Правила распространяются на проектируемые, строящиеся, действующие, реконструируемые, находящиеся на консервации и демонтируемые резервуары и резервуарные парки магистральных нефтепроводов и являются обязательными для всех организаций, осуществляющих их эксплуатацию, а также сторонних ведомств и организаций независимо от их организационно-правовой формы и формы собственности, взаимодействующих с эксплуатирующими резервуары и резервуарные парки магистральных нефтепроводов организациями в части, их касающейся.
1 ОБЩИЕ ПОЛОЖЕНИЯ
1.1.1 Настоящий документ устанавливает:
- нормы и требования к использованию по назначению, техническому обслуживанию, диагностированию и ремонту резервуаров для товарной нефти нефтеперекачивающих станций, наливных пунктов, морских и речных терминалов и нефтебаз в системе магистральных нефтепроводов;
- основные положения метрологического обеспечения учета нефти по резервуарам;
- меры по обеспечению безопасного функционирования резервуаров, охраны труда при эксплуатации резервуаров;
- требования к организации и проведению работ персоналом в процессе эксплуатации резервуаров;
-порядок оформления эксплуатационной документации на резервуары.
1.1.2 Положения Правил являются обязательными для всех предприятий, а также сторонних ведомств и организаций (независимо от их организационноправовой формы и формы собственности), эксплуатирующих резервуары:
- вертикальные стальные со стационарной крышей (РВС);
- вертикальные стальные со стационарной крышей и понтоном (РВСП);
- вертикальные стальные с плавающей крышей (РВСПК);
- железобетонные цилиндрические, прямоугольные (ЖБР, ЖБРП);
- железобетонные с плавающей крышей (ЖБРПК).
1.1.3 Положения Правил относятся к резервуарам, сооруженным по типовым проектам, действовавшим до 1997 г. Для резервуаров, сооруженных по специальным проектам, имеющих новые конструктивные особенности и технологические параметры, должны быть разработаны дополнения к разделам настоящих Правил, отражающие особенности эксплуатации указанных резервуаров.
1.1.4 Терминология, употребляемая в технологических и эксплуатационных документах на резервуар, должна соответствовать настоящим Правилам.
1.1.5 На основе и в соответствии с требованиями настоящих Правил эксплуатирующая организация и ее структурные подразделения организуют разработку новых или корректировку действующих технических условий, регламентов, производственных инструкций и другой документации.
1.1.6 Охрана резервуарного парка предусматривается в составе системы охраны нефтеперекачивающей станции, организованной в соответствии с распоряжениями Правительства Российской Федерации (№ 1503-Р от 28.10.95 г., № 44-Р от 13.01.96 г., № 892-Р от 08.06.96 г.).
1.1.7 Каждый работник предприятия, занимающийся эксплуатацией резервуарных парков, несет персональную ответственность за выполнение требований настоящих «Правил...» в пределах возлагаемых на него обязанностей.
1.1.8 Нарушение положений настоящих «Правил...» влечет за собой ответственность в установленном порядке в зависимости от степени и характера нарушения.
1.1.9 Контроль и ответственность за выполнение настоящих «Правил...» возлагаются на руководителей филиалов, структурных подразделений (НПС, цехов, участков).
1.2 Организация эксплуатации резервуаров и резервуарных парков
1.2.1 Эксплуатация резервуаров и резервуарных парков - это совокупность процессов по приему, хранению и сдачи нефти, испытанию и приемке резервуара в эксплуатацию, его техническому обслуживанию и ремонту.
1.2.1 Эксплуатация резервуаров и резервуарных парков должна осуществляться в пределах каждого предприятия собственными силами и силами привлеченных организаций, имеющих лицензии на выполняемые работы.
1.2.2 Организация эксплуатации резервуаров и резервуарных парков определяется каждым предприятием и отражается в положениях по организации эксплуатации резервуаров и резервуарных парков в целом по предприятию и его филиалам, нефтеперекачивающим и наливным станциям, морским и речным терминалам и нефтебазам.
1.2.3 Основными видами работ (операций) в процессе эксплуатации резервуаров и резервуарных парков являются:
- определение вместимости и градуировка резервуаров;
- оперативно-технологическое обслуживание резервуаров и резервуарных парков (техническое использование резервуаров);
- техническое обслуживание и текущий ремонт резервуарных парков и их отдельных резервуаров;
- техническое диагностирование резервуаров;
- капитальный ремонт резервуаров.
1.2.4 Персонал, ответственный за техническую эксплуатацию резервуаров и резервуарных парков, обязан обеспечить:
- их надежную и безопасную работу;
- разработку и внедрение мероприятий по охране окружающей среды;
- организацию и своевременное проведение технической диагностики, технического обслуживания и ремонта;
- организацию обучения, инструктирование и периодическую проверку знаний подчиненного персонала;
- внедрение и освоение нового оборудования, осуществление автоматизации и телемеханизации резервуаров и резервуарных парков;
- наличие и своевременную проверку защитных средств и противопожарного инвентаря.
1.3.1 Резервуар - емкость, предназначенная для хранения, приема, откачки и измерения объема нефти.
1.3.2 Резервуарный парк - группа (группы) резервуаров, предназначенных для приема, хранения и откачки нефти и размещенных на территории, ограниченной по периметру обвалованием или ограждающей стенкой при наземных резервуарах и дорогами или противопожарными проездами - при подземных резервуарах (СНиП 2.11.03).
1.3.3 Система эксплуатации резервуаров и резервуарных парков включает использование по назначению, техническое обслуживание, диагностирование, текущий и капитальный ремонт.
1.3.4 Техническое использование резервуаров по назначению - комплекс мероприятий по контролю и поддержанию режимов работы магистрального нефтепровода, а также по обеспечению измерений количества нефти.
1.3.5 Техническое обслуживание резервуаров и резервуарных парков - работы по поддержанию работоспособности резервуаров и резервуарных парков.
1.3.6 Текущий ремонт резервуаров - работы по восстановлению технико-эксплуатационных характеристик с заменой отдельного оборудования без зачистки резервуара.
1.3.7 Капитальный ремонт резервуара - комплекс мероприятий по восстановлению технико-эксплуатационных характеристик с заменой или восстановлением элементов конструкций резервуара и оборудования с выводом резервуара из эксплуатации и зачисткой.
1.3.8 Техническое диагностирование (обследование) - комплекс работ по определению технического состояния резервуара.
1.3.9 Авария в резервуарном парке - внезапный выход или истечение нефти в результате полного разрушения или частичного повреждения резервуара, его элементов, оборудования и устройств, сопровождаемые одним или несколькими из следующих событий:
- травматизм со смертельным исходом или с потерей трудоспособности пострадавших;
- воспламенение нефти или взрыв ее паров и газов;
- загрязнение любого водотока, реки, озера, водохранилища или любого другого водоема;
- утечка нефти свыше 10 м3.
1.3.10 «Аварийная утечка» в резервуарном парке - неконтролируемый выход (истечение) нефти объемом менее 10 м на территории резервуарного парка без признаков событий, указанных в 1.3.9, но требующий проведения ремонтных работ для обеспечения безопасности дальнейшей эксплуатации объекта.
1.3.11 «Опасные условия эксплуатации» - обстоятельства, выявленные при эксплуатации резервуарного парка или при проведении обследований резервуаров и их оборудования, которые позволяют сделать объективный вывод о возможности возникновения аварий или аварийной утечки.
1.3.12 Минимально допустимый уровень нефти - предельный минимальный уровень нефти в резервуаре, уменьшение которого приведет к нарушению технологического процесса перекачки или налива.
1.3.13 Максимально допустимый уровень нефти - предельный уровень заполнения резервуара нефтью.
1.3.14 Технологический уровень нефти - уровень, позволяющий вести откачку нефти из резервуара без изменения режима перекачки до минимально допустимого уровня в течение времени, необходимого для выяснения причин и ликвидации простоев, связанных с отказом технологического оборудования,
средств КИП и А на приемном участке нефтепровода, а также вывода этого участка на необходимый режим перекачки.
1.3.15 Максимальный рабочий уровень нефти - уровень ниже максимально допустимого на величину, позволяющую вести прием нефти из нефтепровода в течение установленного времени.
1.4 Виды резервуаров и их технические характеристики
1.4.1 Типы и основные габаритные размеры стальных резервуаров приведены в Приложении А.
1.4.2 Типы и основные габаритные размеры железобетонных резервуаров представлены в Приложении Б.
1.5.1 Перечень оборудования и конструктивных элементов, устанавливаемых на резервуарах, представлен в таблице 1.
1.5.2 Выбор конкретного оснащения резервуаров, расположения оборудования и конструктивных элементов определяется проектной документацией.
При капитальном ремонте:
- хлопуши исключаются, вместо них устанавливаются внутренние приемораздаточные устройства; демонтируются трубные стационарные системы размыва с последующей установкой винтовых устройств;
- при оборудовании резервуаров понтонами, плавающими крышами дыхательная арматура заменяется на вентиляционные патрубки;
- плавающие крыши и понтоны оборудуются опорными стойками регулируемой высоты с установкой на них дополнительных патрубков в эксплуатационном положении.
1.5.3 Дыхательная арматура должна включать дыхательный и предохранительный клапаны, вентиляционные патрубки.
1.5.4 Марки дыхательных клапанов и их технические характеристики приведены в Приложении В.
1.5.5 Суммарная пропускная способность дыхательных клапанов определяется в зависимости от максимальной подачи нефти при заполнении (или опорожнении) резервуара с учетом температурного расширения паровоздушной смеси.
Таблица 1 - Оборудование и конструктивные элементы резервуаров
| Наименование оборудования | Наличие в резервуаре | |||
| РВС |
РВСП | РВСПК |
ЖБР | |
| 1 | 2 | 3 | 4 | 5 |
| Дыхательный клапан |
+ | + | ||
| Предохранительный клапан |
+ | + |
||
| Вентиляционный патрубок | + | + |
||
| Огневой предохранитель | + |
+ | + | + |
| Приемо-раздаточное устройство | + | |||
| Приемо-раздаточный патрубок* | + | + | + | |
| Пеногенератор | + | + | + | - |
| Система подслойного пенотушения | + | + | + | + |
| Компенсирующая система приемо-раздаточных патрубков |
+ | + | + |
+ |
| Пробоотборник |
+ | + | + |
+ |
| Водоспуск с плавающей крыши |
+ | |||
| Система орошения резервуара | + |
+ | + | - |
| Кран сифонный | + | + | + | |
| Система размыва осадка |
+ | + | + |
+ |
| Погружной насос (для откачки остатков нефти и подтоварной воды) | + | |||
| Люки | + |
+ | + | + |
| Уровнемер | + |
+ | + | + |
| Приборы контроля, сигнализации, защиты | + |
+ | + | + 1 |
| *) Приемо-раздаточный патрубок с хлопушей на РВС следует заменить приемо-раздаточным устройством с поворотной заслонкой_|
1.5.6 Марки предохранительных клапанов и их технические характеристики приведены в Приложении В.
1.5.7 Суммарная пропускная способность предохранительных клапанов, устанавливаемых на одном резервуаре, должна быть не меньше, чем дыхательных клапанов.
1.5.8 Предохранительный клапан настраивается на повышенное давление и пониженный вакуум на (5-10 %) по сравнению с дыхательным. Предохранительный гидравлический клапан должен быть залит незамерзающей слабоиспаряющейся жидкостью, которая образует гидравлический затвор.
1.5.9 Дыхательные и предохранительные клапана типа НКДМ, КПГ, СМДК, КПР следует заменить на универсальные клапана типа КДС.
Замена предохранительных клапанов КПГ и КПР проводится только с одновременной заменой дыхательных клапанов.
1.5.10 Универсальные клапаны КДС, КДС-2 работают как в режиме дыхательного, так и предохранительного клапана.
Описание и технические характеристики клапанов КДС и КДС-2 представлены в Приложении В.
1.5.11 Огневые предохранители (огнепреградители, далее по тексту огневые предохранители) устанавливаются под дыхательными и предохранительными клапанами. При температуре наружного воздуха ниже 0 °С в осенне-зимний период огневые предохранители необходимо демонтировать.
Марки огневых предохранителей и их технические характеристики представлены в Приложении В.
1.5.12 Тип устанавливаемой дыхательной арматуры определяется в зависимости от конструкции крыши резервуара и давления насыщенных паров хранимой нефти:
- на резервуарах со стационарной крышей (без понтона) при давлении насыщенных паров хранимой нефти ниже 26,6 кПа (200 мм рт. ст.) должны быть установлены вентиляционные патрубки с огневыми предохранителями;
- на резервуарах со стационарной крышей (без понтона) при давлении насыщенных паров хранимой нефти свыше 26,6 кПа (200 мм рт. ст.) должны быть установлены дыхательные и предохранительные клапаны с огневыми предохранителями;
- на резервуарах с плавающей крышей (или понтоном) должны быть установлены вентиляционные патрубки с огневыми предохранителями.
Выбор исполнения дыхательной арматуры осуществляется согласно ГОСТ 15150 в зависимости от климатической зоны (по ГОСТ 16350).
1.5.13 На приемо-раздаточном патрубке резервуаров должны предусматриваться компенсирующие системы для снижения усилий, передаваемых технологическими трубопроводами на резервуар.
1.5.14 Резервуар должен быть оборудован отсекающими коренными задвижками.
1.5.15 Резервуары должны быть оборудованы средствами отбора проб. Для отвода ливневых вод с плавающей крыши применяется водоспуск.
1.5.16 Для предотвращения образования донных отложений и их размыва должна быть предусмотрена система размыва или другое специальное оборудование, имеющее необходимые разрешительные документы на их применение.
1.5.17 В состав оборудования резервуара входят замерный, световой люки, люк-лаз и др. люки для установки оборудования (количество люков и их типы устанавливаются проектом).
1.5.18 Резервуары оснащаются сигнализаторами аварийного максимального и минимального уровней нефти, и устройствами измерения уровня нефти.
1.6 Резервуарные парки НПС, морских и речных терминалов и НБ
1.6.1 Полезный объем резервуарных парков нефтепроводов определяется в соответствии с требованиями ВНТП 2-86.
1.6.2 Планировка резервуарного парка, расстояния между стенками резервуаров, вместимость групп резервуаров и расстояния между группами должны соответствовать требованиям СНиП 2.11.03.
1.6.3 Внутри обвалования резервуарного парка не допускается размещение задвижек, за исключением коренных, устанавливаемых на приемораздаточных патрубках резервуара, а также задвижек систем пожаротушения.
1.6.4 Каждая группа наземных резервуаров должна быть ограждена замкнутым земляным обвалованием шириной по верху не менее 0,5 м или ограждающей стеной из негорючих материалов, рассчитанными на гидростатическое давление разлившейся жидкости.
1.6.5 Высота обвалования или ограждающей стены каждой группы резервуаров должна быть на 0,2 м выше уровня расчетного объема разлившейся
33
жидкости, но не менее 1 м для резервуаров номинальным объемом до 10000 м и 1,5 м -для резервуаров объемом 10000 м и более.
Расстояние от стенок резервуаров до подошвы внутренних откосов обвалования или ограждающих стен следует принимать не менее 3 м для резервуаров 33 объемом до 10000 м3 и 6 м - для резервуаров объемом 10000 м3 и более.
1.6.6 В пределах одной группы резервуаров внутренними земляными валами или ограждающими стенами следует отделять каждый резервуар объемом
о о
20000 м3 и более или несколько однотипных резервуаров, суммарный объем которых равен или менее 20000 м3.
Высоту внутреннего земляного вала или стены следует принимать:
- 1,3 м - для резервуаров объемом 10000 м3 и более;
- 0,8 м - для остальных резервуаров.
1.6.7 При размещении резервуарных парков на площадках, имеющих более высокие геодезические отметки по сравнению с отметками территории соседних населенных пунктов, предприятий и путей железных дорог общей сети, расположенных на расстоянии до 200 м от резервуарного парка, а также при размещении резервуарного парка у берегов рек на расстоянии 200 м и менее от уреза воды (при максимальном уровне) должны быть предусмотрены дополнительные мероприятия, исключающие при аварии резервуаров возможность разлива нефти на территорию населенного пункта или предприятия, на пути железных дорог общей сети или в водоем.
1.6.8 В каждую группу наземных вертикальных резервуаров, располагаемых в два ряда и более, должны быть предусмотрены заезды внутрь обвалования для передвижной пожарной техники, если с внутренних дорог и проездов резервуарного парка не обеспечивается подача огнетушащих средств в резервуары.
1.6.9 Для перехода через обвалование или ограждающую стену, а также для подъема на обсыпку резервуаров необходимо на противоположных сторонах ограждения или обсыпки предусматривать лестницы - переходы шириной не менее 0,7 м в количестве четырех для группы резервуаров и не менее двух -для отдельно стоящих резервуаров.
Между переходами через обвалование и стационарными лестницами на резервуарах должны быть предусмотрены пешеходные дорожки (тротуары) шириной не менее 0,75 м с твердым покрытием.
Соединения трубопроводов, прокладываемых внутри обвалования, должны быть, как правило, сварные.
1.6.10 Обвалование резервуаров, нарушенное в связи с ремонтом или реконструкцией, по окончании работ подлежит восстановлению.
1.6.11 В производственно-дождевую канализацию из резервуарного парка должны отводиться:
- производственные сточные воды, образующиеся при сбросе подтоварной воды из резервуаров;
- атмосферные воды, образующиеся в период дождей и таяния снега;
-воды, охлаждающие резервуары при пожаре.
1.6.12 Не допускается сброс в производственно-дождевую канализацию донных отложений, образующихся при зачистке резервуаров. Они должны отводиться в шламонакопители с помощью специальных откачивающих устройств.
1.6.13 Дождеприемные колодцы через выпуски с гидравлическими затворами должны быть подключены к сети производственно-дождевой канализации. Хлопуши дождеприемного колодца должны быть постоянно закрыты.
1.6.14 Колодцы канализационных сетей, расположенные в резервуарном парке, нумеруются в соответствии с технологической схемой.
2 ПРИЕМКА РЕЗЕРВУАРОВ В ЭКСПЛУАТАЦИЮ
2.1 Приемку резервуара после сооружения, монтажа технологического оборудования, подводящих трубопроводов осуществляет рабочая комиссия, в состав которой входят представители заказчика, генерального подрядчика, субподрядных организаций, генерального проектировщика, органов государственного санэпиднадзора, органов государственного пожарного надзора, службы охраны окружающей среды, Госгортехнадзора, технической инспекции труда, профсоюзной организации заказчика или эксплуатационной организации, других заинтересованных органов надзора.
2.2 До начала испытаний резервуаров РВС генеральный подрядчик должен предъявить заказчику всю техническую документацию на резервуар и прочие документы, удостоверяющие качество металла и сварочных материалов; сертификаты, содержащие данные о сварочных работах и результаты проверки качества сварных соединений; акты на скрытые работы по подготовке основания и устройству изолирующего слоя; результаты контроля сварных
соединений смонтированного резервуара, предусмотренного СНиП 3.03.01.
Для резервуаров, покрытых с внутренней стороны защитным антикоррозионным покрытием, должны быть представлены технические характеристики нанесенного материала покрытия, карта-схема покрытия и результаты испытаний на адгезию.
2.3 Испытания конструкции резервуара должны быть проведены в соответствии с требованиями СНиП 3.03.01 и ВСН 311 «Монтаж стальных вертикальных цилиндрических резервуаров для хранения нефти и нефтепродуктов от 100 до 50000 м ».
2.4 Комплекс технических мероприятий по подготовке и проведению приемочных испытаний РВС представлен в Приложении Г.
2.5 До начала испытаний резервуаров ЖБР генеральный подрядчик (строительно-монтажная организация) представляет заказчику документацию в соответствии со СНиП 3.01.04 и СНиП 3.03.01: сертификаты, технические паспорта на качество бетона, класс арматуры, железобетонных элементов конструкций; результаты контроля качества антикоррозионных покрытий сварных соединений, закладных и соединительных деталей; акты на скрытые работы при устройстве фунтового основания с отражением сведений о сохранении естественной плотности грунта и об устройстве водоотвода, бетонной подготовки, слоя скольжения, гидроизоляции днища, днища и фундамента стен с указанием об отсутствии дефектов (трещин, раковин, обнаженной арматуры и т.п.); акты на скрытые работы при монтаже сборных элементов, замоноличивании стыков между железобетонными элементами, навивке кольцевой арматуры, торкретных работах; акты на монтаж и испытания технологического оборудования.
При пропитке или покраске готовой конструкции защитными составами или нанесении облицовочных покрытий заказчику должны быть представлены технические характеристики нанесенного материала покрытия, карта-схема покрытия.
Антикоррозионная защита должна соответствовать СНиП 2.03.11.
2.6 Испытания и приемка в эксплуатацию ЖБР должны быть выполнены в соответствии со СНиП 3.03.01 и СН 383 «Указания по производству и приемке работ при сооружении железобетонных резервуаров для нефти и нефтепродуктов».
2.7 Комплекс технических мероприятий по подготовке и проведению приемочных испытаний ЖБР представлен в Приложении Д.
2.8 Документация, оформляемая при приемке резервуаров и резервуарных парков в эксплуатацию.
2.8.1 На законченный строительством вертикальный стальной резервуар должна быть передана в эксплуатирующую организацию следующая техническая документация:
- проектно-сметная документация на резервуар с внесенными в процессе строительства изменениями (исполнительная документация);
- паспорт резервуара (Приложение Е);
- заводские сертификаты на изготовление стальных конструкций;
- документы, удостоверяющие качество металла, электродов, электродной проволоки, флюсов и прочих материалов, примененных при монтаже;
- заключение по контролю сварных соединений стенки физическим методом со схемами расположения мест контроля;
- копии удостоверений о квалификации сварщиков, выполнявших сварку, с указанием присвоенных им цифровых или буквенных знаков;
- акт на скрытые работы по устройству изолирующего слоя под резервуар;
- акт на приемку основания резервуара под монтаж (ВСН 311);
- акт на испытание сварных соединений днища резервуара (ВСН 311);
- акт на испытание сварных соединений стенки резервуара;
- акт на испытание резервуара наливом воды (ВСН 311);
- акт на испытание сварных соединений кровли резервуара на герметичность (ВСН 311);
- акт на испытание резервуарного оборудования;
- журнал сварочных работ (СНиП 3.03.01);
- акт испытания задвижек резервуара;
•з
- заключение на просвечивание швов гамма-лучами, (только для резервуаров вместимостью 2000 м3 и более, изготовленных из отдельных листов);
- документы о согласовании отступлений от проекта при строительстве;
- ведомость расхода металла при строительстве резервуара (необходимо заполнять только для резервуаров, изготовленных из отдельных листов);
- акт на испытания герметичности сварного соединения стенки с днищем (ВСН 311);
- акт на просвечивание вертикальных монтажных стыков стенки резервуара (ВСН 311);
- градуировочная таблица;
- схема и акт испытания заземления резервуара;
- схема нивелирования основания резервуара;
- акт рабочей комиссии о приемке законченного строительством резервуара в соответствии со СНиП 3.01.04 и «Временным положением о приемке законченных строительством объектов» (Приложение к письму Госстроя России от 09.07.93 г. № БЕ - 19-11/13).
2.8.2 Для резервуара РВС с понтоном или плавающей крышей должны быть также приложены:
- акт испытания сварных соединений центральной части понтона или плавающей крыши на герметичность;
- акт заводских испытаний коробов понтона или плавающей крыши на герметичность и акт испытания их после монтажа;
- акт проверки заземления понтона или плавающей крыши;
- документы, удостоверяющие качество материалов, использованных для уплотняющего затвора;
- ведомость отклонений от вертикали направляющих понтона, патрубков направляющих и наружного борта понтона или плавающей крыши.
2.8.3 Если за давностью строительства техническая документация на резервуар отсутствует, то паспорт должен быть составлен предприятием, эксплуатирующим резервуар, и подписан главным инженером. В этом случае паспорт составляется на основании детальной технической инвентаризации всех частей и конструкций резервуара, а при необходимости - обследования и дефектоскопии (раздел 6).
2.8.4 При приемке железобетонных резервуаров в эксплуатацию после окончания строительства передаваемая заказчику исполнительная документация на строительство резервуара должна содержать:
- комплект рабочих чертежей резервуара, его оборудования и защитных устройств;
- акт на скрытые работы по устройству основания резервуара и изоляции днища;
- акт приемки основания и его нивелировки;
- акты на арматурные и бетонные работы, монтаж и замоноличивание стыков железобетонных конструкций;
- акт на навивку кольцевой предварительно напряженной арматуры в цилиндрических резервуарах;
- акт на торкретирование наружных и внутренних поверхностей резервуара;
- акт на устройство гидроизоляции;
- документы о согласовании отступлений от проекта (в т.ч. журнал производства работ);
- справка лаборатории о содержании в примененном для бетона цементе трехкальциевого алюмината и четырехкальциевого алюмоферрита, введении в бетон специальных добавок, если они требуются по условиям агрессивности грунта;
- журналы производства всех видов работ, а в случае выполнения работ в зимнее время - листы, отражающие значения температуры электропрогрева бетона и тепловой обработки торкретного покрытия;
- сертификаты, технические паспорта, удостоверяющие качество сборных железобетонных конструкций, марку бетона, класс арматуры;
- акты натяжения арматуры;
- журнал производства сварочных работ;
- акты проведения геодезических работ;
- акты монтажа и испытания технологического оборудования;
- акт проверки заземляющих устройств;
- акт замера сопротивления растеканию тока;
- акт готовности резервуара к испытаниям;
- акты испытаний резервуара на прочность, герметичность и на газонепроницаемость покрытия;
- акты приемки резервуара в эксплуатацию в соответствии со СНиП 3.01.04 и «Временным положением о приемке законченных строительством объектов» (Приложение к письму Госстроя России от 09.07.93 г. № БЕ - 19-11/13);
- градуировочная таблица;
- журнал производства строительных и монтажных работ с указанием атмосферных условий в период строительства резервуара;
- паспорт резервуара (Приложение Ж).
Все акты должны быть оформлены в соответствии со:
- СНиП 3.03.01 «Несущие и ограждающие конструкции»;
- СНиП 3.01.01 «Организация строительного производства»;
- СНиП 3.01.03 «Геодезические работы в строительстве»;
- СНиП 3.02.01 «Земляные сооружения, основания и фундаменты»;
- СНиП 3.01.04 «Приемка в эксплуатацию законченных строительством объектов».
2.8.5 После завершения строительства резервуар должен подвергаться следующим видам испытаний:
- испытание на прочность стенки и основания;
- испытание на герметичность стенки, кровли и днища;
- испытание на герметичность плавающей крыши и понтона.
2.8.6 Порядок проведения испытания резервуара изложен в Приложении Г и Д настоящих «Правил...».
3 ТЕХНИЧЕСКОЕ ИСПОЛЬЗОВАНИЕ РЕЗЕРВУАРОВ
3.1 Эксплуатационная документация
На каждый резервуар, находящийся в эксплуатации, должна иметься следующая эксплуатационная документация:
- паспорт резервуара с актами на замену оборудования (Приложения Е, Ж);
- исполнительная документация на резервуар и на проведение ремонта;
- схема нивелирования основания, акты, протоколы по нивелированию окрайки днища, проводимой в процессе эксплуатации;
- градуировочная таблица на резервуар;
- технологическая карта эксплуатации резервуара (Приложение И);
- журнал текущего обслуживания;
- журнал эксплуатации молниезащиты и защиты от статического электричества;
- схема молниезащиты и защиты от статического электричества;
До заполнения резервуаров и подключения их в технологический процесс транспортировки нефти должна быть составлена технологическая карта эксплуатации резервуаров.
3.2.1 Технологическая карта эксплуатации резервуаров составляется на основе:
- требований нормативных и руководящих документов;
- данных о характеристиках резервуаров и их оборудования;
- технического состояния резервуаров;
- схем перекачки нефти, высотных отметок резервуаров и откачивающих агрегатов;
- свойств нефти;
- диаметра и протяженности трубопроводов технологической обвязки на участке «резервуары - насосная»;
- производительности трубопровода и количества резервуаров, подключаемых к данному трубопроводу;
- температуры воздуха и т.д.
Технологическая карта эксплуатации резервуара должна отражать наиболее вероятные условия его работы и обеспечивать эксплуатационный персонал всех уровней информацией для оперативного принятия решений по управлению процессом перекачки.
В Приложении И приведены рекомендуемые формы технологических карт эксплуатации резервуаров для различных вариантов их использования и
пояснения по их заполнению. На основании указанных форм предприятия должны разработать технологические карты эксплуатации резервуаров, исходя из конкретных условий работы, при необходимости дополнить и уточнить описание и содержание граф.
3.2.2 Технологическая карта эксплуатации резервуаров утверждается главным инженером предприятия и пересматривается по мере необходимости.
3.2.3 Технологические карты хранятся в отделах предприятия и их филиала, которые участвуют в эксплуатации резервуаров и резервуарных парков, на перекачивающих станциях и наливных пунктах морских и речных терминалов и нефтебаз.
Технологические карты должны находиться в диспетчерских пунктах предприятий, филиалов и в операторных перекачивающих и наливных станций, морских и речных терминалов, нефтебаз.
3.2.4 Заполнение резервуаров и их оперативное обслуживание осуществляются диспетчерскими службами предприятий, филиалов и операторами перекачивающих станций, наливных пунктов и нефтебаз. Оперативное обслуживание заключается в обеспечении режима работы резервуаров в пределах параметров, установленных технологическими картами эксплуатации резервуаров, с отражением в диспетчерских листах уровней нефти в резервуарах с заданной периодичностью.
3.3.1 Нефтеперекачивающие станции, оснащенные резервуарами, осуществляют перекачку нефти по нефтепроводам в зависимости от схемы присоединения насосов и резервуаров:
«через резервуары»;
«с подключенными резервуарами»;
«из насоса в насос».
3.3.2 При перекачке по схеме «через резервуары» нефть принимается поочередно в один или группу резервуаров нефтеперекачивающей станции, подача на следующую НПС осуществляется из другого резервуара или группы резервуаров.
Схема перекачки «через резервуары» применяется для учета перекачиваемой нефти при последовательной перекачке, для сохранения качества продукта.
3.3.3 При схеме перекачки «с подключенными резервуарами» резервуары служат компенсаторами неравномерности подачи нефти предыдущей НПС и откачки на последующую нефтеперекачивающую станцию.
3.3.4 При перекачке по схеме «из насоса в насос» резервуары промежуточных нефтеперекачивающих станций отключаются. Они используются только для приема нефти из трубопровода во время аварии или ремонта линейной части нефтепровода.
3.4 Режим эксплуатации резервуаров
3.4.1 Заполнение и опорожнение резервуара должны проводиться в пределах параметров, установленных технологической картой (картами).
3.4.2 При заполнении после окончания строительства резервуара или после его капитального ремонта скорость движения нефти в приемо-раздаточном патрубке не должна превышать 1 м/с до полного затопления струи, а в резервуарах с понтоном или плавающей крышей - до их всплытия, независимо от диаметра патрубка и емкости резервуара.
3.4.3 Для обеспечения электростатической безопасности скорость нефти в приемо-раздаточном патрубке при заполнении резервуаров всех типов после затопления струи не должна превышать максимально допустимой величины, представленной в таблице 2.
Таблица 2 - Максимально допустимая скорость истечения нефти в резервуары для обеспечения электростатической безопасности
| Диаметр приемо-раздаточного патрубка, мм |
Максимально допустимая скорость, м/с |
| 200 | 10,9 |
| 300 | 10,3 |
| 500 | 9,4 |
| 600 | 9,1 |
|
700 | 8,8 |
3.4.4 Максимальная производительность заполнения (опорожнения) резервуара, оборудованного дыхательными и предохранительными клапанами или
вентиляционными патрубками, должна быть установлена с учетом максимально возможного расхода через них паровоздушной смеси.
При этом расход паровоздушной смеси (воздуха) через все дыхательные клапаны или вентиляционные патрубки с огневыми предохранителями, установленные на резервуаре, не должен превышать 85 % от их суммарной проектной пропускной способности.
Пропускную способность вентиляционных патрубков с огневыми предохранителями следует принимать по пропускной способности огневых
предохранителей соответствующего диаметра.
При необходимости увеличения подачи или откачки нефти из резервуаров следует привести пропускную способность дыхательной арматуры в соответствие с новыми условиями.
3.4.5 Заполнение резервуара с плавающей крышей и резервуара с понтоном условно делится на два периода:
- первый период - от начала заполнения до всплытия плавающей крыши (понтона);
- второй период - от момента всплытия плавающей крыши (понтона) до максимальной рабочей высоты налива.
Скорость подъема плавающей крыши или понтона в резервуаре от момента всплытия до окончания заполнения не должна превышать величины, указанной в проекте.
3.4.6 Опорожнение резервуаров с плавающей крышей или понтоном условно делится на 2 периода:
- первый период - от начала опорожнения до посадки плавающей крыши (понтона) на опоры. Опорожнение резервуара может производиться со
скоростью опускания плавающей крыши (понтона), предусмотренной проектом;
- второй период - от посадки плавающей крыши или понтона на опоры до минимально допустимого остатка в резервуаре. Производительность
опорожнения во втором периоде не должна превышать суммарной пропускной способности огневых предохранителей во избежание смятия днища
плавающей крыши или понтона.
Эксплуатации резервуаров в нормальном режиме соответствуют второй период заполнения и первый период опорожнения.
3.4.7 При приеме нефти последовательно в несколько резервуаров необходимо проверить техническое состояние резервуаров и трубопроводов, открыть задвижку у резервуара, в который будет приниматься нефть, после этого закрыть задвижку резервуара, в который принималась нефть. Одновременное автоматическое переключение задвижек в резервуарном парке допускается при условии защиты трубопроводов от повышения давления и возможности контроля изменения уровня в резервуаре.
3.4.8 В резервуарах со стационарной крышей должны поддерживаться следующие величины давления и вакуума (если не установлены другие ограничения в проекте или по результатам технической диагностики):
- во время эксплуатации рабочее избыточное давление в газовом пространстве должно быть не более 2 кПа (200 мм вод. ст.), вакуум - не более 0,25 кПа (25 мм вод. ст.);
- предохранительные клапаны должны быть отрегулированы на давление 2,3 кПа (230 мм вод. ст.) и вакуум 0,4 кПа (40 мм вод. ст.).
На резервуарах с понтоном (плавающей крышей) при огневых предохранителях и вентиляционных патрубках давление и вакуум не должны быть больше 0,2 кПа (20 мм вод. ст.).
3.4.9 Максимально допустимый уровень нефти при заполнении резервуара устанавливается с учетом высоты монтажа пенокамеры, а в резервуарах с понтоном - пенокамеры и понтона, а также запаса емкости на возможное объемное расширение нефти и прием ее в течение времени передачи соответствующих распоряжений и отключения резервуара.
Для резервуаров, находящихся в длительной эксплуатации и имеющих коррозионный износ и другие дефекты несущих элементов стенки, максимально допустимый уровень нефти устанавливается по результатам технического диагностирования состояния резервуара.
3.4.10 Минимально допустимым уровнем нефти в резервуаре является минимальный уровень, при котором предотвращаются кавитация в системе «резервуар - насос» и воронкообразование в резервуаре.
Расчетный минимально допустимый уровень должен быть выше минимально допустимого уровня на величину, необходимую для устойчивой работы откачивающих агрегатов в течение времени передачи соответствующих распоряжений по остановке агрегатов и отключения резервуаров.
3.4.11 Минимально допустимый уровень нефти в резервуаре с понтоном (плавающей крышей) устанавливается исходя из условия нахождения понтона (плавающей крыши) на плаву.
3.4.12 В резервуарах, работающих в режиме «подключенных», устанавливается технологический уровень.
При создании запаса нефти для обеспечения независимой работы НПС в течение заданного времени в части резервуаров парка остальная часть может откачиваться до минимально допустимого уровня.
3.4.13 Максимальные рабочие уровни в резервуарах, работающих в режиме «подключенных», определяются исходя из условия обеспечения запаса свободной их емкости для сброса и приема нефти в течение 2-х часов работы нефтепровода с максимальной производительностью.
При невозможности создания запаса емкости для двухчасового приема нефти определяют возможный объем резервирования на данной НПС и время, необходимое для заполнения этой резервной емкости принимаемой нефтью.
При резервировании «свободной емкости» только в части резервуаров парка остальные резервуары могут заполняться до максимально допустимого уровня.
3.5 Измерения и учет количества нефти
3.5.1 Определение массы нефти по градуированным резервуарам выполняют при оперативных измерениях, приемо-сдаточных операциях и инвентаризации нефти.
В системе учета предприятий резервуары являются резервным средством измерения.
3.5.2 Для расчета массы брутто нефти в резервуаре необходимо определять объем, плотность и температуру нефти, для расчета массы нетто дополнительно определять содержание балласта в нефти.
Предел допускаемой суммарной относительной погрешности измерения массы нетто в соответствии с ГОСТ 26976 не должен превышать ±0,5 %.
3.5.3 По измеренным уровням нефти и подтоварной воды в резервуаре и градуировочной таблице определяется объем нефти. Плотность нефти и массовую долю балласта определяют по объединенной пробе, отобранной из резервуара. Измеренное значение плотности приводят к средней температуре нефти в резервуаре.
3.5.4 Определение уровня нефти
3.5.4.1 Измерение уровня нефти в резервуарах должно проводиться с помощью стационарных уровнемеров в соответствии с инструкцией по эксплуатации таких устройств, обеспечивающих точность определения массы в соответствии с ГОСТ 26976 (погрешность измерения уровня стационарными уровнемерами ±3 мм для применения в приемо-сдаточных операциях, а также при проведении инвентаризации нефти, и ±10 мм для оперативного учета - в соответствии с МИ 2105).
Допускается измерять уровень нефти в резервуаре вручную измерительной металлической рулеткой с лотом (грузом), соответствующей ГОСТ 7502, с ценой деления шкалы 1 мм или другими средствами измерения, допущенными к применению Госстандартом, с аналогичными или лучшими характеристиками.
3.5.4.2 Все средства измерений должны быть поверены и иметь действующие свидетельства о поверке или оттиски доверительных клейм.
Периодичность государственной поверки устанавливается Госстандартом при прохождении средством измерения испытания на утверждение типа.
3.5.4.3 Оперативные измерения уровня нефти в процессе заполнения или опорожнения резервуара должны проводиться не реже чем через каждые два часа. При заполнении последнего метра до высоты максимального уровня нефти в резервуаре контроль уровня должен проводиться постоянно.
3.5.4.4 При приемо-сдаточных операциях измерение уровня в резервуаре проводят после отстоя нефти продолжительностью не менее двух часов с момента окончания заполнения.
3.5.4.5 При измерении уровня вручную опускать и поднимать лот следует так, чтобы стальная лента рулетки все время скользила по направляющей канавке замерного люка.
3.5.4.6 Измерение уровня рулеткой с лотом осуществляется в следующей последовательности:
3.5.4.6.1 Проверяют базовую высоту - расстояние по вертикали между днищем или базовым столиком в точке касания лота рулетки и риской планки замерного люка. Полученный результат сравнивают с известной величиной базовой высоты.
Если базовая высота отличается от полученного результата более чем на 0,1 %, необходимо выяснить и устранить причины изменения базовой высоты.
На период, необходимый для выяснения и устранения причин изменения базовой высоты, разрешается измерения уровня нефти выполнять по высоте
пустоты резервуара в соответствии с 3.5.4.6.5.
Если базовая высота отличается от полученного результата менее чем на 0,1 %, осуществляются действия в соответствии с 3.5.4.6.2-3.5.4.6.4.
3.5.4.6.2 Опускают ленту рулетки с лотом медленно до касания лотом днища или базового столика, не допуская отклонения лота от вертикального положения, не задевая за внутреннее оборудование и сохраняя спокойное состояние поверхности нефти.
3.5.4.6.3 Поднимают ленту рулетки строго вверх, без смещения в сторону, чтобы избежать искажения линии смачивания на ленте рулетки.
3.5.4.6.4 Отсчет на ленте рулетки производят с точностью до 1 мм сразу после появления смоченной части ленты рулетки над замерным люком.
3.5.4.6.5 Для измерения высоты пустоты рулетка с грузом опускается ниже уровня нефти. Первый отсчет (верхний) берется по рулетке на уровне риски планки замерного люка. Для облегчения измерения и расчетов высоты пустоты рекомендуется при проведении измерения совмещать отметку целых значений метра на шкале рулетки с риской планки замерного люка. Затем рулетку поднимают строго вверх без смещения в стороны и берут отсчет на месте смоченной части ленты (или лота) нефтью (нижний отсчет).
Высота пустоты находится как разность верхнего и нижнего отсчетов по рулетке.
Уровень нефти в резервуаре определяется вычитанием полученного значения из паспортной величины базовой высоты (высотного трафарета) для данного резервуара.
3.5.4.6.6 Измерение уровня в каждом резервуаре проводят дважды. Если результаты измерений отличаются на 1 мм, то в качестве результата измерения принимается их среднее значение. Если полученное расхождение измерений более 1 мм, измерения повторяют еще дважды и берут среднее по трем наиболее близким измерениям.
3.5.4.6.7 Определение уровня подтоварной воды производят лотом с помощью водочувствительной ленты, пасты или другими измерителями уровня подтоварной воды, сертифицированными Госстандартом.
Для определения уровня подтоварной воды водочувствительную ленту в натянутом виде прикрепляют к поверхности лота с двух противоположных сторон. Водочувствительную пасту наносят тонким слоем (0,2^0,3) мм на поверхность лота полосками с двух противоположных сторон.
Определение уровня подтоварной воды в резервуарах следует выполнять согласно 3.5.4.6. Определение уровня подтоварной воды должно быть повторено, если на ленте или пасте он обозначается нечетко, с косой линией или на неодинаковой высоте с обеих сторон, что указывает на наклонное положение лота при измерении.
Определив уровень подтоварной воды с помощью водочувствительной ленты или пасты, по градуировочной таблице резервуара находят объем подтоварной воды.
3.5.4.7 Каждый резервуар, независимо от наличия уровнемера, должен быть оборудован сигнализаторами предельных уровней (верхнего и нижнего).
3.5.4.8 В резервуарах с газовой обвязкой измерение уровня и отбор проб нефти должны выполняться с помощью приборов, предусмотренных проектом.
Допускается выполнение измерений уровня и отбор проб вручную. При этом необходимо соблюдать следующий порядок операций:
- отсоединить резервуар от газоуравнительной системы закрытием задвижки на трубопроводе газовой обвязки;
- замерить уровень или отобрать пробу нефти;
- замерный люк плотно закрыть и затянуть;
- открыть задвижку на трубопроводе газовой обвязки.
3.5.4.9 Под крышкой замерного люка должна быть проложена медная, свинцовая или резиновая прокладка, чтобы не произошло искрообразование при ударе в случае неосторожного закрытия крышки люка.
3.5.4.10 Резервуары, используемые для сернистых нефтей (где возможно выделение сероводорода), должны быть оборудованы приборами, исключающими замеры уровня и отбор проб нефти через замерный люк.
При необходимости измерение уровня и отбор проб через замерный люк следует выполнять в фильтрующем противогазе в присутствии наблюдающего (страхующего) работника.
3.5.5 Отбор проб нефти из резервуара
3.5.5.1 Отбор проб из резервуара должен осуществляться в соответствии с ГОСТ 2517.
3.5.5.2 Отбор проб производится после двухчасового отстоя нефти в резервуаре с момента окончания заполнения.
3.5.5.3 Пробу нефти из резервуара с понтоном или плавающей крышей отбирают из перфорированной колонны.
3.5.5.4 Точечные пробы нефти отбирают с трех уровней:
- верхнего - на 250 мм ниже поверхности нефти;
- среднего - с середины высоты столба нефти;
- нижнего: для нефти - нижний срез приемо-раздаточного патрубка (хлопуши) по внутреннему диаметру. Для резервуара, у которого приемораздаточный патрубок находится в приямке, за нижний уровень отбора пробы нефти принимают уровень на расстоянии 250 мм от днища резервуара.
3.5.5.5 Объединенную пробу нефти составляют смешением точечных проб верхнего, среднего и нижнего уровней в соотношении 1:3:1.
3.5.5.6 Точечные пробы при высоте уровня нефти в резервуаре не выше 2000 мм отбирают с верхнего и нижнего уровней согласно 3.5.5.4. Объединенную пробу составляют смешением одинаковых по объему точечных проб верхнего и нижнего уровней.
3.5.5.7 При отборе пробы с целью определения температуры и плотности нефти пробоотборник необходимо выдержать на заданном уровне до начала его заполнения не менее пяти минут. Допускается вместо выдержки термостатического пробоотборника в течение пяти минут ополаскивать его нефтью, отобранной с уровня, на котором должна быть измерена температура или плотность.
3.5.5.8 Смешение, хранение, упаковка и маркировка отобранных проб производятся в соответствии с требованиями ГОСТ 2517.
3.5.6 Определение средней температуры
3.5.6.1 Температуру нефти в резервуаре определяют с помощью стационарных или переносных датчиков температуры, или путем измерения температуры проб, отбираемых из резервуара по ГОСТ 2517.
3.5.6.2 Измерение средней температуры нефти в резервуаре с помощью стационарных или переносных датчиков температуры производят в соответствии с инструкцией по эксплуатации таких устройств.
3.5.6.3 Для измерения температуры применяют термометры по ГОСТ 28498, ГОСТ 400-80Е, ТЛ № 4, ТУ 25-2021-003-86.
3.5.6.4 При отборе точечных проб температуру нефти в пробе определяют немедленно после отбора пробы. При этом переносной пробоотборник выдерживают на уровне отбираемой пробы до начала его заполнения не менее пяти минут.
Отсчет по термометру берут с точностью до целого деления шкалы, при этом должны использоваться термометры с ценой деления не более 0,5 °С.
3.5.6.5 Среднюю температуру нефти в резервуаре рассчитывают по температуре точечных проб, используя соотношение для составления объединенной пробы из точечных по ГоСт 2517 (3.5.5.5-3.5.5.6).
3.5.6.5.1 Измерение температуры нефти в резервуаре при высоте уровня более 2000 мм производится по пробам нефти, отобранным с трех уровней, указанных в 3.5.5.4.
Средняя температура нефти в резервуаре (t) определяется расчетным путем по формуле:
где tg, t tH - температура нефти в пробе, отобранной с верхнего, среднего и нижнего уровней соответственно.
3.5.6.5.2 Измерение температуры нефти в резервуаре при высоте уровня не выше 2000 мм производится по пробам нефти, отобранным с верхнего и нижнего уровней согласно 3.5.5.4.
Средняя температура нефти определяется по формуле:

(2)
3.5.6.6 Средства измерения температуры должны быть поверены и иметь действующие свидетельства о поверке и соответствующие клейма. Периодичность поверки устанавливается Госстандартом.
4 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ РЕЗЕРВУАРОВ И РЕЗЕРВУАРНЫХ ПАРКОВ
4.1 Организация технического обслуживания и текущего ремонта резервуаров и резервуарных парков
4.1.1 Для поддержания резервуарных парков и отдельных резервуаров в работоспособном состоянии, в период между капитальными ремонтами, должны проводиться их своевременное и качественное техническое обслуживание и текущий ремонт.
Техническое обслуживание и текущий ремонт резервуаров и других составных частей резервуарного парка осуществляются силами и средствами перекачивающих станций, наливных пунктов и нефтебаз.
4.1.2 Техническое обслуживание резервуарного парка заключается в периодическом осмотре, плановой организации и своевременном проведении регламентных работ по самим резервуарам, их оборудованию, приборам и системам, а также по трубопроводам обвязки резервуаров, системе пожаротушения резервуарного парка.
Техническое обслуживание проводится согласно инструкциям заводов- изготовителей, отраслевым руководящим документам и инструкциям по эксплуатации резервуаров, оборудования, приборов, систем, разработанным с учетом конкретных условий предприятия или его филиалов.
Обход и осмотр резервуаров и резервуарного парка должен осуществляться, по графику и инструкциям, утвержденным главным инженером филиала предприятия, с записью в журнале осмотров и ремонта резервуаров и отметкой об устранении недостатков:
ежедневно обслуживающим персоналом в соответствии с должностными инструкциями;
еженедельно - лицом, ответственным за эксплуатацию резервуарных парков;
ежемесячно - руководством станции, нефтебазы;
ежеквартально, выборочно - комиссией производственного контроля (КПК) структурного подразделения;
один раз в год, выборочно - комиссией производственного контроля (КПК) предприятия.
По результатам комиссионного осмотра резервуарного парка составляются акты с отражением в них выявленных недостатков.
4.1.3 Текущий ремонт проводится с целью поддержания технико-эксплуатационных характеристик, выполняется без освобождения резервуаров от нефти.
Текущий ремонт резервуарного парка в целом или отдельных его резервуаров осуществляется по мере необходимости по результатам осмотра резервуарных парков КПК всех уровней и ответственными лицами станций, наливных пунктов, нефтебаз, филиалов предприятий.
4.1.4 Ответственность за организацию и осуществление технического обслуживания и текущего ремонта резервуарных парков, резервуаров и оборудования установленного на резервуаре и в резервуарном парке возлагается на должностное лицо (специалиста), на которого по должностному положению (инструкции) возложены функции по содержанию и обслуживанию резервуарных парков.
4.2 Определение вместимости и базовой высоты резервуаров
4.2.1 Для каждого резервуара, используемого в системе магистрального транспорта нефти, должна быть определена его вместимость и составлена градуировочная таблица.
4.2.2 Вместимость стальных вертикальных цилиндрических резервуаров определяют согласно МИ 1823-87, ГОСТ 8.570, железобетонных цилиндрических резервуаров - согласно РД 50-156-79.
4.2.3 Основанием для проведения работ по измерениям вместимости и градуировке резервуаров являются истечение срока действия градуировочных таблиц; ввод резервуаров в эксплуатацию после строительства и ремонта, который мог повлиять на его вместимость.
4.2.4 Измерения вместимости и градуировка резервуаров могут проводиться собственными силами предприятия или службами юридических лиц, получивших право (аккредитованных) на проведение указанных работ в порядке, установленном Госстандартом РФ.
4.2.5 Перед выполнением работ по измерениям вместимости и градуировке резервуаров издается приказ по предприятию или его филиалу о назначении комиссии по проведению работ с указанием сроков их выполнения.
В состав комиссии (с указанием в приказе фамилии, должности и места работы) включаются операторы (поверители), проводящие градуировку; материально-ответственное лицо; лицо, предоставляющее техническую документацию; если резервуар предназначен для учетно-расчетных операций -представитель территориального органа Госстандарта.
4.2.6 Перед выполнением измерений вместимости резервуара объемным методом и измерений элементов внутри резервуара при геометрическом методе
резервуар должен быть полностью опорожнен и зачищен от остатков нефти.
4.2.7 Результаты обработки измерений вместимости резервуаров оформляются комплектом документов, в состав которого входят:
- титульный лист;
- протокол измерений;
- эскиз резервуара;
- градуировочная таблица;
- журнал обработки результатов измерений;
- акт измерения базовой высоты (прикладывается к градуировочной таблице ежегодно).
4.2.8 Протокол измерений подписывается председателем комиссии и ее членами, титульный лист и последняя страница градуировочной таблицы -председателем комиссии и, в случае привлечения подрядной организации, ее ответственным представителем. Подписи на титульном листе и последней странице градуировочной таблицы заверяются печатями.
4.2.9 Градуировочные таблицы на резервуары, предназначенные для оперативного контроля, утверждает главный инженер предприятия или его филиала; на резервуары, предназначенные для приемо-сдаточных операций, - руководитель территориального органа Госстандарта.
Программы, разработанные для расчета градуировочных таблиц на ЭВМ, подлежат утверждению во ВНИИР.
4.2.10 При внесении в резервуары конструктивных изменений, изменении номенклатуры его внутреннего оборудования, габаритов или места установки, влияющих на его вместимость, необходимо оформить изменения к градуировочной таблице в установленном порядке.
4.2.11 Для каждого резервуара должна быть определена базовая высота - расстояние по вертикали от днища (базового столика) до верхнего края замерного люка в постоянной точке измерения.
4.2.12 Базовую высоту резервуара следует измерять ежегодно. Результаты измерений должны быть оформлены актом, который прилагается к градуировочной таблице. Значение базовой высоты в мм наносится несмываемой краской вблизи замерного люка.
4.3 Техническое обслуживание и текущий ремонт резервуаров
4.3.1 Осмотр и техническое обслуживание резервуаров должны проводиться в соответствии с картами технического обслуживания (таблицы 3-6).
При осмотре РВС необходимо обратить внимание на:
- утечки нефти;
- образование трещин по сварным швам и основному металлу;
- появление вмятин;
- неравномерную осадку резервуара.
4.3.2 В резервуарах со стационарной крышей (без понтона) необходимо контролировать избыточное давление, его соответствие установленному (допустимому). Для резервуаров, находящихся в эксплуатации длительное время, могут быть уменьшены избыточное рабочее и максимальное давление и вакуум по сравнению с проектными на величину, определяемую на основе результатов диагностирования состояния резервуара.
4.3.3 Визуальный осмотр поверхности понтона должен проводиться в верхнем его положении через световой люк. При осмотре необходимо проверить наличие или отсутствие отпотин или нефти на ковре понтона и в открытых коробах.
4.3.4 Плавающую крышу необходимо осматривать с верхней кольцевой площадки. При осмотре необходимо проверить положение плавающей крыши, ее горизонтальность, отсутствие нефти в центральной части плавающей крыши, зимой - наличие снега на плавающей крыше, состояние защитных щитков кольцевого уплотняющего затвора, положение задвижки системы водоспуска.
4.3.5 При техническом обслуживании резервуара с плавающей крышей следует проверить состояние катучей лестницы, погружение плавающей крыши, проверить отсутствие нефти в коробах и в отсеках между ними, техническое состояние затвора и его элементов, ливнеприемника.
4.3.6 Для удобства обслуживания следует каждому коробу плавающей крыши присвоить порядковый номер, написать несмываемой краской, начиная с короба, расположенного над приемо-раздаточным патрубком, и далее по часовой стрелке.
4.3.7 На ЖБР с водонаполненным покрытием в условиях плюсовой температуры уровень водяного экрана должен постоянно поддерживаться на
проектной отметке.
На ЖБР с земляной насыпью на кровле поверхность должна быть спланирована.
При появлении нефти в дренажном и шахтном колодцах, камере управления, а также при выходе ее на поверхность обсыпки резервуара или территорию резервуарного парка резервуар должен быть опорожнен для выявления и устранения имеющихся неисправностей.
4.3.10 Текущий ремонт проводится в плановом порядке без очистки резервуара по заранее разработанному графику.
4.3.11 При текущем ремонте РВС выполняются следующие работы:
- ремонт кровли, верхних поясов стенки с применением эпоксидных или иных клеевых соединений;
- ремонт сифонных кранов;
- набивка сальников задвижек;
- ремонт отмостки;
- ремонт заземления;
- окраска;
- подтяжка болтов;
- замена кассет на огневых предохранителях;
- ремонт прочего оборудования, расположенного с внешней стороны резервуара, который может быть выполнен без вывода резервуара из эксплуатации.
4.3.12 При текущем ремонте ЖБР выполняются следующие виды работ:
- ремонт кровли резервуара нанесением торкрет-раствора, торкрет-бетона или укладкой бетона по арматурной сетке (армирование конструктивное), а также защита бетона путем пропитки его или покраски различными составами;
- набивка сальников задвижек;
- ремонт заземления;
- замена кассет на огневых предохранителях.
Таблица 3 - Карта технического обслуживания резервуара со стационарной крышей
| Наименование объекта | Сроки проведения работ | Перечень работ |
|
| 1 | 2 |
3 | |
| 1. Резервуар в целом | Ежедневно в светлое время суток |
Проверить визуально внешнее состояние. Обратить внимание на сварные вертикальные и горизонтальные швы нижних поясов, окрайки днища | |
| 2. Дыхательный клапан | Не реже: 2 раз в месяц в весенне-летний период; 1 раза в неделю в осеннезимний период |
Седла тарелок очистить от окиси металла, грязи и пр., что препятствует клапанам свободно перемещаться вверх и вниз. Тарелки клапанов несколько раз повернуть, прижимая их к седлу. Не допускать заедания, примерзания клапанов, обмерзания предохранительных сеток, закрывающих наружные отверстия дыхательных клапанов | |
| 3. Огневой предохранитель на резервуаре | Не реже: 1 раза в месяц в весеннелетний период | Снять крышку огневого предохранителя, проверить исправность и чистоту пакетов, удалить с них пыль, проверить плотность крышки и фланцевых соединений, правильность расположения пластин или гофрированной и плоской металлических лент в пакете |
|
| 4. Предохранительный клапан | Не реже: 2 раз в месяц в весенне-летний период; 1 раза в 10 дней в осеннезимний период | Проверить качество и паспортный уровень масла, горизонтальность колпака, чистоту сетчатой перегородки. При снижении уровня жидкости в гидрозатворе долить жидкость той же марки. При обнаружении удалить с внутренней поверхности колпака снег, лед, иней |
|
| 5. Люки: световой, люк-лаз | Не реже 1 раза в месяц |
Проверить визуально наличие прокладок и затяжку болтов фланцевых соединений | |
| 6. Уровнемер | Каждый раз перед пользованием, но не реже 1 раза в месяц | Проводить контрольную проверку правильности показаний прибора в соответствии с инструкцией завода-изготовителя | |
| 7. Перепускное устройство | Не реже 2 раз в месяц |
Проверить плавность открытия-закрытия вентиля | |
| 8. Сифонный кран | Не реже 2 раз в месяц | Проверить отсутствие течи в сальниках крана, поворот крана должен быть плавным, без заеданий; в нерабочем состоянии приемный отвод должен находиться в горизонтальном положении | |
| 9. Приемо-раздаточные патрубки |
Каждый раз при приеме-отпуске, но | Проверить герметичность сварных швов | |
|
не реже 2 раз в месяц | ||
| 10. Системы пенотушения | Сроки и порядок технического обслуживания систем пожаротушения осуществляется в соответствии с нормативными документами ГУГПС МВД России | |
| 11. Г енератор пены ГПСС | 1 раз в месяц 1 раз в год | Проверить состояние уплотнений монтажного фланца и растворопровода; внешний вид генератора; состояние рычажной системы; состояние защитной сетки Проверка срабатывания ручного привода; промывка и чистка сеток кассеты; промывка, чистка и смазка шарнирных соединений; промывка и чистка распылителя; выявление и исправление мест коррозии и отслаивания покрытий; проверка состояний контактных поверхностей деталей из цветных металлов; проверка уплотнения выходного отверстия генератора на герметичность |
| 12. Лестница шахтная | Перед пользованием, но не реже 1 раза в месяц | Следить за исправностью, не допускать загромождения посторонними предметами, не допускать присутствия наледи в осенне-зимний период |
| 13. Основание и фундамент |
В первые 4 года эксплуатации - 1 раз в год; в последующие - 1 раз в 5 лет или при диагностике | Следить за осадкой основания, проводить нивелирование окрайки днища Проводить нивелирование окрайки днища |
| 14. Система размыва донных отложений | В соответствии с инструкцией по ее эксплуатации |
Контрольный пуск с целью проверки целостности и пропускной способности системы |
Таблица 4 - Карта технического обслуживания резервуара с понтоном
|
Наименование объекта | Сроки проведения работ | Перечень работ |
| 1 | 2 | 3 |
| 1. Резервуар в целом и его оборудование |
Те же, что и для резервуара со стационарной крышей за исключением дыхательной арматуры | |
| 2. Понтон стальной с открытыми отсеками | 2 раза в год |
Проверить наличие нефти на поверхности понтона |
| 3. Вентиляционный патрубок с огневым предохранителем | 2 раза в год | Проверить целостность кассеты огневого предохранителя, плотность прилегания кассеты к прокладке в корпусе, плотность и непроницаемость корпуса огневого предохранителя и фланцевых соединений. Очистить от пыли. При температуре наружного воздуха ниже 0 °С огневые предохранители необходимо снять |
Таблица 5 - Карта технического обслуживания резервуара с плавающей крышей
|
Наименование объекта | Сроки проведения работ | Перечень работ |
| 1 | 2 | 3 |
| 1. Резервуар в целом | Ежедневно |
Те же, что и для резервуара со стационарной крышей |
| 2. Кольцо жесткости | 2 раза в год | Проверить визуально внешнее состояние |
| 3. Дополнительные кольца жесткости |
2 раза в год | Проверить визуально внешнее состояние |
| 4. Плавающая крыша Центральная часть | Ежедневно, в светлое время | Проверить наличие отпотин или нефти |
| 5. Короба плавающей крыши | 1 раз в квартал | Открыть крышки люков всех коробов и отсеков между коробами и проверить наличие отпотин или нефти в коробах |
| 6. Люк световой | 1 раз в месяц |
Проверить визуально наличие прокладок и затяжку болтов фланцевых соединений |
| 7. Лестница шахтная Площадка - Переход |
Перед пользованием, но не реже 1 раза в месяц | Проверить исправность, не допускать загрязнения, загромождения посторонними предметами, присутствия наледи в осенне-зимний период |
| 8. Лестница катучая |
Каждую смену или перед каждым заполнением-опорожнением |
Обратить внимание на состояние верхнего узла вращения |
| 9. Ферма опорная | 1 раз в неделю |
Зимой обращать внимание на образование наледи, своевременно удалять ее |
| 10. Водоспуск |
Ежедневно | Открыть задвижку водоспуска на несколько витков и убедиться в отсутствии выхода нефти из открытого |
| крана водоспуска | ||
| 11. Ливнеприемник | Ежедневно | Проверить техническое состояние сетки ливнеприемника. По мере засорения сетки очищать ее от пыли, грязи, зимой - от обледенений |
| 12. Огневой предохранитель | 1 раз в месяц | Проверить целостность кассеты огневого предохранителя, плотность прилегания кассеты к прокладке в корпусе, плотность и непроницаемость корпуса огневого предохранителя и фланцевых соединений. При температуре наружного воздуха ниже 0 °С огневые предохранители необходимо снять |
| 13. Затвор у направляющей стойки |
2 раза в год | Проверить степень износа трущихся поверхностей |
| 14. Затвор уплотняющий | 2 раза в год |
Проверить техническое состояние мембраны, пружин и рычагов затвора, степень износа трущихся частей затворов. Обратить внимание на плотность прилегания затвора к стенке резервуара. Не допускать скопления пыли и грязи на щитке затвора |
Таблица 6 - Карта технического обслуживания железобетонных резервуаров
|
Наименование объекта | Сроки проведения работ | Перечень работ |
| 1 | 2 | 3 |
| 1. Резервуар в целом | Ежедневно |
Осмотр покрытия и состояния обсыпки резервуара, проверка наличия нефти в дренажных колодцах, камере управления задвижками |
| 2. Люк-лаз, световые люки | 1 раз в месяц (без вскрытия люков) |
Проверять визуально наличие прокладок и затяжку болтов фланцевых соединений (герметичность фланцевых соединений) |
| 3. Замерный люк |
Каждый раз при использовании, но не реже 1 раза в месяц | Следить за исправным состоянием шарнира (крышки) и прокладочных колец |
| 4. Дыхательный клапан | Не реже: 2 раз в месяц в весенне-летний период; 1 раза в неделю в осенне-зимний период |
То же, что для резервуаров РВС (таблица 4) |
| 5. Огневой предохранитель на резервуаре | 1 раз в месяц в весенне-летний период; 2 раза в месяц в осенне-зимний период | То же, что для резервуаров РВС (таблица 4) |
| 6. Предохранительный клапан | 2 раза в месяц в весенне-летний период; 1 раз в 10 дней в осенне-зимний период | То же, что для резервуаров РВС (таблица 4) |
|
7. Уровнемер | Каждый раз перед пользованием, но не реже 1 раза в месяц | Проводить контрольную проверку правильности показаний прибора в соответствии с инструкцией завода-изготовителя |
| 8. Зачистное устройство для удаления подтоварной воды (погружной насос и др.) | Не реже 2 раз в месяц |
Пробные пуски двигателя насоса |
| 9. Система размыва и предотвращения накоплений донных отложений | В соответствии с инструкцией по их эксплуатации |
Контрольный пуск с целью проверки целостности и пропускной способности системы |
| 10. Водяной экран | В период положительных температур контроль за уровнем воды проводить не реже 2 раз в неделю |
Уровень водяного экрана должен постоянно поддерживаться на проектной отметке |
| 11. Лестница наружная | Ежедневно |
Проверять визуально внешнее состояние лестницы, отсутствие наледи в осенне-зимний период |
| 12. Приемо-раздаточные трубопроводы в камере управления Задвижки |
Ежедневно Ежедневно |
Проверять визуально внешнее состояние Проверять визуально внешнее состояние, герметичность сальниковых уплотнений |
| 13. Приемо-раздаточное устройство (приемораздаточный патрубок, хлопуша, донный клапан и механизм управления ими) | Не реже 1 раза в месяц | Проверка исправности механизма управления донным клапаном |
| 14. Осадка резервуара |
2 раза в год в первые 5 лет эксплуатации, далее 1 раз в 5 лет |
Проверка осадки резервуара проводится нивелировкой покрытия в точках, указанных в журнале регистрации нивелирных отметок |
| 15. Откосы обсыпки |
Ежедневно в весенне-летний период | Проверка целостности растительного покрытия обсыпки |
Железобетонный резервуар с плавающей крышей ЖБРПК Кольцо жесткости, плавающая крыша (центральная часть), короба плавающей крыши, люк световой, лестница катучая, ферма опорная, водоспуск, ливнеприемник, огневой
| предохранитель, затвор у направляющей стойки, затвор уплотняющий - так же, как и для РВСПК (таблица 6)_|
4.4 Особенности обслуживания резервуаров с высокосернистой нефтью
4.4.1 При перекачке и хранении в резервуарах высокосернистой нефти необходимо учитывать возможность выделения сероводорода, образования и накопления пирофорных отложений, способных к самовозгоранию при невысоких температурах.
4.4.2 Резервуары, в которых хранятся высокосернистые нефти, должны подвергаться периодическим осмотрам, диагностированию и ремонту по отдельному графику, утвержденному главным инженером филиала предприятия.
4.4.3 В резервуарах с высокосернистыми нефтями патрубки дыхательной арматуры, клапаны, световые люки должны согласно графику очищаться от пирофорных отложений и продуктов коррозии для предупреждения самовозгорания пирофорных отложений.
4.4.4 Резервуары с высокосернистой нефтью должны быть оборудованы стационарными уровнемерами. Ручной замер уровня и отбор пробы допускаются при соблюдении правил охраны труда при работе с высокосернистыми нефтями.
4.4.5 При необходимости замера уровня и отбора проб через замерный люк, а также при дренировании воды операторы должны быть в фильтрующих противогазах.
4.4.6 Резервуары с высокосернистыми нефтями должны иметь внутренние защитные покрытия от коррозии.
4.4.7 Перед очисткой освобожденного от высокосернистой нефти резервуара необходимо провести его пропарку.
4.4.7.1 При проведении работ с высокосернистыми нефтями для обеспечения безопасности очищаемую поверхность следует содержать во влажном состоянии в соответствии с ППР на очистку.
4.4.7.2 Пропарку РВС следует проводить при закрытом нижнем люке резервуара, а конденсат дренировать в канализацию.
После окончания работы необходимо взять пробу воздуха для анализа на содержание в нем опасных концентраций нефтяных паров и газов, проба из РВС отбирается через нижний люк.
4.4.7.3 Пропарку ЖБР следует проводить подачей пара через верхние люки.
4.4.8 Пирофорные отложения, извлеченные из резервуара, поддерживаются в увлажненном состоянии, обезвреживаются в специальных установках или размещаются в отведенных местах, согласованных с территориальными органами санэпиднадзора и органами, специально уполномоченными в области охраны окружающей среды и экологической безопасности. Размещение отходов выполняется в соответствии с действующим законодательством по охране окружающей природной среды и экологической безопасности.
4.5 Обслуживание средств измерения уровня отбора проб нефти
4.5.1 Обслуживание средств измерения уровня нефти и отбора проб в резервуаре выполняется в соответствии с инструкциями по эксплуатации этих средств.
4.5.2 Устройства учета и отбора проб должны подвергаться контролю технического состояния с периодичностью, установленной технической документацией на указанное средство.
4.5.3 О результатах контроля технического состояния делается запись в журнале текущего обслуживания резервуара. О всех замеченных недостатках должно быть сообщено руководству с одновременным принятием соответствующих мер и обязательной записью в журнале.
4.5.4 Конструкция используемых средств измерения уровня и отбора проб должна предусматривать возможность проверки их работоспособности без
демонтажа и освобождения резервуара от нефти.
4.5.5 Средства измерений должны быть в исправном состоянии и поверены.
4.5.6 В целях обеспечения нормальной работы приборов учета резервуары должны систематически очищаться от пирофорных отложений, высоковязких
остатков, минеральных загрязнений, ржавчины, воды.
4.5.7 При отборе проб нельзя допускать разлив нефти. В случае разлива нефти ее следует удалить. Запрещается оставлять на кровле резервуара ветошь, паклю, посторонние предметы.
4.5.8 Водочувствительные ленты, применяемые для измерения уровня подтоварной воды, должны храниться в плотно закрытых футлярах, пересыпанные тальком или мелом. Качество ленты следует систематически проверять.
4.6 Предотвращение накопления и размыв донных отложений
4.6.1 В целях предотвращения накопления на днище резервуара осадков, а также для их удаления должны устанавливаться, размывающие системы -винтовые устройства.
4.6.2 Эксплуатация систем предотвращения накопления донных отложений должна проводиться в соответствии с технической документацией.
4.6.3 Размыв осадка проводится по графикам, утвержденным главным инженером филиала предприятия.
4.6.4 Все работы по размыву донных отложений (подготовка резервуара, контроль за ходом размыва, качеством откачиваемой нефти в смеси с размытыми донными отложениями) должны выполняться в соответствии с «Инструкцией по размыву донных отложений на НПС», утвержденной главным инженером филиала предприятия.
После окончания размыва донных осадков нефть следует откачать до минимально допустимого технологического (рабочего) уровня взлива.
4.6.5 По окончании размыва осадка и откачки нефти из резервуара необходимо провести замер высоты донных осадков в установленных точках. При неудовлетворительных результатах цикл размыва следует повторить.
4.6.6 Результаты измерений высоты донных осадков следует занести в журнал учета наличия и размыва донных осадков.
4.7 Дренирование подтоварной воды
4.7.1 На НПС, оснащенных очистными сооружениями или имеющих возможность очистки сточных вод, подтоварная вода, образующаяся в резервуарах при отстое нефти, должна периодически отводиться в производственную канализацию.
4.7.2 Частота дренирования подтоварной воды зависит от содержания воды в нефти, режима работы резервуаров (для резервуаров, работающих в режиме «прием-сдача», - перед проведением каждого измерения).
4.7.3 При удалении подтоварной воды необходим контроль за ее стоком. Не допускается вытекание нефти.
4.7.4 Измерение уровня подтоварной воды проводится в соответствии с требованиями 3.5.4.6.7.
4.7.5. Подтоварная вода из РВС удаляется через сифонный кран.
Сифонный кран необходимо осматривать при каждом дренировании подтоварной воды. При этом проверяется отсутствие течи в сальниках крана. Поворот крана должен быть плавным, без заеданий. В нерабочем состоянии приемный отвод должен находиться в горизонтальном положении.
4.7.6 Удаление подтоварной воды из ЖБР проводится погружным насосом, который монтируется на люке покрытия резервуара, или другими средствами.
4.8 Контроль за осадкой основания резервуаров
4.8.1 Для обеспечения надежной работы резервуаров в процессе эксплуатации необходимо осуществлять контроль за осадкой основания резервуаров.
4.8.2 Контроль за осадкой основания РВС заключается в нивелировании окрайки днища по наружному периметру резервуара в процессе его эксплуатации. По результатам нивелирования составляются акты (Приложения К, Л).
4.8.3 В первые четыре года эксплуатации нивелирование должно проводиться ежегодно в абсолютных отметках окрайки днища или верха нижнего пояса не менее чем в восьми точках, но не реже чем через 6 м. В последующие годы систематически (не реже одного раза в 5 лет) должно проводиться контрольное нивелирование.
4.8.4 Нивелировку окрайки днищ стальных вертикальных резервуаров необходимо проводить через 6 м по точкам, совпадающим в большинстве случаев с вертикальными швами нижнего пояса резервуара, если листы нижнего пояса имеют длину 6 м.
Обход резервуара должен быть по часовой стрелке.
Точки должны быть отмечены краской красного цвета с указанием номера точки.
4.8.5 У резервуаров в первые четыре года эксплуатации (до стабилизации осадки основания) отклонения от горизонтальности наружного контура днища резервуара не должны превышать величин, указанных в РД 08-95-95.
4.8.6 У резервуаров, находящихся в эксплуатации более 4 лет, допускаемые отклонения не должны превышать величин, указанных в РД 08-95-95.
4.8.7 Для получения достоверных величин осадки резервуара перед нивелированием необходимо проводить поверки геодезического инструмента, систематически следить за состоянием реперов, марок на запорной арматуре и лестнице, а также за разметкой точек нивелирования на резервуаре.
4.8.8 При нивелировании окрайки днища обязательно должны нивелироваться фундамент лестницы и фундаменты под запорную арматуру приемных технологических трубопроводов.
4.8.9 Необходимость вывода резервуара из эксплуатации при возникновении предельных величин осадки основания устанавливается комиссией, назначаемой ОАО МН.
4.8.10 За осадкой ЖБР устанавливается контроль путем нивелировки покрытия ЖБР.
Неравномерность осадки покрытия (основания) резервуаров должна быть не выше допустимых пределов:
- между центральной точкой покрытия и точками покрытия над стенкой: в цилиндрических резервуарах - 0,0006R, но не более 25 мм;
- между смежными колоннами - 0,0008L, но не более 5 мм, где R - радиус цилиндрического резервуара, м;
L - расстояние между смежными колоннами, м.
4.8.11 Нивелировка покрытия в точках, указанных в журнале регистрации нивелирных отметок, проводится 2 раза в год в первые 5 лет эксплуатации, в последующие годы, после стабилизации основания, нивелировку покрытия следует проводить не реже 1 раза в 5 лет. Нивелирование проводится организацией, имеющей лицензию на проведение данного вида работ. Результаты нивелирования оформляются документально (акты, заключения и пр.).
4.8.12 Для измерения осадки основания ЖБР на территории предприятия должны быть установлены глубинные реперы, закладываемые по индивидуальным проектам ниже глубины промерзания грунта.
4.9 Обслуживание задвижек, трубопроводов обвязки резервуаров, газоуравнительной системы
4.9.1 Техническое обслуживание трубопроводов обвязки резервуаров, находящихся внутри обвалования, и отсекающих задвижек проводится в составе обслуживания оборудования НПС в соответствии с «Правилами устройств и безопасной эксплуатации технологических трубопроводов» и РД 153-33 ТН-008-96 «Руководство по организации эксплуатации и технологии технического обслуживания и ремонта оборудования и сооружений нефтеперекачивающих станций».
4.9.2 Обслуживание ГУС должно проводиться в соответствии с «Типовой инструкцией по эксплуатации газоуравнительных систем резервуарных парков магистральных нефтепроводов».
4.9.3 Техническое обслуживание газоуравнительной системы должно обеспечивать герметичность системы и заданную пропускную способность.
4.9.4 Периодичность осмотров ГУС должна быть не реже двух раз в месяц при положительных значениях температуры воздуха и не реже одного раза в неделю - при отрицательных. При осмотре ГУС проверяются:
- герметичность элементов системы;
- состояние наземных газопроводов, их опор и оборудования;
- работа дыхательных клапанов;
- исправность заземляющих устройств;
- отсутствие конденсата в дренажных устройствах;
- работа задвижек на открытие-закрытие.
4.9.5 При выполнении ремонтных работ необходимо соблюдать следующие требования:
- производство ремонта газоуравнительной системы должно осуществляться только при наличии наряда-допуска с указанием в нем очередности проводимых операций ремонта и мер безопасности;
- при работах, связанных с временным разъединением трубопроводов или снятием оборудования с газоуравнительной системы, следует предварительно с помощью винтовых зажимов устанавливать на разъемах перемычки - токоотводы из стали сечением не менее 35 мм2;
- работы, связанные с ремонтом трубопроводов, задвижек и другой арматуры на газоуравнительной системе, должны проводиться на предварительно отглушенном участке газопровода.
4.10 Обслуживание производственной канализации
4.10.1 Приемные колодцы производственной канализации, расположенные внутри обвалования, должны иметь хлопуши с тросовым управлением, выведенным за обвалование резервуаров. В нормальном положении хлопуша закрыта. Исправность хлопуш необходимо проверять не реже одного раза в квартал.
В каждом гидравлическом затворе слой воды должен быть не менее 0,25 м. Исправность гидрозатворов и уровень в них воды необходимо проверять 1 раз в месяц.
4.10.2 Осмотр производственной канализации должен осуществляться не реже одного раза в месяц.
4.10.3 Для сохранения пропускной способности канализационных сетей резервуарного парка необходимо осуществлять их очистку не реже одного раза в год.
4.10.4 По данным осмотра по необходимости составляется дефектная ведомость на проведение ремонта канализационной сети.
4.11.1 Обвалование резервуаров РВС должно содержаться в соответствии с требованиями раздела 16 настоящих «Правил...».
4.11.2 При проведении ремонта необходимо устраивать проезды через обвалование путем подсыпки грунта для транспортирования тяжелого оборудования или материалов к резервуарам РВС.
4.11.3 При нарушении обвалования в связи с работами по прокладке или ремонту коммуникаций по окончании этих работ оно должно быть восстановлено. Эксплуатация резервуаров с разрушенным обвалованием не допускается.
4.11.4 Котлованы и траншеи, вырытые при ремонте, должны быть засыпаны и спланированы по окончании работ. Такие котлованы или траншеи должны быть ограждены и в ночное время освещены.
4.11.5 Места разлива нефти следует немедленно зачищать путем снятия слоя земли толщиной, превышающей на 1-2 см глубину проникновения в грунт нефти. Выбранный грунт должен быть удален в специально отведенное место, а образовавшаяся выемка засыпана свежим фунтом или песком.
4.11.6 Территория резервуарного парка должна быть спланирована и своевременно очищена от мусора, сухой травы и листьев. В летнее время трава должна быть вывезена в сыром виде с территории резервуарного парка. В зимний период необходимо своевременно расчищать от снега дорожки и пожарные проезды на территории резервуарного парка.
4.11.7 Откосы обсыпки ЖБР должны быть покрыты растительным слоем, предотвращающим размыв земляной обсыпки поверхностными водами.
С территории резервуарного парка или отдельно стоящего ЖБР должен быть обеспечен организованный отвод дождевых вод.
4.11.8 Обсыпка ЖБР должна постоянно содержаться в полной исправности. При нарушении обсыпки в связи с ремонтами и другими работами по окончании их обсыпка должна быть восстановлена.
4.11.9 Запрещается загромождение покрытия резервуаров посторонними предметами и демонтированным оборудованием.
4.11.10 Временная статическая нагрузка на покрытие ЖБР не должна превышать допускаемого проектом значения. Наезд на покрытие резервуара какой-либо подвижной нагрузки (грузовой или пожарной машины, бульдозера, трубоукладчика и т.п.) категорически запрещается.
4.12 Подготовка резервуаров, оборудования, объектов резервуарного парка к эксплуатации в зимний и летний периоды года
4.12.1 При подготовке резервуаров к работе в зимний и летний периоды должен быть разработан перечень мероприятий, который утверждается руководством предприятия.
4.12.2 При подготовке резервуаров к работе в зимний период необходимо:
- удалить воду с поверхности плавающей крыши и с покрытия резервуаров ЖБР с водяным экраном;
- сифонные краны промыть нефтью и повернуть в нерабочее положение и, при необходимости утеплить;
- слить воду с кольца орошения;
- проверить и подготовить дыхательную и предохранительную арматуру, уровнемеры и пробоотборники, демонтировать кассеты огневых предохранителей;
- выполнить ревизию подвижных частей гидрозатвора уровнемера непрерывного измерения уровня нефти, заполнить гидрозатвор незамерзающей жидкостью, утеплить гидрозатвор и уровнемер.
4.12.3 Предохранительный гидравлический клапан на зиму необходимо залить незамерзающей жидкостью.
4.12.4 Необходимо проверить работу дыхательных клапанов, плотность прилегания тарелки клапана к седлу.
4.12.5 Необходимо проверить устойчивость и исправность лестниц, поручней, ограждений площадок на крыше резервуара.
4.12.6 При подготовке канализационной сети к зиме необходимо провести ревизию сбросовых коллекторов, запорной арматуры, оборудования, задвижек, колодцев.
4.12.7 При накоплении снега на плавающей крыше во избежание перекоса необходимо очищать ее от снега.
4.12.8 При примерзании кольцевого затвора к стенке резервуара с плавающей крышей его следует отрывать при помощи не образующих искру металлических пластин или деревянных клиньев, сняв предварительно защитный щиток затвора на примерзшем участке, или путем отогревания примерзших участков паром с наружной стороны, или путем циркуляции теплой нефти в резервуаре.
4.12.9 При подготовке к весенне-летнему периоду резервуарные парки и отдельно стоящие резервуары, расположенные в зоне возможного затопления во время паводка, должны быть заблаговременно к нему подготовлены, обвалования и ограждения восстановлены и, при необходимости, наращены.
4.12.10 При подготовке к весенне-летнему периоду эксплуатации на резервуарах следует выполнить ревизию дыхательных и предохранительных клапанов, установить кассеты огневых предохранителей.
5 СИСТЕМЫ ЗАЩИТЫ РЕЗЕРВУАРОВ И ИХ ОБСЛУЖИВАНИЕ
5.1.1 Резервуарные парки или отдельно стоящие резервуары для товарной нефти (далее резервуары) должны быть защищены от прямых ударов молнии, электростатической и электромагнитной индукции, заноса высоких потенциалов устройствами молниезащиты, выполненными в соответствии с требованиями действующей НТД.
5.1.2 Устройства молниезащиты должны быть приняты и введены в эксплуатацию до начала заполнения резервуара нефтью. При этом оформляется и передается заказчику исполнительная документация.
5.1.3 Для резервуарных парков при общей вместимости группы резервуаров более 100 тыс. м защиту от прямых ударов молнии следует, как правило, выполнять отдельно стоящими молниеотводами.
5.1.4 В качестве заземлителей защиты резервуаров от прямых ударов молнии необходимо применять искусственные заземлители, проложенные в земле и размещенные не реже чем через 50 м по периметру основания резервуара, к которым должен быть присоединен корпус резервуара (число присоединений -не менее двух в диаметрально противоположных точках).
5.1.5 На резервуарах РВСП и РВСПК для защиты от электростатической индукции необходимо устанавливать не менее двух гибких стальных перемычек между плавающей крышей или понтоном и корпусом резервуара.
5.1.6 Защита от заноса высокого потенциала по подземным и наземным металлическим коммуникациям осуществляется присоединением их на вводе в резервуар к заземлителям.
Ввод линий электропередачи, сетей сигнализации должен осуществляться только кабелями длиной не менее 50 м с металлической броней или оболочкой или кабелями, проложенными в металлических трубах и коробах.
2
5.1.7 Стержневые молниеприемники должны быть изготовлены из стали любой марки сечением не менее 100 мм и длиной не менее 200 мм и защищены от коррозии оцинкованием, лужением или окраской. Тросовые молниеприемники должны быть выполнены из стальных многопроволочных канатов
сечением не менее 35 мм2.
5.1.8 Соединения молниеприемников с токоотводами и токоотводов с заземлителями должны выполняться сваркой или болтовыми соединениями с переходным сопротивлением не более 0,05 Ом.
5.1.9 При наличии стержневых и тросовых молниеотводов каждый токоотвод присоединяется к искусственному заземлителю, состоящему из 3-х и более вертикальных электродов длиной не менее 3 м, объединенных горизонтальным электродом, при расстоянии между вертикальными электродами не менее 5 м. Токоотводы и заземлители выбираются в соответствии с требованиями действующей НТД.
5.1.10 При эксплуатации устройств молниезащиты должен осуществляться систематический контроль за их техническим состоянием. В график плановопредупредительных работ должно входить техническое обслуживание этих устройств. В случае выявления механических повреждений и износа устройств молниезащиты следует производить текущий или капитальный ремонт.
5.1.11 Проверка состояния устройств молниезащиты должна проводиться 1 раз в год перед началом грозового сезона.
Проверке подлежат целостность и защищенность от коррозии доступных обзору частей молниеприемников и токоотводов и контактов между ними, а также значение сопротивления току промышленной частоты заземлителей отдельно стоящих молниеотводов. Это значение не должно превышать результаты соответствующих замеров на стадии приемки более чем в пять раз. При превышении сопротивления заземлений более чем в пять раз по сравнению с замерами в период приемки заземление подлежит ревизии (и ремонту, при необходимости).
5.1.12 Цель ревизии заключается в следующем:
- выявить элементы, требующие замены или усиления из-за механических повреждений;
- проверить надежность электрической связи между токоведущими элементами (мест сварки и болтовых соединений);
- определить степень разрушения коррозией отдельных элементов молниезащиты и принять меры по восстановлению антикоррозионной защиты и усилению элементов, поврежденных коррозией.
5.1.13 На основании ревизий определяется необходимый объем ремонтных работ по системе молниезащиты, которые должны быть закончены к началу грозового периода года. Мелкие текущие ремонты устройств молниезащиты можно проводить во время грозового периода года, капитальные ремонты -только в негрозовой период.
5.1.14 Результаты ревизий молниезащитных устройств, проверочных испытаний заземляющих устройств, проведенных ремонтов необходимо заносить в журнал эксплуатации молниезащиты и устройств защиты от статического электричества.
5.1.15 Лица, проводящие ревизию молниезащиты, должны составлять акт осмотра и проверки с указанием обнаруженных дефектов. Ответственность за исправное состояние молниезащиты несет служба главного энергетика.
5.2.1 Система пожаротушения резервуаров и резервуарных парков является составной частью системы пожаротушения НПС.
5.2.2 Требования к системе пожарной безопасности и системам пожаротушения должны соответствовать Закону «О пожарной безопасности», ГОСТ
12.1.004 «Пожарная безопасность», Ш1Б 01-93* «Правила пожарной безопасности в Российской Федерации», «Правилам пожарной безопасности при эксплуатации магистральных нефтепродуктопроводов», СНиП 2.11.03 «Склады нефти и нефтепродуктов. Противопожарные нормы», «Рекомендациям по проектированию системы подслойного пожаротушения нефти в стальных вертикальных резервуарах», «Рекомендациям по проектированию автоматической системы подслойного пожаротушения нефти в железобетонных резервуарах и стальных вертикальных резервуарах со стационарной и плавающей крышей на объектах АК «Транснефть» и другим НТД.
5.2.3 Системы автоматического пожаротушения и сигнализации, установленные и введенные в эксплуатацию в резервуарных парках, должны соответствовать требованиям СНиП 2.04.09 и проектной документации.
5.2.4 Приемные станции и узлы управления следует размещать в соответствии с требованиями СНиП 2.04.09 в помещениях с круглосуточным обслуживающим персоналом.
5.2.5 В резервуарных парках применяется пожаротушение воздушно-механической пеной средней и низкой кратности. Технические требования на пенообразователи приведены в ГОСТ Р 50588.
5.2.6 Работы по ТОР системы (установок) пожаротушения и установок пожарной автоматики должны осуществляться в соответствии с ВППБ 01-05-99 «Правила пожарной безопасности при эксплуатации магистральных нефтепроводов ОАО «АК «Транснефть», РД 009-02-95 «Системы пожарной автоматики. Техническое обслуживание и планово-предупредительный ремонт» и другими действующими НД.
5.2.7 Все виды работ по ТОР системы (установок) пожаротушения должны выполняться специалистами НПС, прошедшими соответствующую подготовку, а в отдельных случаях - на договорной основе организациями, имеющими лицензию органов управления Государственной противопожарной службы (ГПС) на право выполнения работ по наладке и техническому обслуживанию установок пожаротушения.
5.2.8 Лиц, ответственных за техническое обслуживание систем пожаротушения, руководители эксплуатирующих предприятий назначают приказом по НПС (с записью в должностных инструкциях).
5.2.9 Установки пожарной автоматики должны постоянно находиться в дежурном режиме работы. Руководитель, ответственный за эксплуатацию систем пожаротушения, несет ответственность за техническое состояние, отказы и срабатывания пожарной автоматики.
В процессе эксплуатации запрещаются отключение установки пожарной автоматики, перевод из режима автоматического управления на ручной пуск или кратковременный вывод из эксплуатации в период проведения плановопредупредительных или иных ремонтных работ.
Внесение изменений в систему пожаротушения должно быть согласовано с проектной организацией или Государственной противопожарной службой МВД.
5.2.10 Решение о переводе автоматической установки пожаротушения в режим ручного пуска должно быть согласовано с пожарной охраной объекта.
5.3 Система защиты резервуаров от статического электричества
5.3.1 Выполнение требований по электростатической искроопасности обеспечивается регламентированием показателей по ГОСТ Р 12.1.018, применением средств защиты от статического электричества в соответствии с ГОСТ 12.4.124, требованиями и мероприятиями в соответствии с «Правилами защиты от статического электричества в производствах химической, нефтехимической и нефтеперерабатывающей промышленности».
5.3.2 Для обеспечения электростатической искробезопасности резервуаров необходимо:
- заземлить все электропроводные узлы и детали резервуаров;
- исключить процессы разбрызгивания и распыления нефти;
- ограничить скорости истечения нефти при заполнении резервуаров и размыве донных отложений допустимыми значениями.
5.3.3 Заземляющие устройства для защиты от статического электричества следует, как правило, объединять с заземляющими устройствами для электрооборудования или молниезащиты.
Величина сопротивления заземляющего устройства, предназначенного исключительно для защиты от статического электричества, допускается до 100 Ом.
5.3.4 Железобетонный резервуар считается электростатически заземленным, если сопротивление в любой точке его внутренней и внешней поверхностей
7
относительно контура заземления не превышает 10 Ом. Измерения этого сопротивления должны производиться при относительной влажности окружающего воздуха не выше 60 %, причем площадь соприкосновения измерительного электрода с заземляемой поверхностью не должна превышать 20 см2; при измерениях электрод должен располагаться в точках поверхности резервуара, наиболее удаленных от точек контакта этой поверхности с заземленными металлическими элементами.
5.3.5 Заземление заглубленного ЖБР должно быть выполнено путем заземления его арматуры.
5.3.6 Технологические трубопроводы и оборудование, расположенные в резервуарном парке и на резервуарах, должны представлять собой на всем протяжении непрерывную электрическую цепь, которая должна быть присоединена к контуру заземления не менее чем в двух местах.
5.3.7 Плавающая крыша или понтон резервуара должны быть соединены с корпусом резервуара гибкими металлическими перемычками. При этом число перемычек должно быть не менее двух. Если понтон изготовлен из диэлектрика, защита должна осуществляться по специальному проекту.
5.3.8 Во избежание опасности искровых разрядов наличие на поверхности нефти незаземленных электропроводных плавающих предметов не допускается. При применении поплавковых или буйковых уровнемеров их поплавки должны быть изготовлены из электропроводного материала и при любом положении иметь надежный контакт с заземлением.
Применение неэлектропроводных плавающих устройств и предметов, предназначенных для уменьшения потерь нефти от испарения, допускается только по согласованию со специализированной организацией, занимающейся защитой от статического электричества в данной отрасли.
5.3.9 При начале заполнения порожнего резервуара нефть должна подаваться в него со скоростью не более 1 м/с до момента затопления приемораздаточного патрубка в резервуаре без понтона или плавающей крыши и до всплытия плавающей крыши или понтона в резервуарах с плавающей крышей и понтоном. При дальнейшем заполнении резервуара допустимые скорости поступления нефти должны быть не более величин указанных в таблице 3.
5.3.10 Во избежание искрообразования ручной отбор проб и (или) измерение уровня нефти через замерный люк выполнять не ранее чем через 10 минут
после прекращения операции закачки (откачки).
При этом устройства для проведения измерений должны быть изготовлены из токопроводящих материалов с удельным объемным электрическим сопротивлением меньше 105 Ом-м и заземлены.
5.3.11 На каждое заземляющее устройство должен быть заведен паспорт. В первые два года эксплуатации необходимо следить за осадкой грунта над
заземляющими устройствами. При осадке грунт нужно досыпать и тщательно утрамбовывать.
5.3.12 Обслуживание устройств защиты от статического электричества должно проводиться согласно графику ППР.
Измерение электрических сопротивлений заземляющих устройств для защиты от статического электричества должно производиться не реже одного раза
в год в период наименьшей проводимости грунта (летом - при наибольшем просыхании или зимой - при наибольшем промерзании почвы).
При текущем осмотре и ремонте защитных устройств необходимо проверить надежность электрической связи между токоведущими элементами, выявить подлежащие замене или усилению элементы защитных устройств и определить необходимые мероприятия по защите элементов этих устройств от коррозии.
5.3.13 Результаты проверочных испытаний, осмотров и ремонтов защитных устройств должны заноситься в журнал «Эксплуатации молниезащиты и устройств защиты от статического электричества». К журналу должны быть приложены исполнительные схемы системы молниезащиты и защиты от статического электричества и акты о выборочных вскрытиях и осмотрах заземляющих устройств.
5.3.14 Ответственность за исправное состояние устройств защиты резервуаров от статического электричества несет служба главного энергетика.
5.4 Система защиты резервуаров от коррозии
5.4.1 Способы защиты от коррозии резервуаров для нефти следует принимать по СНиП 2.03.11 в зависимости от степени агрессивного воздействия среды на конструкции, в том числе внутренних поверхностей конструкций резервуаров для нефти - с учетом требований ГОСТ 1510.
5.4.2 Методы защиты резервуаров от коррозии определяются проектом на антикоррозионную защиту.
5.4.3 Антикоррозионная защита осуществляется следующим образом:
- наружная поверхность корпуса, крыш стальных резервуаров и оборудование, установленное на них, а также наземные участки трубопроводов всех назначений - защитными антикоррозионными лакокрасочными покрытиями;
- наружная поверхность днища стальных резервуаров, подземные участки трубопроводов различного назначения - защитными покрытиями и средствами электрохимической защиты (станциями катодной защиты - СКЗ и протекторами);
- внутренняя поверхность днища, поверхность первого пояса корпуса стальных резервуаров, внутрирезервуарная обвязка системы размыва донных осадков - лакокрасочными и комбинированными покрытиями, установкой протекторов;
- внутренняя поверхность стальных резервуаров (крыша, верхние пояса корпуса) - лакокрасочными и комбинированными защитными покрытиями;
- поверхность железобетонных резервуаров - применением оклеечных материалов, пропиткой или покраской конструкции, использованием герметиков;
- арматура, приемо-раздаточные патрубки, донные клапаны, световые и лазовые люки и другое металлическое оборудование железобетонных резервуаров - применением лакокрасочных, металлических (цинковых и алюминиевых), комбинированных (лакокрасочных по металлизационному слою) покрытий, средств электрохимзащиты.
5.4.4 Оборудование, изделия и материалы, применяемые при монтаже электрохимической защиты, должны соответствовать спецификации проекта ЭХЗ, государственным стандартам или техническим условиям и иметь соответствующие сертификаты, технические паспорта.
5.4.5 Средства и установки электрохимической защиты должны быть поставлены комплектно в соответствии со спецификацией, указанной в проекте, и сопровождены документами, удостоверяющими соответствие указанных средств и установок их техническим условиям.
5.4.6 При пуске и опробовании средств и установок электрохимической защиты следует руководствоваться государственными стандартами, строительными нормами и правилами, нормативно-техническими документами по защите подземных сооружений от коррозии, а также требованиями технического проекта и рабочих чертежей на ЭХЗ.
5.4.7 Части установок ЭХЗ, которые размещены под землей, разрешается засыпать грунтом только после того, как они освидетельствованы, получено письменное согласие на их засыпку от представителя заказчика и оформлен двусторонний акт на скрытые работы.
Качество изоляции контактных соединений протекторных установок перед засыпкой грунтом должно быть проверено искровым дефектоскопом напряжением 20 кВ.
5.4.8 При защите внутренней поверхности резервуаров с помощью металлизации с последующим нанесением изоляционного материала установка протекторов может исключаться.
5.4.9 Техническое обслуживание и ремонт установок катодной защиты проводятся в соответствии с графиком планово-предупредительных ремонтов. Контроль за работой установок катодной защиты проводится в соответствии с ГОСТ Р 51164.
5.4.10 Техническое обслуживание протекторной защиты должно включать:
- контроль эффективности протекторной защиты;
- замену изношенных протекторов.
5.4.11 Контроль работы протекторной защиты наружной поверхности днища резервуара от почвенной коррозии необходимо проводить с помощью следующих электрических измерений:
- распределения потенциала «резервуар-грунт»;
- омического сопротивления цепи протекторных установок;
- силы тока протекторных установок.
5.4.12 Контроль работы протекторов, устанавливаемых на внутренней поверхности резервуара, заключается в периодических измерениях силы тока контрольных протекторов и групп протекторов.
5.4.13 Эффективность протекторной защиты проверяется измерением разности потенциалов «резервуар - электролит» и силы тока в цепи «протектор -резервуар». Разность потенциалов «резервуар - электролит» (днище - подтоварная вода) следует измерять предназначенными для подобных измерений приборами с помощью специального медносульфатного электрода сравнения.
5.4.14 Замену изношенных протекторов необходимо производить в соответствии с планом ремонтно-профилактических работ, утвержденным главным инженером предприятия и составленным с учетом срока службы протекторов и данных об их эксплуатации.
5.4.15 Для защиты от коррозии внутренней поверхности вертикальных стальных резервуаров могут быть использованы покрытия, имеющиеся сертификаты и разрешительные документы.
5.4.16 Запрещается допуск подрядчиков производства работ, не имеющих лицензий Госгортехнадзора России на данный вид деятельности.
5.4.17 Периодически визуальный контроль состояния наружного антикоррозионного покрытия проводится 1 раз в год (ГОСТ 1510).
5.4.18 Контроль состояния внутренней поверхности вертикальных стальных резервуаров осуществляется при проведении полного обследования в сроки согласно РД 08-95-95.
5.4.19 Качество лакокрасочного покрытия определяется проверкой адгезии (адгезия не менее 2 баллов - ГОСТ 15140) и замером толщины покрытия.
Дефекты покрытия, обнаруженные при периодических осмотрах, подлежат устранению.
5.5 Система предупреждений аварий и повреждений
5.5.1 Основными контролируемыми параметрами являются:
- предельные уровни нефти в резервуаре (нижний и верхний предельные уровни указываются в технологической карте резервуара);
- давление парогазовой смеси в резервуаре (рабочее давление избыточное - не более 2 кПа, вакуум - не более 0,25 кПа (согласно СНиП 2.09.03));
- уровень загазованности территории резервуарного парка за счет выбросов углеводородов из резервуаров, фланцевых соединений и т.д..
5.5.2 Для автоматического контроля предварительно устанавливаемого верхнего и нижнего предельных уровней нефти в резервуаре используют сигнализаторы уровня различных модификаций, основанных на поплавковом, ультразвуковом, радиоизотопном и других методах контроля.
5.5.3 При достижении максимального (минимального) аварийного уровня нефти в резервуаре на операторном щите появляется светозвуковой сигнал, обязывающий оператора совместно с диспетчером принять меры к снижению взлива (или прекращению откачки) до технологического верхнего (нижнего) уровня.
5.5.4 Абсолютная погрешность измерения и срабатывания сигнализаторов аварийного уровня не должна превышать ±10 мм.
5.5.5 Резервуарные парки в соответствии требованиям НТД оборудуются системами пожарной сигнализации.
5.5.6 Сигнал о загорании должен передаваться извещателями, установленными на крыше или стенке (по периметру) резервуара.
5.5.7 В качестве извещателей применяются извещатели пожарные, предназначенные для формирования сигнала при температуре контролируемой среды в резервуарах с нефтью, превышающей пороговую температуру срабатывания.
5.5.8 К ручным пожарным извещателям должен быть обеспечен свободный доступ, места их установки должны иметь достаточную освещенность.
5.5.9 Сигнализаторы предельных уровней и извещатели пожарные тепловые на резервуаре устанавливаются в соответствии с НТД и проектом.
5.5.10 Приборы сигнализации предельных уровней нефти и извещатели пожарные, устанавливаемые на резервуарах, а также их кабельные линии должны иметь взрывозащищенное исполнение по ГОСТ 22782.5, ГОСТ 22782.6 или ГОСТ 22782.7.
5.5.11 В целях защиты резервуаров от перелива и превышения расчетного рабочего давления в технологических трубопроводах и арматуре в составе резервуарного парка должно быть предусмотрено резервирование емкости для сброса нефти.
5.5.12 План ликвидации возможных аварий, разрабатываемый на каждой НПС, должен содержать раздел по ликвидации возможных аварий в резервуарных парках.
5.5.13 При технической подготовке персонала аварийно-восстановительных бригад, а также работников НПС, нефтебаз необходимо провести обучение действиям в условиях повреждений, аварий и пожаров в резервуарных парках.
5.6.1 АСУ ТП РП предназначена для обеспечения централизованного контроля и управления резервуарным парком из местного диспетчерского пункта (МДП) без постоянного присутствия эксплуатационного персонала непосредственно у технологических объектов.
5.6.2 Дистанционно измеряются и передаются в МДП следующие основные параметры:
- уровень нефти в резервуарах;
- температура нефти в резервуарах (при необходимости).
5.6.3 В МДП контролируются:
- достоверность измеряемых параметров на диапазон допустимых значений;
- параметры работы резервуаров;
- объем свободной емкости и нефти;
- положение запорной арматуры технологических трубопроводов резервуарного парка;
- состояние средств локальной автоматики и каналов связи.
5.6.4 В резервуарном парке предусматривается автоматическая защита от:
- перелива нефти в резервуарах;
- повышенного давления в подводящих трубопроводах;
- пожара.
5.6.5 В МДП предусматривается сигнализация о:
- пожаре;
- максимально допустимом уровне нефти в резервуарах;
- повышении давления в подводящих трубопроводах;
- предельных уровнях в резервуарах;
- положении задвижек резервуарного парка;
- неисправности измерительных систем.
Должна быть обеспечена автоматическая световая и звуковая сигнализация аварийных ситуаций.
5.6.6 Технические средства АСУ ТП РП, устанавливаемые на резервуарах и имеющие непосредственное соприкосновение с взрывоопасной средой, должны быть взрывобезопасными, как правило, с искробезопасными электрическими цепями с уровнем или со специальным видом взрывозащиты.
5.6.7 Во всех системах и подсистемах АСУ ТП должны использоваться средства микропроцессорной и вычислительной техники на одинаковой элементной базе, обладающие свойствами электрической, конструктивной, логической и информационной совместимости, имеющие единую систему интерфейсов и организованные в виде локальных управляющих, информационных и вычислительных сетей.
Точно так же должны использоваться единые способы и средства организации внутрисистемной связи и передачи информации с реализацией коммуникационных систем.
5.6.8 При аварийном отключении электропитания базы данных должны сохраняться.
5.6.9 Сроки технического обслуживания и ремонта технических средств АСУ ТП РП должны быть согласованы с графиком технического обслуживания основного технологического оборудования и сооружений.
5.6.10 Техническое обслуживание выполняется без остановки технологического процесса в объеме и с периодичностью, указанными в эксплуатационной документации (ЭД) на технические средства.
5.6.11 При техническом обслуживании проводят:
- проверку сохранности поверительного клейма;
- контроль наличия и маркировки на подводящих кабелях и проводах, а также надписей на приборах;
- контроль наличия заземления;
- контроль общего состояния с целью выявления неисправных приборов;
- очистку наружной части корпусов, крышек и стекол приборов от пыли и загрязнений;
- проверку и чистку арматуры.
5.6.12 В процессе текущего ремонта проводятся замена и восстановление сборочных единиц, имеющих наиболее низкие показатели долговечности, остаточный ресурс которых не обеспечивает безотказную работу оборудования до следующего планового ремонта. Текущий ремонт предусматривает следующие виды работ:
- работы по техническому обслуживанию;
- проверку состояния заземления;
- отключение технических средств, вскрытие, чистку, частичную разборку технических средств;
- замену вышедших из строя элементов;
- проверку основных режимов работы технических средств в контрольных точках, регулирование чувствительности.
5.6.13 Капитальный ремонт включает в себя:
- демонтаж неисправных средств;
- разборку, чистку, замену дефектных узлов, наладку, регулировку и испытание технических средств;
- государственную или ведомственную поверку технических средств;
- полную разборку и дефектовку узлов и деталей технических средств;
- замену дефектных узлов и деталей;
- возможную модернизацию средства, внесение изменений в принципиальные схемы;
- восстановление антикоррозионных покрытий;
- сборку, регулировку, испытание и обкатку технических средств;
- поверку и монтаж технических средств.
5.6.14 Объем планового ремонта определяется в каждом конкретном случае результатами осмотра или характером отказа.
5.6.15 Выполнение ремонтных работ должно сопровождаться оформлением документации в установленном на предприятии порядке.
5.6.16 Работоспособность средств и систем АСУ ТП РП обеспечивается также наличием неснижаемых запасов материалов, запасных частей, инструментов и принадлежностей (ЗИП), определяемых ЭД и нормативными документами.
5.6.17 Обслуживание программного обеспечения должно проводиться в соответствии с эксплуатационной документацией программ.
6 ТЕХНИЧЕСКОЕ ДИАГНОСТИРОВАНИЕ РЕЗЕРВУАРОВ
6.1 Техническое диагностирование вертикальных стальных резервуаров
6.1.1 Данный раздел регламентирует порядок проведения работ по техническому диагностированию вертикальных стальных цилиндрических резервуаров, эксплуатируемых в системе магистрального трубопроводного транспорта нефти.
6.1.2 Под техническим диагностированием понимается комплекс работ, включающих подготовку, натурное обследование элементов конструкции, оценку технического состояния и составление технического заключения о возможности дальнейшей эксплуатации резервуара. Целью диагностирования является своевременное выявление дефектов, снижающих эксплуатационную надежность резервуара.
6.1.3 Система технического диагностирования включает в себя два уровня проведения работ:
- частичное техническое обследование резервуара с наружной стороны без выведения его из эксплуатации;
- полное техническое обследование, требующее выведения резервуара из эксплуатации, его опорожнения, зачистки и дегазации.
6.1.4 Периодичность выполнения полных и частичных технических обследований приведена в таблице 8.
Таблица 8 - Периодичность диагностирования вертикальных стальных резервуаров
|
Срок эксплуатации, год |
Полное обследование, лет |
Частичное обследование, лет |
| До 20 | 10 |
5 |
| Свыше 20 |
8 | 4 |
|
Примечание - Частичные обследования, выполняемые в срок, не могут служить основанием для продления (перенесения) срока полного обследования |
||
6.1.5 При составлении планов первоочередному диагностированию должны подвергаться резервуары:
- эксплуатируемые без полного обследования более 10 лет;
- сооруженные не по типовым проектам;
- изготовленные из кипящих или нескольких разнотипных сталей;
- находящиеся в эксплуатации более 20 лет;
- эксплуатируемые более 5 лет в режиме учета нефти с частотой более 200 полных циклов в год;
- не имеющие внутренней антикоррозионной защиты;
- не снабженные системой и не обеспеченные условиями слива подтоварной воды;
- применяемые для хранения нефти, вызывающей усиленную коррозию металла;
- используемые для хранения товарной нефти с агрессивными примесями.
6.1.6 Техническое диагностирование резервуаров проводится на основании технического задания, утвержденного главным инженером предприятия. Техническое диагностирование резервуаров проводится по типовой программе. Объем полного или частичного диагностирования может быть увеличен
индивидуально, за счет проведения обследования по дополнительной программе, в зависимости от технического состояния, срока и интенсивности эксплуатации резервуара, а также коррозионной активности среды.
6.1.7 Типовая программа частичного обследования, согласно РД 08-95-95, предусматривает выполнение следующих работ:
- ознакомление с технической документацией;
- визуальный осмотр и измерение размеров элементов металлоконструкций резервуара с наружной стороны;
- измерение толщины стенки и крыши резервуара;
- измерение отклонений образующих стенки от вертикали;
- нивелирование наружного контура днища, фундаментов приемо-раздаточных патрубков, шахтной лестницы и газоуравнительной системы;
- проверку состояния и геодезическую съемку обвалования;
- проверку состояния основания и отмостки;
- составление технического заключения по результатам обследования.
6.1.8 Дополнительная программа частичного обследования может включать следующие работы:
- акустико-эмиссионную диагностику стенки и днища;
- ультразвуковое или магнитное сканирование первого пояса стенки;
- инфракрасную спектроскопию;
- зондирование грунта под основанием резервуара электрическими методами и другие работы.
6.1.9 Типовая программа полного обследования, согласно РД 08-95-95, предусматривает выполнение следующих работ:
- ознакомление с технической документацией;
- визуальный осмотр и измерение размеров элементов металлоконструкций резервуара с наружной и внутренней сторон;
- измерение толщины стенки, крыши, днища резервуара;
- измерение толщины патрубков и люков-лазов;
- измерение отклонений образующих стенки от вертикали;
- нивелирование наружного контура днища, поверхности днища;
- нивелирование фундаментов приемо-раздаточных задвижек, компенсаторов, технологических трубопроводов, шахтной лестницы и газоуравнительной системы;
- контроль сварных соединений стенки физическими методами;
- контроль герметичности сварных соединений днища;
- контроль состояния внешнего и внутреннего (при наличии) покрытий;
- проверку состояния основания и отмостки;
- проверку состояния и геодезическую съемку обвалования;
- составление технического заключения по результатам обследования, включающего ведомость дефектов с указанием их координат на эскизах или чертежах.
6.1.10 При полном и частичном обследованиях резервуара с плавающей крышей (понтоном) помимо перечисленных в 6.1.7 и 6.1.9 типовая программа должна включать следующие работы:
- внешний осмотр и измерение габаритов элементов кольцевой площадки плавающей крыши, опорной фермы, катучей лестницы и затвора;
- измерение толщины элементов плавающей крыши (понтона);
- измерение зазора между плавающей крышей (понтоном) и стенкой резервуара;
- проверку состояния затвора между плавающей крышей (понтоном) и стенкой резервуара;
- нивелирование коробов и мембраны плавающей крыши;
- нивелирование опорной фермы и катучей лестницы;
- толщинометрию мембраны в местах коррозии и вмятин.
6.1.11 Дополнительная программа полного обследования, кроме перечисленных в 6.1.8, может включать следующие работы:
- химический анализ металла;
- механические испытания и (или) металлографические исследования сварных соединений и (или) основного металла.
6.1.12 По результатам технического диагностирования оформляется технический отчет, включающий дефектную ведомость с указанием дефектов и их координат на эскизах или чертежах.
6.1.13 Подготовка резервуара к диагностированию, содействие, контроль за выполнением работ и техникой безопасности осуществляются эксплуатирующей организацией. Проведение работ по техническому диагностированию возлагается на исполнителя.
6.1.14 Организации, выполняющие работы по техническому диагностированию резервуаров, должны иметь соответствующую лицензию Госгортехнадзора России.
6.1.15 Работы по обследованию резервуара проводятся с разрешения руководства эксплуатирующей организации (заказчика) после прохождения персоналом инструктажа по технике безопасности и противопожарной безопасности.
6.1.16 На выполненные при техническом диагностировании (освидетельствовании) работы составляется первичная документация (акты, протоколы, журналы и т.п.), на основании которой оформляется заключение о возможности или условиях дальнейшей эксплуатации резервуара, необходимости его
ремонта или вывода из эксплуатации.
6.1.17 При полном техническом обследовании резервуар выводится из эксплуатации, опорожняется, зачищается и дегазируется (раздел 8).
6.1.18 Ко всем конструктивным элементам резервуара, подлежащим обследованию, должен быть обеспечен свободный доступ.
6.1.19 Обеспечить освещенность рабочего места внутри резервуара при выполнении технического диагностирования не менее 50 лк.
6.1.20 При подготовке резервуара к проведению акустико-эмиссионного контроля необходимо руководствоваться требованиями ТД 23.056-96.
6.1.21 Оценка технического состояния резервуаров должна проводиться только при наличии следующих результатов:
- ознакомления с технической документацией;
- внешнего осмотра резервуара с внутренней и наружной сторон;
- измерения толщины стенки, крыши, днища резервуара, патрубков и люков-лазов;
- измерения отклонений образующих стенки от вертикали;
- нивелирования наружного контура днища, поверхности днища;
- контроля сварных соединений стенки физическими методами;
- контроля герметичности сварных соединений днища;
- проверки состояния основания и отмостки;
- проверки прочностных характеристик и химического состава основного металла и сварных соединений (при необходимости);
- поверочного расчета на прочность с учетом хрупкого разрушения, выполненного по результатам измерения толщин стенок обследуемого резервуара (при необходимости).
6.1.22 Предельно допустимые отклонения образующих стенки от вертикали, наружного контура днища от горизонтали, допустимые стрелы прогиба выпучин или вмятин поверхности стенок, высота хлопунов, допустимые значения угловых деформаций сварных соединений стенки резервуара, допустимые отклонения геометрических размеров понтона (плавающей крыши) приведены в РД 08-95-95.
6.1.23 Данные технического обследования резервуара и его элементов служат основанием для разработки проекта ремонта и заключения о возможности его дальнейшей эксплуатации.
6.1.24 Отбраковка отдельных элементов резервуара (стенки, кровли, днища, ферм, связей, балок) или всего резервуара проводится на основании детального рассмотрения результатов технического обследования, полной дефектоскопии с учетом всех факторов, снижающих его надежность при эксплуатации.
6.1.25 Все полученные при техническом обследовании и дефектоскопии данные, характеризующие состояние основного металла, сварных швов, деформацию, коррозию, геометрическое положение и т.п., должны быть сравнены с допустимыми значениями, указанными в проекте, действующих нормативных документах. Недопустимые дефекты должны быть занесены в ведомость дефектов с указанием всех геометрических и др. параметров, необходимых для разработки проекта ремонта.
6.1.26 Основание при решении вопроса о полной отбраковке резервуаров - неудовлетворительное качество металла как по механическим свойствам, так и по химическому составу, недопустимое поражение элементов конструкций РВС коррозией, недопустимый монтажный брак при строительстве.
6.1.27 После обследования и оценки технического состояния резервуара исполнителем составляется технический отчет, который должен содержать следующее:
- сведения о месте расположения резервуара, его инвентарный номер и дату диагностирования;
- наименование организации, выполнившей диагностирование, фамилии и должности исполнителей;
- краткую техническую характеристику резервуара, материалов, примененных при строительстве, данные о режиме эксплуатации и свойствах хранимой нефти;
- сведения о технологии сварки и сварочных материалах, примененных при изготовлении, монтаже и ремонте резервуара;
- даты и результаты проведенных ранее технических диагностирований;
- данные о видах и датах аварий, количество и описание проведенных ремонтов;
- значения проектной и фактической толщины крыши, днища, стенки и элементов плавающей крыши (понтона);
- расчет кольцевых напряжений исходя из фактической толщины стенки РВС;
- результаты внешнего осмотра конструкций и сварных соединений;
- результаты измерений отклонений образующих стенки от вертикали;
- результаты нивелирования наружного контура и поверхности днища;
- результаты физического контроля сварных соединений стенки;
- результаты контроля герметичности сварных соединений днища;
- результаты механических испытаний, металлографического и химического анализов основного металла и сварных соединений;
- эскизы крыши, днища, развертки стенки резервуара и плавающей крыши (понтона) с нанесенными на них местами дефектов, отступлений от проекта, местами установки оборудования, точками измерения толщины элементов и т.п.;
- выводы по результатам обследования с основными данными, характеризующими состояние отдельных элементов или резервуара в целом;
- дефектную ведомость с указанием координат дефектов на эскизах или чертежах;
- заключение о состоянии резервуара и рекомендации по обеспечению его дальнейшей безопасной эксплуатации.
6.1.28 Оформленный технический отчет утверждается в установленном порядке техническим руководителем организации, выполнившей диагностирование. Копия технического отчета хранится в организации, проводившей диагностирование.
6.1.29 После получения технического отчета в паспорт резервуара вносится информация о проведенном диагностировании.
6.2 Техническое диагностирование железобетонных резервуаров
6.2.1 Общие положения
6.2.1.1 Техническое диагностирование железобетонного резервуара представляет собой комплекс мероприятий, обеспечивающих нормальное функционирование резервуара, своевременное проведение профилактических мероприятий и прогнозирование сроков вывода на капитальный ремонт. Диагностирование включает в себя частичное наружное обследование и полное техническое обследование.
6.2.1.2 Частичное наружное обследование проводится силами эксплуатирующей организации для оценки технического состояния резервуара в режиме эксплуатации, с целью своевременного обнаружения дефектов в сооружении и недопущения аварийной ситуации.
6.2.1.3 Полное техническое обследование проводится специализированной организацией с целью определения действительного технического состояния резервуара и его конструкций, получения количественных оценок фактического состояния качества конструкций и изучения возможности дальнейшей безопасной эксплуатации.
6.2.1.4 Дефекты (неисправности) конструкции резервуара могут быть вызваны как внешним воздействием (повреждения при эксплуатации), так и нарушением правил при изготовлении (дефект изготовления).
6.2.1.5 Выявление дефектов осуществляется как при визуальном осмотре, так и с помощью инструментального контроля.
6.2.1.6 Инструментальный контроль служит для получения количественной характеристики дефектов конструкции с помощью специального оборудования.
6.2.1.7 За основные критерии оценки состояния железобетонной конструкции принимаются несущая способность, жесткость и трещиностойкость, определяемые по установленным в ходе освидетельствования показателям.
6.2.1.8 Оценка технического состояния железобетонных и бетонных конструкций резервуаров для нефти необходима для разработки рекомендаций по дальнейшей их безопасной эксплуатации.
6.2.1.9 Железобетонные резервуары должны подвергаться периодическому частичному наружному обследованию (2 раза в год) и полному техническому обследованию (1 раз в 10 лет, а также в случае обнаружения серьезных повреждений).
6.2.1.10 Подготовка к проведению работ по полному техническому обследованию выполняется силами организации, эксплуатирующий резервуар, и включает в себя подготовку резервуара и передачу исполнителю работ комплекта технической документации:
- технического задания на проведение полного технического обследования резервуара;
- исполнительной документации;
- эксплуатационной документации.
6.2.1.12 Техническое задание на проведение полного технического обследования резервуара согласовывается с исполнителем работ и должно содержать:
- перечень выполняемых работ;
- особые условия (при необходимости);
- сведения о возможности предоставления исполнителю материалов, оборудования, механизмов и других услуг при обследовании в соответствии с требованиями настоящего подраздела.
6.2.1.13 Исполнительная документация на строительство резервуара должна содержать:
- комплект рабочих чертежей резервуара;
- акты на скрытые работы (устройство подготовки основания резервуара, устройство дренажа, арматурные и бетонные работы, монтаж и замоноличивание стыков бетонных конструкций, навивка кольцевой предварительно напряжённой арматуры, торкретирование наружных и внутренних поверхностей резервуара, устройство гидроизоляции, ремонтные работы);
- документы о согласовании отступлений от чертежей при строительстве резервуара (в т. ч. журнал производства работ);
- паспорта, подтверждающие класс (марку) бетона, класс арматуры;
- паспорта на сборные железобетонные конструкций, акты натяжения арматуры;
- акты испытаний резервуара на герметичность и газонепроницаемость покрытия;
- акт приемки в эксплуатацию резервуара после окончания строительства (в т.ч. журнал и акты геодезических работ).
6.2.1.14 Эксплуатационная документация должна содержать:
- технический паспорт резервуара;
- технологическую карту эксплуатации резервуара;
- акты проведения нивелировок резервуара;
- журнал по проведению осмотров резервуара и резервуарного оборудования.
6.2.1.15 Для систематизации и проведения анализа состояния конструкций резервуара каждому повреждению присваивается определенный номер, который заносится в журнал дефектных ведомостей. Нумерация дефектов приведена в таблице 8:
- позиции 1-9 отражают характерные, наиболее часто встречающиеся дефекты железобетонных конструкций резервуара;
- позиция 10 в дефектной ведомости - указывается специфический дефект для обследуемого элемента.
Таблица 8 - Перечень дефектов элементов железобетонных конструкций резервуара
|
Наименование дефекта |
Последствия |
| 1. Рыхлая, легко отслаивающаяся (шелушащаяся) поверхность бетона | Снижение прочности |
| 2. Нарушение герметичности конструкции (непроектное сквозное отверстие) | Нарушение герметичности |
| 3. Нарушение стыка между однотипными элементами (трещины в стыке панелей и т.д.) | Нарушение герметичности |
| 4. Нарушение стыка между разнотипными элементами (трещины в стыке стенки и днища и т.д.) | Снижение прочности, нарушение герметичности |
| 5. Коррозия рабочей арматуры | Снижение несущей способности |
| 6. Нарушение защитного слоя рабочей арматуры | Снижение долговечности |
| 7. Коррозия конструктивной арматуры |
Снижение долговечности |
| 8. Трещина в теле конструкции |
Снижение прочности, нарушение герметичности |
| 9. Разрушение части конструкции |
Снижение прочности, нарушение герметичности |
| 10. Другие дефекты | По экспертной оценке |
6.2.1.16 После указанного номера дефекта в дефектной ведомости осуществляются его описание и схематичная зарисовка, а также устанавливается его значимость для работы конструкции.
6.2.2 Полное обследование конструкций железобетонных резервуаров
6.2.2.1 Полное техническое обследование проводится на основании технического задания (6.2.1.12), утвержденного главным инженером предприятия по индивидуальной для каждого резервуара программе, разработанной специализированной организацией в соответствии с положениями данных Правил. Программа полного технического обследования утверждается главным инженером предприятия.
6.2.2.2 Перечень работ при полном обследовании:
- очистка резервуара;
- монтаж подмостков, обеспечивающих доступ для инструментальных измерений;
- установка страховочных устройств к конструкциям, находящимся в аварийном состоянии;
- отрывка шурфов и каналов;
- подготовка покрытия резервуара к проведению обследования плит.
6.2.2.3 Рекомендуемый набор приборов, оборудования и технических средств, необходимых для проведения полного технического обследования железобетонных резервуаров, приведен в Приложении М.
6.2.2.4 Определение физико-механических характеристик бетона и арматуры железобетонных конструкций резервуаров должно проводиться в полном соответствии с требованиями стандартов на эти виды испытаний.
6.2.2.5 Наличие и расположение трещин в конструкциях, стыках и герметизирующем слое устанавливаются визуально. В дефектной ведомости зарисовывается схема расположения трещин и их характер.
6.2.2.6 Ширина раскрытия трещин определяется с помощью прибора МПБ-2. При наличии трещин в теле бетона, в предварительно напряженных конструкциях и при раскрытии трещин более 0,3 мм в обычных конструкциях, необходима проверка состояния рабочей арматуры.
6.2.2.7 Уровень карбонизации защитного слоя бетона следует устанавливать на свежевскрытом защитном слое с помощью 1 % раствора фенолфталеина. Окраска в ярко-малиновый цвет после нанесения раствора фенолфталеина свидетельствует о потере бетоном защитных свойств.
6.2.2.8 Появление белого налета после обработки свежевскрытого бетона 1 % раствором азотнокислого серебра свидетельствует о наличии агрессивных к металлу ионов хлора.
6.2.2.9 Толщину защитного слоя, диаметр и расположение арматуры в конструкции следует определять на оголенных участках визуально и с помощью линейки и штангенциркуля, а в местах, закрытых защитным слоем бетона, - с помощью магнитного метода в соответствии с ГОСТ 22904.
6.2.2.10 Наличие коррозии рабочей арматуры определяется на оголенных участках и выборочно на участках со вскрытием защитного слоя в конструкциях с пониженными прочностью и плотностью бетона. Количество контролируемых участков устанавливается программой обследования.
6.2.2.11 Причина коррозии арматуры и состав коррозионного слоя устанавливаются с применением химического анализа.
6.2.2.12 Прогибы плит покрытия устанавливаются с помощью нивелирования отметок на торцах плит и в середине пролета. Установка и привязка нивелира должны осуществляться вне конструкций резервуара.
6.2.2.13 Совместная работа плит покрытия, их несущая способность и жесткость оцениваются выборочно по результатам нагружения конструкций с помощью гибких емкостей (брезентовых мешков с полиэтиленовыми вкладышами), заполняемых водой. Места загружения и уровень нагрузки устанавливаются программой обследования после анализа состояния плит покрытия, обследованных неразрушающими методами. При загружении конструкций фиксируются ступени загружения и измеряются прогибы по концам плит и в середине пролета. Загружение брезентовыми мешками, наполненными водой, участка покрытия резервуара показано на рисунке Приложения Н.
6.2.2.14 Все полученные результаты измерений и визуальных осмотров заносятся в Журнал для записи результатов измерения с указанием даты проведения работы, условий выполнения работы и конкретного лица, выполнившего замеры.
6.2.2.15 На выполненные при полном техническом обследовании резервуаров работы организации, проводившие их, составляют первичную документацию, на основании которой оформляют заключение о возможности или условиях дальнейшей эксплуатации резервуаров, необходимости их ремонта или вывода из эксплуатации.
6.2.3 Анализ результатов обследования и балльная оценка состояния конструкций
6.2.3.1 В зависимости от результатов полного обследования устанавливается один из пяти возможных баллов состояния конструкций резервуара (таблица
Таблица 9 - Оценка состояния конструкций железобетонного резервуара по результатам полного обследования
|
Балл | Оценка состояния конструкции |
| 5 |
Состояние отличное, дефектов не обнаружено, возможна дальнейшая эксплуатация без замечаний |
| 4 | Состояние хорошее, дефекты незначительны, может потребоваться мелкий ремонт |
| 3 |
Состояние удовлетворительное, требуется ремонт или другие мероприятия по продлению сроков службы |
|
2 | Состояние неудовлетворительное, требуется восстановление или усиление |
| 1 | Состояние аварийное, к эксплуатации не пригодна, требуется замена |
6.2.3.2 Система присвоения балла заключается в комплексном сопоставлении измеренной прочности бетона, прогиба (для изгибаемой конструкции), состояния арматуры и экспертной оценки установленных дефектов с проектными показателями и ограничениями, установленными экспертами на основании обнаруженных дефектов (таблица 10).
Таблица 10 - Классификация состояния конструкций ЖБР в зависимости от величины прочности бетона и прогиба конструкций, измеренных при обследовании
|
Балл | Прочность - R3KCn, кг/см2 | Прогиб - fKCn, мм | Экспертная оценка дефектов |
| 5 |
R3KCn >R | pKCn <f | дефектов нет |
| 4 | R > R°KCn >R} | fSKCn <} }f | дефекты несущественны |
| 3 | RKCn >R] | pKCn < } 2f | дефекты существенны, но устранимы |
| 2 |
RKCn >R} |
fKCn > },3f |
дефекты существенны, но устранимы |
| 2 | R} > RKCn >R2 |
fKCn < },3f |
дефекты существенны, но устранимы |
| 1 | R2 ? RKCn < R2 |
fKCn > },3f |
независимо от оценки дефектов |
| 1 | RKCn < R2 | независимо | независимо от оценки дефектов |
В таблице 10 приняты обозначения:
RKcn - прочность бетона, измеренная при обследовании; рксп - прогиб конструкции, измеренный при обследовании;
R - проектная прочность бетона;
Rj - прочность бетона, при которой конструкция способна нести расчетную проектную нагрузку;
R2 - прочность бетона, при которой конструкция способна нести сосредоточенную нагрузку в 100 кг (рабочего с грузом); f - допускаемый прогиб.
6.2.3.3 Баллы с 5 по 3 включительно не могут быть присвоены конструкции при обнаружении в ней коррозии рабочей арматуры. Конструкции с обнаруженной коррозией арматуры должны быть или восстановлены до уровня надежной эксплуатации (балл 2), или заменены (балл 1).
6.2.3.4 Установление ограничений в таблице 11 определяется поверочными расчетами в соответствии со СНиП 2.03.01 и данными проекта резервуара. Пример определения параметров таблицы 11 для резервуара, сооруженного по типовому проекту «Резервуар железобетонный цилиндрический
о
заглубленный для нефти емкостью 30000 м3 со сборными стенками и покрытием», Альбом № 1, Гипротрубопровод, Москва, 1962 г., приведен в Приложении П.
6.2.3.5 Резервуар не может быть допущен к эксплуатации, если в нем обнаружены конструкции с баллом состояния 1.
6.3.3.6 Конструкции с баллом 2 могут эксплуатироваться до восстановления несущей способности в течение 1 года, при условии их ограждения и ограничения нагрузки на них.
6.2.3.7 Конструкции с баллом 3 могут эксплуатироваться до их ремонта в течение 3 лет.
6.2.3.8 Конструкции с баллом 4 могут эксплуатироваться до их ремонта в течение 4 лет.
6.2.3.9 Конструкции с баллом 5 могут эксплуатироваться до следующего полного технического обследования.
6.2.3.10 По результатам полного технического обследования железобетонного резервуара организация-исполнитель выдаёт:
- технический отчет по результатам обследования с заключением о состоянии железобетонных конструкций резервуара ведомости;
и приложением дефектной
- рекомендации по устранению выявленных дефектов конструкций;
- рекомендации к разработке проекта капитального ремонта.
7 КАПИТАЛЬНЫЙ РЕМОНТ РЕЗЕРВУАРОВ
7.1 Капитальный ремонт вертикальных стальных резервуаров
7.1.1 В данном разделе изложены основные положения и правила выполнения работ по ремонту вертикальных стальных цилиндрических резервуаров, эксплуатируемых в системе магистрального трубопроводного транспорта нефти.
7.1.2 Дефекты, встречающиеся в элементах конструкции резервуаров, условно можно разделить на шесть групп:
- металлургические - появившиеся при изготовлении проката (закаты, расслоения, неравномерное легирование, задиры, микротрещины, нарушение геометрии проката и т. п.);
- проектные - появившиеся из-за несовершенств проекта;
- заводские - появившиеся на этапе изготовления рулонных или иных заготовок (дефекты сварки и сборки);
- транспортные - появившиеся в процессе транспортировки заготовок до монтажной площадки (вмятины, смятие части рулона, вырывы, задиры, гофры и т.п.);
- монтажные - появившиеся в процессе монтажа резервуара (дефекты сварки и монтажа металлоконструкций, дефекты оснований и фундаментов, неубранные остатки монтажных приспособлений, угловатость монтажных швов и т.п.);
- эксплуатационные - появившиеся в процессе эксплуатации резервуара (осадка, потеря устойчивости, коррозия, хлопуны и т.п.).
7.1.3 Методы ремонта должны выбираться в зависимости от видов дефектов и их геометрических характеристик по результатам полного диагностирования резервуара и расчетов экономической целесообразности.
7.1.4 При капитальном ремонте выполнение отдельных видов работ (при их необходимости) должно осуществляться в следующей последовательности:
- подготовительные работы (раздел 8);
- техническое диагностирование (раздел 6);
- разработка и согласование проекта ремонта;
- разработка и согласование проекта производства работ;
- выполнение ремонтных работ:
а) устранение дефектов, не требующих замены элементов конструкции;
б) установка дополнительных элементов жесткости;
в) замена элементов конструкции с недопустимыми дефектами;
г) исправление геометрического положения;
- устройство антикоррозийной защиты;
- контроль качества выполнения ремонтных работ;
- гидравлические испытания на прочность, устойчивость и герметичность,
- оформление документации и приемка в эксплуатацию.
7.1.5 При выполнении ремонтных работ следует руководствоваться требованиями проекта ремонта, прошедшего экспертизу органов Госгортехнадзора РФ, и требованиями нормативных документов, указанных в проекте.
7.1.6 Работы по ремонту резервуаров проводятся с соблюдением действующих правил охраны труда и пожарной безопасности. При проведении огневых работ перед их началом оформляется наряд-допуск (Приложение Р), который предусматривает весь объем работ в течение указанного в нем срока.
7.1.7 В проекте ремонта должна быть разработана технология ремонта с обоснованием принятых технических решений и стройгенплан объекта, на котором должны быть нанесены все временные сооружения, проезды для техники, коммуникации, линии подвода электроэнергии, телемеханики, канализации и водопровода, площадки укрупненной сборки металлоконструкций, стоянки с указанием порядка перемещения строительной техники, места установки средств пожаротушения и предупредительных знаков.
7.1.8 Контроль качества ремонтных работ осуществляется заказчиком или независимой организацией имеющей лицензию, не зависимо от выполнения контроля качества силами монтажной организации. Авторский надзор выполняется организацией, разработавшей проект ремонта данного резервуара.
7.1.9 Гидравлические испытания на прочность и герметичность следует проводить после выполнения капитального ремонта (за исключением случаев, когда при ремонте не производилась замена металлоконструкций, а срок эксплуатации резервуара не превышает 20 лет).
7.1.10 Для ремонта и замены дефектных участков стенки, окраек днища, несущих конструкций покрытия и колец жесткости, кровли резервуаров, понтонов и плавающих крыш резервуаров, эксплуатируемых в районах с различной расчетной температурой наружного воздуха, в зависимости от объема резервуаров рекомендуется применять марки сталей в соответствии с проектной документацией на резервуар.
7.1.11 Качество и марки сталей, применяемых при ремонтах резервуаров, должны отвечать требованиям соответствующих стандартов или технических условий и подтверждаться сертификатами заводов-поставщиков.
7.1.12 В понтонах, плавающих крышах, затворах и резервуарном оборудовании допускается применять синтетические, резинотехнические и другие полимерные материалы, которые должны отвечать специальным техническим требованиям для каждого конкретного вида изделия. Эти материалы должны также удовлетворять требованиям правил охраны труда и пожарной безопасности.
7.1.13 Использование для ремонта применявшихся ранее кипящих и полуспокойных сталей, таких как ВСт2кп, ВСт3пс5-1, не допускается.
7.1.14 Выбор сварочных материалов следует проводить в соответствии с рекомендациями СНиП II-23. Для ручной дуговой сварки резервуара рекомендуется применять следующие марки электродов:
- типа Э42А марки УОНИ 13/45 и т.п.;
- типа Э46А марки Э-138/45Н и т.п.;
- типа Э50А марки ОЗС-24, УОНИ 13/55, OK 48.04, OK 53.70, Феникс, Гарант и т.п.
7.1.15 Упаковка и маркировка сварочной проволоки должны соответствовать требованиям ГОСТ 2246. Каждая партия проволоки должна иметь сертификат завода-изготовителя. На мотках проволоки должны быть заводские бирки.
7.1.16 Для сварки в среде углекислого газа использовать углекислоту сварочную с чистотой 99,5 % по ГОСТ 8050.
7.1.17 Для ремонта резервуаров следует применять приспособления и инструмент, выпускаемые серийно промышленностью и имеющие заводскую маркировку. Целесообразно применять наиболее прогрессивное, технологичное оборудование, обеспечивающее высокую производительность ведения ремонтно-монтажных работ и значительно снижающее долю ручного труда.
7.1.18 Грузоподъемные механизмы, такелажное оборудование и оснастка должны подвергаться техническим освидетельствованиям в сроки, устанавливаемые инструкциями Госгортехнадзора РФ и ведомственными службами.
7.1.19 Работы по подъему, перемещению, транспортированию грузов должны выполняться в соответствии с ГОСТ 12.3.009 и ГОСТ 12.3.020.
7.1.20 Оборудование для резки, сварки, электрооборудование должно быть работоспособным, находиться в исправном состоянии, перед проведением работ проверено, а также удовлетворять требованиям электро- и пожаробезопасности при использовании его в резервуарных парках, техники безопасности, ПУЭ.
7.1.21 Резка заготовок листового металла, обработка кромок под сварку должны выполняться механическим способом или газовой резкой. Электродуговая резка листа штучными электродами не допускается. Кромки металла после газовой резки должны быть зачищены от заусениц, грата, окалины, наплывов до металлического блеска и не должны иметь неровностей, вырывов и шероховатостей, превышающих по высоте 1 мм.
7.1.22 Кромки деталей после кислородной резки должны быть зачищены механическим способом (шлифмашинками) на глубину не менее 2 мм. Следует зачистить до чистого металла поверхность свариваемых деталей на ширину 25-30 мм от оси стыка.
7.1.23 При кислородной резке необходимо оставлять перемычки длиной 40-60 мм в начале и конце реза и через каждые 2-3 м по длине реза. Перемычки разрезать не ранее чем через 1 час после окончания резки.
7.1.24 Сварка резервуара должна выполняться по проекту производства работ, составленному в соответствии с требованиями СНиП 3.03.01, ВСН 311.
•з
7.1.25 К ручной сварке, а также к установке прихваток допускаются сварщики не ниже 5 разряда (резервуары емкостью до 5000 м3 включительно) и
сварщики 6 разряда (резервуары емкостью свыше 5000 м ), имеющие действительные удостоверения установленного образца на право производства ответственных сварочных работ и сварившие контрольные образцы.
7.1.26 При ремонте резервуаров применять ручную дуговую сварку. Механизированная сварка (автоматами и полуавтоматами) при ремонте резервуаров может применяться только при сварке днищ, уторного шва, центральной части металлического понтона и швов, соединяющих центральную часть металлического понтона с коробами, в соответствии с требованиями ГОСТ 8713 и ГОСТ 14771. Рекомендуется применять механизированную сварку под флюсом, в защитных газах и с порошковой проволокой.
7.1.27 Применение газовой сварки для ремонта элементов резервуаров не допускается.
7.1.28 Для сварки корневых слоев применять электроды диаметром не более 3,25 мм, для сварки заполняющих и облицовочного слоев - электроды
диаметром не более 4 мм.
7.1.29 Режимы ручной дуговой сварки выбирать в соответствии с паспортом на применяемые электроды, наклеенным на упаковке.
7.1.30 Сварку под слоем флюса использовать для сварки швов в нижнем положении.
7.1.31 Автоматическую сварку в среде углекислого газа использовать для сварки швов в нижнем положении.
7.1.32 Сварку при ремонте и устранении дефектов резервуаров рекомендуется выполнять при температуре окружающего воздуха не ниже минус 10 °С.
7.1.33 Сварку металлоконструкций при отрицательных температурах рекомендуется проводить при следующих условиях:
- сварка металлоконструкций резервуара из стали 09Г2С-12 должна проводиться без предварительного подогрева при температуре окружающего воздуха не ниже минус 20 °С для толщин до 16 мм. При более низкой температуре сварка должна проводиться с предварительным подогревом до температуры 120...160 °С;
- предварительный подогрев металла проводить в зоне сварки на ширину 100 мм по обе стороны от стыка или соединения, длина подогреваемого участка не более 800-1000 мм;
- предварительный подогрев рекомендуется проводить горелками типа ГВПН либо газопламенными горелками с наконечниками № 6 или № 7, температуру подогрева контролировать термокарандашами или пирометрами типа ТП-2;
- сборку конструкций проводить без ударов и чрезмерного натяжения собираемых элементов, холодная правка недопустима;
- режимы сварки устанавливать с увеличением сварочного тока на 15...20 %;
- сварку монтажных стыков проводить без перерыва. Недопустимо прекращать сварку до выполнения проектного размера шва и оставлять несваренные участки шва. В случае вынужденного прекращения работ процесс сварки может быть возобновлен только после повторного подогрева металла в зоне стыка до температуры 120-160 °С;
- при выполнении многослойных швов сварку в корне шва выполнять способом "двойного слоя", то есть не менее чем в два слоя участками длиной 170220 мм;
- на рабочее место сварщику выдавать прокаленные электроды в количестве не более полусменной потребности;
- рабочее место сварщика, а также свариваемая поверхность должны быть ограждены от снега и сильного ветра. На монтажной площадке оборудовать помещение с температурой 20-24 °С для обогрева сварщиков;
- приварку и срезку монтажных приспособлений при температуре ниже минус 20 °С выполнять с подогревом металла до 120...160 °С в радиусе 100-150 мм;
- приварку приспособлений выполнять электродами типа Э-50А, например, марки УОНИ 13/55.
7.1.34 Для выполнения сварочных работ при температуре ниже минус 30 °С сварщик должен пройти соответствующие испытания. Сварщик, прошедший указанные испытания, может быть допущен к сварочным работам при температуре окружающего воздуха на 10 °С ниже температуры пробной сварки.
7.1.35 Геометрические размеры собранных стыков, чистота свариваемых кромок должны быть проверены мастером непосредственно перед прихваткой.
7.1.36 Сборка, подгонка и разделка кромок под сварку ремонтируемых листов и других конструктивных элементов в зависимости от конструкции резервуара выполняются в соответствии с ГОСТ 5264 следующим образом:
- сборку листов и других элементов при толщине до 5 мм выполняют внахлестку, при толщине более 5 мм - встык; размер нахлестки рекомендуется не менее 30-40 мм, зазор между листами не должен превышать 1 мм;
- элементы (накладки), свариваемые внахлестку, на верхних поясах стенки устанавливают с внутренней стороны резервуара;
- зазор между стыкуемыми кромками листов в стыковых соединениях следует принимать не менее 1 мм и не более 2 мм;
- в стыковых односторонних соединениях с подкладкой при зазорах между кромками более 4 мм толщину подкладки принимают равной толщине свариваемых листов;
- элементы, соединяемые встык ручной дуговой сваркой, должны иметь разделку со скосом под углом (27 ± 3)°;
- элементы тавровых соединений (при выполнении ручной сваркой) должны иметь зазор между вертикальными и горизонтальными листами до 2 мм.
7.1.37 При сборке элементов конструкции под сварку детали соединяют посредством прихваток или при помощи стяжных и монтажных приспособлений.
7.1.38 Прихватки, накладываемые для соединения собираемых деталей, размещают в местах расположения сварных швов. Размеры прихваток должны быть минимальными, прихватки должны легко расплавляться при наложении постоянных швов.
7.1.39 Прихватки выполняют сварочными материалами, применяемыми для сварки проектных швов. Требования к качеству прихваток такие же, как и к сварочным швам. Прихватки выполняют сварщики, допущенные к сварочным работам и имеющие соответствующие удостоверения.
7.1.40 При сборке элементов конструкций, свариваемых под флюсом, порошковой проволокой или в защитном газе, прихватки выполняют электродами, предусмотренными для ручной сварки сталей, из которых выполнены элементы.
7.1.41 При выполнении сварочных работ с целью ремонта и устранения дефектных мест резервуаров должны соблюдаться следующие требования:
- сборка окраек днища должна выполняться в стык на соответствующей подкладке, сварка стыковых швов выполняется в два и более слоя с обеспечением полного провара корня шва; подкладка устанавливается на прихватках; приваривать подкладку по контуру к днищу запрещается; конец стыкового шва должен выводиться за пределы окрайка на остающийся конец подкладки длиной не менее 30 мм, который удаляют после окончания сварки кислородной резкой; места среза подкладок следует тщательно зачищать; зазор между подкладкой и кромками не должен превышать 1 мм;
- технологические подкладки для сварки окрайков днищ должны иметь толщину 4-6 мм, ширину не менее 100 мм;
- вертикальные стыковые швы стенки резервуаров должны свариваться с двух сторон, вначале сваривают основной шов, затем подварочный. Перед сваркой подварочного шва корень основного шва очищают от шлака и зачищают до металлического блеска.
Учитывая, что при удалении дефектных участков сварного шва не всегда возможно обеспечение регламентируемых стандартами зазоров между стыкуемыми элементами, допускается увеличение ширины шва для стыковых соединений на 25 %.
При необходимости удаления вертикального шва на всей высоте стенки его вырезку и ремонт следует проводить участками длиной не более 2 м.
7.1.42 Ручную сварку стыковых швов при ремонте резервуаров следует выполнять обратноступенчатым способом. Длина ступени не должна превышать 200-250 мм.
7.1.43 После сварки каждого слоя поверхность шва тщательно зачищают от шлака и брызг металла. Участки слоев шва с порами, раковинами и трещинами должны быть удалены и заварены вновь.
7.1.44 Ручную сварку многослойного сварного шва уторного соединения рекомендуется выполнять секциями обратноступенчатым способом. В пределах каждой секции швы также сваривают обратноступенчатым способом участками длиной до 300 мм. Длина единовременно свариваемого шва каждого слоя секции принимается до 900 мм.
7.1.45 При сварке низколегированных сталей длина каждой секции не должна превышать 350 мм. Сначала заваривают внутренний шов, а затем наружный.
7.1.46 Многослойную сварку швов из низколегированной стали (при толщине более 6 мм) рекомендуется выполнять короткими участками так, чтобы последующий шов накладывался на предыдущий неостывший слой. На последние слои, имеющие температуру около 200 °С, по линии их стыка накладывают отжигающий валик, края которого должны отстоять на 2-3 мм от ближайших границ проплавления.
7.1.47 Механизированную сварку под флюсом следует выполнять без предварительного скоса кромок металла толщиной до 12 мм и со скосом кромок -
при толщине более 12 мм.
7.1.48 Сварку в среде углекислого газа следует выполнять без предварительного скоса кромок металла толщиной до 10 мм и со скосом кромок - при толщине более 10 мм.
7.1.49 Зазоры в конструкциях, собранных под механизированную сварку (автоматами), должны быть для стыковых соединений (между кромками) от 1 до
3 мм, для тавровых соединений (между вертикальными и горизонтальными листами) - не более 3 мм и для нахлесточных соединений (между листами) - не более 1 мм.
7.1.50 Наложение шва поверх прихваток допускается только после зачистки их от шлака и кромок основного металла от брызг. При этом
неудовлетворительно выполненные прихватки должны быть удалены и, при необходимости, выполнены вновь.
7.1.51 Дефекты в сварных соединениях должны быть устранены следующими способами:
- перерывы швов и кратеров заварены;
- сварные соединения с трещинами, а также непроварами и другими недопустимыми дефектами удалены на длину дефектного места плюс по 15 мм с каждой стороны и заварены вновь;
- подрезы основного металла, превышающие допустимые, зачищены и заварены путем наплавки тонких валиков электродом диаметром 3 мм с
последующей зачисткой, обеспечивающей плавный переход от наплавленного металла к основному.
7.1.52 При заварке мест удаленных дефектных участков швов должно быть обеспечено перекрытие прилегающих концов основного шва.
7.1.53 Исправленные сварные швы должны пройти повторный контроль.
7.1.54 По окончании сварочных работ, выполнявшихся при ремонте и устранении дефектных мест резервуара, все вспомогательные сборочные приспособления и остатки крепивших их швов должны быть удалены, сварные соединения и места сварки очищены от шлака, брызг, натеков металла и, при необходимости, окрашены.
7.1.55 Допускается исправление одного и того же участка не более двух раз. В противном случае требуется полная замена участка металлоконструкции.
7.1.56 Ремонт днища методом наложения заплат допускается выполнять при очаговых поражениях язвенной коррозией или механических повреждениях полотнища днища, если расстояние от стенки до дефекта более 400 мм.
7.1.57 Минимальная высота заменяемого участка стенки составляет 200 мм. Для удобства выполнения сварочно-монтажных работ рекомендуется выполнять замену участка высотой 500-750 мм.
7.1.58 При замене дефектного участка в районе ПРП или люка-лаза рекомендуется производить полную замену листа первого пояса стенки с обязательным смещением вертикальных ремонтных швов на 500 мм относительно имеющихся вертикальных сварных швов стенки. Допускается выполнять замену участка стенки под ПРП или люком-лазом высотой 200 мм.
7.1.59 Решение о ремонте стенки методом ее частичной замены принимается в следующих случаях:
- недопустимые отклонения образующих стенки от вертикали;
- недопустимые хлопуны, охватывающие не менее 1/5 части стенки по периметру;
- недопустимая угловатость вертикальных монтажных швов;
- местная или локальная потеря устойчивости стенки РВС;
- наличие гофров на полотнище стенки;
- сплошные коррозионные повреждения полотнища стенки.
7.1.60 В тех случаях, когда корпус резервуара имеет крен либо недопустимые вмятины в местах соединения с элементами жесткости, решение о необходимости проведения ремонта и измерение отклонений образующих стенки от вертикали необходимо проводить после исправления геометрического положения.
7.1.61 Перед началом вырезки участка необходимо обеспечить устойчивость стенки крупногабаритных резервуаров на время замены части стенки путем установки подпорных стоек. Для малогабаритных резервуаров установить с внутренней и внешней сторон по два ребра жесткости по краям вырезаемого проема.
7.1.62 Ремонт может осуществляться с полной заменой старого днища и без нее. При монтаже нового полотнища поверх старого необходимо выполнить
соответствующую антикоррозионную обработку нижнего слоя металлоконструкций.
7.1.63 Частичная замена полотнища днища выполняется при поражении язвенной коррозией металлоконструкций до 50 % наружной поверхности. Ремонт ведется аналогично полной замене днища полистовым методом. Допускается выполнение нахлесточных и стыковых соединений, использование старого полотнища днища в качестве стенда для сборки заплат. При наложении заплат необходимо обработать прокорродировавшую поверхность преобразователем ржавчины или другим защитным покрытием.
7.1.64 Контроль качества сварных швов проводить в соответствии с требованиями проекта и разработанной технологией сварки в следующем объеме:
- 100 % длины монтажных сварных швов подвергнуть внешнему осмотру с лупой 10-кратного увеличения и измерению шаблонами по ГОСТ 3272;
- 100 % длины сварных заводских и монтажных швов днища проверить вакуумным методом на герметичность;
- монтажные швы стенки в объеме 100 % длины подвергнуть контролю рентгено- или гаммапросвечиванием по ГОСТ 7512;
- шов, соединяющий стенку с днищем, проверить на герметичность методом керосиновой пробы или вакуумным методом;
- сварные швы покрытия проверить на герметичность путем создания внутреннего давления воздухом в момент гидравлического испытания (если производился ремонт крыши).
7.1.65 Нормы допустимых дефектов принимать по СНиП 3.01.03 и ГОСТ 23055.
7.1.66 Все ожоги на поверхности основного металла сваркой должны быть зачищены абразивным кругом на глубину не менее 0,5 мм. Ослабление сечения при обработке сварных соединений (углубление в основной металл) не должно превышать 3 % толщины металла.
7.1.67 Швы сварных соединений и металл конструкции по окончании сварки должны быть очищены от шлака, брызг и натеков.
7.1.68 Приваренные сборочные приспособления надлежит удалять без применения ударных воздействий и повреждения основного металла, а места их приварки зачищать до основного металла с удалением возможных дефектов.
7.1.69 По внешнему виду швы сварных соединений должны удовлетворять следующим требованиям:
- иметь гладкую или равномерно чешуйчатую поверхность (без наплывов, прожогов, сужений и перерывов) и не иметь резкого перехода к основному металлу. В конструкциях, воспринимающих динамические нагрузки, угловые швы должны выполняться с плавным переходом к основному металлу;
- наплавленный металл должен быть плотным по всей длине шва, не иметь трещин и дефектов, выходящих за допустимые пределы;
- подрезы основного металла допускаются глубиной не более 0,5 мм при толщине стали от 4 до 10 мм и не более 1 мм при толщине стали свыше 10 мм;
- все кратеры должны быть заварены.
7.1.70 Допускаемые размеры пор, шлаковых включений, обнаруженных при радиографическом контроле вертикальных швов стенки, определять в
33
соответствии с требованиями ГОСТ 23055 для 7 класса сварных конструкций для объема до 5 тыс. м , 6 класса - для объема 10 и 20 тыс. ми 5 класса - для
3
объема 30 тыс. м и выше.
7.1.71 Трещины всех видов и размеров в швах сварных соединений не допускаются.
7.1.72 Устранение наружных и внутренних дефектов должны выполнять сварщики высокой квалификации, имеющие опыт по устранению дефектов в сварных швах.
7.1.73 Дефекты сварных соединений следует заваривать с применением электродов наименьшего диаметра на минимальных сварочных режимах, установленных технологическим процессом.
7.1.74 Выявленные неразрушающими методами контроля внутренние дефекты должны быть устранены при помощи шлифовальных машинок с последующей сваркой и повторным контролем исправленных участков сварного шва. Разрешается исправление сваркой одного и того же участка не более двух раз.
7.1.75 Сведения об устранении дефектов и количестве исправлений должны заноситься в «Журнал сварочных работ».
7.1.76 При приемке из ремонта резервуаров с металлическими или синтетическими понтонами необходимо проверить:
- величину зазора между стенкой резервуара и бортом понтона и плотность прилегания кольцевого затвора, затворов направляющих труб, труб ручного замера, ПСР и центральной стойки;
- состояние швов и материалов ковра (непровары и разрывы не допускаются);
- состояние коробов, поплавков и др.;
- наличие крепления заземления понтона;
- крепление секций затвора с кольцом жесткости;
- соединение полос сетки между собой и заделку концов сетки по периметру синтетического понтона;
- наличие защиты от статического электричества;
- работоспособность конструкции затвора;
- работоспособность дренажных устройств;
- работоспособность уровнемера, пробоотборника.
7.1.77 Резервуар принимается в эксплуатацию после капитального ремонта комиссией с участием представителей от организаций, эксплуатирующих резервуар и осуществляющих ремонт, назначаемой руководством эксплуатирующей организации.
7.1.78 Резервуар после ремонтных работ принимается на основе дефектной ведомости и проектно-сметной документации с приложением актов на работы, выполненные при ремонте.
7.1.79 В зависимости от типа ремонтных работ прилагается следующая документация:
- дефектная ведомость (при нескольких дефектах);
- чертежи, необходимые при ремонте;
- проект производства работ по ремонту резервуара (ППР) или технологическая карта ремонта отдельных элементов или узлов;
- документы (сертификаты и другие документы), удостоверяющие качество металла, электродов, электродной проволоки, флюсов, клея и прочих
материалов, примененных при ремонте;
- акты приемки основания и гидроизолирующего слоя;
- копии удостоверений (дипломов) о квалификации сварщиков, проводивших сварку конструкции при ремонте, с указанием присвоенных им цифровых или буквенных знаков; - акты испытания сварных соединений днища, стенки, кровли, понтона (плавающей крыши) на герметичность;
- заключения по качеству сварных соединений стенки и окрайков днища со схемами расположения мест контроля при физических методах контроля;
- журнал проведения ремонтных работ и журнал сварочных работ или другие документы, в которых указываются атмосферные условия в период ремонта;
- документы о согласовании отклонений от чертежей и ППР, если при ремонте такие отклонения были допущены;
- результаты нивелирования по наружному контуру днища и самого днища; результаты измерений геометрической формы стенки, в том числе и местных
отклонений;
- результаты измерений местных отклонений кровли (для резервуаров повышенного давления);
- результаты измерений зазоров между стенкой и понтоном (при замене элементов стенки и коробов понтона);
- результаты измерений вертикальности установки направляющих понтона (плавающей крыши);
- акт на устройство антикоррозионного покрытия анкерных болтов в случае их ремонта;
- акт гидравлического испытания на прочность и герметичность;
- акт опробования оборудования (клапанов, задвижек и т.п.);
- градуировочная таблица после ремонта резервуара, связанного с изменением его объема;
- акт проверки омического сопротивления заземления.
7.1.80 Комиссией составляется акт о приемке и вводе резервуара в эксплуатацию с приложением документации на выполненные работы.
7.1.81 Акт на приемку резервуара (Приложение С) утверждает главный инженер предприятия, эксплуатирующего резервуар.
7.1.82 Документация на приемку резервуара и выполненные работы по его ремонту хранится вместе с паспортом.
7.1.83 Демонтаж резервуаров
7.1.83.1 Демонтаж резервуаров производится по истечении нормативного срока их эксплуатации либо при других обстоятельствах, затрудняющих их дальнейшую эксплуатацию. Решение о демонтаже резервуара принимается организацией эксплуатирующей резервуарные парки и согласовывается с вышестоящим ведомством.
7.1.83.2 Наиболее эффективным методом является демонтаж с применением шнуровых зарядов. Однако при демонтаже взрывом происходят значительные деформации и прогибы металлоконструкций, а также разрушение металла в месте воздействия взрывной волны.
7.1.83.3 Перед демонтажем резервуара кумулятивными зарядами его необходимо подготовить в соответствии с требованиями раздела 8 и заполнить водой на высоту 0,2-0,3 м.
7.1.83.4 Кумулятивные заряды необходимо транспортировать и хранить в соответствии с требованиями ПБ 13-01-92 «Единые правила безопасности при взрывных работах».
7.1.83.5 Персонал, выполняющий демонтаж резервуаров кумулятивными зарядами, должен пройти специальную подготовку, сдать экзамены по программе для взрывников квалификационной комиссии и иметь соответствующее удостоверение, а организация-исполнитель должна иметь лицензию Госгортехнадзора России на производство взрывных работ.
7.1.83.6 Обслуживающий персонал при демонтаже резервуаров кумулятивными зарядами в момент возможного взрыва должен находиться в укрытии на расстоянии не менее 300 м от места взрыва.
7.1.83.7 Абсолютная суммарная масса одновременно взрываемых (детонирующим шнуром или электродетонатором мгновенного действия) наружных зарядов не должна превышать 20 кг.
7.1.83.8 Если предполагается вторичное использование металлоконструкций, то демонтаж предпочтительнее выполнять в последовательности, обратной монтажу. При этом методе используются газовая резка и грузоподъемные механизмы.
7.2 Капитальный ремонт железобетонных резервуаров
7.2.1 Общая часть
7.2.1.1 Ремонт резервуара - комплекс строительно-монтажных работ и организационно-технических мероприятий по устранению физического износа, не связанных с изменением основных технико-экономических показателей сооружения.
7.2.1.2 Текущий ремонт резервуара осуществляется с целью восстановления исправности (работоспособности) его конструкций и систем инженерного оборудования, а также поддержания эксплуатационных показателей.
7.2.1.3 Капитальный ремонт резервуара осуществляется с целью восстановления его ресурса с заменой, при необходимости, конструктивных элементов и систем инженерного оборудования, а также улучшения эксплуатационных показателей на период до следующего капитального ремонта.
7.2.1.4 Оценка качества ремонтно-строительных работ по капитальному ремонту резервуара должна проводиться на основе оценок качества отдельных видов работ. При оценке качества ремонтно-строительных работ должно проверяться соблюдение установленных параметров: геометрических (размеры, отметки, зазоры, допуски), физико-механических (прочность, плотность, состояние поверхности, герметичность, влажность, температура) и других контролируемых параметров, предусмотренных проектом производства работ.
7.2.1.5 Проверка соответствия выполненных ремонтно-строительных работ требованиям проекта, нормативных документов и стандартов должна осуществляться в зависимости от характера контролируемых параметров и требований инструментально (измерения, испытания) и визуально. Необходимость сплошной или выборочной проверки, объем и способы контрольных измерений и испытаний следует определять исходя из требований нормативных документов и стандартов.
7.2.1.6 Ремонт, восстановление и усиление железобетонных конструкций резервуара осуществляются по индивидуальному проекту организацией, эксплуатирующей резервуар, или специализированной организацией, имеющей соответствующую лицензию Госгортехнадзора РФ.
7.2.1.7 Все ремонтные и восстановительные работы должны выполняться при соблюдении требований безопасности, изложенных в разделе 9 настоящих «Правил...».
7.2.2 Мероприятия по подготовке резервуара к ремонту
7.2.2.1 Мероприятия по подготовке резервуара к ремонту со стороны организации, выполняющей проект на капитальный ремонт:
- представление заказчику лицензии Госгортехнадзора РФ на проведение проектных работ;
- ознакомление с документацией по конструкции резервуара, его эксплуатации, техническим отчетом по обследованию и рекомендациями по ремонту;
- согласование с заказчиком проекта капитального ремонта резервуара;
- разработка проекта производства работ на капитальный ремонт резервуара;
- согласование с заказчиком проекта производства работ на ремонт резервуара.
7.2.2.2 Мероприятия по подготовке резервуара к ремонту со стороны организации, выполняющей ремонтные работы:
- представление заказчику лицензии Г осгортехнадзора РФ на ремонтные работы железобетонных конструкций резервуаров;
- ознакомление с условиями проведения ремонтных работ, проектом на капитальный ремонт резервуара, проектом производства работ;
- проведение подготовительных работ в соответствии с ППР;
- изготовление вспомогательных средств, подмостей и т.д.;
- оформление разрешения на производство ремонтных работ;
- ограждение территории, где производится капитальный ремонт;
- согласование схемы размещения оборудования и материалов.
7.2.3 Технические средства, материалы и приспособления, необходимые для ремонта резервуара
7.2.3.1 При проведении ремонтных работ технические средства, материалы и приспособления применяются в соответствии с ППР.
7.2.3.2 Для ремонта резервуара должны применяться технические средства, имеющиеся в наличии и обеспечивающие экономичность проведения ремонтных работ.
7.2.3.3 Выбор вариантов применения отдельных машин и механизмов должен определяться в соответствии с ППР.
7.2.3.4 Для ремонта железобетонных конструкций, конструкций усиления и для герметизации стыков должны применяться бетоны и растворы, обладающие необходимой прочностью, морозостойкостью, плотностью и повышенными защитными свойствами арматуры в условиях воздействия агрессивной среды и нефтепродуктов.
7.2.3.5 Для герметизации покрытия, стен, днища, мест ввода трубопроводов допускается применение органических, неорганических и комплексных моно- или армированных составов, обеспечивающих требуемую герметичность элемента, надежность и долговечность применяемого материала, а также его экологическую и техническую безопасности.
7.2.3.6 В качестве вяжущего для бетонов и растворов необходимо применять сульфатостойкие портландцементы марки не ниже 400, удовлетворяющие требованиям ГОСТ 22266, с содержанием трехкальциевого алюмината не более 8 % при их суммарном содержании не более 22 %.
7.2.3.7 При наличии агрессивных грунтов и вод выбор цемента должен проводиться с учетом требований СНиП 2.03.11 «Защита строительных конструкций от коррозии».
7.2.3.8 В качестве крупных заполнителей должны применяться материалы (щебень, песок) преимущественно изверженных горных пород, удовлетворяющие требованиям ГОСТ 26633.
7.2.3.9 Для приготовления прочных бетонов повышенной плотности рекомендуется применять пластифицирующую добавку С-3 (ТУ 6-36-0204229-62590), микрокремнезем и воду, отвечающую требованиям ГОСТ 23732 «Вода для бетонов и растворов. Технические условия.»
7.2.3.10 Применяемая для армирования железобетонных конструкций арматурная сталь должна отвечать требованиям СНиП 2.03.01 «Бетонные и железобетонные конструкции. Нормы проектирования».
7.2.3.11 Для армирования клеевых композиций рекомендуется применять стеклоткани марки Т-10/2, СЭ, 325, А-3(С) и стеклосетки марки PC и СС-1.
7.2.4 Ремонт строительных конструкций
7.2.4.1 Общие требования
7.2.4.1.1 Ремонт строительных конструкций осуществляется в соответствии с проектом.
7.2.4.1.2 Все ремонтируемые конструкции должны быть очищены от остатков нефти.
7.2.4.1.3 Составы бетона и раствора, клеевые составы и другие применяемые для ремонта материалы должны быть подобраны и проверены в лабораторных условиях в соответствии с данными «Правилами...», соответствующими техническими условиями и иметь сертификат соответствия.
7.2.4.1.4 Выбор вида усиления конструкций определяется технико-экономическим сравнением вариантов.
7.2.4.2 Ремонт плит покрытия
7.2.4.2.1 Плиты, оцененные баллом 1 (в соответствии с разделом 6.2 настоящих «Правил...»), имеют минимальную прочность и находятся в аварийном
состоянии. Такие плиты потеряли связь с соседними плитами, работают самостоятельно и рекомендуются к замене (6.2.3.1).
Замену аварийных плит можно осуществить как в монолитном варианте, так и с применением новых сборных плит. В монолитном варианте необходимо применить бетон на расширяющемся цементе (ГОСТ 8267). Подбор состава расширяющегося при твердении бетона проводится таким образом, чтобы величина получаемого предварительного напряжения диском покрытия соответствовала уровню предварительного напряжения, предусмотренного проектом резервуара.
В том случае, если замена осуществляется сборной железобетонной плитой, необходимо обеспечить устройство напрягаемого стыка новой плиты с соседними. Для этого применяется бетон с высокой степенью расширения.
7.2.4.2.2 Плиты, оцененные баллом 2, имеют или чрезмерно большой прогиб (Рксп > 1,3f) при достаточной прочности, или имеют недостаточную несущую способность для восприятия расчетной нагрузки.
Для плит, у которых основным критерием балльной оценки было превышение прогиба, рекомендуется зачистить внешнюю поверхность, уложить арматурную сетку и нанести слой торкрет-бетона (или слой бетона В30 с морозостойкостью не менее М50). Параметры арматурной сетки и толщина слоя на опорах подбираются, исходя из восприятия новым слоем 50 % проектной нагрузки.
Для плит, у которых основным критерием балльной оценки было снижение прочности, рекомендуется выполнить то же, что и в предыдущем случае, но параметры армирования и толщина нового слоя должны обеспечить 100 % восприятие расчетной нагрузки. Усиление таких конструкций возможно также с помощью разгружающих балок или дополнительной стойки.
7.2.4.2.3 Плиты, оцененные баллом 3, имеют пониженную прочность и требуют восстановления несущей способности. Восстановление свойств плиты производится наложением омоноличивающего железобетонного слоя. В соответствии с определенной прочностью плит при обследовании резервуара восстановленная плита должна выдерживать 100 % расчетной нагрузки на срок эксплуатации не менее 10 лет.
7.2.4.2.4 В плитах, оцененных баллом 4, должны быть выполнены ремонтные работы в соответствии с установленными при диагностике дефектами.
7.2.4.2.5 Плиты, оцененные баллом 5, могут продолжать использоваться без ограничений.
7.2.4.3 Ремонт колонн
7.2.4.3.1 Ремонт и усиление колонн проводятся при выявлении дефектов, приводящих к недостаточной несущей способности колонны и консолей или при образовании дефектов, снижающих надежность и долговечность конструкции.
7.2.4.3.2 При оценке колонны баллом 1 необходима замена конструкции на новую металлическую или железобетонную.
7.2.4.3.3 При оценке конструкции баллами 2, 3 целесообразно усиление колонны металлическими уголками с последующим обетонированием.
7.2.4.3.4 Перед усилением колонны необходимо максимально разгрузить покрытие над колонной и установить страховочные металлические стойки под опорными частями балок.
7.2.4.3.5 Усиление консолей колонн проводят с помощью разгружающих устройств, которые передают нагрузку с опорных частей балок непосредственно на ствол колонны.
7.2.4.4 Ремонт балок
7.2.4.4.1 Замену, ремонт, восстановление или усиление балок проводят при установленной недостаточной несущей способности, наличии дефектов или при увеличении нагрузки на покрытие.
7.2.4.4.2 Балки, оцененные баллом 1, необходимо заменять.
7.2.4.4.3 Для конструкции балки, оцененной баллом 2, необходима установка дополнительной опоры под середину пролета балки.
7.2.4.4.4 Для конструкции балки, оцененной баллом 3, рациональным может оказаться устройство шпренгельного усиления.
7.2.4.4.5 Для конструкций, оцененных баллом 4, необходимо осуществить ремонт по указанным в дефектной ведомости дефектам.
7.2.5 Устранение отдельных дефектов осуществляется в соответствии с таблицей 11.
Таблица 11. Дефекты конструкций железобетонных резервуаров и методы их устранения
| № дефекта и краткое описание |
Степень повреждения |
Мероприятия по устранению |
| 1 | 2 | 3 |
| 1. Рыхлая, легкоотслаивающаяся | Глубина разрушения до 10-15 мм |
Поверхность бетона зачищается ручным или механическим способом до прочного бетона, |
| поверхность бетона |
Глубина разрушения более 10-15 мм, но не более 40 мм Г лубина разрушения более 40 мм | проводятся пескоструйная очистка, промывка поверхности бетона с последующим нанесением торкрет-раствора Выполняются аналогичные операции по очистке поверхности. На очищенную поверхность укладывается арматурная сетка с последующим нанесением торкрет-бетона Плита оценивается баллом 1 или 2 и ремонтируется в соответствии с 7.2.4.2.1 или 7.2.4.2.2 |
| 2. Нарушение герметичности конструкции (непроектное сквозное отверстие) | Отверстие диаметром до 50 мм Отверстие диаметром более 50 мм | Зачистить края отверстия от пыли и грязи. Зачеканить отверстия бетоном или раствором густой консистенции. Загладить или зажелезнить поверхность свежеуложенного бетона Обработать края отверстия, придав им конусность, узкой частью внутрь резервуара. Очистить от грязи и продуктов коррозии бетон и арматуру в отверстии. При необходимости установить дополнительную арматуру. Установить опалубку и провести бетонирование отверстия |
|
3. Нарушение стыка между однотипными элементами | При трещинах шириной раскрытия менее 0,2 мм и длиной менее 1000 мм При трещинах шириной раскрытия от 0,2 до 1 мм и длиной менее половины длины шва При сквозных трещинах длиной более половины длины шва | Дефект ликвидируется с помощью защитных плёнок и покрытий Трещины и прилегающие к ним участки очищаются от грязи и пыли. С шагом, определённым в ППР, по оси трещины устанавливаются на клею штуцера. После затвердевания клея, крепящего штуцер, по гибким шлангам под давлением осуществляется инъецирование трещины. Состав герметизирующего клея определяется проектом на ремонт резервуара Осуществляется очистка трещины и прилегающих поверхностей от пыли и грязи. При необходимости устанавливается опалубка, поверхности трещины увлажняются. Затем проводится зачеканка или бетонирование (в зависимости от величины раскрытия) трещины растворами или бетонами на расширяющихся цементах (с целью обеспечения восстановления предварительного напряжения) |
| 4. Нарушение стыка между разнотипными элементами |
Проводят такие же мероприятия, что и при дефекте 3. В том случае, если восстановление монолитности работы конструкций добиться не удаётся (ввиду разностей жесткостей и условий работы конструкций), необходимо учитывать податливость стыка и применять эластичные материалы, которые могут деформироваться в пределах работы стыка без разрушения | |
| 5. Коррозия рабочей арматуры |
Сокращение площади поперечного сечения не более чем на 5 %, несущей способности - не более чем на 10 % Сокращение площади поперечного сечения более чем на 5 %, несущей способности - не более чем на 10 %: а) для конструкций без предварительного напряжения; б) для конструкций с предварительным напряжением |
Удаляются поврежденные участки защитного слоя бетона. Осуществляется очистка арматуры от продуктов коррозии. Зачищенная арматура покрывается цементным раствором с последующим восстановлением защитного слоя а) Удаляются повреждённые участки защитного слоя бетона. Осуществляется очистка арматуры от продуктов коррозии. К рабочей арматуре, с помощью коротышей, подваривается дополнительная рабочая арматура. Восстанавливается защитный слой проектной и дополнительной арматуры б) Проводится усиление путём изменения расчётной схемы конструкции (установка промежуточной опоры, шпренгельная затяжка или др.). В случае невозможности устройства усиления необходимо произвести замену конструкции |
| 6. Нарушение защитного слоя рабочей арматуры | Повреждения длиной менее 1000 мм Повреждения длиной более 1000 мм | Проводится оштукатуривание арматуры цементно-песчаным раствором до восстановления проектной толщины защитного слоя Для защиты арматуры проводят торкретирование. Для увеличения сил сцепления между слоями старого и нового бетона на старый бетон наносится эпоксидно-тиоколовый клей К-153. Новый бетон или раствор должен быть нанесен до потери липкости нанесенного клея |
| 7. Коррозия конструктивной арматуры | При значительных повреждениях защитного слоя При повреждениях защитного слоя более 50 %, сопровождающихся интенсивной коррозией конструктивной арматуры |
Необходимо провести очистку поверхности металлическими щётками и восстановить защитный слой до проектной величины Необходимо провести очистку поверхности металлическими щётками, установить дополнительную арматурную сетку и провести обетонирование конструкции |
| 8. Трещина в теле конструкции | Одиночная трещина Трещины, вызванные снижением предварительного напряжения или снижением прочности бетона ниже допустимого уровня | Осуществляется заделка трещины путём инъецирования Сначала устраняются причины возникновения трещины, затем, если требуется, проводится заделка трещины. В зависимости от ширины раскрытия заделка проводится нанесением защитной плёнки или инъецированием |
| 9. Разрушение части конструкции | При незначительном повреждении При значительном повреждении |
Осуществляется оштукатуривание или омоноличивание разрушенной части конструкции Производится замена или усиление конструкции с заделкой места разрушения |
|
Примечание - Под № 10 могут быть обозначены разнообразные дефекты, приводящие к нарушению прочностных и деформативных свойств, снижению долговечности и эксплуатационных качеств, разгерметизации и т.д. Причины образования этих дефектов определяются в результате обследования. Восстановление конструкций производят в соответствии с проектом на капитальный ремонт резервуара |
||
7.2.6.3 Испытание на газонепроницаемость покрытия проводится в соответствии с разделом 2 настоящих «Правил...».
7.2.7 Приемка резервуара в эксплуатацию.
7.2.7.1 Приемка резервуара в эксплуатацию осуществляется комиссией, назначаемой руководителем эксплуатирующей организации. В состав комиссии включают представителей эксплуатирующей организации; организации, выполняющей ремонт; проектной организации; организации, проводившей обследование состояния конструкций, и органов государственного надзора.
7.2.7.2 Оценка качества работ проводится комиссией по результатам испытаний резервуара и визуально на соответствие выполненных работ проекту капитального ремонта.
7.2.7.3 Комиссия по приемке резервуара составляет акт о приемке и вводе резервуара в эксплуатацию с приложением следующей документации:
- дефектной ведомости;
- проекта на капитальный ремонт с проектом производства работ;
- сертификатов на примененные при ремонте материалы;
- актов и журналов производства ремонтных работ;
- согласований на изменения и отклонения, допущенные при ремонте, по сравнению с проектом на капитальный ремонт резервуара;
- актов на проведенные испытания.
7.2.7.4 Акт о приемке резервуара в эксплуатацию утверждается руководителем эксплуатирующей организации.
7.2.7.5 Акт о приемке резервуара в эксплуатацию с документами, перечисленными в 7.2.7.3, хранится вместе с паспортом на резервуар. Сведения о ремонте заносятся в паспорт резервуара.
8.1 Резервуары для нефти следует очищать по мере необходимости, определяемой условиями сохранения качества нефти, надежной эксплуатацией резервуаров и оборудования, т. е. очистку необходимо проводить для:
- обеспечения надежной эксплуатации резервуаров;
- освобождения от пирофорных отложений, высоковязких остатков с наличием минеральных загрязнений, ржавчины и воды;
- полного обследования и производства ремонта.
8.2 На очистку резервуара составляется проект производства работ, который должен содержать следующие разделы:
- подготовка резервуара к проведению работ;
- проведение очистки;
- безопасность проведения работ;
- пожарная безопасность;
- схема размещения оборудования, используемого при очистке.
Проект утверждается главным инженером филиала предприятия и согласовывается пожарной охраной объекта.
8.3 Работы по очистке резервуаров могут выполнять ремонтные подразделения эксплуатирующей организации либо специализированные предприятия, имеющие соответствующую лицензию.
8.4 На весь период работ по очистке резервуара назначается ответственный для руководства и обеспечения безопасных условий труда (если очистка выполняется эксплуатирующей организацией) или решения организационных вопросов и контроля за соблюдением требований промышленной безопасности на объекте (при привлечении к очистке специализированной организации).
8.5 Перед выполнением работ внутри резервуара все связанные с ним трубопроводы должны быть отключены закрытием задвижек и установкой заглушек с хвостовиком. Расчет толщины заглушки выполняется в соответствии с Приложением Т. Место и время установки заглушек должны быть записаны в вахтовом журнале. Для проведения работ по очистке оформляются акт (Приложение У) и наряд-допуск на проведение газоопасных (ремонтных) работ. Периодически повторяющиеся газоопасные работы, являющиеся неотъемлемой частью технологического процесса, характеризующиеся аналогичными условиями их проведения, постоянством места и характера работ, определенным составом исполнителей, могут проводиться без оформления наряда-допуска, но с обязательной регистрацией перед их началом в журнале.
8.6 Технологический процесс очистки резервуара может включать следующие операции:
- откачку нефти и размыв донных отложений системами в соответствии с инструкцией по их эксплуатации;
- откачку до минимально возможного уровня;
- подготовку донного осадка к откачке из резервуара, контроль качества продукта и откачку его в соответствии с ППР;
- дегазацию резервуара до значений ПДВК при соблюдении предельного уровня загазованности каре резервуара не более 20 % НКПР;
- очистку резервуара в соответствии с ППР;
- дегазацию резервуара до значений ПДК;
- контроль качества очистки;
- утилизацию осадка.
8.7 Для очистки резервуаров применяются технологии, прошедшие утверждение в органах Госгортехнадзора в установленном порядке.
Выбор технологического варианта очистки обусловлен реальными условиями, состоянием объекта, уровнем и реологическими свойствами осадка.
8.8 Дегазация резервуара может осуществляться с помощью принудительной вентиляции, пропарки или другими способами.
Резервуары следует пропаривать при открытых люках. При пропарке резервуара внутри него должна поддерживаться температура не ниже 78 °С.
При пропаривании резервуара с металлическим понтоном верхнюю (над понтоном) и нижнюю (под понтоном) части резервуара следует пропаривать самостоятельно. Резервуары с понтоном из синтетического материала не пропаривают. При использовании пара для размягчения осадка и флегматизации газового пространства следует закрыть люки и следить за работой дыхательной арматуры.
8.9 Естественная вентиляция резервуара при концентрации паров в газовом объеме более 2 г/м должна производиться только через верхние световые люки с установкой на них дефлекторов.
Вскрытие люков-лазов первого пояса для естественной вентиляции (аэрации) допускается при концентрации паров нефти в резервуаре не более ПДВК (2,1 г/м3).
Запрещается проводить вскрытие люков и дегазацию резервуара (принудительную и естественную) при скорости ветра менее 1 м/с.
8.10 Применяемое при очистке оборудование должно отвечать следующим требованиям:
- обеспечивать взрывозащищенность и искробезопасность;
- обеспечивать выполнение всех технологических операций с соблюдением технической и экологической безопасности процесса;
- быть сертифицированным в соответствии с установленными правилами.
Моющие средства должны быть химически нейтральными к контактному материалу (металл, бетон, лакокрасочное покрытие) и иметь гигиенический сертификат. Химические реагенты различного спектра действия должны иметь гигиенический сертификат и заключение о его применимости на объектах транспорта нефти.
8.11 В процессе очистки резервуаров проводится контроль концентрации углеводородов в газовом пространстве.
8.12 Отходы, полученные в результате очистки резервуара и не подлежащие дальнейшему использованию на предприятиях, должны быть утилизированы или размещены в специально отведенных местах, согласованных с территориальными органами санэпиднадзора и органами, уполномоченными в области охраны окружающей природной среды и экологической безопасности.
8.13 Качество очистки резервуара контролируется:
3
- измерением концентрации углеводородов в газовом пространстве резервуара (ПДК не более 300 мг/м );
- визуально;
- измерением предельно допустимой пожарной нагрузки в наиболее загрязненном месте (ПДПН не более 0,2 кг/м для работы без доступа людей в резервуар и не более 0,1 кг/м2 с доступом людей внутрь резервуара) для проведения огневых работ.
8.14 После выполнения очистных работ составляется акт на выполненную очистку по форме Приложения Ф.
8.15 При необходимости выполнения ремонта с ведением огневых работ составляется акт (Приложение Ц). Для проведения огневых работ оформляется наряд-допуск.
8.16 После окончания ремонтных и других работ все заглушки должны быть удалены. Снятие заглушек, отмеченных в журнале, обязан проверить ответственный представитель предприятия.
9 ТРЕБОВАНИЯ ПО ОХРАНЕ ТРУДА, ОХРАНЕ ОКРУЖАЮЩЕЙ СРЕДЫ, ПОЖАРНОЙ БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ РЕЗЕРВУАРОВ И РЕЗЕРВУАРНЫХ ПАРКОВ
9.1.1 Общие положения
9.1.1.1 Охрана труда - система сохранения жизни и здоровья работников в процессе трудовой деятельности, включающая в себя правовые, социальноэкономические, организационно-технические, санитарно-гигиенические, лечебно-профилактические, реабилитационные и иные мероприятия.
9.1.1.2 Требования по охране труда при эксплуатации резервуаров и резервуарных парков определяются законом «Об основах охраны труда в РФ», «Законом о промышленной безопасности опасных производственных объектов», другими действующими законодательными актами РФ и субъектов РФ, правилами, решениями и указаниями органов государственного надзора, Министерства и ведомства (компании).
9.1.1.3 Ответственность за соблюдение требований промышленной безопасности, а также за организацию и осуществление производственного контроля несут руководитель эксплуатирующей организации и лица, на которых возложены такие обязанности в соответствии с должностными инструкциями.
9.1.1.4 Согласно Федеральному закону «О промышленной безопасности опасных производственных объектов» резервуары и резервуарные парки, входящие в состав НПС, относятся к опасным производственным объектам.
Декларация промышленной безопасности опасных производственных объектов должна содержать требования к промышленной безопасности резервуаров и резервуарных парков.
9.1.1.5 К работам по эксплуатации резервуаров допускаются лица не моложе 18 лет, прошедшие в установленном порядке инструктаж, подготовку, не имеющие медицинских противопоказаний при работе на опасных производственных объектах.
9.1.1.6 Обслуживание и ремонт технических средств резервуаров и резервуарных парков должны осуществляться на основании соответствующей лицензии, выданной федеральным органом исполнительной власти, специально уполномоченным в области промышленной безопасности, при наличии договора страхования риска ответственности за причинение вреда при их эксплуатации.
9.1.1.7 Инструкции по охране труда разрабатываются руководителями цехов, участков, лабораторий и т.д. в соответствии с перечнем по профессиям и видам работ, утвержденным руководителем предприятия.
9.1.1.8 При эксплуатации резервуаров и резервуарных парков возможно наличие следующих опасных и вредных производственных факторов:
- образование взрывоопасной среды;
- загазованность воздуха рабочей зоны;
- повышенный уровень статического электричества;
- повышенная или пониженная температура воздуха рабочей зоны;
- выполнение работ на высоте;
- повышенная или пониженная подвижность воздуха;
- недостаточная освещенность на рабочем месте;
- воздействие на организм человека электрического тока;
- повышенная или пониженная влажность воздуха.
9.1.2 Требования безопасности при выполнении технологических операций в резервуарах и резервуарных парках
9.1.2.1 Обслуживающий персонал резервуарного парка должен знать схемы его коммуникаций, чтобы при эксплуатации, авариях, пожарах в нормативные сроки безошибочно выполнять необходимые переключения. Схемы должны находиться на рабочих местах.
Каждый резервуар должен иметь номер, соответствующий технологической схеме, написанный на стенке РВС, а для ЖБР он должен быть написан на стенке камеры (колодца) управления задвижками или трафарете, установленном на кровле резервуара.
9.1.2.2 Открывать и закрывать задвижки в резервуарном парке следует плавно, без применения рычагов. Запорные устройства, установленные на технологических трубопроводах нефти и воды должны иметь указатель состояния (Открыто и Закрыто).
9.1.2.3 При переключениях действующий резервуар необходимо отключать только после открытия задвижек включаемого резервуара.
Одновременные операции с задвижками во время перекачки нефти, связанные с отключением действующего и включением нового резервуара,
запрещаются.
9.1.2.4 В случае перелива нефти из резервуара необходимо немедленно подключить другой незаполненный резервуар, а разлитую нефть откачать в незаполненные резервуары. Резервуар, где произошел перелив, отключить из работы. Подключить его можно только после устранения загазованности, уборки загрязненного грунта, проведения расследования причин перелива и устранения его последствий. Загрязненный грунт следует собрать и увезти с территории парка в специально отведенное место.
9.1.2.5 При закачке нефти в резервуары в безветренную погоду при температуре окружающего воздуха выше 20 °С необходимо осуществлять контроль загазованности резервуарного парка. При достижении ПДК должны приниматься меры по изменению режима работы резервуаров.
9.1.2.6 На территории резервуарных парков при обслуживании необходимо осуществлять контроль воздушной среды на наличие вредных веществ с помощью переносных газоанализаторов.
Контроль воздушной среды должен проводиться на расстоянии 10-12 м от наполняемых резервуаров и у обвалования с подветренной стороны. В резервуарных парках с сернистыми нефтями замер концентраций паров или отбор проб следует осуществлять, кроме того, на расстоянии 5-10 м за обвалованием по осевым линиям наполняемых резервуаров с подветренной стороны.
Замер концентраций паров должен проводиться не реже 1 раза в смену - в каре резервуарных парков с резервуарами типа РВСП и РВСПК; 1 раза через 4 часа - в каре с резервуарами типа РВС.
В резервуарных парках с подземными или полуподземными железобетонными резервуарами (ЖБР) замер концентраций паров нефти или отбор проб воздуха следует проводить через каждые 4 часа на высоте 0,10-0,15 м над покрытием крыши около стенки наполняемого резервуара по осевой линии и против дыхательных клапанов (по осевым линиям) с подветренной стороны.
9.1.2.7 Санитарно-гигиенические требования к воздуху рабочей зоны (температура, влажность, подвижность воздуха рабочей зоны, предельно допустимое содержание вредных веществ, методы контроля) должны соответствовать ГОСТ 12.1.005.
Нефть, находящаяся в резервуарах и резервуарных парках, по токсичности относится к III классу опасности вредного вещества.
Нефть с содержанием сероводорода в зависимости от его концентрации относится ко II или III классу опасности вредного вещества.
9.1.2.8 Для входа на территорию резервуарного парка по обе стороны обвалования или ограждающей стены следует установить лестницы-переходы с перилами: для отдельно стоящего резервуара - не менее двух, для группы резервуаров - не менее четырех. Переходить через обвалования в других местах запрещается.
Лестницы должны соответствовать требованиям ГОСТ 12.2.044.
9.1.2.9 Если на территории парка трубопроводы возвышаются более чем на 0,5 метра от уровня земли, то в местах перехода через них должны быть установлены переходные мостики с перилами.
9.1.2.10 Для освещения резервуарных парков следует применять прожекторы, установленные на мачтах, расположенных за пределами внешнего обвалования и оборудованных помостками и лестницами для обслуживания.
Для местного освещения следует применять аккумуляторные фонари напряжением не более 12 В во взрывобезопасном исполнении, включение и выключение которых должно проводиться вне обвалования.
Согласно требованиям ПУЭ и СНиП 23-05 минимальная освещенность на территории резервуарного парка должна быть:
- для парка в целом - не менее 5 лк;
- в местах измерений уровня нефти в резервуаре и управления задвижками в резервуарном парке - 10 лк;
- на лестницах и обслуживающих площадках - 10 лк;
- в местах установки контрольно-измерительных приборов (комбинированное освещение с переносными светильниками) - 30 лк;
- на вспомогательных проездах - 0,5 лк;
- на главных проездах 1-3 лк.
9.1.2.11 Нахождение обслуживающего персонала на плавающей крыше во время закачки и откачки резервуара запрещается.
9.1.2.12 Должен быть установлен постоянный контроль за исправностью лестниц, ограждающих конструкций на кровле и крыши резервуаров. Запрещается загромождать лестницу и крышу резервуара посторонними предметами и снятыми деталями оборудования.
9.1.2.13 При эксплуатации резервуара и резервуарного оборудования, измерении уровня и отборе проб обслуживающий персонал должен иметь одежду и обувь, изготовленные из материалов, не накапливающих статическое электричество, в соответствии с требованиями ГОСТ 12.4.124. Обувь не должна иметь металлических накладок и гвоздей.
9.1.2.14 При ручном отборе проб и замере уровня нефти, при спуске подтоварной воды, открытии замерных и других люков обслуживающий персонал должен находиться с наветренной стороны (стоять боком к ветру). При работе с открытыми люками последние должны быть закрыты предохранительными решетками. При необходимости находиться с подветренной стороны персонал должен пользоваться противогазом. Запрещается без противогаза заглядывать в открытый люк или низко наклоняться к его горловине во избежание отравления выделяющимися вредными парами и газами.
9.1.2.15 Запрещается проводить измерения уровня нефти и отбор проб вручную, а также осмотр резервуарного оборудования во время грозы. При гололеде должны быть приняты дополнительные меры безопасности.
9.1.2.16 Запрещается эксплуатировать газоуравнительную систему без огневых предохранителей на газоотводных трубопроводах резервуаров.
9.1.3 Требования безопасности при подготовительных и ремонтных работах
9.1.3.1 На резервуаре, на котором проводятся операции по приему и откачке нефти, запрещается ведение ремонтных работ.
9.1.3.2 Работы по зачистке и дегазации резервуаров, некоторые виды ремонта (изоляция внутренней поверхности и др.) относятся к газоопасным,
выполняются по наряду-допуску на проведение огневых (ремонтных) работ. Эти работы должны выполняться только бригадой в составе не менее двух
человек.
9.1.3.3 К зачистке, дегазации и проведению ремонта допускаются лица, прошедшие инструктаж по технике безопасности, медицинский осмотр и сдавшие экзамен на допуск к работе.
9.1.3.4 Работы по зачистке и ремонту резервуаров и резервуарного оборудования проводятся только в дневное время. Запрещается проводить работы по зачистке во время грозы.
9.1.3.5 Для приведения резервуара в безопасное состояние перед проведением ремонтных работ с помощью дегазации необходимо обеспечить содержание паров нефти:
- не более 0,3 г/м3 при выполнении любых видов работ, связанных с пребыванием персонала внутри резервуара без защитных средств;
- не более 2,0 г/м при выполнении любых видов работ с доступом персонала в защитных средствах дыхания внутрь резервуара.
9.1.3.6 Техническое обслуживание и очистку резервуаров с плавающей крышей следует проводить после установки крыши на опорные стойки.
9.1.3.7 К работам внутри резервуаров разрешается приступать, если концентрация газов не превышает предельно допустимых концентраций вредных веществ в воздухе рабочей зоны, а температура не превышает допустимые санитарные нормы. Необходимо периодически, но не реже чем через каждые 2 ч, осуществлять контроль за состоянием воздушной среды на месте проведения ремонтных (огневых) работ, а при обнаружении в воздухе паров нефти (углеводородов, сероводорода), концентрация которых превышает ПДК, начальник объекта, участка должен прекратить выполнение работ и принять меры по ликвидации очагов загазованности, а при концентрации 20 % от нижнего предела воспламенения вывести работников за пределы обвалования, известить
руководителей объекта и принять меры к приведению рабочего места в соответствие с требованиями санитарных норм.
9.1.3.8 В процессе выполнения работ внутри резервуара (монтаж моечного оборудования, ручная очистка, огневые и ремонтные работы и т.п.) необходимо проводить принудительную вентиляцию газового пространства резервуара.
9.1.3.9 Для ориентировки обслуживающего персонала при зачистке резервуара должен быть установлен вымпел, указывающий направление ветра. Запрещается проводить вскрытие и дегазацию резервуара (принудительную и естественную) при скорости ветра менее 1 м/с.
9.1.3.10 Инструмент, применяемый для удаления осадков (совки, скребки, ведра и др.), должен быть изготовлен из материалов, не образующих искру при ударе о стальные предметы и конструкции. Для очистки резервуаров следует применять щетки из неискрящих материалов и деревянные лопаты.
9.1.3.11 Перед началом огневых работ должны быть установлены границы опасной зоны. Радиус опасной зоны определяется проектом производства работ (ППР).
9.1.3.12 Электросварочные работы должны выполняться в соответствии с ГОСТ 12.3.003 с учетом требований ГОСТ 12.1.010, ГОСТ 12.1.004. Одновременное производство электросварочных и газопламенных работ внутри резервуара не допускается.
9.1.3.13 Производство электросварочных работ во время дождя или снегопада при отсутствии навесов над электросварочным оборудованием и рабочим местом электросварщика не допускается.
9.1.3.14 Требования безопасности при газовой сварке и резке с применением кислородных, ацетиленовых баллонов и генераторов следует выполнять в соответствии с действующими правилами пожарной безопасности в Российской Федерации.
9.1.3.15 Работами на высоте в соответствии с приказами Минздравмедпрома России № 280/88 от 05.10.1995 г. и № 280/90 от 14.03.1996 г. считаются все работы, которые выполняются на высоте 1,5 м от поверхности грунта или настила.
9.1.3.16 Основным средством предохранения работников от падения с высоты во время работы является его страховка предохранительным поясом по ГОСТ 12.4.089.
9.1.3.17 Для выполнения работ на высоте необходимо предусмотреть наличие исправных оградительных средств по ГОСТ 12.4.059 и защитных приспособлений по ГОСТ 26887, ГОСТ 27321, ГОСТ 27372.
9.1.3.18 При работах на высоте для защиты головы все работники, находящиеся в этой зоне, должны обеспечиваться касками по ГОСТ 12.4.087.
9.1.3.19 Приставные лестницы по конструкции должны соответствовать требованиям ГОСТ 26887 и быть оборудованы нескользкими опорами. Для спуска рабочих в ЖБР, работы внутри него и подъема из него должны применяться переносные лестницы, изготовленные из искробезопасного материала.
9.1.3.20 При выполнении работ на высоте необходимо пользоваться ящиками и сумками для инструмента и крепёжных изделий, спускать и поднимать все необходимые для работы предметы с помощью хлопчатобумажной веревки.
Для безопасной доставки с резервуара проб нефти в лабораторию следует переносить их в специальных тканевых сумках, надеваемых через плечо. Для подъёма тяжелых деталей надлежит применять соответствующие грузоподъемные средства, своевременно проверенные согласно действующим правилам Госгортехнадзора.
9.1.3.21 Перед допуском людей в резервуар ответственные за проведение подготовительных и ремонтных работ обязаны лично убедиться в надежности отключения трубопроводов, проверить наличие заглушек и соблюдение всех мер безопасности. По окончании ремонтных работ перед закрытием люков резервуара ответственный должен убедиться, что в резервуаре не остались люди, убраны инструменты и материалы.
9.1.3.22 Запрещается отогревать огнем арматуру, трубопроводы в резервуарном парке в случае замерзания. Для этой цели может быть применен водяной пар или горячая вода.
9.1.3.23 Очистку и промывку внутренних стен резервуара рабочие должны выполнять в средствах индивидуальной защиты органов дыхания (СИЗ ОД), спецодежде и спецобуви. Обувь рабочих не должна иметь стальных накладок и гвоздей. Поверх спецодежды следует надевать спасательный пояс с крестообразными лямками и прикрепленными к нему двумя прочными сигнальными веревками, свободные концы которых должны выходить наружу через ближайший нижний люк и находиться в руках у наблюдающего.
9.1.3.24 У люка резервуара должны находиться не менее двух человек, готовых в случае необходимости оказать помощь работающим в резервуаре. Для ЖБР на каждого работающего в резервуаре должно быть два наблюдающих. Они также должны быть в спецодежде и спецобуви и иметь при себе СИЗ ОД.
9.1.3.25 При применении шлангового противогаза рабочие, находящиеся снаружи резервуара, должны следить за тем, чтобы приемный шланг не имел
изгибов и располагался в зоне чистого воздуха. Для этого конец шланга необходимо закрепить на заранее выбранном месте.
9.1.3.26 Продолжительность пребывания в шланговом противогазе не должна превышать 30 минут, а последующий отдых на чистом воздухе должен быть не менее 15 минут.
9.1.3.27 При очистке и ремонте резервуара ответственным за проведение подготовительных и ремонтных работ перед применением СИЗ ОД необходимо проверить маски, шланги и соединения. При обнаружении трещин, незначительных неплотностей в соединениях использовать их запрещается.
9.1.3.28 При работе внутри резервуара двух человек и более воздухозаборные шланги и спасательные веревки должны находиться в диаметрально противоположных люках. При этом необходимо исключить взаимное перекрещивание и перегибание шлангов.
9.1.3.29 Недалеко от очищаемого резервуара следует держать питьевую воду в плотно закрытом сосуде и аптечку с необходимыми медикаментами.
9.1.3.30 Рабочие, выполняющие работы внутри резервуаров, должны периодически, но не реже одного раза в год, проходить медицинский осмотр.
9.1.3.31 Для защиты глаз от пыли, брызг, едких веществ, отлетающих частиц, твердых частиц при ремонте работающие должны пользоваться защитными очками в соответствии с ГОСТ Р 12.4.013.
При производстве электрогазосварочных работ должны применяться соответствующие защитные маски и очки со светофильтром.
9.1.3.32 Перед началом и в период работы с полимерными композициями рабочие должны равномерно смазывать руки защитными пастами 4-5 раз в смену, по окончании работ смазывать кремом.
9.1.3.33 При нанесении на внутреннюю поверхность резервуара полимерных клеевых композиций или аналогичных им необходимо поверх спецодежды и обуви надевать дополнительно легкий защитный комбинезон и резиновые галоши.
9.1.3.34 Спецодежда, обувь и другие средства индивидуальной защиты выдаются работникам в соответствии с утвержденными отраслевыми нормами выдачи. Указанные нормы являются обязательными и могут быть дополнены по решению ОАО МН в части увеличения количественно-качественного ассортимента и уменьшения сроков службы.
9.1.3.35 Контроль за правильностью хранения, выдачи, ухода и пользования средствами индивидуальной защиты (СИЗ) возлагается на отдел охраны труда ОАО МН, инженеров по ТБ филиалов ОАО МН и структурных подразделений.
9.1.4 Требования безопасности при работе с нефтями с высоким содержанием сероводорода
9.1.4.1 При входе в обвалование резервуара, содержащего нефти с высоким содержанием сероводорода (более 20-10-6 мг/кг), необходимо надевать фильтрующий противогаз марок В, КД. Вход и работа на территории резервуарного парка проводятся в присутствии наблюдателя (дублера). У входа в резервуарный парк должны быть установлены предупреждающие знаки.
9.1.4.2 Ручной отбор пробы и замер уровня в резервуаре с нефтью, содержащей сероводород, спуск подтоварной воды, открытие замерных и других люков необходимо проводить в присутствии наблюдающего (дублёра).
9.1.4.3 Для предупреждения самовоспламенения пирофорных отложений необходимо периодически очищать внутреннюю поверхность резервуаров от продуктов коррозии.
Во время очистки внутреннюю поверхность резервуара необходимо непрерывно орошать (смачивать) водой.
9.1.4.4 Грязь, пирофорные отложения и другие отложения, извлеченные при очистке резервуара от нефти, необходимо постоянно поддерживать во влажном состоянии до момента удаления их с территории резервуарного парка.
9.1.5 Требования безопасности в экстремальных условиях
9.1.5.1 К экстремальным условиям относятся явления, сопровождаемые предельными значениями температуры наружного воздуха и скорости ветра, разрядами атмосферного электричества, ливнями и т.д., при которых следует приостанавливать работы на открытом воздухе или внутри резервуара.
9.1.5.2 Руководство ведомства, предприятия в соответствии с законодательством о труде РФ устанавливает порядок обслуживания резервуаров и резервуарных парков при предельных значениях (и значениях выше) температуры наружного воздуха, скорости ветра для данного климатического района.
9.1.5.3 При экстремальных условиях (обледенение, туман и т.п.) проводить работы на высоте (отбор проб, измерение уровня ручным способом и т.п.), в резервуарах и резервуарных парках допускается при выполнении дополнительных мер безопасности (наличие дублёра, дополнительное освещение, применение предохранительных поясов, песка для устранения скольжения и других мер.)
9.1.5.4 Во время грозы приближаться к молниеотводам и резервуарам ближе чем на 4 м запрещается.
9.1.5.5 При авариях и инцидентах в резервуарных парках действия персонала регламентируются планом ликвидации возможных аварий, разрабатываемым на каждой НПС. Требования к содержанию ПЛА для резервуаров и резервуарных парков представлены в Приложении Ш.
9.1.5.6 Действия по ликвидации пожара в резервуарном парке регламентируются планом тушения пожара.
9.2 Охрана окружающей среды
9.2.1 Под окружающей природной средой (окружающей средой) понимается вся совокупность природных элементов и их комплексов в зоне расположения резервуаров МН и нефтебаз и прилегающих к ней территорий.
В соответствии с Законом Российской Федерации «Об охране окружающей природной среды» от 19 декабря 1991 года вопросы охраны окружающей среды при эксплуатации резервуаров магистральных нефтепроводов и нефтебаз решаются как комплексная задача, обеспечивающая сочетание экологических и экономических интересов.
9.2.2 Охрана окружающей среды при эксплуатации резервуаров магистральных нефтепроводов и нефтебаз состоит в:
- соблюдении действующих стандартов, норм и правил в области охраны окружающей среды;
- контроле степени загрязнения атмосферы, воды и почвы нефтью;
- контроле за утилизацией и своевременным удалением с территории твердых отходов;
- своевременной ликвидации последствий загрязнения окружающей среды;
- осуществлении мероприятий по сокращению загрязнения окружающей среды.
9.2.3 Работы по охране окружающей среды при эксплуатации резервуаров магистральных нефтепроводов и нефтебаз должны проводиться в рамках единой для всей страны системы правовых, нормативных, инструктивных и методических документов с учетом региональной специфики.
9.2.4 Плата за загрязнение окружающей природной среды взимается в соответствии с Законом РФ «Об охране окружающей природной среды» от 19 декабря 1991 года или законодательными актами субъектов Федерации, входящих в состав Российской Федерации.
Внесение платы за загрязнение окружающей природной среды не освобождает природопользователей от выполнения мероприятий по охране окружающей среды и рациональному использованию природных ресурсов, а также от возмещения в полном объеме вреда, причиненного окружающей природной среде, здоровью и имуществу граждан, народному хозяйству, в соответствии с действующим законодательством.
9.2.5 Охрана атмосферного воздуха
9.2.5.1 К числу основных загрязняющих веществ, выбрасываемых из резервуаров, относятся углеводороды, образующиеся вследствие испарения нефти из резервуаров.
9.2.5.2 В соответствии с Законом РФ «Об охране окружающей природной среды» выбросы загрязняющих веществ в атмосферу допускаются на основе разрешения на выброс, выдаваемого региональными органами по охране природы, на основании утвержденных норм предельно допустимых выбросов загрязняющих веществ в атмосферу.
9.2.5.3 Нормы предельно допустимых выбросов для резервуаров с нефтью устанавливаются в составе проекта нормативов предельно допустимых выбросов для НПО магистральных нефтепроводов и проекта нормативов предельно допустимых выбросов для нефтебаз.
9.2.5.4 При разработке норм предельно допустимых выбросов загрязняющих веществ в атмосферу следует руководствоваться Законом РФ «Об охране окружающей природной среды»; ГОСТ 17.2.3.02; «Нормами естественной убыли нефти при приеме, отпуске и хранении»; «Методикой расчета концентраций в атмосферном воздухе вредных веществ, содержащихся в выбросах предприятий» ОНД-86; «Рекомендациями по оформлению и содержанию проекта нормативов предельно допустимых выбросов в атмосферу (ПДВ) для предприятия».
9.2.5.5 Если к моменту разработки нормативов предельно допустимых выбросов на НПС или нефтебазе по причинам объективного характера не может быть обеспечено достижение норм предельно допустимых выбросов, то по согласованию с региональными органами по охране природы допускается установление норм временно согласованных выбросов - лимитов.
Нормативы временно согласованных выбросов должны устанавливаться на уровне, определенном для технически оснащенных НПС и нефтебаз, аналогичных по мощности и технологии, с указанием мероприятий, направленных на поэтапное снижение выбросов загрязняющих веществ до значений, обеспечивающих соблюдение предельно допустимых концентраций.
9.2.5.6 После установления норм предельно допустимых выбросов (временно согласованных выбросов) загрязняющих веществ в атмосферу на НПС и нефтебазах должен быть организован контроль за их соблюдением путем ведения журналов ПОД 1,2. Периодичность контроля выбросов углеводородов из резервуаров определяется на основании расчетов рассеивания, приведенных в «Проекте нормативов предельно допустимых выбросов (временно согласованных выбросов)» и положений ОНД-90 «Руководство по контролю источников загрязнения атмосферы. Части 1 и 2».
Контроль должен осуществляться либо силами предприятия, либо специализированными организациями на договорной основе.
9.2.5.7 Для снижения уровня загрязнения атмосферы выбросами углеводородов необходимо осуществлять мероприятия по сокращению потерь нефти из резервуаров.
Перечень технических средств по сокращению потерь от испарения нефти из резервуаров и показатели их эффективности представлены в таблице 12.
9.2.6 Охрана водных объектов
9.2.6.1 Производственно-дождевые сточные воды нефтеперекачивающих станций и нефтебаз перед сбросом их в водоемы и водотоки должны быть очищены. Необходимая степень очистки должна быть обоснована с учетом места сброса сточных вод и установленного норматива предельно допустимого сброса загрязняющего вещества.
9.2.6.2 Нормы предельно допустимого сброса загрязняющих веществ со сточными водами устанавливаются в разрешениях на специальное водопользование в соответствии с «Инструкцией о порядке согласования и выдачи разрешений на спецводопользование» НВН 33.5.1.02.
9.2.7 Охрана почвы
9.2.7.1 Источниками загрязнения почвы нефтью на нефтеперекачивающих станциях магистральных нефтепроводов и нефтебазах являются неплотности запорной арматуры, фланцевых и муфтовых соединений, сварных стыков; утечки вследствие коррозионных повреждений резервуаров; продукты зачистки резервуаров.
Таблица 12 - Показатели эффективности технических средств сокращения потерь нефти от испарения (от величины потерь нефти из резервуаров без средств сокращения потерь)
|
Техническое средство |
Показатель эффективности в сокращении потерь, % |
| 1 |
2 |
| 1. Плавающие крыши, понтоны в зависимости от применяемого типа уплотняющего затвора | 80-95 |
| 2. Газоуравнительная система, эффективность применения зависит от коэффициента совпадения операций по заполнению и | 40 |
| опорожнению резервуаров (Кс); 0 < Кс < 1, эффективность ГУС имеет пределы от 0 до 100 %; при Кс = 0,5 | |
| 3. Дыхательные клапаны типа КДС | 3 |
| 4. Диски-отражатели в зависимости от оборачиваемости резервуара |
15+30 |
| 5. Окраска резервуаров, | |
| до 2 лет эксплуатации включительно |
7 |
| свыше 2 до 4 лет включительно | 3 |
9.2.7.2 Для предотвращения загрязнения почвы при разливах, отборе проб нефти из резервуаров и ремонтах необходимо устраивать закрытые дренажи в заглубленные резервуары с автоматической откачкой нефти.
Должен осуществляться постоянный надзор за герметичностью технологического оборудования, сальниковых устройств, фланцевых соединений, съемных деталей, люков и т.п.
9.2.7.3 Во избежание переливов нефти следует применять предохранительные устройства, автоматически прекращающие подачу нефти по достижении заданного уровня.
9.2.8 Лимиты образования и размещения отходов
9.2.8.1 Твердые отходы (продукты коррозии, механические примеси, нефтешламы), образующиеся при зачистке резервуаров, должны быть утилизированы или размещены в специально отведенных местах.
9.2.8.2 В соответствии с «Федеральным Законом об отходах производства и потребления» размещение отходов, образующихся в процессе работы НПС,
допускается на основе разрешения, выдаваемого региональными органами по охране природы, на основании утвержденных нормативов образования отходов и лимитов на их размещения для предприятия.
9.2.8.3 При разработке проектов нормативов образования отходов и лимитов на их размещение следует руководствоваться «Федеральным Законом об отходах производства и потребления», Законом РФ «Об охране окружающей среды», «Временным классификатором токсичных промышленных отходов», «Методическими рекомендациями по проведению инвентаризации отходов производства и потребления и оформлению проекта нормативов предельного размещения отходов в природной среде». Проекты нормативов должны разрабатываться организацией, имеющей соответствующую лицензию Госкомэкологии РФ или субъектов Российской Федерации и утверждаться их территориальными органами.
9.2.8.4 В составе проекта нормативов предельного образования и лимитов размещения отходов для НПС магистральных нефтепроводов должно быть учтено количество твердых отходов, образующихся при очистке стен и днища резервуара.
9.3 Пожарная безопасность при эксплуатации резервуаров
9.3.1 Пожарная безопасность резервуаров и резервуарных парков в соответствии с требованиями ГОСТ 12.1.004 должна обеспечиваться за счет:
- предотвращения разлива и растекания нефти;
- предотвращения образования на территории резервуарных парков горючей паровоздушной среды и предотвращения образования в горючей среде источников зажигания;
- противоаварийной защиты, способной предотвратить аварийный выход нефти из резервуаров, оборудования, трубопроводов;
- организационных мероприятий по подготовке персонала, обслуживающего резервуарный парк, к предупреждению, локализации и ликвидации аварий, аварийных утечек, а также пожаров и загораний.
9.3.2 При эксплуатации резервуаров и резервуарных парков должны выполняться требования, установленные «Правилами пожарной безопасности в Российской Федерации» ППЪ 01-93* и «Правилами пожарной безопасности при эксплуатации магистральных нефтепроводов открытого акционерного общества «Акционерная компания по транспорту нефти «Транснефть» ВППБ 01-05-99.
9.3.3 Ответственность за обеспечение пожарной безопасности резервуаров и резервуарных парков несут первый руководитель эксплуатирующей организации и лица, на которых возложена ответственность за пожарную безопасность на рабочих местах в соответствии с должностной инструкцией.
9.3.4 Резервуарные парки и отдельно стоящие резервуары должны оснащаться системами пенного пожаротушения и водяного охлаждения согласно СНиП 2.11.03.
9.3.5 Системы пожаротушения, сигнализации, связи и первичные средства пожаротушения должны быть в исправном состоянии и постоянной готовности к действиям.
9.3.6 Для обеспечения пожарной безопасности должна быть создана пожарная охрана согласно ВНПБ 2000 «Пожарная охрана объектов транспортировки нефти», согласно которым определяется численность пожарной охраны и ее оснащение пожарной техникой.
9.3.7 Для каждого резервуарного парка в составе НПС, согласно Приложению I Ш1Б 01-93*, должны быть разработаны цеховая и общеобъектовая инструкции о мерах пожарной безопасности в соответствии с настоящими правилами и «Правилами технической эксплуатации магистральных нефтепроводов».
9.3.8 Резервуарные парки и отдельно стоящие резервуары должны быть обеспечены первичными средствами пожаротушения в соответствии с действующими нормами, указанными в Ш1Б 01-93* «Правила пожарной безопасности в Российской Федерации».
9.3.9 На территории резервуарного парка должны быть установлены знаки пожарной безопасности по НПЬ 160-97 для обозначения места расположения пожарного инвентаря, оборудования, гидрантов, колодцев и т.д., подходов к нему, а также для обозначения запретов на действия, нарушающие пожарную безопасность.
Состояние оборудования резервуаров необходимо систематически проверять в соответствии с инструкциями по эксплуатации.
9.3.10 Электротехническое оборудование и их элементы, располагаемые во взрывоопасной зоне резервуара, должны быть взрывозащищенного исполнения согласно ГОСТ 12.2.020, ГОСТ 22782.0, ПУЭ.
Электробезопасность средств измерения уровня и отбора проб, имеющих электрическое питание, обеспечивается по ГОСТ 12997.
Электрическую часть средств измерения уровня и отбора проб не допускается устанавливать внутри резервуара.
9.3.11 Пожарная безопасность территории резервуарного парка должна соответствовать требованиям «Правил пожарной безопасности при эксплуатации магистральных нефтепроводов открытого акционерного общества «Акционерная компания по транспорту нефти «Транснефть» ВППБ 01-05-99 и СНиП 2.11.03.
9.3.12 Подготовительные работы к ремонту и ремонтные работы должны вестись с соблюдением требований РД 153-39-ТН-012-96 «Инструкция по пожаровзрывобезопасной технологии очистки нефтяных резервуаров», РД 08-200-98 «Правила безопасности в нефтяной и газовой промышленности. Типовая инструкция по организации безопасного проведения газоопасных работ» и др. НТД.
9.3.13 Огневые работы на территории резервуарного парка и в резервуарах следует выполнять в соответствии с действующими НТД: «Правилами пожарной безопасности при эксплуатации магистральных нефтепроводов открытого акционерного общества «Акционерная компания по транспорту нефти «Транснефть» ВППБ 01-05-99, «Типовой инструкцией о порядке ведения сварочных и других огневых работ на взрывоопасных, взрывопожароопасных и пожароопасных объектах».
Приложение А к РД 153-39.4-078-01
(справочное)
Технические характеристики типовых стальных вертикальных резервуаров
| Тип резервуара |
Высота стенки, м | Диаметр резервуара, м | Масса, т, (мин. - макс) |
| 1 | 2 | 3 | 4 |
|
РВС-2000 | 11,92 | 15,18 | 44,25 - 48,56 |
|
РВСП-2000 | 11,92 | 15,18 | 55,51 |
| РВС-2000 | 11,92 | 15,18 |
45,37 - 52,66 |
| РВС-2000 |
11,92 | 15,48 | 45,28 |
| РВСП-2000 | 11,92 | 15,18 | 47,11 |
| РВС-3000 | 11,92 |
18,98 | 62,84 - 67,10 |
|
РВСП-3000 | 11,92 | 18,98 | 63,46 |
| РВС-3000 | 11,92 | 18,98 |
58,12 - 69,29 |
| РВС-3000 |
11,92 | 18,98 | 64,21 |
| РВСП-3000 | 11,92 | 18,98 | 67,03 |
| РВС-5000 | 11,92 |
22,80 | 93,4 - 100,20 |
|
РВСП-5000 | 114,81 | ||
| РВС-5000 | 11,92 | 22,79 | 93,62 - 106,24 |
| РВС-5000 | 14,90 |
20,92 | 91,70 |
|
РВСП-5000 | 14,90 | 20,92 | 97,67 |
| РВС-5000 | 14,90 | 20,92 |
97,91 |
| РВСП-5000 |
14,90 | 20,92 | 108,42 |
| РВС-10000 | 11,92 | 34,20 | 200,34 - 220,18 |
| РВСП-10000 | 11,92 |
34,20 | 240,93 |
|
РВС-10000 | 11,92 |
34,20 | 181,36 - 211,97 |
|
РВС-10000 | 17,88 |
28,50 | 187,23 - 194,0 |
|
РВСП-10000 | 17,88 |
28,50 | 198,58 |
|
РВС-10000 | 11,94 | 34,20 | 211,60 |
|
РВСП-10000 | 11,94 |
34,20 | |
| РВС-15000 | 11,92 | 39,90 |
268,52 - 295,92 |
| РВСП-15000 | 11,92 | 39,90 | |
| РВС-20000 | 11,92 |
45,60 | 353,87 - 390,77 |
|
РВСП-20000 | 11,92 |
45,60 | 423,97 |
|
РВС-20000 | 11,92 | 47,40 | 363,25 - 408,36 |
|
РВС-20000 | 17,90 | 39,90 | 368,78 |
|
РВСП-20000 | 17,90 |
39,90 | 446,97 |
|
РВС-20000 | 17,90 | 39,90 | 354,45 |
|
РВСП-20000 | 17,90 |
39,90 | 381,24 |
|
РВС-30000 | 17,90 | 45,60 | 486,90 |
|
РВСП-30000 | 17,90 |
45,60 | 584,10 |
|
РВС-30000 | 17,90 | 45,60 | 492,20 |
|
РВСП-30000 | 17,90 |
45,60 | 521,69 |
|
РВСПК-50000 | 17,90 |
60,70 | 798,30 |
|
РВСПК-100000 | 17,90 |
88,70 | 1620,00 |
| Примечание - Принятые обозначения: РВС - резервуар вертикальный стальной; РВСП - резервуар вертикальный стальной с понтоном; РВСПК - резервуар вертикальный стальной с плавающей крышей | |||
Приложение Б
(справочное)
Параметры железобетонных резервуаров
Унифицированный ряд емкостей резервуаров из железобетонных конструкций для нефти, сооруженных в 1960 - 1974 гг., в т.ч. по типовым проектам серий 7-02-295*...7-02-315**, приводится в таблице Б.1.
Таблица Б.1 - Унифицированный ряд емкостей ЖБР
|
Емкость резервуара, м3 | Цилиндрические |
Прямоугольные | ||
|
диаметр, м | высота, м |
в плане, м | высота, м |
|
| 2000** | 24 |
4,8 | 18x24 | 4,8 |
| 3000 | 30 |
4,8 | 24x30 | 4,8 |
| 5000* | 30 |
7,8 (8) | - | - |
| 10000* | 42 |
7,8 (8) | 48x48 | 4,8 |
| 20000 | 54 |
9 | - | - |
| 30000 | 66 | 9 | - | - |
|
40000 | 78 | 9 |
- | - |
Технические характеристики дыхательной арматуры и огневых предохранителей
|
Технические характеристики дыхательной арматуры и огневых предохранителей. Шифр | Наименование |
Назначение | ГОСТ или ТУ |
Д, мм | Пропускная способность, м3/ч |
Давление рабочее, мм в. ст. |
Вакуум рабочий, мм в. ст. |
Завод- изготовитель |
Температурный предел применения, °С | Примечание |
|
1 | 2 | 3 |
4 | 5 | 6 |
7 | 8 | 9 |
10 | 11 |
|
ПДКМ-100 | Клапан непримерзающий дыхательный |
Для герметизации газового пространства резервуаров с нефтью и нефтепродуктами | ТУ 63 РСФСР 61-74 | 100 | 200 |
160 | 16 |
Армавирский опытный машзавод | -40 +40 | |
|
ПДКМ-150 | Клапан непримерзающий дыхательный |
Для герметизации газового пространства резервуаров с нефтью и нефтепродуктами | ТУ 63 РСФСР 61-74 | 150 | 500 |
160 | 16 |
Армавирский опытный машзавод | ||
| ПДКМ-200 |
Клапан непримерзающий дыхательный | Для герметизации газового пространства резервуаров с нефтью и нефтепродуктами | ТУ 63 РСФСР 61-74 | 200 | 900 | 160 | 16 | Армавирский опытный машзавод | ||
|
ПДКМ-250 | Клапан непримерзающий дыхательный |
Для герметизации газового пространства резервуаров с нефтью и нефтепродуктами | ТУ 63 РСФСР 61-74 | 250 | 1500 |
160 | 20 |
Армавирский опытный машзавод | ||
| ПДКМ-350 |
Клапан непримерзающий дыхательный | Для герметизации газового пространства резервуаров с нефтью и нефтепродуктами | ТУ 63 РСФСР 61-74 | 350 | 3000 5000 | 200 |
100 | ОАО «Нефтемаш» Сапкон | ||
|
СМДК-50 | Совмещенный механический клапан и непримерзающий 2мембранный клапан | Для установки на резервуарах с нефтью в качестве дыхательного оборудования, сообщающего газовое пространство с атмосферой, и регулирования давления паров в газовом пространстве емкостей |
ТУ 63 РСФСР 69-75 | 50 |
25 | 200 | 25 |
Армавирский опытный машзавод | -10 +45 | |
|
СМДК-100 | Совмещенный механический клапан и непримерзающий 2мембранный клапан | Для установки на резервуарах с нефтью в качестве дыхательного оборудования, сообщающего газовое пространство с атмосферой, и регулирования давления паров в газовом пространстве емкостей |
ТУ 63 РСФСР 69-75 | 100 |
25 | 200 | 25 |
Армавирский опытный машзавод | ||
| СМДК-150 | Совмещенный механический клапан и непримерзающий 2мембранный клапан |
Для установки на резервуарах с нефтью в качестве дыхательного оборудования, сообщающего газовое пространство с атмосферой, и регулирования давления паров в газовом пространстве емкостей | ТУ 63 РСФСР 69-75 |
150 | 142 | 200 | 25 | Армавирский опытный машзавод | ||
| СМДК-200 |
Совмещенный механический клапан и непримерзающий 2мембранный клапан |
Для установки на резервуарах с нефтью в качестве дыхательного оборудования, сообщающего газовое пространство с атмосферой, и регулирования давления паров в газовом пространстве емкостей | ТУ 63 РСФСР 69-75 |
200 | 250 | 200 | 25 | Армавирский опытный машзавод |
|
СМДК-250 | Совмещенный механический клапан и непримерзающий 2мембранный клапан | Для установки на резервуарах с нефтью в качестве дыхательного оборудования, сообщающего газовое пространство с атмосферой, и регулирования давления паров в газовом пространстве емкостей |
ТУ 63 РСФСР 69-75 | 250 |
300 | 200 | 25 |
Армавирский опытный машзавод | ||
|
СМДК-350 | Совмещенный механический клапан и непримерзающий 2мембранный клапан | Для установки на резервуарах с нефтью в качестве дыхательного оборудования, сообщающего газовое пространство с атмосферой, и регулирования давления паров в газовом пространстве емкостей |
ТУ 63 РСФСР 69-75 | 350 |
420 | 190 | 25 |
Армавирский опытный машзавод | ||
|
КД-50 | 50 | 15 | ОАО «Нефтемаш» Сапкон | |||||||
| КД-100 | 100 | 50 | ОАО «Нефтемаш» Сапкон | |||||||
|
КД-150 | 150 | 100 | ||||||||
| КД-250 |
Клапан дыхательный | Для предотвращения повышения давления и вакуума сверх установленных значений | 250 | 300 |
||||||
|
КДС-1000 | Клапан дыхательный | Для герметизации газового пространства резервуаров с нефтью и нефтепродуктами и регулирования давления в этом пространстве | ТУ 26-02-1009-93 |
350 | 1000 | 200 | 25 | ОАО «Нефтемаш» Сапкон | -60 +40 | Применяется взамен КПР-2-100 КПСА-200 КПСА-250 КД2-250 КД2-350 |
| КДС 1500 | Клапан дыхательный | Для герметизации газового пространства резервуаров с нефтью и нефтепродуктами и регулирования давления в этом пространстве | .ТУ 26-02-1009-93 | 500 | 1500 | 200 | 25 |
ОАО «Нефтемаш» Сапкон |
Прпменяется взамен КПР2-200 КПСА-350 | |
|
КДС-3000 | Клапан дыхательный | Для герметизации газового пространства резервуаров с нефтью и нефтепродуктами и регулирования давления в этом пространстве | ТУ 26-02-1009-93 |
500 | 3000 | 200 | 25 | ОАО «Нефтемаш» Сапкон |
Применяется взамен КПР2-250 КПР2-350 НДКМ-350 | |
|
КДС2-1500 | Клапан дыхательный | Для герметизации газового пространства резервуаров с нефтью и нефтепродуктами | ТУ 26-02-1009-93 | 150 200 250 350 500 | 450 750 1000 1300 1500 | 200 200 200 200 200 | 25 25 25 25 25 | ОАО «Нефтемаш» Сапкон | -60 +40 | Применяется взамен ПДКМ КПГ КД2 СМДК КПР2 |
| КДС2-3000 |
Клапан дыхательный | Для герметизации газового пространства резервуаров с нефтью и нефтепродуктами | ТУ 26-02-1009-93 | 250 350 300 | 1100 2400 3000 | 200 200 200 | 25 25 25 | ОАО «Нефтемаш» Сапкон | -60 +40 | Применяется взамен ПДКМ КПГ |
|
КД2 СМДК КПР2 | ||||||||||
|
КПГ-150 | Клапан предохранительный гидравлический | Для предотвращения разрушения резервуара при отказе в работе клапанов ПДКМ | ТУ 63 РСФСР 62-74 |
150 | 500 900 | 200 - 120 | 25 - 30 35 - 40 90 - 100 |
Армавирский опытный машзавод | ||
| КПГ-200 |
Клапан предохранительный гидравлический | Для предотвращения разрушения резервуара при отказе в работе клапанов ПДКМ |
ТУ 63 РСФСР 62-74 | 200 |
900 1300 | 200 - 120 |
25 - 30 35 - 40 90 - 100 | |||
| КПГ-250 | Клапан предохранительный гидравлический | Для предотвращения разрушения резервуара при отказе в работе клапанов ПДКМ | ТУ 63 РСФСР 62-74 |
250 | 1500 - 2700 | 200 - 120 | 25-30 35 - 40 90 - 100 | |||
| КПГ-350 |
Клапан предохранительный гидравлический | Для предотвращения разрушения резервуара при отказе в работе клапанов ПДКМ |
ТУ 63 РСФСР 62-74 | 350 |
2700 - 5000 | 200 - 120 | 25 - 30 35 - 40 90 - 100 | |||
| ПКС-200 | Клапан предохранительный гидравлический | Для регулирования давления в газовом пространстве резервуара в случае отказа газового клапана |
200 | 200. | 55 - 60 |
35 - 40 | ||||
| ПКС-250 | Клапан предохранительный гидравлический | Для регулирования давления в газовом пространстве резервуара в случае отказа газового клапана |
250 | 250 | 55 - 60 |
35 - 40 | ||||
| КПС-250 | Клапан предохранительный, сварной конструкции | Для предупреждения повышения давления и вакуума сверх установленных в вертикальных резервуарах в случае неисправности дыхательного клапана |
256 г | 300 | 200 | 40 | ||||
| КПС-300 | Клапан предохранительный, сварной конструкции | Для предупреждения повышения давления и вакуума сверх установленных в вертикальных резервуарах в случае неисправности дыхательного клапана |
350 | 600 | 200 |
40 | ||||
|
ОП-50 | Огневой предохранитель | Для предохранения резервуаров от попадания в них искр и пламени | 50 | 25 |
Армавирский опытный машзавод | |||||
| ОП-100 |
Огневой предохранитель |
Для предохранения резервуаров от попадания в них искр и пламени | 100 | 100 | ||||||
| ОП-150 |
Огневой предохранитель |
Для предохранения резервуаров от попадания в них искр и пламени | 150 | 215 | Армавирский опытный машзавод | |||||
|
ОП-200 | Огневой предохранитель | Для предохранения резервуаров от попадания в них искр и пламени | 200 | 380 | ||||||
| ОП-250 |
Огневой предохранитель |
Для предохранения резервуаров от попадания в них искр и пламени | 250 | 600 | ||||||
| ОП-350 |
Огневой предохранитель |
Для предохранения резервуаров от попадания в них искр и пламени | 350 | 900 | ||||||
| ОП-500 |
Огневой предохранитель |
Для предохранения резервуаров от попадания в них искр и пламени | 500 | до 2200 | Армавирский опытный машзавод | |||||
|
ПО-50 | Огневой | Для предохранения резервуаров от | 50 | 25 | , |
ОАО |
|
предохранитель | попадания в них искр и пламени | «Нефтемаш» Сапкон | ||||||||
|
ПО-100 | Огневой предохранитель | Для предохранения резервуаров от попадания в них искр и пламени | 100 | 100 | ОАО «Нефтемаш» Сапкон | |||||
| ПО-150 |
Огневой предохранитель |
Для предохранения резервуаров от попадания в них искр и пламени | 150 | 215 | ОАО «Нефтемаш» Сапкон |
|||||
| ПО-200 |
Огневой предохранитель |
Для предохранения резервуаров от попадания в них искр и пламени | 200 | 380 | ОАО «Нефтемаш» Сапкон |
|||||
| ПО-250 |
Огневой предохранитель |
Для предохранения резервуаров от попадания в них искр и пламени | 250 | 600 | ОАО «Нефтемаш» Сапкон |
|||||
| ПО-350 |
Огневой предохранитель |
Для предохранения резервуаров от попадания в них искр и пламени | 350 | 900 | ОАО «Нефтемаш» Сапкон |
|||||
| ПО-500 |
Огневой предохранитель |
Для предохранения резервуаров от попадания в них искр и пламени | 500 | 2200 | ОАО «Нефтемаш» Сапкон |
Приложение Г
(рекомендуемое)
Комплекс технических мероприятий по подготовке и проведению испытаний вертикальных стальных резервуаров
Г.1 При подготовке резервуара к испытанию проверяются его геометрическая форма и размеры, а также положение в плане и по высоте всех конструктивных элементов резервуара в объеме, предусмотренном в СНиП 3.03.01, выполняется нивелирование днища РВС с построением плана днища в горизонталях с целью определения соответствия уклона днища проектному и выявления деформируемых участков (хлопунов и вмятин). Отклонения не должны превышать величин, приведенных в СНиП 3.03.01.
Г.2 Перед испытанием резервуара с плавающей крышей или понтоном при положении крыши (понтона) на опорных стойках или кронштейнах проводят дополнительно следующие замеры:
а) фактического периметра плавающей крыши или понтона;
б) отклонений от вертикали направляющих стоек плавающей крыши или понтона;
в) отклонений от вертикали наружной стенки коробов плавающей крыши (понтона);
г) отклонений от горизонтали верхней кромки наружной стенки коробов плавающей крыши или понтона.
Указанные отклонения не должны превышать допустимых величин, приведенных в СНиП 3.03.01.
Г.3 Контроль герметичности монтажных швов днища, плавающей крыши и ее коробов проводится вакуум-камерой путем смачивания контролируемого участка шва мыльным раствором, а при отрицательной температуре воздуха - раствором лакричного корня с хлористым натрием или кальцием. Разрежение в камере должно быть не менее 0,08 МПа. Появление пузырей указывает на наличие неплотностей.
Г.4 Герметичность сварного соединения днища с корпусом резервуара проверяют вакуум-камерой.
Г.5 Контролю просвечиванием подвергают все вертикальные стыковые соединения первого пояса и 50 % стыковых соединений второго и третьего поясов резервуаров на участках длиной 200 - 250 мм, преимущественно в местах пересечения этих соединений с горизонтальными, а также все стыковые соединения в местах примыкания стенки к окрайкам днища.
Г.6 Гидравлическое испытание проводится для окончательной проверки прочности конструкций основания, прочности и плотности корпуса и днища резервуара и их возможных деформаций, работоспособности системы резервуар - технологическая обвязка с компенсирующими устройствами, а также с целью консолидации (уплотнения) грунтов естественного и искусственного оснований в период производства испытательных работ.
Г.7 Для обеспечения аварийного слива воды во время гидравлического испытания, в случае образования течи в днище или стенке резервуара, узел оперативного переключения задвижек системы трубопроводов для заполнения и опорожнения резервуара водой следует располагать за пределами обвалования.
Г.8 Подготовка резервуара к испытанию завершается комиссионной проверкой его внутреннего пространства, закрытием люков и составлением акта готовности резервуара к гидравлическим испытаниям.
Г.9 Испытание резервуара проводится наливом воды (гидравлическое испытание).
Г.10 Гидравлические испытания проводятся при положительной температуре окружающего воздуха. При проведении гидравлических испытаний при отрицательной температуре разрабатываются мероприятия, которые обеспечивают положительную температуру воды в резервуаре и исключают примерзание затвора к стенке резервуара, обмерзание понтона, плавающей крыши и стенки резервуара, замерзание воды в арматуре.
Г.11 Резервуар должен быть залит водой до определенной программой испытаний отметки, испытывается на гидравлическое давление с выдержкой под
-з
этой нагрузкой (без избыточного давления): объемом, тыс. м
до 20 вкл. - 24 ч;
св. 20 - 72 ч.
Г.12 Испытание резервуара на прочность и устойчивость проводят при полном его заливе водой, избыточном давлении в газовом пространстве на 15 %;а вакууме на 60 % больше проектной величины, если в проекте на резервуар и в проекте производства работ по его монтажу нет других указаний, а продолжительность нагрузки - 30 минут.
Г.13 Стационарная крыша резервуара испытывается на герметичность при полностью заполненном водой резервуаре давлением, превышающим проектное на 10 %. В процессе испытания герметичность сварных соединений проверяют путем нанесения мыльного или другого индикаторного раствора.
Г.14 Давление в газовом пространстве при всех видах испытаний создается либо непрерывным заполнением резервуара водой при закрытых люках и штуцерах, либо нагнетанием сжатого воздуха.
Г.15 Контроль давления в резервуаре осуществляется U-образным манометром, выведенным по отдельному трубопроводу за обвалование.
Г.16 По мере заполнения резервуара водой необходимо наблюдать за состоянием конструкций резервуара, соблюдая меры безопасности определенные программой испытаний.
Г.17 При обнаружении течи из-под края днища, появлении мокрых пятен на поверхности отмостки испытания необходимо прекратить, слить воду из резервуара, установить причину течи и устранить дефект. При обнаружении трещин в швах поясов стенки испытание должно быть прекращено. Уровень воды необходимо понизить на один пояс и устранить дефект. Эти участки после устранения дефектов подлежат контролю физическими методами.
Г.18 Гидравлические испытания резервуара с плавающей крышей или понтоном проводят после монтажа уплотняющих затворов по периметру плавающей крыши и вокруг направляющих. При испытании тщательно проверяют движение и положение плавающей крыши и катучей лестницы, состояние и герметичность системы водоспуска, герметичность коробов и отсеков между коробами, плотность прилегания и плавность скольжения уплотняющих затворов, а также измеряют глубину погружения плавающей крыши через замерный люк и в четырех диаметрально противоположных точках через кольцевой зазор. Для этого отжимают затвор и измеряют расстояние от поверхности воды до верхней кромки наружного борта понтонного кольца. Погружение плавающей крыши должно быть равно проектному с отклонением не более чем на 10 %.
Г.19 Испытания системы водоспуска плавающей крыши проводятся дважды.
При нижнем положении плавающей крыши (перед заполнением резервуара водой) испытание проводится путем заполнения дренажной системы водой и создания давления в ней 0,25 МПа. При этом сальниковые шарниры и клапан ливнеприемника или замещающее его запорное устройство должны быть герметичны. Второй раз система водоспуска испытывается в процессе испытания корпуса резервуара наливом воды. Для этого задвижка на выходе системы водоспуска должна быть постоянно открыта. Отсутствие воды в задвижке будет свидетельствовать о герметичности системы водоспуска.
Г.20 При опорожнении резервуара после гидравлического испытания производят зачистку неровностей швов внутренней поверхности стенки резервуара, замеряют зазоры между верхней кромкой наружной стенки коробов плавающей крыши и стенкой резервуара, между направляющими трубами и патрубками в крыше. После проведения гидравлических испытаний не допускается приварка к резервуару каких-либо деталей или конструкций, проведение других сварочных работ на резервуаре.
Г.21 После гидравлического испытания и опорожнения резервуара необходимо проверить состояние внутреннего антикоррозионного покрытия визуальным осмотром и выборочным контролем соединения днища и первого пояса при помощи искровых дефектоскопов. Контролю приборами подлежат 5 % соединения днища и первого пояса стенки резервуара.
Поврежденные участки защитного покрытия подлежат ремонту. Результаты проверки качества внутреннего антикоррозионного покрытия оформляются актом.
Г.22 Приемку резервуаров в эксплуатацию проводят после испытания резервуаров на герметичность и прочность с полностью установленным на нем оборудованием, внешнего осмотра и проверки соответствия резервуара представленной документации и требованиям проекта.
Г.23 Резервуар считается выдержавшим гидравлическое испытание, если:
- в процессе испытания на поверхности стенки или по краям днища не появится течь и уровень воды не будет снижаться ниже проектной отметки;
- осадка днища резервуара по окрайке при незаполненном и заполненном резервуаре не превысит допустимых пределов, указанных в СНиП 3.03.01;
- плавающая крыша (понтон) плавно поднимется и опустится без рывков и заеданий, погружение плавающей крыши (понтона) не превысит проектного более чем на 10 %.
Примечание. Увеличение погружения плавающей крыши в воду при испытании свидетельствует о том, что вес крыши больше проектного или сила трения между затвором и стенкой резервуара или между направляющей и патрубком чрезмерно велика, что может быть вызвано неправильной формой стенки резервуара или самой плавающей крыши, неправильным монтажом направляющих и затвора.
Г.25 Мелкие дефекты (свищи, отпотины), обнаруженные при испытании, подлежат устранению после опорожнения резервуара. Приемка резервуара оформляется актом.
Г.26 Для обеспечения эксплуатационной надежности резервуаров рекомендуется выполнять соответствующий геодезический контроль за осадкой оснований и фундаментов и деформацией отдельных конструктивных элементов резервуаров в процессе гидравлического испытания, до и после него.
Г.27 Геодезический контроль за деформацией оснований и фундаментов в процессе гидравлического испытания выполняет генподрядная организация с участием представителя заказчика или эксплуатирующей организации.
Г.28 Геодезическому контролю подлежат:
- окрайка днища;
- фундаментное кольцо в точках, прилегающих к контролируемым точкам окраек днища;
- днище резервуара после его опорожнения;
- фундаменты опорных конструкций запорной арматуры приемо-раздаточных технологических трубопроводов;
- фундамент шахтной лестницы;
- трубопроводы системы пожаротушения (кроме вертикальных участков).
Г.29 Периодичность контрольных съемок деформаций окрайки днища, фундаментного кольца и фундаментов опорных конструкций запорной арматуры -не реже 1 раза в сутки, остальных элементов, перечисленных в Г.28 - до заполнения и после слива воды из резервуара.
Г.30 Резервуары, построенные на свайном основании, необходимо пронивелировать по окрайкам днища дважды - до и после испытания.
Г.31 Точки нивелирования окраек днища и фундаментного кольца рекомендуется совмещать с вертикальными швами первого пояса стенки резервуара. Швы первого пояса стенки должны быть промаркированы несмываемой краской в направлении нарастания нумерации по часовой стрелке с исчислением от 1-ой главной оси резервуара (см. проект). Количество точек нивелирования определяется в зависимости от емкости резервуара:
РВС-5000 - 12 точек
РВС-10000 - 16
РВС-20000 - 24
РВС-50000 - 35 или 36 (в зависимости от длины листов стенки).
Г.32 Измерения вертикальных перемещений (осадок) оснований резервуаров проводятся по III классу. Для проведения наблюдений используются оптические нивелиры типа НГ, НВ, НС и гидростатические шланговые нивелиры типа НШТ. Для контроля за осадкой резервуаров в период гидравлического испытания рекомендуется использовать также систему гидродинамического нивелирования СГДН-10Д, которая предназначена для дистанционных измерений превышения отметок между контрольными точками при регулярных наблюдениях.
Приложение Д
(рекомендуемое)
Комплекс технических мероприятий по подготовке и проведению испытаний железобетонных резервуаров
Д.1 Проверка прочности конструкции, равномерности осадки, а также степени проницаемости стенок и днища резервуара проводится путем залива его водой при температуре окружающего воздуха плюс 5 °С и выше.
Д.2 Испытания проводятся после окончания всех строительно-монтажных работ, кроме оклеенной изоляции и обсыпки, выполняемых после испытания.
Д.3 После внешнего и внутреннего визуальных осмотров резервуара составляется акт о готовности резервуара к испытаниям, который подписывается представителями заказчика и генподрядчика (строительно-монтажной организации).
Д.4 До начала испытания на резервуаре необходимо смонтировать временную систему слива воды, состоящую из трубопровода и центробежного насоса.
Д.5 Перед испытаниями должны быть определены отметки следующих точек на покрытии резервуара: в центре, над колоннами и через каждые 12 - 15 м по краю покрытия над стенкой для ведения контроля за осадкой резервуара в процессе наполнения его водой.
Д.6 Перед заполнением необходимо провести осмотр всех конструкций снаружи и изнутри резервуара.
Д.7 При гидравлических испытаниях резервуарные задвижки должны быть плотно закрыты. Кроме замерных люков все люки испытываемого резервуара
также должны быть плотно закрыты.
Д.8 Резервуар следует заполнять водой в два этапа. На первом этапе для проверки прочности и плотности днища резервуар заполнить водой на высоту 1 м и выдержать под нагрузкой в течение трех суток. На втором этапе для проверки прочности резервуара в целом и определения степени проницаемости стенок и днища резервуар залить водой до проектной отметки. Продолжительность заполнения резервуара не должна превышать 5 суток.
Д.9 Оценку проницаемости корпуса и днища вести по величине потерь воды, рассчитываемой по изменению уровня воды в резервуаре в процессе испытания. Замер уровня при определении потерь воды проводить с помощью поплавков не менее чем в двух точках зеркала воды.
Д.10 В процессе заполнения и испытаний резервуара необходимо через 8 - 12 ч контролировать осадку резервуара по ранее отнивелированным точкам покрытия. При этом разность осадок не должна превышать следующих величин: в цилиндрических резервуарах между центром и точками покрытия над стеной - 0,0006R, но не более 25 мм: между смежными колоннами - 0,0008L, но не более 5 мм (где R - радиус цилиндрического резервуара, м: L - расстояние между смежными колоннами, м).
Д.11 В случае, если разность осадок превышает указанные, необходимо прервать испытания и начать аварийный слив воды. Аварийный слив необходимо произвести и при появлении следующих дефектов: трещин в стеновых панелях, стыках стеновых панелей или покрытии резервуара; течей в корпусе резервуара и шве сопряжения днища со стенкой, грозящих затоплением котлована; интенсивного выхода воды у основания резервуара.
Д.12 Дефекты в виде трещин ликвидируют путем вырубки части бетона и заделки дефектного места шприц-бетоном (в опалубке).
Д.13 Резервуар считается выдержавшим испытание, если потеря воды на каждый 1 м его смоченной поверхности за третьи сутки после заполнения до
3 3 3 3
проектной отметки не превышает 3 дм , за шестые сутки - 1,5 дм , за девятые сутки - 1 дм , за пятнадцатые сутки - 0,7 дм . При гидроиспытании не должно
быть течи в контрольном колодце дренажной канализации.
Д.14 На наружных поверхностях залитого резервуара допускается только потемнение отдельных мест; при наличии струйных утечек и подтеков воды на стене, даже если количественно потери воды не превышают норму, резервуар считается не выдержавшим испытание.
Д.15 Испытание покрытия на газонепроницаемость проводится после завершения следующих операций:
- гидравлического испытания резервуара;
- монтажа технологического оборудования и люков на кровле резервуара с использованием герметичных прокладок;
- заполнения резервуара водой до проектной отметки;
- заполнения покрытия (у резервуаров с водяным экраном) водой до проектной отметки не менее чем за сутки до начала испытаний, при этом не должно быть видимых течей через покрытие.
Д.16 На время испытания покрытия отключают дыхательные клапаны, но оставляют для работы гидравлические клапаны.
При оснащении резервуара дыхательными клапанами типа КДС-1000, 1500, 3000 для создания герметичности «пригружается» тарелка давления.
Д.17 Испытание покрытия резервуара на газонепроницаемость проводится путем создания с помощью компрессора или вентилятора избыточного давления до 1765 Па (180 мм вод. ст.).
Д.18 Давление в резервуаре измеряют U-образным водяным манометром, подсоединяемым к установленному на крышке светового люка штуцеру с запорным устройством.
Д.19 После закачки воздуха в газовое пространство резервуара до давления 180 мм вод. ст. проверяют герметичность сварных и фланцевых соединений оборудования и люков, расположенных на покрытии.
Д.20 Покрытие резервуара считается герметичным, если в течение одного часа давление в газовом пространстве понизится не более чем на 50 % от первоначального.
Д.21 Если потери воды и давления превышают нормы, то необходимо обнаружить и устранить вызывающие их дефекты, и повторно испытать резервуар.
Д.22 По результатам испытаний резервуара составляются акты.
Приложение Е
(обязательное)
Форма
Паспорт
вертикального стального цилиндрического резервуара №
Тип_
Дата составления паспорта_
Место установки резервуара_
(наименование предприятия)
Наименование организации, разработавшей рабочие чертежи (КМ) стальных
конструкций_
Номер проекта_
Наименование организации, разработавшей деталировочные чертежи (КМД)
Номер проекта_
Наименование завода-изготовителя, стальных конструкций
Наименование организации, разработавшей ППР (проект производства работ)
Номер проекта_
Наименование строительно-монтажных организаций, выполнивших:
1. Монтаж стальных конструкций_
2. Строительство основания и фундамента_
Даты монтажа: начало_
конец_
Отклонения от проекта_
Даты начала и окончания испытаний резервуара и результаты испытаний
Даты приемки резервуара и ввода его в эксплуатацию_
Наименование организации, разработавшей рабочие чертежи затвора
уплотняющего_
Наименование завода-изготовителя затвора уплотняющего_
Наименование организации, разработавшей чертежи систем:_
- размыва донных отложений;
- пожаротушения;
- молниезащиты;
- заземления;
- водоспуска (в РВСПК),
- прочих.
Наименование организации, разработавшей ППР антикоррозийной защиты
Наименование организации, осуществившей антикоррозийную защиту
Техническая характеристика резервуара
Диаметр внутренний, мм_
Высота стенки, мм_
Г еометрический объем, м3_
Максимально допустимый уровень заполнения по проекту, м
Термоизоляция крыши выполнена толщиной_мм
из материала_
Термоизоляция стенки выполнена толщиной_мм
из материала_
Антикоррозийная защита резервуара
|
Защищаемая поверхность резервуара | Покрытие (материал, количество и толщина слоев) | Электрохимическая защита (ЭХЗ) | |
| протекторная |
катодная | ||
| 1 |
2 | 3 | 4 |
| внутренняя: днище 1-ый пояс стенка крыша наружная: днище стенка крыша | |||
Диаметр, мм
плавающей крыши_
понтона_
Погружение в воду, мм
плавающей крыши_
понтона_
Тип системы водоспуска_
Масса, т плавающей крыши_
понтона_
Ширина уплотняющегося зазора, мм_
Марка уплотняющего затвора_
Пределы рабочего хода уплотняющего затвора, мм_
Данные об основании резервуара:
а) грунт, на котором устроена подушка_
б) нижний слон подушки выполнен толщиной_мм
из материала_
в) верхний слой подушки выполнен толщиной_мм
из материала_
г) откосы полушки укреплены_
д) осадка основания после испытания резервуара водой составила_
мм
е) периодическая проверка осадки основания:
|
Дата | Способ проверки | Результаты проверки |
Организация, проводившая проверку | Место хранения акта проверки |
| 1 | 2 |
3 | 4 | 5 |
ж) проведение ремонта основания:
|
Дата | Описание ремонта | Организация, проводившая ремонт | Место хранения акта на проведенный ремонт |
| 1 | 2 | 3 | 4 |
Перечень установленного оборудования:
Клапаны дыхательные (тип, количество, изготовитель, дата установки) Клапаны предохранительные (тип, количество, изготовитель, дата установки)
Предохранители огневые (тип, количество, изготовитель, дата установки)
Люк замерный (диаметр, количество)_
Люк световой (диаметр, количество)_
Люк - лаз (диаметр, количество, расстояние от нижней кромки лазового люка до
днища резервуара, мм)_
Патрубок для дыхательных клапанов (диаметр, количество)
Патрубок вентиляционный (диаметр, количество)_
Патрубок приемо-раздаточный (диаметр, количество, расстояние от днища резервуара
до оси патрубка, мм)_
Перепускное устройство (количество)_
Прибор для замера уровня (марка, изготовитель, дата установки)
Кран сифонный (диаметр)_
Сигнализатор уровня (марка, изготовитель, дата установки)
Пеногенераторы (марка, количество, изготовитель, дата установки)
Пробоотборник (марка, изготовитель, дата установки)
Термоизвещатель (марка, количество, изготовитель, дата установки)
Устройство размыва донных отложений (тип, изготовитель, дата установки) NormaCS® (NRMS10-02983) www.normacs.ru
Оборудование подслойного пожаротушения (тип, изготовитель, дата установки)
Примечание (сведения о замене оборудования)
Отклонения резервуара от вертикали, выявленные при приемке в эксплуатацию:
|
Дата проверки | Способ проверки | Результаты проверки | Организация, проводившая проверку | Место хранения акта на проверку отклонений от вертикали |
| 1 |
2 | 3 | 4 |
5 |
Испытания резервуара:
|
Дата испытания |
Испытуемые элементы резервуара |
Метод испытания |
Результаты испытания |
Организация, проводившая испытания | Место хранения акта на испытание |
| 1 |
2 | 3 | 4 |
5 | 6 |
Сведения об авариях резервуара:
| Дата | Описание аварии | Причины аварии |
Место хранения акта об аварии |
| 1 | 2 |
3 | 4 |
Сведения об очистке резервуара:
| Дата (начало, конец) |
Причины очистки | Способ очистки | Организация, проводившая очистку | Место хранения акта об очистке |
|
1 | 2 | 3 |
4 | 5 |
Техническое диагностирование резервуара. Тип обследования (частичное, полное):
| Дата | Что подверглось диагностированию | Способ диагностирования |
Результат диагностирования |
Организация, проводившая диагностирование | Место хранения заключения по проведенному диагностированию |
| 1 | 2 | 3 | 4 | 5 | 6 |
Ремонт резервуара
| Дата |
Характер и вид ремонта | Что подвергалось ремонту |
Способ ремонта | Качество и результат ремонта |
Организация, проводившая ремонт |
Место хранения акта на ремонт |
| 1 | 2 |
3 | 4 | 5 |
6 | 7 |
Приложения (с указанием места хранения).
1. Деталировочные чертежи стальных конструкций (КМД) № _ и рабочие
чертежи (КМ) №_
2. Заводские сертификаты на изготовленные стальные конструкции
3. Документ о согласовании отступлений от проекта при монтаже.
4. Акты приемки скрытых работ.
5. Документы (сертификаты и др.), удостоверяющие качество электродов, электродной проволоки, флюсов и прочих материалов, примененных при монтаже.
6. Схемы геодезических замеров при проверке разбивочных осей и установке конструкций.
7. Журнал сварочных работ.
8. Акты испытания резервуаров и оборудования.
9. Описи удостоверений (дипломов) о квалификации сварщиков, проводящих сварку конструкций при монтаже.
10. Документы результатов испытания сварных монтажных швов.
11. Заключение по просвечиванию сварных монтажных швов рентгено- или гамма-лучами и схемы расположения мест просвечивания.
12. Акты приемки смонтированного оборудования.
13. Акт приемки резервуара в эксплуатацию.
14. Градуировочная таблица.
Сведения о проверке и заполнении паспорта:
| Дата | Сведения о проверке и заполнении паспорта |
Должность Ф. И. О. | Роспись |
| 1 | 2 |
3 | 4 |
Приложение Ж
(обязательное)
Форма
Паспорт железобетонного резервуара
Тип_
Дата составления паспорта_
Место установки резервуара_
(наименование предприятия)
Назначение резервуара (вид хранимого продукта)_
Сведения о конструкции стенок, днища и покрытия_
(материал, тип и размеры)
Наименование проектной организации_
Номер типового проекта_
Наименование завода-изготовителя железобетонных конструкций резервуара
Наименование организации, разработавшей ППР (проект производства работ)
Наименование строительно-монтажных организаций, выполнивших:
1. Строительство основания и днища_
2. Монтаж железобетонных конструкций_
Дата начала строительства_
Дата окончания строительства_
Отклонения от проекта, допущенные при строительстве резервуара и монтаже
оборудования_
Даты начала и окончания испытаний резервуара и результаты испытаний
Даты приемки резервуара и ввода его в эксплуатацию
Наименование организации, разработавшей рабочие чертежи затвора уплотняющего
(резервуар с плавающей крышей)_
Наименование завода-изготовителя затвора уплотняющего_
Наименование организации, разработавшей чертежи систем:
- размыва нефтеосадков;
- пожаротушения;
- молниезащиты;
- заземления;
- водоспуска (в ЖБРПК);
- прочих.
Наименование организации, разработавшей поверхности железобетонных конструкций_
ППР антикоррозийной защиты
Наименование организации, осуществившей антикоррозийную защиту поверхности железобетонных конструкций_
Техническая характеристика резервуара
Основные размеры резервуара, мм_
(диаметр, ширина, длина)
Высота стенки, мм
3
Г еометрический объем, м Максимально допустимый уровень заполнения по проекту, м
Конструкция и форма резервуара
(монолитная, сборная, прямоугольная, цилиндрическая)
Размеры приямка для зачистки Уклон днища_
Сведения об основании
(песчаный слой, бетонная подготовка, гидроизоляция) _Антикоррозийная защита резервуара_
Покрытие (материал, количество и www.normacs.ru
Защищаемая поверхность
Электрохимическая защита
| резервуара | толщина слоев) | катодная |
| 1 | 2 | 3 |
| внутренняя | ||
| наружная | ||
| покрытие |
Диаметр плавающей крыши, мм_
Погружение в воду плавающей крыши, мм_
Тип системы водоспуска_
Масса плавающей крыши, т_
Ширина уплотняющегося зазора, мм_
Марка уплотняющего хода уплотняющего затвора_
Пределы рабочего хода уплотняющего затвора, мм_
Осадка основания после испытания резервуара водой составила, мм
Проверка осадки основания нивелировкой покрытия резервуара
| Дата |
Результаты проверки |
Организация, проводившая проверку |
Место хранения акта проверки |
| 1 | 2 | 3 |
4 | |
Перечень установленного оборудования:
Клапаны дыхательные (тип, количество, изготовитель, дата установки)
Клапаны предохранительные (тип, количество, изготовитель, дата установки)
Огневые предохранители (тип, количество, изготовитель, дата установки)
Люк замерный (диаметр, количество)_
Люк световой (диаметр, количество)_
Люк-лаз (диаметр, количество)_
Патрубок для дыхательных клапанов (диаметр, количество)
Приемо-раздаточное устройство (ввод приемо-раздаточных труб через днище
резервуара)(количество, тип)_
Приемо-раздаточный патрубок (ввод приемо-раздаточных труб через стенку
резервуара) (диаметр, количество)_
Зачистной насос (марка, изготовитель, количество)
Прибор для замера уровня (марка, изготовитель, дата установки)
Сигнализатор уровня (марка, изготовитель, дата установки)
Пробоотборник (марка, изготовитель, дата установки)
Термоизвещатель (марка, количество, изготовитель, дата установки)
Система размыва донных осадков (тип, изготовитель, дата установки)
Примечание (сведения о замене оборудования)
Испытания резервуара
|
Дата испытания |
Испытуемые элементы резервуара | Метод испытания | Результаты испытаний | Организация, проводившая испытания |
Место хранения акта на испытание |
| 1 | 2 |
3 | 4 | 5 |
6 |
Сведения об авариях резервуара
|
Дата | Описание аварии |
Причины аварии | Место хранения акта об аварии |
|
1 | 2 | 3 |
4 |
Сведения об очистке резервуара
|
Дата (начало, окончание) |
Причины очистки | Способ очистки | Организация, проводившая очистку | Место хранения акта об очистке |
|
1 | 2 | 3 |
4 | 5 |
Техническое диагностирование резервуара (тип обследования частичное, полное)
| Дата | Что подверглось диагностированию | Способ диагностирования |
Результат диагностирования |
Организация, проводившая диагностирование | Место хранения акта о зачистке |
|
1 | 2 | 3 |
4 | 5 | 6 |
Ремонт резервуара
| Дата- |
Характер и вид ремонта | Что подверглось ремонту |
Способ ремонта | Качество и результат ремонта |
Организация, проводившая ремонт | Место хранения актов результатов ремонта |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
Приложения (с указанием места хранения):
1. Комплект чертежей резервуара, его оборудования и защитных устройств.
2. Заводские сертификаты на железобетонные конструкции.
3. Документы о согласовании отклонений от проекта.
4. Акт приемки основания и его нивелировки.
5. Акт приемки изоляции днища.
6. Акты на скрытые работы.
7. Акты испытания резервуара и оборудования.
8. Журнал строительных и монтажных работ с указанием атмосферных условий в
период строительства резервуара.
9. Журнал регистрации нивелирных отметок.
10. Акт на гидравлическое испытание резервуара на прочность.
11. Акт на испытание покрытия резервуара на газонепроницаемость.
12. Акт приемки резервуара в эксплуатацию.
Сведения о проверке и заполнении паспорта
| Дата | Сведения о проверке и заполнении паспорта |
Должность Ф. И. О. | Роспись |
| 1 | 2 |
3 | 4 |
Приложение И
Типовые формы технологических карт эксплуатации резервуаров
Форма № 1
«УТВЕРЖДАЮ»
Главный инженер
(подпись) (И. О. Фамилия)
«_»__г.
(число) (месяц) (год)
ТЕХНОЛОГИЧЕСКАЯ КАРТА эксплуатации резервуаров по
Вариант «А» - схема технологического процесса перекачки нефти «с подключенными резервуарами»; при остановке перекачки на приемном или напорном участке нефтепроводов перекачка осуществляется соответственно из резервуаров или в резервуары НПС_
| № резервуаров по технологической схеме | Тип резервуара | Абсолютная отметка окрайки днища резервуара у ПРП, м |
Предельно установленный уровень заполнения резервуара, м |
Приемо-раздаточные патрубки | Допустимое рабочее давление на крышу резервуара, избыточное/вакуум, мм вод. ст. | Дыхательная арматура | |||||
|
диаметр/количество, мм/шт. | расстояние от оси (торца при донном клапане) патрубка до днища резервуара, мм |
максимально допустимая производительность истечения нефти через один патрубок, м3/ч |
дыхательный клапан, вентиляционный патрубок |
предохранительный клапан | |||||||
| тип, диаметр, количество, мм/шт. |
суммарная пропускная способность; м3/ч |
тип, диаметр, количество, мм/шт. | суммарная пропускная способность, м3/ч | ||||||||
| 1 |
2 | 3 | 4 |
5 | 6 | 7 |
8 | 9 | 10 |
11 | 12 |
(наименование организации)
(наименование НПС)
РД 153-39.4-078-01 Правила технической эксплуатации резервуаров магистральных нефтепроводов и нефтебаз Стр. 80 из 100
(наименование нефтепровода)
| Максимально допустимая скорость движения понтона, плавающей крыши, м/ч |
Максимально допустимая производительность заполнения/опорожнения резервуара, м3/ч |
Максимально допустимая скорость изменения уровня нефти в резервуаре, м/ч | Количество резервуаров, одновременно подключенных в технологическую группу, шт. |
Уровни и объемы нефти в резервуарах | |||||
| допустимый | технологический |
максимальный рабочий | |||||||
|
минимально допустимый уровень и соответствующий ему объем, м/м3 |
максимально допустимый уровень и соответствующий ему объем, м/м3 |
расчетное время при определении технологического уровня, ч |
технологический уровень и соответствующий ему объем, м/м3 |
расчетное время при определении максимального рабочего уровня, ч |
максимальный рабочий уровень и соответствующий ему объем, м/м3 |
||||
| 13 | 14 |
15 | 16 | 17 |
18 | 19 | 20 |
21 | 22 |
Форма № 2
«УТВЕРЖДАЮ» Г лавный инженер
(И. О. Фамилия)
(подпись) « »
г.
(число) (месяц) (год)
ТЕХНОЛОГИЧЕСКАЯ КАРТА эксплуатации резервуаров по
Вариант «Б» - схема технологического процесса перекачки нефти «через резервуары» с периодическим приемом нефти из нефтепроводов в резервуары и периодическим наливом ее из резервуаров в транспортные средства или откачки в нефтепровод
Вариант «В» - схема технологического процесса перекачки нефти «через резервуары» с приемом и откачкой нефти по раздельным группам резервуаров,
|
№ резервуаров по технологической схеме | Тип резервуара | Абсолютная отметка окрайки днища резервуара у ПРП, м | Предельно установленный уровень заполнения резервуара, м |
Приемо-раздаточные пат | рубки (ПРП) | Допустимое рабочее давление на крышу резервуара, избыточное/вакуум, мм вод. ст. | Дыхательная арматура | ||||
| диаметр/количество, мм/шт. | расстояние от оси (торца при донном клапане) патрубка до днища резервуара, мм |
максимально допустимая производительность истечения нефти через один патрубок, м3/ч |
дыхательный клапан, вентиляционный патрубок |
предохранительный клапан | |||||||
| тип, диаметр, количество, мм/шт. |
суммарная пропускная способность; м3/ч |
тип, диаметр, количество, мм/шт. | суммарная пропускная способность, м3/ч | ||||||||
| 1 |
2 | 3 | 4 |
5 | 6 | 7 |
8 | 9 | 10 |
11 | 12 |
(наименование организации)
(наименование НПС)
(наименование нефтепровода) www.normacs.ru
Форма № 2 продолжение
|
Максимально допустимая скорость движения понтона, плавающей крыши, м/ч | Максимально допустимая производительность заполнения/опорожнения резервуара, м3/ч |
Максимально допустимая скорость изменения уровня нефти в резервуаре, м/ч | Максимальная производительность перетока нефти из резервуара в резервуары, м3/ч |
Количество резервуаров, одновременно подключенных в технологическую группу, шт. |
Уровни и объемы нефти в резервуарах | ||||||
|
допустимый |
технологический |
максимальный рабоч] | |||||||||
| минимально допустимый уровень и соответствующий ему объем, м/м3 | максимально допустимый уровень и соответствующий ему объем, м/м3 |
технологический уровень и соответствующий ему объем, м/м3 |
расчетное время при определении максимального рабочего уровня, ч | максимал рабочий у и соответств ему объем | |||||||
| для приема нефти из нефтепровода | для откачки нефти на налив, в нефтепровод | ||||||||||
| 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | |
Рекомендации по составлению технологических карт эксплуатации резервуаров магистральных нефтепроводов и нефтебаз
И. 1 Общие положения
Приведенные в Приложении формы технологических карт эксплуатации резервуаров являются рекомендательными и позволяют организации эксплуатирующей резервуарные парки при составлении технологических карт исключать или дополнять в них отдельные показатели, графы.
В Приложении рассмотрены две формы технологических карт, соответствующие наиболее распространенным вариантам работы резервуарных парков или их отдельных технологических групп в схемах технологического процесса перекачки нефти.
И.2 Пояснения по заполнению отдельных граф приведенных форм технологических карт.
И.2.1 Формы 1, 2, графа 4. Предельный установленный уровень заполнения резервуара.
Предельный установленный уровень заполнения резервуара - максимальный уровень возможного заполнения резервуара, определяемый проектом или заключением по результатам технического диагностирования.
В соответствии с п. 6.11 СНиП 2.09.03 «Сооружение промышленных предприятий»:
- в резервуарах со стационарной крышей минимальное расстояние от низа врезки пенокамер до максимального уровня жидкости следует определять с учетом температурного расширения нефти и принимать не менее 100 мм;
- расстояние от верха стенки резервуара с плавающей крышей или опорного кольца в резервуаре с понтоном до максимального уровня жидкости следует принимать не менее 0,6 м.
И.2.2 Формы 1, 2, графы 5 - 7. Приемо-раздаточные патрубки (ПРП)
Если на резервуарах смонтировано более одного ПРП и по ним осуществляются или могут осуществляться раздельный прием и откачка нефти, необходимо привести раздельные характеристики приемных и раздаточных патрубков.
Максимально допустимая производительность истечения нефти через один патрубок определяется при:
- приеме нефти в резервуар - по максимально допустимой скорости истечения нефти в резервуар с обеспечением электростатической безопасности (ПТЭ резервуаров, таблица 3);
- откачке нефти из резервуара - по условиям обеспечения бескавитационной работы насосов.
И.2.3 Формы 1, 2, графа 8. Допустимое рабочее давление на крышу резервуаров.
Допустимое рабочее давление на крышу резервуаров определяется проектом или заключением по результатам технического диагностирования.
И.2.4 Формы 1, 2, графы 9 - 12.
Дыхательные и предохранительные клапаны резервуаров регулируются на давление (избыточное и вакуум), исходя из допустимого рабочего давления на крышу резервуара.
Дыхательные и предохранительные клапаны резервуаров одной технологической группы должны быть отрегулированы на соответствующие одинаковые избыточное давление и вакуум, не превышающие величину избыточного давления и вакуума любого резервуара этой группы.
Сопротивление вентиляционных патрубков при их паспортной пропускной способности не должно превышать допустимое рабочее давление и вакуум, установленные для крыши резервуаров.
Пропускная способность вентиляционных патрубков с огневыми предохранителями ограничивается пропускной способностью огневых предохранителей.
Суммарная пропускная способность дыхательных и предохранительных клапанов, вентиляционных патрубков в каждой технологической группе должна обеспечить безаварийную работу резервуаров при избыточном давлении и вакууме во всех ситуациях, включая аварийные.
И.2.5 Формы 1, 2, графа 13. Максимально допустимая скорость движения понтона, плавающей крыши.
Максимально допустимая скорость движения понтона, плавающей крыши от минимально допустимого до максимально допустимого уровня при приеме и откачке нефти из резервуара определяется проектом или заключением по результатам технического диагностирования.
При отсутствии этих данных максимально допустимая скорость движения понтона, плавающей крыши ограничивается 2,5 м/с.
И.2.6 Формы 1, 2, графа 14. Максимально допустимая производительность заполнения и опорожнения резервуара.
Максимально допустимая производительность заполнения и опорожнения резервуаров ограничивается пропускной способностью дыхательной арматуры, допустимой производительностью истечения нефти через приемо-раздаточные патрубки, максимально допустимой скоростью движения понтона или плавающей крыши.
За максимально допустимую производительность заполнения и опорожнения резервуара принимается меньшая из производительностей, рассчитанная по вышеуказанным ограничительным показателям.
Максимально допустимая производительность заполнения и опорожнения резервуаров определяется в соответствии с действующей нормативной документацией по проектированию и устройству вертикальных цилиндрических резервуаров для нефти и нефтепродуктов.
Допустимая производительность заполнения резервуаров по пропускной способности дыхательной арматуры может отличаться от производительности опорожнения резервуаров.
Организация, эксплуатирующая резервуарные парки, может ограничиться одним показателем допустимой производительности, необходимо принять за допустимую производительность меньшую из них.
И.2.7 Формы 1, 2, графа 15. Максимально допустимая скорость изменения уровня нефти в резервуаре по допустимой производительности заполнения и опорожнения.
Максимально допустимая скорость изменения уровня нефти в резервуаре по допустимой производительности его заполнения и опорожнения приводится для удобства оперативного контроля за производительностью.
И.2.8 Форма 2. графа 16, вариант «В». Максимальная производительность перетока нефти из резервуаров в резервуары.
При схеме перекачки нефти «через резервуары» с приемом и откачкой нефти по раздельным группам резервуаров возможен переток нефти в процессе переключения с одной группы резервуаров на другую.
Максимальная производительность перетока нефти из резервуаров в резервуары, при расположении их на одном уровне, может иметь место при максимально возможной разнице уровней нефти в них и минимальном расстоянии между этими резервуарами. При разных уровнях расположения резервуаров максимальная производительность перетока нефти зависит от разности уровней резервуаров, нефти, гидравлического сопротивления технологических трубопроводов между резервуарами.
И.2.9 Форма 1, графа 16; форма 2, графы 17 - 18. Количество резервуаров, одновременно подключаемых в технологическую группу.
Минимальное количество резервуаров, одновременно подключаемых в технологическую группу, определяется из условия:
- допустимости превышения производительности заполнения - опорожнения резервуаров с учетом возможного перетока нефти;
- обеспечения технологического процесса перекачки нефти (при ожидаемой максимальной производительности приема или откачки нефти) в течение времени, принятого для определения допустимых уровней или технологического и максимального рабочего уровней.
В технологической карте эксплуатации резервуаров должно быть отражено минимально необходимое количество резервуаров. При подключении в технологическую группу большего количества резервуаров целесообразно в технологической карте или в отдельном приложении отразить все возможные варианты.
Основным показателем при определении максимальной допустимой производительности заполнения или опорожнения резервуара, а также уровней нефти в резервуарах, является ожидаемая максимальная производительность транспортировки (прием, откачка, налив в транспортные средства) нефти, выбираемая каждым предприятием, исходя из конкретных условий.
Ожидаемая максимальная производительность транспортировки нефти зависит от назначения, состояния нефтепроводов, вероятной их загрузки по ожидаемой добыче нефти и т.п. и может быть равна:
- проектной, для новых нефтепроводов:
- возможной, по максимально допустимому рабочему давлению исходя из технического состояния нефтепроводов;
- ожидаемой, по планам на текущий и последующие годы.
Во всех случаях за ожидаемую производительность должна приниматься максимально возможная часовая производительность, достигаемая при перекачке или наливе нефти, по выбранной максимальной производительности транспортировки нефти.
При схеме перекачки нефти с «подключенными резервуарами» (форма 1, вариант «А»), когда все резервуары НПС подключены в работу или насосная работает с одной группой резервуаров, количество резервуаров должно обеспечить максимальную производительность как приема, так и откачки нефти при остановках, соответственно, напорного или приемного участков нефтепроводов.
При схеме перекачки нефти «через резервуары» любая подключаемая группа резервуаров должна обеспечить максимальную производительность приема и откачки нефти с учетом возможного перетока нефти.
Если для приема и откачки нефти выделяются одни и те же группы резервуаров, за минимальное количество резервуаров в группах берется их
наибольшее потребное количество, необходимое для приема или откачки нефти.
И.2.10 Форма 1, графы 17 - 22; форма 2, графы 19 - 23 Уровни и объемы нефти в резервуарах:
а) Допустимые уровни нефти в резервуарах (форма 1, графы 17 - 18, форма 2, графы 19 - 20).
Минимально допустимый уровень нефти для резервуаров типа РВС и ЖБР определяется как сумма большего из расчетных уровней по воронкообразованию, кавитации насосов или полному затоплению струи при приеме нефти в резервуары и дополнительного уровня, необходимого для устойчивой работы откачивающих агрегатов в течение времени, необходимого для оперативных действий (передачи соответствующих оперативных распоряжений или согласований, остановки откачивающих агрегатов и отключения резервуаров (форма 1, вариант «А»; форма 2, вариант «Б») или для
переключения на откачку нефти с одной группы резервуаров на другую (форма 2, вариант «В»).
Минимально допустимые уровни нефти в резервуаре определяются по формуле:
~ + g ’ (И 1)
где Hp mjn - наибольший из расчетных уровней по воронкообразованию и кавитации насосов, полному затоплению струи, м;
Q - максимально допустимая производительность опорожнения резервуара, м3/ч;
t - время, необходимое для оперативных действий, ч;
S - площадь зеркала нефти в резервуаре, м
Минимально допустимые уровни нефти для резервуаров типа РВСП, РВСПК, ЖБРПК определяются из условия нахождение понтона (плавающей крыши) на плаву.
Максимально допустимый уровень нефти в резервуаре определяется как разница между предельным установленным уровнем заполнения резервуара и уровнем необходимым для создания запаса емкости достаточной для приема нефти из трубопровода во время оперативных действий по отключению резервуаров (передача соответствующих оперативных распоряжений и согласований, остановка перекачки и сброс давления с приемного участка нефтепровода, отключение резервуаров) или переключению приема нефти с одной группы резервуаров на другую.
Максимально допустимые уровни нефти в резервуаре определяются по формуле:
где:
H0max - предельный установленный уровень заполнения резервуара (форма 1, 2, графа 4), м;
Q - максимально допустимая производительность заполнения резервуара, м3/ч;
t - время, необходимое для оперативных действий, ч;
S - площадь зеркала нефти в резервуаре, м2.
б) Технологический (минимальный рабочий) уровень нефти в резервуарах (форма 1, графы 19 - 20; форма 2, графа 21).
Технологический уровень определяется уровнем, необходимым для продолжения откачки нефти из резервуаров технологической группы без изменения режима перекачки до минимально допустимого в течение времени, достаточного для выявления причин и ликвидации отказа перекачивающей насосной на приемном участке нефтепровода, а также вывода этого участка на рабочий режим перекачки. Время, необходимое для выявления причин и ликвидации отказов, определяется в соответствии.
При работе по схеме «через резервуары» технологический уровень может быть равен минимально допустимому.
в) Максимальный рабочий уровень нефти в резервуарах (форма 1. графы 19 - 22; форма 2, графы 21 - 23).
Максимальный рабочий уровень нефти в резервуарах технологической группы должен быть ниже максимально допустимого уровня на величину, достаточную для обеспечения приема дополнительного объема нефти при внеплановых прекращениях откачки нефти.
Создаваемый резерв свободной емкости в резервуарах необходим для:
- приема нефти при остановке перекачки по напорному участку на время, необходимое для выяснения причин и ликвидации отказа НПС, а также вывода этого участка на рабочий режим перекачки.
- приема нефти при прекращении связи с приемным участком нефтепровода и диспетчером предприятия или его структурного подразделения в течение установленного времени:
- стока нефти в резервуары с приемного (особенно горного) участка при остановке перекачки:
- сброса нефти в резервуары с аварийного участка нефтепровода.
Резервирование в каждом резервуарном парке или технологической группе части общей емкости для приема, сброса нефти должно предусматриваться из расчета не менее 2-х часовой ожидаемой максимальной производительности нефтепроводов на приемном участке.
При невозможности резервирования емкости для 2-х часового приема нефти необходимо определить возможный объем резервирования и рассчитать
время, необходимое для заполнения этой резервной емкости принимаемой нефтью. Это время следует принимать за основу для остановки перекачки нефти
по приемному участку при прекращении связи.
При схеме перекачки «через резервуары» необходимый резерв свободной емкости может быть распределен между технологическими группами резервуаров при приеме и откачке нефти. В этом случае уменьшается резерв свободной емкости и повышается максимальный рабочий уровень во всех технологических группах резервуаров.
Приложение К
(обязательное)
Форма
Утверждаю
Г лавный инженер_
АКТ
нивелирования окрайки днища стального вертикального резервуара емкостью
_м3
Объект_
Резервуар №_
Дата нивелирования_Нивелир_№_
Тип основания
План
Продолжительность эксплуатации
резервуара_мес.
Уровень заполнения резервуара на
момент нивелирования м.
|
№ точек нивелирования |
Относительные отметки, мм |
Абсолютные отметки, мм |
Осадка с момента последнего нивелирования с указанием его даты, мм | Общая осадка за весь период эксплуатации, мм |
| 1 2 3 и т.д. Л1 Т1 Т2 |
Максимальная разница высотных отметок диаметрально противоположных точек
окрайки_мм
Максимальная разница между двумя соседними точками_мм
Развернутый профиль окрайки днища (по периметру) (на профиле обязательно указывать первоначальное положение резервуара)
Исполнитель_
Приложение Л
(обязательное)
Форма
Утверждаю
Г лавный инженер_
АКТ
нивелирования днища стального вертикального резервуара емкостью_м3
Объект_
Резервуар №_
Дата нивелирования_
Нивелир_№_
Тип основания
Продолжительность эксплуатации_мес.
План
__Профили днища по сечению
| № точек | Абсолютные отметки, мм |
||||||
| сеч. I - I |
II - II | III - III | IV - IV | V - V | VI - VI |
и т.д. | |
| 1 2 3 и т.д. | |||||||
Исполнитель
Приложение М
(рекомендуемое)
Перечень оборудования, приборов и технических средств, необходимых для проведения полного технического обследования железобетонных
резервуаров
| Наименование |
Примечание |
| Пресс для испытания кубов, кернов, призм (типа ПГ250) | Лабораторный |
|
Разрывная машина для испытания арматуры (типа Р-100) | Лабораторная |
| Морозильная камера |
Лабораторная |
|
Установка для определения водонепроницаемости |
Лабораторная |
|
Установка для отбора кернов 0 80 мм алмазными коронками |
Мобильная, переносная |
|
Ультразвуковой тестер УК 1401 |
Портативный |
|
Ультразвуковой толщиномер А1220 |
Портативный |
|
Лазерный дальномер БЛК6 |
Портативный |
| Прибор для измерения толщины защитного слоя (тапа ИЗС-10 ) | Портативный |
| Молоток Кашкарова |
Портативный |
| Прибор для определения прочности отрывом со скалыванием (типа ГПНВ-2) |
Портативный |
|
Микроскоп МБП-2 |
Портативный |
|
Инвентарная измерительная лента 100 м | Портативная |
|
Высокоточный нивелир (типа Н-2) с рейкой | Портативный |
|
Нивелировочные вешки - 12 шт. |
Портативные |
|
Брезентовые емкости - 10 шт. |
Портативные |
|
Водомер | Портативный |
| Г азоанализатор |
Портативный |
| Набор химических реактивов |
Портативный |
|
Осциллограф (типа Н-102) |
Мобильный |
|
Тензоизмерительная аппаратура |
Мобильная |
| Набор тензодатчиков | Портативный |
| Датчик колебаний |
Мобильный |
|
Фотоаппарат | Портативный |
| ПЭВМ (типа Pentium) |
Портативный |
|
Стандартные программы Word-97, Exel-97, Mathcad-7 | На лазерных дисках |
Приложение Н
(рекомендуемое)
РД 153-39.4-078-01 Правила технической эксплуатации резервуаров магистральных нефтепроводов и нефтебаз Стр. 87 из 100
Загружение участка покрытия водой с помощью брезентовых мешков
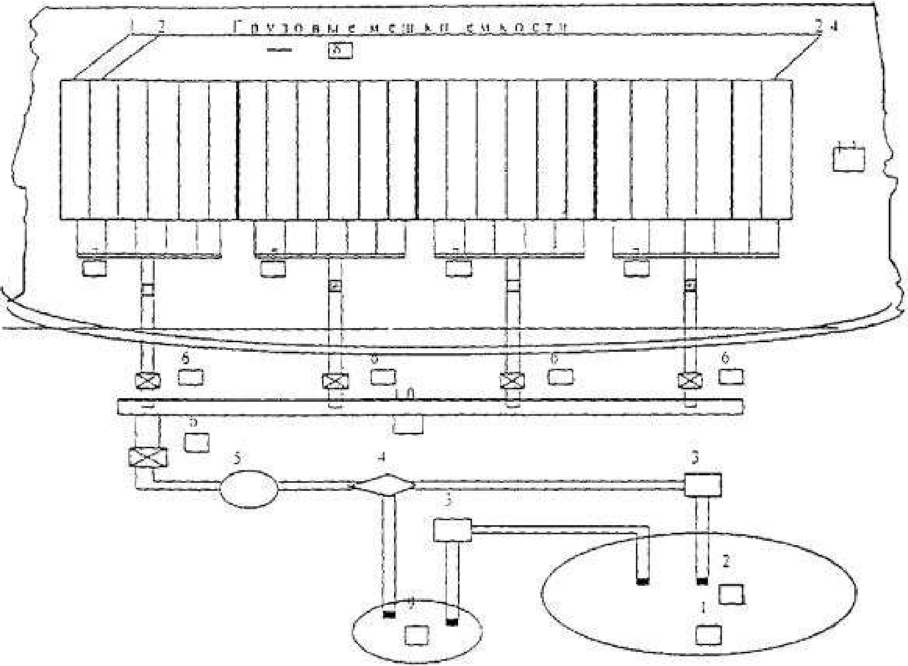
1. Бак для воды емкостью 20 м3 2. Всасывающий клапан 3. Центробежный насос 4. Шаровой кран 5. Счетчик воды 6. Вентиль 7. Распределитель воды 8. Водонепроницаемые емкости 9.
Емкость для воды на 1 м3 10. Распределитель 11. Плиты покрытия резервуара
Забор воды из грузовых мешков производится через эту же систему до шарового крана 4, а затем при помощи второго насоса 3, используя
3
герметизированную емкость 9 объемом 1 м3, в общую емкость 1. Система готова для следующего загружения. (В случае, если возможна подводка воды от стационарного водопровода и ее удаление за пределы резервуара, то необходимость в металлических емкостях отпадает).
Мешки-емкости 8 снаружи состоят из брезентового мешка длиной 7,5 м и периметром поперечного сечения 2,3 м, внутри которых находится полиэтиленовый рукав длиной 7,5 м и периметром 2,5 м. В торцах мешки обжаты при помощи хомутов вокруг пластиковой трубы со штуцером. При проведении загружения концы мешков устанавливаются на упоры-стойки высотой до 40 см, что позволяет снизить нагрузку от воды на торцовые части, создавая для отдельного мешка «пятно» контакта с плитами 600 см х 100 см. Таким образом, система позволяет моделировать естественную нагрузку на плиту. В случае если на испытательной площадке будет предоставлена возможность использовать водопровод и сливную канализацию, то система загрузки
•3 -3
плит существенно упрощается. Нет необходимости в емкостях для воды на 20 м3, 1 м3.
Приложение П
(рекомендуемое)
3
Таблица для оценки состояния конструкций ЖБР 30000 м , выполненного по типовому проекту «Резервуар железобетонный цилиндрический
3
заглубленный для нефти емкостью 30000 м со сборными стенками и покрытием» Альбом 1. Гипротрубопровод. М. 1962
| Балл | Прочность - яэксп, кг/см2 |
Прогиб Рксп, мм |
Экспертная оценка дефектов |
| 5 | Яэксп S 300 |
< 30 | дефектов нет |
| 4 | 300 > Яэксп S 230 | < 33 | дефекты несущественны |
| 3 | Яэксп S 230 | < 36 | дефекты существенны, но устранимы восстановлением |
| 2 | Яэксп S 230 | S 40 | дефекты существенны, но устранимы восстановлением |
| 2 | Яэксп S 100 |
< 40 | дефекты существенны, но устранимы восстановлением |
| 1 | 100 ^ Яэксп ^ 230 | > 40 | независимо от оценки дефектов |
| 1 | Яэксп < 100 |
независимо | независимо от оценки дефектов |
2
При прочности бетона R = 230 кг/см несущая способность плит покрытия, рассчитанная в соответствии со СНиП 2.03.01, достаточна для восприятия
2
расчетной нагрузки 605 кг/м2, а прогиб не превышает 3 см.
При установлении ограничений по прочности было принято во внимание то, что по проекту плиты должны иметь бетон марки 300 (по старой
2
классификации). Если при обследовании выяснено, что прочность бетона не ниже 300 кг/см , то, следовательно, конструкция отвечает по прочности проектным требованиям.
В соответствии со СНиП 2.03.11 «Защита строительных конструкций от коррозии» при проектировании плиты покрытия была принята расчетная
2
прочность бетона R = 160 кг/см . Ультразвуковой контроль по ГОСТ 17624 обеспечивает точность ~ ±20 %. В условиях, когда доступ к плитам только с
2
одной стороны и повреждена поверхность бетона, в запас принята точность +30 %. Поэтому, если бетон имеет установленную прочность более 230 кг/см
2
(230x0,7 = 161 > R = 160 кг/см ), то можно считать, что измеренная фактическая прочность достаточна для восприятия расчетного усилия в настоящее время.
При прочности бетона менее 100 кг/см2 в конструкции существенно снижены долговечность и несущая способность. При восстановлении такой конструкции следует иметь в виду, что она неспособна нести собственный вес и вес рабочего с грузом (Р = 100 кг). Такие конструкции следует считать аварийными.
Приложение С
(обязательное)
Форма
Утверждаю
(руководитель предприятия)
(подпись расшифровка)
Дата утверждения
АКТ
приемки на законченные ремонтные работы
« » 19 г.
(год приемки резервуара в эксплуатацию после проведения ремонта) Составлен комиссией
председатель
(должность, фамилия, имя, отчество)
члены комиссии_
(должность, фамилия, имя, отчество)
В резервуаре
(характеристика резервуара: №, вместимость и др.) произведен капитальный ремонт в объеме
(перечень устраненных дефектов: замена
(согласно дефектной ведомости)
изношенных элементов резервуара,
ремонт сварных соединений, исправление осадки, устранение
негерметичности, ремонт оборудования и др.)
Качество ремонтных работ (по результатам внешнего осмотра, рентгенографии испытаний, измерений и др.)
(оценка ремонтных работ)
Результаты испытания резервуара на прочность наливом водой до высоты_м
Комиссия считает возможным ввести резервуар в эксплуатацию с предельным уровнем наполнения_м
Председатель комиссии_
(подпись)
Члены комиссии
(подписи)
Приложение Т
(рекомендуемое)
Расчет толщины заглушек
Расчетная толщина заглушек определяется из расчета на возможное максимальное давление по таблице Т.1 или по формуле:
где 5 - расчетная толщина заглушки, мм;
Ду - диаметр трубопровода, мм;
мм
|
Диаметр трубопровода, мм |
Давление в трубопроводе, МПа | ||
| 0,1 | 0,05 |
0,01 | |
| 200 | 2,5 | 1,8 | 1,0 |
| 250 | 3,1 | 2,2 | 1,0 |
| 300 |
3,7 | 2,6 | 1,2 |
| 350 | 4,2 |
3,0 | 1,3 |
|
400 | 4,8 | 3,4 |
1,5 |
| 500 |
5,9 | 4,2 | 1,9 |
| 600 | 7,0 |
50 | 2,2 |
| 700 | 8,2 | 5,7 |
2,6 |
Номинальная толщина заглушки определяется с учетом прибавки на коррозию с округлением до ближайшей большей толщины по стандартам и техническим условиям
в - ширина уплотнительной прокладки, мм;
Р - максимальное давление в трубопроводе, МПа;
|5| - допустимое напряжение на изгиб, МПа.
Таблица Т.1 - Расчетная толщина 5 заглушек, изготовленных из Ст3, в зависимости от диаметра и давления в трубопроводе,
t ^ 5 + с, (Т.2)
где t - номинальная толщина заглушки, мм;
5 - расчетная толщина заглушки, мм;
с - прибавка на коррозию, мм. Принимается на основании практического опыта.
Приложение У
(обязательное)
Форма
АКТ №
НПС
«
»
ГОТОВНОСТИ РЕЗЕРВУАРА № К ОЧИСТНЫМ РАБОТАМ
19 г.
(наименование объекта) Комиссия в составе главного инженера (начальника) НПС
(фамилия, имя, отчество)
инженера по охране труда (инспектора охраны труда)
(фамилия, имя, отчество) представителя резервуарного парка НПС
(должность, фамилия, имя, отчество) в присутствии ответственного лица по очистке_
(должность, фамилия, имя, отчество)
составила настоящий акт о следующем:
нами проведен осмотр и проверена готовность резервуара к выполнению работ по очистке очистной бригадой
(наименование и номер резервуара)
для_
(указать назначение и требуемую степень очитки)
При осмотре и проверке установлено, что при подготовке к работам по очистке
_в соответствии с «Правилами безопасности при
(наименование и номер резервуара) эксплуатации магистральных нефтепроводов» выполнено следующее: Мероприятия Исполнение
Освобождение_
(тип резервуара
и количество оставшейся нефти и отложений, куб. м. уровень, см,
характеристика остатка)
Отсоединение_
(тип резервуара)
от всех трубопроводов (кроме очистного) путем установки заглушек
Открытие у_
(тип резервуара)
всех люков и других отверстий после слива нефти и воды Подготовлены следующие средства для очистных работ:
(указать, какие насосы, трубопроводы и другое оборудование)
Резервуар №_осмотрен и принят для производства очистных работ.
Ответственный по очистке резервуара_
(подпись)
Подписи членов комиссии:
Г лавный инженер (начальник) НПС_
Инженер по охране труда (инспектор охраны труда)_
Представитель резервуарного парка_
Представитель пожарной охраны_
Приложение Ф
(обязательное)
Стр. 92 из 100 Форма
Утверждаю Начальник НПС
НПС
наименование
подпись » 200 г.
«
АКТ №
на выполненную очистку резервуара №
(НПС)
« » 200 г.
(наименование объекта) Комиссия в составе представителя НПС
(должность, фамилия, имя, отчество) ответственных лиц по очистке
(должность, фамилия, имя, отчество)
провела осмотр
(тип и номер резервуара)
после очистки из-под
для заполнения, обследования, ремонта и т.д.
Заключение комиссии
(оценка)
Председатель комиссии_
(подпись)
Члены комиссии:
представитель резервуарного парка_
(подпись)
представитель пожарной охраны_
(подпись)
ответственный представитель ремонтной организации
(подпись)
Приложение Ц
(обязательное)
Форма
Утверждаю Начальник НПС
НПС
подпись « » 200 г.
АКТ №
« » 200 г.
готовности резервуара к огневым работам
Основание:
(приказ, распоряжение и т.д.)
составлен комиссией: председатель: главный инженер НПС
(фамилия, имя, отчество)
члены комиссии:
представитель резервуарного парка
(должность, фамилия, имя, отчество) представитель пожарной охраны
(должность, фамилия, имя, отчество) ответственный представитель ремонтной организации
(должность, фамилия, имя, отчество)
В период с_по_комиссия провела проверку готовности
(наименование и номер резервуара) к производству нижеследующего ремонта с ведением огневых работ:
(перечислить работы, которые будут произведены)
В процессе подготовки
(наименование, номер резервуара) к производству ремонта с ведением огневых работ выполнено:
1. Резервуар очищен
(указать качество очистки, соответствие ее ведению огневых работ)
2. Соединены все трубопроводы с установкой диэлектрической прокладки, поставлены металлические заглушки и составлена схема их установки, которая приложена к разрешению.
3. Проведен анализ воздуха для определения возможности ведения огневых работ внутри резервуара
(тип и номер резервуара)
после отглушения всех трубопроводов (см. справку лаборатории №_
от_)
(дата)
4. Все задвижки на соседних резервуарах и трубопроводах, водоспускные краны, колодцы, канализация и узлы задвижек (во избежание загорания паров
нефтепродуктов) прикрыты войлоком (в жаркое время войлок смачивается водой).
5. Подготовлены пожарный инвентарь и средства пожаротушения (песок, лопаты, кошма, огнетушители).
Председатель комиссии_
(подпись)
Члены комиссии:
представитель резервуарного парка_
(подпись)
представитель пожарной охраны_
(подпись)
ответственный представитель ремонтной организации_
(подпись)
Приложение Ш
(рекомендуемое)
Требования
к содержанию плана ликвидации возможных аварий и инцидентов в резервуарных парках
Резервуарные парки магистральных нефтепроводов относятся к опасным производственным объектам.
Опасность резервуарных парков резко возрастает при аварийных утечках без признаков разрушения и повреждения, при частичном повреждении резервуаров, трубопроводов, оборудования и устройств, в результате полного разрушения резервуара.
При возникновении аварий или аварийных утечек нефти эксплуатационный персонал соответствующих перекачивающих, наливных станций, нефтебаз и структурных подразделений предприятий должен действовать в соответствии с планом ликвидации возможных аварий и аварийных утечек, разработанным заранее для каждого конкретного резервуарного парка.
Планом должны определяться обязанности и порядок действия ответственных должностных лиц и персонала станций, нефтебаз, структурных подразделений предприятий (райуправлений) магистральных нефтепроводов, позволяющие более оперативно и организованно принять экстренные меры по предотвращению развития аварий, уменьшению истечения и разлива нефти, обеспечению безопасности станций, нефтебаз, соседних объектов и жилых поселков, защите окружающей среды, а также проведению ремонтных работ для обеспечения дальнейшей эксплуатации резервуарного парка.
План ликвидации аварий должен содержать перечень возможных аварий и аварийных утечек, мест их возникновения, сценарии возможного развития аварий и их последствия, меры по снижению опасности, прежде всего для жизни людей.
План ликвидации возможных аварий и аварийных утечек должен содержать:
- оперативную часть;
- техническую часть;
- порядок взаимодействия с другими предприятиями и организациями по ликвидации аварий и их последствий.
В оперативной части плана должны быть предусмотрены все виды возможных аварий и аварийных утечек, возможное развитие аварий и их последствия, определены мероприятия по спасению людей и ликвидации аварии и аварийных утечек: способы оповещения об аварии (сирена, световая сигнализация,
громкоговорящая связь, телефон и др.), список лиц, имеющих право на оповещение, пути вывода людей из опасных мест и участков в зависимости от характера аварии.
План должен предусматривать:
- распределение обязанностей между отдельными лицами и службами, участвующими в ликвидации аварий и аварийных утечек, и порядок их взаимодействия;
- списки, адреса, телефоны должностных лиц, которых следует извещать об аварии и аварийных утечках;
- генплан и технологическую схему нефтеперекачивающей станции, наливного пункта, нефтебазы, морского и речного терминала;
- необходимость и последовательность выключения электроэнергии и отключения электросетей, остановки оборудования, прекращения тех или иных видов работ в зоне разлива нефти и распространения ее паров;
- перечень организаций, предприятий, хозяйств, жилых поселков, а также порядок их оповещения о возможном распространении разлившейся при аварии нефти и о границах вероятной взрыво- и пожароопасной зоны с целью принятия мер по предотвращению пожаров и взрывов, а при необходимости, и эвакуации работников и населения;
- порядок выставления на путях подхода (подъезда) к опасным местам постов для контроля за пропуском людей и техники в загазованную и опасную зону;
- первоочередные действия персонала станций, нефтебаз, филиалов предприятий по предотвращению, предупреждению развития аварий и их осложнений;
- перечень мероприятий по предупреждению тяжелых последствий аварий;
- порядок взаимодействия с газоспасательными, пожарными и другими специализированными службами;
- способы ликвидации аварий в начальной стадии.
Техническая часть плана должна включать:
- виды возможных аварий и аварийных утечек, привязанных к конкретному резервуару или группе резервуаров;
- мероприятия по предотвращению дальнейшего разлива и загорания нефти;
- мероприятия по очистке загрязненной территории от разлитой нефти в зоне производства ремонтных работ;
- мероприятия по подготовке резервуаров и их дефектных мест к ремонтным работам;
- перечень технических средств и материалов в зависимости от характера аварий, аварийных утечек с указанием места их складирования, хранения;
- методы ликвидации аварий и аварийных утечек;
- мероприятия по обследованию состояния резервуаров и его оборудования после ликвидации аварии, аварийных утечек и устранения выявленных недостатков;
- мероприятия по сбору и утилизации нефти, а также по ликвидации последствий разлива нефти.
Порядок взаимодействия с другими предприятиями и организациями по ликвидации возможных аварий, аварийных утечек и их последствий должен
отражать:
- перечень предприятий и организации, привлекаемых к ликвидации возможных аварий, аварийных утечек и их последствий, номера телефонов должностных лиц, которые должны быть извещены об авариях и аварийных утечках;
- виды работ и их этапы, которые надлежит выполнять привлекаемым предприятиям и организациям;
- перечень технических средств и специалистов, которые должны быть выделены привлекаемыми предприятиями и организациями в соответствии с
договором или договоренностью с ними.
План ликвидации возможных аварий и аварийных утечек разрабатывается и пересматривается в филиалах предприятий комиссией в составе начальника отдела эксплуатации, старшего диспетчера, главного механика, главного энергетика, инженера по технике безопасности, представителей ПТУС и пожарной охраны, начальника (директора) или заместителя начальника (директора) НПС (нефтебазы) и утверждается главным инженером филиала предприятия.
План ликвидации возможных аварий и аварийных утечек должен утверждаться при наличии актов проверки:
- состояния систем контроля технологического процесса;
- исправности аварийной сигнализации, связи, аварийного освещения;
- наличия и исправности средств для спасения людей, противопожарного оборудования и технических средств для ликвидации аварии в начальной стадии.
ССЫЛОЧНЫЕ НОРМАТИВНЫЕ ДОКУМЕНТЫ
1 Закон РФ «О промышленной безопасности опасных промышленных объектов», принят Гос. Думой РФ 23.06.97 г.
2 Закон «О пожарной безопасности в РФ», утв. 21.12.1994 г. Президентом РФ.
3 Закон Российской Федерации «Об охране окружающей природной среды» от 19.12.91 г. № 2060-1 с изм. и доп. от 21.02.92 г. и 02.06.93 г.
4 Федеральный закон об «Основах охраны труда в Российской Федерации» от 17.07.99 г. № 181.
5 ГОСТ 9.014-78. Временная противокоррозионная защита изделий. Общие требования.
6 ГОСТ 9.032-74. ЕСЗК. С. Покрытия лакокрасочные, группы, технические требования и обозначения.
7 ГОСТ 9.402-80. ЕСЗК. С. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием.
8 ГОСТ 12.1.004-91. ССБТ. Пожарная безопасность. Общие требования.
9 ГОСТ 12.1.005-88 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны.
10 ГОСТ 12.1.010-76. ССБТ. Взрывобезопасность. Общие требования.
11 ГОСТ 12.1.018-93. Пожаровзрывобезопасность статического электричества. Общие требования.
12 ГОСТ 12.2.020-76. ССБТ. Электрооборудование взрывозащищенное. Классификация. Маркировка.
13 ГОСТ 12.2.044-80. ССБТ. Машины и оборудование для транспортирования нефти. Требования безопасности.
14 ГОСТ 12.3.003-86. ССБТ. Работы электросварочные. Требования безопасности.
15 ГОСТ 12.3.009-76. Работы погрузочно-разгрузочные. Общие требования безопасности.
16 ГОСТ 12.3.020-80. Процессы перемещения грузов на предприятиях. Общие требования безопасности.
17 ГОСТ 12.3.046-91. ССБТ. Установки пожаротушения автоматические. Общие требования.
18 ГОСТ 12.4.009-83. ССБТ. Пожарная техника для защиты объектов Основные виды. Размещение и обслуживание.
19 ГОСТ Р 12.4.013-97. ССБТ. Очки защитные. Общие технические условия.
20 ГОСТ 12.4.026-76. ССБТ. Цвета сигнальные и знаки безопасности.
21 ГОСТ 12.4.059-89. ССБТ. Строительство. Ограждения предохранительные инвентарные. Общие технические условия.
22 ГОСТ 12.4.087-84. ССБТ. Строительство. Каски строительные. Технические условия.
23 ГОСТ 12.4.089-86. ССБТ. Строительство. Пояса предохранительные. Общие технические условия.
24 ГОСТ 12.4.124-83. ССБТ. Средства защиты от статического электричества. Общие технические требования.
25 ГОСТ 17.2.3.02-78. Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями.
26 ГОСТ 202-84. Белила цинковые. Технические условия.
27 ГОСТ 380-88. Сталь углеродистая обыкновенного качества. Марки.
28 ГОСТ 400-80 Е. Термометры стеклянные для испытаний нефтепродуктов. Технические условия.
29 ГОСТ Р МЭК 870-1-1-93. Устройства и системы телемеханики. Часть 1. Основные положения. Раздел 1. Общие принципы.
30 ГОСТ 1510-84. Нефть и нефтепродукты. Маркировка, упаковка, транспортирование и хранение.
31 ГОСТ 2246-70. Проволока стальная сварочная. Технические условия.
32 ГОСТ 2517-85. Нефть и нефтепродукты. Методы отбора проб.
33 ГОСТ 3272-71. Изделия огнеупорные шамотные для футеровки вагранок. Технические условия.
34 ГОСТ 26251-84. Протекторы для защиты от коррозии. Технические условия.
35 ГОСТ 4765-73. Материалы лакокрасочные. Метод определения прочности при ударе.
36 ГОСТ 5233-89 Материалы лакокрасочные. Метод определения твердости по маятниковому прибору.
37 ГОСТ 5264-80. Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
38 ГОСТ 5640-68. Сталь. Металлографический метод оценки микроструктуры листов и ленты.
39 ГОСТ 6996-66. Сварные соединения. Методы определения механических свойств.
40 ГОСТ 7502-89. Рулетки измерительные металлические. Технические условия.
41 ГОСТ 7512-82. Контроль неразрушающий. Соединения сварные. Радиографический метод.
42 ГОСТ 8050-85. Двуокись углерода газообразная и жидкая. Технические условия.
43 ГОСТ 8267-93. Щебень и гравий из плотных горных пород для строительных работ. Технические условия.
44 ГОСТ 8713-79. Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.
44 ГОСТ 9454-78. Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах.
45 ГОСТ 9808-84. Двуокись титана пигментная. Технические условия.
46 ГОСТ 10157-79. Аргон газообразный и жидкий. Технические условия.
47 ГОСТ 12997-84. Изделия ГСП. Общие технические условия.
48 ГОСТ 13196-93. Устройства автоматизации резервуарных парков. Средства измерения уровня и отбора проб нефти и нефтепродуктов.
49 ГОСТ 14637-89. Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия.
50 ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
51 ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
52 ГОСТ 15140-78. Материалы лакокрасочные. Методы определения адгезии.
53 ГОСТ 15150-69. Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения, транспортирования в части воздействия климатических факторов внешней среды.
54 ГОСТ 16350-80. Климат СССР. Районирование и статистические параметры климатических факторов для технических целей.
55 ГОСТ 17624-87. Бетоны. Ультразвуковой метод определения прочности.
56 ГОСТ 19007-73. Материалы лакокрасочные. Метод определения времени и степени высыхания.
57 ГОСТ 19281-89. Прокат из стали повышенной прочности. Общие технические условия.
58 ГОСТ 22266-94. Цементы сульфатостойкие. Технические условия.
59 ГОСТ 22782.0-81. Электрооборудование взрывозащищенное. Общие технические требования и методы испытаний.
60 ГОСТ 22782.3-77. Электрооборудование взрывозащищенное со специальным видом взрывозащиты. Технические требования и методы защиты.
61 ГОСТ 22782.5-78. Электрооборудование взрывозащищенное с видом взрывозащиты. «Искробезопасная электрическая цепь». Технические требования и методы испытаний.
62 ГОСТ 22782.6-81. Электрооборудование взрывозащищенное с видом взрывозащиты. «Взрывозащищенная оболочка». Технические требования и методы испытаний.
63 ГОСТ 22782.7-81. Электрооборудование взрывозащищенное с защитой «е». Технические требования и методы испытаний.
64 ГОСТ 22904-93. Конструкции железобетонные. Магнитный метод определения толщины защитного слоя бетона и расположения арматуры.
65 ГОСТ 23055-78. Классификация сварных соединений по результатам радиографического контроля.
66 ГОСТ 23732-79. Вода для бетонов и растворов. Технические условия.
67 ГОСТ 25706-83. Лупы. Типы. Основные параметры. Общие технические требования.
68 ГОСТ 26633-91. Бетоны тяжелые и мелкозернистые. Технические условия.
69 ГОСТ 26887-86. Площадки и лестницы для строительно-монтажных работ. Общие технические условия.
70 ГОСТ Р 50800-95. Установки пенного пожаротушения автоматические.
71 ГОСТ 26976-86. Нефть и нефтепродукты. Методы измерения массы.
72 ГОСТ 27321-87. Леса строечные приставные для строительно-монтажных работ. Технические условия.
73 ГОСТ 27372-87. Люльки для строительно-монтажных работ. Технические условия.
74 ГОСТ 28498-90. Термометры жидкостные стеклянные. Общие технические требования. Методы испытаний.
75 ГОСТ Р 50588-93. Пенообразователи для тушения пожаров. Общие технические требования и методы испытаний.
76 ГОСТ 51164-98. Трубопроводы стальные магистральные. Общие требования к защите от коррозии.
77 ГОСТ 8.570-2000. Резервуары стальные вертикальные. Методика поверки.
78 СНиП 2.03.01-84. Бетонные и железобетонные конструкции.
79 СНиП 2.03.11-85. Защита строительных конструкций от коррозии.
80 СНиП 2.04.09-84. Пожарная автоматика зданий и сооружений.
81 СНиП 2.09.03-85. Сооружение промышленных предприятий.
82 СНиП 2.11.03-93. Склады нефти и нефтепродуктов. Противопожарные нормы.
83 СНиП II-23-81. Стальные конструкции.
84 СНиП 3.01.01-85. Организация строительного производства.
85 СНиП 3.01.03-84. Геодезические работы в строительстве.
86 СНиП 3.01.04-87. Приемка в эксплуатацию законченных строительством объектов. Основные положения.
87 СНиП 3.02.01-87. Земляные сооружения, основания и фундаменты.
88 СНиП 3.03.01-87. Несущие и ограждающие конструкции.
89 СНиП 22-01-95. Геофизика опасных природных воздействий.
90 СНиП 23-05-95. Естественное и искусственное освещение.
91 ВСН 009-88. Миннефтегазстрой. Строительство магистральных и промысловых трубопроводов. Средства и установки электрохимзащиты. М.; ВНИИСТ.
92 ВНТП 2-86. Нормы технологического проектирования магистральных нефтепроводов. М., Миннефтепром, 1986 г.
93 НПБ 155-97. Пожарная техника. Огнетушители переносные. Основные показатели и методы испытаний. М., ГПС МВД РФ, 1997 г.
94 НПБ 156-97. Пожарная техника. Огнетушители передвижные. Основные показатели и методы испытаний. М., ГПС МВД РФ, 1997 г.
95 НПЬ 166-97. Пожарная техника. Огнетушители. Требования к эксплуатации. М., ГПС МВД РФ, 1997 г.
96 НПБ 160-97. Цвета сигнальные. Знаки пожарной безопасности. Виды, размеры, общие технические требования. М., ГПС МВД РФ, 1997 г.
97 НПБ 201-96. Пожарная охрана предприятий. Общие требования. М., ГПС МВД РФ, 1996 г.
98 СН 245-71. Санитарные нормы. Проектирование промышленных предприятий.
•з
99 ВСН 311-89. Монтаж стальных вертикальных резервуаров для хранения нефти и нефтепродуктов от 100 до 50000 м3. Минмонтажспецстрой.
100 Нормы естественной убыли нефти при приеме, отпуске и хранении. Утв. Госснабом 15.03.88 г., Постановление № 23.
101 ВППБ 01-05-99. Правила пожарной безопасности при эксплуатации магистральных нефтепроводов ОАО АК «Транснефть» М., ВИПБ МВД РФ, 1999
г.
102 Правила пожарной безопасности в Российской Федерации Ш1Б 01-93*.
103 Правила устройства и безопасной эксплуатации технологических трубопроводов. Госгортехнадзор России, НПО ОВТ, 1997.
104 Правила устройства электроустановок (ПУЭ) - М: Главгосэнергонадзор России, 1998.
105 РД 009-01-96. Установки пожарной автоматики. Правила технического содержания. М., МА «Системсервис», 1996 г.
106 РД 009-02-96. Установки пожарной автоматики. Техническое обслуживание и планово-предупредительный ремонт. М., МА «Системсервис», 1996 г.
107 РД 08-95-95. Положение о системе диагностирования сварных вертикальных цилиндрических резервуаров для нефти и нефтепродуктов. Утв. Госгортехнадзором РФ 25.07.95 г., М., АО «ВНИИмонтажспецстрой», АОЗТ «Контакт».
108 РД 08-200-98. Правила безопасности в нефтяной и газовой промышленности. Типовая инструкция по организации безопасного проведения газоопасных работ. М., НПО ОБТ, 1998 г.
109 РД 08-204-98. Порядок уведомления и представления территориальным органам Госгортехнадзора информации об авариях, аварийных утечках и опасных условиях эксплуатации объектов магистрального трубопроводного транспорта газов и опасных жидкостей. М., Безопасность труда в
промышленности, 1998 г., № 10.
110 РД 39-30-1331-85. Инструкция по усилению вертикальных монтажных стыков стенок резервуаров РВС-20000.
111 РД 50-156-79. Методические указания. Определение вместимости и градуировка железобетонных цилиндрических резервуаров со сборной стенкой
3
вместимостью до 30000 м геометрическим методом.
112 РД 153-39 ТН-008-96. Руководство по организации эксплуатации и технологии технического обслуживания и ремонта оборудования и сооружений нефтеперекачивающих станций. Уфа, ИПТЭР, 1997 г.
113 РД 153-39-ТН-012-96. Инструкция по пожаровзрывобезопасной технологии очистки нефтяных резервуаров М., ВИПТШ МВД РФ, 1996 г.
114 РД 153-112-017-97. Инструкция по диагностике и оценке остаточного ресурса вертикальных сварных резервуаров. Уфа, ЗАО «Нефтемонтаждиагностика», 1997 г.
115 ОНД-86. Методика расчета концентраций в атмосферном воздухе вредных веществ, содержащихся в выбросах предприятий. Л. Гидрометеоиздат.
116 ОНД-90. Руководство по контролю источников загрязнения атмосферы. Части 1 и 2. Л. Гидрометеоиздат.
117 МИ 1823-87. Методические указания. Вместимость стальных вертикальных цилиндрических резервуаров. Методика выполнения измерений геометрическим и объемным методами.
118 HBH 33-5.1.02-83. Инструкция о порядке согласования и выдачи
обеспечения и информации А.Е. Сощенко
Рассылка:
1 экз. - ОКД;
1 экз. - ОМНиНБ;
1 экз. - департамент ТуиКН;
1 экз. - диспетчерское управление;
12 экз. - по списку рассылка в ОАО МН.
СОДЕРЖАНИЕ
Приложение А Технические характеристики типовых стальных вертикальных резервуаров
Приложение Б Параметры железобетонных резервуаров
Приложение Г Комплекс технических мероприятий по подготовке и проведению испытаний вертикальных стальных резервуаров
Приложение Д Комплекс технических мероприятий по подготовке и проведению испытаний железобетонных резервуаров
Приложение Е Паспорт вертикального стального цилиндрического резервуара № Приложение Ж Паспорт железобетонного резервуара
Приложение И Типовые формы технологических карт эксплуатации резервуаров Приложение К Акт нивелирования окрайки днища стального вертикального резервуара
Приложение Л Акт нивелирования днища стального вертикального резервуара Приложение М Перечень оборудования, приборов и технических средств, необходимых для проведения полного технического обследования железобетонных резервуаров
Приложение Н Загружение участка покрытия водой с помощью брезентовых мешков
3
Приложение П Таблица для оценки состояния конструкций ЖБР 30000 м-, выполненного по типовому проекту «Резервуар железобетонный цилиндрический
•з
заглубленный для нефти емкостью 30000 м230 со сборными стенками и покрытием». Приложение С Акт приемки на законченные ремонтные работы Приложение Т Расчет толщины заглушек
Приложение У Акт готовности резервуара к очистным работам Приложение Ф Акт на выполненную очистку резервуараПриложение Ц Акт готовности резервуара к огневым работам
Приложение ТТТ Требования к содержанию плана ликвидации возможных аварий и инцидентов в резервуарных парках Ссылочные нормативные документы
РД 153-112-017-97
РУКОВОДЯЩИЙ ДОКУМЕНТ
ИНСТРУКЦИЯ ПО ДИАГНОСТИКЕ И ОЦЕНКЕ ОСТАТОЧНОГО РЕСУРСА ВЕРТИКАЛЬНЫХ СТАЛЬНЫХ РЕЗЕРВУАРОВ
Дата введения 1997-07-01
РАЗРАБОТАНА АО "Нефтемонтаждиагностика"
Руководитель разработки директор АО "Нефтемонтаждиагностика" к.т.н. Каравайченко М.Г.
ИСПОЛНИТЕЛИ
Начальник конструкторско-технологического отдела, к.т.н. Фатхиев Н.М., начальник отдела диагностики Шаров Л.Н., главный инженер АО "Уралтранснефтепродукт" Бусыгин Г.Н., ведущий инженер Завадский А.Р.
СОГЛАСОВАНА с Госгортехнадзором России, письмо № 10-03/538 от 23.12.96 г., начальником управления развития систем нефтепродукте- и топливообеспечения Министерства топлива и энергетики РФ А.И.Лопухиным
ВЗАМЕН РД112 РСФСР-029-90 "Инструкция по диагностике и оценке остаточного ресурса сварных вертикальных резервуаров"
УТВЕРЖДЕНА президентом ОАО "АК Транснефтепродукт" И.Т.Ишмухаметовым, заместителем министра топлива и энергетики Российской Федерации Е.С.Морозовым
Настоящая Инструкция устанавливает общие требования и основные методические положения по диагностике вертикальных стальных резервуаров для хранения нефтепродуктов предприятий АК "Транснефтепродукт".
Диагностика в объеме настоящей Инструкции обеспечивает получение и обработку необходимой и достаточной информации о техническом состоянии и функциональных возможностях резервуара и позволяет определить:
остаточный срок службы до очередного ремонта или списания;
вид ремонта и объем ремонтных работ для резервуара, исходя из его технического состояния;
допустимые пределы эксплуатационной нагрузки, соблюдение которых обеспечивает безопасную и безаварийную работу резервуара.
Настоящая Инструкция разработана на основе и в дополнение к РД-08-95-95 "Положение о системе технического диагностирования сварных вертикальных цилиндрических резервуаров для нефти и нефтепродуктов".
При разработке Инструкции учтены замечания института ЦНИИпроектстальконструкция и АО "ВНИИмонтажспецстрой".
1.4. Необходимость диагностирования каждого конкретного резервуара в соответствии с рекомендациями настоящей Инструкции определяют специалисты и должностные лица предприятия, при необходимости с привлечением специалистов по диагностике.
Диагностика резервуаров по настоящей Инструкции должна выполняться специализированными предприятиями или организациями, имеющими квалифицированных специалистов, лицензию Госгортехнадзора России или его региональных управлений и оснащенными специальным оборудованием для применения неразрушающих методов контроля.
1.5. По срокам проведения диагностический контроль резервуаров делится на очередной и внеочередной. Внеочередная диагностика резервуаров проводится в следующих случаях:
после аварии или пожара на резервуаре; при достижении срока амортизации.
Все резервуары одного предприятия не могут быть одновременно выведены из эксплуатации для диагностики, так как для этого необходимо их опорожнить, очистить и дегазировать до санитарных норм для работы людей. Поэтому предварительно требуется провести общую оценку резервуарного парка, чтобы установить очередность проверки.
В первую очередь должны обследоваться резервуары, изготовленные из "кипящей" стали, сваренные меловыми электродами, клепанные, имеющие внешние дефекты, а также те, в которых хранятся продукты, вызывающие усиленную коррозию металла.
1.6. В процессе эксплуатации каждый резервуар должен подвергаться полной и частичной диагностике в зависимости от его технического состояния, условий и режимов эксплуатации.
Полная диагностика резервуара должна проводиться не реже одного раза в 10 лет, частичная - не реже одного раза в 5 лет. Конкретные сроки как полной, так и частичной диагностики назначаются в зависимости от технического состояния и интенсивности эксплуатации резервуара, а также коррозионной активности среды.
Для полной диагностики резервуар должен быть очищен и дегазирован до санитарных норм. Частичная диагностика может проводиться без вывода резервуара из эксплуатации.
1.7. При частичной диагностике выполняются следующие работы: визуальный осмотр резервуара и его оборудования; измерение толщины листов стенки, кровли;
измерение отклонений образующих от вертикали, местных деформаций стенки и горизонтальность выступа окрайки и основания под ней;
проверка состояния отмостки;
составление заключения о техническом состоянии резервуара.
1.8. При полной диагностике необходимо выполнить, кроме перечисленных в п. 1.7 , следующие работы: визуальный осмотр стенки, кровли и днища с внутренней стороны;
визуальный осмотр понтона (при его наличии); измерение толщины стенки, днища, кровли и понтона; контроль сварных соединений физическими методами;
механические испытания, металлографические исследования и химический анализ металла (в необходимых случаях); зондирование днища и основания резервуара с целью выявления утечки;
решить вопрос о необходимости и целесообразности обследования резервуара методом инфракрасной спектроскопии и выполнить такое обследование;
обработать полученные результаты измерений толщины стенки всех элементов резервуара (стенка, кровля, днище, понтон, плавающая крыша), определить остаточный срок службы для них по коррозионному износу;
определить расчетом допустимую толщину листов для различных поясов, окрайки, днища и кровли и полученные результаты сравнить с данными измерений; если окажется, что фактическая толщина листов меньше допустимой, принять одно из возможных решений:
первое - резервуар остановить на ремонт;
второе - резервуар эксплуатировать при пониженной эксплуатационной нагрузке, для чего выполнить расчет допустимой высоты заполнения резервуара;
выполнить расчет остаточного ресурса резервуара по критериям малоцикловой усталости и трещиностойкости металла; выполнить расчеты и проверить функциональные параметры резервуара, согласно приложению 8;
составить заключение о техническом состоянии и показателях назначения резервуара на предстоящий период эксплуатации.
1.9. При диагностике резервуаров по согласованию с заказчиком могут использоваться другие, не рассмотренные в настоящей Инструкции неразрушающие методы контроля, которые позволяют добиться более совершенного результата и в то же время позволяют обеспечить полную безопасность (акустико-эмиссионный метод обнаружения дефектов, магнитный или иной метод измерения фактических напряжений в стенке резервуара и т.п.).
2. ТЕХНИЧЕСКОЕ ОБСЛЕДОВАНИЕ И ДЕФЕКТОСКОПИЯ РЕЗЕРВУАРОВ
2.1. Требования по подготовке резервуаров к обследованию и дефектоскопии
2.1.1. Степень подготовки резервуаров к обследованию их технического состояния определяется целью и необходимым объемом работ контроля.
В тех случаях, когда имеется потребность в оценке технического состояния внутренней поверхности резервуара или понтона (плавающей крыши), измерении толщины днища, контроля качества сварных швов физическими методами, резервуар должен быть выведен из эксплуатации, очищен от грязи и дегазирован до санитарных норм.
2.1.2. Перед выполнением работ внутри резервуара все трубопроводы, связанные с этим резервуаром, должны быть отключены от него закрытием задвижек и установкой заглушек с хвостовиком. Место и время установки заглушек должно быть записано в вахтенном журнале.
2.1.3. До начала работ по обследованию и дефектоскопии необходимо:
подготовить карты разверток стенки, днища и кровли для нанесения на них обнаруженных дефектов и отступлений от проектов, СНиП и стандартов;
подготовить яркую краску и кисти для нанесения отметок дефектных мест на стенке, днише и кровле;
получить инструктаж по пожарной охране у инженера по технике безопасности и письменное разрешение руководителя объекта на проведение работ на территории резервуарного парка и внутри резервуаров;
подготовить, а в случае необходимости, изготовить оборудование и приспособления, требующиеся для осмотра и измерений (лестницы, стремянки, шаблоны, подмостки, пояса монтажные, фонари взрывобезопасного исполнения, лупы 310-кратного увеличения, противогазы, веревки и т.п.).
2.2. Осмотр конструкции и сварных соединений
2.2.1. Целью осмотра является выявление поверхностных дефектов, приводящих, как правило, к местному уменьшению толщины металла, уменьшению толщины и изменению формы сварного шва. Осмотру подлежат наружная и внутренняя поверхности стенки и кровли и внутренняя поверхность днища. Особо тщательному осмотру и измерению геометрических размеров сварных швов подлежат все сварные соединения четырех нижних поясов. При осмотре дефектные места следует очистить от краски металлической щеткой. Внутренняя поверхность резервуара, если она не имеет антикоррозионного покрытия, при осмотре должна быть очищена от ржавчины и грязи.
2.2.2. При осмотре необходимо использовать лупу с 3+10-кратным увеличением, переносные лестницы и подвесные люльки. Могут быть использованы также бинокли и подзорные трубы. Для осмотра несущих элементов кровли вырезают окно в настиле кровли и на фермах или подвесках устанавливают леса из досок хвойных пород толщиной не менее 40 мм.
2.2.3. Все выявленные дефекты подлежат измерению по глубине, протяженности (площади) и наносятся на карту осмотра. Глубину дефекта измеряют штангенциркулем, шаблоном сварщика или индикатором часового типа, длину - линейкой с
ценой деления 1 мм. Размеры и формы сварного шва измеряются с помощью шаблона сварщика. Шаблон используется также для измерения угловатости монтажного шва и вмятин.
2.2.4. Осмотр сварных соединений конструкций с внешней стороны резервуара должен проводиться по мере необходимости и каждый раз при выводе резервуара на ремонт (внешний осмотр резервуара при ежедневном обходе резервуарного парка обслуживающим персоналом не может заменять осмотра сварных соединений и основного металла, излагаемого в настоящей Инструкции)
2.2.5. К поверхностным дефектам основного металла относятся: коррозионное повреждение - сплошное или местное;
царапины вдоль и поперек листа; более опасны царапины поперек листа;
плены, представляющие собой тонкие металлические корки в форме языков на поверхности металла, вытянутые в продольном направлении листа. Их отделяют от основного металла путем подрубания зубилом в продольном направлении листа. Плены не имеют прочной связи с основным металлом, поэтому уменьшают расчетную толщину стенки;
местные оплавления металла и вырывы представляют собой углубления произвольной формы и глубины, образовавшиеся, как правило, в процессе монтажа (ремонта) при срезывании или отрыве технологических пластин или кронштейнов. Эти дефекты могут быть удалены путем пологой зачистки наждачным кругом;
неметаллические включения (шлак, порода, окалина и др.) нарушают сплошность металла, уменьшают его расчетное сечение.
Все вышеназванные дефекты приводят к уменьшению толщины стенки и местному ее ослаблению, некоторые дефекты создают концентрацию напряжений, поэтому должны быть выявлены и устранены.
2.2.6. К поверхностным дефектам сварного шва относятся:
кратер, который образуется в металле вследствие резкого обрыва дуги в конце сварки; кратер уменьшает сечение шва и может явиться очагом образования трещин, поэтому подлежит исправлению;
подрез, представляет собой канавку в основном металле вдоль сварного шва с одной или двух сторон и уменьшает сечение основного металла, вызывает концентрацию напряжений;
прожог - это сквозное отверстие в сварном шве, образовавшееся в процессе вытекания сварочной ванны. Прожог должен быть тщательно зачищен и заварен;
непровар - это неполное заполнение сварного соединения металлом, который снижает статическую и усталостную прочность шва, повышает склонность конструкции к хрупкому разрушению;
шлаковое включение и газовая пора - несплошность сварного соединения, которые могут располагаться в шве между отдельными слоями, внутри наплавленного металла и выходить на поверхность.
2.2.7. Поверхностные дефекты металла, как правило, устраняются перед приемкой нового резервуара в эксплуатацию. Однако не все поверхностные дефекты удается выявить и устранить в процессе монтажа резервуара. Некоторые поверхностные дефекты образуются в процессе эксплуатации. Поэтому при осмотре резервуара необходимо обращать внимание на все виды дефектов и наносить их на карту осмотра.
2.2.8. Для оценки состояния поверхности основного металла и сварных швов и принятия решения по результатам осмотра, полученные при осмотре результаты сравниваются с требованиями проекта и СНиП 3.03.01-87.
Состояние поверхности основного металла резервуара должно соответствовать требованиям ГОСТ 14637-89, ГОСТ 552079 и СНиП 3.03.01- 87.
Сварные соединения должны соответствовать требованиям ГОСТ 8713-79, ГОСТ 5264-80 и СНиП 3.03.01-87.
2.3. Осмотр плавающей крыши и понтона
2.3.1. При осмотре необходимо проверить:
прилегание затвора к стенке резервуара;
вертикальность направляющих и опорных стоек;
герметичность сварных швов коробов и мембраны;
отсутствие чрезмерной деформации мембраны;
отсутствие нефтепродукта в коробах;
толщину стенки коробов и мембраны;
степень износа трущихся частей затвора и коррозионного повреждения металлических деталей.
2.3.2. Для резинотканевых элементов затвора допустимым считается износ от трения до обнажения тканевой основы.
2.3.3. При осмотре понтона из пенополиуретана проверяют:
плотность прилегания затвора, отсутствие деформации опорных стоек и лучей монтажно-эксплуатационной опоры, а также измеряют электросопротивление заземления понтона и электросопротивление покрытия понтона. При необходимости из тела понтона вырезают образцы размером 30х30х30 мм и определяют плотность пенополиуретана, его бензопоглощение. По результатам осмотра понтона принимается решение о его ремонте или дальнейшей эксплуатации.
2.4. Осмотр тепловой изоляции
2.4.1. При осмотре теплоизолированных резервуаров проверяют толщину изоляционного слоя, его плотное прилегание к металлу (адгезия к металлу в случае пенополиуретановой изоляции), отсутствие намокания нефтепродуктом. При наличии признаков увеличения теплопроводности изоляционного материала (о чем можно судить по увеличению теплопотерь через изоляцию и увеличению скорости падения температуры нефтепродукта при его хранении в резервуаре) выявляют причину, вызвавшую увеличение теплопроводности, и принимают меры по ремонту или замене тепловой изоляции. Теплопотери могут быть выявлены с помощью тепловизора.
2.4.2. Для измерения толщины стенки и определения степени коррозионного износа наружной поверхности резервуара на различных участках поверхность очищают от изоляции, а после завершения контрольных работ изоляционное покрытие восстанавливают.
2.4.3. Теплоизоляционные свойства изоляционного материала считаются низкими, если коэффициент теплопроводности его окажется больше 0,07 Вт/(м ¦ К).
2.4.4. О качестве теплоизоляционного материала в целом судят по его теплосопротивлению, которое определяется расчетом.
2.5. Измерение толщины металла
2.5.1. Целью измерения толщины металла является определение фактической толщины различных элементов резервуара. Полученные результаты используются при вычислении напряжений в металле, а также для определения скорости коррозии металла. Объем измерительных работ определяется, согласно методике, изложенной в п.3.3.2. настоящей Инструкции. Периодичность измерения толщины стенки зависит от длительности эксплуатации и коррозионной активности среды. Чем выше скорость коррозии металла, тем чаще должна назначаться операция измерения толщины стенки резервуара. С учетом различной интенсивности коррозии для различных зон внутри резервуара могут быть выполнены выборочно, например, измерение толщины кровли и верхних двух поясов, измерение толщины первого пояса и т. д.
2.5.2. На месте измерения поверхность металла должна быть очищена от брызг, окалины, ржавчины, краски и грязи. Для очистки можно применять абразивный круг, металлическую щетку, наждачную бумагу. После очистки поверхность должна
быть ровной и гладкой, чистота обработки 6^ . Для измерения толщины металла рекомендуются различные толщиномеры
("Кварц-6", "Кварц-15", УТ-31МЦ, УТ-93) и другие приборы, позволяющие определить толщину от 1,0 до 30 мм с точностью
0,1 мм.
2.5.3. Настройка прибора для измерения толщины производится согласно заводской инструкции по эксплуатации. Исправность прибора проверяется производством контрольных измерений на эталонных образцах. Перед каждым измерением производится калибровка прибора.
2.5.4. Толщину металла измеряют по каждому из следующих элементов резервуара: стенка - отдельно по каждому поясу, патрубок на стенке - по нижней образующей; днище - окрайка и центральная часть; крыша стационарная - настил и несущие конструкции (каркас щита, фермы и др.); крыша плавающая - короба, центральная часть. При этом учитывают, что более интенсивному коррозионному износу подвергаются настил кровли, верхние два пояса и днище. При наличии подтоварной воды интенсивной коррозии может подвергаться также нижняя часть первого пояса.
2.5.5. Методика выбора необходимого минимального числа точек измерений и статистической обработки результатов измерений толщины стенки изложена в подразделе 3.3.
2.5.6. Толщину листов верхних поясов, начиная с третьего, проверяют по образующей вдоль шахтовой лестницы в трех точках по высоте каждого пояса (низ, середина, верх). Толщину нижних трех поясов проверяют по четырем диаметрально противоположным образующим, остальных поясов - в доступных местах не менее чем в трех точках. Толщину патрубков, размещенных на листах первого пояса, измеряют в нижней части не менее чем в двух точках.
2.6. Измерение геометрической формы стенки
2.6.1. Измерение геометрической формы стенки резервуаров производится с целью выявления отклонений формы от проектных требований и норм по СНиП 3.03.01-87. Измерения выполняются с помощью теодолита или каретки, вертикально перемещающейся по стенке резервуара. Для отсчета показаний по линейке используют отвес, перекинутый через блок каретки, или теодолит.
2.6.2. Отклонения образующих стенки от вертикали, проходящей по наружной поверхности стенки на уровне днища, не должны превышать норм СНиП 3.03.01-87.
2.6.3. На резервуарах рулонного изготовления на стыке соединения двух кромок рулона (монтажный шов) образуется угловатость. Угловатость способствует образованию концентрации напряжений. За показатель угловатости принимается стрела прогиба f в месте попадания внутрь от проектной образующей резервуара. Стрела прогиба f измеряется с помощью шаблона. Длина (база) шаблона 500 мм.
2.6.4. Измерение геометрической формы корпуса и угловатости монтажных стыков резервуара должно выполняться после строительства, при каждом полном и частичном обследовании, а также в процессе эксплуатации каждый раз при обнаружении видимых изменений в геометрической форме в результате образования чрезмерного вакуума или по другим причинам (например, после ремонта стенки с заменой поясов).
В табл. 2.1 приведены допустимые значения угловых деформаций (мм) сварных вертикальных соединений стенок резервуаров (после гидравлического испытания) в зависимости от количества циклов нагружения в процессе эксплуатации.
Таблица 2.1 (рекомендуемое)
Допустимые величины угловой деформации для резервуаров
| Марка стали |
Толщина, мм | Угловые деформации f в зависимости от числа циклов до появления визуально наблюдаемой трещины, мм | |||||
|
5000 | 7500 | 10000 |
12500 | 15000 | 20000 | ||
| СтЗ | 10...12 | 20 | 17 | 14 | 10 | 10 | 8 |
| 09Г2С | 12...16 | 10 | 7 | 5 | 3 | 3 | 2 |
| 16Г2АФ | 14...17 | 4 | 3 | 2 | 2 | 2 | 0 |
2.7. Нивелирование днища
2.7.1. Осадка основания вызывает деформацию днища и стенки резервуара и может привести к трещинам и разрушению резервуара.
Целью нивелирования основания и днища резервуара в процессе его эксплуатации является получение информации о состоянии основания и днища, выявление недопустимых по величине осадок основания и хлопунов днища для принятия мер по их устранению. Нивелированию подлежат окрайка днища по наружному периметру резервуара, фундамент лестницы и фундамент под запорную арматуру у резервуара. Построив график зависимости осадки от времени, можно прогнозировать стабилизацию осадки или дальнейшее ее развитие. Нивелированием днища внутри резервуара определяют высоту хлопунов днища и координаты их расположения.
2.7.2. В первые четыре года после ввода резервуара в эксплуатацию рекомендуется ежегодно проводить нивелирование окрайки днища в абсолютных отметках и результаты заносить в журнал нивелирования окрайки днища. Через 4 года, как правило, осадка основания стабилизируется, поэтому в последующие годы достаточно проводить контрольные нивелирования окрайки днища один раз в 5 лет или каждый раз при очередном диагностическом контроле.
2.7.3. Число точек измерений отметки окрайки должно быть не менее 8, но не реже, чем через 6 м, обход против хода часовой стрелки. Точность измерений допускается ±5 мм. Для съемок рекомендуются нивелиры оптического типа НГ, НВ и НС, а также гидростатические шланговые нивелиры типа НШТ-1.
2.7.4. Нивелирная съемка должна выполняться каждый раз в одних и тех же точках, закрепленных марками во время гидравлического испытания после строительства.
2.7.5. Величины осадок основания резервуара определяют, сравнивая результаты нивелирования с постоянной абсолютной отметкой репера. Могут быть использованы грунтовые реперы или реперы, заложенные в стенах здания или сооружений.
2.7.6. Предельные отклонения отметок наружного контура днища и хлопунов при приемке нового резервуара в эксплуатацию не должны превышать значений, регламентированных в СНиП 3.03.01-87.
2.7.7. Разница осадок резервуара со стороны запорной арматуры и фундамента запорной арматуры не должна превышать 15 мм.
2.7.8. Для резервуаров, эксплуатирующихся более четырех лет, допускаемые отклонения отметок днища приведены в табл.
2.2.
В случае превышения отклонений отметок наружного контура днища от указанных в табл. 2.2. основание резервуара должно быть отремонтировано.
2
2.7.9. Высота хлопунов при диаметре днища до 12 м не должна превышать 150 мм, а площадь - 2 м , при диаметре днища
более 12 м высота их не должна быть более 180 мм, а площадь - 5 м . При большей высоте или площади дефект днища должен быть исправлен.
2.7.10. При нивелировании днища необходимо обратить внимание:
на плотность опирания днища на основание, отсутствие пустот вследствие размыва атмосферными осадками основания, на погружение окрайки днища в грунт;
на трещины, выбоины и растительность на отмостке.
Таблица 2.2
Допускаемые отклонения отметок наружного контура днища резервуаров, эксплуатирующихся более 4 лет
|
Емкость | Разность отметок наружного контура днища, мм |
|||
| 3 резервуара, м |
||||
| при незаполненном резервуаре | при полном резервуаре |
|||
| для смежных точек | для любых других | для смежных точек | для любых |
|
| на расст. 6 м |
точек | на расст. 6 м |
других точек | |
| 700...1000 | 30 | 80 | 60 | 110 |
| 2000...10000 | 40 | 100 | 80 | 150 |
2.7.11. При наличии неравномерной осадки основания, превышающей допускаемые для данного резервуара, должна быть произведена плотная подбивка гидрофобным составом, применяемым для гидроизолирующего слоя.
2.8. Рентгенографический контроль сварных соединений
2.8.1. Контроль сварных соединений методом гаммарентгенографии производится в соответствии с требованиями ГОСТ 7512-82. По рентгено- или гамма- снимку определяют характер дефекта, его размеры по длине, глубине и ширине, их количество. Однако при рентгено- или гамма- графическом методе микроскопические трещины могут быть не выявлены.
2.8.2. Перед просвечиванием сварные швы подвергаются внешнему осмотру. В случае обнаружения подрезов, пор, незаваренных кратеров они до просвечивания должны быть устранены. При обнаружении трещин границы их должны быть определены просвечиванием или любым другим методом: засверловкой, травлением, применением ультразвуковой дефектоскопии, цветной дефектоскопии.
2.8.3. Длина и ширина дефекта по рентгеноснимку определяется измерением. Глубину дефектов по сечению шва ориентировочно определяют при помощи эталона чувствительности, сравнивая затемнение на снимке с затемнением соответствующей канавки эталона чувствительности. По результатам просвечивания делается заключение.
2.8.4. В заключении указывают условное обозначение шва, чувствительность снимка в процентах, длину контролируемого участка шва, вид и характер дефектов, их количество, глубину и протяженность дефекта. При наличии однотипных дефектов разного размера в заключении указывают преобладающий размер.
К заключению прилагается эскиз резервуара с нанесенной на нем схемой, расположения кассет. Методика просвечивания сварных соединений проникающим излучением приведена в приложении 2.
2.9. Ультразвуковой контроль сварных соединений
2.9.1. Ультразвуковой контроль применяют для выявления внутренних и поверхностных дефектов в сварных швах и околошовной зоне без расшифровки характера дефектов по типам (например, шлаковые включения, непровары, трещины и т. п.). Здесь определяются условная протяженность, глубина и координаты дефекта.
2.9.2. Ультразвуковой контроль проводят после устранения дефектов, обнаруженных при внешнем осмотре, в объеме, предусмотренном в СНиП 03.03.01-87, а для экспериментальных резервуаров в объеме, предусмотренном их проектом. В случае необходимости определения границ дефектных участков объем контроля увеличивается.
2.9.3. Ультразвуковая дефектоскопия производится только при положительной температуре воздуха от +5 °С до 55 °С.
2.9.4. Оформление результатов должно производиться в соответствии с требованиями ГОСТ 14782-86.
Методика ультразвукового контроля сварных соединений приведена в приложении 3.
2.10. Выявление дефектов и определение концентрации напряжений методом инфракрасной спектроскопии
2.10.1. Метод инфракрасной спектроскопии предназначен для выявления и измерения концентраторов напряжения, остаточных напряжений в металлоконструкциях резервуаров путем регистрации тепловизором температурного поля металлоконструкции по электромагнитному излучению, возникающему при упругопластическом деформировании металлоконструкций нагрузочными тестами (приложение 4).
2.10.2. Для регистрации и измерения температурного поля конструкции применяют быстродействующие тепловизионные камеры с температурным разрешением не более от 0,1 до 0,2 °С.
2.10.3. Нагрузочные тесты должны соответствовать следующим требованиям:
циклическое нагружение стенки резервуара осуществляют в диапазоне 0,8. ..1,0 Hmax путем заполнения резервуара
жидкостью со скоростью подъема уровня до 6 м/ч, с периодическими торможениями, обеспечивающими коэффициент динамичности не менее от 1,3 до 1,5;
длительность теста определяется коэффициентом запаса прочности стенки резервуара, уровнем концентрации напряжений в области дефекта или концентратора, коэффициентом излучения поверхности, разрешающей способностью камеры и может изменяться от 0,5 до 6 мин;
при инфракрасной спектроскопии устойчиво выявляются дефекты и концентраторы напряжений при достижении уровня концентрации 0,9 S02 и выше.
2.11. Зондирование основания резервуара
2.11.1. Сущность метода заключается в зондировании грунта под днищем резервуара с целью выявления факта наличия и места нахождения утечек нефтепродуктов по месту обнаружения диэлектрических аномалий. Аномалия с повышенной, по сравнению с фоновыми значениями, удельной проводимостью или диэлектрической проницаемостью относят к скоплению ржавчины или скоплений воды в месте нахождения хлопуна. Аномалии с пониженной проводимостью или меньшей величиной диэлектрической проницаемости относят к скоплению нефти и нефтепродуктов в грунте подушки резервуара.
2.11.2. Метод позволяет обнаружить зоны утечки нефтепродуктов через днище, повышенного коррозионного износа днища при высоком уровне грунтовых вод, а также идентифицировать вид дефекта: отпотина, утечка, повышенная коррозия и хлопун днища. Методика измерения сопротивления или электрической емкости грунта в основании резервуара приведена в приложении 5.
2.12. Исследование механических свойств, химического состава и структуры стали
Исследование механических свойств, химического состава, а также структуры металла, выполняется в случае необходимости для установления их соответствия требованиям проекта или с целью выяснения изменения их под влиянием эксплуатационных факторов и времени.
Основные положения методики определения механических свойств, химического состава и металлографических исследований приведены в приложении 6.
3. ПРОГНОЗИРОВАНИЕ ОСТАТОЧНОГО РЕСУРСА РЕЗЕРВУАРА
Вертикальные стальные резервуары работают в условиях статического и малоциклового нагружения. Поэтому при их диагностировании необходим расчет остаточного ресурса так при статическом нагружении с учетом коррозии металла, так и при малоцикловом нагружении.
Остаточный ресурс стенки резервуара при малоцикловом нагружении можно опpeдeлить на основе механики малоциклового разрушения.
Остаточный ресурс стенки резервуара определяют как сумму циклов по двум стадиям циклического разрушения:

(3.1)
3.1. Расчет ресурса стенки резервуара до образования макротрещин
Число циклов до образования макротрещины можно определить по формуле:
![]()
1,28Eln-
1 _1 - ? _ 1
![]()
jc
![]()
(3.2)
1,28Eln
где Е - модуль упругости, Е = 2 -10 , МПа; у - относительное сужение, определяемое экспериментальным путем или по справочным данным;
nО - коэффициент запаса по напряжениям, nо = 2;
*
a - амплитуда условных напряжений в расчетной точке стенки резервуара, МПа;
S_1 - предел выносливости для стали, МПа;
jc - коэффициент, учитывающий снижение характеристик в результате сварки, для малоуглеродистой стали: при ручной дуговой сварке jc = 0.8;
при автоматической дуговой сварке jc = 0.9;
nN - коэффициент запаса по долговечности, nN = 10.
Амплитуду условных напряжений в расчетной точке стенки резервуара определяют следующим образом: если 2оa ? от, то = S a , (3.3)
где St - предел текучести металла стенки, определяемый при механических испытаниях или по строительным нормам, МПа;
sa - амплитуда напряжений в расчетной точке стенки:
Sa = 0,5 KCT SH,
(3.4)
*)•
(3.5)
H
где sH - номинальное напряжение в стенке
Г(Нтах ¦
s
где Hmax - наибольший уровень нефтепродукта в резервуаре. Если же 2о a > о т,,
о a = Ked Н/ 2,
(3.6)
то
где K e - коэффициент концентрации деформации в упругопластической зоне, определяемый по зависимости Нейбера
(3.7)
(3.8).
Н
Ks' Ke =a0,
где a - теоретический коэффициент концентрации напряжений (табл. 3.1); Ks - коэффициент концентрации напряжений в упругопластической зоне,
О т
Ks =
О
Значения предела текучести О T и предела прочности О B следует принимать:
если при испытаниях значения ОT и ОB соответствуют требованиям действовавших во время строительства государственных стандартов и технических условий на сталь - по минимальному значению, указанному в этих документах;
если при испытаниях значения О T и ОB ниже предусмотренных государственными стандартами или техническими условиями на сталь, действовавшими во время строительства - по минимальному значению, полученному при испытаниях.
Таблица 3.1
Значения коэффициента концентрации напряжений
|
Соединения | Ко = а 0 |
| Стыковое, при обычном усилении | 1,9 |
|
Стыковое, в случае пересечения его продольным швом | 2,4 |
| Прикрепление планок, ребер и других вспомогательных | 3,0 |
| элементов | |
| Нахлесточное с обваркой по контуру | 3,6 |
Нахлесточное с фланговыми швами
В формуле (3.2) не учитывается коррозионный износ резервуара. Остаточный ресурс стенки резервуара с учетом коррозии должен вычисляться по формуле:
5,0
Noc _ = N0 • (1 - в kc), (3.9)
где N0 - ресурс стенки резервуара без учета коррозионного воздействия по формуле (3.2);
в kc - коэффициент влияния среды, для частот до 1,0 Гц.
в kc = IlgN, (3.10)
где 1 - коэффициент коррозии (табл. 3.2)
(уменьшение частоты на один порядок приводит к увеличению на 10... 15%).
Зная остаточный ресурс резервуара, остаточный срок службы можно определить по формуле:
T _ Noc
T _—, (3.П)
n0
где n0 - годовая оборачиваемость или число полных циклов заполнения резервуара, 1/год.
3.2. Расчет ресурса стенки резервуара до образования лавинообразной трещины
Рекомендуется следующий порядок расчета остаточного ресурса по числу циклов в связи с ростом трещины.
Таблица 3.2
Коэффициент коррозии
|
Коррозионная среда | 1 |
| При осуществлении специальных мер по снижению коррозии Без применения мер по снижению коррозионного воздействия | 0,02...0,05 0,1 |
3.2.1. Выявляют неразрушающими методами контроля максимальную длину (глубину) начальной трещины L0 и определяют значение критического коэффициента интенсивности напряжений K ic экспериментально или расчетным методом.
3.2.2. Определяют критическую длину трещин L кр по формуле:
2K2
Lкр _-- . (3.12)
по
3.2.3. Вычисляют размах коэффициента интенсивности напряжений по формуле:
AK _ ДОд/0,5ПLкр , (3.13)
где Ао _ о — о .
^ v^max min
3.2.4. Экспериментально определяют значения постоянных материала А и n.
3.2.5. Остаточный ресурс стенки резервуара на стадии развития трещины определяется числом циклов, соответствующих росту трещины от начальной длины Lо до критической Lкр и вычисляется по формуле:
т(\-0,5n) _ т(\-0,5n)
N _ L0 ькР
р (0 ,5n-1)¦ A ¦ (0,5p)0,5nDsn (3 14)
3.2.6. Остаточный срок службы резервуара определяется по формуле:
Np
T _—^. (3.15)
n0
3.3. Прогнозирование остаточного ресурса резервуара по критерию коррозионного износа
3.3.1. Порядок прогнозирования.
Прогнозирование остаточного ресурса осуществляется путем проведения периодических обследований резервуара, измерения фактических толщин конструкции стенки, днища, покрытия (плавающей крыши), статистической обработки результатов измерений и последующего рассчета остаточного ресурса по каждому конструктивному элементу отдельно.
При обследовании резервуара должны быть определены: площадь поверхности, подвергшейся коррозии, площадь поверхности, приходящаяся на одно независимое измерение, степень неравномерности коррозии и необходимое число измерений.
3.3.2. Метод обработки результатов измерений.
Статистическая обработка результатов измерений включает:
- определение минимального необходимого числа измерений (объем выборки);
- оценка однородности полученной выборки;
- определение коэффициента вариации и параметров распределения глубины коррозии;
- определение максимальной глубины коррозии по элементам конструкции.
Выбор необходимого минимального числа точек измерения на поверхности элемента корпуса резервуара (стенка, кровля, днище, плавающая крыша) следует осуществлять в зависимости от требуемой доверительной вероятности оценки g,
допустимой ошибки А и степени неравномерности коррозии, характеризующейся коэффициентом вариации глубин коррозии.
Величина коэффициента вариации V ориентировочно может быть выбрана:
- при малой неравномерности коррозии до 0,2;
- при значительной 0,3+0,5;
- при сильной - свыше 0,5.
Доверительную вероятность g выбирают не менее 0,90, максимальную допустимую относительную ошибку А - 0,10.
3.3.3. Оценка однородности данных.
Поскольку различные участи поверхности металла при эксплуатации могут подвергаться различной интенсивности коррозии, то полученные данные необходимо проверить на однородность. Для этого последовательно проверяют выборки на однородность по критерию Стьюдента.
Коэффициент вариации V глубины коррозии по поверхности определяют по формуле:
V = —, (3.16)
h
где h - средняя глубина коррозии, мм.
По известному значению V по справочнику выбирают значения параметров распределения Вейбулла b и Kb.
По средней глубине коррозии определяют значение параметра масштаба:
h
a = —. (3.11)
Kb
3.3.4. Определение максимальной глубины коррозии обследуемой конструкции.
Максимальная глубина коррозионного повреждения конструкции определяется путем непосредственного измерения.
При невозможности измерения всех участков конструкции производят измерение глубины коррозии на отдельных участках. Максимальную вероятную глубину коррозии на всей поверхности, подлежащей обследованию, определяют расчетом по формуле:
hmax = a[_ ln(_ ln(g/M))K (318)
где g - требуемая достоверность оценки;
M = F/Fo - показатель масштаба;
F - площадь поверхности, подлежащая обследованию;
Fo - площадь поверхности, приходящаяся на одно независимое измерение.
3.3.5. Прогнозирование остаточного срока службы резервуара.
Прогнозирование остаточного срока службы резервуара осуществляют на основании расчета остаточного срока службы всех элементов резервуара (i-ый пояс стенки, днище, кровля) и определения минимального значения этой величины:
T = minTi. (3.19)
Остаточный срок службы элемента резервуара оценивают по формуле:
Т i =fcpm], (3.20)
C'
где 5i - средняя толщина i-го элемента, мм;
15 ]Ш - минимально допустимая толщина i-го элемента, мм;
Ci - средняя скорость коррозии i-го элемента, мм/год
Ci _ hi.
C T, (3.21)
T1 - время эксплуатации резервуара между обследованиями.
Скорость коррозии элемента может значительно отличаться от средней величины. Тогда с учетом разброса: Cax _ C ¦ (1 ±OC\ (3.22)
max
min
где O - коэффициент, учитывающий разброс скоростей коррозии.
При V = 0,2 получают O = 0,88, при V = 0,5 O = 0,575, при V = 0 O = 1.
Максимальную скорость коррозии можно определить из зависимости:
ni _ hmax
Cmax _ t . (3.23)
Тогда гарантированный остаточный срок службы элемента резервуара по критерию коррозионных повреждений:
5 i [cli
T 5 min L5 J min (3 24)
r s-\ i ' \ ¦ J
max
За гарантированный остаточный срок службы резервуара по критерию коррозионных повреждений принимают величину.
Tr _ minT;.
4. ВЫБОР КРИТЕРИЕВ ОЦЕНКИ КРИТИЧЕСКОГО (ДОПУСТИМОГО)
СОСТОЯНИЯ РЕЗЕРВУАРА
4.1. Резервуар является сооружением, состоящим из неравноизносостойких элементов, так как разные части (крыша, стенка, днище) изнашиваются и стареют по-разному. Критерии оценки допустимого состояния элементов резервуара выбираются исходя из их технического состояния. Очевидно, что для каждого элемента резервуара существует "свое" допустимое состояние, следовательно, "свой" остаточный срок службы.
Резервуар нельзя эксплуатировать, если хотя бы один элемент резервуара достиг своего критического состояния.
Критериями оценки критического состояния элементов резервуара принимают (табл. 4.1):
для стенки и окрайков днища - критическую толщину металла или максимальные напряжения в металле, соответствующие этой толщине;
для крыши и центральной части днища - максимально допустимую толщину металла и герметичность.
4.2. Условие прочности будет выполняться в том случае, если толщина стенки будет равна или больше величины, определяемой по формуле:
[n1 ¦ P(h -x)+ n2 ¦ Pu ]¦r
100yc¦ R.
где 5 min - минимальная толщина пояса, мм; р - плотность нефтепродукта, кг/м3;
h - расчетная высота жидкости для рассматриваемого пояса резервуара, м;
x - величина, на которую уменьшают расчетную высоту столба жидкости (если пояса между собой сварены встык, то для первого пояса принимается x = 0,3 м, для остальных поясов x = 0; если пояса между собой сварены нахлесточным швом, то для всех поясов x = 0,3 м);
nx - коэффициент перегрузки для жидкости, nx = 1,0; n2 - коэффициент перегрузки для газа, n2 = 1,2;
Pu - избыточное давление в газовом пространстве резервуара; для резервуара с понтоном Ри = 0;
для стационарной крыши без понтона Ри принимается по проекту резервуара, МПа; ус - коэффициент условий работы 0,8...0,85;
R*, - расчетное сопротивление стали, МПа (принимается по-СНиП II-23-81).
5дн , 5кр , 5пкр - среднее значение толщины соответственно днища, крыши и плавающей крыши;
Y cl - коэффициент условий работы для расчета на устойчивость;
Y cR - коэффициент условий работы для несущих элементов крыши;
А8дн, А8кр, А8пкр - среднеквадратическое отклонение толщины стенки соответственно днища, крыши и плавающей крыши.
4.3. Если толщина листа какого-либо пояса по результатам измерений оказалась меньше расчетной по формуле (4.9), то этот лист или пояс бракуют и заменяют новым.
4.4. Предельно допустимый износ листов центральной части днища и понтона не должен превышать 50% проектной величины.
4.5. Листы настила кровли резервуаров с избыточным давлением в газовом пространстве отбраковываются и заменяются при сплошном коррозионном износе на 50% и более от проектной величины. Листы кровли резервуаров без избыточного давления (резервуары с понтоном и резервуары для темных нефтепродуктов) отбраковываются и заменяются при сплошном коррозионном износе на 70% и более от проектной величины. Во всех случаях для днища и настила кровли должно соблюдаться условие герметичности.
4.6. Вопрос замены листов окрайки днища решается расчетом узла сопряжения стенки с днищем. При сплошном коррозионном износе на 30% листы окрайки днища подлежат замене. Если имеется точечная коррозия, она должна быть учтена при расчете допустимой толщины для листов четырех нижних поясов и окрайки.
Таблица 4.1
Критерии оценки критического (допустимого) состояния элементов резервуара
| Наименование конструкции | Наименование конструктивного элемента |
Условия | Математическая запись критериев |
|
Цилиндрическая стенка Днище Крыша стационарная Крыша плавающая | Зона сопряжения стенки с днищем Средние пояса стенки Верхние пояса Окрайки днища Центральная часть Настил Несущие конструкции Мембрана и короба | Условия прочности Условия прочности Условия общей устойчивости Условие местной устойчивости Условие геометричности Условия прочности Условие геометричности Условие геометричности Условие прочности Условие геометричности | 0 < y R* u max — I c y О] О 2 - — + — < Y cl 001 О02 О-1 О 2 > — + — < Y cl О01 О02 da _ 3Ada > 0 О < Yc^ d _ 3Ad„ > о d _ 3А?кр > 0 Оmax < YcRy ?пкр _ 3А?„кр > 0 |
5. РАСЧЕТ СТЕНКИ РЕЗЕРВУАРА НА ПРОЧНОСТЬ И УСТОЙЧИВОСТЬ
5.1. Поверочный расчет стенки резервуара на прочность
Поверочный расчет стенки резервуара на прочность производится с учетом требований СНиП II-23-81.
. = [n1P(H _ х)+ n2Pu ] Г < Y R*
^ 1 ллс* “ YCRy,
10°0 (5.1)
где s - напряжение в расчетном поясе резервуара, Мпа; n1 - коэффициент перегрузки для гидростатического давления n1 =1,0;
р - плотность нефтепродукта, принимается наибольшее значение плотности продукта, хранимого в данном резервуаре, кг/м3 ;
H - высота взлива нефтепродукта, м;
X - расстояние от днища резервуара до расчетного уровня, м;
n2 - коэффициент перегрузки для избыточного давления и вакуума, n2 = 1,2;
Pu - нормативная величина избыточного давления в пространстве под кровлей резервуара, Pu =0,2 кПа;
г - радиус резервуара (принять по проекту), м;
5 - реальная толщина стенки резервуара в расчетном поясе, м;
у c - коэффициент условия работы, для 1-го пояса стенки у c =0,1; для всех остальных поясов у c =0,
*
Ry - расчетное сопротивление стали по пределу текучести, Мпа.
5.2. Поверочный расчет стенки резервуара на устойчивость
Проверка устойчивости производится по формуле:
О1 О 2
— + — ? Yс, (5.2)
О01 О02
где О1 и О2 - соответственно расчетные осевые и кольцевые напряжения в стенке резервуара, Мпа;
О01, О02 - соответственно критические осевые и кольцевые напряжения;
Yc - коэффициент условия работ, Yc =1.
Расчетные осевые напряжения определяются по формуле:
0 = n3 (Qn + Qс т ) + Qс н ' n5 + Qвак ' n2 (5 3)
01 = 2лг5 , ( . )
где n3 - коэффициент надежности по нагрузке от собственного веса, n3 = 1,05;
Qn - вес покрытия резервуара (принять по проекту), МН;
Qcт - вес вышележащих поясов стенки, МН;
Q сн - нормативное значение снеговой нагрузки на покрытие, МН;
Qвак - нормативная нагрузка от вакуума на покрытие, МН; n 5 - коэффициент надежности по снеговой нагрузке.
Полное нормативное значение снеговой нагрузки на покрытие определяется по формуле:
Q сн = ятр2, (5.4)
22 где q - нормативное значение веса снегового покрытия на 1 м горизонтальной поверхности земли, МН/м
m - коэффициент перехода от веса снегового покрытия на земле к снеговому покрову на покрытие;
к1 - коэффициент, принимаемый по рекомендациям СНиП 2.01.01-85.
Вес вышележащих поясов стенки резервуара определяют по формуле:
ь _
Qсн = Z 2prhiУст5, (5.5)
i=1
где b - номер (значение номера) последнего пояса, отсчет поясов начинать снизу;
hi ~ л ,
1 - высота i-го пояса стенки резервуара, при соединении листов встык принять равной 1,5 м;
уст - удельный вес стали, МН/м .
Нормативная нагрузка от вакуума на покрытие:
Qвак = ПГ2РваК , (5.6)
где P вак - нормативное значение вакуума в газовом пространстве.
Осевые критические напряжения определяются по формуле:
5
О 01 = cE -, (5.1)
г
где С - коэффициент, определяемый по таблице 5.1;
Е - модуль упругости стали, Е = 2 ¦ 105 МПа.
Таблица 5.1
| г/5 | 600 |
800 | 1000 | 1500 | 2500 |
| С |
0,11 | 0,09 | 0,08 | 0,01 | 0,06 |
S _ Рвnв + Рвакn2
г “ 5 (5.8)
где Рв - нормативное значение ветровой нагрузки на резервуар, МПа; n в - коэффициент надежности ветровой нагрузки, пв = 0,5;
5 - средняя арифметическая толщина стенки резервуара
- й 5i
1 b
(5.9)
где 5 - реальная толщина i-го пояса стенки, см.
Нормативное значение ветровой нагрузки определяется по формуле:
Рв _WK2C0, (5.10)
где C0 - аэродинамический коэффициент;
W0 - нормативное значение ветрового давления, МПа;
К2 - коэффициент, учитывающий изменение ветрового давления по высоте.
Критические кольцевые напряжения определяются по формуле:
/ — \1,5
, (5.11)
r
о02 _ 0,55E— h0
v r J
где h 0 - высота резервуара, м.
6. МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО СОСТАВЛЕНИЮ ЗАКЛЮЧЕНИЯ О ТЕХНИЧЕСКОМ СОСТОЯНИИ И ПОКАЗАТЕЛЯХ НАЗНАЧЕНИЯ РЕЗЕРВУАРА ПО РЕЗУЛЬТАТАМ
ДИАГНОСТИКИ
По результатам обследования, дефектоскопии и расчетов составляется заключение о техническом состоянии и показателях назначения резервуара.
В заключении указываются:
место расположения, номер, тип и геометрические размеры по проекту резервуара, номер проекта; дата ввода в эксплуатацию, даты очередных обследований и ремонтов; технологический и температурный режим работы, вид хранимого продукта;
виды дефектов, образовавшихся в процессе эксплуатации (отпотина, трещина, вмятина в стенке, утечка через днище и т.п.), авария.
В случае недостаточности анкетной информации о проектных данных, особенно о марке стали, из которой изготовлен резервуар об этом делается запись в заключении и даются рекомендации по восстановлению недостающей информации.
В заключении далее приводятся:
виды и характер обнаруженных дефектов в конструктивных элементах и оборудовании резервуара, при этом особо выделяются дефекты, возникшие после предыдущего обследования резервуара; результаты измерения фактической толщины стенки;
результаты расчетов напряжений в элементах резервуара при заданной нагрузке или допустимой (максимальной) высоте заполнения.
Должны проводиться следующие расчеты:
расчет напряжений на уровне каждого пояса на гидростатическое и избыточное давление (для резервуаров с понтоном и плавающей крышей избыточное давление равно нулю); расчет на устойчивость стенки;
расчет допустимого максимального уровня заполнения для летнего и зимнего режимов работы; расчет максимального заполнения водой при гидравлическом испытании (при необходимости).
В расчетах, по возможности, необходимо учитывать коэффициенты концентрации напряжений, а также использовать показатели механических свойств стали с учетом изменения их в процессе длительной эксплуатации резервуара.
В заключении полученные при диагностике данные измерений и расчетов сравниваются с допустимыми значениями соответствующих величин. К ним прежде всего относятся: толщина стенки по поясам, настила кровли и днища; отклонения образующих от вертикали; осадка основания и хлопуны на днище;
напряжения в стенке по поясам и в узле сопряжения стенки с днищем; механические свойства стали и марка стали.
В заключении приводится перечень приборов, использованных при диагностике с указанием погрешности измерений.
В заключении дается прогноз об остаточном ресурсе (сроке службы) резервуара в целом или его отдельных элементов (стенка, кровля, днище) по коррозионному износу и усталости металла.
Резервуары, работающие с числом циклов до 15 раз в год, не испытывают повреждения усталостного характера, поэтому на малоцикловую усталость не рассчитываются.
В особых случаях выполняются исследования трещиностойкости стали (п.3.2.) и оценки механических свойств стали и сварных соединений, а также химический анализ стали. Необходимость выполнения этих работ определяется каждый раз на месте, исходя из цели диагностического контроля. Обычно это делается в случаях крупных аварий, пожаров, а также при необходимости получения информации об изменениях свойств стали при эксплуатации резервуара.
При диагностическом контроле оцениваются возможные значения показателей назначения резервуара (в случае продолжения его эксплуатации): максимальная высота заполнения;
допустимая скорость истечения нефтепродукта в резервуар; давление в газовом пространстве; другие показатели (по необходимости).
Производится оценка электростатической искробезопасности в резервуаре, оценивается эффективность протекторов (при их наличии). Эти показатели должны быть положены в основу при составлении технологической карты эксплуатации резервуара.
7. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ ОБСЛЕДОВАНИИ И КОМПЛЕКСНОЙ ДЕФЕКТОСКОПИИ РЕЗЕРВУАРОВ
7.1. Общие положения
Работники, занятые на обследовании и дефектоскопии резервуаров, должны хорошо знать и выполнять: меры по безопасности при работе с источниками ионизирующих излучений;
меры безопасности при работе с электрическими приборами и приемы оказания первой помощи пострадавшим при поражении электрическим током;
меры безопасности при выполнении работ на высоте с применением подъемно-транспортных средств; токсические, огне- и взрывоопасные свойства нефтепродуктов, приемы оказания первой помощи при отравлениях.
К работе по дефектоскопии допускаются лица не моложе 18 лет, прошедшие обучение и имеющие удостоверение на право производства работ.
Лица, поступившие на работу, связанную с обследованием и дефектоскопией резервуаров, проходят предварительное медицинское обследование на пригодность к работе на высоте и с источниками ионизирующих излучений. В дальнейшем периодичность медосмотров - через каждые 12 месяцев.
Вновь принятые на работу проходят вводный инструктаж и инструктаж на рабочем месте. Вводный инструктаж проводит инженер по технике безопасности, инструктаж на рабочем месте - руководитель работ.
Вновь поступивший сотрудник проходит в течение месяца стажировку под руководством опытного работника, старшего по должности, затем сдает экзамены по технике безопасности и получает удостоверение.
Очередная проверка знаний по технике безопасности - один раз в год комиссией, назначаемой руководством предприятия. Результаты проверок и инструктажей заносятся в соответствующие журналы.
Лица, не сдавшие экзамены по технике безопасности в установленные сроки, к самостоятельной работе не допускаются. Повседневный контроль за выполнением мероприятий по охране труда и технике безопасности выполняет руководитель работ.
Перед проведением дефектоскопии руководитель работ проверяет готовность резервуара к обследованию, получает у руководителя объекта акт о готовности резервуара к проведению намечаемых работ и справку анализа воздуха в резервуаре.
7.2. Меры безопасности при работе с источниками ионизирующих излучений
Гамма - или рентгеновские лучи представляют собой коротковолновые электромагнитные излучения, которые при нарушении правил безопасности использования источников вызывают в тканях организма человека изменения, нарушающие нормальный биохимический процесс. Поэтому при дефектоскопии резервуаров с применением гамма-источников или рентгеновских аппаратов необходимо соблюдать правила радиационной безопасности.
Выдача источников излучения из мест хранения на рабочие места производится ответственным лицом по письменному разрешению руководителя учреждения или лица им уполномоченного. Выдача и возврат источников регистрируются в приходно-расходном журнале (см. приложение 7 ОСП-72/80).
При получении необходимо проверить исправное состояние механизма управления источником. Гамма-источник должен быть в транспортном состоянии, замок пульта управления рентгеноаппарата устанавливается в положение "отключено".
Перевозят контейнер гамма-источник на специально оборудованной машине, рентгеновские аппараты в транспортном положении любым обычным транспортом (Правила оборудования автомобиля и подготовка водителя см. НРБ-76 и ОСП-72/80).
При проведении дефектоскопии резервуаров не допускается пребывание посторонних людей на месте производства работ. В месте производства работ устанавливаются размеры и маркируется знаками радиационной опасности зона, в пределах которой мощность дозы излучения превышает 0,3 мбэр/час. Знаки радиационной опасности и предупреждающие надписи ставятся вокруг зоны и должны быть видны на расстоянии не менее 3 метров.
Если в зоне возможно появление посторонних лиц, то должны выполняться следующие мероприятия:
- предпочтительное направление излучений в сторону земли или в сторону, где отсутствуют люди;
- наибольшее удаление источников излучения от обслуживающего персонала или других лиц;
- ограничение длительности пребывания людей вблизи источника;
- применение передвижных, переносных ограждений и защитных экранов.
В процессе дефектоскопии производится постоянный дозиметрический контроль каждого работника службы дефектоскопии. После выполнения работ по каждому объекту доза облучения записывается в санитарную книжку радиографа. Суммарная индивидуальная доза за год не должна превышать 5 бэр.
Работа по просвечиванию сварных швов стенки резервуара выполняется в последовательности:
установить кассеты на сварные швы и закрепить их магнитными держателями, используя лестницы с резиновыми накладками;
установить источник излучения, заземлив его, и закрепить от случайного падения;
включить в сеть пульт управления и, убедившись в наличии напряжения и отсутствии в опасной зоне посторонних лиц, включить источник излучений (во все время работы один из сотрудников ведет наблюдение за опасной зоной и в случае появления в ней посторонних лиц подает сигнал о прекрашении работ);
при переходе на просвечивание другой кассеты каждый раз отключать источник излучения.
По окончании работ по просвечиванию источник излучений устанавливается в транспортное положение. Ответственность за хранение и перевозку источников излучений в период выполнения работ возлагается на лицо, получившее его из хранилища или со склада.
При проведении работ по дефектоскопии резервуаров в других областях, старший группы оповещает местные органы санэпидстанции о месте и времени проведения работ с применением источников ионизирующих излучений.
7.3. Меры безопасности при работе с электроприборами
При работе с электроприборами наиболее опасным видом травм является поражение электрическим током, который оказывает на человеческий организм различные действия: тепловые (ожог); химические (электролиз крови); физические (разрыв тканей и костей);
биологические, нарушающие жизненные функции человеческого организма.
Тяжесть поражения электрическим током зависит от силы тока, его частоты, продолжительности действия, состояния организма пострадавшего и окружающей среды. Опасной для жизни считается сила тока 10 миллиампер и выше, наиболее опасная частота 40-60 Гц.
При обследовании резервуаров необходимо использовать приборы, которые имеют автономное питание или могут работать от сети переменного тока напряжением 220 вольт. Если используются приборы напряжением 220 вольт, принимаются меры, исключающие соприкосновение тела человека и токоведущих частей и проводки с металлом резервуара, для чего необходимо:
усилить изоляцию в местах ввода электропроводки в резервуар; исключить совместную прокладку заземляющего провода и электропроводки; исключить прокладку электропровода в сырых местах резервуара; питающие провода не должны иметь оголенных мест.
Штепсельная розетка или рубильники устанавливаются за обвалованием резервуара. На время работы у розетки или рубильника поставить проинструктированного работника, который не допустил бы к пульту управления посторонних лиц.
На рабочем месте под ноги укладывается резиновый коврик или надевается резиновая обувь. Резиновые защитные средства не должны иметь проколов, трещин, после употребления хранить их в чистом виде в шкафах или ящиках отдельно от инструмента. Запрещается пользоваться защитными средствами, не имеющими клейма с указанием даты испытания.
Прибор заземляется, провод заземления должен быть сечением не менее половины фазной жилы и не менее 1,5 мм2 .
В случае обнаружения неисправности в приборе, наличия напряжения на корпусе немедленно дать команду помощнику об отключении прибора от сети.
При всяком перерыве в работе (перемещение на другое место или прекращение подачи тока) необходимо вынуть штепсельную вилку из розетки или отключить ток рубильником.
В процессе работы следить за исправным состоянием токопроводящих проводов, не допускать перегрева прибора. Разборка, ремонт или операции по переключениям электроприборов под напряжением категорически запрещаются.
Приемы освобождения пострадавшего от действия электрического тока и оказания первой помощи
В случае прохождения через человека тока 0,01 ампер и выше при напряжении 36 вольт и более человек без посторонней помощи освободиться от токопроводника не сможет. Оказать помощь попавшему под напряжение обязан каждый, находящийся поблизости, причем он должен знать, что от быстроты оказания помощи может зависеть жизнь человека.
Для того чтобы отключить ток, необходимо:
исключить возможность падения пострадавшее после освобождения его от тока; перекусить или перерубить провода; подсунуть сухую доску под ноги пострадавшего;
оттянуть пострадавшего от провода;
заземлить провод между источниками и пострадавшим.
Отделяя пострадавшего от сети, нельзя касаться его тела обнаженными руками, т.к. при этом спасающий сам может угодить под действие тока.
Отделив пострадавшего от токоведущих элементов, необходимо оказать ему первую помощь. Если пострадавший в сознании, но до того был в обмороке или продолжительное время был под током, то ему нужно обеспечить полный покой до прибытия врача или срочно доставить пострадавшего в медицинское учреждение. При отсутствии признаков жизни нельзя считать пострадавшего мертвым, право констатировать смерть имеет только врач.
7.4. Меры безопасности при выполнении работ на высоте
К работам на высоте относятся все работы, выполняемые выше 1 метра от уровня земли или рабочего настила. Работы, выполняемые на высоте более 5 метров, относятся к верхолазным. Лица выполняющие верхолазные работы, проходят медицинскую проверку на пригодность к выполнению работ на высоте.
Все верхолазные работы выполняются с применением предохранительных поясов. Испытания поясов производятся через каждые шесть месяцев на статическую нагрузку 2,25 кН в течение 5 минут. Даты и результаты испытаний заносятся в журнал регистрации, а на поясе ставится дата следующего испытания.
Работа на высоте производится с лестницы или стремянки, которые устанавливаются под углом 75 градусов к горизонтальной плоскости.
Для изготовления лестниц и стремянок применяется выдержанный вполне сухой материал, сучковатость не допускается. Толщина тетив берется такой, чтобы лестница под тяжестью человека с инструментом и приборами не прогибалась. Ступеньки лестницы должны быть врезаны в тетивы, последние через каждые два метра стягиваются металлическими болтами.
Длина лестницы не должна превышать 5 метров.
Лестницы, сбитые гвоздями и без врезки ступеней в тетивы, применять запрещается.
Нижние концы лестниц должны иметь наконечники, исключающие возможность самопроизвольного сдвига.
Испытания лестниц через каждые 6 месяцев производятся нагрузкой 200 кг, приложенной к ступеньке, расположенной в средней части. При испытании лестницу ставят под углом 75 градусов к горизонтальной плоскости.
Результаты испытаний заносятся в журнал регистрации. Каждая лестница должна иметь регистрационный номер. Раздвижные лестницы (стремянки) должны иметь прочное соединение, не позволяющее им произвольно раздвигаться. Устанавливать лестницу на любые подставки (бочки, скамейки, столы и т.д.) запрещается.
Стоять под лестницей во время выполнения работ на ней запрещается.
Запрещается производить работы стоя на одной из верхних ступенек.
Для рабочих мест, расположенных выше 5 метров, применяются лестница и подмостки.
Строительство лесов и подмостков производится по рабочим чертежам, утвержденным главным инженером.
Настил лесов и подмостков выполняется из досок толщиной не менее 40 мм. Зазор между досками допускается не более 10 мм.
Концы досок должны перекрывать опоры на длину не менее чем на 200 мм. Вдоль лесов и подмостков ставятся ограждения высотой не менее 1 м.
Работы на лесах и подмостках производятся только после приемки рабочего места комиссией по акту.
Бригада для проверки состояния кровли резервуара должна состоять не менее чем из 2 человек.
Работы на кровле можно начинать только после проверки ее состояния руководителем работ.
Все работы на кровле производятся с применением предохранительных поясов и веревок. Один конец веревки крепится к поясу, другой у центральной стойки или к основанию патрубков арматуры.
Все операции с изменением положения веревки производит второй рабочий.
Запрещается:
производить работы в дождь и гололед;
работать на кровле, имеющей сквозные коррозионные повреждения;
работать без предохранительных поясов и веревок;
работать в сырой одежде и обуви;
бросать инструмент с кровли или на кровлю;
во избежание отравления смотреть в световой люк;
работать на кровле, когда внутри резервуара находятся люди.
Приложение 1 (обязательное)
ПЕРЕЧЕНЬ
нормативных документов и литературных источников, использованных при разработке Инструкции
1. Положение о системе технического диагностирования сварных вертикальных цилиндрических резервуаров для нефти и нефтепродуктов. РД-08-95-95.
2. Инструкция по техническому надзору, методам ревизии и отбраковке трубчатых печей, резервуаров, сосудов и аппаратов нефтеперерабатывающих и нефтехимических производств. ИТН-93. Волгоград, 1993.
3. Руководство по обследованию и дефектоскопии стальных вертикальных резервуаров. Астрахань, 1989.
4. Инструкция по диагностике и оценке остаточного ресурса сварных вертикальных резервуаров. РД112 РСФСР-029-90. Уфимский нефтяной институт, 1990.
5. Допустимые скорости движения жидкостей по трубопроводам и истечения в емкости (аппараты, резервуары). РТМ6-28-007-78. Ротапринт ВНИИТЕХП, Северодонецк.
6. Инструкция по борьбе с пирофорными соединениями при эксплуатации и ремонте нефтезаводского оборудования. (справочник по охране труда и технике безопасности в нефтеперерабатывающей и нефтехимической промышленности. Техника безопасности. М.,"Химия", 1973).
7. СНиП 3.03.01.87. Несущие и ограждающие конструкции. ЦИТБ Госстрой СССР. М. 1988.
8. СНиП II-23 -81. Нормы проектирования. Стальные конструкции. Госстрой СССР. М., Стройиздат, 1982.
9. ГОСТ 1497-84. Металлы. Методы испытаний на растяжение.
10. ГОСТ 9454-84. Металлы. Метод испытания на ударный изгиб при пониженной, комнатной и повышенной температурах.
11. ГОСТ 6996-66. Сварные соединения. Методы определения механических свойств.
12. ГОСТ 7512-82. Контроль неразрушающий. Соединения сварные. Радиографический метод.
13. ГОСТ 3242-79. Соединения сварные. Методы контроля качества.
14. ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
15. ГОСТ 23667-85. Контроль неразрушающий. Дефектоскопы ультразвуковые. Методы измерения основных параметров.
16. ГОСТ 22368-77. Контроль неразрушающий. Классификация дефектности стыковых сварных швов по результатам ультразвукового контроля.
17. Нормы радиационной безопасности НРБ-75 и основные санитарные правила работы с радиоактивными веществами и другими источниками ионизирующих излучений ОСП-72/87. М., Энергоиздат, 1988.
18. ГОСТ 25.506-85. Методы механических испытаний металлов. Определение характеристик трещиностойкости (вязкости разрушения) при статическом нагружении. - Изд. стандартов. 1985. 62 с.
19. Сафарян М.К. Металлические резервуары и газгольдеры. - М.: Недра.-1987. - 201 с.
20. СНиП 2.01.07-85. Нагрузки и воздействия. - М.: ЦНТП Госстроя СССР. - 1986. - 86 с.
21. Вашуль Х. Практическая металлография. Методы изготовления образцов. Пер. с нем. - М.: Металлургия, 1988 - 320 с.
22. Правила технической эксплуатации резервуаров и инструкции по их ремонту. М.: Недра, 1988.
23. Монтаж стальных вертикальных цилиндрических резервуаров для хранения нефти и нефтепродуктов объемом от 100 до 50000 м3. ВСН 311-89. Минмонтажспецстрой СССР. М.,1990.
Приложение 2 (обязательное)
МЕТОДИКА КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ С ПОМОЩЬЮ ПРОНИКАЮЩИХ ИЗЛУЧЕНИЙ
1. Для просвечивания сварных соединений на рентгеновскую пленку могут быть использованы аппараты, перечень которых приведен в табл. П. 2.1.
Таблица П. 2.1
Г амма-дефектоскопы и рентгеновские аппараты, применяемые для просвечивания швов
|
Наименование | Т олщина просвечивания, мм | Масса аппарата |
| Г амма-аппараты | ||
| Гаммарид 170/400 | 1-40 |
6 |
| Гаммарид 192/4 | До 40 | 6 |
| Стапель 5М | До 60 |
7 |
| Рентгеновские аппараты | ||
|
МИРА-2Д | 20 | 15 |
|
РИНА-1Д | 20 | 11 |
| АРИНА-01-05 | 20 | 14-11 |
Примечание: 1. Для просвечивания швов могут использоваться и другие аппараты при условии, что они будут транспортабельны, безопасны и удобны в работе.
2. Для просвечивания швов используются рентгеновские пленки (табл. П. 2.2.). Запас пленки в службе дефектоскопии и на складах не должен превышать годовую потребность,
3. Рентгеновская пленка с экранами или без них закладывается в кассету, изготовленную из прочного непрозрачного материала (черная бумага, пластик, дерматин и др.). Усиливающие экраны укладываются в кассету эмульсией к пленке. Перед зарядкой с поверхности экранов удаляют грязь и пятна согласно указаниям на упаковке. Экраны, имеющие повреждения эмульсии, бракуются.
Таблица П. 2.2
Характеристика рентгеновских пленок, применяемых для просвечивания
| Завод- |
Способ | Тип |
Фотографические свойства с использованием | |||
|
изготовитель | применения | пленки |
рентгеновских лучей | |||
| с экранами | без экранов | |||||
| чувстви |
контра- | чувстви |
контраст | |||
| тельность | ность |
тельность | ность |
|||
| Шосткинский | С | РМ-1 | 380 |
3 | 30 | 2,5 |
| "Свема" |
усиливающими | РМ-2 |
400 | 2,8 | 35 |
2,8 |
| экранами | РМ-3 | 300 |
2,7 | 20 | 2,7 | |
| Казанский без |
РТ-1 | 100 | 3,5 |
80+100 | 3,5 | |
|
экранов "Тасма" |
РТ-3 | 35-40 | 3 |
35-40 | 3,0 | |
| РТ-5 | 13 |
3,5 | 6-10 | 3,5 |
||
| С | РТ-2 | 950 | 3 | 40 | 3 | |
|
усиливающими | РТ-В |
650 | 3,5 | - |
- | |
| экранами | РМ-К | 600 |
2,6 | - |
- | |
Примечания: 1. В таблице приведены характеристики пленок с использованием рентгеновского излучения при напряжении на трубке 80 кВ.
2. Собственная вуаль пленок РМ-1, РМ-3, РМ-В составляет 0,13, остальные - 0,15 единиц оптической плотности.
3. Применение безэкранных пленок в сочетании с усиливающими экранами не дает значительного выигрыша во времени, но снижает четкость изображения.
4. Кассеты маркируются, на каждой из них с наружной стороны наклеивается этикетка с номером кассеты. Этот же номер тушью наносится на эмульсию усиливающих экранов. В случае использования безэкранных пленок в кармашки кассет укладываются маркировочные знаки.
5. Для оценки качества сварного соединения в специальный карман кассеты или непосредственно на поверхность металла со стороны источника излучения помещается эталон чувствительности (дефектометр). Эталоны чувствительности могут быть пластинчатыми или проволочными, изготавливаются из металла, аналогичного контролируемому. Форма и размеры эталонов должны соответствовать ГОСТ 7512-82 (табл. П.2.3).
Методика просвечивания сварных швов резервуаров на рентгеновскую пленку
6. При контроле сварных швов с помощью проникающих излучений кассета с пленкой устанавливается на шов с внутренней стороны стенки резервуара, а источник излучений - снаружи на некотором расстоянии, называемом фокусным.
7. Фокусное расстояние выбирают в зависимости от длины снимка, оно должно быть не менее 1,38 его длины. При уменьшении фокусного расстояния качество снимка снижается, а с увеличением - повышается чувствительность снимка, но возрастает в квадрате время экспозиции.
8. Время экспозиции при просвечивании швов зависит от мощности источника излучения, качества пленки, просвечиваемого материала, фокусного расстояния. При использовании импульсных рентгеновских аппаратов экспозиция выбирается по рекомендациям, данным в техническом описании и инструкции по эксплуатации аппарата, затем уточняется с помощью пробных снимков. В случае применения изотопов типа Иридий-192 для определения времени экспозиции используют номограммы и таблицы в зависимости от срока хранения источника.
9. Во избежание получения размытых "смазанных" изображений шва на снимке установка источника излучения и крепление кассет должны обеспечивать их полную неподвижность.
10. Установку кассет при просвечивании швов 2-го и 3-го поясов производят с лестницы, а источник излучения ставят на штатив, специальную подставку или приспособление, обеспечивающее его устойчивость и выбранное фокусное расстояние.
11. Швы стыковых соединений контролируют с направлением центрального луча в середину шва так, что угол между направлением излучения и плоскостью шва был равен 90°. Швы, проваренные внахлестку, просвечиваются с направлением центрального луча перпендикулярно плоскости шва или под углом 45°.
12. В резервуарах полистовой сборки и рулонного изготовления, находящихся в эксплуатации, просвечиваются все пересечения вертикальных и горизонтальных швов первого и второго поясов и 50% пересечений второго и третьего поясов стенки, а также все места, где проводился ремонт с применением сварки.
13. Если в процессе контроля будут обнаружены недопустимые дефекты, выходящие за пределы снимка, то просвечивание производится дальше до окончания дефекта шва.
14. Дефектные участки сварных соединений исправляют согласно технологической карте, разработанной на основе примерных карт, указанных в Руководстве по ремонту металлических резервуаров для хранения нефти и нефтепродуктов.
Фотообработка снимков
15. Проявление пленок, экспонированных рентген- или гамма-лучами, производят стандартными проявителями, указанными заводом - изготовителем на упаковке пленки. Так, Казанское объединение " Тасма" рекомендует следующий состав для обработки пленки РМ-1:
метол 2,2 г;
сульфит натрия безводный - 72 г;
гидрохинон 8,8 г;
сода безводная кальцинированная - 48 г;
калий бромистый - 4 г;
вода дистиллированная - до 1 л.
16. Составлять проявляющий раствор следует точно по заданной дозировке и в последовательности, указанной в рецепте. Добавление каждого вещества можно производить только после полного растворения предыдущего. Химикаты растворяют в дистиллированной воде, подогретой до температуры +30...+40°С.
Приготовленный раствор перед проявлением снимков следует профильтровать и отстоять 6-12 ч (время указано на рецепте), т. е. свежий проявитель обладает повышенной вуалирующей способностью. В одном литре проявителя можно
проявить не более 10000 см пленки. Срок хранения проявителя указывается в рецепте.
17. Для проявления пленку помещают в кювету с проявляющим раствором. Проявлять в кюветах размером 30х40 см или 40х50 см следует не более 4-6 снимков одновременно. Во избежание их слипания или неравномерного проявления пленки необходимо несколько раз перевернуть, а кювету покачивать. Время проявления при нормальных условиях для пленки РМ-1 составляет 8 мин, для других - 6-8 мин. По мере истощения проявителя время проявления увеличивается до 10 мин. Для контроля в процессе проявления снимок периодически просматривается в красном свете.
18. После проявления снимки промываются в проточной воде или в ванне (промежуточная промывка). В жаркое время во избежание сползания эмульсии промежуточная промывка производится в слабом растворе кислоты или кислых солей (однопроцентный раствор уксусной кислоты или 25-процентный раствор биосульфита натрия).
19. Фиксирование проявленных снимков проводят в фиксаже, рекомендованном заводом-изготовителем пленки.
Перед фиксированием раствор фильтруют. Фиксаж должен быть прозрачным, слегка коричневая окраска допустима. Старые окрашенные фиксажи портят снимки, свежий раствор добавлять в старый не рекомендуется.
20. При повышенных температурах растворов во избежание сползания эмульсии на 1 л фиксажа добавляется 3,5 г концентрированной серной кислоты.
Продолжительность фиксирования равна времени осветления снимка (5-10 мин) и зависит от температуры раствора и количества закрепленных снимков в данном фиксаже. Малое время закрепления сокращает срок хранения снимков. В одном
литре раствора обрабатывают 0,5 м 2 пленки.
21. После фиксирования снимки тщательно промывают в проточной воде в течение 10-20 мин до полного удаления из эмульсионного слоя гипосульфита натрия и других солей. Допускается промывка в стоячей воде в течение 25-30 мин, меняя ее через каждые 5-6 мин.
22. Сушат негативы в сушильных шкафах с регуляторами температуры с обеспечением необходимого обмена воздуха. В случае необходимости можно сушить негативы и в обычной комнате на проволочных растяжках, однако это приводит к запылению снимков и повреждению эмульсии, а при повышенной влажности воздуха резко увеличивается продолжительность сушки. После сушки снимки просматриваются в проходящем свете специального устройства -негатоскопа.
23. Наиболее часто встречающимся дефектом снимков является чрезмерная вуаль, которая проявляется из-за использования предварительно засвеченной или с просроченным сроком хранения пленки, при обработке ее при сильном красном свете фонаря или в чересчур теплом проявителе. Белые пятна проявляются на непроявленных участках снимка, в местах повреждения усиливающего слоя экранов или вследствие недостаточной промывки негатива после фиксирования. Темные пятна бывают на неотфильтрованных участках снимка или из-за прикосновения к эмульсии жирных или смоченных фиксажем пальцев.
Таблица П. 2.3
| Номер | Г лубина канавок | Предельные отклонения глубины канавок |
Радиус не более |
Номинал | Пределы отклоне ний |
Номинал | Пределы отклоне ний |
Номинал | Пределы отклоне ний |
Номинал | Пределы отклоне ний |
Номинал | Пределы отклоне ний | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | |||||||||||||
|
1 | 0,6 | 0,5 |
0,4 | 0,3 | 0,2 |
0,1 | -0,025 | 0,1 | 2,5 | ±0,125 |
0,5 | +0,1 | 10 |
-0,35 | 2 | -0,1 | 30 | ,5 ©° - |
| 2 | 1,75 | 1,5 | 1,25 |
1,0 | 0,75 | 0,5 |
-0,06 | 0,2 | 4,0 | ±0,15 | 1,5 |
+0,1 | 12 | -0,4 |
4 | -0,12 | 45 |
+0,6 |
| 3 |
4 | 3,5 | 3,0 |
2,5 | 2,0 | 1,5 |
-0,1 | 0,3 | 6,0 | ±0,15 | 3,0 |
+0,1 | 14 | -0,43 |
6 | -0,12 | 60 |
-0,74 |
24. Требования к качеству снимков определены в ГОСТ 7512-82, согласно которым: ширина снимка должна обеспечивать получение изображения шва и прилегаемых к нему
участков шириной не менее 20 мм с каждой стороны;
снимок должен иметь изображение маркировочных знаков и эталона чувствительности; плотность потемнения снимка должна быть не менее 1,5 единицы оптической плотности; на снимке должен быть изображен весь контролируемый участок шва;
снимок не должен иметь пятен, полос и механических повреждений эмульсионного слоя, затрудняющих выявление дефектов;
чувствительность снимка должна обеспечивать выявление дефектов шва, имеющих размеры вдвое меньше допускаемых по техническим условиям на контролируемое изделие.
Чувствительность снимка в процентах определяется по наименьшей канавке эталона чувствительности, видимой на снимке по формуле:
K =—^—100,
где К - чувствительность снимка в процентах; h i - глубина наименьшей канавки, видимой на снимке, мм; d - толщина просвечиваемого металла, мм;
d - толщина эталона, мм.
25. Ширина и длина дефекта шва, проявившегося на снимке, определяется простыми измерениями, а примерный размер по сечению шва (глубина залегания) - по эталону чувствительности. Сравниваются степень почернения одной из канавок эталона и дефекта. Глубина этой канавки и будет размером дефекта по сечению шва.
26. В заключении по результатам просвечивания швов указывают условное обозначение шва (его номер), чувствительность снимка, длину контролируемого участка шва в миллиметрах, вид и характер дефектов, количество в штуках, глубину и протяженность в миллиметрах. Для сокращения записи применяют следующие условные обозначения:
Еа - трещина продольная;
Ев - трещина поперечная;
Да - непровар в корне шва;
Дв - непровар по кромке шва (несплавление);
Ва - неметаллическое включение сферическое, компактное;
Вв - неметаллическое включение удлиненной формы;
Аа - газовая пора сферическая;
Ав - газовая пора удлиненной формы;
С - цепочка дефектов; a - скопление дефектов.
Пример записи в заключении. На снимке участка шва сварного соединения длиной 300 мм выявлены:
- толщина продольная длиной 5 мм;
- непровар в корне шва глубиной 0,2 мм по сечению шва на участке длиной 25 мм;
- скопление шлаковых включений на участке шва длиной 25 мм, глубиной 0,12 мм по сечению шва;
- цепочка газовых пор глубиной 0,15 мм по сечению шва, на участке длиной 40 мм.
Еа - 5; Да - 0,2-25; В - 0,12-30; С - 0,15-40.
27. Расшифрованные снимки собирают в связки, на бирке которой указывают номер резервуара, его местонахождение, даты контроля.
28. Снимки, как первичные документы, хранят в архиве службы дефектоскопии в течение 2 лет, после чего сдают по акту в соответствующие организации в переработку для снятия серебра.
Приложение 3
(обязательное)
МЕТОДИКА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ
1. Настоящая методика распространяется на контроль сварных соединений из углеродистой и низколегированной стали, выполненных ручной электродуговой автоматической и полуавтоматической сваркой под флюсом. Методика разработана с учетом рекомендаций и требований ГОСТ 14782-86.
2. Для выявления дефектов сварных швов резервуаров применяют ультразвуковые дефектоскопы типа УДМ-ЗМ, ДУК-6в, УД2-12 и др. В комплект приборов входит набор искателей для контроля и измерения толщины листов, а также эталоны для настройки приборов, инструкция по настройке и эксплуатации. Приборы должны ежегодно проходить поверку в лабораториях метрологии Госстандарта России.
3. К выполнению работ по дефектоскопии допускаются операторы, прошедшие обучение, имеющие удостоверение на право контроля и прошедшие стажировку с опытным оператором. Один раз в два года и после перерыва в работе свыше 6 месяцев операторы проходят аттестацию. Если в течение года будут обнаружены пропуски недопустимых дефектов, то оператор лишается права выдачи заключений по результатам УЗК на срок до 3 месяцев. По истечении этого срока оператор допускается к производству работ по дефектоскопии только после сдачи экзаменов.
4. Перед началом контроля поверхность металла очищают на расстоянии 50...70 мм с каждой стороны шва до чистоты 6°^ .
5. С целью обеспечения акустического контакта между щупом-искателем и изделием зачищенную поверхность протирают и смазывают автолом, солидолом, глицерином и т.п.
6. Проверяют правильность работы дефектоскопа по эталонам согласно прилагаемой к прибору инструкции. Проверяются точность работы глубиномера, стрела искателя, разрушающая способность, "мертвая зона", правильность показаний на эталонах сварных швов с заданными дефектами.
7. Контроль стыковых швов толщиной 4-20 мм ведут последовательно по обе стороны от усиления шва призматическими искателями. Искатель перемещают зигзагообразно вдоль шва, систематически поворачивая его вокруг оси на 5...10° для выявления различно расположенных дефектов.
Если на экране прибора в пределах рабочего участка развертки появится устойчивый сигнал, то устанавливают причину его появления, для чего, слегка перемещая искатель по поверхности металла, находят такое положение, когда амплитуда сигнала максимальная, определяют координаты отражателя, уточняя, не является ли наблюдаемый сигнал результатом отражения ультразвуковых колебаний от границы усиления шва. Если отраженный сигнал устойчив и его координаты находятся в районе шва, он фиксируется как дефект. Порядок измерения координат дефекта, его протяженности указан в прилагаемой к прибору инструкции.
8. Контроль угловых сварных соединений производят с одной стороны за один проход при толщине свариваемых листов 4+12 мм, за два прохода при толщинах более 12 мм наклонными искателями с углом ввода луча 53 и 55 градусов.
9. Тавровые швы, соединяющие стенку с днищем, с допустимым технологическим непроваром контролируют прямым искателем. Величина непровара определяется методом сравнения величины эхо-сигнала от непровара с сигналом от канавки на образце.
Контроль швов, сваренных внахлестку, целесообразно проводить отраженным лучом, используя вначале искатель с углом ввода 50-55 градусов, затем 30-40 градусов.
10. Результаты ультразвукового контроля заносятся в журнал и протокол, а при необходимости, и в карту контроля. В журнале контроля указывают:
тип сварного соединения и индекс (номер), присвоенный данному изделию и сварному шву, длина контролируемого участка;
технические условия (инструкции), по которым проводилась дефектоскопия;
тип дефектоскопа;
результаты контроля;
участки шва, непроконтролированные совсем или частично, подлежащие контролю;
дата контроля;
фамилия дефектоскописта.
Карта контроля включает:
схему контролируемых швов с указанием их размеров и номеров, присвоенных им оператором;
основные характеристики выявленных дефектов (условная высота и протяженность, минимальное расстояние между дефектами, их количество в шве, место их расположения в шве).
11. Запись дефектов ведут в сокращенном виде и обозначают знаками:
буквой, определяющей оценку допустимости дефекта по эквивалентной площади и условной протяженности;
цифрой, определяющей условную ширину дефекта, мм; цифрой, определяющей протяженность дефекта, мм; цифрой, определяющей наибольшую глубину залегания дефекта, мм; цифрой, определяющей условную высоту дефекта, мм;
цифрой, определяющей эквивалентную площадь дефекта, мм 231 .
Для сокращения записи протяженности дефектов по длине шва применяются следующие обозначения:
А - дефект, эквивалентная площадь или амплитуда сигнала и условная протяженность которого равна или менее допустимых значений;
Б - дефект, условная протяженность которого превышает допустимое значение;
Д - дефект, эквивалентная площадь которого превышает допустимое значение.
12. Пример записи результатов ультразвукового контроля в журнале или заключении.
На участке сварного шва С20, обозначенном индексом РВС 1000-14, длиной 1000 мм
обнаружены два дефекта типа "А", эквивалентная площадь которых 5 мм , один дефект типа
"Б" условной протяженности 18 мм и один дефект типа "Д" эквивалентной площадью 20 мм2. С20, РВС 1000-14, 1000, А-2-5, В-1-18. Д-1-20.
13. По результатам ультразвукового контроля швы сварных соединений резервуаров должны удовлетворять требованиям, указанным в табл. П. 3.1.
Таблица П. 3.1
Допустимые дефекты сварных швов резервуаров, выявленные с применением ультразвуковых дефектоскопов
|
Сварные швы | Длина оценочного шва, мм | Толщина конструкций в сварном соединении, мм | Фиксируемая эквивалентная площадь одиночного дефекта, 2 мм | Допустимое число одиночных дефектов на оценочном участке, шт. |
|
|
наименьшая поисковая |
допустимая оценочная | ||||
| Стыковые угловые |
20 | 6-10 | 5 |
7 | 1 |
| Т авровые внахлестку | 25 |
10-20 | 5 | 7 |
2 |
Приложение 4 (рекомендуемое)
МЕТОДИКА ИНФРАКРАСНОЙ СПЕКТРОСКОПИИ
Диагностирование проводят в климатических условиях, обеспечивающих равномерное распределение температурного поля стенки резервуара до нагружения, преимущественно в ночное время, в туман, в пасмурные дни. Исключается влияние на корпус резервуара прямых солнечных лучей, других внешних источников инфракрасного излучения.
С целью обеспечения постоянства коэффициента излучения, поверхность стенки должна быть полностью окрашена или очищена от краски. Удаляют с поверхности наслоения грязи, коррозии, снега, льда.
Температура окружающей среды должна соответствовать температурному диапазону тепловизионного приемника. Оптимальное значение температуры среды при диагностировании +15 °С (±5 °C).
В зависимости от глубины поиска дефекты, выявляемые тепловизионным способом, делятся на два типа:
первый тип - крупные концентраторы, выявляемые при обследовании резервуара в целом, с расстоянием между камерой и объектом до 50 м;
второй тип - мелкие концентраторы, выявляемые при обследовании локальных областей с перенапряжением с расстояния до 10 м.
Тепловизионную камеру устанавливают на расстоянии, соответствующем заданной глубине поиска дефектов. Поле зрения, при необходимости, измеряют сменными линзами.
Регистрируют "нулевой кадр", т.е. температурное поле стенки резервуара перед началом диагностирования.
Резервуар нагружают тестовой нагрузкой. Изменение температурного поля стенки резервуара контролируется на экране видеоконтрольного устройства. Тепловизионную информацию, при необходимости, заносят на магнитную ленту для дальнейшей обработки на ЭВМ.
Применяют несколько способов регистрации и обработки тепловизионной информации:
консервация информации на магнитную ленту в эксплуатационных условиях и обработка тепловизионных изображений в стационарных условиях на ЭВМ;
регистрация и обработка информации при прямых измерениях, в процессе диагностирования (без консервации информации);
регистрация тепловизионных изображений на фотопленку.
Способ регистрации и обработки выбирают в зависимости от системы тепловизора.
Обработка термограмм заключается в выявлении и измерении макро- и микроконцентраторов напряжений в стенке резервуара. Коэффициент концентрации напряжений определяют отношением приращения максимального уровня температур в области дефекта к приращению температуры в бездефектном участке в относительных или абсолютных единицах измерения.
Для получения абсолютных значений температур в программу обработки тепловизионного изображения вводят коэффициент излучения поверхности объекта и температуру окружающей среды.
При обработке тепловизионных изображений для исключения собственных тепловых полей объекта: вычитают " нулевой кадр", полученный перед нагружением, из последующих, полученных после тестового нагружения, и анализируют только приращение температурного поля, вызванное нагрузочным тестом.
Коэффициент концентрации напряжений в области дефекта
определяют отношением приращения температуры в области концентратора и бездефектной области:
где Dtg - приращение температуры в области дефекта;
Д t0 - приращение температуры в бездефектной области.
Приложение 5 (рекомендуемое)
МЕТОДИКА ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ ИЛИ ЭЛЕКТРИЧЕСКОЙ ЕМКОСТИ ГРУНТА В ОСНОВАНИИ РЕЗЕРВУАРА
3. По результатам измерения, используя определенную методику, составляют таблицы, обработка которых на ЭВМ позволяет установить факты и место утечки нефтепродукта, нарушения гидрофобного слоя или наличия хлопуна под днищем резервуара. В эту же таблицу записывают расстояние от зонда до упора, диаметр резервуара и название нефтепродукта.
4. Применяемое оборудование и приборы:
а) зонды, изготовленные из углеродистой или нержавеющей стали;
б) коаксиальный кабель;
в) измеритель.
Приложение 6 (обязательное)
МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ МЕТАЛЛА И СВАРНЫХ СОЕДИНЕНИЙ
1. Механические испытания проводятся в тех случаях, когда отсутствуют данные о механических свойствах основного материала и сварных швов, при значительных коррозионных повреждениях, при появлении трещин в металле, а также во всех других случаях, когда имеется подозрение ухудшения механических свойств.
2. Для механических испытаний основного металла и сварных соединений делают вырезку листа диаметром 200...500 мм в наиболее корродированном листе одного из четырех нижних поясов с таким расчетом, чтобы это место можно было отремонтировать с помощью сварки.
Центр вырезанного участка должен находиться на вертикальном шве на расстоянии не менее 700 мм от горизонтального шва.
На вырезанной заготовке наносятся несмываемой краской номера резервуара, пояса, листа. При последующей механической обработке эти данные переносятся на образец.
3. Для определения механических свойств основного металла из каждой заготовки вырезаются:
три образца для определения предела прочности, предела текучести и относительного удлинения;
три образца для определения ударной вязкости;
при необходимости вырезаются еще три образца для испытания на ударную вязкость при низких температурах.
4. Изготовление и испытание образцов проводятся согласно ГОСТ 1497-84 и ГОСТ 9454-78.
5. За показатель механических свойств принимается среднеарифметическое результатов, полученных на заданном количестве образцов.
6. По результатам механических испытаний основной металл может быть забракован, если его механические характеристики ниже минимально допустимого предела, указанного в нормативных документах или проекте на соответствующие марки стали.
7. Для определения механических свойств сварных соединений из контрольной заготовки вырезаются:
два образца на статическое растяжение для определения предела прочности;
два образца на статический изгиб;
три образца на ударную вязкость.
8. Размеры образцов и правила их испытаний определяются согласно ГОСТ 6996-86.
9. По результатам механических испытаний сварные соединения бракуются, если:
временное сопротивление ниже минимально допустимого предела для временного
сопротивления основного металла;
угол загиба ниже 100° для углеродистых и ниже 80° для низколегированных сталей толщиной до 20 мм.
10. Результаты механических испытаний фиксируются в журнале и выдаются заказчику в форме протокола (заключения), подписанного проводившим испытания и его руководителем.
Металлографические исследования
11. Металлографические исследования проводятся для определения причин снижения механических свойств основного металла и сварных соединений, при появлении трещин в металле.
12. Образцы для исследований вырезают вдоль проката в соответствии с ГОСТ 5640-68.
13. При металлографическом исследовании основного металла определяют фазовый состав, размеры зерен, характер термической обработки, наличие неметаллических включений и межкристаллитной коррозии.
14. Образцы для макро- и микроисследований должны включать все сечения шва, обе зоны термического влияния сварки, прилегающие к ним участки основного металла.
15. В процессе микроисследований протравленные шлифы просматриваются под микроскопом при 100-кратном увеличении.
16. Результаты металлографических исследований выдаются заказчику в форме протокола исследований, подписанного исполнителем и его руководителем.
Химический анализ металла
17. Химический анализ металла производится в тех случаях, когда неизвестна марка стали и ее химический состав.
18. Для определения химического состава стали используют образцы, вырезанные для механических испытаний, или стружку в количестве 30...50 г, полученную засверловкой стенки резервуара. Место засверливания предварительно зачищается до металлического блеска.
19. Химический состав стали должен удовлетворять техническим требованиям проекта на резервуар (для стали ВтЗ - по ГОСТ 380-88, для сталей 09Г2С и 16Г2АФ - по ГОСТ 19282-89).
20. Результаты химического анализа должны быть зафиксированы в журнале с выдачей протокола анализа заказчику.
Приложение 7 (иллюстрационное)
ПРИМЕРЫ РАСЧЕТОВ
Пример расчета ресурса стенки резервуара до образования макротрещины.
3
Расчетом определить ресурс (число циклов нагружения) резервуара объемом 5000м . Исходные данные: диаметр D =22,8 м; высота Н = 12 м;
высота заполнения Hmax = 10,4 м;
расчетная плотность нефтепродукта р = 1000 кг/м3; материал СТЗ, для которой: относительное сужение V = 0,31; предел выносливости о _ = 100 МПа;
предел текучести от = 230 МПа; остаточная толщина стенки - 8 мм.
1. По формуле (3.5) определим напряжение в стенке при максимальной нагрузке:
о P§(Hmax _ Х)' r
он =-g-= 1000-9,8 (10,4 - 0) ¦ 11,4 / 0,008 = 144,4 МПа.
2. Находим по формуле (3.8)
K о = —тL = 230/144,4=1,59.
о н
3. Находим амплитуду напряжений в расчетной точке по формуле
оa = 0,5Kо • он = 115 МПа; 2оa = 2 ¦ 115 = 230 = от, следовательно, &°а =Sa = 230 МПа.
4. По формуле (3.2) вычислим число циклов работы резервуара до образования макротрещины.
По первой формуле (3.2)
( 1
1,28 • 2 105 • ln-
1 - 0,31
-1
= 5476.
1,28 • 2 • 230 • ——100 0,8
По второй формуле ( 3.2 )
2
f 1
1,28 • 2 105 • ln
1
1 - 0,31
N0 =
-1
= 3122.
1,28 • 230/0,8 -100
4n.
Принимаем наименьшее из полученных результатов:
N0 =3122.
Остаточный ресурс стенки резервуара с учетом коррозии находим по формуле (3.9). Предварительно вычислим
b кс = 1 lgN0 = 0,1 • lg3122 = 0,349.
(без применения мер по снижению коррозионного воздействия 1 = 0,1).
Noc = N0 (1 -Ькс ) = 3122(1-0,349) = 2032.
При частоте циклов заполнения 100 раз в год остаточный срок службы составит:
N 2032
= 6,8 года.
T =
n 300
Пример расчета ресурса стенки резервуара до образования лавинообразной трещины. Данные для расчета принимаем из предыдущего примера.
По данным металлографических исследований стали ВСт3пс имеем:
D=4 ¦ 10 5 м; f=0,05.
Вычислим Kic по формуле
К
| - | 1/ | 0,5 | |
|
3 • D | -1/ • f /6 = | Y 2 • 230 • 2 •Ю5 fP| • 4 •Ю-5 | |
| V 6 J | V 6 J |
0,5
• 0,05
: 33,05.
По формуле (3.12) находим L к
2 • 33,052
L„
: 33,6 мм.
кр жЛ44,4:
Принимаем минимальный взлив 1 м, тогда
1000 • 98(1 - 0 ) 11,4
= 13,9 Мпа,
сг
0,008 До = 144,4-13,9=130,5.
Принимая условно длину минимальной обнаруживаемой трещины L0 = 5 мм, по формуле (3.14) находим остаточный ресурс резервуара
(1-0,5-3,!
(1-0,5^3,!
0,005
- 0,033
NP =
= 1266.
(0,5n -1) • 2,8 • 10-10 (0,5 • 3,14)°’5'3,:
3,
•130,5
Принимая n = 300, находим остаточный срок службы
Т = 1266/300 = 4,2 года.
Приложение 8 (рекомендуемое)
ФУНКЦИОНАЛЬНАЯ ДИАГНОСТИКА РЕЗЕРВУАРОВ
В процессе технической диагностики определяют параметры, характеризующие в целом техническое состояние резервуара, и оценивают способность резервуара нести эксплуатационную нагрузку.
Функциональная диагностика включает контроль показателей (параметров) назначения, характеризующих нормальное функционирование резервуарного оборудования и резервуара в целом как объекта. Это контроль входных (проектных) и выходных параметров, а также тех параметров, которые являются следствием правильного или неправильного функционирования.
Для стальных вертикальных резервуаров предлагается контролировать следующие функциональные параметры и признаки:
- полезный объем резервуара;
- давление в газовом пространстве;
- донный осадок (высота, состав, вязкость);
- загазованность (над и под понтоном, над плавающей крышей и т.д.);
- пирофорные соединения (наличие, степень их пожароопасности);
- электростатические заряды;
- защитное действие протекторов;
- тепловая изоляция (теплозащитные и другие свойства);
- глубина погружения плавающей крыши (понтона).
Функциональная диагностика проводится как при полной, так и при частичной диагностике.
Однако отдельные показатели могут определяться, не дожидаясь нормативных сроков полной или частичной диагностики. Например, оценка опасности пирофорных соединений перед очередной очисткой резервуара, определение загазованности над понтоном в случае увеличения загазованности вокруг резервуара и т.п.
Контроль давления в газовом пространстве резервуаров
В газовом пространстве резервуаров со стационарной крышей при эксплуатации должно поддерживаться давление и вакуум, предусмотренные проектом или назначенные при очередной диагностике в соответствии с техническим состоянием резервуара.
Избыточное давление и вакуум в резервуаре измеряются переносным U-образным манометром, присоединенным с помощью резинового шланга к специальному штуцеру на крышке одного из световых люков резервуара. Избыточное давление в резервуаре создают при заполнении его нефтепродуктом или водой, вакуум - при сливе. По величине избыточного давления (вакуума) судят о работоспособности дыхательной арматуры и о герметичности крыши резервуара.
При измерении давления и вакуума одновременно проверяют давление и вакуум срабатывания дыхательных клапанов.
Если при расчете на прочность и устойчивость по максимальной высоте заполнения выясняется, что в результате износа резервуар не способен выдержать проектную или назначенную величину давления (вакуума), то может быть назначен более низкий уровень давления (вакуума) на период последующей его эксплуатации. В соответствии с этим уровнем давления производят регулировку дыхательного и предохранительного клапанов.
Контроль пирофорных соединений
Пирофорные соединения, способные к самовозгоранию при контакте с кислородом воздуха, могут образоваться при хранении в резервуаре сернистых нефтепродуктов. Активность пирофорных отложений определяется температурой возгорания их при окислении кислородом воздуха.
Пирофорные соединения образуются путем химического соединения железа с сероводородом и элементарной серой. При наличии сероводорода в нефтепродукте пирофорные соединения образуются на поверхности металла, омываемой как жидкой, так и паровой фазой в резервуаре.
Полной гарантией против образования пирофорных соединений в резервуаре может быть либо удаление серы и сероводорода из нефтепродукта, либо изоляция железа от них путем нанесения антикоррозионного покрытия.
Пирофорные соединения способны образоваться в течение сравнительно короткого времени, поэтому очистка резервуара от старых коррозионных отложений не может предохранить их от пирофорных явлений.
Эксплуатационному персоналу обычно заранее известны резервуары, в которых имеются условия для образования пирофорных соединений. Поэтому контроль резервуаров на наличие пирофорных соединений в них и связанную с этим пожаровзрывоопасность сводится к своевременному выявлению таких резервуаров и назначению специальных мероприятий, исключающих самовозгорание пирофорных соединений в резервуаре.
Активность пирофорных соединений возрастает с повышением температуры окружающей среды. Пирофорные соединения плохо проводят тепло, и теплота, выделяющаяся при окислении аккумулируется в массе отложения, что приводит к ее разогреву до опасной температуры.
Медленное окисление кислородом воздуха или поддержание во влажном состоянии являются надежным методом обезвреживания образовавшихся пирофорных соединений. Критерием активности пирофорных соединений является температура саморазогрева и температура самовоспламенения.
Для определения температуры саморазогрева и температуры самовоспламенения пирофорных соединений отбирают пробу по специальной методике /5/. Пробы окисляют кислородом и определяют температуры саморазогрева и самовоспламенения. Увеличение температуры пробы пирофорного соединения при испытании до 100 °С и выше свидетельствует о пирофорной активности соединения.
Контроль герметичности крыши резервуара
Герметичность крыши резервуара со стационарной крышей без понтона проверяется путем измерения избыточного давления в газовом пространстве резервуара с помощью U-образного манометра или микроманометра (ГОСТ 11161-84). Измеренное избыточное давление в газовом пространстве резервуара должно быть равно проектному или назначенному при очередной диагностике.
В резервуарах с понтоном избыточное давление может быть равно нулю, так как дыхательный клапан отсутствует.
Контроль электростатической искробезопасности
Электростатическая искробезопасность в резервуаре достигается при условии выполнения соотношения:
W < kWmin, (6.1)
где W - энергия разряда, который может возникнуть внутри резервуара, Дж;
k - коэффициент безопасности, выбираемый из условия допустимой вероятности зажигания;
Wmin - минимальная энергия зажигания нефтепродукта, Дж.
Контроль электростатической искробезопасности в резервуаре сводится к определению энергии разряда, который может возникнуть внутри резервуара при наливе нефтепродукта. Величина электростатического заряда в резервуаре зависит от скорости движения нефтепродукта в трубопроводе перед резервуаром, поэтому для ограничения энергии электростатического заряда, попадающего в резервуар из трубопровода, уменьшают скорость движения нефтепродукта в трубопроводе или устраивают релаксационную емкость, через которую электростатические заряды отводятся в землю.
При контроле электростатической искробезопасности допускается вместо W определять допустимую скорость движения жидкости по трубопроводам и истечения ее в резервуар.
Для обеспечения электростатической искробезопасности в резервуаре скорость движения нефтепродукта по подводящим трубопроводам и истечения его в резервуар не должна превышать допустимой скорости истечения, определяемой согласно РТМ6-28-007-78.
Днище и нижний пояс резервуаров при наличии в них соленой подтоварной воды могут быть защищены от коррозионного износа с помощью протекторов.
Защитное действие протектора заключается в создании катодного тока на металлической поверхности резервуара такой плотности, которая обеспечивает надежную защиту от коррозии. Защитный электрический ток образуется по цепи:
протектор - вода - защитная поверхность.
В процессе диагностики протекторов сравнивают расчетный срок службы протектора Т с продолжительностью работы протектора в резервуаре.
Проверяют эффективность протекторной защиты путем измерения потенциала резервуара милливольтамперметром с помощью специального медносульфатного электрода сравнения. Прибор включается в разрыв цепи электрод сравнения - резервуар. Перед измерением электрод через отверстия заполняют насыщенным раствором медного купороса до нижних кромок боковых отверстий в корпусе.
Если расчетный срок службы протектора равен или меньше фактической продолжительности работы протектора, в результате диагностического контроля протекторов даются рекомендации по замене протекторов.
Приложение 9 (обязательное)
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Диагностика - комплекс мероприятий по получению и обработке информации, установлению технического состояния и принятия решения по дальнейшему использованию резервуара.
Диагностический контроль - событие, проводимое для получения и обработки информации, установлению технического состояния и принятию решения по дальнейшему использованию резевуара.
Обследование - комплекс мероприятий по внешнему и внутреннему осмотру (в том числе с привлечением увеличительных средств) резервуара и территории в пределах его обвалования.
Дефектоскопия - совокупность мероприятий по обнаружение внутренних и поверхностных дефектов в геометрической форме тела резервуара и в металле без его разрушения (имеются ввиду рентгеновский, гаммалучевой, ультразвуковой, электромагнитный и тепловой методы контроля и др.)
Техническое обслуживание - комплекс операций по поддержанию работоспособности резервуара.
Ремонт - комплекс операций по восстановлению исправности и восстановлению ресурса резервуара или его элементов.
Капитальный ремонт - ремонт, выполненный для восстановления исправности и полного или близкого к полному восстановлению ресурса резервуара, включающий полную диагностику, все виды работ среднего ремонта, замену большого объема дефектных частей корпуса, крыши и днища, испытание.
Предельное состояние - состояние резервуара, при котором его дальнейшая эксплуатация недопустима или нецелесообразна, либо восстановление его работоспособного состояния невозможно или нецелесообразно.
Критерии предельного состояния - совокупность признаков предельного состояния резервуара, установленные нормативно-технической и конструкторской документацией.
Срок службы - календарная продолжительность эксплуатации от начала эксплуатации или ее возобновления после ремонта до перехода в предельное состояние.
Ресурс - суммарное число полных циклов заполнения от начала эксплуатации или ее возобновления после ремонта до перехода в предельное состояние.
Остаточный ресурс - суммарное число полных циклов заполнения от момента контроля технического состояния до перехода в предельное состояние.
Остаточный срок службы - календарная продолжительность эксплуатации от последнего ремонта (контроля его технического состояния) до перехода в предельное состояние.
ИНСТРУКЦИЯ ПО АНТИКОРРОЗИОННОЙ ЗАЩИТЕ РЕЗЕРВУАРОВ ДЛЯ ХРАНЕНИЯ НЕФТИ И НЕФТЕПРОДУКТОВ С ИСПОЛЬЗОВАНИЕМ ОДНОКОМПОНЕНТНЫХ ПОЛИУРЕТАНОВЫХ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ РД 3661-01297858-03-01
МОСКВА 2001 Содержание
1. ОБЩИЕ ПОЛОЖЕНИЯ.
2. ТРЕБОВАНИЯ К КОНСТРУКЦИИ РЕЗЕРВУАРОВ, ПОДЛЕЖАЩИХ АНТИКОРРОЗИОННОЙ ЗАЩИТЕ
3. ПОДГОТОВКА РЕЗЕРВУАРОВ, БЫВШИХ В ЭКСПЛУАТАЦИИ
4. ОЧИСТКА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ РЕЗЕРВУАРА
5. ПОДГОТОВКА ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ К ПРИМЕНЕНИЮ
6. АНТИКОРРОЗИОННАЯ ЗАЩИТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ РЕЗЕРВУАРОВ
7. АНТИКОРРОЗИОННАЯ ЗАЩИТА НАРУЖНОЙ ПОВЕРХНОСТИ РЕЗЕРВУАРОВ
8. ПОРЯДОК КОНТРОЛЯ И ПРИЕМКИ ПОКРЫТИЯ
9. МЕРЫ БЕЗОПАСНОСТИ ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1 ПРИЛОЖЕНИЕ 2
МИНИСТЕРСТВО ТОПЛИВА И ЭНЕРГЕТИКИ РОССИЙСКОЙ ФЕДЕРАЦИИ АО ВНИИСТ
СОГЛАСОВАНО УТВЕРЖДАЮ
Начальник Управления по надзору в
нефтяной и газовой промышленности Генеральный директор ЗАО «УПРТ»
Г осгортехнадзора РФ
Письмо № 10-03/976 Ю.А. Дадонов _П.Ф. Поляков
Руководящий документ РД 3661-01297858-03-01
ИНСТРУКЦИЯ ПО АНТИКОРРОЗИОННОМ ЗАЩИТЕ РЕЗЕРВУАРОВ ДЛЯ ХРАНЕНИЯ НЕФТИ И НЕФТЕПРОДУКТОВ С ИСПОЛЬЗОВАНИЕМ ОДНОКОМПОНЕНТНЫХ ПОЛИУРЕТАНОВЫХ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
РАЗРАБОТАНО:
СОГЛАСОВАНО:
Технический Директор ЗАО «УПРТ»
_В.Ф. Сергеев
«19» декабря 2001 г.
Вице-президент АО ВНИИСТ _И.Д. Красулин
Директор Центра базовой изоляции
В.К. Семенченко
Начальник ТО ЗАО «УПРТ» Гл. научный сотрудник
_А.И. Латышов _С.М. Ушанов
Москва-2001 г.
Руководящий документ представляет собой технологическую инструкцию по защите от коррозии резервуаров для хранения и сепарации сырой нефти, а так же хранения нефтепродуктов и воды с применением покрытий на основе однокомпонентных поли-уретановых лакокрасочных материалов, отверждаемых под действием влаги воздуха.
В настоящей инструкции предложена следующая схема антикоррозионной защиты резервуаров:
Внутренняя поверхность нового резервуара для сепарации сырой нефти и эмульсии (резервуар-отстойник):
Система покрытия на основе 2-х слоев цинксодержащей грунтовки и 2-х слоев покрывного материала;
Внутренняя поверхность резервуара для сепарации сырой нефти и эмульсии (резервуар-отстойник) бывшего в эксплуатации:
Система покрытия на основе 2-х слоев цинксодержащей грунтовки и 2-х слоев покрывного материала, или
Система покрытия на основе пропиточной грунтовки, 2-х слоев цинксодержащей грунтовки и 2-х слоев покрывного материала;
Внутренняя поверхность нового резервуара для хранения нефти и нефтепродуктов:
Система покрытия на основе 1-го слоя цинксодержащей грунтовки и 2-х слоев покрывного материала;
Внутренняя поверхность резервуара для хранения нефти и нефтепродуктов, бывшего в эксплуатации:
Система покрытия на основе 1-го слоя цинксодержащей грунтовки и 2-х слоев покрывного материала, или
Система покрытия на основе пропиточной грунтовки, слоя цинксодержащей грунтовки и 2-х слоев покрывного материала;
Наружная поверхность резервуара:
Система покрытия на основе 1-го слоя цинксодержащей грунтовки, и 1-го слоя покрывного материала, стойкого к воздействию ультрафиолета.
В качестве материала применяемого для покрытия резервуаров по указанным схемам может применяться система материалов фирмы «Стилпэйнт» с характеристиками, указанными в таблице 1.
Допускается в качестве антикоррозионных покрытий применять и другие материалы, аналогичные по своим физическим и химическим, а так же защитным свойствам. При применении материала необходимо учитывать техническое состояние объекта и конкретные условия его эксплуатации.
1. ОБЩИЕ ПОЛОЖЕНИЯ.
1.1. Настоящая инструкция распространяется на производство работ по антикоррозионной защите внутренней и наружной поверхностей вновь строящихся и находящихся в эксплуатации металлических резервуаров, предназначенных для хранения и сепарации сырой нефти, а так же хранения нефтепродуктов полиуретановыми лакокрасочными материалами.
1.2. Инструкция предусматривает основные требования к подготовке резервуаров, бывших в эксплуатации; требования к конструкции резервуаров,
подлежащих антикоррозионной защите; требования к подготовке металлической поверхности перед окраской, определяет последовательность технологических операций, методы контроля и требования техники безопасности при проведении антикоррозионных работ.
1.3. Все работы по антикоррозионной защите резервуаров лакокрасочными покрытиями должны выполняться специализированными бригадами в соответствии с требованиями проекта и СНиП ТТТ-4-80 «Техника безопасности в строительстве».
1.4. Производство работ по антикоррозионной защите резервуаров лакокрасочными материалами производится в следующей последовательности:
- подготовка резервуара (бывшего с эксплуатации): опорожнение, очистка резервуара от остатков нефти и парафиновых отложений, ремонт (текущий или капитальный) металлоконструкций и трубной обвязки резервуара, подготовка ремонтных участков металлоконструкций;
- подготовка резервуара (нового): зачистка сварочных швов металлоконструкций и трубной обвязки;
- струйная очистка абразивным материалом внутренней стенки и кровли;
- подготовка лакокрасочных материалов к применению; нанесение покрытия на внутреннюю стенку и кровлю резервуара;
- струйная очистка абразивным материалом днища резервуара;
- нанесение покрытия на днище резервуара;
- контроль качества внутреннего покрытия;
- струйная очистка наружной поверхности резервуара, лестниц и ограждения;
- нанесение грунтовочного слоя на очищенную наружную поверхность;
- нанесение основного защитного слоя на наружную поверхность резервуара;
- контроль качества наружного покрытия.
1.5. Для производства работ по антикоррозионной защите резервуаров лакокрасочными покрытиями должны применяться стандартные и унифицированные средства и оборудование.
1.6. Для удаления пыли, паров и газов из рабочей зоны при выполнении ремонтных, очистных и окрасочных работ необходимо произвести монтаж системы приточно-вытяжной вентиляции.
2. ТРЕБОВАНИЯ К КОНСТРУКЦИИ РЕЗЕРВУАРОВ, ПОДЛЕЖАЩИХ АНТИКОРРОЗИОННОЙ ЗАЩИТЕ
2.1. Конструкция резервуара должна обеспечивать доступ к внутренней поверхности резервуара для ее качественной подготовки перед нанесением покрытия.
2.2. Продольные и кольцевые швы корпуса, штуцеров и люков с внутренней стороны должны быть зачищены заподлицо и выполнены с плавными переходами. Швы должны быть сплошными, равномерными и плотными. Брызги и капли металла должны быть удалены.
2.3. Угловые швы элементов резервуаров должны быть выполнены с радиусом закругления не менее 6 мм.
2.4. Острые грани должны быть выполнены с радиусом закругления не менее 3 мм.
2.5. Патрубки штуцеров, ввариваемых в резервуар, предпочтительно обрезать и зачищать заподлицо с внутренней поверхностью резервуара.
2.6. Монтажные приспособления необходимо удалить до начала антикоррозионных работ с тщательной зачисткой мест их приварки. Приварка деталей к аппарату или их удаление после нанесения антикоррозионной защиты запрещается.
2.7. Стыковые соединения металлоконструкций обвариваются полностью (вкруговую), чтобы исключить образование труднодоступных для очистки и окраски полостей.
3. ПОДГОТОВКА РЕЗЕРВУАРОВ, БЫВШИХ В ЭКСПЛУАТАЦИИ
3.1. Подготовка к антикоррозионной защите резервуаров, бывших в эксплуатации, является сложным и трудоемким процессом, который включает следующие технологические операции:
- опорожнение резервуара от нефти;
- очистка резервуара от остатков нефти и парафиновых отложений;
- производство ремонта резервуара.
3.2. На выполнение работ по подготовке каждого резервуара должен быть разработан проект производства работ (ППР).
3.3. ППР разрабатывается специализированными организациями, имеющими соответствующие лицензии Госгортехнадзора РФ и ГУГПС МВД РФ, утверждается исполнительным руководителем предприятия по месту принадлежности резервуара и согласовывается органами управления Госгортехнадзора РФ и Государственной противопожарной службы. Раздел ППР «Опорожнение резервуара от нефти» может быть разработан службой главного технолога предприятия по месту принадлежности резервуара.
3.4. После производства ремонтных работ проводят гидравлические испытания резервуара.
4. ОЧИСТКА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ РЕЗЕРВУАРА
4.1. Очистка внутренней поверхности резервуаров включает следующие операции:
- абразивная обработка;
- обдув сжатым воздухом.
- обеспыливание
4.2. Абразивная обработка имеет целью очистку металлической поверхности от окислов и придания ей оптимальной шероховатости для получения максимальной адгезии лакокрасочного покрытия. Очистка поверхности от окислов осуществляется методом струйной очистки с применением диоксида алюминия, купрошлака или топочных шлаков, которые вторично не используются, или пескоструйными аппаратами с применением кварцевого песка.
4.3. Особое внимание должно быть обращено на очистку сварных швов, раковин, оспин и труднодоступных мест. При очистке сварных швов следует тщательно удалять сварочные брызги, пригар, шлак. Удаление расслоений, задиров, острых кромок и других неровностей на поверхности металла может осуществляться механическим способом.
4.4. Сжатый воздух, предназначенный для абразивной обработки и окрашивания, должен соответствовать требованиям ГОСТ 9.010-80.
4.5. Абразивную обработку внутренней поверхности резервуаров производят в следующей последовательности: кровля, боковая поверхность, трубы внутренней обвязки, днище.
4.6. По окончании абразивной очистки и оседания пыли необходимо удалить отработанный абразивный материал из рабочей зоны, произвести обдувку очищенной поверхности сжатым воздухом и произвести обеспыливание поверхности с помощью вакуумной системы отсоса пыли.
4.7. Контроль качества подготовки металлической поверхности включает контроль очистки от окислов, обеспыливания и контроль шероховатости поверхности.
4.8. Контроль очистки от окислов осуществляется визуально путем сравнение с эталоном, соответствующим степени очистки 2 по ГОСТ 9.402-80 или Sa
2 по международному стандарту ISO 8501-1 и шведскому стандарту SIS 05-5900, т.е. при осмотре невооруженным глазом окалина и ржавчина не обнаруживаются. Поверхность должна быть ровного серого цвета.
4.9. Степень обеспыливания контролируется по количеству и размеру частиц пыли и должна быть не ниже 2 класса по ИСО 8502-3.
4.10. Шероховатость поверхности контролируется с помощью эталонов сравнения или профилометром любого типа и должна составлять 30-60 мкм.
4.11. При наличии на поверхности участков, не соответствующих требования обработку следует повторить.
4.12. По окончании работ комиссией составляется акт на работы по очистке внутренней поверхности резервуара, отражающий качество подготовки поверхности (Приложение 1).
5. ПОДГОТОВКА ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ К ПРИМЕНЕНИЮ
5.1. Отличительной особенностью однокомпонентных полиуретановых лакокрасочных материалов является то, что они не требуют применения специальных отвердителей, т.к. катализатором реакции полимеризации является влага воздуха. Данные материалы могут применяться при относительной влажности воздуха от 30 до 98% и температурах от 0°С до +50°С.
5.2 Однокомпонентные полиуретановые лакокрасочные материалы поставляются в готовом к употреблению состоянии. Подготовка их к применению заключается в тщательном перемешивании до достижения однородности материала.
5.3. При длительном хранении может произойти небольшое повышение вязкости лакокрасочного материала. В этом случае перед применением добавляется небольшое (до 10%) количество растворителя, предусмотренного технической документацией на применяемый материал, затем тщательно размешивается.
5.4. В таблице приведены основные характеристики однокомпонентных полиуретановых лакокрасочных материалов на примере фирмы Steelpaint (Германия).
Таблица
Характеристики полиуретановых лакокрасочных материалов фирмы Steelpaint (Германия).
| Технические характеристики | PU-REPAIR |
PU-ZINK | PU-TAR |
PU-MICA | PU-COVER, UV |
PU-SEALING ALU |
| Назначение | Преобразователь |
Цинксодержащая | Защитный слой для | Защитный слой для контакта с | Защитный слой для | Слой для наружного |
| ржавчины (лак) |
грунтовка | внутреннего покрытия | питьевои водой и промежуточный слой | наружного покрытия | покрытия с алюминиевой пудрой | |
|
Цвет материала | Бесцветный | Серый | Черный |
Темно-серый | Любой цвет | Алюминиевый |
|
Вид поверхности покрытия | Г лянцевая | Матовая |
Матовая | Матовая |
Г лянцевая | Блестящая |
| Плотность, г/см3 |
0,95 | 2,9 | 1,35 | 1,6 | 1,2 |
1,2 |
| Содержание сухого остатка, % | 27 | 71 | 68 | 64 | 52 | 65 |
| Срок хранения материала, мес. | 12 | 12 | 12 | 12 | 12 | 12 |
|
Условия применения: | ||||||
|
-раб.темпер.,°С; | 0-+50 |
0-+50 | 0-+50 | 0-+50 | 0-+50 | 0-+50 |
| -отн.вл. возд.,%; | 30-98 |
30-98 | 30-98 | 30-98 | 30-98 | 30-93 |
| -расход (теор), г/м2; |
35,2 | 327 | 294 |
200 | 185 | 185 |
| -толщина слоя, мкм; |
10-20 | 80 | 150 | 80 | 80 | 100 |
| -время сушки при 20°С, ч | 2 | 1 | 2 | 2 | 5 | 6 |
| Подготовка перед нанесением | Тщательно перемешать | |||||
6. АНТИКОРРОЗИОННАЯ ЗАЩИТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ РЕЗЕРВУАРОВ
6.1. Общие положения
6.1.1. Однокомпонентные полиуретановые материалы наносят методом безвоздушного распыления. Труднодоступные участки, кромки, углы, сварные швы предварительно окрашивают кистью или валиком.
6.1.2. В процессе нанесения температура металлической поверхности, окружающей среды и лакокрасочного материала должны соответствовать требованиям техдокументации на конкретный материал.
6.1.3 .Покрытие должно наноситься равномерным слоем. В процессе работы необходимо периодически контролировать толщину слоя с помощью инструмента для измерения толщины мокрой пленки.
6.1.4. При нанесении покрытий, состоящих из двух и более слоев, необходимо соблюдать интервал перед нанесением каждого следующего слоя, который должен соответствовать требованиям на конкретный материал.
6.1.5. По окончании нанесения при необходимости устраняют дефекты покрытия. Суммарная толщина покрытия должна соответствовать требованиям технической документации.
6.1.6. Время выдержки до ввода в эксплуатацию окрашенного резервуара составляет не менее 7 суток.
6.2. Системы покрытий и технология их нанесения на внутреннюю поверхность резервуара.
6.2.1. В качестве антикоррозионной защиты внутренней поверхности резервуаров используются следующие системы покрытий:
Новые резервуары:
Система покрытия на основе 2-х слоев цинксодержащей грунтовки и 2-х слоев покрывного материала;
Резервуары, бывшие в эксплуатации:
Система покрытия на основе 2-х слоев цинксодержащей грунтовки и 2-х слоев покрывного материала, или
Система покрытия на основе пропиточной грунтовки, слоя цинксодержащей грунтовки и 2-х слоев покрывного материала;
6.2.2. Технологический процесс защиты внутренней поверхности резервуара производится в следующей последовательности: кровля, боковая поверхность, днище, и включает следующие операции:
- Абразивная очистка металлической поверхности до степени Sa 2 согласно международному стандарту TSO 8501-1.
- Нанесение слоя цинксодержащей грунтовки толщиной сухого пленки 80 мкм.
- Отверждение покрытия в течение времени, определяемого технической документацией на материал и условиями окружающей среды.
- Нанесение 2-го слоя цинксодержащей грунтовки толщиной сухой пленки 80 мкм.
- Отверждение покрытия в течение времени, определяемого технической документацией на материал и условиями окружающей среды.
- Нанесение слоя покрывного материала толщиной сухой пленки 120-150 мкм.
- Отверждение покрытия в течение времени, определяемого технической документацией на материал и условиями окружающей среды.
- Нанесение 2-го слоя покрывного материала толщиной сухой пленки 120-150 мкм.
- Отверждение покрытия в течение времени, определяемого технической документацией на материал и условиями окружающей среды.
- Контроль покрытия.
6.2.3. При антикоррозионной защите резервуара, бывшего ранее в эксплуатации, на поверхность, имеющую отдельные пятна ржавчины, плотно сцепленной с основным металлом, в качестве первого слоя наносится грунтовочный пропиточный лак толщиной 10-20 мкм.
7. АНТИКОРРОЗИОННАЯ ЗАЩИТА НАРУЖНОЙ ПОВЕРХНОСТИ РЕЗЕРВУАРОВ
7.1. Общие положения
7.1.1. Все применяемые материалы наносят на чистую, сухую, свободную ото льда или конденсата поверхность.
7.1.2. Проведение работ по защите наружной поверхности стальных резервуаров при наличии атмосферных осадков (дождь, снег, туман) не допускается.
7.1.3. В процессе нанесения температура металлической поверхности, окружающей среды и лакокрасочного материала должны соответствовать требованиям техдокументации на конкретный материал.
7.1.4. Нанесение каждого слоя покрытия производят методом безвоздушного распыления. В труднодоступных местах возможно нанесение кистью. Места сварных соединений, а также поверхности, имеющие нелинейные переходы, необходимо прокрашивать кистью дополнительно.
7.1.5. При защите наружной поверхности резервуара, бывшего ранее в эксплуатации, и степени очистки от окислов St 2 или St 3 по международному стандарту TSO 8501-1 или шведскому стандарту STS 05-5900 возможно нанесение покрытия на частично ржавую поверхность. В этом случае на участки, покрытые плотно сцепленной с основным металлом ржавчиной, наносится слой преобразователя (лака).
7.1.6. Лакокрасочные материалы наносят на поверхность сплошным равномерным слоем. В процессе нанесения регулярно замеряют толщину мокрого слоя, визуально проверяют сплошность покрытия, после чего переходят к обработке следующего участка.
7.1.7. При нанесении покрытий, состоящих из двух и более слоев, необходимо соблюдать интервал перед нанесением каждого следующего слоя, который должен соответствовать требованиям на конкретный материал.
7.2. Системы покрытий и технология их нанесения на наружную поверхность резервуара.
7.2.1. В качестве антикоррозионной защиты наружной поверхности резервуаров используются следующие системы покрытий:
Новые резервуары:
Система покрытия на основе цинксодержащей грунтовки, промежуточного слоя и покрывного слоя, стойкого к воздействию ультрафиолета.
Резервуары, бывшие в эксплуатации:
Система покрытия на основе пропиточной грунтовки, слоя цинксодержащей грунтовки и 2-х слоев покрывного материала.
7.2.2. Нанесение и отверждение лакокрасочных материалов на наружную поверхность резервуара осуществляются аналогично описанным в п.п. 6.2.2 и
6.2.3.
8. ПОРЯДОК КОНТРОЛЯ И ПРИЕМКИ ПОКРЫТИЯ
8.1. На стадии подготовки металлической поверхности перед окраской проводятся следующие операции контроля:
- Контроль степени очистки от окислов согласно ГОСТ 9.402-80 или международному стандарту ISO 8501-1 и шведскому стандарту SIS 05-5900;
- Контроль обеспыливания с помощью липкой ленты типа «Скотч» с пылеконтрастной цветовой гаммой;
- Контроль шероховатости поверхности с помощью профилометра или эталонов сравнения.
8.2. При проведении окрасочных работ:
- Контроль толщины мокрого слоя;
- Визуальный контроль сплошности на наличие неокрашенных участков.
8.3. После высыхания покрытия:
- Внешний вид (визуально).
- Толщина сухой пленки (магнитный толщиномер).
- Сплошность покрытия (искровой дефектоскоп или низковольтный дефектоскоп типа - «мокрая губка» с напряжением 67,5 В).
8.4. Контроль осуществляется ответственным исполнителем за окрасочные работы и ответственным представителем Заказчика.
8.5. В специальном журнале пооперационного контроля должны фиксироваться:
- дата и время подготовительных и окрасочных работ;
- температура и относительная влажность воздуха и стенки резервуара в момент проведения работ;
- состояние поверхности металла перед окраской, степень чистоты, шероховатость поверхности;
- толщина мокрого слоя покрытия;
- толщина каждого слоя покрытия после его сушки и суммарная толщина;
- фактическая продолжительность и условия сушки каждого слоя покрытия;
- внешний вид покрытия, отметки о дефектах, обнаруженных при осмотре каждого слоя и их устранении.
8.6. Показатели качества покрытия должны соответствовать нормам, приводимым в технической документации на используемый лакокрасочный материал и систему покрытия.
8.7. После окончания осмотра комиссией составляется акт приемки покрытия резервуара в эксплуатацию (Приложение 2).
К акту прилагаются:
- сертификаты на применяемые материалы;
- акт на работы по подготовке стальной поверхности под окраску;
- акт на качество покрытия;
- акт на проведение окрасочных работ;
- сертификат качества на покрытие резервуара;
- журнал производства работ по антикоррозионной защите.
9.1. Организация и выполнение всех видов антикоррозионных работ должны обеспечивать безопасность на всех стадиях и соответствовать требованиям ГОСТ 12.1.007-76, ГОСТ 12.3.002-75, ГОСТ 12.3.005-75, ГОСТ 12.3.016-79, ГОСТ 12.4.009-75, ГОСТ 12.4.021-75 и СНиП III-4-80.
9.2. К антикоррозионным работам допускаются лица не моложе 18 лет, прошедшие медицинский осмотр, обучение и инструктаж согласно ГОСТ
12.0.004-79. Женщины к производству окрасочных работ не допускаются.
9.3. Подготовкой и окраской внутренней поверхности резервуара должно заниматься не менее 3 человек, один из которых должен находиться снаружи и наблюдать за работающими внутри.
9.4. При работе в резервуаре через каждые 45 минут работы следует делать 15-ти минутные перерывы с пребыванием на свежем воздухе.
9.5. При работе с лакокрасочными материалами следует руководствоваться «Правилами и нормами техники безопасности и производственной санитарии для окрасочных цехов» (М., Машиностроение, 1977).
9.6. Открытые участки тела при попадании на них лакокрасочных материалов или растворителей следует протереть ватным тампоном, смоченным в этиловом спирте, затем промыть водой с мылом.
9.7. Загрязненные растворители, опилки, песок, тряпки следует собирать в ведра и удалять в специально отведенные места. Следует обеспечивать меры и способы нейтрализации и уборки пролитых и рассыпанных лакокрасочных материалов и химикатов, а также эффективной очистки сточных вод перед сбросом их в водоемы в соответствии с требованиями ГОСТ 17.2.3.02-78.
9.8. Прием пищи и курение производятся в специально выделенных помещениях.
ПРИЛОЖЕНИЯ ПРИЛОЖЕНИЕ 1
УТВЕРЖДАЮ Главный инженер предприятия
« »_2001 г.
АКТ
на очистные работы при подготовке металлической поверхности резервуара к окраске
Комиссия в составе
произвела осмотр и проверку качества подготовки поверхности металла для нанесения покрытия в резервуаре марки_№_
цех
Состояние внутренней поверхности резервуара:
(указать степень очистки от окислов, шероховатость поверхности, внешний
вид поверхности и заключение о возможности проведения окрасочных работ)
Подписи:
ПРИЛОЖЕНИЕ 2
АКТ №
на приемку покрытия резервуара №_
(наименование объекта)
« »_2001 г.
Мы, нижеподписавшиеся,_______________________________________________________
составили настоящий акт в том, что в резервуаре_
нанесено антикоррозионное покрытие
(характеристика покрытия по элементам конструкции резервуара)
(количество слоев лакокрасочного материала, марка)
Поверхность была подготовлена__
(способ подготовки поверхности) Осмотр внутренней (наружной) поверхности резервуара показал, что_
(качество покрытия, цвет, адгезия, потоки, сплошность) Обнаружены дефекты___________________________________________________________
(наименование дефектов покрытия) Дефекты исправлены____________________________________________
(указать, каким образом)
Комиссия считает, что окрашенная поверхность резервуара пригодна к эксплуатации.
Подписи:
Регламент расчета полезной емкости резервуарного парка и разработки технологических карт на резервуары и резервуарные парки Стр. 1 из 17
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
АКЦИОНЕРНАЯ КОМПАНИЯ ПО ТРАНСПОРТУ НЕФТИ «ТРАНСНЕФТЬ»
ОАО «АК «ТРАНСНЕФТЬ»
(СТАНДАРТЫ ПРЕДПРИЯТИЯ)
АКЦИОНЕРНОЙ КОМПАНИИ ПО ТРАНСПОРТУ НЕФТИ «ТРАНСНЕФТЬ»
ТОМ I
Москва 2003
РЕГЛАМЕНТ
РАСЧЕТА ПОЛЕЗНОЙ ЕМКОСТИ РЕЗЕРВУАРНОГО ПАРКА И РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ КАРТ НА РЕЗЕРВУАРЫ И
РЕЗЕРВУАРНЫЕ ПАРКИ
Утвержден 17 апреля 2001 г.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Область применения
1.1.1. Данный Регламент вводится вместо «Регламента по расчету полезной емкости резервуарного парка» от 8 сентября 2000 года, «Регламента разработки технологических карт резервуаров и резервуарных парков и обеспечения ими рабочих мест» от 9 марта 2000 года и «Уточнения к регламенту по расчету полезной емкости резервуарного парка» от 19 октября 2000 года.
1.1.2. Настоящий регламент распространяется на резервуары и резервуарные парки для нефти в системе ОАО АК «Транснефть».
1.1.3. Регламентом определяется методика расчета потенциальной полезной емкости резервуаров и резервуарных парков каждой НПС и ОАО МН в целом.
1.1.4. Регламентом определяется методика расчета емкости единичного резервуара и резервуарного парка на каждой НПС и ОАО МН в целом с учетом нормативных ограничений по его заполнению нефтью.
1.1.5. Регламент определяет порядок разработки технологических карт резервуаров и резервуарных парков и обеспечения ими рабочих мест товарных операторов НПС (ЛПДС), диспетчерских служб РНУ, ОАО МН.
1.1.6 Регламент разработан на основании:
- «Методики определения нормативов технологических остатков нефти в резервуарных парках ОАО «АК «Транснефть» от 2.03.2001 года.
- РД «Правила технической эксплуатации резервуаров магистральных нефтепроводов», введенные в действие приказом ОАО «АК «Транснефть» № 25 от 12.03.2001 года.
- РД 153-39.4-056-00 «Правила технической эксплуатации магистральных нефтепроводов.
- ВНТП 2-86 «Нормы технологического проектирования магистральных нефтепроводов».
1.1.7. Регламент разработан с целью введения единых терминов, используемых в технологической карте резервуаров, единой методики расчета полезной емкости резервуарного парка и предназначен для пользования службами ОАО МН при разработке технологических карт.
1.2.1. В настоящем Регламенте применяются следующие термины с соответствующими определениями:
Товарная нефть - нефть грузоотправителей и ОАО МН, предназначенная для транспортировки конечным грузополучателям и использования на собственные нужды.
КПТ - камера системы пенотушения.
ПРП - приемо-раздаточный патрубок.
Нконстр - расстояние, определяемое типом и конструкцией резервуара.
Объем по строительному ному номиналу (Ус1р) - объем, определяемый высотой стенки резервуара.
Потенциальная полезная ёмкость резервуара (Упп) - объем, определяемый разностью объемов максимально допустимого и минимально допустимого уровней.
Полезный объем резервуара (Уп) - объем, равный разности между объемом нормативного уровня верхнего и объемом нормативного уровня нижнего. Технологический остаток (Р^о) - объем нефти, который включает в себя минимально допустимый остаток (УХ|ин доп), определяемый минимально допустимым уровнем (Нмин доп), и технологический запас ( ^Гз).
Технологический запас( ^Гз) - объем нефти, необходимый для устойчивой работы участка нефтепровода в течение установленного времени. Нормативный уровень аварийный (На) - уровень, необходимый для создания емкости аварийного сброса нефти, предназначенной для:
- защиты участка нефтепровода и технологических трубопроводов НПС от превышения давления;
- освобождения поврежденного участка трубопровода от нефти при аварии на линейной части;
- сброса давления из участков нефтепровода.
Минимально допустимый уровень (Нмин доп) - уровень, дальнейшее снижение которого ограничивается воронкообразованием и кавитацией насосов,
необходимостью полного затопления струи при приёме нефти в резервуар, высотой стоек при наличии понтона или плавающей крыши.
Максимально допустимый уровень (Нмакс доп) - уровень взлива, дальнейшее повышение которого ограничивается температурным расширением нефти и
конструктивными особенностями резервуаров:
- для РВС со стационарной крышей и понтоном - высотой от днища до врезки пенокамеры, с учетом высоты понтона;
- для РВС с плавающей крышей - разностью высот стенки резервуара и плавающей крыши;
- для ЖБР - высотой от днища до плит перекрытия.
Нормативный уровень нижний (Нн) - уровень нефти, необходимый для устойчивой работы откачивающих агрегатов в течение времени, достаточного для оперативных действий (передачи соответствующих оперативных распоряжений или согласований, остановки откачивающих агрегатов и отключения резервуаров) или для переключения на откачку нефти с одной группы резервуаров на другую.
Нормативный уровень верхний (Нв) - уровень нефти, необходимый для создания запаса емкости, достаточной для приема нефти из трубопровода на
время оперативных действий по отключению резервуаров (передача соответствующих оперативных распоряжений и согласований, остановка перекачки, отключение резервуаров) или переключению приема нефти с одной группы резервуаров на другую.
Воронкообразование - вращательное движение частиц жидкости с образованием воронки при ее истечении из резервуара через приемо-раздаточный патрубок.
Схема технологического процесса перекачки нефти «через резервуары» (режим «прием-сдача») - поочередный прием нефти в один или группу резервуаров, при этом подача нефти на следующую станцию осуществляется из другого резервуара (или другой группы резервуаров).
Схема технологического процесса перекачки нефти с ««подключенными резервуарами» (транзитные резервуары) - движение нефти из нефтепровода в нефтепровод с подключением резервуарного парка к приемной линии насосной. Применяют для компенсации производительностей предыдущего и последующего участков нефтепровода.
Эксплуатационный участок магистрального нефтепровода - участок нефтепровода между двумя перекачивающими станциями с резервуарными парками, работающий в едином гидравлическом режиме.
2. МЕТОДИКА РАСЧЕТА ПОТЕНЦИАЛЬНОЙ ПОЛЕЗНОЙ ЕМКОСТИ РЕЗЕРВУАРНОГО ПАРКА
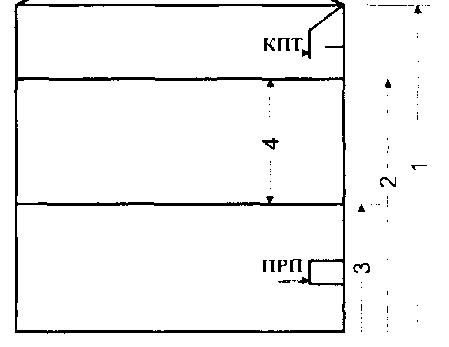
Рис. 1
1 - высота стенки резервуара
2 - максимально допустимый уровень взлива
3 - минимально допустимый уровень взлива
4 - высота, определяющая потенциальную полезную емкость
2.1. Расчет максимального допустимого уровня взлива
2.1.1. Максимально допустимый уровень в резервуаре определяется по формуле:
Н = Н
100 мм,
макс доп констр
где Нконстр - расстояние, определяемое типом и конструкцией резервуара:
- для РВС со стационарной крышей и с понтоном - от днища (в районе уторного уголка) до нижней образующей пенокамеры;
- для резервуаров РВС с плавающей крышей - от днища (в районе уторного уголка) до верха стенки;
- для ЖБР - от днища до плит перекрытия.
2.1.2. Расстояние, определяющее запас емкости на температурное расширение нефти, принимается равным 100 мм.
Для ЖБР и РВС со стационарной крышей 100 мм отмеряются от зеркала нефти.
Для РВС с понтоном 100 мм отмеряются от нижней образующей пенокамеры до верха короба понтона и вычитается высота понтона, с учетом его погружения.
Для РВС с плавающей крышей 100 мм отмеряются от верха стенки до короба крыши и вычитается высота плавающей крыши, с учетом ее погружения.
2.2. Расчет минимально допустимого уровня взлива
2.2.1. Минимально допустимый уровень (Нмин доп) нефти в резервуаре со стационарной крышей рассчитывается, исходя из условия недопустимости
прорыва воздуха в приемо-раздаточный патрубок резервуара при воронкообразовании.
2.2.2. В резервуаре с плавающей крышей или понтоном величина минимально допустимого уровня определяется высотой стоек и расстоянием 30 см от днища резервуара до низа опорных стоек.
2.2.3. В резервуаре с понтоном, опорные стойки которого установлены на днище, минимально допустимый уровень определяется высотой опорных стоек и расстоянием на 30 см выше них.
2.2.4. Минимальный уровень по воронкообразованию определяется в зависимости от конструктивного расположения приемо-раздаточного патрубка (ПРП), его диаметра и производительности опорожнения резервуара, которая зависит от производительности напорного участка нефтепровода при схеме перекачки «через резервуары» и максимальной разности производительностей приемного и напорного участков при схеме перекачки с «подключенными резервуарами».
Величина Нмин доп определяются по формуле
Н
Н мин доп![]()
где Нкр - критическая высота уровня жидкости в резервуаре, при которой начинается устойчивое истечение с воронкой, м;
А - расстояние от днища резервуара до оси приемо-раздаточного патрубка, м; значения А определяются по паспорту резервуара.
мин доп
где Re = V • dn / v - критерий Рейнольдса; dn - диаметр приемо-раздаточного патрубка, м;
V - скорость в одном приемо-раздаточном патрубке, м/с.
Определяется по максимальной производительности заполнения - опорожнения резервуара Q, м3/с. Максимально допустимые скорости представлены в приложении 1;
v - кинематическая вязкость при максимальной температуре перекачиваемой жидкости, м2/с;
Ф - угол среза приемо-раздаточного патрубка, рад.
2.2.5. При наличии в резервуаре «хлопушки» с горизонтально или максимально поднятой крышкой угол среза ПРП следует принимать равным ф = 30 град.
2.2.6. В приложении 1 представлены результаты расчета Нкр в зависимости от диаметра и угла среза ПРП, производительности опорожнения и вязкости
перекачиваемой жидкости. Диапазон изменения параметров: d = 0,1 - 0,7 м;
ф = 30, 90, 120 (соответственно 0,5236; 1,5708; 2,0944 рад.);
Q = 100 - 7000 м3/ч;
v = 0,5 • 10-6 - 30 • 10-6 м2/с.
Для резервуаров с донным отводом жидкости минимально допустимый уровень Нмин доп определяется по приложению 2.
2.2.7. Расчетная производительность заполнения (опорожнения) резервуара определяется по максимально возможной производительности участка нефтепровода, с учетом:
- фактически установленных на резервуаре предохранительных и дыхательных клапанов, вентиляционных патрубков, огневых предохранителей;
- ограничений скорости движения нефти с целью обеспечения электростатической безопасности (приложение 3);
- ограничения скорости движения нефти установленной проектом (исполнительной документацией) для резервуара, понтона или плавающей крыши;
- ограничения производительности заполнения (опорожнения) резервуара, из-за объединения в группу.
2.3. Расчет потенциальной полезной емкости резервуарного парка
2.3.1. Потенциальная полезная емкость резервуара (VHH) определяется по формуле:
V = (Н -Н ) • F
пп макс доп мин доп
где F - площадь зеркала нефти в резервуаре, м2.
2.3.2. Потенциальная полезная емкость резервуарного парка (V^ рп) определяется как сумма потенциальных полезных емкостей резервуаров парка НПС:
1=n
пп / j пп1 1=1 ,
где n - количество резервуаров в парке.
3. МЕТОДИКА РАСЧЕТА ПОЛЕЗНОЙ ЕМКОСТИ РЕЗЕРВУАРНОГО ПАРКА С УЧЕТОМ НОРМАТИВНЫХ ОГРАНИЧЕНИЙ
3.1. Расчет запаса аварийного объема
3.1.1. Общий запас аварийной емкости (Va рп) не должен превышать двухчасовую пропускную способность подводящего нефтепровода. Объем аварийной емкости резервуарного парка является нормативным ограничением по аварийному запасу и рассчитывается по формуле:
V& рп = 2 Q,
где Q (м3/ч) определяется из расчета производительности нефтепровода на максимальном режиме работы по установленному оборудованию.
3.2. Расчет запаса объема резервуарного парка по нормативному уровню нижнему
3.2.1. Для резервуарного парка указанный запас емкости (Vu рп) равен сумме всех объемов (V^) в резервуарах парка и является нормативным ограничением по нижнему уровню. Объем резервуарного парка по нормативному уровню нижнему должен быть рассчитан на хранение технологического запаса нефти.
3.2.2. Объем резервуарного парка по нормативному уровню нижнему определяется по формуле:
где Ц, = (Нн - Нмин доп) • F.
нрп
F - площадь зеркала нефти в резервуаре, м n - количество резервуаров в парке;
Регламент расчета полезной емкости резервуарного парка и разработки технологических карт на резервуары и резервуарные парки Нн - нормативный уровень нижний.
3.2.3. Уровень (Нн) для резервуара определяется по формуле:
Н _ Н + Of
н миндоп т~
F ,
где Q - максимально допустимая производительность опорожнения резервуара, м3/ч; t - время, необходимое для оперативных действий, принимается равным 0,5 часа;
F - площадь зеркала нефти в резервуаре, м2.
3.3. Расчет запаса объема резервуарного парка по нормативному уровню верхнему
3.3.1. Для резервуарного парка указанный запас емкости (V,R рп) равен сумме всех объемов (^в) в резервуарах парка и является нормативным ограничением по верхнему уровню.
врп в1
l_1 ,
где ^Bi' (Нмакс доп - Нв) F;
F - площадь зеркала нефти в резервуаре, м2; n - количество резервуаров в парке, (V& рп);
(Нв) - нормативный уровень верхний.
3.3.2. Уровень (Нв) для резервуара определяется по формуле:
Н _ Н - Of
в макс.доп f
где Q - максимально допустимая производительность заполнения резервуара, м3/ч; t - время, необходимое для оперативных действий, принимается равным 0,5 часа;
F - площадь зеркала нефти в резервуаре, м2.
3.4. Методика расчета полезной емкости резервуарного парка с учетом нормативных ограничений
3.4.1. Полезная емкость резервуарного парка с учетом нормативных ограничений - это емкость резервуарного парка, которую можно использовать при проведении товарных операций при приеме, транспортировке и отгрузке нефти.
3.4.2. Полезная емкость резервуарного парка определяется как разность между потенциальной полезной емкостью резервуарного парка (V^ рп) и нормативными ограничениями:
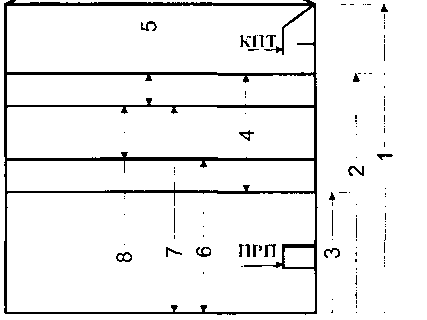
Рис. 2
1 - высота стенки резервуара;
2 - максимально допустимый уровень взлива;
3 - минимально допустимый уровень взлива;
4 - высота, определяющая потенциальную полезную емкость;
5 - нормативный объем аварийный;
6 - нормативный уровень нижний;
7 - нормативный уровень верхний;
8 - высота, определяющая полезную емкость резервуара
3.4.3. Полезная емкость резервуарного парка определяется по формуле:
V = V - V - V - V
п рп пп рп н рп в рп а рп
3.4.4. Для резервуаров, в которых хранится технологический запас (V^), вместо (VH рП) в данную формулу ставится (Vy, при условии, (V^) больше или
равно ( Ун рп).
3.4.5. Для резервуарных парков, резервуары которых расположены на разных геодезических отметках, разрабатывается операционная карта, по которой технологические переключения исключают (сокращают) потери полезной емкости из-за разницы отметок днищ резервуаров.
4. РАСЧЕТ КОЭФФИЦИЕНТА ПОЛЕЗНОЙ ЕМКОСТИ
4.1. Коэффициент полезной емкости (К) определяется отношением полезной емкости резервуарного парка (^ рп) к объему резервуарного парка по строительному номиналу (V^):
V
K _ ППр
V
стр .
5. ПОРЯДОК РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ КАРТ, ВНЕСЕНИЯ В НИХ ИЗМЕНЕНИЙ И ОБЕСПЕЧЕНИЯ ИМИ РАБОЧИХ МЕСТ
5.1. Технологическая карта должна содержать следующую информацию:
- номер резервуара по технологической схеме;
- тип резервуара;
- высота трафаретной отметки (абсолютная отметка от окрайки днища резервуара);
- высота врезки пенокамеры;
- диаметр приемо-раздаточных патрубков (ПРП), расстояние от днища до оси ПРП, до верхней образующей ПРП, объем взлива до верхней образующей ПРП, максимальная производительность ПРП;
- высота максимально и минимально допустимых уровней взливов нефти, объемы по максимально и минимально допустимым уровням взлива, технологический остаток;
- тип, количество, диаметр, суммарная пропускная способность дыхательных и предохранительных клапанов, вентиляционных патрубков, с учетом установленных огнепреградителей;
- максимально допустимая скорость движения понтона, плавающей крыши;
- максимально допустимая производительность заполнения (опорожнения) резервуара;
- количество резервуаров, одновременно подключаемых в технологическую группу;
- наличие приборов замера уровня, устройств для размыва донных отложений, газоуравнительной системы.
5.2. Технологические карты (Приложение 5) составляются техническими службами НПС (ЛПДС) на основании градуировочных таблиц, исполнительной документации на строительство (реконструкцию, капитальный ремонт) резервуаров и резервуарных парков и подписываются руководством НПС (ЛПДС). После составления и подписания технологическая карта направляется на рассмотрение и подписание в РНУ (УМН).
5.3. Главный инженер РНУ (УМН) проверяет правильность составления и заполнения технологических карт, соответствие их исполнительной документации, подписывает их и направляет в ОАО МН.
5.4. Главный технолог, начальники отдела эксплуатации и товарно-транспортного отдела проверяют соответствие технологических карт нормативным документам, режимам перекачки и эксплуатации нефтепроводов, согласовывают их и представляют на утверждение главному инженеру ОАО МН.
5.5. Утвержденные главным инженером ОАО МН технологические карты направляются на рабочие места персонала, осуществляющего товарнотранспортные операции (операторные НПС, диспетчерские РНУ, ОАО МН), в диспетчерское управление ОАО «АК «Транснефть» и на сервер компьютерной сети в систему «СКУТОР» ОАО «АК «Транснефть».
5.6. В случае изменения технологических параметров эксплуатации резервуаров, после капитального ремонта (реконструкции), замены оборудования на резервуаре или в резервуарном парке руководство НПС в срок не более трех дней должно представить измененные технологические карты, с обоснованием изменений в РНУ (УМН).
5.7. Главный инженер и службы РНУ (УМН) в срок не более трех дней проверяют соответствие внесенных изменений исполнительной документации, обоснованность и правильность внесения изменений, подписывают и направляют измененные технологические карты на утверждение в ОАО МН.
5.8. Главный технолог, начальники отдела эксплуатации и товарно-транспортного отдела ОАО МН, в срок не более пяти дней проверяют соответствие изменений, внесенных в технологические карты, нормативным документам, режимам перекачки и эксплуатации нефтепроводов, согласовывают измененные технологические карты и представляют их на утверждение главному инженеру ОАО МН.
5.9. Утвержденные главным инженером ОАО МН измененные технологические карты направляются на рабочие места персонала, осуществляющего товарно-транспортные операции (операторные НПС, диспетчерские РНУ, ОАО МН), в диспетчерское управление ОАО «АК «Транснефть» и на сервер компьютерной сети в систему «СКУТОР» ОАО «АК «Транснефть».
5.10. Сведения о техническом состоянии резервуаров, потенциальной полезной емкости составляются ОАО МН согласно Приложению 4 и передаются по электронной почте на сервер Компании по системе СКУТОР к 20 числу ежемесячно для отдела магистральных нефтепроводов и нефтебаз ОАО «АК «Транснефть».
Приложение 1
Критическая высота уровня жидкости в резервуаре, с которой начинается устойчивое истечение с воронкой, Нкр, м
|
Производительность через один приемор аздаточный патрубок, м3/ч | Скорость в приемораздаточном патрубке, м/с | Угол среза приемораздаточного патрубка, град. |
Вязкость 10-6, м2/с | ||||||||||||||
| 5 | 10 |
15 | 20 | 25 |
30 | 40 | 50 |
60 | 70 | 80 |
90 | 100 | 110 |
120 | |||
| 1 | 2 | 3 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 |
|
Диаметр ПРП - 0,15 м | |||||||||||||||||
| 100 | 1,57 | 30 |
0,10 | 0,08 | 0,07 |
0,06 | 0,06 | 0,05 | 0,05 | 0,05 |
0,04 | 0,04 | 0,04 |
0,04 | 0,04 | 0,03 | 0,03 |
| 100 |
1,57 | 90 | 0,17 | 0,13 | 0,12 |
0,11 | 0,10 | 0,09 |
0,08 | 0,08 | 0,07 | 0,07 | 0,07 |
0,06 | 0,06 | 0,06 |
0,06 |
| 100 |
1,57 | 120 | 0,20 |
0,16 | 0,14 | 0,12 | 0,11 | 0,11 |
0,10 | 0,09 | 0,09 |
0,08 | 0,08 | 0,07 | 0,07 | 0,07 |
0,07 |
| 200 |
3,15 | 30 | 0,12 |
0,10 | 0,09 | 0,08 | 0,07 | 0,07 |
0,06 | 0,06 | 0,05 |
0,05 | 0,05 | 0,05 | 0,05 | 0,04 |
0,04 |
| 200 |
3,15 | 90 | 0,21 |
0,17 | 0,15 | 0,13 | 0,13 | 0,12 |
0,11 | 0,10 | 0,09 |
0,09 | 0,08 | 0,08 | 0,08 | 0,08 |
0,07 |
| 200 |
3,15 | 120 | 0,25 |
0,20 | 0,17 | 0,16 | 0,14 | 0,14 |
0,12 | 0,11 | 0,11 |
0,10 | 0,10 | 0,09 | 0,09 | 0,09 |
0,09 |
| 300 |
4,72 | 90 | 0,24 |
0,19 | 0,17 | 0,15 | 0,14 | 0,13 |
0,12 | 0,11 | 0,11 |
0,10 | 0,10 | 0,09 | 0,09 | 0,09 |
0,08 |
| 300 |
4,72 | 120 | 0,28 |
0,22 | 0,20 | 0,18 | 0,17 | 0,16 |
0,14 | 0,13 | 0,12 |
0,12 | 0,11 | 0,11 | 0,10 | 0,10 |
0,10 |
| 400 |
6,29 | 30 | 0,16 |
0,12 | 0,11 | 0,10 | 0,09 | 0,09 |
0,08 | 0,07 | 0,07 |
0,06 | 0,06 | 0,06 | 0,06 | 0,06 |
0,05 |
| 400 |
6,29 | 90 | 0,27 |
0,21 | 0,19 | 0,17 | 0,16 | 0,15 |
0,13 | 0,13 | 0,12 |
0,11 | 0,11 | 0,10 | 0,10 | 0,10 |
0,09 |
| 400 |
6,29 | 120 | 0,31 |
0,25 | 0,22 | 0,20 | 0,18 | 0,17 |
0,16 | 0,14 | 0,14 |
0,13 | 0,12 | 0,12 | 0,11 | 0,11 |
0,11 |
| 500 |
7,86 | 30 | 0,17 |
0,13 | 0,12 | 0,11 | 0,10 | 0,09 |
0,08 | 0,08 | 0,07 |
0,07 | 0,07 | 0,06 | 0,06 | 0,06 |
0,06 |
| 500 |
7,86 | 90 | 0,29 |
0,23 | 0,20 | 0,18 | 0,17 | 0,16 |
0,15 | 0,13 | 0,13 |
0,12 | 0,12 | 0,11 | 0,11 | 0,10 |
0,10 |
| 500 |
7,86 | 120 | 0,34 |
0,27 | 0,23 | 0,21 | 0,20 | 0,18 |
0,17 | 0,16 | 0,15 |
0,14 | 0,13 | 0,13 | 0,12 | 0,12 |
0,12 |
| 750 |
11,80 | 30 | 0,19 |
0,15 | 0,13 | 0,12 | 0,11 | 0,11 |
0,10 | 0,09 | 0,08 |
0,08 | 0,08 | 0,07 | 0,07 | 0,07 |
0,07 |
| 750 |
11,80 | 90 | 0,33 |
0,26 | 0,23 | 0,21 | 0,19 | 0,18 |
0,17 | 0,15 | 0,15 |
0,14 | 0,13 | 0,13 | 0,12 | 0,12 |
0,12 |
| 750 |
11,80 | 120 | 0,38 |
0,30 | 0,27 | 0,24 | 0,22 | 0,21 |
0,19 | 0,18 | 0,17 |
0,16 | 0,15 | 0,15 | 0,14 | 0,14 |
0,13 |
| Диаметр ПРП - 0,2 м | |||||||||||||||||
| 100 | 0,88 | 30 | 0,12 |
0,09 | 0,08 | 0,07 |
0,07 | 0,07 | 0,06 | 0,06 | 0,05 |
0,05 | 0,05 | 0,05 |
0,04 | 0,04 | 0,04 |
| 100 | 0,88 |
90 | 0,21 | 0,16 | 0,14 | 0,13 |
0,12 | 0,11 | 0,10 |
0,10 | 0,09 | 0,09 | 0,08 | 0,08 |
0,08 | 0,07 | 0,07 |
| 100 | 0,88 |
120 | 0,24 | 0,19 |
0,16 | 0,15 | 0,14 | 0,13 | 0,12 |
0,11 | 0,10 | 0,10 |
0,09 | 0,09 | 0,09 | 0,08 | 0,08 |
| 200 | 1,77 | 30 | 0,15 | 0,12 |
0,10 | 0,09 | 0,09 |
0,08 | 0,07 | 0,07 | 0,07 | 0,06 |
0,06 | 0,06 | 0,06 |
0,05 | 0,05 |
|
200 | 1,77 | 90 |
0,26 | 0,21 | 0,18 | 0,16 | 0,15 |
0,14 | 0,13 | 0,12 |
0,11 | 0,11 | 0,10 | 0,10 | 0,10 |
0,09 | 0,09 |
|
200 | 1,77 | 120 |
0,30 | 0,24 | 0,21 | 0,19 | 0,18 |
0,16 | 0,15 | 0,14 |
0,13 | 0,12 | 0,12 | 0,11 | 0,11 |
0,11 | 0,10 |
|
300 | 2,65 | 30 |
0,17 | 0,14 | 0,12 | 0,11 | 0,10 |
0,09 | 0,09 | 0,08 |
0,07 | 0,07 | 0,07 | 0,07 | 0,06 |
0,06 | 0,06 |
|
300 | 2,65 | 90 |
0,30 | 0,24 | 0,21 | 0,19 | 0,17 |
0,16 | 0,15 | 0,14 |
0,13 | 0,12 | 0,12 | 0,11 | 0,11 |
0,11 | 0,10 |
|
300 | 2,65 | 120 |
0,34 | 0,27 | 0,24 | 0,22 | 0,20 |
0,19 | 0,17 | 0,16 |
0,15 | 0,14 | 0,14 | 0,13 | 0,13 |
0,12 | 0,12 |
|
400 | 3,54 | 30 |
0,19 | 0,15 | 0,13 | 0,12 | 0,11 |
0,10 | 0,09 | 0,09 |
0,08 | 0,08 | 0,07 | 0,07 | 0,07 |
0,07 | 0,07 |
|
400 | 3,54 | 90 |
0,33 | 0,26 | 0,23 | 0,21 | 0,19 |
0,18 | 0,16 | 0,15 |
0,14 | 0,14 | 0,13 | 0,12 | 0,12 |
0,12 | 0,11 |
|
400 | 3,54 | 120 |
0,38 | 0,30 | 0,26 | 0,24 | 0,22 |
0,21 | 0,19 | 0,18 |
0,16 | 0,16 | 0,15 | 0,14 | 0,14 |
0,13 | 0,13 |
|
500 | 4,42 | 30 |
0,20 | 0,16 | 0,14 | 0,13 | 0,12 |
0,11 | 0,10 | 0,09 |
0,09 | 0,08 | 0,08 | 0,08 | 0,07 |
0,07 | 0,07 |
|
500 | 4,42 | 90 |
0,35 | 0,28 | 0,24 | 0,22 | 0,21 |
0,19 | 0,18 | 0,16 |
0,15 | 0,15 | 0,14 | 0,13 | 0,13 |
0,13 | 0,12 |
|
500 | 4,42 | 120 |
0,41 | 0,32 | 0,28 | 0,26 | 0,24 |
0,22 | 0,20 | 0,19 |
0,18 | 0,17 | 0,16 | 0,16 | 0,15 |
0,14 | 0,14 |
|
750 | 6,63 | 30 |
0,23 | 0,18 | 0,16 | 0,15 | 0,14 |
0,13 | 0,12 | 0,11 |
0,10 | 0,10 | 0,09 | 0,09 | 0,09 |
0,08 | 0,08 |
|
750 | 6,63 | 90 |
0,40 | 0,32 | 0,28 | 0,25 | 0,24 |
0,22 | 0,20 | 0,19 |
0,18 | 0,17 | 0,16 | 0,15 | 0,15 |
0,14 | 0,14 |
|
750 | 6,63 | 120 |
0,47 | 0,37 | 0,32 | 0,29 | 0,27 |
0,26 | 0,23 | 0,22 |
0,20 | 0,19 | 0,18 | 0,18 | 0,17 |
0,17 | 0,16 |
|
1000 | 8,85 | 30 |
0,26 | 0,20 | 0,18 | 0,16 | 0,15 |
0,14 | 0,13 | 0,12 |
0,11 | 0,11 | 0,10 | 0,10 | 0,09 |
0,09 | 0,09 |
| 1000 | 8,85 | 90 | 0,44 |
0,35 | 0,31 | 0,28 |
0,26 | 0,24 | 0,22 | 0,21 | 0,19 |
0,18 | 0,18 | 0,17 |
0,16 | 0,16 | 0,15 |
| 1000 | 8,85 |
120 | 0,51 | 0,41 | 0,35 | 0,32 |
0,30 | 0,28 | 0,26 |
0,24 | 0,22 | 0,21 | 0,20 | 0,20 |
0,19 | 0,18 | 0,18 |
| 1500 | 13,27 |
30 | 0,29 | 0,23 |
0,20 | 0,18 | 0,17 | 0,16 | 0,15 |
0,14 | 0,13 | 0,12 |
0,12 | 0,11 | 0,11 | 0,10 | 0,10 |
| 1500 | 13,27 | 90 | 0,51 | 0,40 |
0,35 | 0,32 | 0,30 |
0,28 | 0,25 | 0,24 | 0,22 | 0,21 |
0,20 | 0,19 | 0,19 |
0,18 | 0,18 |
|
1500 | 13,27 | 120 |
0,59 | 0,47 | 0,41 | 0,37 | 0,34 |
0,32 | 0,29 | 0,27 |
0,26 | 0,24 | 0,23 | 0,22 | 0,22 |
0,21 | 0,20 |
|
Диаметр ПРП - 0,25 м | |||||||||||||||||
| 100 | 0,57 | 30 |
0,14 | 0,11 | 0,10 |
0,09 | 0,08 | 0,08 | 0,07 | 0,06 |
0,06 | 0,06 | 0,05 |
0,05 | 0,05 | 0,05 | 0,05 |
| 100 |
0,57 | 90 | 0,24 | 0,19 | 0,17 |
0,15 | 0,14 | 0,13 |
0,12 | 0,11 | 0,10 | 0,10 | 0,09 |
0,09 | 0,09 | 0,09 |
0,08 |
| 100 |
0,57 | 120 | 0,28 |
0,22 | 0,19 | 0,17 | 0,16 | 0,15 |
0,14 | 0,13 | 0,12 |
0,11 | 0,11 | 0,11 | 0,10 | 0,10 |
0,10 |
| 200 |
1,13 | 30 | 0,17 |
0,14 | 0,12 | 0,11 | 0,10 | 0,10 |
0,09 | 0,08 | 0,08 |
0,07 | 0,07 | 0,07 | 0,06 | 0,06 |
0,06 |
| 200 |
1,13 | 90 | 0,30 |
0,24 | 0,21 | 0,19 | 0,18 | 0,17 |
0,15 | 0,14 | 0,13 |
0,12 | 0,12 | 0,11 | 0,11 | 0,11 |
0,10 |
| 200 |
1,13 | 120 | 0,35 |
0,28 | 0,24 | 0,22 | 0,20 | 0,19 |
0,17 | 0,16 | 0,15 |
0,14 | 0,14 | 0,13 | 0,13 | 0,12 |
0,12 |
| 300 |
1,70 | 30 | 0,20 |
0,16 | 0,14 | 0,13 | 0,12 | 0,11 |
0,10 | 0,09 | 0,09 |
0,08 | 0,08 | 0,08 | 0,07 | 0,07 |
0,07 |
| 300 |
1,70 | 90 | 0,34 |
0,27 | 0,24 | 0,22 | 0,20 | 0,19 |
0,17 | 0,16 | 0,15 |
0,14 | 0,14 | 0,13 | 0,13 | 0,12 |
0,12 |
| 300 |
1,70 | 120 | 0,40 |
0,32 | 0,28 | 0,25 | 0,23 | 0,22 |
0,20 | 0,18 | 0,17 |
0,16 | 0,16 | 0,15 | 0,15 | 0,14 |
0,14 |
| 400 |
2,26 | 30 | 0,22 |
0,17 | 0,15 | 0,14 | 0,13 | 0,12 |
0,11 | 0,10 | 0,10 |
0,09 | 0,09 | 0,08 | 0,08 | 0,08 |
0,08 |
| 400 |
2,26 | 90 | 0,38 |
0,30 | 0,26 | 0,24 | 0,22 | 0,21 |
0,19 | 0,18 | 0,17 |
0,16 | 0,15 | 0,14 | 0,14 | 0,14 |
0,13 |
| 400 |
2,26 | 120 | 0,44 |
0,35 | 0,30 | 0,28 | 0,26 | 0,24 |
0,22 | 0,20 | 0,19 |
0,18 | 0,17 | 0,17 | 0,16 | 0,16 |
0,15 |
| 500 |
2,83 | 30 | 0,24 |
0,19 | 0,16 | 0,15 | 0,14 | 0,13 |
0,12 | 0,11 | 0,10 |
0,10 | 0,09 | 0,09 | 0,09 | 0,08 |
0,08 |
| 500 |
2,83 | 90 | 0,41 |
0,32 | 0,28 | 0,26 | 0,24 | 0,22 |
0,20 | 0,19 | 0,18 |
0,17 | 0,16 | 0,16 | 0,15 | 0,15 |
0,14 |
| 500 |
2,83 | 120 | 0,47 |
0,37 | 0,33 | 0,30 | 0,28 | 0,26 |
0,24 | 0,22 | 0,21 |
0,20 | 0,19 | 0,18 | 0,17 | 0,17 |
0,16 |
| 750 |
4,25 | 30 | 0,27 |
0,21 | 0,19 | 0,17 | 0,16 | 0,15 |
0,13 | 0,13 | 0,12 |
0,11 | 0,11 | 0,10 | 0,10 | 0,10 |
0,09 |
| 750 |
4,25 | 90 | 0,47 |
0,37 | 0,32 | 0,29 | 0,27 | 0,26 |
0,23 | 0,22 | 0,20 |
0,19 | 0,19 | 0,18 | 0,17 | 0,17 |
0,16 |
| 750 |
4,25 | 120 | 0,54 |
0,43 | 0,37 | 0,34 | 0,32 | 0,30 |
0,27 | 0,25 | 0,24 |
0,22 | 0,21 | 0,21 | 0,20 | 0,19 |
0,19 |
| 1000 |
5,66 | 30 | 0,30 |
0,24 | 0,21 | 0,19 | 0,17 | 0,16 |
0,15 | 0,14 | 0,13 |
0,12 | 0,12 | 0,11 | 0,11 | 0,11 |
0,10 |
| 1000 |
5,66 | 90 | 0,51 |
0,41 | 0,36 | 0,32 | 0,30 | 0,28 |
0,26 | 0,24 | 0,22 |
0,21 | 0,20 | 0,20 | 0,19 | 0,18 |
0,18 |
| 1000 |
5,66 | 120 | 0,59 |
0,47 | 0,41 | 0,37 | 0,35 | 0,33 |
0,30 | 0,28 | 0,26 |
0,25 | 0,24 | 0,23 | 0,22 | 0,21 |
0,21 |
| 1250 |
7,08 | 30 | 0,32 |
0,25 | 0,22 | 0,20 | 0,19 | 0,18 |
0,16 | 0,15 | 0,14 |
0,13 | 0,13 | 0,12 | 0,12 | 0,11 |
0,11 |
| 1250 |
7,08 | 90 | 0,55 |
0,44 | 0,38 | 0,35 | 0,32 | 0,30 |
0,28 | 0,26 | 0,24 |
0,23 | 0,22 | 0,21 | 0,20 | 0,20 |
0,19 |
| 1250 |
7,08 | 120 | 0,64 |
0,51 | 0,44 | 0,40 | 0,37 | 0,35 |
0,32 | 0,30 | 0,28 |
0,27 | 0,25 | 0,24 | 0,24 | 0,23 |
0,22 |
| 1500 |
8,49 | 30 | 0,34 |
0,27 | 0,24 | 0,21 | 0,20 | 0,19 |
0,17 | 0,16 | 0,15 |
0,14 | 0,13 | 0,13 | 0,13 | 0,12 |
0,12 |
| 1500 |
8,49 | 90 | 0,59 |
0,47 | 0,41 | 0,37 | 0,34 | 0,32 |
0,29 | 0,27 | 0,26 |
0,24 | 0,23 | 0,22 | 0,22 | 0,21 |
0,20 |
| 1500 |
8,49 | 120 | 0,68 |
0,54 | 0,47 | 0,43 | 0,40 | 0,37 |
0,34 | 0,32 | 0,30 |
0,28 | 0,27 | 0,26 | 0,25 | 0,24 |
0,24 |
| 2000 |
11,32 | 30 | 0,37 |
0,30 | 0,26 | 0,24 | 0,22 | 0,21 |
0,19 | 0,17 | 0,16 |
0,16 | 0,15 | 0,14 | 0,14 | 0,13 |
0,13 |
| 2000 |
11,32 | 90 | 0,65 |
0,51 | 0,45 | 0,41 | 0,38 | 0,36 |
0,32 | 0,30 | 0,28 |
0,27 | 0,26 | 0,25 | 0,24 | 0,23 |
0,22 |
| 2000 |
11,32 | 120 | 0,75 |
0,59 | 0,52 | 0,47 | 0,44 | 0,41 |
0,37 | 0,35 | 0,33 |
0,31 | 0,30 | 0,29 | 0,28 | 0,27 |
0,26 |
| Диаметр ПРП - 0,3 м | |||||||||||||||||
| 100 | 0,39 | 30 | 0,16 |
0,12 | 0,11 | 0,10 |
0,09 | 0,09 | 0,08 | 0,07 | 0,07 |
0,06 | 0,06 | 0,06 |
0,06 | 0,06 | 0,05 |
| 100 | 0,39 |
90 | 0,27 | 0,21 | 0,19 | 0,17 |
0,16 | 0,15 | 0,13 |
0,13 | 0,12 | 0,11 | 0,11 | 0,10 |
0,10 | 0,10 | 0,09 |
| 100 | 0,39 |
120 | 0,31 | 0,25 |
0,22 | 0,20 | 0,18 | 0,17 | 0,16 |
0,14 | 0,14 | 0,13 |
0,12 | 0,12 | 0,11 | 0,11 | 0,11 |
| 250 | 0,98 | 30 | 0,21 | 0,17 |
0,15 | 0,13 | 0,12 |
0,12 | 0,11 | 0,10 | 0,09 | 0,09 |
0,08 | 0,08 | 0,08 |
0,08 | 0,07 |
|
250 | 0,98 | 90 |
0,37 | 0,29 | 0,25 | 0,23 | 0,21 |
0,20 | 0,18 | 0,17 |
0,16 | 0,15 | 0,15 | 0,14 | 0,13 |
0,13 | 0,13 |
|
250 | 0,98 | 120 |
0,42 | 0,34 | 0,29 | 0,27 | 0,25 |
0,23 | 0,21 | 0,20 |
0,18 | 0,18 | 0,17 | 0,16 | 0,16 |
0,15 | 0,15 |
|
500 | 1,97 | 30 |
0,27 | 0,21 | 0,18 | 0,17 | 0,16 |
0,15 | 0,13 | 0,12 |
0,12 | 0,11 | 0,11 | 0,10 | 0,10 |
0,09 | 0,09 |
|
500 | 1,97 | 90 |
0,46 | 0,37 | 0,32 | 0,29 | 0,27 |
0,25 | 0,23 | 0,21 |
0,20 | 0,19 | 0,18 | 0,18 | 0,17 |
0,16 | 0,16 |
|
500 | 1,97 | 120 |
0,53 | 0,42 | 0,37 | 0,34 | 0,31 |
0,29 | 0,27 | 0,25 |
0,23 | 0,22 | 0,21 | 0,20 | 0,20 |
0,19 | 0,18 |
|
750 | 2,95 | 30 |
0,30 | 0,24 | 0,21 | 0,19 | 0,18 |
0,17 | 0,15 | 0,14 |
0,13 | 0,13 | 0,12 | 0,12 | 0,11 |
0,11 | 0,11 |
| 750 | 2,95 | 90 | 0,53 |
0,42 | 0,37 | 0,33 |
0,31 | 0,29 | 0,26 | 0,24 | 0,23 |
0,22 | 0,21 | 0,20 |
0,19 | 0,19 | 0,18 |
| 750 | 2,95 |
120 | 0,61 | 0,48 | 0,42 | 0,38 |
0,36 | 0,34 | 0,30 |
0,28 | 0,27 | 0,25 | 0,24 | 0,23 |
0,22 | 0,22 | 0,21 |
| 1000 | 3,93 |
30 | 0,34 | 0,27 |
0,23 | 0,21 | 0,20 | 0,18 | 0,17 |
0,16 | 0,15 | 0,14 |
0,13 | 0,13 | 0,12 | 0,12 | 0,12 |
| 1000 | 3,93 | 90 | 0,58 | 0,46 |
0,40 | 0,37 | 0,34 |
0,32 | 0,29 | 0,27 | 0,25 | 0,24 |
0,23 | 0,22 | 0,21 |
0,21 | 0,20 |
|
1000 | 3,93 | 120 |
0,67 | 0,53 | 0,47 | 0,42 | 0,39 |
0,37 | 0,34 | 0,31 |
0,29 | 0,28 | 0,27 | 0,26 | 0,25 |
0,24 | 0,23 |
|
1250 | 4,91 | 30 |
0,36 | 0,29 | 0,25 | 0,23 | 0,21 |
0,20 | 0,18 | 0,17 |
0,16 | 0,15 | 0,14 | 0,14 | 0,13 |
0,13 | 0,13 |
|
1250 | 4,91 | 90 |
0,63 | 0,50 | 0,43 | 0,39 | 0,37 |
0,34 | 0,31 | 0,29 |
0,27 | 0,26 | 0,25 | 0,24 | 0,23 |
0,22 | 0,22 |
|
1250 | 4,91 | 120 |
0,72 | 0,57 | 0,50 | 0,46 | 0,42 |
0,40 | 0,36 | 0,34 |
0,32 | 0,30 | 0,29 | 0,28 | 0,27 |
0,26 | 0,25 |
|
1500 | 5,90 | 30 |
0,38 | 0,30 | 0,27 | 0,24 | 0,22 |
0,21 | 0,19 | 0,18 |
0,17 | 0,16 | 0,15 | 0,15 | 0,14 |
0,14 | 0,13 |
|
1500 | 5,90 | 90 |
0,66 | 0,53 | 0,46 | 0,42 | 0,39 |
0,37 | 0,33 | 0,31 |
0,29 | 0,28 | 0,26 | 0,25 | 0,24 |
0,24 | 0,23 |
|
1500 | 5,90 | 120 |
0,77 | 0,61 | 0,53 | 0,48 | 0,45 |
0,42 | 0,38 | 0,36 |
0,34 | 0,32 | 0,30 | 0,29 | 0,28 |
0,27 | 0,27 |
|
2000 | 7,86 | 30 |
0,42 | 0,34 | 0,29 | 0,27 | 0,25 |
0,23 | 0,21 | 0,20 |
0,18 | 0,18 | 0,17 | 0,16 | 0,16 |
0,15 | 0,15 |
|
2000 | 7,86 | 90 |
0,73 | 0,58 | 0,51 | 0,46 | 0,43 |
0,40 | 0,37 | 0,34 |
0,32 | 0,30 | 0,29 | 0,28 | 0,27 |
0,26 | 0,25 |
|
2000 | 7,86 | 120 |
0,84 | 0,67 | 0,59 | 0,53 | 0,49 |
0,47 | 0,42 | 0,39 |
0,37 | 0,35 | 0,34 | 0,32 | 0,31 |
0,30 | 0,29 |
|
2500 | 9,83 | 30 |
0,46 | 0,36 | 0,32 | 0,29 | 0,27 |
0,25 | 0,23 | 0,21 |
0,20 | 0,19 | 0,18 | 0,17 | 0,17 |
0,16 | 0,16 |
|
2500 | 9,83 | 90 |
0,79 | 0,63 | 0,55 | 0,50 | 0,46 |
0,43 | 0,39 | 0,37 |
0,34 | 0,33 | 0,31 | 0,30 | 0,29 |
0,28 | 0,27 |
|
2500 | 9,83 | 120 |
0,91 | 0,72 | 0,63 | 0,57 | 0,53 |
0,50 | 0,46 | 0,42 |
0,40 | 0,38 | 0,36 | 0,35 | 0,34 |
0,32 | 0,32 |
|
3000 | 11,80 | 30 |
0,48 | 0,38 | 0,34 | 0,30 | 0,28 |
0,27 | 0,241 | 0,22 |
0,21 | 0,20 | 0,19 | 0,18 | 0,18 |
0,17 | 0,17 |
|
3000 | 11,80 | 90 |
0,84 | 0,66 | 0,58 | 0,53 | 0,49 |
0,46 | 0,42 | 0,39 |
0,37 | 0,35 | 0,33 | 0,32 | 0,31 |
0,30 | 0,29 |
|
3000 | 11,80 | 120 |
0,97 | 0,77 | 0,67 | 0,61 | 0,57 |
0,53 | 0,48 | 0,45 |
0,42 | 0,40 | 0,38 | 0,37 | 0,36 |
0,35 | 0,34 |
|
Диаметр ПРП - 0,4 м | |||||||||||||||||
| 100 | 0,22 | 30 |
0,19 | 0,15 | 0,13 |
0,12 | 0,11 | 0,10 | 0,09 | 0,09 |
0,08 | 0,08 | 0,07 |
0,07 | 0,07 | 0,07 | 0,07 |
| 100 |
0,22 | 90 | 0,33 | 0,26 | 0,23 |
0,21 | 0,19 | 0,18 |
0,16 | 0,15 | 0,14 | 0,14 | 0,13 |
0,12 | 0,12 | 0,12 |
0,11 |
| 100 |
0,22 | 120 | 0,38 |
0,30 | 0,26 | 0,24 | 0,22 | 0,21 |
0,19 | 0,18 | 0,16 |
0,16 | 0,15 | 0,14 | 0,14 | 0,13 |
0,13 |
| 250 |
0,55 | 30 | 0,26 |
0,20 | 0,18 | 0,16 | 0,15 | 0,14 |
0,13 | 0,12 | 0,11 |
0,11 | 0,10 | 0,10 | 0,09 | 0,09 |
0,09 |
| 250 |
0,55 | 90 | 0,44 |
0,35 | 0,31 | 0,28 | 0,26 | 0,24 |
0,22 | 0,21 | 0,19 |
0,18 | 0,18 | 0,17 | 0,16 | 0,16 |
0,15 |
| 250 |
0,55 | 120 | 0,51 |
0,41 | 0,35 | 0,32 | 0,30 | 0,28 |
0,26 | 0,24 | 0,22 |
0,21 | 0,20 | 0,20 | 0,19 | 0,18 |
0,18 |
| 500 |
1,11 | 30 | 0,32 |
0,26 | 0,22 | 0,20 | 0,19 | 0,18 |
0,16 | 0,15 | 0,14 |
0,13 | 0,13 | 0,12 | 0,12 | 0,12 |
0,11 |
| 500 |
1,11 | 90 | 0,56 |
0,44 | 0,39 | 0,35 | 0,33 | 0,31 |
0,28 | 0,26 | 0,24 |
0,23 | 0,22 | 0,21 | 0,21 | 0,20 |
0,19 |
| 500 |
1,11 | 120 | 0,64 |
0,51 | 0,45 | 0,41 | 0,38 | 0,35 |
0,32 | 0,30 | 0,28 |
0,27 | 0,26 | 0,25 | 0,24 | 0,23 |
0,22 |
| 750 |
1,66 | 30 | 0,37 |
0,29 | 0,26 | 0,23 | 0,22 | 0,20 |
0,18 | 0,17 | 0,16 |
0,15 | 0,15 | 0,14 | 0,14 | 0,13 |
0,13 |
| 750 |
1,66 | 90 | 0,64 |
0,51 | 0,44 | 0,40 | 0,37 | 0,35 |
0,32 | 0,30 | 0,28 |
0,27 | 0,25 | 0,24 | 0,24 | 0,23 |
0,22 |
| 750 |
1,66 | 120 | 0,74 |
0,59 | 0,51 | 0,47 | 0,43 | 0,41 |
0,37 | 0,34 | 0,32 |
0,31 | 0,29 | 0,28 | 0,27 | 0,26 |
0,26 |
| 1000 |
2,21 | 30 | 0,41 |
0,32 | 0,28 | 0,26 | 0,24 | 0,22 |
0,20 | 0,19 | 0,18 |
0,17 | 0,16 | 0,16 | 0,15 | 0,14 |
0,14 |
| 1000 |
2,21 | 90 | 0,70 |
0,56 | 0,49 | 0,44 | 0,41 | 0,39 |
0,35 | 0,33 | 0,31 |
0,29 | 0,28 | 0,27 | 0,26 | 0,25 |
0,24 |
| 1000 |
2,21 | 120 | 0,81 |
0,64 | 0,56 | 0,51 | 0,48 | 0,45 |
0,41 | 0,38 | 0,35 |
0,34 | 0,32 | 0,31 | 0,30 | 0,29 |
0,28 |
| 1250 |
2,76 | 30 | 0,44 |
0,35 | 0,30 | 0,28 | 0,26 | 0,24 |
0,22 | 0,20 | 0,19 |
0,18 | 0,17 | 0,17 | 0,16 | 0,16 |
0,15 |
| 1250 |
2,76 | 90 | 0,76 |
0,60 | 0,53 | 0,48 | 0,44 | 0,42 |
0,38 | 0,35 | 0,33 |
0,31 | 0,30 | 0,29 | 0,28 | 0,27 |
0,26 |
| 1250 |
2,76 | 120 | 0,88 |
0,69 | 0,61 | 0,55 | 0,51 | 0,48 |
0,44 | 0,41 | 0,38 |
0,36 | 0,35 | 0,33 | 0,32 | 0,31 |
0,30 |
| 1500 |
3,32 | 30 | 0,47 |
0,37 | 0,32 | 0,29 | 0,27 | 0,26 |
0,23 | 0,22 | 0,20 |
0,19 | 0,18 | 0,18 | 0,17 | 0,17 |
0,16 |
| 1500 |
3,32 | 90 | 0,81 |
0,64 | 0,56 | 0,51 | 0,47 | 0,44 |
0,40 | 0,37 | 0,35 |
0,33 | 0,32 | 0,31 | 0,30 | 0,29 |
0,28 |
| 1500 |
3,32 | 120 | 0,93 |
0,74 | 0,64 | 0,59 | 0,54 | 0,51 |
0,47 | 0,43 | 0,41 |
0,39 | 0,37 | 0,35 | 0,34 | 0,33 |
0,32 |
| 2000 |
4,42 | 30 | 0,51 |
0,41 | 0,35 | 0,32 | 0,30 | 0,28 |
0,26 | 0,24 | 0,22 |
0,21 | 0,20 | 0,20 | 0,19 | 0,18 |
0,18 |
| 2000 |
4,42 | 90 | 0,89 |
0,70 | 0,61 | 0,56 | 0,52 | 0,49 |
0,44 | 0,41 | 0,39 |
0,37 | 0,35 | 0,34 | 0,33 | 0,32 |
0,31 |
| 2000 |
4,42 | 120 | 1,02 |
0,81 | 0,71 | 0,64 | 0,60 | 0,56 |
0,51 | 0,48 | 0,45 |
0,42 | 0,41 | 0,39 | 0,38 | 0,37 |
0,35 |
| 2500 |
5,53 | 30 | 0,55 |
0,44 | 0,38 | 0,35 | 0,32 | 0,30 |
0,28 | 0,26 | 0,24 |
0,23 | 0,22 | 0,21 | 0,20 | 0,20 |
0,19 |
| 2500 |
5,53 | 90 | 0,95 |
0,76 | 0,66 | 0,60 | 0,56 | 0,53 |
0,48 | 0,44 | 0,42 |
0,40 | 0,38 | 0,36 | 0,35 | 0,34 |
0,33 |
| 2500 | 5,53 | 120 | 1,10 | 0,88 |
0,76 | 0,69 | 0,64 |
0,61 | 0,55 | 0,51 | 0,48 | 0,46 |
0,44 | 0,42 | 0,41 |
0,39 | 0,38 |
|
3000 | 6,63 | 30 |
0,59 | 0,47 | 0,41 | 0,37 | 0,34 |
0,32 | 0,29 | 0,27 |
0,26 | 0,24 | 0,23 | 0,22 | 0,22 |
0,21 | 0,20 |
|
3000 | 6,63 | 90 |
1,01 | 0,81 | 0,70 | 0,64 | 0,59 |
0,56 | 0,51 | 0,47 |
0,44 | 0,42 | 0,40 | 0,39 | 0,37 |
0,36 | 0,35 |
|
3000 | 6,63 | 120 |
1,17 | 0,93 | 0,81 | 0,74 | 0,69 |
0,64 | 0,59 | 0,54 |
0,51 | 0,49 | 0,47 | 0,45 | 0,43 |
0,42 | 0,41 |
|
3500 | 7,74 | 30 |
0,62 | 0,49 | 0,43 | 0,39 | 0,36 |
0,34 | 0,31 | 0,29 |
0,27 | 0,26 | 0,24 | 0,24 | 0,23 |
0,22 | 0,21 |
|
3500 | 7,74 | 90 |
1,07 | 0,85 | 0,74 | 0,67 | 0,62 |
0,59 | 0,53 | 0,50 |
0,47 | 0,44 | 0,42 | 0,41 | 0,39 |
0,38 | 0,37 |
|
3500 | 7,74 | 120 |
1,23 | 0,98 | 0,86 | 0,78 | 0,72 |
0,68 | 0,62 | 0,57 |
0,54 | 0,51 | 0,49 | 0,47 | 0,45 |
0,44 | 0,43 |
|
4000 | 8,85 | 30 |
0,64 | 0,51 | 0,45 | 0,41 | 0,38 |
0,35 | 0,32 | 0,30 |
0,28 | 0,27 | 0,26 | 0,25 | 0,24 |
0,23 | 0,22 |
|
4000 | 8,85 | 90 |
1,12 | 0,89 | 0,77 | 0,70 | 0,65 |
0,61 | 0,56 | 0,52 |
0,49 | 0,46 | 0,44 | 0,43 | 0,41 |
0,40 | 0,39 |
|
4000 | 8,85 | 120 |
1,29 | 1,02 | 0,89 | 0,81 | 0,75 |
0,71 | 0,64 | 0,60 |
0,56 | 0,54 | 0,51 | 0,49 | 0,48 |
0,46 | 0,45 |
|
4500 | 9,95 | 30 |
0,67 | 0,53 | 0,47 | 0,42 | 0,39 |
0,37 | 0,34 | 0,31 |
0,29 | 0,28 | 0,27 | 0,26 | 0,25 |
0,24 | 0,23 |
|
4500 | 9,95 | 90 |
1,16 | 0,92 | 0,81 | 0,73 | 0,68 |
0,64 | 0,58 | 0,54 |
0,51 | 0,48 | 0,46 | 0,44 | 0,43 |
0,41 | 0,40 |
|
4500 | 9,95 | 120 |
1,34 | 1,06 | 0,93 | 0,84 | 0,78 |
0,74 | 0,67 | 0,62 |
0,59 | 0,56 | 0,53 | 0,51 | 0,49 |
0,48 | 0,47 |
|
5000 | 11,06 | 30 |
0,69 | 0,55 | 0,48 | 0,44 | 0,41 |
0,38 | 0,35 | 0,32 |
0,30 | 0,29 | 0,28 | 0,27 | 0,26 |
0,25 | 0,24 |
|
5000 | 11,06 | 90 |
1,20 | 0,95 | 0,83 | 0,76 | 0,70 |
0,66 | 0,60 | 0,56 |
0,53 | 0,50 | 0,48 | 0,46 | 0,44 |
0,43 | 0,42 |
|
5000 | 11,06 | 120 |
1,39 | 1,10 | 0,96 | 0,88 | 0,81 |
0,76 | 0,69 | 0,64 |
0,61 | 0,58 | 0,55 | 0,53 | 0,51 |
0,50 | 0,48 |
|
Диаметр ПРП - 0,5 м | |||||||||||||||||
| 250 | 0,35 | 30 |
0,30 | 0,24 | 0,21 |
0,19 | 0,17 | 0,16 | 0,15 | 0,14 |
0,13 | 0,12 | 0,12 |
0,11 | 0,11 | 0,11 | 0,10 |
| 250 |
0,35 | 90 | 0,51 | 0,41 | 0,36 |
0,32 | 0,30 | 0,28 |
0,26 | 0,24 | 0,22 | 0,21 | 0,20 |
0,20 | 0,19 | 0,18 |
0,18 |
| 250 |
0,35 | 120 | 0,59 |
0,47 | 0,41 | 0,37 | 0,35 | 0,33 |
0,30 | 0,28 | 0,26 |
0,25 | 0,24 | 0,23 | 0,22 | 0,21 |
0,21 |
| 500 |
0,71 | 30 | 0,37 |
0,30 | 0,26 | 0,24 | 0,22 | 0,21 |
0,19 | 0,17 | 0,16 |
0,16 | 0,15 | 0,14 | 0,14 | 0,13 |
0,13 |
| 500 |
0,71 | 90 | 0,65 |
0,51 | 0,45 | 0,41 | 0,38 | 0,36 |
0,32 | 0,30 | 0,28 |
0,27 | 0,26 | 0,25 | 0,24 | 0,23 |
0,22 |
| 500 |
0,71 | 120 | 0,75 |
0,59 | 0,52 | 0,47 | 0,44 | 0,41 |
0,37 | 0,35 | 0,33 |
0,31 | 0,30 | 0,29 | 0,28 | 0,27 |
0,26 |
| 750 |
1,06 | 30 | 0,43 |
0,34 | 0,30 | 0,27 | 0,25 | 0,24 |
0,21 | 0,20 | 0,19 |
0,18 | 0,17 | 0,16 | 0,16 | 0,15 |
0,15 |
| 750 |
1,06 | 90 | 0,74 |
0,59 | 0,51 | 0,47 | 0,43 | 0,41 |
0,37 | 0,34 | 0,32 |
0,31 | 0,29 | 0,28 | 0,27 | 0,26 |
0,26 |
| 750 |
1,06 | 120 | 0,86 |
0,68 | 0,59 | 0,54 | 0,50 | 0,47 |
0,43 | 0,40 | 0,37 |
0,36 | 0,34 | 0,33 | 0,32 | 0,31 |
0,30 |
| 1000 |
1,42 | 30 | 0,47 |
0,37 | 0,33 | 0,30 | 0,28 | 0,26 |
0,24 | 0,22 | 0,21 |
0,20 | 0,19 | 0,18 | 0,17 | 0,17 |
0,16 |
| 1000 |
1,42 | 90 | 0,82 |
0,65 | 0,57 | 0,51 | 0,48 | 0,45 |
0,41 | 0,38 | 0,36 |
0,34 | 0,32 | 0,31 | 0,30 | 0,29 |
0,28 |
| 1000 |
1,42 | 120 | 0,94 |
0,75 | 0,65 | 0,59 | 0,55 | 0,52 |
0,47 | 0,44 | 0,41 |
0,39 | 0,37 | 0,36 | 0,35 | 0,34 |
0,33 |
| 1250 |
1,77 | 30 | 0,51 |
0,40 | 0,35 | 0,32 | 0,30 | 0,28 |
0,25 | 0,24 | 0,22 |
0,21 | 0,20 | 0,19 | 0,19 | 0,18 |
0,18 |
| 1250 |
1,77 | 90 | 0,88 |
0,70 | 0,61 | 0,55 | 0,51 | 0,48 |
0,44 | 0,41 | 0,38 |
0,36 | 0,35 | 0,34 | 0,32 | 0,31 |
0,30 |
| 1250 |
1,77 | 120 | 1,02 |
0,81 | 0,70 | 0,64 | 0,59 | 0,56 |
0,51 | 0,47 | 0,44 |
0,42 | 0,40 | 0,39 | 0,37 | 0,36 |
0,35 |
| 1500 |
2,12 | 30 | 0,54 |
0,43 | 0,37 | 0,34 | 0,32 | 0,30 |
0,27 | 0,25 | 0,24 |
0,22 | 0,21 | 0,21 | 0,20 | 0,19 |
0,19 |
| 1500 |
2,12 | 90 | 0,93 |
0,74 | 0,65 | 0,59 | 0,55 | 0,51 |
0,47 | 0,43 | 0,41 |
0,39 | 0,37 | 0,36 | 0,34 | 0,33 |
0,32 |
| 1500 |
2,12 | 120 | 1,08 |
0,86 | 0,75 | 0,68 | 0,63 | 0,59 |
0,54 | 0,50 | 0,47 |
0,45 | 0,43 | 0,41 | 0,40 | 0,39 |
0,37 |
| 2000 |
2,83 | 30 | 0,59 |
0,47 | 0,41 | 0,37 | 0,35 | 0,33 |
0,30 | 0,28 | 0,26 |
0,25 | 0,24 | 0,23 | 0,22 | 0,21 |
0,21 |
| 2000 |
2,83 | 90 | 1,03 |
0,82 | 0,71 | 0,65 | 0,60 | 0,57 |
0,51 | 0,48 | 0,45 |
0,43 | 0,41 | 0,39 | 0,38 | 0,37 |
0,36 |
| 2000 |
2,83 | 120 | 1,19 |
0,94 | 0,82 | 0,75 | 0,69 | 0,65 |
0,59 | 0,55 | 0,52 |
0,49 | 0,47 | 0,45 | 0,44 | 0,42 |
0,41 |
| 2500 |
3,54 | 30 | 0,64 |
0,51 | 0,44 | 0,40 | 0,37 | 0,35 |
0,32 | 0,30 | 0,28 |
0,27 | 0,25 | 0,24 | 0,24 | 0,23 |
0,22 |
| 2500 |
3,54 | 90 | 1,11 |
0,88 | 0,77 | 0,70 | 0,65 | 0,61 |
0,55 | 0,51 | 0,48 |
0,46 | 0,44 | 0,42 | 0,41 | 0,40 |
0,38 |
| 2500 |
3,54 | 120 | 1,28 |
1,02 | 0,89 | 0,81 | 0,75 | 0,70 |
0,64 | 0,59 | 0,56 |
0,53 | 0,51 | 0,49 | 0,47 | 0,46 |
0,44 |
| 3000 |
4,25 | 30 | 0,68 |
0,54 | 0,47 | 0,43 | 0,40 | 0,37 |
0,34 | 0,32 | 0,30 |
0,28 | 0,27 | 0,26 | 0,25 | 0,24 |
0,24 |
| 3000 |
4,25 | 90 | 1,18 |
0,93 | 0,82 | 0,74 | 0,69 | 0,65 |
0,59 | 0,55 | 0,51 |
0,49 | 0,47 | 0,45 | 0,43 | 0,42 |
0,41 |
| 3000 |
4,25 | 120 | 1,36 |
1,08 | 0,94 | 0,86 | 0,80 | 0,75 |
0,68 | 0,63 | 0,59 |
0,56 | 0,54 | 0,52 | 0,50 | 0,49 |
0,47 |
| 3500 |
4,95 | 30 | 0,72 |
0,57 | 0,50 | 0,45 | 0,42 | 0,39 |
0,36 | 0,33 | 0,31 |
0,30 | 0,28 | 0,27 | 0,26 | 0,26 |
0,25 |
| 3500 |
4,95 | 90 | 1,24 |
0,98 | 0,86 | 0,78 | 0,72 | 0,68 |
0,62 | 0,58 | 0,54 |
0,51 | 0,49 | 0,47 | 0,46 | 0,44 |
0,43 |
| 3500 |
4,95 | 120 | 1,43 |
1,14 | 0,99 | 0,90 | 0,84 | 0,79 |
0,72 | 0,66 | 0,63 |
0,59 | 0,57 | 0,55 | 0,53 | 0,51 |
0,50 |
| 4000 | 5,66 | 30 | 0,75 | 0,59 |
0,52 | 0,47 | 0,44 |
0,41 | 0,37 | 0,35 | 0,33 | 0,31 |
0,30 | 0,29 | 0,28 |
0,27 | 0,26 |
|
4000 | 5,66 | 90 |
1,30 | 1,03 | 0,90 | 0,82 | 0,76 |
0,71 | 0,65 | 0,60 |
0,57 | 0,54 | 0,51 | 0,49 | 0,48 |
0,46 | 0,45 |
|
4000 | 5,66 | 120 |
1,50 | 1,19 | 1,04 | 0,94 | 0,88 |
0,82 | 0,75 | 0,69 |
0,65 | 0,62 | 0,59 | 0,57 | 0,55 |
0,53 | 0,52 |
|
4500 | 6,37 | 30 |
0,78 | 0,62 | 0,54 | 0,49 | 0,46 |
0,43 | 0,39 | 0,36 |
0,34 | 0,32 | 0,31 | 0,30 | 0,29 |
0,28 | 0,27 |
|
4500 | 6,37 | 90 |
1,35 | 1,07 | 0,93 | 0,85 | 0,79 |
0,74 | 0,67 | 0,63 |
0,59 | 0,56 | 0,53 | 0,51 | 0,50 |
0,48 | 0,47 |
|
4500 | 6,37 | 120 |
1,56 | 1,24 | 1,08 | 0,98 | 0,91 |
0,86 | 0,78 | 0,72 |
0,68 | 0,65 | 0,62 | 0,59 | 0,57 |
0,56 | 0,54 |
|
5000 | 7,08 | 30 |
0,81 | 0,64 | 0,56 | 0,51 | 0,47 |
0,44 | 0,40 | 0,37 |
0,35 | 0,33 | 0,32 | 0,31 | 0,30 |
0,29 | 0,28 |
|
5000 | 7,08 | 90 |
1,40 | 1,11 | 0,97 | 0,88 | 0,82 |
0,77 | 0,70 | 0,65 |
0,61 | 0,58 | 0,55 | 0,53 | 0,51 |
0,50 | 0,48 |
|
5000 | 7,08 | 120 |
1,61 | 1,28 | 1,12 | 1,02 | 0,94 |
0,89 | 0,81 | 0,75 |
0,70 | 0,67 | 0,64 | 0,62 | 0,59 |
0,58 | 0,56 |
|
5500 | 7,78 | 30 |
0,83 | 0,66 | 0,58 | 0,52 | 0,49 |
0,46 | 0,42 | 0,39 |
0,36 | 0,35 | 0,33 | 0,32 | 0,31 |
0,30 | 0,29 |
|
5500 | 7,78 | 90 |
1,44 | 1,14 | 1,00 | 0,91 | 0,84 |
0,79 | 0,72 | 0,67 |
0,63 | 0,60 | 0,57 | 0,55 | 0,53 |
0,51 | 0,50 |
|
5500 | 7,78 | 120 |
1,66 | 1,32 | 1,15 | 1,05 | 0,97 |
0,92 | 0,83 | 0,77 |
0,73 | 0,69 | 0,66 | 0,63 | 0,61 |
0,59 | 0,58 |
|
6000 | 8,49 | 30 |
0,86 | 0,68 | 0,59 | 0,54 | 0,50 |
0,47 | 0,43 | 0,40 |
0,37 | 0,36 | 0,34 | 0,33 | 0,32 |
0,31 | 0,30 |
|
6000 | 8,49 | 90 |
1,48 | 1,18 | 1,03 | 0,93 | 0,87 |
0,82 | 0,74 | 0,69 |
0,65 | 0,62 | 0,59 | 0,57 | 0,55 |
0,53 | 0,51 |
|
6000 | 8,49 | 120 |
1,71 | 1,36 | 1,19 | 1,08 | 1,00 |
0,94 | 0,86 | 0,80 |
0,75 | 0,71 | 0,68 | 0,65 | 0,63 |
0,61 | 0,59 |
|
Диаметр ПРП - 0,6 м | |||||||||||||||||
| 250 | 0,25 | 30 |
0,34 | 0,27 | 0,23 |
0,21 | 0,20 | 0,18 | 0,17 | 0,16 |
0,15 | 0,14 | 0,13 |
0,13 | 0,12 | 0,12 | 0,12 |
| 250 |
0,25 | 90 | 0,58 | 0,46 | 0,40 |
0,37 | 0,34 | 0,32 |
0,29 | 0,27 | 0,25 | 0,24 | 0,23 |
0,22 | 0,21 | 0,21 |
0,20 |
| 250 |
0,25 | 120 | 0,67 |
0,53 | 0,47 | 0,42 | 0,39 | 0,37 |
0,34 | 0,31 | 0,29 |
0,28 | 0,27 | 0,26 | 0,25 | 0,24 |
0,23 |
| 500 |
0,49 | 30 | 0,42 |
0,34 | 0,29 | 0,27 | 0,25 | 0,23 |
0,21 | 0,20 | 0,18 |
0,18 | 0,17 | 0,16 | 0,16 | 0,15 |
0,15 |
| 500 |
0,49 | 90 | 0,73 |
0,58 | 0,51 | 0,46 | 0,43 | 0,40 |
0,37 | 0,34 | 0,32 |
0,30 | 0,29 | 0,28 | 0,27 | 0,26 |
0,25 |
| 500 |
0,49 | 120 | 0,84 |
0,67 | 0,59 | 0,53 | 0,49 | 0,47 |
0,42 | 0,39 | 0,37 |
0,35 | 0,34 | 0,32 | 0,31 | 0,30 |
0,29 |
| 750 |
0,74 | 30 | 0,48 |
0,38 | 0,34 | 0,30 | 0,28 | 0,27 |
0,24 | 0,22 | 0,21 |
0,20 | 0,19 | 0,18 | 0,18 | 0,17 |
0,17 |
| 750 |
0,74 | 90 | 0,84 |
0,66 | 0,58 | 0,53 | 0,49 | 0,46 |
0,42 | 0,39 | 0,37 |
0,35 | 0,33 | 0,32 | 0,31 | 0,30 |
0,29 |
| 750 |
0,74 | 120 | 0,97 |
0,77 | 0,67 | 0,61 | 0,57 | 0,53 |
0,48 | 0,45 | 0,42 |
0,40 | 0,38 | 0,37 | 0,36 | 0,35 |
0,34 |
| 1000 |
0,98 | 30 | 0,53 |
0,42 | 0,37 | 0,34 | 0,31 | 0,29 |
0,27 | 0,25 | 0,23 |
0,22 | 0,21 | 0,20 | 0,20 | 0,19 |
0,18 |
| 1000 |
0,98 | 90 | 0,92 |
0,73 | 0,64 | 0,58 | 0,54 | 0,51 |
0,46 | 0,43 | 0,40 |
0,38 | 0,37 | 0,35 | 0,34 | 0,33 |
0,32 |
| 1000 |
0,98 | 120 | 1,06 |
0,84 | 0,74 | 0,67 | 0,62 | 0,59 |
0,53 | 0,49 | 0,47 |
0,44 | 0,42 | 0,41 | 0,39 | 0,38 |
0,37 |
| 1250 |
1,23 | 30 | 0,57 |
0,46 | 0,40 | 0,36 | 0,34 | 0,32 |
0,29 | 0,27 | 0,25 |
0,24 | 0,23 | 0,22 | 0,21 | 0,20 |
0,20 |
| 1250 |
1,23 | 90 | 0,99 |
0,79 | 0,69 | 0,63 | 0,58 | 0,55 |
0,50 | 0,46 | 0,43 |
0,41 | 0,39 | 0,38 | 0,37 | 0,35 |
0,34 |
| 1250 |
1,23 | 120 | 1,15 |
0,91 | 0,80 | 0,72 | 0,67 | 0,63 |
0,57 | 0,53 | 0,50 |
0,48 | 0,46 | 0,44 | 0,42 | 0,41 |
0,40 |
| 1500 |
1,47 | 30 | 0,61 |
0,48 | 0,42 | 0,38 | 0,36 | 0,34 |
0,30 | 0,28 | 0,27 |
0,25 | 0,24 | 0,23 | 0,22 | 0,22 |
0,21 |
| 1500 |
1,47 | 90 | 1,06 |
0,84 | 0,73 | 0,66 | 0,62 | 0,58 |
0,53 | 0,49 | 0,46 |
0,44 | 0,42 | 0,40 | 0,39 | 0,38 |
0,37 |
| 1500 |
1,47 | 120 | 1,22 |
0,97 | 0,84 | 0,77 | 0,71 | 0,67 |
0,61 | 0,57 | 0,53 |
0,51 | 0,48 | 0,47 | 0,45 | 0,43 |
0,42 |
| 2000 |
1,97 | 30 | 0,67 |
0,53 | 0,47 | 0,42 | 0,39 | 0,37 |
0,34 | 0,31 | 0,29 |
0,28 | 0,27 | 0,26 | 0,25 | 0,24 |
0,23 |
| 2000 |
1,97 | 90 | 1,16 |
0,92 | 0,81 | 0,73 | 0,68 | 0,64 |
0,58 | 0,54 | 0,51 |
0,48 | 0,46 | 0,44 | 0,43 | 0,41 |
0,40 |
| 2000 |
1,97 | 120 | 1,34 |
1,06 | 0,93 | 0,84 | 0,78 | 0,74 |
0,67 | 0,62 | 0,59 |
0,56 | 0,53 | 0,51 | 0,49 | 0,48 |
0,47 |
| 2500 |
2,46 | 30 | 0,72 |
0,57 | 0,50 | 0,46 | 0,42 | 0,40 |
0,36 | 0,34 | 0,32 |
0,30 | 0,29 | 0,28 | 0,27 | 0,26 |
0,25 |
| 2500 |
2,46 | 90 | 1,25 |
0,99 | 0,87 | 0,79 | 0,73 | 0,69 |
0,63 | 0,58 | 0,55 |
0,52 | 0,50 | 0,48 | 0,46 | 0,45 |
0,43 |
| 2500 |
2,46 | 120 | 1,44 |
1,15 | 1,00 | 0,91 | 0,84 | 0,80 |
0,72 | 0,67 | 0,63 |
0,60 | 0,57 | 0,55 | 0,53 | 0,52 |
0,50 |
| 3000 |
2,95 | 30 | 0,77 |
0,61 | 0,53 | 0,48 | 0,45 | 0,42 |
0,38 | 0,36 | 0,34 |
0,32 | 0,30 | 0,29 | 0,28 | 0,27 |
0,27 |
| 3000 |
2,95 | 90 | 1,33 |
1,06 | 0,92 | 0,84 | 0,78 | 0,73 |
0,66 | 0,62 | 0,58 |
0,55 | 0,53 | 0,51 | 0,49 | 0,47 |
0,46 |
| 3000 |
2,95 | 120 | 1,54 |
1,22 | 1,06 | 0,97 | 0,90 | 0,84 |
0,77 | 0,71 | 0,67 |
0,64 | 0,61 | 0,59 | 0,57 | 0,55 |
0,53 |
| 3500 |
3,44 | 30 | 0,81 |
0,64 | 0,56 | 0,51 | 0,47 | 0,44 |
0,40 | 0,38 | 0,35 |
0,34 | 0,32 | 0,31 | 0,30 | 0,29 |
0,28 |
| 3500 |
3,44 | 90 | 1,40 |
1,11 | 0,97 | 0,88 | 0,82 | 0,77 |
0,70 | 0,65 | 0,61 |
0,58 | 0,56 | 0,53 | 0,52 | 0,50 |
0,49 |
| 3500 |
3,44 | 120 | 1,62 |
1,28 | 1,12 | 1,02 | 0,95 | 0,89 |
0,81 | 0,75 | 0,71 |
0,67 | 0,64 | 0,62 | 0,60 | 0,58 |
0,56 |
| 4000 |
3,93 | 30 | 0,84 |
0,67 | 0,59 | 0,53 | 0,49 | 0,47 |
0,42 | 0,39 | 0,37 |
0,35 | 0,34 | 0,32 | 0,31 | 0,30 |
0,29 |
| 4000 | 3,93 | 90 | 1,46 | 1,16 |
1,01 | 0,92 | 0,86 |
0,81 | 0,73 | 0,68 | 0,64 | 0,61 |
0,58 | 0,56 | 0,54 |
0,52 | 0,51 |
|
4000 | 3,93 | 120 |
1,69 | 1,34 | 1,17 | 1,06 | 0,99 |
0,93 | 0,84 | 0,78 |
0,74 | 0,70 | 0,67 | 0,64 | 0,62 |
0,60 | 0,59 |
|
4500 | 4,42 | 30 |
0,88 | 0,70 | 0,61 | 0,55 | 0,51 |
0,48 | 0,44 | 0,41 |
0,38 | 0,36 | 0,35 | 0,34 | 0,32 |
0,31 | 0,30 |
|
4500 | 4,42 | 90 |
1,52 | 1,21 | 1,06 | 0,96 | 0,89 |
0,84 | 0,76 | 0,71 |
0,66 | 0,63 | 0,60 | 0,58 | 0,56 |
0,54 | 0,53 |
|
4500 | 4,42 | 120 |
1,76 | 1,40 | 1,22 | 1,11 | 1,03 |
0,97 | 0,88 | 0,82 |
0,77 | 0,73 | 0,70 | 0,67 | 0,65 |
0,63 | 0,61 |
|
5000 | 4,91 | 30 |
0,91 | 0,72 | 0,63 | 0,57 | 0,53 |
0,50 | 0,46 | 0,42 |
0,40 | 0,38 | 0,36 | 0,35 | 0,34 |
0,32 | 0,32 |
|
5000 | 4,91 | 90 |
1,58 | 1,25 | 1,09 | 0,99 | 0,92 |
0,87 | 0,79 | 0,73 |
0,69 | 0,65 | 0,63 | 0,60 | 0,58 |
0,56 | 0,55 |
|
5000 | 4,91 | 120 |
1,82 | 1,44 | 1,26 | 1,15 | 1,06 |
1,00 | 0,91 | 0,84 |
0,80 | 0,76 | 0,72 | 0,69 | 0,67 |
0,65 | 0,63 |
|
5500 | 5,41 | 30 |
0,94 | 0,75 | 0,65 | 0,59 | 0,55 |
0,52 | 0,47 | 0,44 |
0,41 | 0,39 | 0,37 | 0,36 | 0,35 |
0,34 | 0,33 |
|
5500 | 5,41 | 90 |
1,63 | 1,29 | 1,13 | 1,03 | 0,95 |
0,90 | 0,81 | 0,76 |
0,71 | 0,68 | 0,65 | 0,62 | 0,60 |
0,58 | 0,56 |
|
5500 | 5,41 | 120 |
1,88 | 1,49 | 1,30 | 1,18 | 1,10 |
1,03 | 0,94 | 0,87 |
0,82 | 0,78 | 0,75 | 0,72 | 0,69 |
0,67 | 0,65 |
|
6000 | 5,90 | 30 |
0,97 | 0,77 | 0,67 | 0,61 | 0,57 |
0,53 | 0,48 | 0,45 |
0,42 | 0,40 | 0,38 | 0,37 | 0,36 |
0,35 | 0,34 |
|
6000 | 5,90 | 90 |
1,68 | 1,33 | 1,16 | 1,06 | 0,98 |
0,92 | 0,84 | 0,78 |
0,73 | 0,70 | 0,66 | 0,64 | 0,62 |
0,60 | 0,58 |
|
6000 | 5,90 | 120 |
1,93 | 1,54 | 1,34 | 1,22 | 1,13 |
1,06 | 0,97 | 0,90 |
0,84 | 0,80 | 0,77 | 0,74 | 0,71 |
0,69 | 0,67 |
|
6500 | 6,39 | 30 |
0,99 | 0,79 | 0,69 | 0,63 | 0,58 |
0,55 | 0,50 | 0,46 |
0,43 | 0,41 | 0,39 | 0,38 | 0,37 |
0,35 | 0,34 |
|
6500 | 6,39 | 90 |
1,72 | 1,37 | 1,19 | 1,08 | 1,01 |
0,95 | 0,86 | 0,80 |
0,75 | 0,71 | 0,68 | 0,66 | 0,63 |
0,61 | 0,60 |
|
6500 | 6,39 | 120 |
1,99 | 1,58 | 1,38 | 1,25 | 1,16 |
1,09 | 0,99 | 0,92 |
0,87 | 0,82 | 0,79 | 0,76 | 0,73 |
0,71 | 0,69 |
|
7000 | 6,88 | 30 |
1,02 | 0,81 | 0,71 | 0,64 | 0,60 |
0,56 | 0,51 | 0,47 |
0,44 | 0,42 | 0,40 | 0,39 | 0,38 |
0,36 | 0,35 |
|
7000 | 6,88 | 90 |
1,76 | 1,40 | 1,22 | 1,11 | 1,03 |
0,97 | 0,88 | 0,82 |
0,77 | 0,73 | 0,70 | 0,67 | 0,65 |
0,63 | 0,61 |
|
7000 | 6,88 | 120 |
2,04 | 1,62 | 1,41 | 1,28 | 1,19 |
1,12 | 1,02 | 0,95 |
0,89 | 0,84 | 0,81 | 0,78 | 0,75 |
0,73 | 0,71 |
|
Диаметр ПРП - 0,7 м | |||||||||||||||||
| 250 | 0,18 | 30 |
0,37 | 0,29 | 0,26 |
0,23 | 0,22 | 0,20 | 0,19 | 0,17 |
0,16 | 0,15 | 0,15 |
0,14 | 0,14 | 0,13 | 0,13 |
| 250 |
0,18 | 90 | 0,64 | 0,51 | 0,45 |
0,41 | 0,38 | 0,35 |
0,32 | 0,30 | 0,28 | 0,27 | 0,26 |
0,25 | 0,24 | 0,23 |
0,22 |
| 250 |
0,18 | 120 | 0,74 |
0,59 | 0,52 | 0,47 | 0,43 | 0,41 |
0,37 | 0,34 | 0,32 |
0,31 | 0,29 | 0,28 | 0,27 | 0,27 |
0,26 |
| 500 |
0,36 | 30 | 0,47 |
0,37 | 0,32 | 0,29 | 0,27 | 0,26 |
0,23 | 0,22 | 0,20 |
0,19 | 0,19 | 0,18 | 0,17 | 0,17 |
0,16 |
| 500 |
0,36 | 90 | 0,81 |
0,64 | 0,56 | 0,51 | 0,47 | 0,45 |
0,41 | 0,38 | 0,35 |
0,34 | 0,32 | 0,31 | 0,30 | 0,29 |
0,28 |
| 500 |
0,36 | 120 | 0,94 |
0,74 | 0,65 | 0,59 | 0,55 | 0,52 |
0,47 | 0,43 | 0,41 |
0,39 | 0,37 | 0,36 | 0,34 | 0,33 |
0,32 |
| 750 |
0,54 | 30 | 0,54 |
0,43 | 0,37 | 0,34 | 0,31 | 0,29 |
0,27 | 0,25 | 0,23 |
0,22 | 0,21 | 0,20 | 0,20 | 0,19 |
0,19 |
| 750 |
0,54 | 90 | 0,93 |
0,74 | 0,64 | 0,58 | 0,54 | 0,51 |
0,46 | 0,43 | 0,41 |
0,39 | 0,37 | 0,35 | 0,34 | 0,33 |
0,32 |
| 750 |
0,54 | 120 | 1,07 |
0,85 | 0,74 | 0,68 | 0,63 | 0,59 |
0,54 | 0,50 | 0,47 |
0,44 | 0,43 | 0,41 | 0,39 | 0,38 |
0,37 |
| 1000 |
0,72 | 30 | 0,59 |
0,47 | 0,41 | 0,37 | 0,34 | 0,32 |
0,29 | 0,27 | 0,26 |
0,24 | 0,23 | 0,23 | 0,22 | 0,21 |
0,20 |
| 1000 |
0,72 | 90 | 1,02 |
0,81 | 0,71 | 0,64 | 0,60 | 0,56 |
0,51 | 0,47 | 0,45 |
0,42 | 0,41 | 0,39 | 0,38 | 0,36 |
0,35 |
| 1000 |
0,72 | 120 | 1,18 |
0,94 | 0,82 | 0,74 | 0,69 | 0,65 |
0,59 | 0,55 | 0,52 |
0,49 | 0,47 | 0,45 | 0,43 | 0,42 |
0,41 |
| 1250 |
0,90 | 30 | 0,64 |
0,50 | 0,44 | 0,40 | 0,37 | 0,35 |
0,32 | 0,29 | 0,28 |
0,26 | 0,25 | 0,24 | 0,23 | 0,23 |
0,22 |
| 1250 |
0,90 | 90 | 1,10 |
0,87 | 0,76 | 0,69 | 0,64 | 0,61 |
0,55 | 0,51 | 0,48 |
0,46 | 0,44 | 0,42 | 0,41 | 0,39 |
0,38 |
| 1250 |
0,90 | 120 | 1,27 |
1,01 | 0,88 | 0,80 | 0,74 | 0,70 |
0,64 | 0,59 | 0,56 |
0,53 | 0,50 | 0,48 | 0,47 | 0,45 |
0,44 |
| 1500 |
1,08 | 30 | 0,68 |
0,54 | 0,47 | 0,43 | 0,39 | 0,37 |
0,34 | 0,31 | 0,29 |
0,28 | 0,27 | 0,26 | 0,25 | 0,24 |
0,23 |
| 1500 |
1,08 | 90 | 1,17 |
0,93 | 0,81 | 0,74 | 0,68 | 0,64 |
0,58 | 0,54 | 0,51 |
0,49 | 0,46 | 0,45 | 0,43 | 0,42 |
0,41 |
| 1500 |
1,08 | 120 | 1,35 |
1,07 | 0,94 | 0,85 | 0,79 | 0,74 |
0,68 | 0,63 | 0,59 |
0,56 | 0,54 | 0,52 | 0,50 | 0,48 |
0,47 |
| 2000 |
1,44 | 30 | 0,74 |
0,59 | 0,52 | 0,47 | 0,43 | 0,41 |
0,37 | 0,34 | 0,32 |
0,31 | 0,29 | 0,28 | 0,27 | 0,27 |
0,26 |
| 2000 |
1,44 | 90 | 1,29 |
1,02 | 0,89 | 0,81 | 0,75 | 0,71 |
0,64 | 0,60 | 0,56 |
0,53 | 0,51 | 0,49 | 0,47 | 0,46 |
0,45 |
| 2000 |
1,44 | 120 | 1,49 |
1,18 | 1,03 | 0,94 | 0,87 | 0,82 |
0,74 | 0,69 | 0,65 |
0,62 | 0,59 | 0,57 | 0,55 | 0,53 |
0,52 |
| 2500 |
1,81 | 30 | 0,80 |
0,64 | 0,56 | 0,50 | 0,47 | 0,44 |
0,40 | 0,37 | 0,35 |
0,33 | 0,32 | 0,31 | 0,29 | 0,29 |
0,28 |
| 2500 |
1,81 | 90 | 1,39 |
1,10 | 0,96 | 0,87 | 0,81 | 0,76 |
0,69 | 0,64 | 0,61 |
0,58 | 0,55 | 0,53 | 0,51 | 0,49 |
0,48 |
| 2500 |
1,81 | 120 | 1,60 |
1,27 | 1,11 | 1,01 | 0,94 | 0,88 |
0,80 | 0,74 | 0,70 |
0,66 | 0,64 | 0,61 | 0,59 | 0,57 |
0,56 |
| 3000 |
2,17 | 30 | 0,85 |
0,68 | 0,59 | 0,54 | 0,50 | 0,47 |
0,43 | 0,39 | 0,37 |
0,35 | 0,34 | 0,32 | 0,31 | 0,30 |
0,29 |
| 3000 |
2,17 | 90 | 1,47 |
1,17 | 1,02 | 0,93 | 0,86 | 0,81 |
0,74 | 0,68 | 0,64 |
0,61 | 0,58 | 0,56 | 0,54 | 0,53 |
0,51 |
| 3000 | 2,17 | 120 | 1,70 | 1,35 |
1,18 | 1,07 | 1,00 |
0,94 | 0,85 | 0,79 | 0,74 | 0,71 |
0,68 | 0,65 | 0,63 |
0,61 | 0,59 |
|
3500 | 2,53 | 30 |
0,90 | 0,71 | 0,62 | 0,56 | 0,52 |
0,49 | 0,45 | 0,42 |
0,39 | 0,37 | 0,36 | 0,34 | 0,33 |
0,32 | 0,31 |
|
3500 | 2,53 | 90 |
1,55 | 1,23 | 1,08 | 0,98 | 0,91 |
0,85 | 0,78 | 0,72 |
0,68 | 0,64 | 0,62 | 0,59 | 0,57 |
0,55 | 0,54 |
|
3500 | 2,53 | 120 |
1,79 | 1,42 | 1,24 | 1,13 | 1,05 |
0,99 | 0,90 | 0,83 |
0,78 | 0,74 | 0,71 | 0,68 | 0,66 |
0,64 | 0,62 |
|
4000 | 2,89 | 30 |
0,94 | 0,74 | 0,65 | 0,59 | 0,55 |
0,52 | 0,47 | 0,43 |
0,41 | 0,39 | 0,37 | 0,36 | 0,34 |
0,33 | 0,32 |
|
4000 | 2,89 | 90 |
1,62 | 1,29 | 1,12 | 1,02 | 0,95 |
0,89 | 0,81 | 0,75 |
0,71 | 0,67 | 0,64 | 0,62 | 0,60 |
0,58 | 0,56 |
|
4000 | 2,89 | 120 |
1,87 | 1,49 | 1,30 | 1,18 | 1,10 |
1,03 | 0,94 | 0,87 |
0,82 | 0,78 | 0,74 | 0,71 | 0,69 |
0,67 | 0,65 |
|
4500 | 3,25 | 30 |
0,97 | 0,77 | 0,68 | 0,61 | 0,57 |
0,54 | 0,49 | 0,45 |
0,43 | 0,40 | 0,39 | 0,37 | 0,36 |
0,35 | 0,34 |
|
4500 | 3,25 | 90 |
1,69 | 1,34 | 1,17 | 1,06 | 0,99 |
0,93 | 0,84 | 0,78 |
0,74 | 0,70 | 0,67 | 0,64 | 0,62 |
0,60 | 0,58 |
|
4500 | 3,25 | 120 |
1,95 | 1,55 | 1,35 | 1,23 | 1,14 |
1,07 | 0,97 | 0,90 |
0,85 | 0,81 | 0,77 | 0,74 | 0,72 |
0,70 | 0,68 |
|
5000 | 3,61 | 30 |
1,01 | 0,80 | 0,70 | 0,64 | 0,59 |
0,56 | 0,50 | 0,47 |
0,44 | 0,42 | 0,40 | 0,38 | 0,37 |
0,36 | 0,35 |
|
18504 | 3,61 | 90 |
1,75 | 1,39 | 1,21 | 1,10 | 1,02 |
0,96 | 0,87 | 0,81 |
0,76 | 0,72 | 0,69 | 0,67 | 0,64 |
0,62 | 0,61 |
|
5000 | 3,61 | 120 |
2,02 | 1,60 | 1,40 | 1,27 | 1,18 |
1,11 | 1,01 | 0,94 |
0,88 | 0,84 | 0,80 | 0,77 | 0,74 |
0,72 | 0,70 |
|
5500 | 3,97 | 30 |
1,04 | 0,83 | 0,72 | 0,66 | 0,61 |
0,57 | 0,52 | 0,48 |
0,45 | 0,43 | 0,41 | 0,40 | 0,38 |
0,37 | 0,36 |
|
5500 | 3,97 | 90 |
1,80 | 1,43 | 1,25 | 1,14 | 1,05 |
0,99 | 0,90 | 0,84 |
0,79 | 0,75 | 0,72 | 0,69 | 0,66 |
0,64 | 0,63 |
|
5500 | 3,97 | 120 |
2,08 | 1,65 | 1,44 | 1,31 | 1,22 |
1,15 | 1,04 | 0,97 |
0,91 | 0,86 | 0,83 | 0,79 | 0,77 |
0,74 | 0,72 |
|
6000 | 4,33 | 30 |
1,07 | 0,85 | 0,74 | 0,68 | 0,63 |
0,59 | 0,54 | 0,50 |
0,47 | 0,44 | 0,43 | 0,41 | 0,39 |
0,38 | 0,37 |
|
6000 | 4,33 | 90 |
1,86 | 1,47 | 1,29 | 1,17 | 1,09 |
1,02 | 0,93 | 0,86 |
0,81 | 0,77 | 0,74 | 0,71 | 0,68 |
0,66 | 0,64 |
|
6000 | 4,33 | 120 |
2,14 | 1,70 | 1,49 | 1,35 | 1,25 |
1,18 | 1,07 | 1,00 |
0,94 | 0,89 | 0,85 | 0,82 | 0,79 |
0,77 | 0,74 |
|
6500 | 4,69 | 30 |
1,10 | 0,87 | 0,76 | 0,69 | 0,64 |
0,61 | 0,55 | 0,51 |
0,48 | 0,46 | 0,44 | 0,42 | 0,41 |
0,39 | 0,38 |
|
6500 | 4,69 | 90 |
1,91 | 1,51 | 1,32 | 1,20 | 1,12 |
1,05 | 0,95 | 0,89 |
0,83 | 0,79 | 0,76 | 0,73 | 0,70 |
0,68 | 0,66 |
|
6500 | 4,69 | 120 |
2,20 | 1,75 | 1,53 | 1,39 | 1,29 |
1,21 | 1,10 | 1,02 |
0,96 | 0,91 | 0,87 | 0,84 | 0,81 |
0,79 | 0,76 |
|
7000 | 5,06 | 30 |
1,13 | 0,90 | 0,78 | 0,71 | 0,66 |
0,62 | 0,56 | 0,52 |
0,49 | 0,47 | 0,45 | 0,43 | 0,42 |
0,40 | 0,39 |
|
7000 | 5,06 | 90 |
1,95 | 1,55 | 1,36 | 1,23 | 1,14 |
1,08 | 0,98 | 0,91 |
0,85 | 0,81 | 0,78 | 0,75 | 0,72 |
0,70 | 0,68 |
|
7000 | 5,06 | 120 |
2,26 | 1,79 | 1,56 | 1,42 | 1,32 |
1,24 | 1,13 | 1,05 |
0,99 | 0,94 | 0,90 | 0,86 | 0,83 |
0,81 | 0,78 |
Значения минимального уровня нефти при воронкообразовании для резервуаров с донным отводом жидкости
в _
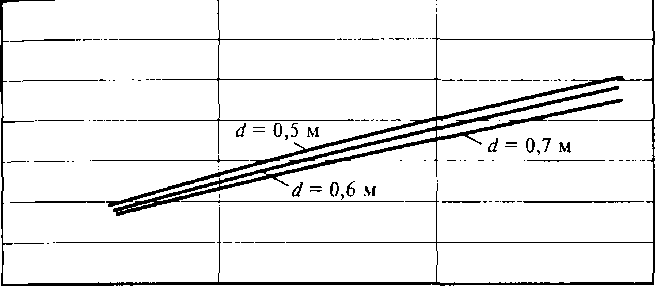
1000 2000 3000 ?
0,6 0,5 0,4 0,3 0,2 0,1
Приложение 3
3
Максимально допустимые скорости истечения нефти из резервуаров емкостью 5000 м и более (исходя из условия обеспечения
электростатической безопасности)
|
Диаметр ПРП, мм | Максимально допустимая скорость истечения, м\с |
| 200 | 10,9 |
| 300 | 10,3 |
| 500 | 9,4 |
|
600 | 9,1 |
| 700 | 8,8 |
СОДЕРЖАНИЕ
1. Общие положения
2. Методика расчета потенциальной полезной емкости резервуарного парка
3. Методика расчета полезной емкости резервуарного парка с учетом нормативных ограничений
4. Расчет коэффициента полезной емкости
5. Порядок разработки технологических карт, внесения в них изменений и обеспечения ими рабочих мест
Приложение 1. Критическая высота уровня жидкости в резервуаре, с которой начинается устойчивое истечение с воронкой
Приложение 2. Значения минимального уровня нефти при воронкообразовании для резервуаров с донным отводом жидкости
Приложение 3. Максимально допустимые скорости истечения нефти из резервуаров
-3
емкостью 5000 м3 и более (исходя из условия обеспечения электростатической
Регламент расчета полезной емкости резервуарного парка и разработки технологических карт на резервуары и резервуарные парки Стр. 17 из 17
безопасности)
КОМПЛЕКСНЫЕ НОРМАТИВЫ ЗАТРАТ ТРУДА НА ИЗГОТОВЛЕНИЕ СТАЛЬНЫХ КОНСТРУКЦИЙ ВЕРТИКАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ РЕЗЕРВУАРОВ
РТМ 36.15-89 МИНИСТЕРСТВО МОНТАЖНЫХ И СПЕЦИАЛЬНЫХ СТРОИТЕЛЬНЫХ РАБОТ СССР Москва 1989
3
Настоящие нормативы распространяются на стальные конструкции вертикальных цилиндрических резервуаров вместимостью от 100 до 30000 м , изготовляемых специализированными заводами по производству строительных стальных конструкций.
Нормативы разработаны авторским коллективом в составе Э.Б. Бухмана, руководитель работы (НПО Стальконструкция), О.В. Дидковского, Г.А. Орлова, Д. Д. Фарбера (ВНИКТИстальконструкция) и М.И. Ивлева (Челябинский отдел НИС-6 ЦНИБ).
Комплексные нормативы затрат труда на изготовление стальных конструкций вертикальных цилиндрических резервуаров утверждены Минмонтажспецстроем СССР 26 июня 1988 г.
Нормативы согласованы Главным координационно-технологическим управлением по промышленности и Центральным нормативно-исследовательским бюро Минмонтажспецстроя СССР.
| КОМПЛЕКСНЫЕ НОРМАТИВЫ ЗАТРАТ ТРУДА НА ИЗГОТОВЛЕНИЕ СТАЛЬНЫХ | РТМ 36.15-89 |
|
КОНСТРУКЦИЙ ВЕРТИКАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ РЕЗЕРВУАРОВ |
ВВЕДЕНЫ ВПЕРВЫЕ |
Срок введения установлен с 1 июля 1989 г.
1.1. Настоящие комплексные укрупненные нормативы разработаны для определений затрат труда на основные производственные операции по изготовлению стальных вертикальных цилиндрических резервуаров вместимостью 100 - 30000 м при анализе деятельности действующих заводов и как базовые для сравнения при проектировании вновь строящихся, реконструируемых и технически перевооружаемых заводов резервуарных металлоконструкций Минмонтажспецстроя СССР.
1.2. Нормативы распространяются на заводы, изготовляющие металлоконструкции резервуаров методом рулонирования с применением специального оборудования и передовой технологии, эффективных средств механизации и прогрессивных форм организации производства (согласно разделам 2 и 3).
1.3. При проектировании заводов с принципиально иными, более совершенными технологическими схемами и формами организации производства и труда, а также с более производительными оборудованием и средствами механизации настоящие нормативы следует корректировать.
1.4. Нормативами установлены затраты труда для конструкций резервуаров, удовлетворяющих по качеству и комплектности всем обязательным
требованиям:
СНиП ТТТ-18-75 «Правила производства и приемки работ. Металлические конструкции»;
ГОСТ 23118-78 «Конструкции металлические строительные. Общие технические условия»;
•з
ТУ 36-2009-77 «Металлоконструкции стальных вертикальных цилиндрических резервуаров вместимостью от 100 до 20000 м3 для хранения нефти и нефтепродуктов. Технические условия».
1.5. Нормативы предназначены:
для обоснования основных технико-экономических показателей проектируемых предприятий, численности и выработки основных производственных рабочих, количества необходимого оборудования;
как базовые при определении экономической эффективности от внедрения более прогрессивных технологических процессов, средств механизации, форм и методов организации работ и труда.
1.6. В настоящем сборнике разработаны:
нормативы затрат труда производственных рабочих на изготовление комплектов конструкций резервуаров; нормативы затрат труда производственных рабочих на изготовление отдельных элементов конструкций резервуаров.
В комплект поставки конструкций резервуаров без понтонов входят: полотнище (или полотнища) днища, полотнище (или полотнища) стенки, щиты
33
крыши, секции опорного кольца (для резервуаров вместимостью 10000 - 30000 м ), центральная стойка (для резервуаров вместимостью 2000 и 3000 м в
33
обычном исполнении и резервуаров вместимостью 2000 - 5000 м в северном исполнении), кольцевая (для резервуаров вместимостью 100 и 200 м ) или шахтная (для резервуаров вместимостью 300 - 30000 м ) лестница, площадки, ограждения, люки-лазы, световые люки, каркасы для наворачивания полотнищ (для резервуаров вместимостью 100, 200, 5000 - 30000 м ) и специальные отгрузочные приспособления.
В комплект поставки конструкций резервуаров с понтоном входят: полотнище (или полотнища) днища, полотнище (или полотнища) стенки, щиты
33
крыши, секции опорного кольца (для резервуаров вместимостью 10000 - 30000 м ), кольцевая (для резервуаров вместимостью 100 и 200 м ) или шахтная (для резервуаров вместимостью 300 - 30000 м ) лестница, площадки, ограждения, люки-лазы, световые люки, полотнище (или полотнища) днища понтона,
•3
детали понтона, каркасы для наворачивания полотнищ (для резервуаров вместимостью 100, 200, 5000 - 30000 м3) и специальные отгрузочные приспособления.
1.7. Настоящий сборник содержит общие нормативы штучно-калькуляционных затрат труда и раздельные - для изготовления полуфабриката, слесарносборочных и электросварочных работ.
1.8. Затраты труда на изготовление полуфабриката приведены по отдельным операциям правки, разметки и наметки, газовой и механической резки, строгания, образования отверстий, гибки и др.
1.9. Комплексные нормативы на комплекты конструкций резервуаров приведены в чел.-ч на 1 м объема, нормативы на отдельные конструктивные элементы - в чел.-ч на 1 т конструктивного элемента.
2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС НА ЗАВОДАХ РЕЗЕРВУАРНЫХ МЕТАЛЛОКОНСТРУКЦИЙ (ЗРМК), ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ, ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ, ПРИМЕНЯЕМЫЕ ПРИ РАЗРАБОТКЕ НОРМАТИВОВ
Заготовительные цехи
2.1. Процесс заводского изготовления деталей резервуарных стальных конструкций включает правку металла, разметку, наметку, резку (механическую и газовую), образование отверстий, гибку, строгание и фрезерование кромок, вторичную правку деталей и др.
2.2. В соответствии с технологической схемой детали группируют в отдельные потоки по обработке листового и сортового проката.
Технологические потоки оснащены необходимым оборудованием, механизированными приспособлениями, средствами транспортных связей (мостовые краны, механизированные самоходные вагонетки, рольганги и др.) для подачи и транспортирования обрабатываемых деталей.
2.3. Изготовленные детали маркируют по чертежам, комплектуют и сдают на склад полуфабриката.
2.4. При разработке нормативов принято деление деталей на категории:
I - крупные детали из листа;
II - крупные детали из профиля;
III - мелкие детали из листа и профиля.
К мелким (III категории) относятся детали массой до 30 кг или размерами по периметру менее 4 м. Остальные детали относятся к категориям крупных (I и II категории).
Технология и организация производства в заготовительных цехах, принятые для расчета нормативов, предусматривают:
механическую обработку в пакетах листовых деталей рулонируемых конструкций на продольно-строгальных станках и кромок - на торцефрезерных станках с предварительной резкой заготовок листов на гильотинных ножницах;
нарезку листовых деталей нерулонируемых конструкций на гильотинных ножницах и правку на фрикционных прессах или листоправильных машинах;
вырезку деталей из листовой стали сложной конфигурации с применением ручной или автоматической газовой резки;
вырезку деталей из профильного металла на пресс-ножницах по упору.
Цехи сборки и сварки
2.5. На ЗРМК цехи сборки и сварки включают участок изготовления рулонируемых конструкций и участок изготовления нерулонируемых конструкций.
2.6. На участке рулонируемых конструкций производятся сборка, сварка и сворачивание в рулон полотнищ днищ, стенок и днищ понтонов резервуаров с использованием высокопроизводительного специализированного оборудования - установок для рулонирования.
2.7. На участке нерулонируемых конструкций сборка осуществляется по разметке с применением сборочных приспособлений (стяжные, прижимные, распорные, а также специальные кондукторы).
2.8. Процесс сборки конструкций состоит из раскладки сборочных деталей в соответствии с рабочими чертежами и соединения их между собой короткими сварными швами (прихватками).
2.9. При выполнении сборочных работ пользуются следующим инструментом:
ручным - линейками, рулетками, циркулями, шаблонами, кувалдами, молотками различных размеров и массы, зубилами, кернерами, технологическими планками, клиньями;
механизированным - пневматическими и электрическими ручными машинками (рубильные молотки, шлифовальные машинки для отделки сварных швов, зачистки кромок под сварку и др.).
2.10. Выполнение электросварочных работ на участке рулонируемых конструкций предусмотрено автоматами под слоем флюса (иногда с применением металлической крупки); на участке нерулонируемых конструкций - полуавтоматами в среде углекислого газа.
2.11. Для выполнения электросварочных работ (прихваток) при сборке в качестве источника питания используют сварочные трансформаторы СТН-500, ТС-500, ТСК-500 и выпрямители ВД-300, ВКС-500 и др.
2.12. Прихватку деталей электросваркой выполняют слесари по сборке металлоконструкций или электросварщики, входящие в состав бригады (звена). Время прихватки включено в нормы штучного времени сборочных работ из расчета 2 - 3 прихватки на 1 м сопряжения при длине одной прихватки 20 - 30 мм.
2.13. Электросварочные работы выполняются с соблюдением заданных режимов и схем технологической последовательности наложения швов.
2.14. Подготовку кромок под сварку производят:
для механизированной дуговой сварки в среде углекислого газа - по ГОСТ 14771-76;
для автоматической и механизированной дуговой сварки под слоем флюса по ГОСТ 8713-70.
2.15. Автоматическую сварку под флюсом производят стационарными подвесными автоматами А-1316 и переносными автоматами ТС-17МУ и ТС-17Р. В качестве источника питания используют сварочные трансформаторы ТСД-1000 а также сварочные преобразователи и выпрямители ПСМ-1000, ВКСМ-1000, ВДМ-1601, ВДМ-3001 и др.
2.16. Механизированную дуговую сварку в среде углекислого газа выполняют шланговыми полуавтоматами А-537, А-1035 и др. В качестве источника
питания применяют сварочный преобразователь ПСГ-500, а также выпрямители ВС-500, ВС-600 и др.
2.17. Нормативами предусмотрено использование вспомогательного оборудования и приспособлений (кантователи, консольные установки для перемещения сварочных полуавтоматов и др.), сокращающих вспомогательное время, затрачиваемое электросварщиками.
2.18. В нормативах по сборке и сварке конструкций учтены:
высокая (до 90 %) степень сборки конструкций в кондукторах;
высокая (до 94 - 96 %) степень применения механизированных видов сварки с использованием при автоматической сварке присадочного материала (металлической крупки);
выполнение стыковых соединений листового проката толщиной до 32 мм без разделки кромок.
3.1. При расчете нормативов принята организация труда и рабочих мест для заводов металлоконструкций (ЗМК) с единичным и мелкосерийным характером производства.
3.2. Нормативы предусматривают наиболее рациональную организацию рабочих мест, оснащенных соответствующим оборудованием, инструментом и приспособлениями. Схемы рабочих мест приведены в общемашиностроительных нормативах времени (ОНВ) и укрупненных нормативах времени (УНВ).
3.3. Детали, поступающие на рабочее место для обработки, должны соответствовать чертежам и техническим условиям.
3.4. Разметочные работы производят по рабочим чертежам или эскизам.
3.5. Доставку, перемещение заготовок и готовых деталей в заготовительных цехах выполняют основные производственные рабочие только в пределах рабочей зоны:
детали массой до 20 кг на расстояние до 5 м - вручную;
детали массой более 20 кг на расстояние 15 м - кранами или другим подъемно-транспортным оборудованием.
3.6. Основные производственные рабочие выполняют технологические операции индивидуально или звеньями по два человека.
3.7. Сдачу обработанных деталей в ОТК осуществляет мастер или бригадир.
3.8. Заготовки и узлы, поступающие на сборку и сварку, а также конструкции, подготовленные под сварку, должны соответствовать чертежам и техническим условиям.
3.9. Транспортирование деталей и узлов к рабочему месту сборки в цехах сборки и сварки основные рабочие производят только в пределах рабочей зоны радиусом до 10 м вручную или кранами.
3.10. Сборочные и сварочные работы производят на высоте до 1,5 м. При высоте более 1,5 м и работе с применением подмостей или лестниц следует применять поправочный коэффициент К = 1,1.
3.11. Основные слесарно-оборочные и электросварочные работы выполняют специализированные звенья и сквозные бригады производственных рабочих.
3.12. Прихватку деталей или узлов дуговой сваркой выполняют слесари по сборке металлоконструкций или электросварщики.
3.13. Доставку сварочных материалов (проволока, кассеты и др.) к рабочему месту выполняют слесари по сборке металлоконструкций или электросварщики.
3.14. При механизированной дуговой или ручной сварке подачу, кантовку и снятие с рабочего места крупногабаритных конструкций выполняют вспомогательные рабочие, кантовку легких конструкций - электросварщики (как правило, вручную).
При выполнении автоматической сварки подачу, кантовку и уборку конструкций выполняют электросварщики.
3.15. Сварку конструкций длиной до 6 м выполняет один сварщик, при большей длине - одновременно двое рабочих.
3.16. Сдачу собранных и заваренных узлов и конструкций в отдел технического контроля (ОТК) осуществляют мастера или бригадиры слесарей по изготовлению металлоконструкций.
3.17. В нормативы не включены следующие работы, выполняемые вспомогательными рабочими или специальными службами:
поддержание в исправном состоянии, ремонт, обслуживание и настройка технологического и другого оборудования, специального инструмента и
приспособлений, газорезательных и электросварочных машин и другой аппаратуры;
подача к рабочим местам кислорода, углекислого газа, сжатого воздуха, пропан-бутана;
комплектование металлом для изготовления деталей, деталями или узлами для сборочных и сварочных работ;
очистка и обезжиривание электродной проволоки, зарядка кассет.
4. МЕТОДИЧЕСКИЕ ПОЛОЖЕНИЯ, ПРИНЯТЫЕ ПРИ РАЗРАБОТКЕ НОРМАТИВОВ
4.1. В основу разработки настоящих нормативов положены:
ОНВ на заготовительные работы по металлоконструкциям, слесарно-сборочные работы при сборке металлических конструкций под сварку (М.: ЦБПНТ Государственного комитета Совета Министров СССР по вопросам труда и заработной платы, 1968 - 1972);
УНВ на работы по металлоконструкциям: заготовительные, слесарно-сборочные и электросварочные (М.: ЦНИБ Минмонтажспецстроя СССР, 1972, 1973, 1978, 1982);
рабочие чертежи типовых проектов 704-1-49 53; 55; 56; 66; 67 71 на резервуары в обычном исполнении без понтона и с понтоном; типовых проектов
704-1-150с 155с на резервуары в северном исполнении без понтона и с понтоном; типовых проектов 704-1-25 29 на резервуары в северном исполнении
без понтона;
рабочие чертежи заводов-изготовителей на шахтные и кольцевые лестницы резервуаров, каркасы для наворачивания полотнищ и на упаковку конструкций резервуаров.
4.2. Нормативы рассчитаны путем нормирования карт технологических процессов, разработанных для типопредставителей отдельных конструктивных элементов и комплектов конструкций резервуаров в соответствии с чертежами типовых проектов и технологических процессов исходя из прогрессивной технологии изготовления конструкций, применения высокопроизводительного оборудования, прогрессивных форм организации и управления производством.
4.3. В нормативах учтены поэлементные и общие массы резервуаров соответственно типовым проектам и рабочим чертежам согласно табл. 1 - 13.
4.4. Числовые значения нормативов для отдельных конструктивных элементов представлены в виде карт 1 - 12 и для комплектов конструкций резервуаров - карт 13 - 16.
4.5. Нормативы затрат труда на технологические операции изготовления полуфабриката определяются по таблицам:
для отдельных конструктивных элементов - 14 - 22;
для комплектов конструкций - 23 - 27;
(в % норматива изготовления полуфабриката).
4.6. Нормативы предусматривают одновременное изготовление партии резервуаров из 3 - 5 шт., имеющих одинаковые технические характеристики и объемы.
Для изготовления партии с иным количеством к нормам следует применять поправочные коэффициенты согласно табл. 28.
4.7. Нормативы рассчитаны для конструкций, изготовленных из сталей классов С 38/23, С 44/29, С 46/33 и С 52/40. При изготовлении конструкций из стали повышенной и высокой прочности классов С 60/45, С 70/60 и С 85/75 нормативы следует корректировать на величину коэффициента в соответствии с табл. 29.
Масса (в тоннах) конструктивных элементов и резервуаров в сборе, принятых при расчете нормативов затрат труда производственных рабочих
|
Вместимость резервуара, м3 | Типовой проект | Тип резервуара | Общая масса резервуара |
В том числе конструктивных элементов | ||||||||||||
| Днище, центральная часть и окрайки рулоном | Стенка, (рулоном) | Покрытие (щиты и опорное кольцо) | Центральная стойка, кожух при-грузки |
Лестница (кольцевая или шахтная) и элементы лестницы | Площадки и ограждения | Итого: лестницы, площадки, ограждения, (9 + 10) |
Днище понтона | Детали понтона | Итого: конструкции понтона (12 + 13) | Люки- лазы, световые, овальные, воротники | Каркасы барабана | п н | ||||
| 704-1-49 | РВС |
8,050 | 0,648 |
2,837 | 0,691 | - |
1,254 | 0,244 | 1,498 | - | - | - | 0,187 | 0,991 | ||
| 100 | РВСП | 10,186 | 0,648 |
2,837 | 0,691 | - |
1,254 | 0,296 | 1,550 | 0,499 | 1,281 |
1,780 | 0,433 | 0,991 |
||
| 704-1- |
РВСС | 8,050 | 0,648 | 2,837 | 0,691 |
- | 1,254 | 0,244 | 1,498 | - |
- | - | 0,187 | 0,991 | ||
|
150С | ||||||||||||||||
| РВССП | 10,186 | 0,648 | 2,837 |
0,691 | - | 1,254 |
0,296 | 1,550 | 0,499 | 1,281 | 1,780 |
0,433 | 0,991 | |||
| 704-1-50 | РВС |
10,681 | 1,232 | 3,988 | 1,495 | - |
1,288 | 0,302 | 1,590 |
- | - | - |
0,187 | 0,991 | ||
| 200 | РВСП |
13,592 | 1,232 | 3,988 | 1,495 | - |
1,288 | 0,422 | 1,710 |
1,055 | 1,432 |
2,487 | 0,433 | 0,991 |
||
| 704-1- |
РВСС | 10,681 | 1,232 | 3,988 | 1,495 |
- | 1,288 | 0,302 | 1,590 | - |
- | - | 0,187 | 0,991 | ||
|
151С | ||||||||||||||||
| РВССП | 13,592 | 1,232 | 3,988 |
1,495 | - | 1,288 |
0,422 | 1,710 | 1,055 | 1,432 | 2,487 |
0,433 | 0,991 | |||
| 704-1-51 | ВВС |
12,433 | 1,516 | 5,678 | 2,042 | - |
1,908 | 0,419 | 2,327 |
- | - | - |
0,187 | - | ||
| 300 | РВСП |
16,044 | 1,516 | 5,678 | 2,042 | - |
1,908 | 0,551 | 2,459 |
1,352 | 1,613 |
2,965 | 0,433 | - |
||
| 704-1- |
РВСС | 12,433 | 1,516 | 5,678 | 2,042 |
- | 1,908 | 0,419 | 2,327 | - |
- | - | 0,187 | - | ||
| 152С | ||||||||||||||||
| РВССП | 16,044 | 1,516 | 5,678 |
2,042 | - | 1,908 |
0,551 | 2,459 | 1,352 | 1,613 | 2,965 |
0,433 | - | |||
| 704-1-52 | РВС |
14,416 | 1,918 | 6,400 | 2,938 | - |
1,908 | 0,377 | 2,285 |
- | - | - |
0,187 | - | ||
| 400 | РВСП |
18,756 | 1,918 | 6,400 | 2,938 | - |
1,908 | 0,644 | 2,552 |
1,774 | 1,760 |
3,534 | 0,433 | - |
||
| 704-1- |
РВСС | 14,416 | 1,918 | 6,400 | 2,938 |
- | 1,908 | 0,377 | 2,285 | - |
- | - | 0,187 | - | ||
| 153С | ||||||||||||||||
| РВССП | 18,756 | 1,918 | 6,400 |
2,938 | - | 1,908 |
0,644 | 2,552 | 1,774 | 1,760 | 3,534 |
0,433 | - | |||
| 704-1-53 | ВВС |
20,365 | 2,986 | 9,396 | 3,942 | - |
2,058 | 0,844 | 2,902 |
- | - | - |
0,187 | - | ||
| 700 | РВСП |
25,966 | 2,986 | 9,396 | 3,942 | - |
2,058 | 0,825 | 2,883 |
2,556 | 2,342 |
4,898 | 0,433 | - |
||
| 704-1- |
РВСС | 20,355 | 2,986 | 9,396 | 3,942 |
- | 2,058 | 0,844 | 2,902 | - |
- | - | 0,187 | - | ||
| 154С | ||||||||||||||||
| РВССП | 25,966 | 2,986 | 9,396 |
3,942 | - | 2,058 |
0,825 | 2,883 | 2,556 | 2,342 | 4,898 |
0,433 | - | |||
| 704-1-66 | РВС |
25,713 | 2,910 | 12,552 | 3,895 | - |
3,770 | 0,789 | 4,559 |
- | - | - |
0,639 | - | ||
| 1000 | РВСП |
31,646 | 2,910 | 12,552 | 3,895 | - |
3,770 | 0,789 | 4,569 |
2,739 | 2,653 |
5,392 | 0,793 | - |
||
| 704-1- |
РВСС | 25,713 | 2,910 | 12,552 | 3,895 |
- | 3,770 | 0,789 | 4,559 | - |
- | - | 0,639 | - | ||
| 155С | ||||||||||||||||
| РВССП | 31,646 | 2,910 | 12,552 |
3,895 | - | 3,770 |
0,799 | 4,569 | 2,739 | 2,653 | 5,392 |
0,793 | - | |||
| 704-1-55 | РВС |
26,149 | 2,910 | 12,552 | 3,895 | - |
4,206 | 0,789 | 4,995 |
- | - | - |
0,639 | - | ||
| 1000 | РВСП |
32,082 | 2,910 | 12,552 | 3,895 | - |
4,206 | 0,799 | 5,005 |
2,739 | 2,653 |
5,392 | 0,793 | - |
||
| 704-1-25 |
РВСС | 26,149 | 2,910 | 12,552 | 3,895 |
- | 4,206 | 0,789 |
4,995 | - | - |
- | 0,639 | - |
||
| РВССП | 32,082 | 2,910 |
12,552 | 3,895 | - |
4,206 | 0,799 | 5,005 | 2,739 | 2,653 |
5,392 | 0,793 | - |
|||
| 704-1-55 |
РВС | 47,056 | 7,240 | 23,265 | 8,101 |
1,187 | 3,770 | 0,998 |
4,768 |
0,553 | - | |||||
| 2000 | РВСП | 56,722 | 7,240 | 20,437 |
11,627 | - | 3,770 |
0,992 | 4,762 | 5,570 | 4,348 | 9,918 |
0,648 | - | ||
| 704-1-25 | РВСС |
46,192 | 6,940 |
23,770 | 7,804 | 1,779 | 3,770 | 0,998 |
4,768 | - |
- | - |
- | - | ||
| РВССП |
- | - | - |
- | - | - |
- | - | - |
- | - | - |
- | |||
| 704-1-56 | РВС | 68,978 |
10,872 | 34,776 | 14,343 | 1,853 | 3,770 |
1,264 | 5,034 | - |
- | - | 0,553 |
- | ||
| 3000 |
РВСП | 80,865 |
10,872 | 31,216 | 15,599 | - | 3,770 |
1,200 | 4,970 | 8,820 |
5,921 | 14,741 |
0,690 | - | ||
| 704-1-26 | РВСС |
67,263 | 10,940 |
34,240 | 13,355 | 2,062 | 3,770 | 1,264 |
5,034 | - |
- | - | 0,405 | - | ||
| РВССП | - |
- | - | - |
- | - | - |
- | - | - |
- | - | - | |||
| 704-1-67 | РВС | 102,520 | 15,762 |
54,600 | 21,614 | - |
4,827 | 1,475 | 6,302 | - | - | - | 0,732 | 1,932 | ||
| 5000 | РВСП | 118,034 | 15,762 |
50,728 | 21,614 | - |
4,827 | 1,512 | 6,339 | 11,136 | 7,596 |
18,732 | 0,865 | 1,932 | ||
| 704-1-27 |
РВСС | 100,986 |
18,212 | 47,619 | 22,745 | 3,987 | 3,770 |
1,475 | 5,245 | - | - | - |
0,525 | - | ||
| РВССП |
- | - | - |
- | - | - |
- | - | - |
- | - | - |
||||
| 704-1-68 |
РВС | 218,868 | 21,650 | 8,544 | 121,883 |
43,897 | 5,993 | 1,885 | 7,878 | - | - | - | 0,803 |
9,806 | ||
| 10000 |
РВСП | 239,170 |
21,650 | 8,544 |
105,957 | 43,897 | 5,993 | 1,969 | 7,962 |
20,604 | 11,860 | 32,464 | 0,945 | 11,738 | ||
| 704-1-28 |
РВСС | 198,976 | 31,750 | 9,306 | 83,000 |
60,632 | 3,770 | 1,885 | 5,655 | - | - | - | 0,626 |
4,375 | ||
| 20000 |
704-1-70 | РВС |
407,771 | 53,112 | 12,960 | 216,695 | 93,188 |
5,993 | 2,625 | 8,618 |
- | - | - |
0,817 | 15,675 | |
| РВСП |
443,288 | 53,112 | 12,960 | 189,864 | 93,188 |
5,993 | 2,685 | 8,678 |
39,680 | 18,588 |
58,268 | 1,044 | 17,607 | |||
| 20000 |
704-1-29 | РВСС | 391,598 | 77,482 | 14,800 |
150,962 | 129,201 | 3,770 | 2,625 | 6,395 |
- | - | - |
0,670 | 8,750 | |
| 10-3417- | РФК |
738,313 | 173,936 | 237,760 | 282,229 | - |
3,772 | 6,759 | 10,531 | - | - | - | 2,253 | - | ||
| 30000 | 6КМ |
Примечания: 1. РВС - резервуар вертикальный, цилиндрический, сварной для хранения нефтепродуктов с расчетной температурой минус 40 °С и выше без понтона;
2. РВСП - то же с понтоном;
3. РВСС - то же с расчетной температурой минус 40 °С и ниже без понтона;
4. РВССП - то же с понтоном.
3
Таблица 2
| Марка элемента | Количество элементов на резервуар, шт. | Масса, кг | |
| одной штуки |
на резервуар всего | ||
| РВС вместимостью 100 м3(типовой проект № 704-1-49) |
|||
| 1. Днище, центральная часть | |||
|
АН-1 | 1 | 648 |
648 |
| 2. Стенка | |||
|
АН-2 | 1 | 2837 |
2837 |
| 3. Покрытие | |||
|
БП-48 | 3 | 18 |
54 |
| АН-3 |
1 | 345 | 345 |
| АН-4 | 1 |
292 | 292 |
|
Итого: | 5 |
691 | |
| 4. Лестница кольцевая | |||
|
АН-9 | 1 | 18 |
18 |
| АН-10 |
1 | 40 | 40 |
| АН-11 | 4 |
40 | 160 |
|
АН-12 | 5 | 45 |
225 |
| АН-13 |
4 | 87 | 348 |
| АН-14 | 1 |
87 | 87 |
|
АН-15 | 3 | 18 |
54 |
| АН-25 |
18 | 4 | 72 |
| АН-26 | 4 | 1 | 4 |
| АН-27 |
4 | 0,5 | 2 |
| АН-28 | 4 |
2 | 8 |
| АН-29 | 4 | 2 | 8 |
| АН-30 | 4 |
1 | 4 |
|
АН-31 | 4 | 2 |
8 |
| АН-32 |
1 | 3 | 3 |
| АН-33 | 1 | 1 | 1 |
| АН-34 |
1 | 4 | 4 |
| АН-35 | 4 |
5 | 20 |
| АН-36 | 2 | 4 | 8 |
| АН-37 | 2 |
2 | 4 |
|
АН-38 | 2 | 5 |
10 |
| АН-39 |
2 | 5 | 10 |
| АН-40 | 1 | 2 | 2 |
| АН-41 |
1 | 1 | 1 |
| АН-42 | 1 |
3 | 3 |
| АН-43 | 5 | 2 | 10 |
| АН-44 | 5 |
2 | 10 |
|
АН-45 | 20 | 3 |
60 |
| АН-46 |
10 | 4 | 40 |
| АН-48 | 5 | 3 | 15 |
| АН-50 |
8 | 0,5 | 4 |
| АН-47 | 2 | 0,5 | 1 |
| АН-49 | 10 |
1 | 10 |
|
Итого: | 144 |
1254 | |
| 5. Площадки, ограждения | |||
| П-1 | 5 | 22 |
110 |
| П-5 |
4 | 3 | 12 |
| П-15 | 7 | 0,5 | 4 |
| П-16 |
1 | 1 | 1 |
| П-17 | 7 |
2 | 14 |
| П-18 | 6 | 2 | 12 |
| П-21 | 5 |
5 | 25 |
|
П-22 | 5 | 3 |
15 |
| П-23 | 5 | 7 | 35 |
|
П-29 | 10 | 0,6 |
6 |
| П-30 |
10 | 1 | 10 |
| Итого: | 65 | 244 | |
| 6. Люки, воротники | |||
|
Люк-лаз | 1 | 100,5 | 101 |
| Люк световой | 2 | 31 | 62 |
| ВЛЛ-1 |
1 | 16 | 16 |
| ВСЛ | 2 |
4 | 8 |
|
Итого: | 6 |
187 | |
| 7. Каркас | |||
| Б-100 |
0,5 | 1982 | 991 |
| 8. Упаковка | |||
| К-01 | 1 |
910 | 910 |
|
ХС-8,2 | 4 | 51 |
204 |
| К-01-1 |
1 | 84 | 84 |
| Итого: | 6 | 1198 | |
| Всего: |
8050 | ||
| РВСП вместимостью 100 м3 (типовой проект № 704-1-49) | |||
| 1. Днище, центральная часть | |||
| АН-1 |
1 | 648 | 648 |
| 2. Стенка | |||
| АН-2 | 1 |
2837 | 2837 |
| 3. Покрытие | |||
| БП-48 | 3 |
18 | 54 |
| АН-3 | 1 | 345 |
345 |
| АН-4 | 1 | 292 | 292 |
| Итого: | 5 |
691 | |
| 4. Лестница кольцевая | |||
|
АН-9 | 1 | 18 |
18 |
| АН-10 |
1 | 40 | 40 |
| АН-11 | 4 |
40 | 160 |
|
АН-12 | 5 | 45 |
225 |
| АН-13 |
4 | 87 | 348 |
| АН-14 | 1 |
87 | 87 |
|
АН-15 | 3 | 18 |
54 |
| АН-25 | 18 |
4 | 72 |
| АН-26 | 4 | 1 | 4 |
| АН-27 | 4 |
0,5 | 2 |
|
АН-28 | 4 | 2 |
8 |
| АН-29 |
4 | 2 | 8 |
| АН-30 | 4 | 1 | 4 |
| АН-31 |
4 | 2 | 8 |
| АН-32 | 1 |
3 | 3 |
| АН-33 | 1 | 1 | 1 |
| АН-34 | 1 |
4 | 4 |
|
АН-35 | 4 | 5 |
20 |
| АН-36 |
2 | 4 | 8 |
| АН-37 | 2 | 2 | 4 |
| АН-38 |
2 | 5 | 10 |
| АН-39 | 2 |
5 | 10 |
| АН-40 | 1 | 2 | 2 |
| АН-41 | 1 |
1 | 1 |
|
АН-42 | 1 | 3 |
3 |
| АН-43 |
5 | 2 | 10 |
| АН-44 | 5 | 2 | 10 |
| АН-45 |
20 | 3 | 60 |
| АН-46 | 10 |
4 | 40 |
| АН-47 | 2 | 0,5 | 1 |
| АН-48 | 5 |
3 | 15 |
|
АН-49 | 10 | 1 |
10 |
| АН-50 |
8 | 0,5 | 4 |
| Итого: | 144 | 1254 | |
| 5. Площадки, ограждения | |||
| П-1 | 7 | 22 |
154 |
| П-5 |
6 | 3 | 18 |
| П-15 | 4 | 0,5 | 2 |
| П-16 |
1 | 1 | 1 |
| П-17 | 4 |
2 | 8 |
| П-18 | 8 | 2 | 16 |
| П-21 | 5 |
5 | 25 |
|
П-22 | 5 | 3 |
15 |
| П-23 | 5 | 7 | 35 |
|
П-29 | 14 | 0,6 |
8 |
| П-30 |
14 | 1 | 14 |
| Итого: | 73 | 296 | |
| 6. Люки, воротники | |||
|
Люк-лаз | 2 | 100,5 | 201 |
| Люк-лаз | 1 | 113,5 |
114 |
| Люк световой |
2 | 31 | 62 |
| ВЛЛ-1 | 3 |
16 | 48 |
| ВСЛ | 2 | 4 | 8 |
| Итого: | 10 | 433 | |
| 7. Днище понтона | |||
| АП-51 | 1 |
449 | 499 |
| 8. Детали понтона | |||
| АП-52 | 6 | 11 | 66 |
| АП-53 | 1 |
22 | 22 |
|
АП-54 | 1 | 32 |
32 |
| АП-55 |
2 | 5 | 10 |
| АП-56 | 2 | 5 | 10 |
| АП-57 |
2 | 3 | 6 |
| АП-58 | 2 |
4 | 8 |
| АП-59 | 4 | 13 | 52 |
| АП-60 | 5 |
27 | 135 |
|
АП-61 | 5 | 6 |
30 |
| АП-62 |
17 | 2 | 34 |
| АП-63 | 17 |
0,3 | 5 |
|
АП-64 | 34 | 1 |
34 |
| АП-71 |
1 | 16 | 16 |
| АП-65 | 1 |
276 | 276 |
|
АП-66 | 1 | 56 |
56 |
| АП-67 |
1 | 216 | 216 |
| АП-68 | 1 |
57 | 57 |
|
АП-69 | 2 | 45 |
90 |
| АП-67-14 |
4 | 12 | 48 |
| АП-70 | 1 |
62 | 62 |
|
ВЛЛ-1 | 1 | 16 |
16 |
| Итого: |
111 | 1281 | |
| 9. Каркас | |||
| Б-200 | 0,5 |
1982 | 991 |
|
10. Упаковка | |||
|
К-01-П | 1 | 967 |
967 |
| ХС-8,2 |
4 | 51 | 204 |
| К-01-1П | 1 |
85 | 85 |
|
Итого: | 1256 |
||
| Всего: |
10186 | ||
Таб лица 3
3
Общая и поэлементная масса металлоконструкций вертикальных резервуаров для хранения нефтепродуктов для РВС, РВСП вместимостью 200 м3
| Марка элемента | Количество элементов на резервуар, шт. |
Масса, кг | |
| одной штуки | на резервуар всего | ||
| РВС вместимостью 200 м3 (типовой проект № 704-1-50) | |||
|
1. Днище, центральная часть | |||
| БН-2 | 2 |
616 | 1232 |
|
2. Стенка | |||
|
БН-1 | 1 | 3988 |
3988 |
| 3. Покрытие | |||
|
БН-3 | 1 | 761 |
761 |
| БН-4 |
1 | 626 | 626 |
| БП-48 | 6 |
18 | 108 |
|
Итого: | 8 |
1495 | |
| 4. Лестница кольцевая | |||
| БН-5 | 5 | 44 | 220 |
| БН-6 | 5 | 43 | 215 |
| БН-7 |
1 | 19 | 19 |
| БН-7-1 | 4 |
0,5 | 2 |
| БН-8 | 5 | 86 | 430 |
| БН-9 | 10 |
9 | 90 |
|
БН-10-1 | 38 | 4 |
152 |
| БН-10-2 |
10 | 2 | 20 |
| БН-11 | 5 | 3 | 15 |
| БН-11-1 | 5 | 1 | 5 |
| БН-11-2 | 5 |
3 | 15 |
|
БН-12 | 4 | 2 |
8 |
| БН-12-1 |
4 | 0,6 | 2 |
| БН-12-2 | 4 |
2 | 8 |
| БН-13 | 1 | 3 | 3 |
| БН-13-1 | 2 |
3 | 6 |
|
БН-13-2 | 1 | 1 |
1 |
| БН-13-3 |
1 | 2,5 | 2,5 |
| БН-14 | 2 | 6 | 12 |
| БН-14-1 | 2 | 4 | 8 |
| БН-14-2 | 2 |
1,5 | 3 |
|
БН-14-3 | 2 | 4,5 |
9 |
| БН-16 |
5 | 1,6 | 8 |
| БН-17 | 5 |
1,6 | 8 |
|
БН-18 | 2 | 0,5 |
1 |
| БН-19 |
8 | 0,5 | 4 |
| БН-20 | 5 |
4,3 | 21,5 |
|
Итого: | 122 |
1288 | |
| 5. Площадки, ограждения | |||
| П-1 | 2 | 22 |
44 |
| П-2 |
2 | 41 | 82 |
| П-4 | 2 | 4 | 8 |
| П-15 |
14 | 0,5 | 7 |
| П-16 | 4 |
1 | 4 |
| П-17 | 2 | 2 | 4 |
| П-18 | 6 |
2 | 12 |
|
П-21 | 2 | 5 |
10 |
| П-22 | 2 | 3 | 6 |
|
П-23 | 2 | 7 |
14 |
| П-24 | 6 | 14 | 84 |
|
П-25 | 1 | 15 |
15 |
| П-29 |
6 | 0,6 | 4 |
| П-30 | 8 | 1 | 8 |
| Итого: |
61 | 302 | |
| 6. Люки, воротники |
|||
| Люк-лаз | 1 | 100,5 | 101 |
| Люк световой | 2 |
31 | 62 |
|
ВЛЛ-1 | 1 | 16 |
16 |
| ВСЛ | 2 | 4 | 8 |
| Итого: | 6 | 187 | |
| 7. Каркас | |||
| Б-200 | 0,5 |
1982 | 991 |
|
8. Упаковка | |||
|
К-01 | 1 | 910 |
910 |
| ХС-8,2 |
4 | 51 | 204 |
| К-01-1 | 1 |
84 | 84 |
|
Итого: | 6 |
1198 | |
| Всего: | 10681 | ||
| РВСП вместимостью 200 м3 (типовой проект № 704-1-50) | |||
| 1. Днище, центральная часть | |||
| БН-2 |
2 | 616 | 1232 |
| 2. Стенка | |||
| БН-1 | 1 |
3988 | 3988 |
| 3. Покрытие | |||
| БН-3 | 1 |
761 | 761 |
|
БН-4 | 1 | 626 |
626 |
| БП-48 |
6 | 18 | 108 |
| Итого: | 8 | 1495 | |
| 4. Лестница кольцевая | |||
|
БН-5 | 5 | 44 |
220 |
| БН-6 |
5 | 43 | 215 |
| БН-7 | 1 | 19 | 19 |
| БН-7-1 |
4 | 0,5 | 2 |
| БН-8 | 5 |
86 | 430 |
|
БН-9 | 10 | 9 |
90 |
| БН-10-1 |
38 | 4 | 152 |
| БН-10-2 | 10 |
2 | 20 |
| БН-11 | 5 | 3 | 15 |
| БН-11-1 | 5 |
1 | 5 |
|
БН-11-2 | 5 | 3 |
15 |
| БН-13 |
1 | 3 | 3 |
| БН-13-1 | 2 |
3 | 6 |
|
БН-13-2 | 1 | 1 |
1 |
| БН-13-3 |
1 | 2,5 | 2,5 |
| БН-14 | 2 | 6 | 12 |
| БН-14-1 | 2 | 4 | 8 |
| БН-14-2 | 2 |
1,5 | 3 |
|
БН-14-3 | 2 | 4,5 |
9 |
| БН-16 |
5 | 1,6 | 8 |
| БН-17 | 5 |
1,6 | 8 |
|
БН-18 | 2 | 0,5 |
1 |
| БН-19 |
8 | 0,5 | 4 |
| БН-20 | 5 |
4,3 | 21,5 |
|
БН-12 | 4 | 2 |
8 |
| БН-12-1 |
4 | 0,2 | 2 |
| БН-12-2 | 4 |
2 | 8 |
|
Итого: | 122 |
1288 | |
| 5. Площадки, ограждения | |||
| П-1 | 1 | 22 | 22 |
|
П-2 | 5 | 41 |
205 |
| П-4 | 4 | 4 | 16 |
|
П-15 | 8 | 0,5 |
4 |
| П-16 |
2 | 1 | 2 |
| П-18 | 4 | 2 | 8 |
| П-21 |
2 | 5 | 10 |
| П-22 | 2 |
3 | 6 |
| П-23 | 2 | 7 | 14 |
| П-24 | 4 |
14 | 56 |
|
П-25 | 4 | 15 |
60 |
| П-29 |
11 | 0,6 | 7 |
| П-30 | 12 | 1 | 12 |
| Итого: | 61 | 422 | |
| 6. Люки, воротники | |||
| Люк-лаз |
2 | 100,5 | 201 |
| Люк-лаз | 1 |
113,5 | 114 |
|
Люк световой | 2 |
31 | 62 |
|
ВЛЛ-1 | 3 | 16 |
48 |
| ВСЛ |
2 | 4 | 8 |
| Итого: | 10 | 433 | |
| 7. Днище понтона | |||
|
БП-40 | 1 | 962 |
962 |
| БП-40А |
1 | 93 | 93 |
| Итого: | 2 | 1055 | |
| 8. Детали понтона | |||
|
БП-41 | 6 | 11 |
66 |
| БП-42 |
1 | 22 | 22 |
| БП-43 | 1 |
32 | 32 |
|
БП-44 | 2 | 5 |
10 |
| БН-45 |
2 | 5 | 10 |
| БП-46 | 2 | 3 | 6 |
| БП-47 |
2 | 4 | 8 |
| ВП-49 | 7 |
24 | 168 |
|
БП-50 | 7 | 6 |
42 |
| БП-51 |
28 | 2 | 56 |
| БП-52 | 28 |
0,3 | 8 |
|
БП-53 | 49 | 1 |
49 |
| БП-60 |
1 | 16 | 16 |
| ВЛЛ-1 | 1 |
16 | 16 |
|
БП-54 | 1 | 298 |
298 |
| БП-55 |
1 | 56 | 56 |
| БП-56 | 1 |
238 | 238 |
|
БП-57 | 1 | 57 |
57 |
| БП-58 |
2 | 45 | 90 |
| БП-59 | 1 |
64 | 64 |
|
БП-56-14 | 4 | 12 |
48 |
| Итого: |
152 | 1432 |
|
| Б-200 | 0,5 | 9. Каркас |
1982 | 991 |
|
К-01П | 1 | 10. Упаковка | 967 | 967 |
| ХС-8,2 | 4 |
51 | 204 | |
| К-01-1П | 1 |
85 | 85 | |
|
Итого: Всего: | 6 |
1256 13592 |
Т а б л и ц а 4
3
Общая и поэлементная масса металлоконструкций вертикальных резервуаров для хранения нефтепродуктов для РВС, РВСП вместимостью 300 м
| Марка элемента | Количество элементов на резервуар, шт. |
Масса, кг | |
| одной штуки | на резервуар всего | ||
| РВС вместимостью 300 м3 (типовой проект № 704-1-51) | |||
|
1. Днище, центральная часть | |||
| ВН-2 | 2 |
758 | 1516 |
|
2. Стенка | |||
|
ВН-1 | 1 | 5678 |
5678 |
| 3. Покрытие | |||
|
ВН-3 | 1 | 335 |
335 |
| ВН-4 |
4 | 296 | 1184 |
| ВН-5 | 1 |
274 | 274 |
|
ВН-6 | 1 | 123 |
123 |
| ВН-7 |
1 | 108 | 108 |
| ВН-18 | 6 | 1 | 6 |
| ВН-19 |
6 | 2 | 12 |
| Итого: | 20 |
2042 | |
|
4. Лестница шахтная | |||
| ШЛ-7,5 | 1 | 1824 | 1824 |
|
5. Элементы лестницы, переходные площадки | |||
| ГН-50 | 1 | 52 | 52 |
| ГН-51 | 4 |
3,5 | 14 |
|
ГН-52 | 2 | 7 |
14 |
| ГН-53 |
2 | 2 | 4 |
| Итого: | 9 | 84 | |
| 6. Площадки, ограждения | |||
| П-1 | 2 | 22 |
44 |
| П-2 |
4 | 41 | 164 |
| П-5 | 3 | 3 | 9 |
| П-15 |
14 | 0,5 | 7 |
| П-16 | 6 |
1 | 6 |
| П-17 | 2 | 2 | 4 |
| П-18 | 4 |
2 | 8 |
|
П-21 | 2 | 5 |
10 |
| П-22 | 2 | 3 | 6 |
|
П-23 | 2 | 7 |
14 |
| П-24 | 6 | 14 | 84 |
| П-25 | 3 | 15 | 45 |
| П-29 | 10 |
0,6 | 6 |
|
П-30 | 12 | 1 |
12 |
| Итого: |
72 | 419 | |
| 7. Люки, воротники |
|||
| Люк-лаз | 1 | 100,5 | 101 |
| Люк световой | 2 |
31 | 62 |
|
ВЛЛ-1 | 1 | 16 |
16 |
| ВСЛ |
2 | 4 | 8 |
| Итого: | 6 | 187 | |
| 8. Упаковка | |||
|
К-04 | 1 | 219 |
219 |
| А-05 |
1 | 80 | 80 |
| ПП-2 | 2 | 87 | 174 |
| ХС-8,2 | 4 | 51 | 204 |
| ПГ-1 | 4 |
1,5 | 6 |
|
Итого: | 12 |
683 | |
| Всего: | 12433 | ||
| РВСП вместимостью 300 м3 (типовой проект № 704-1-51) | |||
| 1. Днище, центральная часть | |||
| ВН-2 |
2 | 758 | 1516 |
| 2. Стенка | |||
| ВН-1 | 1 |
5678 | 5678 |
| 3. Покрытие | |||
| ВН-3 | 1 |
335 | 335 |
|
ВН-4 | 4 | 296 |
1184 |
| ВН-5 |
1 | 274 | 274 |
| ВН-6 | 1 |
123 | 123 |
|
ВН-7 | 1 | 108 |
108 |
| ВН-18 |
6 | 1 | 6 |
| ВН-19 | 6 | 2 | 12 |
| Итого: | 20 | 2042 | |
| 4. Лестница шахтная | |||
| ШЛ-7,5 |
1 | 1824 | 1824 |
| 5. Элементы лестницы, переходные площадка |
|||
| ГН-50 | 1 |
52 | 52 |
|
ГН-51 | 4 | 3,5 |
14 |
| ГН-52 |
2 | 7 | 14 |
| ГН-53 | 2 | 2 | 4 |
| Итого: | 9 | 84 | |
| 6. Площадки, ограждения | |||
| П-1 | 2 | 22 | 44 |
| П-2 | 7 |
41 | 287 |
|
П-5 | 6 | 3 |
18 |
| П-15 | 6 | 0,5 | 3 |
|
П-16 | 2 | 1 |
2 |
| П-18 | 4 | 2 | 8 |
|
П-21 | 2 | 5 |
10 |
| П-22 | 2 | 3 |
6 |
| П-23 |
2 | 7 | 14 |
| П-24 | 3 | 14 | 42 |
| П-25 |
6 | 15 | 90 |
| П-29 | 15 |
0,6 | 9 |
| П-30 | 18 | 1 | 18 |
| Итого: | 77 | 551 | |
| 7. Днище понтона | |||
| ВП-60 | 1 |
1352 | 1352 |
| 8. Детали понтона | |||
| ВП-61 | 6 |
12 | 72 |
|
ВН-62 | 1 | 22 |
22 |
| ВП-63 |
1 | 32 | 32 |
| ВП-64 | 2 | 5 | 10 |
| ВП-65 |
2 | 5 | 10 |
| ВН-66 | 2 |
3 | 6 |
| ВП-67 | 2 | 4 | 8 |
| ВП-68 | 6 |
14 | 84 |
|
ВП-69 | 8 | 24 |
192 |
| ВП-70 |
8 | 6 | 48 |
| ВП-71 | 38 |
2 | 76 |
| ВП-72 | 38 | 0,3 |
11 |
| ВП-73 |
57 | 1 | 57 |
| ВП-74 | 1 |
357 | 357 |
|
ВП-75 | 1 | 56 |
56 |
| ВП-76 |
1 | 300 | 300 |
| ВП-77 | 1 |
57 | 57 |
|
ВП-78 | 2 | 45 |
90 |
| ВП-79 |
1 | 48 | 48 |
| ВП-80 | 1 |
16 | 16 |
|
ВП-81 | 4 | 12 |
48 |
| ВП-82 |
1 | 13 | 13 |
| Итого: | 184 | 1613 | |
| 9. Люки, воротники | |||
|
Люк-лаз | 2 | 100,5 | 201 |
| Люк-лаз | 1 | 113,5 |
114 |
| Люк световой |
2 | 31 | 62 |
| ВЛЛ-1 | 3 |
16 | 48 |
| ВСЛ | 2 | 4 | 8 |
| Итого: | 10 | 433 | |
|
10. Упаковка | |||
|
К-04П | 1 | 356 |
356 |
| А-04П |
1 | 64 | 64 |
| А-06П | 4 | 1 | 4 |
| ХС-8,2 |
4 | 51 | 204 |
| А-07П | 1 |
143 | 143 |
|
ПП-2 | 2 | 87 |
174 |
| ПГ-1 |
4 | 1,5 | 6 |
| Итого: | 19 | 951 | |
Общая и поэлементная масса металлоконструкций вертикальных резервуаров для хранения нефтепродуктов для РВС, РВСП вместимостью 100 м
РТМ 36.15-89 Комплексные нормативы затрат труда на изготовление стальных конструкций вертикальных цилиндрических резервуаров Стр. 18 из 108
|В с е го:_|_|_|_16044_|
Т а б л и ц а 5
3
Общая и поэлементная масса металлоконструкций вертикальных резервуаров для хранения нефтепродуктов для РВС, РВСП вместимостью 400 м3
| Марка элемента | Количество элементов на резервуар, шт. |
Масса, кг | |
| одной штуки | на резервуар всего | ||
| РВС вместимостью 400 м3 типовой проект № 704-1-52) | |||
|
1. Днище, центральная часть | |||
| ГН-2А | 2 |
1918 | 959 |
|
2. Стенка | |||
|
ГН-1 | 1 | 6400 |
6400 |
| 3. Покрытие | |||
|
ГН-5 | 1 | 379 |
379 |
| ГН-6 |
6 | 332 | 1992 |
| ГН-7 | 1 |
305 | 305 |
|
ГН-3 | 1 | 97 |
97 |
| ГН-4 |
1 | 141 | 141 |
| ГН-49 | 8 | 1 | 8 |
| ГН-48 |
8 | 2 | 16 |
| Итого: | 26 |
2938 | |
|
4. Лестница шахтная | |||
| ША-7,5 | 1 | 1824 | 1824 |
|
5. Элементы лестницы, переходная площадка | |||
| ГН-50 | 1 | 52 | 52 |
| ГН-51 | 4 |
3,5 | 14 |
|
ГН-52 | 2 | 7 |
14 |
| ГН-53 |
2 | 2 | 4 |
| Итого: | 9 | 84 | |
| 6. Площадки, ограждения | |||
| П-1 | 1 | 22 |
22 |
| П-2 |
3 | 41 | 123 |
| П-6 | 2 | 3 | 6 |
| П-15 |
20 | 0,5 | 10 |
| П-16 | 6 |
1 | 6 |
| П-17 | 2 | 2 | 4 |
| П-18 | 4 |
2 | 8 |
|
П-21 | 2 | 5 |
10 |
| П-22 | 2 | 3 | 6 |
|
П-23 | 2 | 7 |
14 |
| П-24 | 9 | 14 | 126 |
| П-25 | 2 | 15 |
30 |
| П-29 |
6 | 0,6 | 4 |
| П-30 | 8 | 1 | 8 |
| Итого: |
69 | 377 | |
| 7. Люки, воротники |
|||
| Люк-лаз | 1 | 100,5 | 101 |
| Люк световой | 2 |
31 | 62 |
| ВЛЛ-1 | 1 | 16 | 16 |
| ВСЛ | 2 | 4 |
8 |
| Итого: |
6 | 187 | |
| 8. Упаковка | |||
| К-04 | 1 |
219 | 219 |
|
А-04 | 1 | 85 |
85 |
| ПП-2 |
2 | 87 | 174 |
| ХС-8,2 | 4 |
51 | 204 |
|
ПГ-01 | 4 | 1,5 |
6 |
| Итого: |
12 | 688 | |
|
Всего: | 14416 |
||
| РВСП вместимостью 400 м3 (типовой проект № 704-1-52) |
|||
| 1. Днище, центральная часть | |||
|
ГН-2А | 2 | 959 |
1918 |
| 2. Стенка | |||
|
ГН-1 | 1 | 6400 |
6400 |
| 3. Покрытие | |||
|
ГН-5 | 1 | 379 |
379 |
| ГН-6 |
6 | 332 | 1992 |
| ГН-7 | 1 |
305 | 305 |
|
ГН-3 | 1 | 97 |
97 |
| ГН-4 |
1 | 141 | 141 |
| ГН-49 | 8 | 1 | 8 |
| ГН-48 |
8 | 2 | 16 |
| Итого: | 26 |
2938 | |
|
4. Лестница шахтная | |||
| ШЛ-7,5 | 1 | 1824 | 1824 |
|
5. Элементы лестницы, переходные площадки | |||
| ГН-50 | 1 | 52 | 52 |
| ГН-51 | 4 |
3,5 | 14 |
|
ГН-52 | 2 | 7 |
14 |
| ГН-53 |
2 | 2 | 4 |
| Итого: | 9 | 84 | |
| 6. Площадки, ограждения | |||
| П-1 | 5 | 22 |
110 |
| П-2 |
7 | 41 | 287 |
| П-6 | 8 | 3 | 24 |
| П-15 |
6 | 0,5 | 3 |
| П-16 | 2 |
1 | 2 |
| П-17 | 2 | 2 | 4 |
| П-18 | 7 |
2 | 14 |
|
П-21 | 3 | 4 |
15 |
| П-22 | 3 | 3 | 9 |
|
П-23 | 3 | 7 |
21 |
| П-24 | 2 | 14 | 28 |
|
П-25 | 6 | 15 |
90 |
| П-29 |
21 | 0,6 | 13 |
| П-30 | 24 | 1 | 24 |
| Итого: | 99 |
644 | |
| 7. Днище понтона | |||
|
ГП-40А | 1 | 1597 |
1597 |
| ГП-40Б |
1 | 177 | 177 |
| Итого: | 2 |
1774 | |
|
8. Детали понтона | |||
|
ГП-41 | 8 | 11 |
88 |
| ГП-42 |
1 | 23 | 23 |
| ГП-43 | 1 |
30 | 30 |
|
ГП-44 | 2 | 5 |
10 |
| ГП-45 |
2 | 5 | 10 |
| ГП-46 | 2 | 3 | 6 |
| ГП-47 |
2 | 4 | 8 |
| ГП-48 | 8 |
12 | 96 |
|
ГП-49 | 9 | 34 |
306 |
| ГП-50 |
8 | 7 | 56 |
| ГП-51 | 32 |
2 | 64 |
| ГП-52 | 32 | 0,3 |
10 |
| ГП-53 |
64 | 1 | 64 |
| ГП-60 | 1 |
17 | 17 |
|
ГП-54 | 1 | 361 |
361 |
| ГП-55 |
1 | 56 | 56 |
| ГП-56 | 1 |
300 | 300 |
|
ГП-57 | 1 | 57 |
57 |
| ГП-58 |
45 | 90 | |
| ГП-59 | 1 | 13 | 13 |
| ГП-59-1 |
1 | 47 | 47 |
| Итого: | 184 |
1760 | |
|
9. Люки, воротники | |||
|
Люк-лаз | 2 | 100,5 | 201 |
| Люк-лаз | 1 | 113,5 |
114 |
| Люк световой |
2 | 31 | 62 |
| ВЛЛ-1 | 3 |
16 | 48 |
| ВСЛ | 2 | 4 | 8 |
| Итого: | 10 | 433 | |
|
10. Упаковка | |||
|
К-04П | 1 | 356 |
356 |
| А-05П |
1 | 94 | 94 |
| А-06П | 4 | 1 | 4 |
| А-07П |
1 | 143 | 143 |
| ПП-2 | 2 |
87 | 174 |
|
ХС-8,2 | 4 | 51 |
204 |
| ПГ-1 |
4 | 1,5 | 6 |
| Итого: | 17 | 981 | |
| Всего: |
18756 |
||
Таблица 6
Общая и поэлементная масса металлоконструкций вертикальных резервуаров для хранения нефтепродуктов для РВС, РВСП вместимостью 700 м
I-1-1-1
|
Марка элемента |
Количество элементов на резервуар, шт. | Масса, кг | |
|
одной штуки | на резервуар всего | ||
| РВС вместимостью 700 м3 (типовой проект № 704-1-53) | |||
|
1. Днище, центральная часть | |||
| ДН-1 | 2 |
1493 | 2986 |
|
2. Стенка | |||
|
ДН-2 | 1 | 9396 |
9396 |
| 3. Покрытие | |||
|
ДН-6 | 1 | 430 |
430 |
| ДН-7 |
8 | 353 | 2816 |
| ДН-8 | 1 |
320 | 320 |
|
ДН-5 | 1 | 93 |
93 |
| ДН-4 |
1 | 193 | 193 |
| ДН-4-1 | 10 |
6 | 60 |
| ДН-26 | 10 | 3 | 30 |
| Итого: | 32 | 3942 | |
| 4. Лестница шахтная | |||
| ШЛ-9СБ | 1 |
2058 | 2058 |
| 5. Элементы лестницы, переходная площадка | |||
| ДН-27 | 1 | 74 | 74 |
| ДН-28 | 2 |
24 | 48 |
|
Итого: | 3 |
122 | |
| 6. Площадки, ограждения | |||
| П-1 | 2 | 22 |
44 |
| П-2 |
9 | 41 | 369 |
| П-8 | 8 | 3 | 24 |
| П-15 |
12 | 0,5 | 6 |
| П-16 | 4 |
1 | 4 |
| П-18 | 4 | 2 | 8 |
| П-21 | 2 |
5 | 10 |
|
П-22 | 2 | 3 |
6 |
| П-23 | 2 | 7 | 14 |
|
П-24 | 6 | 14 |
84 |
| П-25 | 8 | 15 | 120 |
| П-29 | 18 | 0,6 | 11 |
| П-30 |
22 | 1 | 22 |
| Итого: | 99 |
722 | |
|
7. Люки, воротники | |||
|
Люк-лаз | 1 | 100,5 | 101 |
| Люк световой | 2 | 31 | 62 |
| ВЛЛ-1 |
1 | 16 | 16 |
| ВСЛ | 2 |
4 | 8 |
|
Итого: | 6 |
187 | |
| 8. Упаковка | |||
| ХС-8,2 |
4 | 51 | 204 |
| К-07-1 | 1 |
67 | 67 |
| ПП-2 | 2 | 87 | 174 |
| ПГ-1 | 4 |
1,5 | 6 |
| К-07-1П |
1 | 69 | 69 |
| К-1-2СА | 1 |
422 | 422 |
|
Итого: | 13 |
942 | |
| Всего: | 20355 | ||
| РВСП вместимостью 700 м3 (типовой проект № 704-1-53) | |||
| 1. Днище, центральная часть | |||
| ДН-1 |
2 | 1493 | 2986 |
| 2. Стенка |
|||
| ДН-2 |
1 | 9396 | 9396 |
| 3. Покрытие | |||
| ДН-6 | 1 |
430 | 430 |
|
ДН-7 | 8 | 352 |
2816 |
| ДН-8 |
1 | 320 | 320 |
| ДН-5 | 1 | 93 | 93 |
| ДН-4 |
1 | 193 | 193 |
| ДН-4-1 | 10 |
6 | 60 |
| ДН-26 | 10 | 3 | 30 |
| Итого: | 32 | 3942 | |
| 4. Лестница шахтная | |||
| ШЛ-9СБ | 1 |
2058 | 2058 |
| 5. Элементы лестницы, переходная площадка | |||
| ДН-27 | 1 | 74 | 74 |
| ДН-28 | 2 |
24 | 48 |
|
Итого: | 3 |
122 | |
| 6. Площадки, ограждения | |||
| П-1 | 3 | 22 |
66 |
| П-2 |
8 | 41 | 328 |
| П-8 | 8 | 3 | 24 |
| П-15 |
14 | 0,5 | 7 |
| П-16 | 4 |
1 | 4 |
| П-18 | 4 | 2 | 8 |
| П-21 | 2 |
5 | 10 |
|
П-22 | 2 | 3 |
6 |
| П-23 | 2 | 7 | 14 |
|
П-24 | 7 | 14 |
98 |
| П-25 | 7 | 15 | 105 |
| П-29 | 19 | 0,6 | 11 |
| П-30 |
22 | 1 | 22 |
| Итого: | 102 |
703 | |
|
7. Днище понтона | |||
|
ДП-10А | 1 | 2193 |
2193 |
| ДП-10Б |
1 | 363 | 363 |
| Итого: | 2 |
2556 | |
|
8. Детали понтона | |||
|
ДП-16 | 10 | 11 |
110 |
| ДП-11 |
11 | 56 | 616 |
| ДП-12 | 11 |
16 | 176 |
|
ДП-13 | 40 | 2 |
80 |
| ДП-14 | 40 |
0,5 | 20 |
|
ДП-15 | 64 | 1 |
64 |
| ДП-17 |
8 | 14 | 112 |
| ДП-24 | 1 |
16 | 16 |
|
ДП-18 | 1 | 403 |
403 |
| ДП-19 |
1 | 56 | 56 |
| ДР-20 | 1 |
342 | 342 |
|
ДП-20-14 | 4 | 12 |
48 |
| ДП-21 |
1 | 57 | 57 |
| ДП-22 | 2 |
45 | 90 |
|
ДП-23 | 1 | 64 |
64 |
| ДП-30 |
1 | 22 | 22 |
| ДП-31 | 1 |
32 | 32 |
|
ДП-32 | 2 | 5 |
10 |
| ДП-33 |
2 | 5 | 10 |
| ДП-34 | 2 | 3 | 6 |
| ДП-35 |
2 | 4 | 8 |
| Итого: | 206 |
2342 | |
|
9. Люки, воротники | |||
|
Люк-лаз | 2 | 100,5 | 201 |
| Люк-лаз | 1 | 114 | 114 |
| Люк световой |
2 | 31 | 62 |
| ВЛЛ-1 | 3 |
16 | 48 |
| ВСЛ | 2 | 4 | 8 |
| Итого: | 10 | 433 | |
|
10. Упаковка | |||
|
ХС-8,2 | 4 | 51 |
204 |
| КБ-5 |
1 | 160 | 160 |
| ПП-2 | 2 | 87 | 174 |
| ПГ-1 |
4 | 1,5 | 6 |
| К-1П | 1 |
788 | 788 |
|
КГС-1 | 1 | 96 |
96 |
| Итого: |
13 | 1428 | |
|
Всего: | 25966 | ||
Таблица 7
3
Общая и поэлементная масса металлоконструкций вертикальных резервуаров для хранения нефтепродуктов для РВС, РВСП, вместимостью 1000 м
| Марка элемента | Количество элементов на резервуар, шт. | Масса, кг | |
| одной штуки |
на резервуар всего | ||
| РВС вместимостью 1000 м3 (типовой проект № 704-1-66) | |||
| 1. Днище, центральная часть | |||
| ЕН-2 |
1 | 2910 | 2910 |
| 2. Стенка |
|||
| ЕН-1 |
1 | 12552 | 12552 |
| 3. Покрытие | |||
| ЕН-8 | 1 |
430 | 430 |
|
ЕН-9 | 8 | 352 |
2816 |
| ЕН-4 | 1 |
181 | 181 |
|
ЕН-5 | 1 | 88 |
88 |
| ЕН-6 |
10 | 4 | 40 |
| ЕН-7 | 10 | 2 | 20 |
| ЕН-10 |
1 | 320 | 320 |
| Итого: | 32 |
3895 | |
|
4. Лестница шахтная | |||
| ШЛ-12СБ | 1 | 3459 | 3459 |
|
5. Детали лестницы | |||
|
Ш4-1-1 | 2 | 13 |
26 |
| Ш4-1-2 |
2 | 3 | 6 |
| Ш4-1-3 | 2 | 3 | 6 |
| Ш4-2 |
1 | 5 | 5 |
| Ш4-3 | 1 |
1 | 1 |
| Ш4-4 | 1 | 2 | 2 |
| Ш4-5 | 4 |
2 | 8 |
|
Ш4-6 | 1 | 111 |
111 |
| Ш4-7 |
6 | 4 | 24 |
| Ш4-8 | 2 | 9 | 18 |
| Ш4-9 |
2 | 4 | 8 |
| Ш4-10 | 4 |
24 | 96 |
|
Итого: | 28 |
311 | |
| 6. Площадки, ограждения | |||
| П-1 | 5 | 22 |
110 |
| П-2 |
9 | 41 | 369 |
| П-8 | 10 | 3 | 30 |
| П-15 |
9 | 0,5 | 5 |
| П-16 | 2 |
1 | 2 |
| П-17 | 3 | 2 | 6 |
| П-18 | 8 |
2 | 16 |
|
П-21 | 3 | 5 |
15 |
| П-22 | 3 | 3 | 9 |
|
П-23 | 3 | 7 |
21 |
| П-24 | 3 | 14 | 42 |
|
П-25 | 8 | 15 |
120 |
| П-29 |
24 | 0,6 | 14 |
| П-30 | 30 | 1 | 30 |
| Итого: | 121 | 789 | |
| 7. Люки, воротники | |||
| Люк-лаз |
2 | 100,5 | 201 |
| Люк-лаз | 1 |
214 | 214 |
|
Люк овальный | 4 |
31 | 124 |
|
ВЛЛ-66 | 2 | 20 |
40 |
| ВЛЛО-66 |
1 | 44 | 44 |
| ВСЛ-3 | 12 |
1,33 | 16 |
|
Итого: | 22 |
639 | |
| 8. Упаковка | |||
| ХС-8,2 |
4 | 51 | 204 |
| ПП-2 | 2 |
87 | 174 |
| ПГ-1 | 4 | 1,5 | 6 |
|
К-1 | 1 | 697 |
697 |
| ЕН-90 |
1 | 77 | 77 |
| Итого: | 12 | 1158 | |
| Всего: |
25713 | ||
| РВСП вместимостью 1000 м3 (типовой проект № 704-1-66) | |||
| 1. Днище, центральная часть | |||
| ЕНП-2 |
1 | 2910 | 2910 |
| 2. Стенка |
|||
| ЕНП-1 |
1 | 12552 | 12552 |
| 3. Покрытие | |||
| ЕН-8 | 1 |
430 | 430 |
|
ЕН-9 | 8 | 352 |
2816 |
| ЕН-4 |
1 | 181 | 181 |
| ЕН-5 | 1 | 88 | 88 |
| ЕН-6 |
10 | 4 | 40 |
| ЕН-7 | 10 |
2 | 20 |
| ЕН-10 | 1 | 320 |
320 |
| Итого: |
32 | 3895 | |
| 4. Лестница шахтная |
|||
| ШЛ-12СБ | 1 | 3459 | 3459 |
| 5. Детали лестницы |
|||
| Ш-4-1-1 | 2 | 13 | 26 |
|
Ш-4-1-2 | 2 | 3 |
6 |
| Ш-4-1-3 |
2 | 3 | 6 |
| Ш-4-2 | 1 | 5 | 5 |
| Ш-4-3 |
1 | 1 | 1 |
| Ш-4-4 | 1 |
2 | 2 |
| Ш-4-5 | 4 | 2 | 8 |
| Ш-4-6 | 1 |
111 | 111 |
|
Ш-4-7 | 6 | 4 |
24 |
| Ш-4-8 |
2 | 9 | 18 |
| Ш-4-9 | 2 | 4 | 8 |
| Ш-4-10 |
4 | 24 | 96 |
| Итого: | 28 |
311 | |
|
6. Площадки, ограждения | |||
| П-1 | 4 | 22 | 88 |
| П-2 |
10 | 41 | 410 |
| П-8 | 10 |
3 | 30 |
| П-15 | 8 | 0,5 | 4 |
| П-16 | 2 |
1 | 2 |
|
П-17 | 2 | 2 |
4 |
| П-18 | 6 | 2 | 12 |
|
П-21 | 2 | 5 |
10 |
| П-22 | 2 | 3 | 6 |
|
П-23 | 2 | 7 |
14 |
| П-24 | 3 | 14 | 42 |
|
П-25 | 9 | 15 |
135 |
| П-29 |
23 | 0,6 | 14 |
| П-30 | 28 | 1 | 28 |
| Итого: | 111 | 799 | |
| 7. Днище понтона | |||
| ЕНП-3 | 1 |
2739 | 2739 |
| 8. Детали понтона | |||
| ЕНП-45 | 11 |
56 | 619 |
|
ЕНП-46 | 11 | 16 |
176 |
| ЕНП-47 |
40 | 2 | 80 |
| ЕНП-48 | 40 |
0,5 | 20 |
|
ЕНП-49 | 8 | 14 |
112 |
| ЕНП-50 |
64 | 1 | 64 |
| ЕНП-52 | 10 |
11 | 110 |
|
ЕНП-53 | 1 | 28 |
28 |
| ЕНП-54 |
1 | 39 | 39 |
| ЕНП-55 | 2 |
5 | 10 |
|
ЕНП-56 | 2 | 5 |
10 |
| ЕНП-57 |
2 | 3 | 6 |
| ЕНП-58 | 2 |
4 | 8 |
|
ЕНП-59 | 1 | 275 |
275 |
| ЕНП-59А |
1 | 254 | 254 |
| ЕНП-60 | 1 |
66 | 66 |
|
ЕНП-61 | 1 | 235 |
235 |
| ЕНП-61А |
1 | 233 | 233 |
| ЕНП-62 | 4 |
18,5 | 74 |
|
ЕНП-63 | 1 | 67 |
67 |
| ЕНП-64 |
2 | 47,5 | 95 |
| ЕНП-65-1 | 1 |
45,5 | 45,5 |
|
ЕНП-65-2 | 4 | 1 |
4 |
| ЕНП-65-3 |
1 | 22 | 22 |
| ЕНП-65-4 | 1 |
3 | 3 |
|
Итого: | 212 |
2653 | |
| 9. Воротники, люки | |||
|
ЛЛ-1-П | 2 | 100,5 |
201 |
| ЛЛ-1-Ш |
1 | 113,5 | 114 |
| Люк световой |
4 | 31 | 124 |
| ЛЛ-0 | 1 |
214 | 214 |
|
ВЛЛ-66 | 2 | 20 |
40 |
| ВЛЛО-66 |
1 | 44 | 44 |
| ВЛЛШ-66 | 1 |
20 | 20 |
|
ВСЛ-4 | 4 | 4 |
16 |
| ЕН-7 |
10 | 2 | 20 |
| Итого: | 26 | 793 | |
| 10. Упаковка | |||
|
ХС-8,2 | 4 | 51 |
204 |
| ПП-2 |
2 | 87 | 174 |
| ПГ-1 | 4 |
1,5 | 6 |
| К-1П | 1 | 788 |
788 |
| КГС-1 |
1 | 96 | 96 |
| К-2 | 1 | 183 | 183 |
| ЕНП-90 | 1 |
84 | 84 |
|
Итого: | 14 |
1535 | |
| Всего: | 31646 |
о
Общая и поэлементная масса металлоконструкций вертикальных резервуаров для хранения нефтепродуктов для РВС, РВСП, РВСС вместимостью 2000 м3
|
Марка элемента |
Количество элементов на резервуар, шт. | Масса, кг | |
|
одной штуки | на резервуар всего | ||
| РВС вместимостью 2000 м3 (типовой проект № 704-1-55) | |||
|
1. Днище, центральная часть | |||
| ИН-1 | 2 |
3620 | 7240 |
|
2. Стенка | |||
|
ИН-3 | 1 | 23265 |
23265 |
| 3. Покрытие | |||
|
ИН-9 | 1 | 694 |
694 |
| ИН-10 |
12 | 562 | 6744 |
| ИН-11 | 1 |
452 | 452 |
|
ИН-5 | 1 | 211 |
211 |
| Итого: |
8101 | ||
| 4. Центральная стойка, кожух пригрузки | |||
| ИН-4 | 1 | 774 | 774 |
| ИН-4А | 1 |
96 | 96 |
|
ИН-4Б | 1 | 96 |
96 |
| ИН-4В |
1 | 447 | 447 |
| ИН-40 | 2 |
88 | 176 |
|
ИН-39 | 6 | 47 |
282 |
| Итого: |
1871 | ||
| 5. Лестница шахтная | |||
| ШЛ-12СБ | 1 |
3459 | 3459 |
| 6. Детали лестницы | |||
| Ш-4-1-1 | 2 |
13 | 26 |
|
Ш-4-1-2 | 2 | 3 |
6 |
| Ш-4-1-3 |
2 | 3 | 6 |
| Ш-4-2 | 1 | 5 | 5 |
| Ш-4-3 |
1 | 1 | 1 |
| Ш-4-4 | 1 |
2 | 2 |
| Ш-4-5 | 4 | 2 | 8 |
| Ш-4-6 | 1 |
111 | 111 |
|
Ш-4-7 | 6 | 4 |
24 |
| Ш-4-8 |
2 | 9 | 18 |
| Ш-4-9 | 2 | 4 | 8 |
| Ш-4-10 |
4 | 24 | 96 |
| Итого: |
311 | ||
| 7. Площадки, ограждения | |||
| П-1 | 3 | 22 |
66 |
| П-2 |
1 | 41 | 41 |
| П-3 | 8 | 60 | 480 |
| П-7 | 9 |
3 | 27 |
|
П-15 | 17 | 0,5 |
9 |
| П-16 |
3 | 1 | 3 |
| П-17 | 9 | 2 | 18 |
| П-18 |
3 | 2 | 6 |
| П-21 | 5 |
5 | 25 |
| П-22 | 5 | 3 | 15 |
| П-23 | 5 |
7 | 35 |
|
П-24 | 2 | 14 |
28 |
| П-25 | 2 | 15 | 30 |
| П-26 | 2 | 20 |
40 |
| П-27 |
6 | 21 | 126 |
| П-29 | 28 |
0,6 | 17 |
| П-30 | 32 | 1 | 32 |
| Итого: | 998 | ||
| 8. Люки, воротники | |||
|
Люк-лаз | 1 | 100,5 | 101 |
| Люк овальный | 1 | 214 | 214 |
| Люк световой | 4 | 31 | 124 |
| ВЛ-55 |
1 | 28 | 28 |
| ОВЛ-55 | 1 |
70 | 70 |
| ВСЛ | 4 | 4 | 16 |
| Итого: | 553 | ||
| 9. Упаковка | |||
|
К-2-2 | 1 | 563 |
563 |
| К-2-1 |
1 | 86 | 86 |
| ХС-8,2 | 5 |
51 | 255 |
|
ПП-2 | 4 | 87 |
348 |
| ПГ-1 |
4 | 1,5 | 6 |
| Итого: |
1258 | ||
| РВСП вместимостью 2000 м3 (типовой проект № 704-1-55) | |||
|
1. Днище, центральная часть | |||
| ИН-1 | 2 |
3620 | 7240 |
|
2. Стенка | |||
|
ИН-2 | 1 | 20437 |
20437 |
| 3. Покрытие | |||
|
ИП-67 | 1 | 894 |
894 |
| ИН-68 |
12 | 731 | 8772 |
| ИП-69 | 1 |
610 | 610 |
|
ИП-7А | 14 | 16 |
224 |
| ИП-8 |
14 | 10 | 140 |
| ИП-9 | 12 | 9 | 108 |
| ИП-66 |
1 | 879 | 879 |
| Итого: | 11627 | ||
| 4. Лестница шахтная | |||
|
ШЛ-12СБ | 1 | 3459 | 3459 |
|
5. Детали лестницы | |||
|
Ш-4-1-1 | 2 | 13 |
26 |
| Ш-4-1-2 |
2 | 3 | 6 |
|
Ш-4-1-3 | 2 | 3 |
6 |
| Ш-4-2 |
1 | 5 | 5 |
| Ш-4-3 | 1 | 1 | 1 |
| Ш-4-4 |
1 | 2 | 2 |
| Ш-4-5 | 4 |
2 | 8 |
| Ш-4-7 | 6 | 4 | 24 |
| Ш-4-8 | 2 |
9 | 18 |
|
Ш-4-9 | 2 | 4 |
8 |
| Ш-4-10 |
4 | 24 | 96 |
| Ш-4-6 | 1 |
111 | 111 |
|
Итого: | 28 |
311 | |
| 6. Площадки, ограждения | |||
| П-1 | 3 | 22 |
66 |
| П-2 |
4 | 41 | 164 |
| П-3 | 6 | 60 | 360 |
| П-6 |
8 | 3 | 24 |
| П-15 | 12 |
0,5 | 6 |
| П-16 | 3 | 1 | 3 |
| П-17 | 3 |
2 | 6 |
|
П-18 | 14 | 2 |
28 |
| П-21 | 5 | 5 | 25 |
|
П-22 | 5 | 3 |
15 |
| П-23 |
5 | 7 | 35 |
| П-25 | 3 | 15 | 45 |
| П-26 |
3 | 20 | 60 |
| П-27 | 5 |
21 | 105 |
| П-29 | 26 | 0,6 |
16 |
| П-30 | 31 | 1 | 34 |
|
Итого: | 992 |
||
| 7. Люки, воротники | |||
|
Люк-лаз | 1 | 100,5 | 101 |
| Люк-лаз | 1 | 113,5 |
114 |
| Люк овальный |
1 | 214 | 214 |
| Люк световой | 3 | 31 | 93 |
|
ВЛ-55 | 1 | 22 |
22 |
| ОВЛ-55 |
1 | 60 | 60 |
| ВЛЛ-111-55 | 1 |
32 | 32 |
|
ВСЛ-3 | 9 | 1,33 |
12 |
| Итого: |
648 | ||
| 8. Днище понтона | |||
| ИП-10 | 2 |
2785 | 5570 |
| 9. Детали понтона | |||
| ИП-11 | 16 |
44 | 704 |
|
ИП-12 | 13 | 30 |
390 |
| ИП-13 |
8 | 21 | 168 |
| ИП-14 | 96 |
1 | 96 |
| ИП-15 | 12 | 16 |
192 |
| ИП-16 |
12 | 8 | 96 |
| ИП-17 | 12 |
7 | 84 |
| ИП-18 | 12 |
25 | 300 |
|
ИП-19 | 4 | 24 |
96 |
| ИП-20 |
12 | 13 | 156 |
| ИП-21 | 4 |
15 | 60 |
|
ИП-22 | 24 | 0,2 |
5 |
| ИП-23 |
24 | 1,5 | 36 |
| ИП-24 | 24 |
1 | 24 |
| ИП-25 | 16 | 28 |
448 |
| ИП-57 |
1 | 43 | 43 |
| ИП-58 | 1 |
38 | 38 |
|
ИП-59 | 1 | 34 |
34 |
| ИП-60 |
2 | 5 | 10 |
| ИП-61 | 2 | 5 | 10 |
| ИП-62 |
2 | 3 | 6 |
| ИП-63 | 2 |
4 | 8 |
| ИП-116 | 1 | 279 |
279 |
| ИП-116А |
1 | 249 | 249 |
| ИП-117 | 1 |
56 | 56 |
|
ИП-118 | 1 | 250 |
250 |
| ИП-118А |
1 | 212 | 212 |
| ИП-119 | 1 |
57 | 57 |
|
ИП-120 | 52 |
104 | |
| ИП-121-1 |
1 | 56 | 56 |
| ИП-121-2 | 1 |
3 | 3 |
|
ИП-121-3 | 1 | 22 |
22 |
| ИП-121-4 |
4 | 1 | 4 |
| ИП-118-14 | 4 |
13 | 52 |
|
Итого: | 4348 |
||
| 10. Упаковка | |||
| К-2-2П | 1 | 966 | 966 |
| К-2 | 1 | 125 |
125 |
| К-2-1ПУ |
2 | 279 | 558 |
| ХС-8,2 | 5 |
51 | 255 |
|
ПП-2 | 2 | 87 |
174 |
| ПГ-1 |
8 | 1,5 | 12 |
| Итого: |
2090 | ||
| РВСС вместимостью 2000 м3 (типовой проект № 704-1-25) | |||
|
1. Днище, центральная часть | |||
| ИС-4 | 2 |
3470 | 6940 |
|
2. Стенка | |||
|
ИС-1 | 1 | 23770 |
23770 |
| 3. Покрытие | |||
|
ИС-5 | 1 | 658 |
658 |
| ИС-6 |
12 | 542 | 6504 |
| ИС-7 | 1 |
417 | 417 |
|
ИС-8-7 | 1 | 225 |
225 |
| ИС-8-40 |
|||
| Итого: | 7804 | ||
| 4. Центральная стойка, кожух пригрузки | |||
|
ИС-19-1 | 1 | 344 |
344 |
| ИС-19-2 |
1 | 344 | 344 |
| ИС-19-3 | 1 |
92 | 92 |
|
ИС-19-4 | 1 | 92 |
92 |
| ИС-19-5 |
16 | 11 | 176 |
| ИС-19-6 | 2 |
21,5 | 43 |
|
ИС-19-7 | 16 | 7 |
112 |
| ИС-19-8 |
16 | 1 | 16 |
| ИС-19-9 | 16 |
0,5 | 8 |
|
ИС-20 | 2 | 111,5 |
223 |
| ИС-21 |
2 | 117,5 | 235 |
| ИС-22 | 1 |
94 | 94 |
|
Итого: | 1779 |
||
| 5. Лестница шахтная | |||
| ШЛ-12СБ | 1 | 3459 |
3459 |
| 6. Детали лестницы | |||
|
Ш-4-1-1 | 2 | 13 |
26 |
| Ш-4-1-2 |
2 | 3 | 6 |
| Ш-4-1-3 | 2 |
3 | 6 |
| Ш-4-2 | 1 | 5 | 5 |
| Ш-4-3 | 1 |
1 | 1 |
|
Ш-4-4 | 1 | 2 |
2 |
| Ш-4-5 | 4 | 2 | 8 |
|
Ш-4-6 | 1 | 111 |
111 |
| Ш-4-7 |
6 | 4 | 24 |
| Ш-4-8 | 2 | 9 | 18 |
| Ш-4-9 |
2 | 4 | 8 |
| Ш-4-10 | 4 |
24 | 96 |
|
Итого: | 311 |
||
| 7. Площадки, ограждения | |||
| П-1 | 3 | 22 | 66 |
| П-2 | 1 |
41 | 41 |
| П-3 | 8 | 60 | 480 |
| П-7 | 9 |
3 | 27 |
|
П-15 | 17 | 0,5 |
9 |
| П-16 |
3 | 1 | 3 |
| П-17 | 9 | 2 | 18 |
| П-18 |
3 | 2 | 6 |
| П-21 | 5 |
5 | 25 |
| П-22 | 5 | 3 | 15 |
| П-23 | 5 |
7 | 35 |
|
П-24 | 2 | 14 |
28 |
| П-25 | 2 | 15 | 30 |
| П-26 | 2 | 20 |
40 |
| П-27 |
6 | 21 | 126 |
| П-29 | 28 |
0,6 | 17 |
| П-30 | 32 | 1 | 32 |
| Итого: | 998 | ||
| 8. Люки, оборудования 1 | |||
|
Люк-лаз | 2 | 100,5 | 201 |
| Люк овальный | 4 | 31 | 124 |
| ВЛ-55 |
2 | 28 | 56 |
| ВСЛ | 4 |
4 | 16 |
|
Итого: | 397 |
||
| 9. Упаковка | |||
| К-2-2с | 1 | 417 | 417 |
| К-2-1с | 1 | 52 | 52 |
| К-2-2с |
1 | 47 | 47 |
| ХС-8,2 | 5 |
51 | 255 |
|
ПП-2 | 4 | 87 |
348 |
| ПГ-1 |
8 | 1,5 | 12 |
| Итого: |
1131 |
3
Общая и поэлементная масса металлоконструкций вертикальных резервуаров для хранения нефтепродуктов для РВС, РВСП, РВСС вместимостью 3000 м
| Марка элемента |
Количество элементов на резервуар, шт. | Масса, кг | |
|
одной штуки | на резервуар всего | ||
| РВС вместимостью 3000 м3 (типовой проект № 704-1-56) | |||
|
1. Днище, центральная часть | |||
| КН-3-6 | 2 |
3620 | 7240 |
|
2. Стенка | |||
|
КН-2 | 1 | 23265 |
23265 |
| 3. Покрытие | |||
|
КН-49-61 | 1 | 1021 |
1021 |
| КН-50-61 |
16 | 785 | 12560 |
| КН-51 | 1 |
568 | 568 |
|
КН-7 | 1 | 194 |
194 |
| Итого: |
19 | 14343 | |
| 4. Центральная стойка, кожух пригрузки | |||
|
КН-22 | 1 | 774 |
774 |
| КН-22а |
1 | 96 | 96 |
| КН-22б | 1 |
96 | 96 |
|
КН-22в | 1 | 447 |
447 |
| КН-8 |
6 | 44 | 264 |
| КН-9 | 2 | 88 | 176 |
| Итого: | 12 | 1853 | |
| 5. Лестница шахтная | |||
| ШЛ-12СБ |
1 | 3459 | 3459 |
| 6. Детали лестницы | |||
| Ш-4-1-10 | 28 | 311 | |
| 7. Площадки, ограждения | |||
| П-1 | 3 | 22 | 66 |
| П-2 | 1 |
41 | 41 |
| П-3 | 11 | 60 |
660 |
| П-9 | 12 | 2 | 24 |
|
П-15 | 21 | 0,5 |
11 |
| П-16 | 4 | 1 | 4 |
| П-17 |
8 | 2 | 16 |
| П-18 | 5 |
2 | 10 |
| П-21 | 4 | 5 | 20 |
| П-22 | 4 |
3 | 12 |
|
П-23 | 4 | 7 |
28 |
| П-24 | 2 | 14 | 28 |
|
П-25 | 2 | 15 |
30 |
| П-26 |
3 | 20 | 60 |
| П-27 | 9 | 21 | 189 |
| П-29 |
37 | 0,6 | 22 |
| П-30 | 43 |
1 | 43 |
|
Итого: | 173 |
1264 | |
| 8. Люки, воротники | |||
|
Люк-лаз | 1 | 100,5 | 101 |
| Люк овальный | 1 | 214 | 214 |
| Люк световой | 4 | 31 | 124 |
| ВЛ-56 |
1 | 28 | 28 |
| ОВЛ-56 | 1 |
70 | 70 |
|
ВСЛ-3 | 12 | 1,33 |
16 |
| Итого: |
553 | ||
| 9. Упаковка | |||
| К-3-1 | 2 | 91 | 182 |
| К-3-1А |
1 | 70 | 70 |
| К-3-2 | 1 |
455 | 455 |
|
ХС-8,2 | 6 | 51 |
306 |
| ПП-2 |
6 | 87 | 522 |
| ПГ-1 | 8 |
1,5 | 12 |
|
Итого: | 24 |
1547 | |
| РВСП вместимостью 3000 м3 (типовой проект № 704-1-56) | |||
|
1. Днище, центральная часть | |||
| КН3-6 | 2 |
5436 | 10872 |
| 2. Стенка | |||
| КН-1 | 1 | 31216 | 31216 |
| 3. Покрытие | |||
|
КПН-4 | 1 | 945 |
945 |
| КПН-4-24 |
2 | 23 | 46 |
| КПН-5 | 16 |
765 | 12240 |
|
КПН-5-30 | 16 | 23 |
368 |
| КПН-6 |
1 | 598 | 598 |
| КПН-7 | 1 |
909 | 909 |
|
КПН-8 | 18 | 4,5 |
81 |
| КПН-9 |
18 | 17 | 306 |
| КПН-11 | 6 |
16 | 96 |
|
КПН-12 | 1 | 10 |
10 |
| Итого: |
15599 | ||
| 4. Лестница шахтная | |||
| ШЛ-12СБ | 1 |
3459 | 3459 |
| 5. Детали лестницы | |||
|
Ш-4-1-10 | 28 |
311 | |
| 6. Площадки, ограждения | |||
| П-1 | 3 | 22 |
66 |
| П-2 |
4 | 41 | 164 |
| П-3 | 8 | 60 | 480 |
| П-9 |
10 | 2 | 20 |
| П-15 | 18 |
0,5 | 9 |
| П-16 | 5 | 1 | 5 |
| П-17 | 3 |
2 | 6 |
|
П-18 | 12 | 2 |
24 |
| П-21 | 5 | 5 | 25 |
|
П-22 | 5 | 3 |
15 |
| П-23 |
5 | 7 | 35 |
| П-25 | 3 | 15 | 45 |
| П-26 |
5 | 20 | 100 |
| П-27 | 7 |
21 | 147 |
| П-29 | 32 | 0,6 |
19 |
| П-30 | 40 | 1 | 40 |
|
Итого: | 1200 |
||
| 7. Люки, воротники | |||
|
Люк-лаз | 1 | 100,5 | 101 |
| Люк-лаз | 1 | 113,5 |
114 |
| Люк овальный |
1 | 214 | 214 |
| Люк световой | 3 | 31 | 93 |
|
ВЛЛ-2 | 1 | 35 |
35 |
| ВОЛЛ-1 |
1 | 87 | 87 |
| ВЛЛ-5 | 1 |
34 | 34 |
|
ВСЛ-3 | 9 | 1,33 |
12 |
| Итого: |
690 | ||
| 8. Днище понтона | |||
| КП-100 | 2 |
4410 | 8820 |
| 9. Детали понтона | |||
| КП-101 | 21 |
43 | 903 |
|
КП-102 | 17 | 35 |
595 |
| КП-103 |
12 | 18 | 216 |
| КП-104 | 12 |
9 | 108 |
|
КП-105 | 12 | 7 |
84 |
| КП-106 |
25 | 28,2 | 705 |
| КП-107 | 72 |
2 | 144 |
|
КП-108 | 24 | 3 |
72 |
| КП-109 |
48 | 0,5 | 24 |
| КП-122 | 12 |
20 | 240 |
|
КП-123 | 13 | 22 |
286 |
| КП-124 |
12 | 29 | 348 |
| КП-125 | 8 |
28 | 224 |
|
КП-126 | 4 | 27 |
108 |
| КП-127 |
1 | 27 | 27 |
| КП-128 | 24 |
9 | 216 |
|
КП-129 | 120 | 1 |
120 |
| КП-116 | 1 |
485 | 485 |
|
КП-117 | 1 | 56 |
56 |
| КП-118 |
1 | 468 | 468 |
| КП-119 | 1 |
57 | 57 |
|
КП-120 | 2 | 52 |
104 |
| КП-121 |
1 | 73 | 73 |
| КП-118-14 | 4 |
12 | 48 |
|
КП-116А | 1 | 44 |
44 |
| КП-137 |
1 | 39 | 39 |
| КП-138 | 1 |
43 | 43 |
|
КП-139 | 1 | 30 |
30 |
| КП-137-1 |
2 | 1 | 2 |
| КП-137-2 | 2 |
3 | 6 |
|
КП-137-3 | 2 | 5 |
10 |
| КП-139-1 |
2 | 8 | 16 |
| Итого: |
5921 | ||
| 10. Упаковка | |||
|
К-3-1П | 2 | 280 |
560 |
| К-3-2П |
1 | 1083 | 1083 |
| КБ-1 | 1 |
243 | 243 |
|
ХС-8,2 | 7 | 51 |
357 |
| ПП-2 |
6 | 87 | 522 |
| ПГ-1 | 8 |
1,5 | 12 |
|
Итого: | 2777 |
||
| РВСС вместимостью 3000 м3 (типовой проект № 704-1-26) |
|||
| 1. Днище |
|||
| КС-1-40 |
2 | 5470 | 10940 |
| КС-1-70 | |||
| 2. Стенка |
|||
| КС-3-40 |
1 | 34240 | 34240 |
| КС-3-70 | |||
| 3. Покрытие |
|||
| КС-6-40 | |||
| КС-6-70 |
1 | 925 | 925 |
| КС-8-40 | 16 |
728 | 11648 |
|
КС-8-70 | |||
|
КС-9-40 | 1 | 576 |
576 |
| КС-9-70 |
|||
| КС-10 |
1 | 206 | 206 |
| Итого: | 19 |
13355 | |
| 4. Центральная стойка, кожух пригрузки | |||
|
КС-11-1 | 1 | 455 |
455 |
| КС-11-2 |
1 | 455 | 455 |
| КС-11-3 | 1 |
98 | 98 |
|
КС-11-4 | 1 | 98 |
98 |
| КС-11-5 |
16 | 11 | 176 |
| КС-11-6 | 16 |
2 | 32 |
|
КС-11-8 | 16 | 8,5 |
136 |
| КС-11-9 |
2 | 18 | 36 |
|
РТМ 36.15-89 Комплексные нормативы затрат труда на изготовление стальных конструкций вертикальных цилиндрических резервуаров Стр. 36 из 108 | |||
| КС-18-1 |
4 | 100 | 400 |
| КС-18 | 2 |
88 | 176 |
|
Итого: | 2062 |
||
| 5. Лестница шахтная | |||
| ШЛ-12СБ | 1 | 3459 |
3459 |
| 6. Детали лестницы | |||
|
Ш-4-1-10 | 28 |
311 | |
| 7. Площадки, ограждения | |||
| П-1 | 3 | 22 |
66 |
| П-2 |
1 | 41 | 41 |
| П-3 | 11 | 60 | 660 |
| П-9 |
12 | 2 | 24 |
| П-15 | 21 |
0,5 | 11 |
| П-16 | 4 | 1 | 4 |
| П-17 | 8 |
2 | 16 |
|
П-18 | 5 | 2 |
10 |
| П-21 | 4 | 5 | 20 |
|
П-22 | 4 | 3 |
12 |
| П-23 | 4 | 7 | 28 |
|
П-24 | 2 | 14 |
28 |
| П-25 |
2 | 15 | 30 |
| П-26 | 3 | 20 | 60 |
| П-27 |
9 | 21 | 189 |
| П-29 | 37 |
0,6 | 22 |
| П-30 | 43 | 1 | 43 |
| Итого: | 1264 | ||
| 8. Люки, оборудование | |||
|
Люк-лаз | 2 | 100,5 | 201 |
| Люк световой | 4 | 31 | 124 |
| ВЛ-3000-С | 2 | 32 | 64 |
| ВСЛ-3 | 12 |
1,33 | 16 |
|
Итого: | 405 |
||
| 9. Упаковка | |||
| K-3-1C | 2 |
72 | 144 |
|
ХС-8,2 | 6 | 51 |
306 |
| ПП-2 |
4 | 87 | 348 |
| ПГ-1 | 8 |
1,5 | 12 |
|
К-2-2С | 1 | 417 |
417 |
| Итого: |
1227 | ||
| Т а б л и ц а 1 0 | |||
| 3 Общая и поэлементная масса металлоконструкций вертикальных резервуаров для хранения нефтепродуктов для РВС, РВСП, РВСС вместимостью 5000 м | |||
| Масса. кг | |||
|
Марка элемента | Количество элементов на резервуар, шт. | ||
| одной штуки | на резервуар всего | ||
| РВС вместимостью 5000 м3 (типовой проект № 704-1-56) | |||
|
1. Днище, центральная часть | |||
| Л-2-7 | 2 |
7881 | 15762 |
| 2. Корпус | |||
| Л-1-А |
1 | 54600 | 54600 |
| 3. Покрытие щитами | |||
| Л-51-Б2 | 1 | 1237 |
1237 |
| Л-3 А |
20 | 23 | 460 |
| Л-52-Б2 | 18 |
971 | 17478 |
|
Л-53 | 1 | 722 |
722 |
| Л-6 |
1 | 1183 | 1183 |
| Л-8 | 20 |
4,5 | 90 |
| Л-9 | 8 | 13 | 104 |
| Л-54 | 20 |
17 | 340 |
|
Итого: | 21614 |
||
| 4. Лестница шахтная | |||
| ШЛ-15 | 1 | 4515 |
4515 |
| 5. Детали лестницы | |||
|
Ш-15-1 | 1 | 3 |
3 |
| Ш-15-2 |
1 | 11 | 11 |
| Ш-15-3 | 1 | 2 | 2 |
| Ш-15-4 |
4 | 2 | 8 |
| Ш-15-5 | 1 |
142 | 142 |
| т Ш-15-Бн | 6 | 4 |
24 |
| Ш-15-7 |
2 | 9 | 18 |
| Ш-15-8 | 2 | 4 | 8 |
| т Ш-15-9н | 4 | 24 | 96 |
| Итого: | 312 | ||
| 6. Площадки, ограждения | |||
| П-1 | 1 | 22 | 22 |
|
П-2 | 2 | 41 |
82 |
| П-3 | 14 | 60 | 840 |
| П-9 | 14 | 2 |
28 |
| П-15 |
16 | 0,5 | 8 |
| П-16 | 5 | 1 | 5 |
| П-17 |
2 | 2 | 4 |
| П-18 | 10 |
2 | 20 |
| П-21 | 5 | 5 | 25 |
| П-22 | 5 |
3 | 15 |
|
П-23 | 5 | 7 |
35 |
| П-24 | 1 | 14 | 14 |
|
П-25 | 1 | 15 |
15 |
| П-26 |
4 | 20 | 80 |
| П-27 | 10 | 21 | 210 |
| П-29 |
44 | 0,6 | 26 |
| П-30 | 46 |
1 | 46 |
|
Итого: | 185 |
1475 | |
| 7. Люки, воротники | |||
|
Люк-лаз | 2 | 100,5 | 201 |
| Люк овальный | 1 | 214 | 214 |
| Люк световой | 4 | 31 | 124 |
| ВЛ-67 | 2 |
39 | 78 |
|
ОВЛ-67 | 1 | 99 |
99 |
| ВСЛ-3 |
12 | 1,33 | 16 |
| Итого: |
732 | ||
| 8. Каркасы для наворачивания | |||
| Б-12 | 1 |
1932 | 1932 |
|
9. Упаковка | |||
|
К-5-2 | 1 | 526 |
526 |
| К-5-1 |
2 | 265 | 530 |
| ХС-8,2 | 10 |
51 | 510 |
|
ПГ-1 | 8 | 1,5 |
12 |
| Итого: |
1578 | ||
| РВСП вместимостью 5000 м3 (типовой проект № 704-1-56) | |||
| 1. Днище, центральная часть | |||
| Л2-7 |
2 | 7881 | 15762 |
| 2. Корпус |
|||
| ЛП-1 |
1 | 50728 | 50728 |
| 3. Покрытие | |||
| Л-51-62 | 1 | 1237 | 1237 |
| Л-3 А | 20 | 23 | 460 |
| Л52-62 |
18 | 971 | 17478 |
| Л-53 | 1 |
722 | 722 |
|
Л-6 | 1 | 1183 |
1183 |
| Л-8 |
20 | 4,5 | 90 |
| Л-9 | 8 | 13 | 104 |
| Л-54 |
20 | 17 | 340 |
| Итого: |
21614 | ||
| 5. Детали лестницы | |||
|
Ш-15-1 | 1 | 3 |
3 |
| Ш-15-2 |
1 | 11 | 11 |
| Ш-15-3 | 1 | 2 | 2 |
| Ш-15-4 |
4 | 2 | 8 |
| Ш-15-5 | 1 |
142 | 142 |
|
Ш-15-Бн | 6 | 4 |
24 |
| Ш-15-7 |
2 | 9 | 18 |
| Ш-15-8 | 2 | 4 | 8 |
| т Ш-15-9н | 4 | 24 |
96 |
| Итого: |
312 | ||
| 6. Площадки, ограждения |
|||
| П-1 | 3 |
22 | 66 |
|
П-2 | 4 | 41 |
164 |
| П-3 | 12 | 60 | 720 |
| П-9 | 14 | 2 |
28 |
| П-15 |
16 | 0,5 | 8 |
| П-16 | 5 | 1 | 5 |
| П-17 |
1 | 2 | 2 |
| П-18 | 16 |
2 | 32 |
| П-21 | 6 |
5 | 30 |
|
П-22 | 6 | 3 |
18 |
| П-23 | 6 | 7 | 42 |
|
П-25 | 2 | 15 |
30 |
| П-26 |
5 | 20 | 100 |
| П-27 | 9 | 21 | 189 |
| П-29 |
43 | 0,6 | 26 |
| П-30 | 52 |
1 | 52 |
|
Итого: | 1512 |
||
| 7. Днище понтона | |||
| ЛНП-51 |
2 | 5568 | 11136 |
| 8. Детали понтона | |||
| ЛНП-52 |
22 | 43,5 | 957 |
| ЛНП-53 | 16 |
35 | 560 |
|
ЛНП-54 | 24 | 2 |
48 |
| ЛНП-55 |
48 | 2 | 96 |
| ЛНП-56 | 12 |
21 | 252 |
|
ЛНП-57 | 24 | 3 |
72 |
| ЛНП-58 |
48 | 0,5 | 24 |
| ЛНП-59 | 12 |
18 | 216 |
|
ЛНП-60 | 12 | 44 |
528 |
| ЛНП-61 |
24 | 28,5 | 684 |
| ЛНП-62 | 12 |
20 | 240 |
|
ЛНП-63 | 12 | 22 |
264 |
| ЛНП-64 |
12 | 29 | 348 |
| ЛНП-65 | 8 |
28 | 224 |
|
ЛНП-66 | 4 | 28 |
112 |
| ЛНП-67 |
12 | 17 | 204 |
| ЛНП-68 | 130 |
1 | 130 |
|
ЛНП-69 | 24 | 18 |
432 |
| ЛНП-116 |
2 | 397 | 794 |
| ЛНП-117 | 1 |
98 | 98 |
|
ЛНП-118 | 1 | 358 |
358 |
| ЛНП-119 |
1 | 99 | 99 |
| ЛНП-120 | 2 |
57 | 114 |
|
ЛНП-121-46 | 2 | 0,1 | 0,2 |
| ЛНП-118-14 | 4 | 15 | 60 |
| ЛНП-116-2 | 4 | 4 | 16 |
|
ЛНП-116-3 | 1 | 30 |
30 |
| ЛНП-116-9 |
1 | 392 | 392 |
| ЛНП-121-42 | 1 |
3 | 3 |
|
ЛНП-121-41 | 2 | 6 |
12 |
| ЛНП-121-40 |
2 | 0,5 | 1 |
| ЛНП-121-31 | 4 |
1 | 4 |
|
ЛНП-121-38 | 1 | 22 | 22 |
| ЛНП-121-36 | 1 | 44 | 44 |
| ЛНП-89 | 1 |
52 | 52 |
|
ЛНП-90 | 1 | 40 |
40 |
| ЛНП-88 |
1 | 33 | 33 |
| ЛНП-88-16 | 2 |
8 | 16 |
| ЛНП-90-5 | 2 | 5 | 10 |
|
ЛНП-90-13 | 2 | 1,5 | 3 |
| ЛНП-90-14 | 2 | 2 | 4 |
| Итого: | 7596 | ||
| 9. Люки, воротники | |||
|
Люк-лаз | 2 | 100,5 | 201 |
| Люк-лаз П-Ш | 1 | 113,5 |
114 |
| Люк-лаз овальный | 1 | 214 |
214 |
| Люк световой |
4 | 31 | 124 |
| ВЛЛ-67 | 2 |
40 | 80 |
|
ВЛЛО-67 | 1 | 84 |
84 |
| ВСЛ-3 |
12 | 1,33 | 16 |
| ВЛЛ-Ш-67 | 1 |
32 | 32 |
|
Итого: | 865 |
||
| 10. Каркасы для наворачивания | |||
|
Б-2 | 1 | 1932 |
1932 |
| 11. Упаковка | |||
|
К-5-2П | 1 | 724 |
724 |
| К-5-1 |
2 | 265 | 530 |
| К-5-3П | 1 |
13 | 13 |
| К-52 | 1 | 273 | 273 |
| ХС-8,2 | 10 |
51 | 510 |
|
ПГ-1 | 8 | 1,5 |
12 |
| Р-20 |
1 | 2 | 2 |
| Итого: |
2064 | ||
| РВСС вместимостью 5000 м3 (типовой проект № 704-1-27) | |||
|
1. Днище, центральная часть | |||
| ЛС-4 | 2 |
9106 | 18212 |
| 2. Корпус | |||
| ЛС-1 | 1 | 47619 | 47619 |
| 3. Покрытие | |||
|
ЛС-6-Б2 | 1 | 1219 |
1219 |
| ЛС-8-Б2 |
22 | 894 | 19668 |
| ЛС-9 | 1 |
551 | 551 |
|
ЛС-10 | 1 | 561 |
561 |
| ЛС-16 |
1 | 218 | 218 |
| ЛС-7-40-3 | 24 |
21 | 504 |
|
ЛС-7-40-4 | 24 | 1 |
24 |
| Итого: |
22745 | ||
| 4. Центральная стойка, кожух пригрузки | |||
|
ЛС-11-1 | 2 | 89 |
178 |
| ЛС-11-2 |
2 | 142 | 284 |
| ЛС-11-3 | 1 |
114 | 114 |
|
ЛС-11-4 | 5 | 49 |
245 |
| ЛС-11-5 |
1 | 33 | 33 |
| ЛС-12-1 | 2 |
89 | 178 |
|
ЛС-12-2 | 4 | 142 |
568 |
| ЛС-12-3 |
2 | 114 | 228 |
| ЛС-12-6 | 2 |
81,5 | 163 |
| ЛС-12-7 |
1 | 41 | 41 |
| ЛС-12-8 | 1 |
26 | 26 |
|
ЛС-33 | 1 | 1929 |
1929 |
| Итого: |
3987 | ||
| 5. Лестница шахтная | |||
| ШЛ-12СБ | 1 |
3459 | 3459 |
| 6. Детали лестницы | |||
| Ш-4-1-10 | 28 |
311 | |
|
7. Площадки, ограждения | |||
| П-1 | 1 | 22 | 22 |
| П-2 |
2 | 41 | 82 |
| П-3 | 14 |
60 | 840 |
| П-9 | 14 | 2 | 28 |
| П-15 | 16 |
0,5 | 8 |
|
П-16 | 5 | 1 |
5 |
| П-17 | 2 | 2 | 4 |
|
П-18 | 10 | 2 |
20 |
| П-21 | 5 | 5 | 25 |
|
П-22 | 5 | 3 |
15 |
| П-23 |
5 | 7 | 35 |
| П-24 | 1 | 14 | 14 |
| П-25 |
1 | 15 | 15 |
| П-26 | 4 |
20 | 80 |
| П-27 | 10 | 21 | 210 |
| П-29 | 44 |
0,6 | 26 |
|
П-30 | 46 | 1 |
46 |
| Итого: | 1475 | ||
| 8. Люки, воротники | |||
| Люк-лаз | 2 |
100,5 | 201 |
| Люк световой | 4 | 31 | 124 |
| ВЛ-5000Б | 2 | 32 | 64 |
| ВСЛ-3 | 12 |
1,33 | 16 |
|
ЛС-18 | 24 | 5 |
120 |
| Итого: |
525 | ||
| 9. Упаковка | |||
| К-5-2С | 1 | 655 | 655 |
| К-5-1С |
3 | 282 | 846 |
| К-426 | 8 |
78 | 624 |
|
ХС-8,2 | 10 | 51 |
510 |
| ПГ-1 |
12 | 1,5 | 18 |
| Итого: |
2653 | ||
Таблица 11
о
Общая и поэлементная масса металлоконструкций вертикальных резервуаров для хранения нефтепродуктов для РВС, РВСП, РВСС вместимостью 10000 м3
|
Марка элемента |
Количество элементов на резервуар, шт. | Масса, кг | |
|
одной штуки | на резервуар всего | ||
| РВС вместимостью 10000 м3 |
|||
| 1. Днище, центральная часть |
|||
| МН-2 | 2 |
9624 | 19248 |
|
МН-3 | 2 | 1201 |
2402 |
| Итого: |
21650 | ||
| 2. Окрайки днища | |||
| МН-4 | 16 |
534 | 8544 |
|
3. Корпус | |||
|
МН-1Б | 3 | 40661 |
121983 |
| 4. Покрытие | |||
|
МН-11 | 1 | 539 |
539 |
| МН-П-1 |
1 | 322 | 322 |
| МН-П-2 | 4 |
34 | 136 |
|
МН-П-3 | 8 | 16 |
128 |
| МН-65 |
1 | 546 | 546 |
| МН-66 | 1 |
823 | 823 |
|
МН-67 | 26 | 449 |
11674 |
| МН-671 |
56 | 1 | 56 |
| МН-672 | 28 |
0,4 | 11 |
|
МН-68 | 26 | 743 |
19318 |
| МН-68-1 |
28 | 5 | 140 |
| МН-68-2 | 28 |
3 | 84 |
|
МН-68-3 | 28 | 1 |
28 |
| МН-68-4 |
28 | 0,11 | 3 |
| МН-69 | 1 |
348 | 348 |
|
МН-70 | 1 | 662 |
662 |
| Итого: |
34818 | ||
| 5. Опорное кольцо | |||
| МН-14 | 14 |
632 | 8848 |
|
МН-14-1 | 14 | 8,5 |
119 |
| МН-14-2 |
14 | 3 | 42 |
| МН-14-3 | 14 |
5 | 70 |
|
Итого: | 9079 |
||
| 6. Лестница шахтная | |||
| Ш-18 | 1 | 5642 |
5642 |
| 7. Детали лестницы | |||
|
Ш-18-1-1 | 2 | 13 |
26 |
| Ш-18-2 |
1 | 4 | 4 |
| Щ-18-3 | 1 | 1 | 1 |
| Щ-18-4 |
1 | 2 | 2 |
| Щ-18-5 | 4 |
2 | 8 |
| Щ-18-6 | 1 | 106 | 106 |
| Щ-18-7 | 6 |
4 | 24 |
|
Щ-18-8 | 2 | 9 |
18 |
| Щ-18-9 |
2 | 4 | 8 |
| Щ-18-10тн | 6 |
24 | 144 |
|
Щ-18-1-2 | 2 | 3 |
6 |
| Щ-18-1-3 |
2 | 2 | 4 |
| Итого: |
351 | ||
| 8. Площадки | |||
| П-1 | 2 |
22 | 44 |
|
П-2 | 2 | 41 |
82 |
| П-3 | 16 | 60 | 960 |
| П-10 | 17 | 2 |
34 |
| П-12 |
1 | 53 | 53 |
| П-13 | 1 | 41 | 41 |
| П-15 |
20 | 0,5 | 10 |
| П-16 | 7 |
1 | 7 |
| П-18 | 10 | 2 | 20 |
| П-19 | 7 |
4 | 28 |
|
П-20 | 3 | 5 |
15 |
| П-21 | 7 | 5 | 35 |
|
П-22 | 7 | 3 |
21 |
| П-23 | 5 | 7 | 35 |
|
П-24 | 1 | 14 |
14 |
| П-26 |
6 | 20 | 120 |
| П-27 | 14 | 21 | 294 |
| П-28 |
52 | 0,4 | 21 |
| П-31 | 51 |
1 | 51 |
|
Итого: | 1885 |
||
| 9. Люки, воротники | |||
|
ВЛЛ-12 | 2 | 47 |
94 |
| ВЛЛО-12 |
1 | 118 | 118 |
| ВСЛ | 4 |
4 | 16 |
|
Люк-лаз | 2 | 100,5 | 201 |
| Люк овальный | 1 | 214 | 214 |
| Люк световой | 4 | 40 | 160 |
| Итого: | 803 | ||
| 10. Каркасы | |||
| БН-18 | 2 |
3937 | 7874 |
|
Б-12 | 1 | 1932 |
1932 |
| Итого: |
9806 | ||
| 11. Упаковка | |||
| К-10-4 | 1 | 843 | 843 |
| К-10-3 |
1 | 272 | 272 |
| К-10-2 | 3 |
55 | 165 |
|
ПО-10 | 1 | 233 |
233 |
| ПО-20 |
2 | 193 | 386 |
| КС-16 | 2 |
111 | 222 |
|
Р-20 | 1 | 2 |
2 |
| ПП-2 | 12 | 87 | 1044 |
| ХС-8,2 | 22 | 51 | 1122 |
| ПГ-1 |
12 | 1,5 | 18 |
| Итого: |
4307 | ||
| РВСП вместимостью 10000 м3 | |||
| 1. Днище | |||
| МН-2 | 2 |
9624 | 19248 |
|
МН-3 | 2 | 1201 |
2402 |
|
Итого: | 21650 |
||
| 2. Окрайки днища | |||
| МН-4 |
16 | 534 | 8544 |
| Итого: |
8544 | ||
| 3. Корпус | |||
| МНП-1 |
3 | 35319 | 105957 |
| Итого: | 105957 | ||
| 4. Покрытие | |||
|
МН-11 | 1 | 539 |
539 |
| МН-П-1 |
1 | 322 | 322 |
| МН-П-2 | 4 |
34 | 136 |
|
МН-П-3 | 8 | 16 |
128 |
| МН-65 |
1 | 546 | 546 |
| МН-66 | 1 |
823 | 823 |
|
МН-67 | 26 | 449 |
11674 |
| МН-67-1 |
56 | 1 | 56 |
| МН-67-2 | 28 |
0,4 | 11 |
|
МН-68 | 26 | 743 |
19318 |
| МН-68-1 |
28 | 5 | 140 |
| МН-68-2 | 28 |
3 | 84 |
|
МН-68-3 | 28 | 1 |
28 |
| МН-68-4 |
28 | 0,11 | 3 |
| МН-69 | 1 |
348 | 348 |
|
МН-70 | 1 | 662 |
662 |
| Итого: |
34818 | ||
| 5. Опорное кольцо | |||
| МН-14 | 14 |
632 | 8848 |
|
МН-14-1 | 14 | 8,5 |
119 |
| МН-14-2 |
14 | 3 | 42 |
| МН-14-3 | 14 |
5 | 70 |
|
Итого: | 9079 |
||
| 6. Лестница шахтная | |||
| Ш-18 | 1 | 5642 |
5642 |
| 7. Детали лестницы | |||
|
Ш-18-1-1 | 2 | 13 |
26 |
| Ш-18-2 |
1 | 4 | 4 |
| Щ-18-3 | 1 | 1 | 1 |
| Щ-18-4 |
1 | 2 | 2 |
| Щ-18-5 | 4 |
2 | 8 |
| Щ-18-6 | 1 | 106 | 106 |
| Щ-18-7 | 6 |
4 | 24 |
|
Щ-18-8 | 2 | 9 |
18 |
| Щ-18-9 |
2 | 4 | 8 |
| Щ-18-10тн | 6 |
24 | 144 |
|
Щ-18-1-2 | 2 | 3 |
6 |
| Щ-18-1-3 |
2 | 2 | 4 |
| Итого: |
351 | ||
| 8. Днище понтона | |||
| МНП-20 | 2 | 8577 |
17154 |
| МНП-21 | 2 | 1725 | 3450 |
| Итого: | 20604 | ||
| 9. Детали понтона |
|||
| МНП-124 | 1 | 95 | 95 |
|
МНП-125 | 2 | 14 |
28 |
| МНП-126 |
4 | 6 | 24 |
| МНП-127 | 1 |
36 | 36 |
|
МНП-128 | 1 | 583 |
583 |
| МНП-129 |
1 | 591 | 591 |
| МНП-130 | 1 |
561 | 561 |
|
МНП-131 | 1 | 553 |
553 |
| МНП-132 |
4 | 18 | 72 |
| МНП-133 | 1 |
68 | 68 |
|
МНП-134 | 30 | 42,5 | 1275 |
| МНП-135 | 24 | 34,5 |
828 |
| МНП-136 |
16 | 44 | 704 |
| МНП-137 | 16 |
17 | 272 |
|
МНП-138 | 16 | 22 |
352 |
| МНП-139 |
44 | 28 | 1232 |
| МНП-140 | 96 |
2 | 192 |
|
МНП-141 | 64 | 4 |
256 |
| МНП-142 |
32 | 2 | 64 |
| МНП-143 | 32 |
0,5 | 16 |
|
МНП-144 | 180 | 1,2 | 216 |
| МНП-145 | 30 | 11 | 330 |
| МНП-146 | 16 | 21 | 336 |
|
МНП-147 | 28 | 24 | 672 |
| МНП-148 | 44 | 19 | 836 |
| МНП-149 | 16 | 29 | 464 |
|
МНП-150 | 16 | 28,5 | 456 |
| МНП-151 | 8 | 28 | 224 |
| МНП-152 | 4 |
28 | 112 |
|
МНП-153 | 16 | 1 |
16 |
| МНП-160 |
1 | 82 | 82 |
| МНП-161 | 2 |
63 | 126 |
|
МНП-162 | 4 | 3 |
12 |
| МНП-163 |
2 | 2,5 | 5 |
| МНП-164 | 2 |
2 | 4 |
|
МНП-165 | 1 | 15 |
15 |
| МНП-166 |
2 | 7 | 14 |
| МНП-167 | 2 |
5 | 10 |
|
МНП-168 | 1 | 43 |
43 |
| МНП-169 |
2 | 1 | 2 |
| МНП-170 | 2 |
4 | 8 |
|
МНП-171 | 1 | 37 |
37 |
| МНП-172 |
2 | 5 | 10 |
| МНП-173 | 1 |
28 | 28 |
|
Итого: | 11860 |
||
| 10. Площадки |
|||
| П-1 |
4 | 22 | 88 |
| П-3 | 16 | 60 | 960 |
| П-10 | 17 |
2 | 34 |
|
П-13 | 1 | 41 |
41 |
| П-14 | 1 | 138 | 138 |
| П-15 | 21 | 0,5 | 11 |
| П-16 |
8 | 1 | 8 |
| П-18 | 14 |
2 | 28 |
| П-19 | 11 | 4 | 44 |
| П-20 | 2 |
5 | 10 |
|
П-21 | 10 | 5 |
50 |
| П-22 |
10 | 3 | 30 |
| П-23 | 7 | 7 | 49 |
| П-25 |
1 | 15 | 15 |
| П-26 | 7 |
20 | 140 |
| П-27 | 12 | 21 |
252 |
| П-28 | 52 | 0,4 | 21 |
| П-31 | 50 | 1 |
50 |
| Итого: |
1969 | ||
| 11. Люки, воротники | |||
| ВЛ-68 | 2 |
47 | 94 |
|
ОВЛ-68 | 1 | 106 |
106 |
| ВСЛ-3 |
12 | 1,33 | 16 |
| ВЛЛ-Ш-68 | 1 |
40 | 40 |
|
Люк-лаз 1п | 2 | 100,5 | 201 |
| Люк-лаз П-Ш | 1 | 114 |
114 |
| Люк-лаз 06 |
1 | 214 | 214 |
| ЛС-380 | 4 |
40 | 160 |
|
Итого: | 945 |
||
| 12. Каркасы | |||
| БН-18 | 2 |
3937 | 7874 |
|
Б-12 | 2 | 1932 |
3864 |
| Итого: |
11738 | ||
| 13. Упаковка | |||
| КБ-3 | 1 | 298 | 298 |
| К10-4 |
1 | 851 | 851 |
| К10-4П | 1 |
749 | 749 |
|
К10-3 | 1 | 272 |
272 |
| К10-2 |
3 | 55 | 165 |
| Р-20 | 1 | 2 | 2 |
| ПП-2 |
12 | 87 | 1044 |
| ХС-8,2 | 26 |
51 | 1326 |
|
ПГ-1 | 12 | 1,5 |
18 |
| ПО-10 |
1 | 233 | 233 |
| ПО-20 | 2 |
193 | 386 |
|
ПО-20с | 2 | 229 |
458 |
| КС-16 |
2 | 111 | 222 |
| Итого: |
6013 | ||
| РВСС вместимостью 10000 м3 (типовой проект № 704-1-28) | |||
| 1. Днище | |||
| МС1-70 | |||
| МС1-40 |
2 | 13528 | 27056 |
| МС2-70 | |||
| МС2-40 | 2 |
2347 | 4694 |
|
Итого: | 31750 |
||
| 2. Окрайки днища | |||
| МС-3-70 | |||
| МС3-40 |
18 | 517 | 9306 |
| 3. Корпус | |||
| МС-4 | 2 |
41500 | 83000 |
| 4. Покрытие | |||
| МС15-40 | |||
| МС15-70 | 1 | 1150 | 1150 |
| МС15-1-40 | |||
| МС15-1-70 | 8 |
15 | 120 |
|
МС16-70 | |||
|
МС 16-40 | 1 | 1094 | 1094 |
| МС 17-70 | |||
| МС 17-40 | 1 | 723 |
723 |
| МС18-70 | |||
| МС 18-40 |
30 | 963 | 28890 |
| МС19-70 | |||
| МС 19-40 | 30 | 573 | 17160 |
| МС20-70 | |||
| МС20-40 | 1 | 827 | 827 |
| МС21-70 | |||
| МС21-40 | 1 | 423 |
423 |
| МС-25 |
6 | 19 | 114 |
| УЩ | 2 | 15 | 30 |
| СН |
32 | 1,5 | 48 |
| МН | 32 |
1,2 | 37 |
|
Итого: | 50616 |
||
| 5. Опорное кольцо | |||
| МН10-40 | |||
| МН10-70 | 16 | 626 |
10016 |
| 6. Площадки | |||
|
П-1 | 2 | 22 |
44 |
| П-2 | 2 | 41 | 82 |
|
П-3 | 16 | 60 |
960 |
| П10 |
17 | 2 | 34 |
| П-12 | 1 | 53 | 53 |
| П-13 |
1 | 41 | 41 |
| П-15 | 20 |
0,5 | 10 |
| П-16 | 7 | 1 | 7 |
| П-18 | 10 |
2 | 20 |
|
П-19 | 7 | 4 |
28 |
| П-20 | 3 | 5 | 15 |
|
П-21 | 7 | 5 |
35 |
| П-22 | 7 | 3 | 21 |
| П-23 | 5 | 7 | 35 |
| П-24 | 1 |
14 | 14 |
|
П-26 | 6 | 20 |
120 |
| П-27 |
14 | 21 | 294 |
| П-28 | 52 |
0,4 | 21 |
| П-31 | 51 | 1 | 51 |
| Итого: | 1885 | ||
| 7. Лестница шахтная | |||
|
ШЛ-12СБ | 1 | 3459 | 3459 |
|
8. Детали лестницы | |||
|
Ш-4-1-10 | 28 |
311 | |
| 9. Люки, воротники | |||
|
ВЛ-10000С | 1 | 40 |
40 |
| ВОЛ-10000С |
1 | 96 | 96 |
| ВСЛ-3 | 12 |
1,33 | 16 |
|
Люк-лаз 1 | 1 | 100 | 100 |
| Люк-лаз овальный | 1 | 214 | 214 |
| ЛС-380 |
4 | 40 | 160 |
| Итого: |
626 | ||
| 10. Каркасы | |||
| Б-12 |
1 | 1932 | 1932 |
| БН-12 | 1 |
2443 | 2443 |
|
Итого: | 4375 |
||
| 11. Упаковка | |||
| КС-16 | 2 | 111 | 222 |
| К-10С | 1 | 315 | 315 |
| К-10-3С |
1 | 303 | 303 |
| К-10-1-С | 4 |
59 | 236 |
|
Р-20 | 1 | 2 |
2 |
| ПП-2 | 12 | 87 | 1044 |
| ХС-8,2 | 17 | 51 | 867 |
| ПГ-1 |
16 | 1,5 | 24 |
| ПО-10 | 1 |
233 | 233 |
|
ПО-20 | 2 | 193 |
386 |
| Итого: |
3632 |
||
Таблица 12
3
Общая и поэлементная масса металлоконструкций вертикальных резервуаров для хранения нефтепродуктов для РВС, РВСП, РВСС вместимостью 20000 м
| Марка элемента | Количество элементов на резервуар, шт. |
Масса, кг | |
| одной штуки | на резервуар всего | ||
| РВС вместимостью 20000 м3 | |||
| 1. Днище, центральная |
часть | ||
| ЩП-2 | 2 | 19851 |
39702 |
| ЩП-3 |
3 | 6705 | 13410 |
| Итого: |
53112 | ||
| 2. Стенка | |||
| ЩП-125 |
4 | 54174 | 216696 |
| 3. Окрайки днища | |||
| ЩП-8 | 24 |
540 | 12960 |
|
4. Покрытие | |||
|
ЩП-132 | 1 | 1047 |
1047 |
| ШП-133 |
1 | 551 | 551 |
| ЩП-128Б1 | 1 |
1456 | 1456 |
|
ЩП-129Б1 | 1 | 1046 | 1046 |
| ЩП-130-Б1 | 34 | 1269 |
43146 |
| Щ-1 |
36 | 6,5 | 234 |
| Щ-2 | 72 | 2 | 144 |
| ЩП-131-Б-1 | 34 | 799 |
27166 |
| Щ-3 |
36 | 4 | 144 |
| Щ-4 | 36 | 0,4 | 14 |
| ЩП-11 |
1 | 594 | 594 |
| ЩП-11А | 8 |
19 | 152 |
|
ЩП-11Б | 4 | 33 |
132 |
| ЩП-11В |
1 | 2 | 2 |
| ЩП-11Г | 1 |
372 | 372 |
| Щ-8 | 36 | 0,4 |
14 |
| Итого: | 76214 | ||
| 5. Опорное кольцо | |||
| ЩП-45 | 12 |
1387 | 16644 |
|
ЩП-46 | 12 | 12 |
144 |
| ЩП-47 |
12 | 11 | 132 |
| ЩП-48 | 12 |
4,5 | 54 |
|
Итого: | 16974 |
||
| 6. Лестница шахтная | |||
| Щ-18 | 1 | 5642 |
5642 |
| 7. Детали лестницы | |||
|
Щ-18-Н | 2 | 13 |
26 |
| Щ-18-2 |
1 | 4 | 4 |
| Щ-18-3 | 1 | 1 | 1 |
| Щ-18-4 |
1 | 2 | 2 |
| Щ-18-5 | 4 |
2 | 8 |
| Щ-18-6 | 1 | 106 | 106 |
| Щ-18-7 | 6 |
4 | 24 |
|
Щ-18-8 | 2 | 9 |
18 |
| Щ-18-9Т | 2 | 4 | 8 |
| Щ-18-10 н | 6 |
24 | 144 |
|
Щ-18-1-2 | 2 | 3 |
6 |
| Щ-18-1-3 |
2 | 2 | 4 |
| Итого: |
351 | ||
| 8. Площадки, ограждения | |||
| П-2 | 3 | 41 |
123 |
| П-3 |
23 | 60 | 1380 |
| П-11 | 23 | 2 | 46 |
| П-12 |
1 | 53 | 53 |
| П-13 | 1 |
41 | 41 |
| П-15 | 37 | 0,5 | 19 |
|
П-16 | 13 | 1 |
13 |
| П-18 |
10 | 2 | 20 |
| П-19 | 7 | 4 | 28 |
| П-20 |
3 | 5 | 15 |
| П-21 | 8 |
5 | 40 |
| П-22 | 8 | 3 | 24 |
| П-23 | 6 |
7 | 42 |
|
П-24 | 2 | 14 |
28 |
| П-25 | 1 | 15 | 15 |
| П-26 | 11 | 20 | 220 |
| П-27 |
20 | 21 | 420 |
| П-28 | 71 |
0,4 | 280 |
|
П-31 | 70 | 1 |
70 |
| Итого: | 2625 | ||
| 9. Люки, воротники | |||
| ВЛЛ-4 | 2 |
63 | 126 |
|
ВОЛЛ-5 | 1 | 144 |
144 |
| ВСЛ-3 |
9 | 1,33 | 12 |
| Люк-лаз | 2 |
100 | 201 |
| Люк овальный | 1 | 214 | 214 |
| Люк световой | 3 | 40 | 120 |
| Итого: | 817 | ||
| 10. Каркасы | |||
| БН-18 | 3 |
3937 | 11811 |
|
Б-12 | 2 | 1932 |
3864 |
| Итого: |
15675 | ||
| 11. Упаковка | |||
| ХС-8,2 | 38 | 51 | 1938 |
| К-20-5 |
1 | 815 | 815 |
| ПО-10 | 1 |
233 | 233 |
|
ПО-20 | 2 | 193 |
386 |
| ПО-20С |
2 | 229 | 458 |
| К20-4 | 2 |
311 | 622 |
|
К20-1 | 3 | 40,6 |
122 |
| К20-2 |
1 | 118 | 118 |
| К20-3 | 4 | 97 | 388 |
| СП-3 |
8 | 1,5 | 12 |
| ПГ-1 | 32 |
48 | |
| ПП-2 |
18 | 87 | 1566 |
| Итого: | 6706 | ||
|
РВСП вместимостью 20000 м3 |
|||
| 1. Днище |
|||
| ЩП-2 |
2 | 19851 | 39702 |
| ЩП-3 | 2 |
6705 | 13410 |
|
Итого: | 53112 |
||
| 2. Окрайки днища | |||
| ЩП-8 |
24 | 540 | 12960 |
| 3. Стенка | |||
|
ЩПП-1 | 4 | 47466 |
189864 |
| 4. Покрытие | |||
|
ЩП-132 | 1 | 1047 |
1047 |
| ЩП-133 |
1 | 551 | 551 |
| ЩП-128Б1 | 1 |
1456 | 1456 |
|
ЩП-129-Б1 | 1 | 1046 | 1046 |
| ЩП-130-Б1 | 34 | 1269 |
43146 |
| Щ-1 |
36 | 6,5 | 234 |
| Щ-2 | 72 | 2 | 144 |
| ЩП-131-Б1 | 34 | 799 |
27166 |
| Щ-3 |
36 | 4 | 144 |
| Щ-4 | 36 | 0,4 | 14 |
| ЩП-11 |
1 | 594 | 594 |
| ЩП-11А | 8 |
19 | 152 |
|
ЩП-11Б | 4 | 33 |
132 |
| ЩП-11В |
1 | 2 | 2 |
| ЩП-11Г | 1 |
372 | 372 |
| Щ-8 | 36 | 0,4 |
14 |
| Итого: | 76214 | ||
| 5. Опорное кольцо | |||
| ЩП-45 | 12 |
1387 | 16644 |
|
ЩП-46 | 12 | 12 |
144 |
| ЩП-47 |
12 | 11 | 132 |
| ЩП-48 | 12 |
4,5 | 54 |
|
Итого: | 16974 |
||
| 6. Лестница шахтная | |||
| Щ-18 | 1 | 5642 |
5642 |
| 7. Детали лестницы | |||
|
Щ18-1-1 | 2 | 13 |
26 |
| Щ18-2 |
1 | 4 | 4 |
| Щ18-3 | 1 | 1 | 1 |
| Щ18-4 |
1 | 2 | 2 |
| Щ18-5 | 4 |
2 | 8 |
| Щ18-6 | 1 | 106 | 106 |
| Щ18-7 | 6 |
4 | 24 |
|
Щ18-8 | 2 | 9 |
18 |
| Щ18-9 |
2 | 4 | 8 |
| т Щ18-10н | 6 |
24 | 144 |
|
Щ18-1-2 | 2 | 3 |
6 |
| Щ18-1-3 |
2 | 2 | 4 |
| Итого: |
351 | ||
| 8. Площадки, ограждения | |||
| П-1 | 2 | 22 |
44 |
| П-2 |
1 | 41 | 41 |
| П-3 | 23 | 60 | 1380 |
| П-11 |
23 | 2 | 46 |
| П-13 | 1 |
41 | 41 |
| П-14 | 1 | 138 | 138 |
| П-15 | 38 |
0,5 | 19 |
| П-16 | 14 | 1 | 14 |
|
П-18 | 10 | 2 |
20 |
| П-19 |
11 | 4 | 44 |
| П-20 | 2 | 5 | 10 |
| П-21 |
9 | 5 | 45 |
| П-22 | 9 |
3 | 27 |
| П-23 | 6 | 7 | 42 |
| П-24 | 2 |
14 | 28 |
|
П-25 | 2 | 15 |
30 |
| П-26 |
11 | 20 | 220 |
| П-27 | 19 | 21 | 399 |
| П-28 |
71 | 0,4 | 28 |
| П-31 | 69 |
1 | 69 |
|
Итого: | 2685 |
||
| 9. Днище понтона | |||
| ЩП-68 | 2 | 14099 | 28198 |
| ЩП-69 | 2 | 5741 | 11482 |
| Итого: | 39680 | ||
| 10. Детали понтона |
|||
| ЩП-70 | 42 | 82 | 3444 |
| ЩП-71 | 36 | 71 | 2556 |
| ЩП-72 |
22 | 21 | 462 |
| ЩП-73 | 22 |
25 | 550 |
|
ЩП-74 | 22 | 21 |
462 |
| ЩП-75 |
44 | 2 | 88 |
| ЩП-76 | 44 |
5 | 220 |
|
ЩП-77 | 132 | 1,5 |
198 |
| ЩП-78 |
22 | 48 | 1056 |
| ЩП-79 | 44 |
0,5 | 22 |
|
ЩП-80 | 22 | 18 |
396 |
| ЩП-81 |
62 | 17 | 1054 |
| ЩП-82 | 22 |
29 | 638 |
|
ЩП-83 | 22 | 27 |
594 |
| ЩП-84 |
22 | 27 | 594 |
| ЩП-85 | 11 |
26 | 286 |
|
ЩП-86 | 7 | 26 |
182 |
| ЩП-87 |
22 | 1 | 22 |
| ЩП-88 | 84 |
28 | 2352 |
|
ЩП-67 | 250 | 1 |
250 |
| ЩП-50 |
4 | 4 | 16 |
| ЩП-51 | 2 | 3 | 6 |
| ЩП-52 |
2 | 2 | 4 |
| ЩП-53 | 1 |
15 | 15 |
|
ЩП-54 | 2 | 7 |
14 |
| ЩП-55 |
2 | 5 | 10 |
| ЩП-56 | 1 |
46 | 46 |
|
ЩП-57 | 2 | 3 |
6 |
| ЩП-58 |
2 | 4 | 8 |
| ЩП-59 | 1 |
39 | 39 |
|
ЩП-60 | 2 | 5 |
10 |
| ЩП-116 | 1 |
626 | 626 |
|
ЩП-117 | 1 | 105 |
105 |
| ЩП-118 |
1 | 612 | 612 |
| ЩП-119 | 1 |
713 | 713 |
|
ЩП-120 | 1 | 464 |
464 |
| ЩП-121 |
1 | 125 | 125 |
| ЩП-122 | 2 |
63 | 126 |
|
ЩП-123 | 1 | 83 |
83 |
| ЩП-124 |
2 | 67 | 134 |
| Итого: |
18588 | ||
| 11. Люки, воротники | |||
|
ЩП-125 | 2 | 63 |
126 |
| ЩП-126 |
1 | 144 | 144 |
| ВСЛ-3 | 9 |
1,33 | 12 |
|
Люк-лаз I | 2 | 100 | 201 |
| Люк-лаз II | 2 | 113,5 |
227 |
| Люк овальный |
1 | 214 | 214 |
| ЛС-380 | |||
| Люк световой |
3 | 40 | 120 |
| Итого: |
1044 | ||
| 12. Каркасы | |||
| БН-18 |
3 | 3937 | 11811 |
| Б-12 | 3 |
1932 | 5796 |
|
Итого: | 17607 |
||
| 13. Упаковка |
|||
| ХС-8,2 |
38 | 51 | 1932 |
| К-20-5 | 1 |
815 | 815 |
|
ПО-10 | 1 | 233 |
233 |
| ПО-20 |
2 | 193 | 386 |
| ПО-20С | 2 |
229 | 458 |
|
К-20-4 | 2 | 311 |
622 |
| К-20-1 |
3 | 122 | 366 |
| К-20-2 | 1 |
118 | 118 |
|
К-20-3 | 4 | 97 |
388 |
| К-20-5П |
1 | 911 | 911 |
| КБ-4 | 1 |
346 | 346 |
|
СП-3 | 12 | 1,5 |
18 |
| ПГ-1 |
40 | 60 | |
|
ПП-2 | 22 | 87 |
1914 |
| Итого: |
8567 | ||
| РВСС вместимостью 20000 м3 | |||
| 1. Днище, центральная | часть |
||
| НС-1 | 2 |
24475 | 48950 |
|
НС-2 | 2 | 14266 |
28532 |
| Итого: |
77482 | ||
| 2. Окрайки днища | |||
| НС-3 | 25 |
592 | 14800 |
|
3. Стенка | |||
| НС-4 | 1 | 54332 |
54332 |
| НС-5 |
2 | 48315 | 96630 |
| Итого: |
150962 | ||
| 4. Покрытие | |||
|
НС-22 | 1 | 630 |
630 |
| НС-23 |
1 | 820 | 820 |
| НС-23 А | 1 |
3634 | 3634 |
|
НС-18 | 1 | 1920 |
|
| НС-19 | 23 | 1485 | 34155 |
| НС-20 | 22 | 1323 | 29106 |
| НС-20А | 46 | 0,5 | 23 |
| НС-21 | 23 |
1342 | 30866 |
|
НС-17 | 1 | 1992 |
1992 |
| НС-15 |
1 | 2325 | 2325 |
| НС-16 | 2 |
28 | 56 |
|
НС-31 | 1 | 110 |
110 |
| НС-32 |
48 | 6,5 | 312 |
| НС-33 | 24 |
2 | 48 |
| НС-34 | 20 | 139 |
2780 |
| Итого: | 108777 | ||
| 5. Опорное кольцо | |||
| НС-10 | 24 |
759 | 18216 |
|
НС-11 | 48 | 7 |
336 |
| НС-12 |
24 | 78 | 1872 |
| Итого: |
20424 | ||
| 6. Лестница шахтная | |||
|
ШЛ-12СБ | 1 | 3459 | 3459 |
|
7. Детали лестницы | |||
|
Щ-4-1-1 | 2 | 13 |
26 |
| Щ-4-1-2 |
2 | 3 | 6 |
| Щ-4-1-3 | 2 |
3 | 6 |
| Щ-4-2 | 1 | 5 | 5 |
| Щ-4-3 | 1 |
1 | 1 |
|
Щ-4-4 | 1 | 2 |
2 |
| Щ-4-5 | 4 | 2 | 8 |
|
Щ-4-6 | 1 | 111 |
111 |
| Щ-4-7 |
6 | 4 | 24 |
| Щ-4-8 | 2 | 9 | 18 |
| Щ-4-9 |
2 | 4 | 8 |
| Щ-4-10 | 4 |
24 | 96 |
|
Итого: | 28 |
311 | |
| 8. Площадки, ограждения | |||
| П-2 | 3 | 41 |
123 |
| П-3 |
23 | 60 | 1380 |
| П-11 | 23 | 2 | 46 |
| П-12 |
1 | 53 | 53 |
| П-13 | 1 |
41 | 41 |
| П-15 | 37 | 0,5 | 19 |
| П-16 | 13 |
1 | 13 |
| П-18 | 10 | 2 | 20 |
|
П-19 | 7 | 4 |
28 |
| П-20 | 3 | 5 | 15 |
|
П-21 | 8 | 5 |
40 |
| П-22 | 8 | 3 | 24 |
|
П-23 | 6 | 7 |
42 |
| П-24 |
2 | 14 | 28 |
| П-25 | 1 | 15 | 15 |
| П-26 |
11 | 20 | 220 |
| П-27 | 20 |
21 | 420 |
| П-28 | 71 | 0,4 |
28 |
| П-31 | 70 | 1 | 70 |
|
Итого: | 2625 |
||
| 9. Люки, воротники | |||
|
ВВЛ-С | 1 | 51 |
51 |
| ВОЛЛ-С |
1 | 128 | 128 |
| ВСЛ-3 | 12 |
1,33 | 16 |
|
Люк-лаз I | 1 | 100 | 100 |
| Люк-лаз овальный | 1 | 214 | 214 |
| Люк световой ЛС-380 | 4 |
40 | 160 |
|
Итого: | 670 |
||
| 10. Каркасы | |||
| БН-12 | 2 |
2443 | 4886 |
|
Б-12 | 2 | 1932 |
3864 |
| Итого: |
8750 | ||
| 11. Упаковка | |||
| ХС-8,2 | 17 | 51 | 867 |
| ПО-10 |
1 | 233 | 233 |
| ПО-20 | 2 |
193 | 386 |
|
ПО-20С | 2 | 229 |
458 |
| К-20-1с |
2 | 334 | 668 |
| СП-3 | 8 |
1,5 | 12 |
|
Итого: | 3338 |
||
Таблица 13
о
Общая и поэлементная масса металлоконструкций вертикальных резервуаров для хранения нефтепродуктов для РФК вместимостью 30000 м3
| Марка элемента | Количество элементов на резервуар, шт. | Масса, кг | |
| одной штуки |
на резервуар всего | ||
| РФК вместимостью 30000 м3 (типовой проект № 10-3417-6КМ) | |||
| 1. Стенка | |||
| РФК ЗОЭ 01.00 | 4 | 59440 | 237760 |
| 2. Днище | |||
| РФК ЗОЭ | |||
| 011 | 2 |
37540 | 75080 |
|
013 | 2 | 7198 |
14378 |
| 012 |
2 | 30092 | 60184 |
| Итого: |
149642 | ||
| 03.01.000 03.00.001 03.00.002 03.00.003 03.06 | 3. Опорное кольц 28 56 28 112 84 | о 896,4 89,8 3,9 6,1 1,1 |
25099 5028,8 109.2 683.2 92,4 |
| Итого: |
31012,6 | ||
| 4. Окрайки днища | |||
|
РФК ЗОЭ | |||
| 014 | 32 | 759,2 | 24294,4 |
|
5. Покрытие щитами | |||
|
РФК ЗОЭ | |||
| 04.09 | 56 | 1158,5 | 64876 |
| 04.08 |
56 | 883,4 | 49470,4 |
| 04.07 | 28 |
976,1 | 27330,8 |
|
04.02 | 28 | 752 |
21056 |
| 04.01 |
1 | 3216 | 3216 |
| 04.04 | 28 |
624 | 17472 |
|
04.05 | 28 | 805,1 |
22542,8 |
| 04.03 |
28 | 655 | 18340 |
| 04.10.019 | 56 |
10,9 | 613 |
|
04.10.020 | 28 | 15,3 |
428 |
| 10.021 |
28 | 10,6 | 296 |
| 10.022 | 56 |
2,1 | 116 |
|
10.023 | 56 | 2,9 |
162 |
| 10.024 |
56 | 1,66 | 93 |
| 10.025 | 56 |
1,5 | 84 |
|
10.026 | 56 | 1,3 |
72 |
| 10.027 |
224 | 2,97 | 665 |
| 10.028 | 56 |
5,88 | 329 |
|
10.029 | 56 | 5,1 |
286 |
| 10.037 |
9 | 57,1 | 514 |
| 04.10.001 | 56 |
10,6 | 597 |
|
10.002 | 56 | 10,8 |
606 |
| 10.003 |
56 | 5,3 | 295 |
| 10.004 | 28 |
9,6 | 268 |
|
10.005 | 28 | 4,5 |
127 |
| 10.006 |
56 | 2,56 | 143 |
| 10.007 | 56 |
3,05 | 171 |
|
10.008 | 56 | 2,16 |
121 |
| 10.009 |
28 | 4,7 | 133 |
| 10.010 | 28 |
4,3 | 119 |
|
10.011 | 56 | 2,6 |
146 |
| 10.012 |
56 | 1,2 | 70 |
| 10.013 | 56 |
1,6 | 93 |
|
10.014 | 56 | 2,1 |
116 |
| 10.015 |
56 | 1,6 | 93 |
| 10.016 | 56 |
2,1 | 116 |
|
10.017 | 56 | 2,6 |
145 |
| 10.018 |
56 | 2,54 | 142 |
|
04.11.000 | 28 | 91,5 |
2562 |
| 10.030 |
28 | 227,4 | 6367 |
| 10.031 | 28 |
0,9 | 25 |
|
10.032 | 28 | 0,5 |
14 |
| 10.033 |
56 | 1,6 | 89 |
| 10.034 | 112 |
1,8 | 201 |
|
10.035 | 56 | 6,65 |
372 |
| 10.036 |
56 | 7,53 | 421 |
| Итого: |
25127 | ||
| 6. Лестница шахтная | |||
|
Р2Э05-02 | 9 | 69 |
621 |
| 05-03 |
1 | 66 | 66 |
| 05.05 | 1 | 11 | 11 |
| Р2Э05-04 | 8 | 14 | 112 |
| Р2Э05-01 | 1 |
2524 | 2524 |
|
Р2Э05000-01 | 18 | 2,2 | 39,6 |
| 00-02 |
2 | 2,8 | 5,6 |
| 00-03 | 20 |
1,7 | 34,0 |
|
00-04 | 2 | 0,13 |
0,3 |
| 00-05 |
18 | 0,5 | 9,0 |
| 00-06 | 9 |
0,7 | 6,3 |
|
00-07 | 9 | 2,1 |
18,9 |
| 00-08 |
9 | 5,4 | 48,6 |
| 00-09 | 9 |
2,7 | 24,3 |
|
00-10 | 9 | 8,9 |
80,1 |
| 00-11 |
9 | 4,8 | 43,2 |
| 00-12 | 1 |
7,6 | 7,6 |
|
00-13 | 10 | 4,1 |
41,0 |
| 00-14 |
20 | 1,9 | 38,0 |
| 00-15 | 10 |
2,1 | 21,0 |
|
00-16 | 1 | 12,8 |
12,8 |
| 00-17 |
1 | 8,0 | 8,0 |
| Итого: |
3772,3 | ||
| 7. Площадки, ограждения | |||
| РФКЗОЭ05-04 | 1 |
22,0 | 22,0 |
|
05-05 | 1 | 22,0 |
22,0 |
| 05-06 |
56 | 27,8 | 1557,0 |
| 05-01 | 56 |
78,2 | 4379,0 |
|
05-02 | 1 | 82,0 |
82,0 |
| 05-07 |
4 | 30,4 | 121,6 |
| 05-08 | 4 |
13,3 | 53,2 |
|
05-03 | 1 | 169,0 |
169,0 |
| 05.00.001 |
1 | 4,0 | 4,0 |
| 00.002 | 1 |
2,1 | 2,1 |
|
00.003 | 2 | 1,9 |
3,8 |
| 00.004 |
2 | 8,0 | 16,0 |
| 00.005 | 2 |
4,2 | 8,4 |
|
00.006 | 4 | 2,5 |
10,0 |
| 00.007 |
6 | 2,5 | 15,0 |
| 00.008 | 2 |
1,0 | 2,0 |
| 00.009 | 170 | 1,1 | 187,0 |
| 00.010 | 170 | 0,2 | 34,0 |
| 00.011 |
170 | 0,4 | 68,0 |
| 00.012 | 2 |
0,8 | 1,6 |
|
Итого: | 6759,3 | ||
| 8. Люки | |||
| ДУ400 | 5 |
222,0 | 1110,0 |
|
ДУ500 | 3 | 109,0 |
327,0 |
| ДУ150 |
2 | 20,0 | 40,0 |
| ДУ150 | 2 |
18,0 | 36,0 |
|
Люк-лаз овальный | 2 |
370,0 | 740,0 |
|
Итого: | 2253,0 | ||
| 9. Упаковка |
|||
| РФК30.01 |
1 | 812 | 812 |
| СПФ РФК30Э | 2 |
420 | 840 |
|
П0004М | 1 | 31 |
31 |
| ОП-02 |
56 | 43,6 | 2441,6 |
| ПОРФК30-02 | 1 |
607 | 607 |
|
РФК30Э | 6 | 472 |
2832 |
| Я01 |
3 | 35 | 105 |
| РФК30Э | 3 |
220 | 660 |
|
БР-2 | 3 | 2151 |
6453 |
| БР3и |
4 | 3167 | 12668 |
| СП001 | 2 |
15 | 30 |
|
РФК30Э | 15 | 275 |
4125 |
| Итого: |
31604 |
Таблица 14
| Затраты |
груда на технологические операции изготовления полуфабриката | ||||||||||||||
|
Правка металла | Правка деталей | Г азовая резка |
Механическая резка ножницами |
||||||||||||
| № п/п | Т ипопредставитель | листа на машинах | уголка на машинах | профиля на горизонтальном или кулачковом прессе | на листовых вальцах | на фрикционном прессе | Изготовление шаблона |
Разметка и наметка |
Ручная | полуавтоматом | автоматом |
гильотинными | уголковыми | сортовыми | к |
РВС, РВСС, РВСП и РВССП вместимостью 100 м3
| 1 | Днище (рулоном) | 4,6 | - | - | 3,5 | - | - | 9,3 | - | - | - | 57,9 | - | - |
| 2 |
Стенка(рулоном) | 6,6 |
- | - | - |
0,3 | 0,2 | 11,7 |
- | - | - |
59,2 | - | - |
| 3 | Покрытие (щитами) | 1,5 | 1,3 | 1,8 | - | 0,7 | 1,8 | 10,1 |
21,5 | - | - |
7,8 | 5,6 | 4,2 |
| 4 | Лестница кольцевая, площадки, ограждения для резервуара без понтона | 0,7 | 3,2 | 2,1 |
0,6 | 3,9 | 9,9 |
10,2 | 7,4 | 23,3 | 18,7 | 6,6 | ||
| 5 | Лестница кольцевая, площадки, ограждения для резервуара с понтоном | 0,7 |
3,2 | 2,0 | 0,6 | 4,0 | 10,7 |
9,9 | 7,0 |
23,8 | 18,9 | 6,3 |
||
| 6 | Днище и детали понтона | 1,5 | 0,7 | - | 1,2 | 1,8 | 7,8 | 9,1 |
2,6 | - | 8,5 |
21,7 | 5,9 | 3,1 |
| 7 | Люк-лаз, люк световой, воротники к люкам для резервуара без понтона | 0,7 | 0,5 |
0,9 | 9,9 |
5,6 | 3,2 | 3,6 | ||||||
| 8 | Люк-лаз, люк световой, воротники к люкам для резервуара с понтоном | 0,8 |
0,3 |
0,5 | 9,1 |
4,6 | 3,1 | 2,7 | ||||||
| 9 |
Каркас-барабан | 0,5 |
7,3 | 6,0 | - |
3,4 | 0,6 | 0,5 |
0,8 | - | - |
12,2 | 44,3 | 10,8 |
| 10 | Специальные отгрузочные приспособления для резервуара без понтона | 1,8 | 1,1 | 0,9 |
2,4 | 0,6 | 2,0 |
12,5 | 1,0 | 22,3 | 11,1 | 9,1 | ||
| 11 |
Специальные отгрузочные |
1,9 | 1,3 | 0,9 |
2,2 | 1,0 | 2,0 | 12,5 | 1,0 | 22,1 | 11,1 |
9,1 |
приспособления для резервуара с понтоном
РВС, РВСС, РВСП и РВССП вместимостью 200 м3
| 1 | Днище (рулоном) | 4,4 | - | - | 1,1 | 0,7 | 2,1 | 10,5 |
- | - | - |
62,5 | - | - |
| 2 | Стенка(рулоном) | 6,6 | - | - | 0,3 | 0,2 |
0,4 | 14,1 | - |
- | - | 56,4 |
- | - |
| 3 | Покрытие (щитами) |
1,8 | 0,7 | 3,1 |
- | 0,7 | 0,9 |
15,0 | 15,2 | - | - | 17,1 | 5,1 | 1,9 |
| 4 |
Лестница кольцевая, площадки, ограждения для резервуара без понтона | 0,7 | 2,0 |
2,3 | 2,1 | 2,0 |
8,1 | 10,3 | 8,2 | 23,9 | 16,7 | 6,8 | ||
| 5 |
Лестница кольцевая, площадки, ограждения для резервуара с понтоном |
0,8 | 2,1 | 1,9 | 2,1 | 2,2 |
9,3 | 9,5 | 7,3 |
25,8 | 16,3 |
6,7 | ||
| 6 |
Днище и детали понтона | 2,1 | 0,7 | - | 2,0 | 2,2 | 7,2 |
8,2 | 1,9 | - |
7,3 | 31,9 | 4,6 |
3,7 |
| 7 |
Люк-лаз, люк световой, воротники к люкам для резервуара без понтона |
0,7 | 0,5 |
0,9 | 9,9 | 15,6 | 3,2 |
2,2 | ||||||
| 8 |
Люк-лаз, люк световой, воротники к люкам для резервуара с понтоном |
0,8 | 0,3 |
0,5 | 9,1 | 14,6 | 3,1 |
1,8 | 1,0 | |||||
| 9 | Каркас-барабан | 0,5 | 7,3 | 6,0 | - | 3,4 | 0,6 |
0,5 | 0,8 | - |
- | 12,2 | 44,3 |
10,8 |
| 10 |
Специальные отгрузочные приспособления для резервуара без понтона |
1,8 | 1,1 | 0,9 |
2,4 | 0,6 | 2,0 | 12,5 | 1,0 | 22,3 | 11,1 |
9,1 | ||
| 11 |
Специальные отгрузочные приспособления для резервуара с понтоном | 1,9 | 1,3 | 0,9 |
2,2 | 1,0 | 2,0 |
12,5 | 1,0 | 22,1 | 11,1 | 9,1 |
| Фрезерование |
Образование отверстий |
Гибка | |||||||||||
| № п/п | Т ипопредставитель |
на торцефрезерном |
на продольно- |
фрезерным | сверлением |
продавливанием | на кромкогибочном | на горизонтально- | на фрикционном | на молотах (прессах) с | на листовых | на роликовых |
Т |
| станке |
строгальном | трактором |
прессе |
гибочном | прессе |
предварительным | вальцах | машинах | |||
| станке | прессе |
нагревом |
РВС, РВСС, РВСП и РВССП вместимостью 100 м3
| 1 |
Днище (рулоном) | 7,4 |
- | - | - |
- | - | - |
- | - | - |
- |
| 2 |
Стенка(рулоном) | 8,1 |
- | - | - |
- | - | - |
- | - | - |
- |
| 3 |
Покрытие (щитами) | - | - | - | 9,2 | 0,4 | - | - | - | - | - | 13,8 |
| 4 |
Лестница кольцевая, площадки, ограждения для резервуара без понтона | 2,1 |
1,4 | 1,9 | ||||||||
| 5 |
Лестница кольцевая, площадки, ограждения для резервуара с понтоном |
2,0 | 2,1 |
1,3 | 1,8 | |||||||
| 6 |
Днище и детали понтона | - | - | - | 4,3 | 3,3 | - | 0,2 | - | - | 3,1 | 4,7 |
| 7 |
Люк-лаз, люк световой, воротники к люкам для резервуара без понтона |
10,5 | 0,1 |
5,2 | ||||||||
| 8 |
Люк-лаз, люк световой, воротники к люкам для резервуара с понтоном |
9,4 | 0,2 |
4,9 | ||||||||
| 9 |
Каркас-барабан | - |
- | - | - |
- | - | - |
- | - | - |
12,1 |
| 10 |
Специальные отгрузочные приспособления для резервуара без понтона | 0,4 | 7,9 | |||||||||
| 11 | Специальные отгрузочные приспособления для резервуара с понтоном | 0,4 |
7,8 |
РВС, РВСС, РВСП и РВССП вместимостью 200 м3
| 1 | Днище (рулоном) | - | - |
- | - | - |
- | - | - |
- | - | - |
| 2 |
Стенка(рулоном) | - |
- | - | - |
- | - | - |
- | - | - |
- |
| 3 |
Покрытие (щитами) | - | - | 12,1 | 0,2 | 0,5 | 0,5 |
- | - | - |
10,8 | - |
| 4 | Лестница | - |
- | 2,7 | 0,9 |
1,2 | - | - |
2,5 | - | - |
- |
| 5 | кольцевая, площадки, ограждения для резервуара без понтона Лестница | 2,6 |
0,9 | 1,2 | 2,5 | |||||||
| 6 | кольцевая, площадки, ограждения для резервуара с понтоном Днище и детали | 5,2 |
2,3 | 1,6 | 1,2 | 5,6 | ||||||
| 7 | понтона Люк-лаз, люк | - |
- | 10,5 |
- | - |
- | - |
0,1 | 5,2 | - | 12,1 |
| 8 |
световой, воротники к люкам для резервуара без понтона Люк-лаз, люк | 9,4 | 0,2 |
4,9 | 19,5 | |||||||
|
9 | световой, воротники к люкам для резервуара с понтоном Каркас-барабан |
12,1 | ||||||||||
| 10 |
Специальные | - |
- | - | 0,4 |
- | - | - |
7,9 | - | - |
26,2 |
| 11 |
отгрузочные приспособления для резервуара без понтона Специальные |
0,4 | 7,8 |
26,0 | ||||||||
|
отгрузочные приспособления для резервуара с понтоном |
Таблица 15
Нормативы затрат труда на технологические операции изготовления полуфабриката элементов резервуара (в % норматива изготовления полуфабриката) для РВС, РВСС, РВСП, РВССП вместимостью 300 - 400 м3
Затраты труда на технологические операции изготовления полуфабриката
Нормативы затрат труда на технологические операции изготовления полуфабриката элементов резервуара (в % норматива изготовления полуфабриката)
для РВС, РВСС, РВСП, РВССП вместимостью 100 - 200 м3
Правка металла
Правка деталей
Г азовая резка
Механическая резка ножницами
№
п/п
Разметка
и
наметка
профиля на горизонтальном или кулачковом прессе
Т ипопредставитель
Изготовление
шаблона
уголка
на
машинах
на
листовых
вальцах
на
фрикционном
прессе
листа на машинах
Ручная
полуавтоматом
автоматом
гильотинными
уголковыми
сортовыми
к
РВС, РВСС, РВСП и РВССП вместимостью 300 м3
| Днище (рулоном) | 4,8 | - | - | 2,0 | 0,1 | 2,4 |
13,3 | - | - |
- | 60,0 | - |
- |
| Стенка(рулоном) | 6,3 | - | - | 0,3 | 0,1 |
0,4 | 16,0 | - |
- | - | 54,4 |
- | - |
| 3 |
Покрытие (щитами) | 1,3 | 1,0 | 1,8 |
0,9 | 1,3 | 4,5 |
9,9 | 18,6 | 1,1 | 7,2 | 20,3 |
3,0 | 5,6 |
| 4 | Лестница шахтная, площадки ограждения для резервуара без понтона | 0,9 | 3,4 |
2,0 | 0,5 | 1,2 |
4,6 | 8,9 | 9,4 | 23,7 | 27,3 | 3,6 | ||
| 5 |
Лестница шахтная, площадки, ограждения для резервуара c понтоном | 1,0 | 3,3 | 2,1 |
0,5 | 1,5 | 6,1 |
8,4 | 8,8 | 25,1 | 26,3 | 3,6 | ||
| 6 | Днище и детали понтона | 2,4 |
0,6 | - | 1,5 |
2,3 | 8,2 | 9,5 |
2,0 | - | 6,0 |
27,7 | 7,5 | 4,8 |
| 7 | Люк-лаз, люк световой, воротники к люкам для резервуара без понтона | 0,7 | 0,5 |
0,9 | 9,9 |
15,6 | 3,2 | 2,2 |
||||||
| 8 | Люк-лаз, люк световой, воротники к люкам для резервуара с понтоном | 0,8 |
0,3 |
0,5 | 9,1 |
14,6 | 3,1 | 1,8 |
1,0 | |||||
| 9 |
Специальные отгрузочные приспособления для резервуара без понтона |
1,0 | 1,2 | 1,1 |
1,2 | 1,3 | 4,1 | 7,7 | 0,6 | 18,9 | 13,4 |
9,1 | ||
| 10 |
Специальные отгрузочные приспособления для резервуара с понтоном | 1,5 | 1,2 | 0,9 |
1,1 | 1,7 | 5,2 РВС, РВС | 8,5 :с, рвсп |
0,5 и РВСС | П вместимостью | 400 м3 | 25,4 |
9,0 | 8,8 |
|
1 | Днище (рулоном) |
5,2 | - | - |
1,0 | 0,6 | 1,9 |
12,7 | - | - |
- | 59,6 | - |
- |
| 2 |
Стенка(рулоном) | 6,6 |
- | - | 0,3 |
0,2 | 0,3 | 15,7 |
- | - | - |
56,00 | - | - |
| 3 | Покрытие (щитами) | 1,3 | 1,0 | 1,9 | 0,3 |
1,2 | 3,8 | 10,0 |
6,7 | - | 6,4 |
40,9 | 7,2 | 2,9 |
| 4 | Лестница шахтная, площадки ограждения для резервуара без понтона | 0,8 | 3,4 | 3,2 |
0,6 | 0,9 | 3,4 |
9,1 | 9,9 | 22,9 | 29,5 | 3,3 | ||
| 5 | Лестница шахтная, площадки, ограждения для резервуара c понтоном | 1,0 |
3,3 | 2,6 | 0,4 | 1,7 | 7,3 |
7,6 | 8,4 |
25,5 | 28,1 | 2,9 |
| 6 | Днище и детали понтона |
2,2 | 0,6 | - |
1,4 | 2,0 | 8,8 |
8,6 | 2,1 | - |
5,4 | 30,7 | 4,8 | 3,5 |
| 7 |
Люк-лаз, люк световой, воротники к люкам для резервуара без понтона |
0,7 | 0,5 |
0,9 | 9,9 | 15,6 | 3,2 |
2,2 | ||||||
| 8 |
Люк-лаз, люк световой, воротники к люкам для резервуара с понтоном |
0,8 | 0,3 |
0,5 | 9,1 | 14,6 | 3,1 |
1,8 | 1,0 | |||||
| 9 | Специальные отгрузочные приспособления для резервуара без понтона | 1,0 | 1,1 | 1,0 | 1,2 |
1,4 | 4,2 | 7,5 |
0,6 | 20,6 |
13,1 | 8,9 | ||
|
10 | Специальные отгрузочные приспособления для резервуара с понтоном | 1,5 | 1,4 |
0,9 | 1,1 | 4,2 |
4,2 | 9,3 | 0,5 | 25,1 | 10,4 | 8,0 |
|
Фрезерование |
Образование отверстий | Гибка | |||||||||||
| № п/п | Т ипопредставитель | на торцефрезерном станке |
на продольно строгальном станке | фрезерным трактором | сверлением |
продавливанием | на кромкогибочном прессе |
на горизонтально гибочном прессе | на фрикционном прессе | на молотах (прессах)с предварительным нагревом |
на листовых вальцах |
на роликовых машинах |
Т |
| РВС, РВСС, РВСП и РВССП вместимостью 300 м3 |
|||||||||||||
| 1 |
Днище (рулоном) | 5,8 |
- | - | - |
- | - | - |
- | - | - |
- | |
| 2 |
Стенка(рулоном) | 7,2 |
- | - | - |
- | - | - |
- | - | - |
- | |
| 3 |
Покрытие (щитами) | - | - | - | 0,8 | 0,4 | 1,2 | - | - | 0,7 |
0,6 | 0,5 | |
|
4 | Лестница шахтная, площадки ограждения для резервуара без понтона | 0,1 | 1,1 | 0,4 | 5,7 | ||||||||
| 5 | Лестница шахтная, площадки, ограждения для резервуара c понтоном | 0,1 | 1,0 | 0,4 | 5,5 |
||||||||
| 6 | Днище и детали понтона | 2,0 |
- | - | 5,6 |
2,8 | - | 0,2 |
- | - | - |
1,4 | |
| 7 |
Люк-лаз, люк световой, | 10,5 | 0,1 | 5,2 | |||||||||
10
8
9
| воротники к люкам для резервуара без понтона Люк-лаз, люк | 9,4 | 0,2 | 4,9 |
||||||||
| световой, воротники к люкам для резервуара с понтоном Специальные | 0,5 |
9,0 | |||||||||
|
отгрузочные приспособления для резервуара без понтона Специальные |
0,4 |
0,1 | 8,1 |
||||||||
| отгрузочные приспособления для резервуара с понтоном |
РВС, РВСС, РВСП и РВССП вместимостью 400 м
3
| 1 | Днище (рулоном) |
5,8 | - | - |
- | - | - |
- | - | - |
- | - |
| 2 | Стенка(рулоном) | 6,7 | - | - | - | - | - | - | - | - | - | - |
| 3 |
Покрытие (щитами) | - | - | - | 0,8 | 4,3 | 0,6 | - | - | 0,7 | 0,5 | 1,8 |
| 4 |
Лестница кольцевая, площадки, ограждения для резервуара без понтона | 0,1 | 1,1 | 0,4 | 4,2 | |||||||
| 5 | Лестница кольцевая, площадки, ограждения для резервуара с понтоном |
0,1 |
0,9 | 0,4 | 3,7 | |||||||
| 6 |
Днище и детали понтона |
2,0 | - | - |
6,9 | 2,9 | - |
- | 0,1 | - |
0,4 | 1,7 |
| 7 | Люк-лаз, люк световой, воротники к люкам для резервуара без понтона |
10,5 |
0,1 | 5,2 | ||||||||
|
8 | Люк-лаз, люк световой, воротники к люкам для резервуара с понтоном |
9,4 |
0,2 | 4,9 | ||||||||
|
9 | Специальные отгрузочные | ' | 0,5 |
- | 8,8 |
|
10 | приспособления для резервуара без понтона Специальные |
0,4 |
0,1 | 8,0 |
||||||||
|
отгрузочные приспособления для резервуара с понтоном |
Таблица 16
Нормативы затрат труда на технологические операции изготовления полуфабриката элементов резервуара (в % норматива изготовления полуфабриката) для ВВС, РВСС, РВСП, РВССП вместимостью 700, 1000 м3
|
Затраты | груда на технологические операции изготовления полуфабриката | ||||||||||||||
| Правка металла | Правка деталей | Г азовая резка | Механическая резка ножницами | ||||||||||||
| № п/п |
Т ипопредставитель | листа на машинах | уголка на машинах | профиля на горизонтальном или кулачковом прессе | на листовых вальцах | на фрикционном прессе | Изготовление шаблона |
Разметка и наметка |
Ручная | полуавтоматом | автоматом |
гильотинными | уголковыми | сортовыми | к |
3
РВС, РВСС, РВСП и РВССП вместимостью 700 м
|
1 | Днище (рулоном) |
5,5 | - | - |
- | 0,4 | 0,9 |
12,1 | - | - |
- | 63,2 | - |
- |
| 2 |
Стенка(рулоном) | 6,9 |
- | - | 0,2 |
0,1 | 0,2 | 16,2 |
- | - | - |
54,4 | - | - |
| 3 | Покрытие (щитами) | 1,4 | 1,0 | 2,4 | 0,8 |
1,2 | 4,5 | 8,6 |
5,5 | - | 5,5 |
37,7 | 10,9 | 3,6 |
| 4 | Лестница шахтная, площадки ограждения для резервуара без понтона | 1,1 | 3,6 | 2,2 |
2,0 | 1,6 | 6,6 |
4,6 | 3,8 | 30,7 | 28,2 | 2,8 | ||
| 5 | Лестница шахтная, площадки, ограждения для резервуара c понтоном | 1,1 |
3,5 | 2,3 | 2,0 | 1,6 | 6,7 |
4,6 | 3,9 |
30,3 | 28,6 | 2,7 |
||
| 6 | Днище и детали понтона | 3,0 | 0,6 | - | 2,7 | 1,4 | 8,1 | 10,3 |
2,6 | - | 5,0 |
35,2 | 5,2 | 3,5 |
| 7 | Люк-лаз, люк световой, воротники к люкам для резервуара без понтона | 0,7 | 0,5 |
0,9 | 9,9 |
15,6 | 3,2 | 2,2 |
||||||
| 8 | Люк-лаз, люк световой, воротники к люкам для резервуара с понтоном | 0,8 |
0,3 |
0,5 | 9,1 |
14,6 | 3,1 | 1,8 |
1,0 | |||||
| 9 |
Специальные отгрузочные |
1,5 | 1,0 | 1,1 |
1,2 | 2,3 | 3,6 | 8,5 | 0,5 | 27,1 | 7,6 |
10,1 |
10
10
4
5
8
9
| приспособления для резервуара без понтона Специальные |
1,8 | 1,4 | 0,9 | 1,0 | 0,7 |
3,1 | 11,6 | 0,5 |
24,9 | 10,8 |
7,5 | ||
| отгрузочные приспособления для резервуара с понтоном Днище (рулоном) | 5,6 |
1,8 |
РВС, РВС 0,5 | С, РВСП 14,5 |
и РВСС | П вместимостью | 3 3 м -0 0 10 |
58,2 | |||||
|
Стенка(рулоном) | 6,8 |
- | - | 0,5 |
- | 0,2 | 16,0 |
- | - | - |
54,4 | - | - |
| Покрытие | 1,4 |
1,0 | 2,4 | 0,3 |
1,4 | 4,5 | 14,5 | 5,4 | - | 6,2 | 37,2 | 10,9 |
3,7 |
| (щитами) Лестница шахтная, | 1,0 |
2,4 | 2,1 | 2,0 | 1,6 | 5,5 |
7,1 | 8,7 | - | 2,4 | 25,2 |
19,6 | 6,9 |
|
площадки ограждения для резервуара без понтона Лестница шахтная, |
1,0 | 2,4 | 2,1 |
2,1 | 1,5 | 5,4 | 7,0 | 8,6 |
2,5 | 25,2 | 19,6 |
7,0 | |
| площадки, ограждения для резервуара c понтоном Днище и детали | 3,2 | 0,6 | 2,8 | 1,3 |
7,7 | 8,1 | 2,4 |
4,2 | 33,8 |
5,0 | 6,0 | ||
|
понтона Люк-лаз, люк | 0,7 | - | - | 0,4 | - |
0,7 | 10,4 | - | - | 14,2 |
3,1 | 2,0 | |
|
световой, воротники к люкам для резервуара без понтона Люк-лаз, люк | 0,9 | 0,4 | 0,2 | 1,2 |
10,0 | 14,2 |
3,6 | 1,9 | 0,6 |
||||
| световой, воротники к люкам для резервуара с понтоном Специальные | 1,7 |
1,1 | 0,9 | 1,3 |
1,8 | 4,1 | 10,1 | 0,5 | 30,2 | 6,7 | 7,6 | ||
| отгрузочные приспособления для резервуара без понтона Специальные |
1,7 | 1,4 | 1,0 | 2,3 | 0,8 |
2,7 | 11,4 | 0,4 |
30,5 | 10,6 |
6,4 | ||
| отгрузочные приспособления для резервуара с понтоном |
| Фрезерование |
Образование отверстий |
Гибка | |||
| 1 1 | 1 | III II |
на
продольно
строгальном
станке
на
горизонтально
гибочном
прессе
на молотах (прессах)с предварительным нагревом
на
торцефрезерном
станке
на
кромкогибочном
прессе
на
фрикционном
прессе
на
листовых
вальцах
на
роликовых
машинах
фрезерным
трактором
№
п/п
Т ипопредставитель
Т
сверлением
продавливанием
РВС, РВСС, РВСП и РВССП вместимостью 700 м
3
| 1 |
Днище (рулоном) | 6,2 |
- | - | - |
- | - | - |
- | - | - |
- |
| 2 |
Стенка(рулоном) | 7,1 |
- | - | - |
- | - | - |
- | - | - |
- |
| 3 |
Покрытие (щитами) | - | - | - | 1,2 | 4,4 | 1,9 | - | 0,1 | 0,8 |
0,4 | 1,9 |
| 4 | Лестница шахтная, площадки ограждения для резервуара без понтона | 0,3 | 1,4 | 1,7 | 3,2 | |||||||
| 5 | Лестница шахтная, площадки, ограждения для резервуара c понтоном |
0,3 |
1,4 | 1,6 |
3,1 | |||||||
| 6 |
Днище и детали понтона |
1,7 | - | - |
6,8 | 2,8 | - |
- | 0,02 | - |
0,18 | 1,5 |
| 7 | Люк-лаз, люк световой, воротники к люкам для резервуара без понтона |
10,5 |
0,1 | 5,2 | ||||||||
|
8 | Люк-лаз, люк световой, воротники к люкам для резервуара с понтоном |
9,4 |
0,2 | 4,9 | ||||||||
|
9 | Специальные отгрузочные приспособления для резервуара без понтона | 0,4 |
9,8 | |||||||||
| 10 | Специальные отгрузочные приспособления для резервуара с понтоном | 0,4 | 7,5 |
2,5 |
РВС, РВСС, РВСП и РВССП вместимостью 1000 м
3
| 1 | Днище (рулоном) | 6,1 | - | - | - | - | - | - | - | - | - | - |
| 2 |
Стенка(рулоном) | 7,0 |
- | - | - |
- | - | - |
- | - | - |
- |
| 3 |
Покрытие (щитами) | - | - | - | 1,2 | 4,6 | 2,0 | - | - | 0,7 | 0,5 | 1,9 |
| 4 |
Лестница кольцевая, | 0,1 | 0,05 |
0,25 | 0,9 | 1,0 |
2,0 | 3,6 |
| 5 | площадки, ограждения для резервуара без понтона Лестница |
0,1 | 0,05 |
0,25 | 0,9 | 1,1 | 2,1 | 3,6 | ||||
| 6 | кольцевая, площадки, ограждения для резервуара с понтоном Днище и детали | 2,1 | 6,4 | 2,6 | 0,02 | 1,48 | ||||||
| 7 |
понтона Люк-лаз, люк |
- | - |
- | 10,6 |
- | - |
- | - |
1,0 | 3,7 | - |
| 8 | световой, воротники к люкам для резервуара без понтона Люк-лаз, люк | 10,2 | 0,1 | 3,6 |
||||||||
| 9 |
световой, воротники к люкам для резервуара с понтоном Специальные |
0,4 |
7,6 | |||||||||
| 10 |
отгрузочные приспособления для резервуара без понтона Специальные |
0,3 |
0,1 | 6,4 |
2,1 | |||||||
|
отгрузочные приспособления для резервуара с понтоном |
Таблица 17
Нормативы затрат труда на технологические операции изготовления полуфабриката элементов резервуара (в % норматива изготовления полуфабриката) для РВС, РВСП, РВСС вместимостью 2000 м3
|
Затраты | труда на технологические операции изготовления полуфабриката | ||||||||||||||
| Правка металла | Правка деталей | Г азовая резка | Механическая резка ножницами | ||||||||||||
| № п/п |
Т ипопредставитель | листа на машинах | уголка на машинах | профиля на горизонтальном или кулачковом прессе | на листовых вальцах | на фрикционном прессе | Изготовление шаблона |
Разметка и наметка |
Ручная | полуавтоматом | автоматом |
гильотинными | уголковыми | сортовыми | к |
РВС вместимостью 2000 м3
| 1 | Днище (рулоном) | 7,0 | - | - | 3,0 | - | 0,7 | 12,2 | - | - | - | 55,3 | - | - |
|
2 | Стенка(рулоном) |
10,3 | - | - |
0,5 | - | 0,1 |
13,7 | - | - |
- | 48,5 | - |
- |
| 3 |
Покрытие (щитами) | 1,6 | 1,2 | 3,1 |
0,4 | 0,9 | 1,9 |
12,6 | 5,6 |
2,1 | 43,8 | 6,5 |
3,9 |
| 4 | Лестница шахтная, площадки ограждения для резервуара без понтона | 1,2 | 0,5 | 2,8 | 0,6 |
1,7 | 1,2 | 4,3 |
3,8 | 4,5 |
21,6 | 31,2 | ||
|
5 | Лестница шахтная, площадки, ограждения |
1,0 | 2,7 | 2,0 |
2,0 | 1,5 | 4,9 | 8,2 | 8,8 |
2,2 | 25,4 | 19,7 |
6,2 | |
| 6 |
Люки-лазы, люки световые и овальные воротники | 0,7 | 0,5 | 0,9 |
10,7 | 1,6 |
14,4 | 3,1 | 2,1 |
|||||
| 7 |
Специальные отгрузочные приспособления | 1,4 |
0,6 | 1,7 | 1,3 |
1,7 | 4,1 | 9,8 РВСС в | 0,8 естимо |
стью 2000 м3 | 25,5 | 6,3 | 11,4 | |
| 1 | Днище (рулоном) |
6,9 | - | - |
2,2 | - | 0,8 |
13,0 | - | - |
- | 55,9 | - |
- |
| 2 |
Стенка(рулоном) | 10,3 |
- | - | 0,5 |
- | 0,1 | 14,1 |
- | - | - |
47,4 | - | - |
| 3 | Покрытие (щитами) | 1,5 | 1,2 | 3,3 | 0,7 |
1,2 | 2,9 | 13,7 |
6,6 | - | - |
46,4 | 3,1 | 6,0 |
| 4 | Лестница шахтная, площадки ограждения для резервуара без понтона | 2,0 | 0,5 | 3,7 |
2,2 | 0,7 | 9,3 |
5,3 | 6,3 |
16,6 | 35,4 | |||
|
5 | Лестница шахтная, площадки, ограждения |
1,0 | 2,7 | 2,0 |
2,0 | 1,5 | 4,9 | 8,2 | 8,8 |
2,2 | 25,4 | 19,7 |
6,2 | |
| 6 |
Люки-лазы, люки световые и овальные воротники | 0,8 | 0,5 | 1,0 |
10,4 | 1,3 |
13,9 | 3,3 | 2,3 |
|||||
| 7 |
Специальные отгрузочные приспособления | 1,4 |
0,7 | 1,6 | 1,7 |
1,7 | 4,5 | 9,8 РВСП в! | 0,8 естимо |
стью 2000 м3 | 24,2 | 6,3 | 11,6 | |
| 1 | Днище (рулоном) |
7,0 | - | - |
3,0 | - | 0,7 |
12,8 | - | - |
- | 55,3 | - |
- |
| 2 |
Стенка(рулоном) | 10,3 |
- | - | 0,4 |
- | 0,2 | 12,4 |
- | - | - |
49,5 | - | - |
| 3 | Покрытие (щитами) | 2,3 | 0,9 | 3,5 | 3,2 |
0,3 | 4,8 | 6,3 |
10,3 | - | 6,1 |
30,2 | 4,4 | 11,0 |
| 4 | Лестница шахтная, площадки ограждения для резервуара без понтона | 1,0 | 2,7 | 2,0 |
2,0 | 1,5 | 5,2 |
8,1 | 9,0 |
2,2 | 24,7 | 19,6 |
6,3 | |
| 5 |
Лестница шахтная, площадки, ограждения | 3,6 |
0,4 | 2,4 | 0,8 | 5,9 | 10,7 |
0,5 | 0,2 | 4,9 |
37,2 | 2,4 | 7,2 |
|
6 | Люки-лазы, люки световые и овальные | 0,8 | 0,3 | 0,6 |
10,1 | 1,5 | 14,3 | 3,0 | 1,9 |
0,8 | ||||
| 7 |
воротники Специальные отгрузочные приспособления |
1,6 | 0,9 | 1,5 | 1,5 | 1,6 |
3,4 | 10,9 | 3,6 |
- | 2,6 | 26,3 |
4,0 | 8,0 |
|
Фрезерование |
Образование отверстий |
Гибка | |||||||||||
| № п/п | Т ипопредставитель |
на торцефрезерном станке | на продольно строгальном станке |
фрезерным трактором |
сверлением | продавливанием | на кромкогибочном прессе | на горизонтально гибочном прессе | на фрикционном прессе | на молотах (прессах)с предварительным нагревом |
на листовых вальцах |
на роликовых машинах |
Т |
РВС вместимостью 2000 м3
| 1 | Днище (рулоном) | 7,0 | - | - | - | - | - | - | - | - | - | - |
|
2 | Стенка(рулоном) |
9,2 | - | - |
- | - | - |
- | - | - |
- | - |
| 3 | Покрытие (щитами) |
- | - | - |
- | 2,7 | 0,7 |
- | - | 0,8 |
- | 1,8 |
| 4 | Центральная стойка, кожух пригрузки | 13,0 | 6,0 | |||||||||
| 5 |
Лестница шахтная, площадки, ограждения | 0,1 | 0,05 | 0,25 |
0,8 | 0,9 | 1,8 | 3,2 | ||||
| 6 | Люки-лазы, люки световые и овальные воротники | 11,0 | 0,1 | 2,9 | ||||||||
| 7 | Специальные отгрузочные приспособления |
0,4 |
0,1 | 7,4 |
РВСС вместимостью 2000 м3
| 1 |
Днище (рулоном) | 7,0 |
- | - | - |
- | - | - |
- | - | - |
- |
| 2 |
Стенка(рулоном) | 9,4 |
- | - | - |
- | - | - |
- | - | - |
- |
| 3 |
Покрытие (щитами) | - | - | - | - | 1,3 | 0,6 | - | - | 0,7 | 0,1 | 1,7 |
| 4 |
Центральная стойка, кожух пригрузки | 3,9 | 3,9 | |||||||||
| 5 |
Лестница шахтная, площадки, ограждения | 0,1 | 0,05 | 0,25 |
0,8 | 0,9 | 1,8 | 3,2 | ||||
| 6 | Люки-лазы, люки световые и овальные воротники | 11,0 | 0,1 | 3,1 | ||||||||
| 7 | Специальные | - | - | - | - | 0,4 | - | - | 0,1 | 9,0 | - | - |
отгрузочные
приспособления
РВСП вместимостью 2000 м3
| 1 | Днище (рулоном) | - | - | - | - | - | - | - | - | - | - | - |
|
2 | Стенка(рулоном) |
- | - | - |
- | - | - |
- | - | - |
- | - |
| 3 | Покрытие (щитами) |
- | - | 0,7 |
1,1 | 0,7 | - |
- | 0,5 | 0,3 |
1,2 | - |
| 4 | Центральная стойка, кожух пригрузки | 0,1 |
0,05 | 0,25 | 0,8 |
1,0 | 1,8 | 3,3 | ||||
| 5 |
Лестница шахтная, площадки, ограждения | 2,7 | 4,7 | 0,5 | 0,1 | 3,5 |
1,1 | |||||
| 6 |
Люки-лазы, люки световые и овальные воротники | 10,3 | 0,1 | 8,7 | 21,8 |
|||||||
| 7 | Специальные отгрузочные приспособления |
0,4 | 0,1 | 8,2 | 22,7 |
Т а б л и ц а 18 Нормативы затрат труда на технологические операции изготовления полуфабриката элементов резервуара (в % норматива изготовления полуфабриката)
3
для РВС, РВСП, РВСС вместимостью 3000 м
Затраты труда на технологические операции изготовления полуфабриката
Правка металла
Правка деталей
Г азовая резка
Механическая резка ножницами
№
п/п
Разметка
и
наметка
профиля на горизонтальном или кулачковом прессе
Т ипопредставитель
Изготовление
шаблона
уголка
на
машинах
на
листовых
вальцах
на
фрикционном
прессе
листа на машинах
Ручная
полуавтоматом
автоматом
гильотинными
уголковыми
сортовыми
к
РВС вместимостью 3000 м3
| 1 | Днище (рулоном) | 6,7 | - | - | 1,7 | - | 0,5 | 14,2 | - | - | - | 57,3 | - | - |
|
2 | Стенка(рулоном) |
10,1 | - | - |
0,4 | - | 0,1 |
11,4 | - | - |
- | 53,1 | - |
- |
| 3 |
Покрытие (щитами) | 1,7 | 1,1 | 3,4 |
0,1 | 1,1 | 3,6 |
13,8 | 6,2 | - |
1,3 | 42,3 | 6,7 | 6,5 |
| 4 |
Стойка центральная, кожух пригрузки | 1,2 | 0,5 |
2,8 | 1,3 | 1,7 |
1,0 | 6,4 | 4,5 | 6,5 | 16,9 |
17,8 | ||
| 5 |
Лестница шахтная, площадки, ограждения | 1,1 |
2,8 | 1,8 | 2,0 |
1,7 | 5,2 | 8,4 | 8,7 | 2,0 |
26,0 | 19,5 | 5,7 |
|
| 6 | Люки-лазы, люки световые и овальные воротники |
0,7 | 0,5 |
0,8 | 10,4 |
1,6 | 14,7 | 3,0 | 2,1 | |||||
| 7 | Специальные | 1,3 |
0,9 | 1,8 | 1,9 | 1,4 | 9,9 |
0,9 | - | - |
22,7 | 7,8 | 12,0 |
- |
отгрузочные
приспособления
РВСП вместимостью 3000 м3
| 1 | Днище (рулоном) | 6,7 | - | - | 1,7 | - | 0,5 | 14,4 | - | - | - | 57,3 | - | - |
| 2 |
Стенка(рулоном) | 9,8 |
- | - | 0,3 |
- | 0,1 | 12,8 |
- | - | - |
50,5 | - | - |
| 3 | Покрытие (щитами) | 2,3 | 1,1 | 3,6 | 1,1 |
0,9 | 3,9 | 11,3 |
5,7 | - | 3,7 |
40,7 | 7,5 | 3,4 |
| 4 | Лестница шахтная, площадки, ограждения | 1,0 | 2,8 |
1,8 | 2,0 | 1,6 |
5,1 | 8,3 | 8,8 | 2,1 | 25,5 |
19,8 | 5,9 | |
|
5 | Днище и детали понтона | 3,2 | 0,3 | - | 2,3 | 1,4 |
7,5 | 10,3 | 2,0 |
- | 5,7 | 32,5 |
1,8 | 10,0 |
|
6 | Люки-лазы, люки световые и овальные воротники | 0,8 |
0,3 |
0,6 | 10,0 |
15,4 | 3,0 | 1,9 |
0,8 | |||||
| 7 |
Специальные отгрузочные приспособления | 1,6 |
0,7 | 2,2 | 1,6 |
1,6 | 3,7 | 10,0 | 2,4 | 3,4 |
25,0 | 5,3 | 12,3 |
|
| РВСС вместимостью 3000 м3 | ||||||||||||||
| 1 |
Днище (рулоном) | 6,7 |
- | - | 1,5 |
0,03 | 0,47 | 14,1 |
- | - | - |
56,5 | - | - |
| 2 |
Стенка(рулоном) | 10,0 |
- | - | 0,5 |
- | 0,1 | 11,5 |
- | - | - |
53,0 | - | - |
| 3 | Покрытие (щитами) | 1,5 | 0,9 | 4,2 | 0,7 |
1,2 | 3,2 | 14,9 |
6,7 | - | 1,0 |
43,0 | 4,0 | 6,0 |
| 4 | Лестница шахтная, площадки, ограждения | 1,5 | 0,4 |
3,0 | 0,4 | 1,8 |
3,5 | 6,3 | 4,0 | 7,9 | 18,0 |
16,9 | ||
| 5 |
Днище и детали понтона |
1,1 | 2,8 | 1,8 |
2,0 | 1,7 | 6,2 | 8,4 | 8,7 | - | 2,0 | 26,0 |
19,5 | 5,7 |
| 6 | Люки-лазы, люки световые и овальные воротники | 0,8 |
0,5 |
0,9 | 10,2 |
15,4 | 3,2 | 2,3 |
||||||
| 7 |
Специальные отгрузочные приспособления | 1,5 |
0,7 | 1,5 | 1,5 |
1,9 | 4,5 | 9,0 | 0,7 | 22,6 | 6,5 | 11,3 |
||
| № п/п | Т ипопредставитель |
Фрезерование |
Образование отверстий |
Гибка | Т | ||||||||
| на торцефрезерном станке | на продольно строгальном станке |
фрезерным трактором |
сверлением | продавливанием | на кромкогибочном прессе | на горизонтально гибочном прессе | на фрикционном прессе | на молотах (прессах)с предварительным нагревом |
на листовых вальцах |
на роликовых машинах | |||
| РВС вместимостью 3000 м3 | |||||||||||||
| 1 | Днище (рулоном) | 6,2 | - | - | - | - | - | - | - | - | - | - | |
| 2 |
Стенка(рулоном) | 9,0 |
- | - | - |
- | - | - |
- | - | - |
- | |
| 3 |
Покрытие | - | - | - | 0,9 | 1,2 | 0,6 | - | - | 0,6 | 0,1 |
1,4 | |
| 4 | (щитами) Стойка |
1,5 | 12,1 | 0,2 | 11,3 | 5,8 | ||||||
| 5 |
центральная, кожух пригрузки Лестница шахтная, | 0,1 |
0,2 | 0,8 |
0,9 | 1,7 |
3,0 | |||||
| 6 |
площадки, ограждения Люки-лазы, люки | 10,7 |
0,1 |
2,9 | ||||||||
| 7 |
световые и овальные воротники Специальные | 0,4 |
9,1 | |||||||||
|
отгрузочные приспособления |
РВСП вместимостью 3000 м3
| 1 | Днище (рулоном) | 6,2 | - | - | - | - | - | - | - | - | - | - |
| 2 |
Стенка(рулоном) | 9,3 |
- | - | - |
- | - | - |
- | - | - |
- |
| 3 |
Покрытие (щитами) | - | - | - | - | 3,1 | 1,3 | - | - | 0,5 | 0,3 | 1,2 |
| 4 |
Лестница шахтная, площадки, ограждения | 0,06 | 0,04 | 0,2 |
0,8 | 0,9 | 1,7 | 3,1 | ||||
| 5 | Днище и детали понтона |
3,0 | - | - |
5,0 | 3,9 | 0,6 |
- | 0,1 | - |
- | 1,3 |
|
6 | Люки-лазы, люки световые и овальные воротники | 10,1 | 0,1 | 3,2 | ||||||||
| 7 | Специальные отгрузочные приспособления |
0,3 |
6,7 |
РВСС вместимостью 3000 м
3
6,2
9,0
1,0
1,7
10,8
1,1
0,5
11,1
0,8
0,5
1,7
0,1
9,2
0,1
7,2
3,0
1,3
6,5
3,0
4
0,1
0,2
0,9
7
0,4
0,1
Днище (рулоном) Стенка (рулоном) Покрытие (щитами)
Лестница шахтная, площадки, ограждения Днище и детали понтона
Люки-лазы, люки
световые и
овальные
воротники
Специальные
отгрузочные
приспособления
Т а б л и ц а 19 Нормативы затрат труда на технологические операции изготовления полуфабриката элементов резервуара (в % норматива изготовления полуфабриката)
для РВС, РВСП, РВСС вместимостью 5000 м
3
|
Затраты | труда на технологические операции изготовления полуфабриката | ||||||||||||||
| Правка металла | Правка деталей | Г азовая резка | Механическая резка ножницами | ||||||||||||
| № п/п |
Т ипопредставитель | листа на машинах | уголка на машинах | профиля на горизонтальном или кулачковом прессе | на листовых вальцах | на фрикционном прессе | Изготовление шаблона |
Разметка и наметка |
Ручная | полуавтоматом | автоматом |
гильотинными | уголковыми | сортовыми | к |
РВС вместимостью 5000 м3
| 1 | Днище (рулоном) | 8,2 | - | - | 1,5 | 0,03 | 0,4 | 15,2 |
- | - | - |
53,07 | - | - |
| 2 | Стенка(рулоном) | 11,4 | - | - | 0,3 | - | 0,1 | 11,1 | - | - | - | 52,2 | - | - |
| 3 |
Покрытие (щитами) | 2,2 | 0,9 | 2,9 |
3,3 | 0,6 | 1,9 |
13,7 | 4,4 | - |
2,9 | 46,7 | 5,1 | 2,8 |
| 4 |
Лестница шахтная, площадки, ограждения | 3,1 |
3,3 | 1,4 | 1,6 |
2,2 | 4,7 | 8,8 | 4,9 | 1,7 |
33,8 | 19,6 | 2,9 |
|
| 5 | Люки-лазы, люки световые и овальные воротники |
0,8 | 0,4 |
0,8 | 10,3 | 14,7 | 3,0 |
2,0 | ||||||
| 6 |
Каркасы | 0,7 | 8,3 | 9,0 | 1,8 |
0,8 | 0,9 | - |
- | - | 9,9 |
10,6 | 42,6 | 4,6 |
| 7 | Специальные отгрузочные приспособления |
1,3 | 0,6 | 0,6 | 1,3 | 1,3 |
3,4 | 10,5 РВСП в! |
естимо | стью 5000 м3 |
19,0 | 4,9 |
8,5 | |
| 1 | Днище (рулоном) | 8,2 | - | - | 1,5 | 0,03 | 0,4 | 15,2 |
- | - | - |
53,07 | - | - |
| 2 | Стенка(рулоном) | 16,4 | - | - | 0,4 | - | 0,1 | 13,8 | - | - | - | 36,8 | - | - |
| 3 |
Покрытие (щитами) | 2,2 | 0,9 | 2,9 |
3,3 | 0,6 | 1,9 |
13,7 | 4,4 | - |
2,9 | 46,7 | 5,1 | 2,8 |
| 4 |
Лестница шахтная, площадки, ограждения | 1,2 |
3,4 | 1,4 | 1,7 |
2,2 | 5,2 | 8,8 | 5,0 | 1,7 |
34,0 | 20,5 | 2,9 |
|
| 5 | Днище и детали понтона | 4,0 | 0,3 | - | 2,6 | 1,8 | 7,3 | 10,2 |
2,1 | - | 7,1 |
34,6 | 7,9 | 9,3 |
| 6 | Люки-лазы, люки световые и овальные воротники |
0,9 | 0,4 |
0,7 | 10,3 | 14,6 | 3,2 |
1,9 | 0,6 | |||||
| 7 | Каркасы | 0,7 |
8,3 | 9,0 | 1,8 |
0,8 | 0,9 | - |
- | - | 9,9 |
10,6 | 42,6 | 4,6 |
| 8 |
Специальные отгрузочные приспособления | 1,5 |
0,9 | 0,6 | 1,5 |
1,4 | 3,2 | 11,7 РВСС в | естимо | стью 5000 м3 | 21,7 |
6,6 | 7,8 | |
|
1 | Днище (рулоном) | 7,8 | -NormaCS® (NRMS10-02983) | - | 1,8 |
- | 0,4 | 157 | - | - | - |
52,5 | - 1 - 24.02.2009 9:58:4 | ||||||
| 2 |
Стенка(рулоном) | 13,1 |
- | - | 0,3 |
- | 0,1 | 13,8 |
- | - | - |
45,1 | - | - |
| 3 | Покрытие (щитами) | 1,8 | 1,1 | 5,5 | 0,3 |
1,7 | 4,0 | 10,94 |
4,9 | - | 0,7 |
48,4 | 5,3 | 6,9 |
| 4 | Стойка центральная, кожух пригрузки |
3,1 | 0,6 | 1,4 |
0,4 | 2,2 | 1,3 | 9,5 | 7,1 |
10,2 | 40,9 |
8,2 | ||
| 5 |
Лестница шахтная, площадки, ограждения | 3,2 |
2,9 | 1,7 | 1,9 |
1,8 | 5,29 | 8,4 | 8,4 | 2,0 |
25,9 | 19,1 | 5,5 |
|
| 6 | Люки, воротники | 1,0 | 0,2 | 0,2 | 0,4 |
0,9 | 4,5 | 8,7 |
- | - | 13,3 |
6,8 | 5,5 | 1,0 |
| 7 | Упаковка | 1,4 | 0,9 |
2,1 | 1,5 | 2,0 |
4,1 | 6,7 | - |
- | 4,2 | 21,6 | 7,9 | 11,9 |
| Фрезерование |
Образование отверстий |
Гибка | |||||||||||
| № п/п | Т ипопредставитель |
на торцефрезерном станке | на продольно строгальном станке |
фрезерным трактором |
сверлением | продавливанием | на кромкогибочном прессе | на горизонтально гибочном прессе | на фрикционном прессе | на молотах (прессах)с предварительным нагревом |
на листовых вальцах |
на роликовых машинах |
Т |
РВС вместимостью 5000 м3
| 1 | Днище (рулоном) | 7,1 | - | - | - | - | - | - | - | - | - | - |
|
2 | Стенка(рулоном) |
9,0 | - | - |
- | - | - |
- | - | - |
- | - |
| 3 | Покрытие (щитами) |
- | - | - | 1,2 | 4,4 | - | - | 0,5 |
0,4 | 1,1 | |
| 4 | Лестница шахтная, площадки, ограждения | 0,1 | 0,11 |
0,89 | 1,5 |
4,4 | ||||||
| 5 |
Люки-лазы, люки световые и овальные воротники |
10,5 |
0,1 | 3,1 | ||||||||
|
6 | Каркасы | - | - | - | - | - | - | - | - | - | - | 6,3 |
| 7 |
Специальные отгрузочные приспособления | 0,6 |
0,1 | 12,1 |
РВСП вместимостью 5000 м3
| 1 | Днище (рулоном) | 7,1 | - | - | - | - | - | - | - | - | - | - |
| 2 |
Стенка(рулоном) | 9,0 |
- | - | - |
- | - | - |
- | - | - |
- |
| 3 |
Покрытие (щитами) | - | - | - | - | 1,2 | 4,4 | - | - | 0,5 | 0,4 | 1,1 |
| 4 |
Лестница шахтная, площадки, ограждения |
0,1 | 0,11 | 0,89 | 1,5 | 4,4 | ||||||
| 5 | Днище и детали понтона | 3,2 |
- | - | 5,0 |
- | - | - |
- | - | - |
1,1 |
| 6 |
Люки-лазы, люки световые и овальные воротники |
10,5 |
0,1 | 3,4 |
| 7 | Каркасы | - |
- | - | - |
- | - | - |
- | - | - |
6,3 |
| 8 |
Специальные отгрузочные приспособления | 0,5 |
0,03 | 9,2 | ||||||||
| РВСС вместимостью 5000 м3 | ||||||||||||
| 1 | Днище (рулоном) | 7,0 | - | - | - | - | - | - | - | - | - | - |
|
2 | Стенка(рулоном) |
9,3 | - | - |
- | - | - |
- | - | - |
- | - |
| 3 | Покрытие (щитами) |
- | - | - |
- | 1,0 | 0,46 |
- | - | 0,5 |
0,1 | 0,2 |
| 4 | Стойка центральная, кожух пригрузки |
4,8 | ||||||||||
| 5 |
Лестница шахтная, площадки, ограждения |
0,1 | 0,11 | 0,7 |
0,8 | 1,6 | 2,8 | |||||
| 6 |
Люки, воротники | - |
- | - | 9,3 |
- | - | - |
- | 0,1 | 2,6 |
- |
| 7 |
Упаковка | - | - | - | - | 0,4 | - | - | 0,1 | 9,0 | - | - |
Таблица 20
Нормативы затрат труда на технологические операции изготовления полуфабриката элементов резервуара (в % норматива изготовления полуфабриката) для ВВС, РВСП, РВСС вместимостью 10000 м3
Затраты труда на технологические операции изготовления полуфабриката
Правка металла
Правка деталей
Г азовая резка
Механическая резка ножницами
№
п/п
профиля на горизонтальном или кулачковом прессе
Разметка
и
наметка
Т ипопредставитель
Изготовление
шаблона
уголка
на
машинах
на
листовых
вальцах
на
фрикционном
прессе
листа на машинах
Ручная
полуавтоматом
автоматом
гильотинными
уголковыми
сортовыми
к
РВС вместимостью 10000 м3
| 1 | Днище (рулоном) | 8,6 | - | - | 1,4 | - | - | 15,1 | - | - | - | 52,6 | - | - |
|
2 | Окрайки днища |
10,1 | - | - |
0,8 | - | - |
25,5 | - | - |
- | 57,7 | - |
- |
| 3 |
Стенка(рулоном) | 16,5 |
- | - | 0,6 |
- | 0,1 | 13,5 |
- | - | - |
43,7 | - | - |
| 4 | Покрытие (щитами) | 2,1 | 1,2 | 1,3 | 0,3 |
2,2 | 3,6 | 13,93 |
3,6 | - | 1,1 |
52,3 | 2,3 | 0,3 |
| 5 | Опорное кольцо | 5,3 | 0,1 |
1,9 | 0,7 | 1,9 | 3,8 | 7,9 |
1,9 | - | 5,2 |
30,8 | 0,9 | - |
| 6 | Лестница шахтная, площадки, ограждения | 0,7 | 4,2 |
1,1 | 1,7 | 0,7 | 17,9 | 10,0 | 28,6 | 24,6 | ||||
| 7 | Люки, воротники | 0,9 | - | - | 0,2 | - | 0,8 | 10,4 | - | - | 15,6 |
3,1 | 2,0 | - |
| 8 | Каркас для наворачивания | 0,8 |
6,8 | 5,8 | 1,6 |
0,5 | 0,5 | 1,0 | 0,7 | - | 5,6 | 13,1 | 41,7 |
10,9 |
| 9 |
Специальные отгрузочные приспособления | 1,1 |
0,7 | 2,0 | 1,5 |
0,7 | 2,7 | 7,5 РВСП вм | естимос | тью 10000 м3 | 4,6 | 19,3 | 5,5 | 13,3 |
| 1 | Днище (рулоном) |
8,6 | - | - |
1,4 | - | 0,5 |
15,1 | - | - |
- | 52,6 | - |
- |
| 2 |
Окрайки днища | 10,1 |
- | - | 0,8 |
- | - | 25,5 |
- | - | - |
57,7 | - | - |
| 3 | Стенка(рулоном) | 18,0 | - | - | 0,7 | - | 0,2 | 10,5 | - | - | - | 44,9 | - | - |
| 4 | Покрытие (щитами) | 2,1 | 1,2 | 1,3 | 0,3 |
2,2 | 3,6 | 13,9 |
3,6 | - | 1,1 |
52,3 | 2,3 | 0,3 |
| 5 | Опорное кольцо | 5,3 | 0,1 |
1,9 | 0,7 | 1,9 | 3,8 | 7,9 |
1,9 | - | 5,2 |
30,8 | 0,9 | - |
| 6 | Лестница шахтная, площадки, ограждения | 0,8 | 3,6 |
1,3 | 2,0 | 0,5 |
0,8 | 11,26 | 56,0 | 4,5 | 28,5 |
22,0 | 2,2 | |
|
7 | Днище и детали понтона | 4,4 | 0,3 | - | 2,1 | 1,0 |
4,5 | 11,71 | 2,6 |
- | 9,5 | 31,8 |
1,4 | 12,5 |
|
8 | Люки, воротники |
0,9 | - | - |
0,2 | - | 0,7 |
10,4 | - | - |
14,7 | 3,2 | 2,00 |
0,6 |
| 9 |
Каркас для наворачивания |
0,7 | 7,0 | 6,4 |
1,7 | 0,5 | 0,6 | 0,9 | 0,6 | - | 6,4 | 12,7 |
42,0 | 9,9 |
| 10 | Специальные отгрузочные приспособления | 1,3 |
0,8 | 1,7 | 1,6 |
0,6 | 2,6 | 8,7 | 4,2 | 21,7 | 6,3 | 11,3 | ||
| РВСС вместимостью 10000 м3 | ||||||||||||||
| 1 | Днище (рулоном) | 8,7 | - | - | 0,4 | - | 0,1 | 17,2 | - | - | - | 52,8 | - | - |
|
2 | Окрайки днища |
9,6 | - | - |
0,9 | - | - |
25,7 | - | - |
- | 57,9 | - |
- |
| 3 |
Стенка(рулоном) | 20,0 |
- | - | 0,4 |
- | 0,2 | 13,2 |
- | - | - |
40,7 | - | - |
| 4 | Покрытие (щитами) | 2,4 | 1,5 | 1,7 | 1,3 |
1,6 | 2,7 | 24,1 |
4,4 | - | 0,9 |
39,8 | 4,3 | 0,3 |
| 5 | Опорное кольцо | 2,2 | - |
2,1 | - | 1,6 |
3,5 | 6,1 | 5,9 | - | 25,9 |
16,2 | 2,6 | - |
| 6 | Лестница шахтная, площадки, ограждения |
0,8 | 3,2 | 1,7 |
2,1 | 0,5 | 1,0 | 12,3 | 10,2 | 1,8 | 24,8 | 21,3 | 5,2 | |
| 7 |
Люки, воротники | 0,9 |
- | - | 0,2 |
- | 1,0 | 11,3 |
- | - | 15,2 |
3,2 | 2,2 | - |
| 8 | Каркас для наворачивания | 0,9 |
7,0 | 6,3 | 1,6 |
0,8 | 0,7 | 1,0 | 0,6 | - | 7,4 | 13,8 | 39,7 |
8,6 |
| 9 |
Специальные отгрузочные приспособления | 0,9 |
0,8 | 2,3 | 1,5 |
0,7 | 2,6 | 5,9 | 5,3 | 19,1 | 9,4 | 14,4 |
||
| Фрезерование | Образование отверстий |
Гибка | |||||||||||
| № п/п |
Т ипопредставитель | на торцефрезерном станке |
на продольно строгальном станке | фрезерным трактором | сверлением |
продавливанием | на кромкогибочном прессе |
на горизонтально гибочном прессе | на фрикционном прессе | на молотах (прессах)с предварительным нагревом |
на листовых вальцах |
на роликовых машинах |
Т |
| РВС вместимостью 10000 м3 | |||||||||||||
| 1 |
Днище (рулоном) | 7,2 |
- | - | - |
- | - | - |
- | - | - |
- | |
| 2 |
Окрайки днища | - |
- | - | - |
- | - | - |
- | - | - |
- | |
| 3 |
Стенка(рулоном) | 9,3 |
- | - | - |
- | - | - |
- | - | - |
- | |
| 4 |
Покрытие (щитами) | - | - | - | 0,01 | 4,2 | 2,9 | - | - | 0,02 |
0,1 | 3,4 | |
|
5 | Опорное кольцо |
- | - | - |
0,3 | 3,5 | 2,8 |
- | - | - |
- | 11,3 | |
| 6 | Лестница шахтная, площадки, ограждения | ||||||||||||
| 7 | Люки, воротники | - | - | - | 8,0 | - | - | - | - | 0,1 | 3,1 | - |
| 8 |
Каркас для наворачивания |
- | - | - |
- | - | - |
- | - | - |
- | 3,7 |
| 9 | Специальные отгрузочные приспособления | 0,5 | 0,1 | 0,02 | 7,78 |
РВСП вместимостью 10000 м3
| 1 | Днище (рулоном) | 7,2 | - | - | - | - | - | - | - | - | - | - |
| 2 | Окрайки днища | - | - |
- | - | - |
- | - | - |
- | - | - |
| 3 |
Стенка(рулоном) | 10,2 |
- | - | - |
- | - | - |
- | - | - |
- |
| 4 |
Покрытие (щитами) | - | - | - | 0,01 | 4,2 | 2,9 | - | - | 0,02 |
0,1 | 3,4 |
| 5 | Опорное кольцо | - | - | - | 0,3 | 3,5 | 2,8 | - | - | - | - | 11,3 |
| 6 |
Лестница шахтная, площадки, ограждения | 0,1 | 0,04 | 1,8 | 5,0 | |||||||
| 7 | Днище и детали понтона | - | - |
- | 3,2 | 2,8 |
0,6 | - | - |
0,1 | 0,2 | 1,3 |
| 8 | Люки, воротники | - | - | - | 8,4 | - | - | - | - | 0,1 | 3,4 | - |
| 9 | Каркас для наворачивания | - |
- | - | - |
- | - | - |
- | - | - |
3,9 |
| 10 |
Специальные отгрузочные приспособления | 0,5 |
0,01 | 7,2 |
РВСС вместимостью 10000 м3
| 1 2 |
Днище (рулоном) Окрайки днища |
6,9 | - | - |
- | - | - |
- | - | - |
- | - | |
|
3 | Стенка(рулоном) |
10,3 | - | - |
- | - | - |
- | - | - |
- | - | |
|
4 | Покрытие (щитами) | - | - | - | - | 3,9 | 1,8 | - | - | - | 0,1 | 3,1 | |
| 5 | Опорное кольцо | - | - | - | 0,8 | 3,4 |
4,3 | - | 0,3 |
0,8 | - | - |
|
| 6 | Лестница шахтная, площадки, ограждения | 0,1 |
0,1 | 0,7 | 0,7 |
1,5 | 2,6 |
||||||
| 7 | Люки, воротники | - | - | - | 8,4 | - | - | - | - | 0,1 | 3,1 | - | |
| 8 |
Каркас для наворачивания |
- | - | - |
- | - | - |
- | - | - |
- | 3,7 | |
|
9 | Специальные отгрузочные приспособления |
0,4 |
7,8 |
Таблица 21
Нормативы затрат труда на технологические операции изготовления полуфабриката элементов резервуара (в % норматива изготовления полуфабриката) для РВС, РВСП, РВСС вместимостью 20000 м3
| Затраты |
труда на технологические операции изготовления полуфабриката | |||||||
| Правка металла |
Правка деталей |
Г азовая резка | Механическая резка ножницами | |||||
| 1 1 | 1 | 1 1 | 1 1 | |||||
| № п/п | Т ипопредставитель |
листа на машинах |
уголка на машинах | профиля на горизонтальном или кулачковом прессе | на листовых вальцах | на фрикционном прессе |
Изготовление шаблона |
Разметка и наметка |
Ручная | полуавтоматом |
автоматом |
гильотинными | уголковыми | сортовыми | |
| 1 | Днище (рулоном) | 8,9 | 1,0 | 0,2 | РВС вме 14,4 |
стимос | ью 20000 м3 |
53,9 | |||||||
| 2 | Окрайки днища |
10,8 | - | - | 2,6 | - | - | 22,4 | - | - | - | 51,0 | - | - | |
| 3 |
Стенка(рулоном) | 14,5 |
- | - | 0,4 | - | 0,1 | 11,5 | - | - | - | 47,9 | - | - | |
| 4 | Покрытие | 2,4 | 1,1 |
2,5 | 0,2 | 3,3 | 3,01 | 16,5 |
5,8 | - | 0,7 |
48,1 | 1,4 | 0,03 |
|
| 5 | (щитами) Опорное кольцо | 4,5 | 0,02 | 1,4 | 1,1 |
1,1 | 1,9 | 3,4 |
0,78 | - |
8,7 | 50,4 | 0,4 |
- | |
| 6 |
Лестница шахтная, | 0,9 |
3,9 | 1,2 |
2,2 | 0,5 | 0,6 |
11,6 | 7,2 | - |
4,3 | 28,0 | 21,9 | 2,1 | |
| 7 |
площадки, ограждения Люки-лазы, люки | 1,0 |
0,5 | 0,7 | 10,5 | 4,1 | 14,4 |
3,1 | 1,9 | ||||||
| 8 | световые и овальные воротники Каркасы для | 0,8 |
6,9 | 6,0 |
1,6 | 0,5 | 0,6 |
1,0 | 0,6 |
5,9 | 12,9 | 41,5 |
10,5 | ||
| 9 |
наворачивания Специальные |
1,0 | 1,0 | 1,6 |
1,6 | 1,1 |
3,1 | 7,6 | - | - | 3,5 |
17,2 | 7,8 | 10,5 |
|
| 1 | отгрузочные приспособления Днище (рулоном) |
8,9 |
1,0 | 0,2 | РВСП вм 14,4 | естимос | тью 20000 м3 | 53,9 |
|||||||
| 2 |
Окрайки днища | 10,8 |
- | - | 2,6 |
- | - | 22,4 |
- | - | - |
51,0 | - | - |
|
| 3 |
Стенка(рулоном) | 15,1 |
- | - | 0,5 | - | 0,1 | 12,2 | - | - | - | 47,1 | - | - | |
| 4 | Покрытие | 2,4 | 1,1 |
2,5 | 0,2 | 3,3 | 3,01 | 16,5 |
5,8 | - | 0,7 |
48,1 | 1,4 | 0,03 |
|
| 5 | (щитами) Опорное кольцо | 4,5 | 0,02 | 1,4 | 1,1 |
1,1 | 1,9 | 3,4 |
0,78 | - |
8,7 | 50,4 | 0,4 |
- | |
| 6 |
Лестница шахтная, | 0,9 |
3,4 | 1,8 |
1,9 | 0,5 | 0,7 |
10,6 | 6,4 | - |
4,3 | 28,0 | 23,6 | 2,1 | |
| 7 |
площадки, ограждения Днище и детали | 5,0 | 0,2 | 1,9 | 1,5 | 5,6 | 7,41 | 0,4 | 7,2 | 40,5 | 2,0 | 9,4 | |||
| 8 |
понтона Люки световые и |
1,0 | - |
- | 0,4 |
- | 0,5 | 10,2 | 3,0 | - |
13,6 | 3,2 | 1,8 |
1,2 | |
| 9 |
овальные, воротники Каркас для |
0,7 | 7,1 | 6,4 |
1,6 | 0,6 |
0,6 | 0,8 | 0,6 |
6,3 | 12,6 |
41,7 | 9,8 | ||
| 10 | наворачивания Специальные | 1,17 |
1,0 | 1,7 | 1,5 | 1,2 | 3,0 |
7,9 | - |
- | 4,2 | 18,8 | - | 18,7 | |
| 1 | отгрузочные приспособления Днище (рулоном) |
8,4 |
0,9 | 0,2 | РВСС вм 11,7 | естимос | тью 20000 м3 | 57,0 |
|||||||
| 2 |
Окрайки днища | 10,8 |
- | - | 2,6 |
- | - | 22,4 |
- | - | - |
51,0 | - | - |
|
| 3 |
Стенка(рулоном) | 15,5 |
- | - | 0,02 | - | 0,07 |
10,4 | - | - |
- | 48,9 | - |
- | |
| 4 | Покрытие (щитами) |
2,36 | 1,5 | 3,6 |
2,8 | 1,1 | 3,4 | 8,8 | 2,8 |
0,03 | 4,5 | 35,1 |
17,6 | 4,9 |
|
5 | Опорное кольцо |
6,2 | 2,2 | - |
2,0 | 0,2 | 1,6 |
13,0 | 3,1 | - |
- | 47,0 | 4,9 | - |
| 6 |
Лестница шахтная, площадки, ограждения | 0,8 |
3,6 | 1,6 | 2,2 |
0,4 | 0,8 | 12,1 | 10,9 | 1,7 |
24,2 | 21,6 | 4,6 | |
| 7 | Люки, воротники | 0,9 | 7,1 | 6,3 | 1,6 |
0,8 | 0,7 | 1,0 |
0,6 | - | 7,3 |
13,7 | 39,4 | 8,5 |
| 8 | Каркас для наворачивания | 1,0 |
0,6 | 0,9 | 1,6 |
0,8 | 3,4 | 9,2 | - | - | 0,2 | 18,5 | 3,4 |
7,3 |
| 9 |
Специальные отгрузочные приспособления |
|
Фрезерование |
Образование отверстий |
Гибка | |||||||||||
| № п/п | Т ипопредставитель |
на торцефрезерном станке | на продольно строгальном станке |
фрезерным трактором |
сверлением | продавливанием | на кромкогибочном прессе | на горизонтально гибочном прессе | на фрикционном прессе | на молотах (прессах)с предварительным нагревом |
на листовых вальцах |
на роликовых машинах |
Т |
РВС вместимостью 20000 м3
| 1 | Днище (рулоном) | 2,1 | - | - | - | - | - | - | - | - | - | - |
|
2 | Окрайки днища |
- | - | - |
- | - | - |
- | - | - |
- | - |
| 3 | Стенка(рулоном) | 8,3 | - | - | - | - | - | - | - | - | - | - |
| 4 |
Покрытие (щитами) | - | - | - | 0,12 | 3,1 | 1,4 | - | 0,04 | - |
0,1 | 4,8 |
| 5 | Опорное кольцо | - | - | - | 3,1 | 2,2 | 4,1 | - | - | - | - | 4,6 |
| 6 |
Лестница шахтная, площадки, ограждения | 0,06 |
0,04 |
1,7 | 4,8 | |||||||
| 7 | Люки-лазы, люки световые и овальные воротники |
8,3 | 0,1 |
3,3 | ||||||||
| 8 |
Каркас для наворачивания |
- | - | - |
- | - | - |
- | - | - |
- | 4,2 |
| 9 | Специальные отгрузочные приспособления | 0,5 | 9,3 |
РВСП вместимостью 20000 м3
| 1 | Днище (рулоном) | 7,1 | - | - | - | - | - | - | - | - | - | - |
|
2 | Окрайки днища |
- | - | - |
- | - | - |
- | - | - |
- | - |
| 3 | Стенка(рулоном) | 8,7 | - | - | - | - | - | - | - | - | - | - |
| 4 |
Покрытие (щитами) | - | - | - | 0,12 | 3,1 | 1,4 | - | 0,04 | - |
0,1 | 2,8 |
| 5 | Опорное кольцо | - | - | - | 3,1 | 2,2 | 4,1 | - | - | - | - | 4,6 |
| 6 |
Лестница шахтная, площадки, ограждения | 0,06 |
0,04 |
1,7 | 4,8 |
|
7 | Днище и детали понтона | 3,4 | - | - | 0,1 | 4,59 |
0,4 | - | - |
0,2 | - | - |
| 8 | Люки-лазы, люки световые и овальные | 8,6 | 0,2 | 2,9 | ||||||||
| 9 | воротники Каркасы для | - |
- | - |
- | - |
- | - |
- | - |
- | 4,5 |
|
10 | наворачивания Специальные отгрузочные приспособления | - |
- | - | - |
0,5 | 0,03 | - |
- | 9,0 | - |
- |
РВСС вместимостью 20000 м3
| 1 |
Днище (рулоном) | 7,1 |
- | - | - |
- | - | - |
- | - | - |
- |
| 2 |
Окрайки днища | - |
- | - | - |
- | - | - |
- | - | - |
- |
| 3 |
Стенка(рулоном) | 8,3 |
- | - | - |
- | - | - |
- | - | - |
- |
| 4 |
Покрытие | - | - | - | - | 1,9 | 0,9 | 0,2 | 0,5 | 1,4 | ||
| (щитами) | ||||||||||||
| 5 |
Опорное кольцо | - |
- | - | 3,5 |
0,5 | - | 0,2 | 2,1 | 2,7 | ||
| 6 | Лестница шахтная, | - | - | - | 0,1 | 0,1 |
0,6 | 0,7 | - |
1,3 | - | 2,4 |
| площадки, | ||||||||||||
|
ограждения | ||||||||||||
| 7 |
Люки, воротники | - |
- | - | - |
- | - | - |
- | - | - |
4,4 |
| 8 |
Каркас для | - | - | - | - | 0,6 | 0,1 | - | - | 8,7 | - | - |
| наворачивания | ||||||||||||
|
9 | Специальные |
- | - | - |
- | - | - |
- | - | - |
- | - |
|
отгрузочные | ||||||||||||
|
приспособления |
Таблица 22
Нормативы затрат труда на технологические операции изготовления полуфабриката элементов резервуара (в % норматива изготовления полуфабриката)
3
Затраты труда на технологические операции изготовления полуфабриката
Правка металла
Правка деталей
Г азовая резка
Механическая резка ножницами
№
п/п
Разметка
и
наметка
профиля на горизонтальном или кулачковом прессе
Т ипопредставитель
Изготовление
шаблона
уголка
на
машинах
на
листовых
вальцах
на
фрикционном
прессе
листа на машинах
ручная
полуавтоматом
автоматом
гильотинными
уголковыми
сортовыми
к
РФК вместимостью 30000 м
3
| 1 | Днище (рулоном) | 11,4 | - | - | - | - | 0,02 | 15,18 |
- | - | - |
50,6 | - | - |
| 2 | Окрайки днища |
12,3 | - | - |
1,1 | - | - |
23,9 | - | - |
- | 50,8 | - |
- |
| 3 |
Стенка(рулоном) | 15,7 |
- | - | - |
- | - | 13,7 |
- | - | - |
41,7 | - | - |
| 4 | Покрытие (щитами) | 2,9 | 8,7 | 3,4 | 1,5 |
1,6 | 2,1 | 7,92 |
1,93 | - | 2,0 |
31,3 | 16,3 | 10,72 |
| 5 | Опорное кольцо | 6,2 | 0,7 |
- | 2,6 | - |
0,03 | 14,27 | 2,6 | - | 7,0 | 50,0 | 3,1 | - |
| 6 | Лестница, площадка, | 0,6 | 3,3 | 1,29 | 0,8 |
0,5 | 8,0 | 9,51 |
9,6 | 19,4 |
28,1 | 4,9 |
| 7 | ограждения Люк-лаз, люки |
1,7 | 0,2 |
0,3 | 2,2 | 3,5 | 20,9 | 5,2 | 0,3 | 2,8 | ||||
| 8 | световые и овальные, воротники Упаковка | 1,1 |
3,5 | 2,6 | 2,1 | 3,2 | 0,7 |
1,2 | 2,3 | 8,0 | 25,5 | 30,9 |
5,3 |
Продолжение табл. 22
| № п/п | Т ипопредставитель | Затраты |
труда на технологические операции изготовления полуфабриката | ||||||||||
|
Фрезерование |
Образование отверстий |
Гибка | Т | ||||||||||
| на торцефрезерном станке | на продольно строгальном станке |
фрезерным трактором |
сверлением | продавливанием | на кромкогибочном прессе | на горизонтально гибочном прессе | на фрикционном прессе | на молотах (прессах)с предварительным нагревом |
на листовых вальцах |
на роликовых машинах | |||
| РФК вместимостью 30000 м3 | |||||||||||||
| 1 | Днище (рулоном) | 8,1 | - | - | - | - | - | - | - | - | - | - | |
| 2 |
Окрайки днища | - |
- | - | - |
- | - | - |
- | - | - |
- | |
| 3 |
Стенка(рулоном) | 9,2 |
- | - | - |
- | - | - |
- | - | - |
- | |
| 4 |
Покрытие | - | - | - | 0,4 | 1,4 | - | - | - | - | 0,03 | 4,8 | |
| (щитами) | |||||||||||||
| 5 | Опорное кольцо | - | - | - | 1,4 | 1,4 |
- | - | - |
- | 3,1 | ||
|
6 | Лестница, | - | - | 2,0 | 2,3 | - | - | - | - | 0,3 |
1,4 | ||
|
площадки, | |||||||||||||
|
ограждения | |||||||||||||
| 7 |
Люки-лазы, люки | - |
- | - | 13,9 |
- | - | - |
- | 0,3 | 1,8 |
- | |
|
световые и | |||||||||||||
|
овальные, | |||||||||||||
|
воротники | |||||||||||||
| 8 |
Упаковка | - | - | - | - | 0,4 | - | - | - | - | - | 1,2 | |
Таблица 23
Нормативы затрат труда на технологические операции изготовления полуфабриката резервуаров в сборе (в % норматива изготовления полуфабриката) для
РВС, РВСС, РВСП, РВССП вместимостью 100, 200, 300, 400, 700 и 1000 м
3
|
№ п/п | Т ипопредставитель |
Затраты труда на технологические операции изготовления полуфабриката |
||||||||||||||
| Правка металла | Правка деталей |
Изготовление шаблона |
Разметка и наметка | Г азовая резка |
Механическая резка ножницами |
|||||||||||
| листа на машинах |
уголка на машинах |
профиля на горизонтальном или кулачковом прессе | на листовых вальцах | на фрикционном прессе |
ручная | полуавтоматом |
автоматом |
гильотинными | уголковыми | сортовыми | к |
|||||
| В комплект |
резервуара включены: днище, стенка, покрытие, центральная стойка, лестницы, площадки, ограждения | |||||||||||||||
| Резервуар | без | |||||||||||||||
| понтона | ||||||||||||||||
| 1 |
РВС-100, | РВСС- |
2,0 | 2,2 | 1,6 |
0,6 | 2,4 | 6,2 | 10,5 | 8,6 | - | - | 27,7 |
12,1 | 4,7 | |
| 100 | ||||||||||||||||
| 2 | РВС-200, |
РВСС- | 2,4 | 1,2 |
1,9 | 1,2 | 1,2 | 4,4 | 12,5 |
7,6 | - | - |
31,8 | 9,2 | 3,7 |
|
| 200 | ||||||||||||||||
В комплект резервуа
| 1 | РВС-100, 100 | РВСС- | 1,7 | 2,1 |
1,6 | 0,8 | 2,0 |
4,7 | 8,2 | 5,9 | - | 1,8 | 22,0 | 11,9 | 5,3 |
| 2 | РВС-200, 200 |
РВСС- | 2,0 | 1,4 | 1,8 | 1,2 |
1,1 | 3,6 | 8,1 |
5,6 | - | 1,6 |
25,0 | 10,4 | 4,8 |
| 3 | РВС-300, 300 | РВСС- | 2,2 |
1,4 | 1,2 | 0,7 | 0,9 | 3,4 |
7,1 | 7,9 | 0,3 |
3,4 | 27,3 | 10,0 | 3,9 |
| 4 |
РВС-400, 400 | РВСС- |
2,3 | 1,4 | 1,5 | 0,5 | 0,8 |
2,8 | 8,3 | 4,8 |
- | 3,4 | 33,7 |
11,3 | 3,0 |
|
5 | РВС-700, 700 |
РВСС- | 2,7 | 1,3 |
1,4 | 0,9 | 1,0 | 3,6 | 7,3 |
2,7 | - | 2,8 |
36,6 | 11,2 | 3,0 |
| 6 | РВС-1000, 1000 | РВСС- | 2,6 |
1,0 | 1,2 | 1,0 |
0,9 | 3,3 | 7,55 | 3,8 | - | 4,4 | 32,5 | 8,8 |
3,8 |
В комплект резервуара включены: днище, стенка, покрытие, центральная стойка, лестницы, площадки, ограждения, днище и детали понтона
| Резервуар с понтоном | ||||||||||||||
| 1 |
РВСП-100, РВССП-100 | 1,9 | 1,7 | 1,0 |
0,8 | 2,3 | 7,1 |
11,8 | 6,5 | - |
2,7 | 26,0 | 10,3 | 4,1 |
| 2 |
РВСП-200, РВССП-200 | 2,3 | 1,0 | 1,2 |
1,4 | 1,6 | 6,4 |
12,1 | 5,5 | - |
2,3 | 32,4 | 7,7 | 3,7 |
| 3 |
РВСП-300, РВССП-300 | 2,5 | 1,3 | 1,0 |
1,0 | 1,4 | 5,3 |
12,4 | 7,3 | 0,2 | 3,5 | 31,2 |
9,8 | 3,6 |
| 4 | РВСП-400, РВССП-400 |
2,5 | 1,3 | 1,1 |
0,7 | 1,4 | 5,5 | 11,6 | 4,5 | - | 3,2 | 37,4 |
10,2 | 2,5 |
| 5 | РВСП-700, РВССП-700 |
3,0 | 1,2 | 1,2 |
1,4 | 1,1 | 5,0 | 11,3 | 3,0 | - | 2,8 | 40,1 |
10,7 | 2,5 |
| 6 | РВСП-1000, РВССП-1000 |
3,0 | 1,1 | 1,1 |
1,5 | 1,1 | 4,4 | 11,5 | 4,2 | - | 3,1 | 37,7 |
9,1 | 4,2 |
В комплект резервуара включены: днище, стенка, покрытие, центральная стойка, лестницы, площадки, ограждения, люки-лазы, люки световые, каркасы-барабаны, специальные отгрузочн
| 1 | РВСП-100, РВССП-100 | 1,7 | 1,7 | 1,1 | 0,8 |
1,9 | 5,2 | 8,7 |
4,1 | - | 4,2 |
22,1 | 9,4 | 4,5 |
| 2 | РВСП-200, РВССП-200 | 2,0 | 1,2 | 1,2 | 1,3 |
1,4 | 5,0 | 7,5 |
4,2 | - | 3,7 |
26,0 | 8,7 | 4,4 |
| 3 | РВСП-300, РВССП-300 | 2,2 | 1,1 | 0,9 | 0,9 |
1,3 | 4,9 | 9,5 |
5,0 | 0,2 | 4,6 | 26,9 | 8,6 |
4,0 |
| 4 |
РВСП-400, РВССП-400 | 2,3 |
1,1 | 1,0 | 0,7 | 1,3 | 5,0 |
9,2 | 3,7 | - |
4,3 | 29,0 | 9,1 |
2,9 |
| 5 |
РВСП-700, РВССП-700 | 2,7 |
1,1 | 1,0 | 1,3 | 1,0 | 4,6 |
9,4 | 2,6 | - |
3,8 | 24,4 | 9,8 |
2,9 |
| 6 |
РВСП-1000, | 2,7 | 0,9 | 1,0 | 1,4 |
0,9 | 4,1 | 9,0 |
3,0 | - | 4,5 |
32,0 | 8,1 | 4,2 |
|
3 | РВС-300, 300 |
РВСС- | 2,6 | 1,6 |
1,4 | 0,7 | 0,9 | 3,4 | 11,3 |
9,7 | 0,4 | 2,5 |
32,2 | 10,8 | 3,2 |
| 4 | РВС-400, 400 | РВСС- | 2,6 |
1,5 | 1,8 | 0,4 | 0,8 | 2,8 |
11,1 | 5,8 | - |
2,5 | 39,8 | 12,2 |
2,2 |
| 5 |
РВС-700, 700 | РВСС- |
3,0 | 1,4 | 1,5 |
0,9 | 1,0 | 3,8 | 9,7 | 3,1 | - | 2,0 | 42,4 |
12,5 | 12,1 |
| 6 | РВС-1000, 1000 |
РВСС- | 3,0 | 1,2 |
1,5 | 1,1 | 1,0 | 3,5 | 10,5 |
4,8 | - | 2,8 |
38,8 | 10,4 | 3,6 |
за включены: днище, стенка, покрытие, центральная стойка, лестницы, площадки, ограждения, люки-лазы, люки световые, каркасы-барабаны, специальны
РТМ 36.15-89 Комплексные нормативы затрат труда на изготовление стальных конструкций вертикальных цилиндрических резервуаров Стр. 85 из 108
| |РВССП-1000_|_|_|_|_|_|_|_|_|_|_| | | |
Продолжение табл. 23
|
Типопредставитель |
Затраты труда на технологические операции изготовления полуфабриката |
|||||||||||
| Фрезерование | Образование отверстий | Гибка | Тока] | |||||||||
| на торцефрезерном станке | на продольно строгальном станке |
фрезерным трактором |
сверлением | продавливанием | на кромкогибочном прессе | на горизонтально гибочном прессе | на фрикционном прессе | на молотах (прессах) с предварительным нагревом |
на листовых вальцах |
на роликовых машинах | ||
| В комплект резервуара включены: днище, стенка, покрытие, центральная стойка, лестницы, площадки, ограждения | ||||||||||||
| Резервуар без | ||||||||||||
|
понтона | ||||||||||||
| РВС-100, РВСС- |
1,5 | - | - |
3,1 | 0,9 | - |
1,1 | - | - |
- | 2,8 | - |
| 100 | ||||||||||||
| РВС-200, РВСС- | 1,7 | - |
- | 4,2 | 0,5 |
0,7 | 0,1 | - |
1,2 | - | 2,7 | - |
| 200 |
||||||||||||
| РВС-300, РВСС- | 1,9 |
- | - | 0,3 |
0,2 | 0,8 | 0,2 | - | 0,2 | 0,2 | 2,2 | - |
|
300 | ||||||||||||
| РВС-400, РВСС- |
1,9 | - | - |
0,3 | 1,7 | 0,6 |
0,17 | - | 0,3 |
0,2 | 2,1 | 0,0 |
| 400 | ||||||||||||
|
РВС-700, РВСС- | 2,1 |
- | - | 0,4 |
1,7 | 0,7 | 0,4 |
0,04 | 0,8 | 0,16 | 1,6 | - |
|
700 | ||||||||||||
| РВС-1000, РВСС- |
2,2 | - | 0,03 |
0,4 | 1,5 | 0,9 |
0,4 | - | 1,0 |
0,17 | 1,9 | - |
| 1000 | ||||||||||||
| В комплект резервуара включены: днище, стенка, покрытие, центральная стойка, лестницы, площадки, ограждения, люки-лазы, люки световые, каркасы-барабаны, | ||||||||||||
| РВС-100, РВСС- | 1,0 |
- | - | 3,5 |
0,6 | - | 0,7 |
- | 1,7 | 1,2 |
2,7 | 7, |
|
100 | ||||||||||||
| РВС-200, РВСС- |
1,7 | - | - |
4,2 | 0,5 | 0,5 |
0,1 | - | 2,3 |
1,0 | 2,6 | 6, |
| 200 | ||||||||||||
|
РВС-300, РВСС- | 1,6 |
- | - | 1,3 |
0,2 | 0,6 | 0,1 |
- | 1,5 | 1,1 |
1,8 | 5, |
|
300 | ||||||||||||
| РВС-400, РВСС- |
1,6 | - | - |
1,2 | 1,4 | 0,5 |
0,1 | - | 1,4 |
1,0 | 1,7 | 5, |
| 400 | ||||||||||||
|
РВС-700, РВСС- | 1,8 |
- | - | 1,2 |
1,4 | 0,6 | 0,4 |
0,03 | 1,9 | 0,8 | 1,4 | 4, |
|
700 | ||||||||||||
| РВС-1000, РВСС- |
1,8 | - | 0,02 |
2,1 | 1,2 | 0,8 |
0,3 | - | 1,83 |
1,3 | 1,5 | 6, |
| 1000 | ||||||||||||
| В комплект резервуара включены: днище, стенка, покрытие, центральная стойка, лестницы, площадки, ограждения, днище и детал |
||||||||||||
| Резервуар с | ||||||||||||
|
понтоном | ||||||||||||
| РВСП-100, |
1,0 | - | - |
3,4 | 1,6 | - |
0,8 | - | - |
1,0 | 3,4 | 2, |
| РВССП-100 | ||||||||||||
| РВСП-200, | 1,2 | - | - | 4,5 | 1,0 |
0,5 | 0,1 | - |
0,8 | 0,5 | 2,2 |
1, |
| РВССП-200 |
||||||||||||
| РВСП-300, | 1,3 |
- | - | 1,8 |
0,9 | 0,5 | 0,2 |
- | 0,2 | 1,1 |
1,9 | 1, |
|
РВССП-300 | ||||||||||||
| РВСП-400, |
1,3 | - | - |
2,2 | 2,0 | 0,4 |
0,1 | 0,01 | 0,19 | 0,2 | 1,9 | 1, |
|
РВССП-400 | |||||||||||
| РВСП-700, РВССП-700 | 1,5 | - | - | 2,1 | 1,9 |
0,5 | 0,3 | 0,04 |
0,6 | 0,16 | 1,6 |
| РВСП-1000, РВССП-1000 | 1,6 | - | 0,02 | 1,8 | 1,8 |
0,7 | 0,3 | 0,01 |
0,7 | 0,1 | 1,8 |
| В комплект резервуара включены | : днище, стенка, покрытие, центральная стойка, площадки, ограждения, люки-лазы, люки световые, каркасы-барабаны, |
специальные | |||||||||
|
РВСП-100, РВССП-100 | 0,7 |
- | - | 4,2 |
1,2 | - | 0,6 |
0,6 | 0,8 | 2,1 | 3,0 |
| РВСП-200, РВССП-200 | 0,8 | - | - | 3,4 | 2,4 | 0,4 | 0,1 | - | 1,8 | 1,6 |
2,2 |
| РВСП-300, РВССП-300 | 1,1 | - | - | 2,9 | 0,7 | 0,4 | 0,1 |
0,1 | 1,2 | 1,2 |
1,6 |
| РВСП-400, РВССП-400 | 1,1 | - | - | 3,1 | 1,6 | 0,4 | 0,08 |
0,02 | 1,1 | 1,2 |
1,6 |
| РВСП-700, РВССП-700 | 1,2 | - | - | 2,9 | 1,6 | 0,4 | 0,3 |
0,03 | 1,3 | 1,17 |
1,4 |
| РВСП-1000, РВССП-1000 | 1,3 | - | 0,02 | 3,1 |
1,4 | 0,6 | 0,27 |
0,01 | 1,5 | 1,4 | 1,4 |
Таблица 24
Нормативы затрат труда на технологические операции изготовления полуфабриката резервуаров в сборе (в % норматива изготовления полуфабриката) для
РВС, РВСС, РВСП вместимостью 2000, 3000 и 5000 м
3
| № п/п | Т ипопредставитель |
Затраты труда на технологические операции изготовления полуфабриката |
|||||||||||||
| Правка металла | Правка деталей |
Изготовление шаблона |
Разметка и наметка | Г азовая резка |
Механическая резка ножницами |
||||||||||
| листа на машинах |
уголка на машинах |
профиля на горизонтальном или кулачковом прессе | на листовых вальцах | на фрикционном прессе |
ручная | полуавтоматом |
автоматом | на гильотинных | на уголковых | на сортовых | кромк | ||||
| В комплект резервуара включены элементы: днище, стенка, покрытие, центральная стойка, лестницы, площадки, ограждения |
|||||||||||||||
| Резервуар без | |||||||||||||||
| понтона | |||||||||||||||
| 1 | РВС - 2000 | 3,9 | 1,2 |
1,7 | 1,2 | 0,8 | 2,2 | 11,3 |
4,5 | - | 1,6 |
39,4 | 7,7 | 5,0 |
|
| 2 | РВСС - 2000 | 3,9 | 1,2 |
1,8 | 1,2 | 0,9 |
2,6 | 12,1 | 5,0 | - | 1,0 | 40,0 | 6,8 | 5,5 | |
| 3 | РВС - 3000 |
4,0 | 1,1 | 1,8 | 0,8 | 0,9 |
2,7 | 12,0 | 4,5 |
- | 1,3 | 41,7 |
7,0 | 4,6 | |
| 4 | РВСС - 3000 |
3,9 | 1,0 | 2,2 |
1,0 | 1,0 | 2,7 | 12,5 | 4,8 | - | 1,2 | 41,9 |
5,9 | 4,4 | |
|
5 | РВС - 5000 | 5,3 | 1,1 | 1,6 |
2,0 | 0,7 | 1,9 |
12,6 | 2,9 | - |
1,6 | 46,1 | 6,3 | 1,9 | |
| 6 | РВСС - 5000 | 5,0 |
1,1 | 2,8 | 0,8 |
1,2 | 2,9 | 12,6 | 4,1 | - | 1,2 | 42,8 | 6,0 |
4,5 | |
В комплект резервуара включены элементы: днище, стенка, покрытие, центральная стойка, лестницы, площадки, ограждения, люки-лазы, люки световые, люки овальные, специальные о
барабаны
|
1 | РВС - 2000 | 3,5 | 1,0 | 1,6 |
1,2 | 0,8 | 2,2 |
11,1 | 4,0 | - |
2,7 | 34,9 | 7,1 | 4,1 |
| 2 |
РВСС - 2000 | 3,5 | 1,1 | 1,7 | 1,1 |
0,9 | 2,5 | 11,77 |
4,4 | - | 2,1 |
35,6 | 6,2 | 4,8 |
| 3 | РВС - 3000 | 3,6 | 1,0 |
1,7 | 0,9 | 0,8 |
2,7 | 11,8 | 4,1 | - | 2,19 |
37,6 | 6,7 | 4,7 |
| 4 | РВСС - 3000 |
3,5 | 0,9 | 2,03 | 0,9 | 0,95 |
2,6 | 12,2 | 4,3 |
- | 2,1 | 38,3 |
5,8 | 4,5 |
|
5 | РВС - 5000 | 4,7 | 1,1 | 1,6 |
1,9 | 0,7 | 1,8 |
12,0 | 2,5 | - |
2,6 | 40,8 | 6,8 | 2,2 |
| 6 |
РВСС - 5000 | 4,5 | 1,0 | 2,6 | 0,8 |
1,2 | 3,0 | 11,92 |
3,5 | - | 2,2 |
38,8 | 6,1 | 4,9 |
В комплект резервуара включены элементы: днище, стенка, покрытие, центральная стойка, лестницы, площадки, ограждения, днище и детали понто: NormaCS® (NRMS10-02983) www.normacs.ru 24.02.2009 9:58:40
|
Резервуар с понтоном РВСП - 2000 |
3,8 | 1,0 | 1,6 |
2,4 | 0,6 | 4,2 | 10,0 | 5,4 |
0,03 | 3,6 | 35,8 |
6,0 | 6,7 |
|
РВСП - 3000 | 3,9 | 0,9 | 1,4 | 1,5 |
1,0 | 4,3 | 11,5 |
3,7 | - | 3,2 |
38,7 | 6,0 | 5,0 |
| РВСП - 5000 | 4,9 | 0,9 | 1,2 |
2,3 | 1,1 | 3,5 |
12,1 | 2,9 | - |
3,2 | 39,7 | 5,7 | 5,6 |
В комплект резервуара включены элементы: днище, стенка, покрытие, центральная стойка, лестницы, площадки, ограждения, люки-лазы, люки световые, специальные отгрузочные при
каркасы-барабаны
| 1 | РВСП - 2000 |
3,4 | 0,9 | 1,43 |
2,2 | 0,6 | 3,8 | 10,1 | 5,0 |
0,03 | 4,6 | 32,6 |
5,6 | 4,5 |
|
2 | РВСП - 3000 | 3,6 | 0,8 | 1,4 |
1,5 | 1,0 | 4,08 |
11,0 | 3,4 | - |
3,9 | 35,4 | 5,7 | 5,2 |
| 3 |
РВСП - 5000 | 4,4 | 1,0 | 1,3 | 2,1 |
1,0 | 3,3 | 11,8 |
2,5 | - | 3,9 |
36,0 | 6,2 | 5,4 |
Продолжение табл. 24
Затраты труда на технологические операции изготовления полуфабриката
Образование отверстий
фрезерование
Гибка
на молотах. (прессах)с предварительным нагревом
№
п/п
на
продольно
строгальном
станке
на
горизонтально
гибочном
прессе
Т ипопредставитель
на
торцефрезерном
станке
на
кромкогибочном
прессе
на
фрикционном
прессе
на
ластовых
вальцах
на
роликовых
машинах
Т
фрезерным
трактором
сверлением
продавливанием
Резервуар без понтона
В комплект резервуара включены элементы: днище, стенка, покрытие, центральная стойка, лестницы, площадки, огражд
| 1 | РВС - 2000 | 2,6 | - |
0,02 | 0,01 | 0,9 |
0,5 | 0,27 |
- | 0,8 | 0,8 | 1,9 |
| 2 |
РВСС - 2000 | 2,6 | - | 0,02 | 0,01 |
0,5 | 0,44 | 0,33 |
- | 0,8 | 0,23 |
1,7 |
| 3 |
РВС - 3000 | 2,5 | - | - | 0,4 | 0,5 | 1,0 | 0,2 | - | 0,6 | 0,6 |
1,5 |
| 4 | РВСС - 3000 | 2,5 | - |
0,01 | 0,5 | 0,5 |
0,8 | 0,19 | - |
0,6 | 0,3 | 1,5 |
| 5 | РВС - 5000 | 2,6 | - | - | - | 0,5 | 1,9 | 0,2 | - | 0,5 | 0,2 | 1,4 |
| 6 | РВСС - 5000 |
2,6 | - | - |
- | 0,5 | 0,3 |
0,2 | - | 0,5 |
- | 0,8 |
В комплект резервуара включены элементы: днище, стенка, покрытие, центральная стойка, лестницы, площадки, ограждения, люки-лазы, люки световые, люки овальные, спе
| 1 | РВС - 2000 | 2,2 | - |
0,02 | 1,07 | 0,8 |
0,4 | 0,2 | 0,01 | 1,1 | 1,0 |
1,6 |
| 2 | РВСС - 2000 | 2,2 | - |
0,02 | 1,1 | 0,4 |
0,4 | 0,2 | 0,01 | 1,3 | 0,5 |
1,4 |
| 3 | РВС - 3000 | 2,1 | - |
0,01 | 1,2 | 0,5 |
0,8 | 0,1 | - |
1,1 | 0,7 | 1,3 |
| 4 | РВСС - 3000 | 2,1 | - | 0,01 | 1,2 | 0,4 |
0,7 | 0,2 | 0,01 |
1,0 | 0,5 | 1,3 |
| 5 | РВС - 5000 | 2,2 | - | - | 0,7 | 0,5 |
1,6 | 0,2 | - |
1,1 | 0,4 | 1,3 |
| 6 | РВСС - 5000 |
2,2 | - | - |
0,6 | 0,43 | 0,3 | 0,14 | 0,01 |
1,2 | 0,2 | 0,7 |
В комплект резервуара включены элементы: днище, стенка, покрытие, центральная стойка, лестницы, площадки, ограждения, днище
Резервуар с понтоном
| РВСП - 2000 | 2,1 | - | 0,01 | 0,9 |
1,6 | 0,5 | 0,2 |
0,02 | 0,5 | 1,0 | 1,3 |
| РВСП - 3000 | 2,3 | - | 0,01 | 1,6 | 2,2 |
0,7 | 0,1 | 0,01 |
0,4 | 0,08 | 1,2 |
| РВСП - 5000 | 2,4 | - | - | 0,2 | 1,4 | 1,7 |
0,1 | - | 0,4 |
0,2 | 1,3 |
В комплект резервуара включены элементы: днище, стенка, покрытие, центральная стойка, лестницы, площадки, ограждения, люки-лазы, люки световые, специальные отгрузочнь
| 1 | РВСП - 2000 | 1,8 | - | 0,01 | 1,5 |
1,4 | 0,5 | 0,2 |
0,03 | 0,9 | 1,0 | 1,2 |
| 2 |
РВСП - 3000 | 2,1 | - | 0,01 | 2,0 |
1,9 | 0,6 | 0,1 |
0,01 | 0,8 | 0,3 | 1,1 |
| 3 |
РВСП - 5000 | 2,1 | - | - | 0,8 | 1,2 | 1,46 | 0,1 |
0,02 | 0,8 | 0,4 |
1,3 |
Нормы затрат труда на технологические операции изготовления полуфабриката резервуаров в оборе (в % норматива изготовления полуфабриката) для
3
РВС, РВСС, РВСП вместимостью 10000 м3 www.normacs.ru
| № п/п | Т ипопредставитель |
Затраты | труда на технологические операции изготовления полуфабриката | ||||||||||||
| Правка металла |
Правка деталей |
Изготовление шаблона |
Разметка и наметка | Г азовая резка |
Механическая резка ножницами |
||||||||||
| листа на машинах |
уголка на машинах |
профиля на горизонтальном или кулачковом прессе | на ластовых вальцах | на фрикционном прессе |
ручная | полуавтоматом |
автоматом |
гильотинными | уголковыми | сортовыми | кр |
||||
|
В комплект резервуара |
включены элементы: днище, окрайки днища, стенка, покрытие, опорное кольцо, лестницы, площадки, ограждения | ||||||||||||||
| Резервуар без | |||||||||||||||
| понтона |
|||||||||||||||
| 1 | РВС - 10000 | 5,9 | 1,0 |
0,9 | 0,7 | 1,3 | 2,2 | 13,2 |
2,7 | - | 1,6 |
46,0 | 4,0 | 0,4 |
|
| 2 | РВСС - 10000 | 5,2 | 1,2 |
1,3 | 1,0 | 1,1 |
1,9 | 15,6 | 4,1 | - | 3,0 | 40,1 | 4,68 | 1,0 | |
| В комплект резервуара включены |
элементы: днище, окрайки |
днища, стенка, покрытие, опорное кольцо, лестницы, площадки, ограждения, люки-лазы, | световые каркасы, специал | ||||||||||||
| 1 |
РВС - 10000 | 5,1 | 1,3 | 1,3 | 0,8 |
1,1 | 2,1 | 11,8 |
2,2 | - | 2,6 |
40,4 | 6,3 | 2,0 | |
| 2 | РВСС - 10000 | 4,6 | 1,2 |
1,4 | 1,0 | 1,0 |
1,9 | 13,51 | 3,5 | - | 3,7 | 37,3 | 6,1 | 2,2 | |
| В комплект резервуара включены элементы: днище, окрайки днища, стенка, покрытие, опорное кольцо, лестницы, площадки, |
ограждения, | днище и детал | |||||||||||||
|
Резервуар | |||||||||||||||
| понтоном | |||||||||||||||
| РВСП - 10000 | 5,4 | 0,9 | 0,8 |
1,1 | 1,2 | 2,8 |
11,7 | 2,7 | - |
3,5 | 42,0 | 3,6 | 3,3 | ||
|
В комплект | резервуара включены элементы: днище, окрайки днища, стенка, покрытие, опорное кольцо, лестницы, площадки, ограждения, днище ж детали понтона, люки карка | ||||||||||||||
|
|РВСП - 10000 | 4,6 |
1,2 | 1,1 | 1,1 | 1,1 | 2,5 |
9,9 | 2,3 |
- | 4,1 |
39,1 | 6,0 |
4,3 | ||
Продолжение табл. 25
| № п/п | Т ипопредставитель | Затраты труда на технологические операции изготовления полуфабриката |
|||||||||||
| фрезерование | Образование отверстий | Гибка | Ток |
||||||||||
| на торцефрезерном станке | на продольно строгальном станке |
фрезерном трактором |
сверлением | продавливанием | на кромкогибочном станке | на горизонтально гибочном |
на фрикционном прессе |
на молотах (прессах)с предварительные нагревом | на листовых вальцах | на роликовых машинах | |||
| В комплект резервуара включены элементы: днище, окрайки днища, стенка, покрытие, опорное кольцо, лестницы, площадки, ог | |||||||||||||
|
Резервуар без | |||||||||||||
|
понтона | |||||||||||||
| 1 | РВС - 10000 | 2,6 | 0,01 |
- | 0,03 | 2,2 |
1,6 | 0,3 | - | 0,01 | 0,04 |
3,2 | |
| 2 |
РВСС - 10000 | 2,4 | - | - | 0,1 | 2,4 | 0,5 | 1,1 |
0,02 | 0,2 | 0,1 |
1,9 | |
|
В комплект резервуара включены элементы | : днище, окрайки днища, стенка, покрытие, опо |
рное кольцо, лестницы, площадки, ограждения, люки-лазы, световые карк |
|||||||||||
| 1 | РВС - 10000 |
2,2 | - | - |
0,3 | 1,9 | 1,3 | 0,2 | - | 0,6 | 0,2 | 2,8 | |
| 2 | РВСС - 10000 |
2,2 | - | - |
0,3 | 2,13 | 1,3 | 0,1 | 0,03 |
0,8 | 0,2 | 1,8 |
|
|
В комплект резервуара включены элементы: днище, окрайки днища, стенка, покрытие, опорное кольцо, лестницы, |
площадки, ограждения, д | ||||||||||||
| Резервуар с | |||||||||||||
|
понтоном | |||||||||||||
| РВСП - 10000 | 2,6 | 0,01 |
- | 0,8 | 2,5 |
1,4 | 0,19 | - |
0,1 | 0,1 | 2,8 | ||
| В комплект резервуара включены элементы: днище, окрайки днища, стенка, покрытие, опорное кольцо, лестницы, площадки, ограждения, днище и детали понтона |
|||||||||||||
| |РВСП - 10000 |
2,4 | 0,01 |
- | 1,0 |
2,1 | 1,2 |
0,2 | - |
0,6 | 0,2 |
2,6 | ||
Таблица 26
Нормативы затрат труда на технологические операции изготовления полуфабриката резервуаров в сборе (в % норматива изготовления полуфабриката) для
3
|
№ п/п | Т ипопредставитель | Затраты |
труда на технологические операции изготовления полуфабриката | ||||||||||||
| Правка металла | Правка деталей | Изготовление шаблона |
Разметка и наметка | Г азовая резка | Механическая резка ножницами | ||||||||||
| листа на машинах | уголка на машинах |
профиля на горизонтальном или кулачковом прессе | на ластовых вальцах | на фрикционном прессе |
ручная | полуавтоматом |
автоматом |
гильотинными | уголковыми | сортовыми | кр |
||||
|
В комплект резервуара |
включены элементы: днище, |
окрайки днища, стенка, покрытие |
, опорное кольцо, лестница, площадки, ограждения | ||||||||||||
| Резервуар без | |||||||||||||||
| понтона |
|||||||||||||||
| 1 | РВС - 20000 | 5,9 | 0,9 |
1,4 | 0,7 | 1,7 | 1,7 | 13,6 |
3,4 | - | 4,1 |
43,8 | 2,6 | 0,2 |
|
| 2 | РВСС - 20000 | 3,9 | 2,6 |
2,2 | 2,1 | 0,7 |
2,2 | 10,0 | 2,5 | 0,02 | 2,8 |
40,5 | 12,1 | 3,2 |
|
| В комплект резе | рвуара включены элементы: днище, окрайки днища | , стенка, покрытие, опорное кольцо, лестница, площадки, ограждения, люки, каркасы, специальные от | |||||||||||||
|
1 | РВС - 20000 | 5,2 | 1,2 | 1,7 |
0,8 | 1,6 | 1,7 |
12,4 | 2,9 | - |
4,4 | 39,1 | 5,3 | 1,6 | |
| 2 | РВСС - 20000 | 3,5 |
2,6 | 2,2 | 2,0 | 0,7 | 2,2 |
9,7 | 2,3 | 0,01 |
3,0 | 38,0 | 12,6 | 3,5 | |
| В комплект резервуара | включены элементы: днище, окрайки днища, стенки, покрытие | , опорное кольцо, лестницы, площадки, |
ограждения | ||||||||||||
|
Резервуар с | |||||||||||||||
| понтоном | |||||||||||||||
| РВСП - 20000 | 2,9 | 3,6 | 1,5 |
0,7 | 1,8 | 1,7 |
13,6 | 3,4 | - |
4,2 | 42,9 | 2,8 | 0,2 | ||
| В комплект резервуара включены элементы: днище, окрайки днища, стенка, покрытие, опорное кольцо, лестницы, площадки, ограждения, днище и детал | |||||||||||||||
|
|РВСП - 20000 | 3,3 | 3,1 | 1,2 | 0,9 |
1,7 | 2,6 | 12,2 |
2,8 | - | 4,9 |
42,4 | 2,6 | 2,2 | ||
| В комплект | резервуара включены элементы: днище, окрайки днища, стенка, покрытие, опорное кольцо, лестницы, площадки, ограждения, днище и детали понтона, люки, карка | ||||||||||||||
|
|РВСП - 20000 | 2,9 |
3,1 | 1,5 |
1,0 | 1,6 |
2,4 | 11,2 |
2,4 | - |
5,1 | 38,2 |
5,2 | 3,1 | ||
Продолжение табл. 26
РВС, РВСС, РВСП вместимостью 20000 м
| № п/п | Т ипопредставитель |
Затраты труда на технологические операции изготовления |
полуфабриката | ||||||||||
| Фрезерование |
Образование отверстий |
Гибка | Т | ||||||||||
| на торцефрезерном станке | на продольно строгальном станке |
фрезерным трактором |
сверлением | продавливанием | на кромкогибочном прессе | на горизонтально гибочном прессе | на фрикционном прессе | на молотах (прессах)с предварительным нагревом |
на листовых вальцах |
на роликовых машинах | |||
| В комплект резервуара включены элементы: днище, окрайки днища, стенка, покрытие, опорное кольцо, лестница, площадки, с | |||||||||||||
| Резервуар без |
|||||||||||||
| понтона | |||||||||||||
| 1 | РВС - 20000 | 2,6 |
0,01 | - | 0,3 |
1,7 | 1,1 | 0,2 | 0,01 | - |
0,03 | 2,2 | |
|
2 | РВСС - 20000 | 2,2 | - | - | 0,21 | 1,2 | 0,6 |
0,04 | 0,01 | 0,31 |
0,31 | 1,1 | |
| В комплект резервуара | включены элементы: днище, окрайки днища, стенка, покрытие, опорное кольцо, лестница, |
площадки, ограждения, люки, каркасы, сп | |||||||||||
| 1 |
РВС - 20000 | 2,1 | - | - | 0,5 | 1,5 | 0,9 | 0,1 |
0,02 | 0,7 | 0,1 |
2,1 | |
| 2 |
РВСС - 20000 | 2,0 |
- | - | 0,34 |
1,2 | 0,5 | 0,04 |
0,01 | 0,7 | 0,3 | 1,2 | |
| В комплект резервуара включены элементы: днище, окрайки днища, стенка, покрытие, опорное кольцо, лестницы, площадки, о | |||||||||||||
| Резервуар с | |||||||||||||
|
понтоном | |||||||||||||
В комплект резервуара включены элементы: днище, окрайки днища, стенка, покрытие, опорное кольцо, лестницы, площадки, ограждения, д |РВСП - 20000 | 2,8 | 0,01 | - | 0,3 | 2,4 | 0,9 | 0,1 | 0,01 | 0,03 | 0,02 | 1,8 |
рвуара включены элементы: днище, окрайки днища, стенка, покрытие, опорное кольцо, лестницы, площадки, ограждения, днище и детали понтона - I - I 0,5 I 2,03 I 0,8 I 0,1 I 0,01 I 0,7 I 0,1 I 1,8 I
В комплект резе |РВСП - 20000 | 2,5
Таблица 27
Нормативы затрат труда на технологические операции изготовления полуфабриката резервуаров в сборе (в % норматива изготовления полуфабриката) для
3
РФК вместимостью 30000 м
Затраты труда на технологические операции изготовления полуфабриката
Правка металла
Правка деталей
Г азовая резка
Механическая резка ножницами
№
п/п
профиля на горизонтальном или кулачковом прессе
Разметка
и
наметка
Типопредставитель
Изготовление
шаблона
уголка
на
машинах
на
листовых
вальцах
на
фрикционном
прессе
листа на машинах
ручная
полуавтоматом
автоматом
гильотинными
уголковыми
сортовыми
к
РФК вместимостью 30000 м3
В комплект резервуара включены элементы: стенка, днище, окрайки днища, опорное кольцо, покрытие щитами, лестница, площадки, ограждени РФК - 30000 | 5,3 | 5,4 | 2,2 | 1,1 | 1,0 | 1,8 | 9,0 | 2,0 | - | 1,5 | 34,3 | 12,0 | 6,8 |
В комплект резервуара включены элементы: стенка, днище, окрайки днища, опорное кольцо, покрытие щитами, лестница, площадки, ограждения, люки, кар РФК - 30000 I 4,9 I 5,2 I 2,2 I 1,2 I 1,2 I 1,7 I 8,5 I 2,0 I - I 2,4 I 32,6 I 13,4 I 6,6 I
Продолжение табл. 27
| № п/п | Т ипопредставитель | Затраты труда на технологические операции изготовления полуфабриката |
т | ||||||||||
|
Фрезерование |
Образование отверстий |
Гибка | |||||||||||
| на торцефрезерном станке |
на продольно строгальном станке | фрезерным трактором | сверлением |
продавливанием | на кромкогибочном прессе |
на горизонтально гибочном прессе | на фрикционном прессе | на молотах (прессах)с предварительным нагревом |
на листовых вальцах |
на роликовых машинах | |||
| РФК вместимостью 30000 м3 | |||||||||||||
| В комплект резервуара включены элементы: стенка, днища, окрайки днища, опорное кольцо, покрытие щитами, лестница, площадки, ограждения | |||||||||||||
| РФК - 30000 | 3,5 |
- | - | 0,4 |
1,0 | 0,1 | - |
- | - |
0,1 | 3,2 | ||
| В комплект резервуара включены элементы: стенка, днище, окрайки днища, опорное кольцо, покрытие щитами, лестница, площадки, ограждения, люки, каркасы | |||||||||||||
| РФК - 30000 | 3,3 | - | - |
0,5 | 1,0 |
0,1 | - | - | - | 0,1 |
2,9 | ||
Таблица 28
| Вместимость резервуара, м3 |
Количество резервуаров в партии, шт. | |||
| 100 - 700 | До 10 | 11 - 15 | 16 - 20 |
21 и более |
| 1000 - 3000 |
До 5 | 6 - 10 | 11 - 15 | 16 и более |
|
5000 и более | 1 - 2 | 3 - 5 | 6 - 10 | 10 и более |
| Поправочный коэффициент | ||||
| 1,03 | 1,00 | 0,97 |
0,95 | |
Таблица 29
| Класс стали |
Поправочный коэффициент |
| С 60/45 | 1,05 |
|
С 70/60 | 1,14 |
|
С 85/75 | 1,27 |
Поправочный коэффициент следует применять только на часть конструкций, изготовляемых из стали повышенной и высокой прочности.
Поправочные коэффициенты, учитывающие влияние серийности
Поправочные коэффициенты, учитывающие применение стали повышенной и высокой прочности
НОРМАТИВЫ ЗАТРАТ ТРУДА НА ИЗГОТОВЛЕНИЕ ЭЛЕМЕНТОВ КОНСТРУКЦИЙ ВЕРТИКАЛЬНЫХ РЕЗЕРВУАРОВ
Карты 1 - 12
| № п/п | Т ипопредставитель |
На измеритель |
Затраты труда, чел.-ч | |||
| Всего | из них для видов работ | |||||
|
Изготовление полуфабриката |
слесарно сборочные |
электросварочные | ||||
| КАРТА 1 | ||||||
| РВС, РВСС, РВСП и РВССП вместимостью 100 м3 | ||||||
| 1 | Днище (рулоном) |
резервуар | 4,867 |
1,951 | 1,190 | 1,726 |
| т |
7,51 | 3,01 | 1,84 |
2,66 | ||
| 2 |
Стенка(рулоном) | резервуар | 19,465 | 5,264 |
6,877 | 7,324 |
| т | 6,861 |
1,86 | 2,42 | 2,58 |
||
| 3 | Покрытие (щитами) | резервуар |
12,601 | 6,701 | 2,5 |
3,40 |
|
т | 18,24 | 9,70 |
3,62 | 4,92 | ||
|
4 | Лестница кольцевая, площадка, ограждения для резервуара без понтона | резервуар |
37,973 | 19,591 | 10,553 | 7,829 |
|
т | 25,35 | 13,08 |
7,04 | 5,23 | ||
|
5 | Лестница кольцевая, площадки, ограждения для резервуара с понтоном | резервуар |
39,402 | 20,30 | 11,043 | 8,059 |
|
т | 25,42 | 13,10 |
7,12 | 5,20 | ||
|
6 | Днище и детали понтона | резервуар | 27,235 |
16,195 | 5,396 |
5,644 |
| т | 15,30 | 9,10 |
3,03 | 3,17 | ||
| 7 | Люк-лаз, люк световой, воротники к люкам для резервуара без понтона |
резервуар | 9,21 |
6,846 | 1,424 | 0,94 |
| т |
49,251 | 36,61 | 7,615 | 5,026 | ||
| 8 |
Люк-лаз, люк световой, воротники к люкам для резервуара с понтоном |
резервуар | 17,341 |
12,754 | 2,657 | 1,93 |
| т |
40,048 | 29,455 | 6,136 | 4,457 | ||
| 9 |
Каркас-барабан |
резервуар | 13,06 |
3,637 | 6,676 | 2,747 |
| т |
13,18 | 3,67 | 6,74 |
2,77 | ||
| 10 | Специальные отгрузочные приспособления для резервуара без понтона | резервуар |
14,198 | 7,631 | 3,561 | 3,006 |
| т | 11,85 | 6,37 | 2,97 | 2,51 | ||
| 11 | Специальные отгрузочные приспособления для резервуара с понтоном | резервуар |
14,445 | 7,690 | 3,681 | 3,074 |
| т | 14,50 | 6,12 | 2,93 | 2,45 |
КАРТА 2
РВС, РВСС, РВСП и РВССП вместимостью 200 м3
| 1 | Днище (рулоном) | резервуар | 8,926 |
4,10 | 2,038 | 2,788 |
| т |
7,24 | 3,33 | 1,65 |
2,26 | ||
| 2 |
Стенка(рулоном) | резервуар | 24,06 | 7,459 |
7,939 | 8,662 |
| т | 6,03 |
1,87 | 2,0 | 2,17 |
||
| 3 | Покрытие (щитами) | резервуар |
19,963 | 10,210 | 4,482 | 4,871 |
|
т | 13,09 | 6,83 |
3,0 | 3,26 | ||
|
4 | Лестница кольцевая, площадки, ограждения для резервуара без понтона | резервуар |
40,127 | 19,927 | 10,958 | 9,242 |
|
т | 25,23 | 12,53 |
6,89 | 5,81 | ||
|
5 | Лестница кольцевая, площадки, ограждения для резервуара с понтоном | резервуар |
41,838 | 20,077 | 12,057 | 9,704 |
|
т | 24,46 | 11,74 |
7,05 | 5,67 | ||
|
6 | Днище и детали понтона | резервуар | 33,401 |
19,252 | 6,925 |
7,224 |
| т | 13,42 | 7,74 |
2,78 | 2,90 | ||
| 7 | Люк-лаз, люк световой, воротники к люкам для резервуара без понтона |
резервуар | 9,21 |
6,846 | 1,424 | 0,94 |
| т |
49,251 | 36,609 | 7,615 | 5,027 | ||
| 8 |
Люк-лаз, люк световой, воротники к люкам для резервуара с понтоном |
резервуар | 17,341 |
12,754 | 2,657 | 1,93 |
| т |
40,048 | 29,455 | 6,136 | 4,457 | ||
| 9 |
Каркас-барабан |
резервуар | 13,06 |
3,637 | 6,676 | 2,747 |
| т |
13,18 | 3,67 | 6,74 |
2,77 | ||
| 10 |
Специальные отгрузочные приспособления для резервуара без понтона |
резервуар | 14,198 |
7,631 | 3,561 | 3,006 |
| т |
11,850 | 6,37 | 2,97 |
2,51 | ||
| 11 |
Специальные отгрузочные приспособления для резервуара с понтоном |
резервуар | 14,445 |
7,69 | 3,681 | 3,074 |
| т |
11,50 | 6,12 | 2,93 |
2,45 |
КАРТА 3
РВС, РВСС, РВСП и РВССП вместимостью 300 м3
| 1 | Днище (рулоном) | резервуар |
9,968 | 4,376 | 2,432 |
3,16 |
|
т | 6,57 | 2,89 |
1,60 | 2,08 | ||
|
2 | Стенка(рулоном) |
резервуар | 32,28 |
10,94 | 9,22 | 12,12 |
| т |
5,68 | 1,93 | 1,62 |
2,13 | ||
| 3 |
Покрытие (щитами) |
резервуар | 37,894 |
17,381 | 8,58 | 11,933 |
| т |
18,55 | 8,51 | 4,20 |
5,84 | ||
| 4 |
Лестница шахтная, элементы, площадки, ограждения для резервуара без |
резервуар | 33,813 |
18,317 | 8,78 | 6,716 |
| понтона |
т | 14,53 | 7,87 |
3,77 | 2,89 | |
|
5 | Лестница шахтная, элементы, площадки, ограждения для резервуара с | резервуар |
36,323 | 19,047 |
10,042 | 7,234 |
| понтоном | т |
14,76 | 7,74 | 4,08 |
2,94 | |
| 6 |
Днище и детали понтона |
резервуар | 35,127 |
21,487 | 6,380 | 7,260 |
| т |
11,85 | 7,25 | 2,15 |
2,45 | ||
| 7 |
Люк-лаз, люк световой, воротники к люкам для резервуара без понтона |
резервуар | 9,21 |
6,846 | 1,424 | 0,94 |
| т |
49,251 | 36,609 | 7,615 | 5,027 | ||
| 8 |
Люк-лаз, люк световой, воротники к люкам для резервуара с понтоном |
резервуар | 17,341 |
12,754 | 2,657 | 1,93 |
| т |
40,048 | 29,455 | 6,136 | 4,457 | ||
| 9 |
Специальные отгрузочные приспособления для резервуара без понтона | резервуар |
12,962 | 6,645 | 2,848 | 3,469 |
| т |
19,0 | 8,73 | 4,17 |
5,08 | ||
| 10 |
Специальные отгрузочные приспособления для резервуара с понтоном |
резервуар | 15,364 |
7,42 | 3,962 | 3,982 |
| т |
16,16 | 7,80 | 4,16 |
4,19 |
КАРТА 4
РВС, РВСС, РВСП и РВССП вместимостью 400 м3
| 1 | Днище (рулоном) |
резервуар | 11,470 |
4,924 | 2,944 | 3,602 |
| т |
5,98 | 2,57 | 1,53 |
1,88 | ||
| 2 |
Стенка(рулоном) | резервуар | 35,640 | 11,772 |
10,108 | 13,76 |
| т | 5,757 |
1,84 | 1,58 | 2,15 |
||
| 3 | Покрытие (щитами) | резервуар |
47,723 | 21,783 | 9,626 | 16,314 |
|
т | 16,24 | 7,41 |
3,28 | 5,55 | ||
|
4 | Лестница шахтная, элементы, площадки, ограждения для резервуара без | резервуар | 33,049 | 18,331 |
8,215 | 6,503 |
| понтона | т |
14,46 | 8,02 | 3,60 |
2,84 | |
| 5 |
Лестница шахтная, элементы, площадки, ограждения для резервуара с |
резервуар | 39,074 |
20,778 | 10,756 | 7,54 |
| понтоном |
т | 15,31 | 8,14 |
4,21 | 2,95 | |
|
6 | Днище и детали понтона | резервуар | 39,517 |
23,874 | 7,775 |
7,868 |
| т | 11,18 | 6,75 |
2,20 | 2,23 | ||
| 7 | Люк-лаз, люк световой, воротники к люкам для резервуара без понтона |
резервуар | 9,21 |
6,846 | 1,424 | 0,94 |
| т |
49,252 | 36,609 | 7,615 | 5,027 | ||
| 8 |
Люк-лаз, люк световой, воротники к люкам для резервуара с понтоном |
резервуар | 17,341 |
12,754 | 2,657 | 1,93 |
| т |
40,048 | 29,455 | 6,136 | 4,457 | ||
| 9 |
Специальные отгрузочные приспособления для резервуара без понтона | резервуар |
13,187 | 6,817 | 2,892 | 3,469 |
|
т | 19,15 | 9,91 |
4,20 | 5,04 | ||
|
10 | Специальные отгрузочные приспособления для резервуара с понтоном | резервуар | 15,503 | 7,495 | 4,026 |
3,982 |
| т | 15,80 | 7,64 |
4,10 | 4,06 |
КАРТА 5
РВС, РВСС, РВСП и РВССП вместимостью 700 м3
| 1 | Днище (рулоном) |
резервуар | 18,817 |
7,612 | 4,116 | 7,089 |
| т |
6,30 | 2,55 | 1,38 |
2,37 | ||
| 2 |
Стенка(рулоном) | резервуар | 50,473 | 16,563 |
12,538 | 21,372 |
| т | 5,36 |
1,76 | 1,33 | 2,27 |
||
| 3 | Покрытие щитами | резервуар |
65,035 | 26,476 | 14,303 | 24,256 |
|
т | 16,5 | 6,72 |
3,63 | 6,15 | ||
|
4 | Лестница шахтная, элементы, площадки, ограждения для резервуара без | резервуар | 42,565 | 21,688 |
12,61 | 8,267 |
| понтона | т |
14,66 | 7,47 | 4,34 |
2,85 | |
| 5 |
Лестница шахтная, элементы, площадки, ограждения для резервуара с |
резервуар | 42,805 |
22,146 | 12,443 | 8,216 |
| понтоном |
т | 14,85 | 7,68 |
4,32 | 2,85 | |
|
6 | Днище и детали понтона | резервуар | 47,933 |
27,771 | 9,345 |
10,817 |
| т | 9,79 | 5,67 |
1,91 | 2,21 | ||
| 7 | Люк-лаз, люк световой, воротники для резервуара без понтона |
резервуар | 9,21 |
6,846 | 1,424 | 0,94 |
| т |
49,251 | 36,609 | 7,615 | 5,027 | ||
| 8 |
Люк-лаз, люк световой, воротники к люкам для резервуара с понтоном |
резервуар | 17,341 |
12,754 | 2,657 | 1,93 |
| т |
40,048 | 29,455 | 6,136 | 4,457 | ||
| 9 |
Специальные отгрузочные приспособления для резервуара без понтона | резервуар |
15,319 | 8,118 | 3,565 | 3,636 |
|
т | 16,26 | 8,62 |
3,78 | 3,86 | ||
|
10 | Специальные отгрузочные приспособления для резервуара с понтоном | резервуар | 16,847 | 8,094 | 4,249 |
4,504 |
| т | 11,82 | 5,67 |
3,0 | 3,15 |
КАРТА 6
РВС, РВСС, РВСП и РВССП вместимостью 1000 м3
| 1 |
Днище (рулоном) |
резервуар | 18,91 |
7,14 | 3,876 | 7,894 |
| т |
6,50 | 2,45 | 1,33 |
2,72 | ||
| 2 |
Стенка(рулоном) | резервуар | 66,891 | 22,158 |
15,206 | 29,527 |
| т | 5,32 |
1,76 | 1,21 | 2,35 |
||
| 3 | Покрытие (щитами) | резервуар |
65,526 | 27,023 | 14,247 | 24,256 |
|
т | 16,82 | 6,94 |
3,66 | 6,22 | ||
|
4 | Лестница шахтная, элементы, площадки, ограждения для резервуара без | резервуар | 65,822 | 32,263 |
17,703 | 15,856 |
| понтона | т |
14,44 | 7,08 | 3,88 |
3,48 | |
| 5 |
Лестница шахтная, элементы, площадки, ограждения для резервуара с |
резервуар | 65,607 |
31,806 | 17,875 | 15,926 |
| понтоном |
т | 14,36 | 6,96 |
3,91 | 3,49 | |
|
6 | Днище и детали понтона | резервуар | 49,256 |
27,648 | 10,09 |
11,518 |
| т | 9,14 | 5,13 |
1,87 | 2,14 | ||
| 7 | Люки-лазы, люки световые и овальные, воротники для резервуара без | резервуар | 23,271 |
16,969 | 3,652 | 2,65 |
| понтона |
т | 36,42 | 26,55 |
5,72 | 4,15 | |
|
8 | Люк-лаз, люки световые и овальные, воротники к люкам для резервуара | резервуар |
27,596 | 20,103 |
4,293 | 3,2 |
|
с понтоном | т |
34,80 | 25,35 | 5,41 |
4,04 | |
| 9 |
Специальные отгрузочные приспособления для резервуара без понтона |
резервуар | 15,355 |
7,893 | 3,805 | 3,657 |
| т |
13,26 | 6,82 | 3,28 |
3,16 | ||
| 10 |
Специальные отгрузочные приспособления для резервуара с понтоном |
резервуар | 19,763 |
9,41 | 4,791 | 5,562 |
| т |
12,87 | 6,13 | 3,12 |
3,62 |
КАРТА 7
РВС вместимостью 2000 м3
| 1 | Днище (рулоном) | резервуар | 37,714 |
14,268 | 10,426 |
13,02 |
| т | 5,21 | 1,97 |
1,44 | 1,80 | ||
| 2 | Стенка(рулоном) |
резервуар | 91,841 |
27,119 | 19,851 | 44,871 |
| т |
3,94 | 1,16 | 0,85 |
1,93 | ||
| 3 |
Покрытие (щитами) |
резервуар | 107,017 |
38,649 | 26,868 | 41,50 |
| т |
13,21 | 4,77 | 3,32 |
5,12 | ||
| 4 |
Стойка центральная, кожух пригрузки | резервуар | 12,016 |
7,745 | 2,841 | 1,43 |
| т |
6,42 | 4,14 | 1,52 |
0,76 | ||
| 5 |
Лестница шахтная, детали лестницы, площадки, ограждения |
резервуар | 69,002 |
35,753 | 16,908 | 16,341 |
| т |
14,48 | 7,50 | 3,55 |
3,43 | ||
| 6 |
Люки, воротники | резервуар | 19,471 | 14,195 |
3,066 | 2,21 |
| т | 35,21 |
25,67 | 5,54 | 4,0 |
||
| 7 | Специальные отгрузочные приспособления |
резервуар | 18,922 |
9,488 | 4,801 | 4,633 |
| т |
15,04 | 7,54 | 3,82 |
3,68 |
РВСП вместимостью 2000 м3
| 1 | Днище (рулоном) |
резервуар | 37,714 |
14,268 | 10,426 | 13,02 |
| т |
5,21 | 1,97 | 1,44 |
1,80 | ||
| 2 |
Стенка(рулоном) | резервуар | 85,596 | 24,261 |
18,963 | 42,372 |
| т | 4,19 |
1,19 | 0,93 | 2,07 |
||
| 3 | Покрытие (щитами) | резервуар |
129,13 | 57,276 | 31,503 | 40,351 |
|
т | 11,11 | 4,93 |
2,71 | 3,47 | ||
|
4 | Лестница шахтная, детали лестницы, площадки, ограждения |
резервуар | 69,028 |
35,331 | 17,379 | 16,318 |
| т | 14,50 |
7,42 | 3,65 | 3,43 |
||
| 5 | Днище и детали понтона | резервуар |
79,512 | 41,922 | 14,713 | 22,877 |
|
т | 8,02 | 4,23 |
1,48 | 2,31 | ||
|
6 | Люки, воротники |
резервуар | 21,021 |
15,233 | 3,278 | 2,51 |
| т |
32,44 | 23,51 | 5,06 |
3,87 | ||
| 7 |
Специальные отгрузочные приспособления | резервуар | 22,356 | 11,021 |
5,229 | 6,106 |
| т | 10,70 |
5,28 | 2,50 | 2,92 |
РВСС вместимостью 2000 м3
| 1 | Днище (рулоном) | резервуар |
85,26 | 13,834 | 8,346 | 13,08 |
|
т | 5,08 | 2,0 |
1,20 | 1,88 | ||
|
2 | Стенка(рулоном) |
резервуар | 86,547 |
26,459 | 20,268 | 39,82 |
| т |
3,64 | 1,11 | 0,85 |
1,68 | ||
| 3 |
Покрытие (щитами) |
резервуар | 126,842 |
39,034 | 24,446 | 63,362 |
| т |
16,25 | 5,0 | 3,13 |
8,12 | ||
| 4 |
Стойка центральная, кожух пригрузки | резервуар | 8,693 |
6,044 | 2,129 | 0,52 |
| т |
4,9 | 3,40 | 1,20 |
0,3 | ||
| 5 |
Лестница шахтная, детали лестницы, площадки, ограждения |
резервуар | 69,002 |
35,753 | 16,908 | 16,341 |
| т |
14,47 | 7,5 | 3,55 |
3,42 | ||
| 6 |
Люки, воротники | резервуар | 17,807 | 13,054 |
2,873 | 1,88 |
| т | 44,85 |
32,88 | 7,23 | 4,74 |
||
| 7 | Специальные отгрузочные приспособления |
резервуар | 20,068 |
9,978 | 4,827 | 5,263 |
| т |
17,74 | 8,82 | 4,27 |
4,65 |
КАРТА 8
РВС вместимостью 3000 м3
| 1 | Днище (рулоном) | резервуар | 55,392 |
20,976 | 13,916 |
20,5 |
| т | 5,09 | 1,93 |
1,28 | 1,88 | ||
| 2 | Стенка(рулоном) |
резервуар | 121,542 |
37,97 | 25,0 | 58,572 |
| т |
3,49 | 1,09 | 0,72 |
1,68 | ||
| 3 |
Покрытие (щитами) |
резервуар | 163,63 |
62,332 | 39,607 | 61,691 |
| т |
11,41 | 4,35 | 2,76 |
4,30 | ||
| 4 |
Центральная стойка, кожух пригрузки | резервуар | 12,153 |
7,966 | 2,823 | 1,364 |
| т |
6,56 | 4,30 | 1,52 |
0,74 | ||
| 5 |
Лестница шахтная, детали лестницы, площадки, ограждения |
резервуар | 74,265 |
38,677 | 18,275 | 17,313 |
| т |
14,75 | 7,68 | 3,63 |
3,44 | ||
| 6 |
Люки, воротники | резервуар | 19,819 | 14,543 |
3,066 | 2,21 |
| т | 35,83 |
26,29 | 5,54 | 4,00 |
||
| 7 | Специальные отгрузочные приспособления |
резервуар | 24,799 |
12,485 | 6,11 | 6,204 |
| т |
16,03 | 8,07 | 3,95 |
4,01 |
РВСП вместимостью 3000 м3
| 1 | Днище (рулоном) |
резервуар | 55,392 |
20,976 | 13,916 | 20,5 |
| т |
5,09 | 1,93 | 1,28 |
1,88 | ||
| 2 |
Стенка(рулоном) | резервуар | 115,785 | 35,105 |
24,234 | 56,446 |
| т | 3,71 |
1,12 | 0,78 | 1,81 |
||
| 3 | Покрытие (щитами) | резервуар |
234,624 | 72,499 | 45,498 | 116,627 |
| т | 15,04 | 4,64 | 2,92 | 7,48 | ||
| 4 | Лестница шахтная, детали лестницы, площадки, ограждения | резервуар | 72,863 |
37,673 | 18,401 |
16,789 |
| т | 14,66 | 7,58 |
3,70 | 3,38 |
| 5 | Днище и детали понтона | резервуар | 127,952 | 71,826 |
18,379 | 37,747 |
| т | 8,68 |
4,87 | 1,25 | 2,56 |
||
| 6 | Люки, воротники | резервуар |
21,188 | 15,357 | 3,321 | 2,51 |
|
т | 30,70 | 22,25 |
4,81 | 3,64 | ||
|
7 | Специальные отгрузочные приспособления | резервуар | 34,256 | 17,422 |
8,97 | 7,864 |
| т | 12,33 |
6,27 | 3,23 | 2,83 |
||
| РВСС вместимостью 3000 м3 | ||||||
| 1 | Днище (рулоном) | резервуар |
45,618 | 20,41 | 12,798 | 12,41 |
|
т | 4,17 | 1,87 |
1,17 | 1,13 | ||
|
2 | Стенка(рулоном) |
резервуар | 122,685 |
37,767 | 25,288 | 59,63 |
| т |
3,58 | 1,10 | 0,74 |
1,74 | ||
| 3 |
Покрытие (щитами) |
резервуар | 186,369 |
70,025 | 38,972 | 77,372 |
| т |
13,95 | 5,24 | 2,92 |
5,79 | ||
| 4 |
Центральная стойка, кожух пригрузки | резервуар | 10,458 |
7,226 | 2,706 | 0,526 |
| т |
5,07 | 3,50 | 1,31 |
0,26 | ||
| 5 |
Лестница шахтная, детали лестницы, площадки, ограждения |
резервуар | 74,265 |
38,677 | 18,275 | 17,313 |
| т |
14,75 | 7,68 | 3,63 |
3,44 | ||
| 6 |
Люки, воротники | резервуар | 18,132 | 13,37 |
2,882 | 1,88 |
| т | 44,77 |
33,01 | 7,12 | 4,64 |
||
| 7 | Специальные отгрузочные приспособления |
резервуар | 21,961 |
10,857 | 5,141 | 5,963 |
| т |
17,9 | 8,85 | 4,19 |
4,86 | ||
Затраты труда на изготовление типопредставителей резервуаров, в чел.-часах
| № п/п |
Типопредставитель |
Масса типопредставителя | На измеритель |
Затраты труда, чел.-ч | |||
| Всего | из них для видов работ | ||||||
|
изготовление полуфабриката |
слесарно сборочные |
электросварочные | |||||
| КАРТА 9 | |||||||
|
РВС вместимостью 5000 м3 | |||||||
| 1 |
Днище (рулоном) | 15,762 |
резервуар | 70,586 |
23,726 | 16,974 | 29,886 |
| т | 4,48 | 1,51 |
1,08 | 1,89 | |||
| 2 | Стенка (рулоном) |
54,600 | резервуар |
175,006 | 52,538 | 38,729 | 83,739 |
| т | 3,20 |
0,96 | 0,71 | 1,53 |
|||
| 3 | Покрытие (щитами) | 21,614 |
резервуар | 228,955 |
94,513 | 57,711 | 76,731 |
| т | 10,59 | 4,37 |
2,67 | 3,55 | |||
| 4 | Лестницы, площадки, ограждения | 6,302 |
резервуар | 88,67 |
44,678 | 19,568 | 24,424 |
| т | 14,07 | 7,09 |
3,11 | 3,87 | |||
| 5 | Люк-лаз, люк световой, воротники к люкам | 0,732 |
резервуар | 23,539 |
17,143 | 3,746 | 2,65 |
| т |
32,16 | 23,42 | 5,12 | 3,62 | |||
| 6 |
Каркас | 1,932 |
резервуар | 14,768 |
6,074 | 4,87 | 3,824 |
| т |
7,64 | 3,14 | 2,52 | 1,98 | |||
| 7 |
Специальные отгрузочные приспособления | 1,578 |
резервуар | 25,372 |
13,971 | 6,075 | 5,326 |
| т | 16,08 | 8,85 |
3,85 | 3,38 | |||
|
Всего на резервуар | 102,52 | резервуар | 626,896 |
252,643 | 147,673 |
226,58 | |
|
т | 6,11 | 2,46 |
1,44 | 2,21 | |||
| РВСП вместимостью 5000 м3 1 | |||||||
| 1 | Днище (рулоном) | 15,762 | резервуар | 70,662 | 23,726 | 17,05 |
29,886 |
|
т | 4,48 | 1,51 |
1,08 | 1,89 | |||
|
2 | Стенка (рулоном) |
50,728 | резервуар |
144,798 | 35,476 | 41,233 | 68,089 |
| т | 2,85 |
0,7 | 0,81 | 1,34 |
|||
| 3 | Покрытие (щитами) | 21,614 |
резервуар | 229,285 |
94,513 | 58,041 | 76,731 |
| т | 10,61 | 4,37 |
2,69 | 3,55 | |||
| 4 | Лестница шахтная, детали лестницы, площадки, ограждения |
6,339 | резервуар |
89,586 | 44,817 | 20,265 | 24,504 |
| т | 14,13 |
7,07 | 3,20 | 3,86 |
|||
| 5 | Днище и детали понтона | 18,732 |
резервуар | 148,89 |
73,764 | 26,405 | 48,721 |
| т | 7,95 | 3,94 |
1,41 | 2,60 | |||
| 6 | Люк-лаз, люк световой, воротники к люкам | 0,865 |
резервуар | 26,976 |
19,41 | 4,366 | 3,2 |
| т |
31,18 | 22,43 | 5,05 | 3,70 | |||
| 7 |
Каркас | 1,932 |
резервуар | 15,088 |
6,074 | 5,19 | 3,824 |
| т |
7,80 | 3,14 | 2,69 | 1,97 | |||
| 8 |
Специальные отгрузочные приспособления | 2,062 |
резервуар | 30,156 |
15,38 | 7,06 | 7,716 |
| т |
14,62 | 7,46 | 3,42 | 3,74 | |||
|
Всего на резервуар | 118,034 | резервуар | 755,441 |
313,16 | 179,61 |
262,671 | |
|
т | 6,40 | 2,65 |
1,52 | 2,23 | |||
| РВСС вместимостью 5000 м3 | |||||||
| 1 | Днище (рулоном) | 18,212 |
резервуар | 80,036 |
29,46 | 17,61 | 32,966 |
| т | 4,39 | 1,61 |
0,97 | 1,81 | |||
| 2 | Стенка (рулоном) |
47,619 | резервуар |
142,734 | 39,783 | 28,957 | 73,994 |
| т | 3,0 |
0,84 | 0,61 | 1,55 |
|||
| 3 | Покрытие (щитами) | 22,745 |
резервуар | 251,128 |
94,89 | 54,278 | 101,96 |
| т | 11,04 | 4,17 |
2,39 | 4,48 | |||
| 4 | Стойка центральная, кожух пригрузки | 3,987 |
резервуар | 21,359 |
9,642 | 6,237 | 5,48 |
| т |
5,35 | 2,42 | 1,56 | 1,37 | |||
| 5 |
Лестницы, площадки, ограждения |
5,245 | резервуар |
77,467 | 40,65 | 18,355 | 18,462 |
| т | 14,77 |
7,75 | 3,50 | 3,52 |
|||
| 6 | Люк-лаз, люк световой, воротники к люкам |
0,525 | резервуар |
21,592 | 15,51 | 3,194 | 2,888 |
| т | 41,12 |
29,54 | 6,08 | 5,50 |
|||
| 7 | Специальные отгрузочные приспособления |
2,653 | резервуар |
41,787 | 20,708 | 9,476 | 11,603 |
| т | 15,75 |
7,81 | 3,57 | 4,37 |
|||
| Всего на резервуар | 100,986 | резервуар |
636,103 | 250,643 |
138,107 | 247,353 | |
| т | 6,30 |
2,48 | 1,37 | 2,45 | |||
|
№ п/п |
Типопредставитель конструктивный измеритель | На измеритель | Затраты труда в чел.-ч | |||
| всего | из них для видов работ |
|||||
| изготовление полуфабрикатов |
слесарно-сборочные |
электросварочные | ||||
| КАРТА 10 | ||||||
|
РВС вместимостью 10000 м3 |
||||||
| 1 |
Днище (рулоном) | резервуар | 90,594 | 33,088 |
19,714 | 37,792 |
| т | 4,18 |
1,52 | 0,91 | 1,75 |
||
| 2 | Окрайки днища | резервуар | 14,32 |
9,52 | 2,96 | 1,84 |
| т |
1,67 | 1,11 | 0,35 |
0,21 | ||
| 3 |
Корпус | резервуар |
317,226 | 79,365 | 59,448 | 178,413 |
| т |
2,60 | 0,65 | 0,49 |
1,46 | ||
| 4 |
Покрытие (щитами) |
резервуар | 484,446 |
180,557 | 94,833 | 209,056 |
| т |
13,91 | 5,18 | 2,72 |
6,00 | ||
| 5 |
Опорное кольцо | резервуар | 86,265 | 29,05 |
16,783 | 40,432 |
| т | 9,50 |
3,19 | 1,85 | 4,45 |
||
| 6 | Лестницы, площадки, ограждения |
резервуар | 97,454 |
50,491 | 22,286 | 24,677 |
| т |
12,37 | 6,41 | 2,83 |
3,13 | ||
| 7 |
Люки, лазы, воротники |
резервуар | 23,219 |
16,947 | 3,222 | 3,05 |
| т |
28,91 | 21,10 | 4,01 |
3,79 | ||
| 8 |
Каркас для наворачивания |
резервуар | 76,135 |
28,078 | 27,20 | 20,857 |
| т |
7,76 | 2,86 | 2,77 |
2,12 | ||
| 9 |
Специальные отгрузочные приспособления | резервуар | 68,432 | 36,217 |
17,597 | 14,618 |
| т | 15,88 |
8,41 | 4,08 | 3,39 |
||
| 10 | Всего на резервуар | резервуар |
1258,091 | 463,313 |
264,043 | 530,735 |
| т | 5,75 |
2,12 | 1,21 | 2,42 |
РВСП вместимостью 10000 м3
| 1 | Днище (рулоном) | резервуар |
90,748 | 33,088 | 19,868 | 37,792 |
|
т | 4,19 | 1,53 |
0,92 | 1,74 | ||
|
2 | Окрайки днища |
резервуар | 14,32 |
9,52 | 2,96 | 1,84 |
| т |
1,67 | 1,11 | 0,35 |
0,21 | ||
| 3 |
Корпус | резервуар |
261,765 | 62,952 | 59,397 | 139,416 |
| т | 2,47 | 0,59 | 0,56 | 1,32 | ||
| 4 | Покрытие (щитами) |
резервуар | 484,446 |
180,557 | 94,833 | 209,056 |
| т |
13,91 | 5,19 | 2,72 |
6,00 | ||
| 5 |
Опорное кольцо | резервуар | 85,915 | 29,05 |
16,433 | 40,432 |
| т | 9,46 |
3,20 | 1,81 | 4,45 |
||
| 6 | Лестницы, площадки, ограждения |
резервуар | 100,581 |
52,72 | 22,472 | 25,389 |
| т |
12,63 | 6,62 | 2,82 |
3,19 | ||
| 7 |
Днище и детали понтона |
резервуар | 237,403 |
116,263 | 42,885 | 78,255 |
| т |
7,31 | 3,58 | 1,32 |
2,41 | ||
| 8 |
Люки-лазы, воротники |
резервуар | 26,682 |
19,231 | 3,851 | 3,6 |
| т |
28,23 | 20,35 | 4,08 |
3,80 | ||
| 9 |
Каркасы | резервуар |
91,058 | 34,01 | 32,39 | 24,658 |
|
т | 7,75 | 2,89 |
2,76 | 2,10 | ||
|
10 | Специальные отгрузочные приспособления | резервуар | 83,355 | 44,822 |
21,629 | 16,904 |
| т | 13,86 |
7,46 | 3,59 | 2,81 |
||
| Всего на резервуар | резервуар | 1476,273 | 582,213 | 316,718 |
577,342 | |
| т | 6,17 | 2,44 |
1,32 | 2,41 |
РВСС вместимостью 10000 м3
| 1 | Днище (рулоном) | резервуар | 131,94 |
44,588 | 25,296 |
62,056 |
| т | 4,15 | 1,40 |
0,80 | 1,95 | ||
| 2 | Окрайки днища |
резервуар | 16,128 |
10,656 | 3,33 | 2,142 |
| т |
1,73 | 1,14 | 0,36 |
0,23 | ||
| 3 |
Корпус | резервуар |
210,39 | 45,334 | 44,176 | 120,88 |
|
т | 2,53 | 0,55 |
0,53 | 1,45 | ||
|
4 | Покрытие (щитами) |
резервуар | 640,7 |
209,882 | 157,485 | 273,333 |
| т |
12,65 | 4,14 | 3,11 |
5,40 | ||
| 5 |
Опорное кольцо | резервуар | 93,728 | 35,088 |
21,68 | 36,96 |
| т |
9,35 | 3,50 | 2,16 | 3,69 | ||
| 6 |
Лестницы, площадки, ограждения |
резервуар | 79,571 |
42,887 | 18,111 | 18,573 |
| т |
14,07 | 7,58 | 3,20 |
3,29 | ||
| 7 |
Люки, воротники люков |
резервуар | 18,599 |
13,444 | 2,545 | 2,61 |
| т |
29,71 | 21,47 | 4,07 |
4,17 | ||
| 8 |
Каркас для наворачивания |
резервуар | 38,455 |
14,687 | 12,838 | 10,93 |
| т |
8,78 | 3,35 | 2,93 |
2,50 | ||
| 9 |
Специальные отгрузочные приспособления | резервуар | 65,033 | 32,298 |
16,972 | 15,763 |
| т | 17,90 |
8,89 | 4,67 | 4,34 |
||
| 10 | Всего на резервуар | резервуар |
1294,544 | 448,864 |
302,433 | 543,247 |
| т | 6,50 |
2,25 | 1,52 | 2,73 |
| Затраты труда в чел.-часах | |||||||
| № п/п |
Типопредставитель конструктивный измеритель | Масса типопредставителя | На измеритель | всего |
из изготовление | них для видов рабо | т |
| 6 + 7 + 8 |
полуфабриката |
слесарно- vJlvvClUllU сборочные | электросварочные | ||||
| КАРТА 11 |
|||||||
| РВС вместимостью 20000 м3 | |||||||
| 1 | Днище (рулоном) | 53,112 |
резервуар | 193,85 |
67,454 | 34,284 | 92,12 |
| т | 3,64 | 1,27 |
0,64 | 1,73 | |||
| 2 | Окрайки днища | 12,960 | резервуар | 21,456 |
13,08 | 4,464 |
3,912 |
|
т | 1,65 | 1,01 |
0,34 | 0,30 | |||
|
3 | Стенка(рулоном) |
216,695 | резервуар |
434,46 | 139,972 | 77,608 | 216,88 |
| т | 2,0 |
0,64 | 0,36 | 1,0 |
|||
| 4 | Покрытие (щитами) | 76,214 |
резервуар | 947,18 |
298,901 | 208,38 | 439,9 |
| т | 12,42 | 3,92 |
2,73 | 5,77 | |||
| 5 | Опорное кольцо |
16,974 | резервуар |
165,79 | 61,392 | 31,92 | 72,48 |
| т | 9,76 |
3,61 | 1,88 | 4,27 |
|||
| 6 | Лестницы, площадки, ограждения | 8,618 | резервуар | 103,77 |
55,273 | 23,035 |
25,46 |
|
т | 12,04 | 6,41 |
2,67 | 2,96 | |||
|
7 | Люки, воротники |
0,817 | резервуар |
19,695 | 14,768 | 2,237 | 2,70 |
| т | 24,10 |
18,06 | 2,74 | 3,30 |
|||
| 8 | Каркас для наворачивания | 15,675 |
резервуар | 121,86 |
45,367 | 43,395 | 33,096 |
| т | 7,77 | 2,89 |
2,77 | 2,11 | |||
| 9 | Упаковка | 6,706 |
резервуар | 114,39 |
58,647 | 27,7 | 28,046 |
| т | 17,05 | 8,74 |
4,13 | 4,18 | |||
| 10 | Всего на резервуар |
407,78 | резервуар |
2122,5 | 754,85 | 453,04 | 914,6 |
| т | 5,20 |
1,85 | 1,11 | 2,24 |
|||
| РВСП вместимостью 20000 м3 | |||||||
| 1 |
Днище (рулоном) | 53,112 |
резервуар | 193,85 |
67,454 | 34,284 | 92,12 |
| т | 3,65 | 1,27 |
0,65 | 1,73 | |||
| 2 | Окрайки днища | 12,960 | резервуар | 21,456 |
13,08 | 4,464 |
3,912 |
| 1,65 | 1,01 |
0,34 | 0,30 | ||||
| 3 | Стенка(рулоном) |
189,864 | резервуар |
409,87 | 123,316 | 77,608 | 208,95 |
| т | 2,15 |
0,64 | 0,41 | 1,10 |
|||
| 4 | Покрытие (щитами) | 76,204 |
резервуар | 947,18 |
298,901 | 208,38 | 439,9 |
|
12,42 | 3,92 | 2,73 |
5,77 | ||||
| 5 | Опорное кольцо | 16,974 | резервуар |
165,79 | 61,392 |
31,92 | 72,48 |
| т | 9,76 |
3,61 | 1,88 | 4,27 | |||
| 6 | Лестницы, площадки, ограждения | 8,678 | резервуар | 101,69 |
55,224 | 21,147 |
25,32 |
|
т | 11,71 | 6,36 |
2,44 | 2,91 | |||
|
7 | Днище и детали понтона | 58,268 | резервуар |
355,03 | 168,039 |
71,163 | 115,83 |
| 6,09 |
2,88 | 1,22 | 1,99 |
||||
| 8 | Люки, воротники | 1,044 |
резервуар | 27,975 |
19,958 | 4,217 | 3,80 |
| т |
26,79 | 19,11 | 4,04 | 3,64 | |||
| 9 |
Каркасы для наворачивания |
17,607 | резервуар |
136,82 | 51,441 | 48,585 | 36,795 |
| т | 7,77 |
2,92 | 2,76 | 2,09 |
|||
| 10 | Упаковка |
8,567 | резервуар |
128,51 | 64,978 | 32,636 | 30,895 |
| т | 15,0 |
7,58 | 3,81 | 3,61 |
|||
| Всего на резервуар | 443,29 | резервуар |
248,82 | 923,78 |
534,42 | 1030,0 | |
| т | 5,61 |
2,08 | 1,21 | 2,32 |
РВСС вместимостью 20000 м3
| 1 |
Днище (рулоном) | 77,482 | резервуар | 282,47 |
103,914 | 44,952 |
133,6 |
|
т | 3,64 | 1,34 |
0,58 | 1,72 | |||
|
2 | Окрайки днища |
14,800 | резервуар |
22,314 | 13,625 | 4,464 | 4,225 |
| т | 1,50 |
0,92 | 0,30 | 0,28 |
|||
| 3 |
Стенка(рулоном) | 150,962 |
резервуар | 301,11 |
102,634 | 46,785 | 151,69 |
| т | 1,99 | 0,67 |
0,31 | 1,01 | |||
| 4 | Покрытие (щитами) |
108,777 | резервуар |
1492,6 | 459,797 | 352,61 | 680,19 |
| т | 13,72 |
4,23 | 3,24 | 6,25 |
|||
| 5 | Опорное кольцо | 20,424 |
резервуар | 137,23 |
44,712 | 28,104 | 64,416 |
| т | 6,71 | 2,18 |
1,38 | 3,15 | |||
| 6 | Лестницы, площадки, ограждения | 6,395 |
резервуар | 83,92 |
47,669 | 16,45 | 19,801 |
| т | 13,12 | 7,45 |
2,57 | 3,10 | |||
| 7 | Люки, воротники |
0,670 | резервуар |
18,705 | 13,508 | 2,587 | 2,61 |
| т | 27,91 |
20,16 | 3,86 | 3,89 |
|||
| 8 | Каркасы для наворачивания | 8,750 |
резервуар | 69,922 |
29,658 | 18,028 | 22,236 |
| т | 7,99 | 3,39 |
2,06 | 2,54 | |||
| 9 | Упаковка | 3,338 |
резервуар | 56,728 |
35,632 | 12,923 | 8,173 |
| т | 16,99 | 10,67 |
3,87 | 2,45 | |||
|
Всего на резервуар | 391,60 | резервуар | 2465,0 |
851,150 | 526,9 |
1086,9 | |
|
т | 6,29 | 2,17 |
1,35 | 2,77 |
КАРТА 12
РФК вместимостью 30000 м3
| 1 |
Стенка(рулоном) |
резервуар | 473,356 |
167,00 | 85,416 | 220,94 | |
| т | 1,99 | 0,7 |
0,36 | 0,93 | |||
| 2 | Днище (рулоном) |
резервуар | 451,394 |
160,592 | 69,98 | 220,822 | |
| т | 3,01 | 1,07 |
0,47 | 1,47 | |||
| 3 | Окрайки днища |
резервуар | 37,216 |
20,352 | 10,336 | 6,528 | |
| т | 1,53 | 0,84 |
0,42 | 0,27 | |||
| 4 | Опорное кольцо |
резервуар | 158,889 |
61,421 | 35,056 | 62,412 | |
| т | 5,12 | 1,98 |
1,13 | 2,01 | |||
| 5 | Покрытие (щитами) | резервуар | 2007,599 |
747,12 | 494,296 | 766,183 | |
| т | 7,99 | 2,97 |
1,97 | 3,05 | |||
| 6 | Лестницы, площадки, ограждения | резервуар | 199,024 | 90,246 |
42,993 | 65,785 |
|
т | 18,89 | 8,57 |
4,08 | 6,24 | |||
|
7 | Люк-лаз, люки световые и овальные | резервуар | 51,978 | 23,536 |
12,856 | 15,586 | |
| т | 23,07 |
10,44 | 5,71 | 6,92 | |||
| 8 | Упаковка (контейнеры, хомуты) |
резервуар | 302,969 |
120,283 | 89,22 | 93,466 | |
| т | 9,58 | 3,80 |
2,82 | 2,96 | |||
| 9 | Всего на резервуар | резервуар | 3682,425 |
1390,55 | 840,153 |
1451,722 | |
|
т | 4,98 | 1,88 |
1,14 | 1,96 |
НОРМАТИВЫ ЗАТРАТ ТРУДА НА ИЗГОТОВЛЕНИЕ ВЕРТИКАЛЬНЫХ РЕЗЕРВУАРОВ В СБОРЕ
Карты 13 - 16
| № п/п | Т ипопредставитель | На измеритель | Затраты труда, чел.-ч | |||
|
Всего | из них для видов работ | |||||
| изготовление полуфабриката |
слесарно-сборочные |
электросварочные | ||||
|
В комплект включены: стенка и днище, поставляемые в рулонах, щиты покрытия, стойка центральная, лестница, площадки и ограждения. | ||||||
| КАРТА 13 |
||||||
| 1 |
Резервуар РВС и РВСС вместимостью 100 м3 | резервуар |
74,906 | 33,507 | 21,12 | 20,279 |
|
м3 | 0,749 |
0,335 | 0,211 | 0,203 |
||
| т |
13,20 | 5,91 | 3,72 |
3,57 | ||
| 2 |
Резервуар РВС и РВСС вместимостью 200 м3 | резервуар |
92,676 | 41,696 | 25,417 | 25,563 |
|
м3 | 0,463 |
0,208 | 0,127 | 0,128 |
||
| т |
11,16 | 5,02 | 3,06 |
3,08 | ||
| 3 |
Резервуар РВС и РВСС вместимостью 300 м3 | резервуар |
113,955 | 51,014 | 29,012 | 33,929 |
|
м3 | 0,380 |
0,170 | 0,096 | 0,113 |
||
| т |
9,85 | 4,41 | 2,51 |
2,93 | ||
| 4 |
Резервуар РВС и РВСС вместимостью 400 м3 | резервуар |
127,882 | 56,81 | 30,893 | 40,179 |
|
м3 | 0,319 |
0,142 | 0,077 | 0,10 |
||
| т |
9,45 | 4,20 | 2,28 |
2,97 | ||
| 5 |
Резервуар РВС и РВСС вместимостью 700 м3 | резервуар |
176,89 | 72,339 | 43,567 | 60,984 |
|
м3 | 0,252 |
0,103 | 0,062 | 0,087 |
||
| т |
9,20 | 3,76 | 2,27 |
3,17 | ||
| 6 |
Резервуар РВС и РВСС вместимостью 1000 м3 | резервуар |
217,149 | 88,584 | 51,032 | 77,533 |
|
м3 | 0,217 |
0,088 | 0,051 | 0,078 |
||
| т |
9,07 | 3,70 | 2,13 |
3,24 | ||
| 7 |
Резервуар РВС вместимостью 2000 м3 | резервуар | 317,59 |
123,534 | 76,894 |
117,162 |
|
м3 | 0,159 |
0,062 | 0,038 | 0,059 |
||
| т |
7,02 | 2,73 | 1,70 |
2,59 | ||
| 8 |
Резервуар РВСС вместимостью 2000 м3 | резервуар |
326,344 | 121,124 | 72,097 | 133,123 |
| м3 | 0,163 |
0,060 | 0,036 | 0,067 |
||
| т |
7,24 | 2,69 | 1,60 |
2,95 | ||
| 9 |
Резервуар РВС вместимостью 3000 м3 | резервуар | 426,982 | 167,921 | 99,621 |
159,44 |
|
м3 | 0,142 |
0,056 | 0,033 | 0,053 |
||
| т |
6,38 | 2,51 | 1,49 |
2,38 | ||
| 10 |
Резервуар РВСС вместимостью 3000 м3 | резервуар |
439,395 | 174,105 | 98,039 | 167,251 |
| м3 | 0,146 |
0,058 | 0,033 | 0,055 |
||
| т | 6,69 |
2,65 | 1,49 | 2,55 |
||
| 11 | Резервуар РВС вместимостью 5000 м3 |
резервуар | 563,217 |
215,455 | 132,982 | 214,78 |
| м3 | 0,113 | 0,043 |
0,027 | 0,043 | ||
| т | 5,73 |
2,19 | 1,35 | 2,19 |
||
| 12 | Резервуар РВСС вместимостью 5000 м3 |
резервуар | 572,724 |
214,425 | 125,437 | 232,862 |
| м3 | 0,115 | 0,043 |
0,025 | 0,047 | ||
| т | 5,85 |
2,19 | 1,28 | 2,38 |
||
| 13 | Резервуар РВС вместимостью 10000 м3 |
резервуар | 1090,305 |
382,071 | 216,024 | 492,21 |
| м3 | 0,109 | 0,038 |
0,022 | 0,049 | ||
| т | 5,34 |
1,87 | 1,06 | 2,41 |
||
| 14 | Резервуар РВСС вместимостью 10000 м3 |
резервуар | 1172,457 |
388,435 | 270,078 | 513,944 |
| м3 | 0,117 | 0,039 |
0,027 | 0,051 | ||
| т | 6,15 |
2,04 | 1,41 | 2,70 |
||
| 15 | Резервуар РВС вместимостью 20000 м3 |
резервуар | 1866,6 |
636,07 | 379,7 | 850,75 |
| м3 | 0,093 | 0,032 |
0,019 | 0,042 | ||
| т | 4,85 |
1,65 | 0,99 | 2,21 |
||
| 16 | Резервуар РВСС вместимостью 20000 м3 |
резервуар | 2319,6 |
772,35 | 493,36 | 1053,9 |
| м3 | 0,115 | 0,038 |
0,024 | 0,053 | ||
| т | 6,12 |
2,04 | 1,30 | 2,78 |
||
| 17 | Резервуар РФК вместимостью 30000 м3 |
резервуар | 3327,478 |
1246,731 | 738,077 | 1342,67 |
| м3 | 0,111 | 0,041 |
0,025 | 0,045 | ||
| т | 4,72 |
1,77 | 1,05 | 1,90 |
КАРТА 14
В комплект включены: стенка и днище, поставляемые в рулонах, щиты покрытия, центральная стойка, лестницы, площадки и ограждения, люки-лазы, люки световые, каркасы-барабаны, специальные отгрузочные приспособления.
| 1 | Резервуар РВС и РВСС вместимостью 100 м3 |
резервуар | 111,374 |
51,621 | 32,781 | 26,972 |
| м3 | 1,113 | 0,516 |
0,328 | 0,269 | ||
| т | 13,83 |
6,41 | 4,07 | 3,35 |
||
| 2 | Резервуар РВС и РВСС вместимостью 200 м3 |
резервуар | 129,144 |
59,81 | 37,078 | 32,256 |
| м3 | 0,645 | 0,299 |
0,185 | 0,161 | ||
| т | 12,09 |
5,60 | 3,47 | 3,02 |
||
| 3 | Резервуар РВС и РВСС вместимостью 300 м3 |
резервуар | 136,127 |
64,505 | 33,284 | 38,338 |
| м3 | 0,454 | 0,215 |
0,111 | 0,128 | ||
| т | 10,949 |
5,188 | 2,677 | 3,084 |
||
| 4 | Резервуар РВС и РВСС вместимостью 400 м3 |
резервуар | 150,27 |
70,473 | 35,209 | 44,588 |
| м3 | 0,375 | 0,176 |
0,088 | 0,111 | ||
| т | 10,42 |
4,89 | 2,44 | 3,09 |
||
| 5 | Резервуар РВС и РВСС вместимостью 700 м3 |
резервуар | 201,419 |
87,303 | 48,556 | 65,56 |
| м3 | 0,288 | 0,125 |
0,069 | 0,094 | ||
| т | 9,90 |
4,29 | 2,39 | 3,22 |
||
| 6 | Резервуар РВС и РВСС вместимостью 1000 м3 |
резервуар | 255,775 |
113,446 | 58,489 | 83,84 |
| м3 | 0,255 | 0,113 |
0,058 | 0,084 | ||
| т | 9,94 |
4,41 | 2,27 | 3,26 |
||
| 7 | Резервуар РВС вместимостью 2000 м3 |
резервуар | 355,983 |
147,217 | 84,761 | 124,005 |
| м3 | 0,178 | 0,074 |
0,042 | 0,062 | ||
| т | 7,57 |
3,13 | 1,80 | 2,64 |
| 8 | Резервуар РВСС вместимостью 2000 м3 | резервуар |
364,219 | 144,156 | 79,797 | 140,266 |
| м3 | 0,182 |
0,072 | 0,040 | 0,070 |
||
| т |
7,82 | 3,10 | 1,71 |
3,01 | ||
| 9 |
Резервуар РВС вместимостью 3000 м3 | резервуар | 471,6 |
194,949 | 108,797 |
167,854 |
|
м3 | 0,157 |
0,065 | 0,036 | 0,056 |
||
| т |
6,84 | 2,83 | 1,58 |
2,43 | ||
| 10 |
Резервуар РВСС вместимостью 3000 м3 | резервуар |
479,488 | 198,332 | 106,062 | 175,094 |
| м3 | 0,159 |
0,066 | 0,035 | 0,058 |
||
| т |
7,13 | 2,95 | 1,58 |
2,60 | ||
| 11 |
Резервуар РВС вместимостью 5000 м3 | резервуар | 626,896 | 252,643 | 147,673 |
226,58 |
|
м3 | 0,125 |
0,051 | 0,029 | 0,045 |
||
| т |
6,11 | 2,46 | 1,44 |
2,21 | ||
| 12 |
Резервуар РВСС вместимостью 5000 м3 | резервуар |
636,103 | 250,643 | 138,107 | 247,353 |
| м3 | 0,127 |
0,050 | 0,028 | 0,049 |
||
| т |
6,30 | 2,48 | 1,37 |
2,45 | ||
| 13 |
Резервуар РВС вместимостью 10000 м3 | резервуар | 1258,091 | 463,313 | 264,043 |
530,735 |
|
м3 | 0,125 |
0,046 | 0,026 | 0,053 |
||
| т |
5,75 | 2,12 | 1,21 |
2,42 | ||
| 14 |
Резервуар РВСС вместимостью 10000 м3 | резервуар |
1294,544 | 448,864 | 302,433 | 543,247 |
| м3 | 0,128 |
0,044 | 0,030 | 0,054 |
||
| т |
6,50 | 2,25 | 1,52 |
2,73 | ||
| 15 |
Резервуар РВС вместимостью 20000 м3 | резервуар | 2122,5 | 754,85 | 453,04 |
914,6 |
|
м3 | 0,106 |
0,038 | 0,023 | 0,045 |
||
| т |
5,20 | 1,85 | 1,11 |
2,24 | ||
| 16 |
Резервуар РВСС вместимостью 20000 м3 | резервуар |
2465,0 | 851,15 | 526,9 | 1086,9 |
|
м3 | 0,123 |
0,043 | 0,026 | 0,054 |
||
| т |
6,29 | 2,17 | 1,35 |
2,77 | ||
| 17 |
Резервуар РФК вместимостью 30000 м3 | резервуар | 3682,425 | 1390,55 | 840,153 |
1451,722 |
|
м3 | 0,122 |
0,046 | 0,028 | 0,048 |
||
| т |
4,98 | 1,88 | 1,14 |
1,96 |
КАРТА 15
В комплект включены: стенка и днище, поставляемые в рулонах, щиты и покрытия, стойка центральная, лестницы, площадки и ограждения, днище и детали понтона
| 1 |
Резервуар РВСП и РВССП вместимостью 100 м3 | резервуар |
103,57 | 50,411 | 27,006 | 26,153 |
|
м3 | 1,036 |
0,504 | 0,270 | 0,262 |
||
| т |
13,80 | 6,72 | 3,60 |
3,48 | ||
| 2 |
Резервуар РВСП и РВССП вместимостью 200 м3 | резервуар |
127,788 | 61,098 | 33,441 | 33,249 |
|
м3 | 0,638 |
0,305 | 0,167 | 0,166 |
||
| т |
11,71 | 5,60 | 3,06 |
3,05 | ||
| 3 |
Резервуар РВСП и РВССП вместимостью 300 м3 | резервуар |
151,592 | 73,231 | 36,654 | 41,707 |
|
м3 | 0,505 |
0,244 | 0,122 | 0,139 |
||
| т |
10,34 | 5,00 | 2,50 |
2,84 | ||
| 4 |
Резервуар РВСП и РВССП вместимостью 400 м3 | резервуар |
173,424 | 83,131 | 41,209 | 49,084 |
|
м3 | 0,434 |
0,208 | 0,103 | 0,123 |
||
| т |
10,01 | 4,80 | 2,38 |
2,83 | ||
| 5 |
Резервуар РВСП и РВССП вместимостью 700 м3 | резервуар |
225,063 | 100,568 | 52,745 | 71,75 |
|
м3 | 0,322 |
0,144 | 0,075 | 0,103 |
| т | 9,34 |
4,172 | 2,19 | 2,98 |
||
| 6 | Резервуар РВСП и РВССП вместимостью 1000 м3 |
резервуар | 266,19 |
115,775 | 61,294 | 89,121 |
| м3 | 0,266 | 0,116 |
0,061 | 0,089 | ||
| т | 9,08 |
3,95 | 2,09 | 3,04 |
||
| 7 | Резервуар РВСП вместимостью 2000 м3 |
резервуар | 400,98 |
173,058 | 92,984 | 134,938 |
| м3 | 0,200 | 0,087 |
0,046 | 0,067 | ||
| т | 7,43 |
3,21 | 1,72 | 2,50 |
||
| 8 | Резервуар РВСП вместимостью 3000 м3 |
резервуар | 606,616 |
238,079 | 120,428 | 248,109 |
| м3 | 0,202 | 0,079 |
0,040 | 0,083 | ||
| т | 7,84 |
3,07 | 1,56 | 3,21 |
||
| 9 | Резервуар РВСП вместимостью 5000 м3 |
резервуар | 683,221 |
272,296 | 162,994 | 247,931 |
| м3 | 0,136 | 0,054 |
0,033 | 0,049 | ||
| т | 6,04 |
2,41 | 1,44 | 2,19 |
||
| 10 | Резервуар РВСП вместимостью 10000 м3 |
резервуар | 1275,178 |
484,15 | 258,848 | 532,18 |
| м3 | 0,127 | 0,048 |
0,026 | 0,053 | ||
| т | 5,78 |
2,19 | 1,18 | 2,41 |
||
| 11 | Резервуар РВСП вместимостью 20000 м3 |
резервуар | 2194,9 |
787,4 | 448,97 | 958,51 |
| м3 | 0,109 | 0,039 |
0,022 | 0,048 | ||
| т | 5,37 |
1,89 | 1,08 | 2,30 |
КАРТА 16
В комплект включены: стенка и днище, поставляемые в рулонах, щиты покрытия, стойка центральная, лестницы, площадки, ограждения, днище и детали понтона, люки-лазы, люки световые, каркасы-барабаны, специальные отгрузочные приспособления
|
1 | Резервуар РВСП и РВССП вместимостью 100 м3 |
резервуар | 148,416 |
74,492 | 40,02 | 33,904 |
| м3 | 1,484 | 0,745 |
0,40 | 0,339 | ||
| т | 14,57 |
7,31 | 3,93 | 3,33 |
||
| 2 | Резервуар РВСП и РВССП вместимостью 200 м3 |
резервуар | 172,634 |
85,179 | 46,455 | 41,000 |
| м3 | 0,863 | 0,426 |
0,232 | 0,205 | ||
| т | 12,70 |
6,27 | 3,42 | 3,01 |
||
| 3 | Резервуар РВСП и РВССП вместимостью 300 м3 |
резервуар | 184,297 |
93,405 | 43,273 | 47,619 |
| м3 | 0,614 | 0,311 |
0,144 | 0,159 | ||
| т | 11,49 |
5,82 | 2,70 | 2,97 |
||
| 4 | Резервуар РВСП и РВССП вместимостью 400 м3 |
резервуар | 206,268 |
103,38 | 47,89 | 54,996 |
| м3 | 0,515 | 0,258 |
0,120 | 0,137 | ||
| т | 10,99 |
5,51 | 2,55 | 2,93 |
||
| 5 | Резервуар РВСП и РВССП вместимостью 700 м3 |
резервуар | 257,451 |
119,616 | 59,651 | 78,184 |
| м3 | 0,368 | 0,171 |
0,085 | 0,112 | ||
| т | 9,92 |
4,61 | 2,30 | 3,01 |
||
| 6 | Резервуар РВСП и РВССП вместимостью 1000 м3 |
резервуар | 313,549 |
145,288 | 70,378 | 97,883 |
| м3 | 0,313 | 0,145 |
0,070 | 0,098 | ||
| т | 9,90 |
4,59 | 2,22 | 3,09 |
||
| 7 | Резервуар РВСП вместимостью 2000 м3 |
резервуар | 444,357 |
199,312 | 101,491 | 143,554 |
| м3 | 0,222 | 0,099 |
0,051 | 0,072 | ||
| т | 7,83 |
3,51 | 1,79 | 2,53 |
||
| 8 | Резервуар РВСП вместимостью 3000 м3 |
резервуар | 662,06 |
270,858 | 132,719 | 258,483 |
| м3 | 0,220 | 0,090 |
0,044 | 0,086 | ||
| т | 8,18 |
3,35 | 1,64 | 3,19 |
| 9 | Резервуар РВСП вместимостью 5000 м3 | резервуар |
755,441 | 313,16 | 179,61 | 262,671 |
| м3 | 0,151 |
0,063 | 0,036 | 0,052 |
||
| т |
6,40 | 2,65 | 1,52 |
2,23 | ||
| 10 |
Резервуар РВСП вместимостью 10000 м3 | резервуар |
1476,273 | 582,213 | 316,718 | 577,342 |
| м3 | 0,147 |
0,058 | 0,032 | 0,057 |
||
| т |
6,17 | 2,43 | 1,33 |
2,41 | ||
| 11 |
Резервуар РВСП вместимостью 20000 м3 | резервуар |
2488,2 | 923,78 | 534,42 | 1030,0 |
|
м3 | 0,124 |
0,046 | 0,027 | 0,051 |
||
| т |
5,61 | 2,08 | 1,21 |
2,32 |
1. Введение
2. Технологический процесс на заводах резервуарных металлоконструкций (ЗРМК),
применяемое оборудование, инструмент и приспособления, применяемые при
разработке нормативов
3. Организация труда на ЗРМК
4. Методические положения, принятые при разработке нормативов
Таблица 1 Масса (в тоннах) конструктивных элементов и резервуаров в сборе, принятых при расчете нормативов затрат труда производственных рабочих Таблица 2 Общая и поэлементная масса металлоконструкций вертикальных
резервуаров для хранения нефтепродуктов для РВС, РВСП вместимостью 100 м-Таблица 3 Общая и поэлементная масса металлоконструкций вертикальных
3
резервуаров для хранения нефтепродуктов для РВС, РВСП вместимостью 200 м-Таблица 4 Общая и поэлементная масса металлоконструкций вертикальных
3
резервуаров для хранения нефтепродуктов для РВС, РВСП вместимостью 300 м-Таблица 5 Общая и поэлементная масса металлоконструкций вертикальных
3
резервуаров для хранения нефтепродуктов для РВС, РВСП вместимостью 400 м-Таблица 6 Общая и поэлементная масса металлоконструкций вертикальных
3
резервуаров для хранения нефтепродуктов для РВС, РВСП вместимостью 700 м-Таблица 7 Общая и поэлементная масса металлоконструкций вертикальных
3
резервуаров для хранения нефтепродуктов для РВС, РВСП, вместимостью 1000 м-Таблица 8 Общая и поэлементная масса металлоконструкций вертикальных
резервуаров для хранения нефтепродуктов для РВС, РВСП, РВСС вместимостью 2000 м3
Таблица 9 Общая и поэлементная масса металлоконструкций вертикальных
резервуаров для хранения нефтепродуктов для РВС, РВСП, РВСС вместимостью
3000 м3
Таблица 10 Общая и поэлементная масса металлоконструкций вертикальных резервуаров для хранения нефтепродуктов для РВС, РВСП, РВСС вместимостью 5000 м3
Таблица 11 Общая и поэлементная масса металлоконструкций вертикальных резервуаров для хранения нефтепродуктов для РВС, РВСП, РВСС вместимостью 10000 м3
Таблица 12 Общая и поэлементная масса металлоконструкций вертикальных резервуаров для хранения нефтепродуктов для РВС, РВСП, РВСС вместимостью 20000 м3
Таблица 13 Общая и поэлементная масса металлоконструкций вертикальных
•з
резервуаров для хранения нефтепродуктов для РФК вместимостью 30000 м3 Таблица 14 Нормативы затрат труда на технологические операции изготовления полуфабриката элементов резервуара (в % норматива изготовления полуфабриката) для РВС, РВСС, РВСП, РВССП вместимостью 100 - 200 м3
Таблица 15 Нормативы затрат труда на технологические операции изготовления полуфабриката элементов резервуара (в % норматива изготовления полуфабриката) для РВС, РВСС, РВСП, РВССП вместимостью 300 - 400 м3
Таблица 16 Нормативы затрат труда на технологические операции изготовления полуфабриката элементов резервуара (в % норматива изготовления полуфабриката) для ВВС, РВСС, РВСП, РВССП вместимостью 700, 1000 м3
Таблица 17 Нормативы затрат труда на технологические операции изготовления полуфабриката элементов резервуара (в % норматива изготовления полуфабриката) для РВС, РВСП, РВСС вместимостью 2000 м3
Таблица 18 Нормативы затрат труда на технологические операции изготовления полуфабриката элементов резервуара (в % норматива изготовления полуфабриката) для РВС, РВСП, РВСС вместимостью 3000 м3
Таблица 19 Нормативы затрат труда на технологические операции изготовления полуфабриката элементов резервуара (в % норматива изготовления полуфабриката) для РВС, РВСП, РВСС вместимостью 5000 м3
Таблица 20 Нормативы затрат труда на технологические операции изготовления полуфабриката элементов резервуара (в % норматива изготовления полуфабриката) для ВВС, РВСП, РВСС вместимостью 10000 м3
Таблица 21 Нормативы затрат труда на технологические операции изготовления полуфабриката элементов резервуара (в % норматива изготовления полуфабриката) для РВС, РВСП, РВСС вместимостью 20000 м3
Таблица 22 Нормативы затрат труда на технологические операции изготовления полуфабриката элементов резервуара (в % норматива изготовления полуфабриката) для РФК вместимостью 30000 м~
Таблица 23 Нормативы затрат труда на технологические операции изготовления полуфабриката резервуаров в сборе (в % норматива изготовления полуфабриката) для РВС, РВСС, РВСП, РВССП вместимостью 100, 200, 300, 400, 700 и 1000 м3 Таблица 24 Нормативы затрат труда на технологические операции изготовления
полуфабриката резервуаров в сборе (в % норматива изготовления полуфабриката) для РВС, РВСС, РВСП вместимостью 2000, 3000 и 5000 м3
Таблица 25 Нормы затрат труда на технологические операции изготовления полуфабриката резервуаров в оборе (в % норматива изготовления полуфабриката) для РВС, РВСС, РВСП вместимостью 10000 м3
Таблица 26 Нормативы затрат труда на технологические операции изготовления полуфабриката резервуаров в сборе (в % норматива изготовления полуфабриката) для РВС, РВСС, РВСП вместимостью 20000 м3
Таблица 27 Нормативы затрат труда на технологические операции изготовления полуфабриката резервуаров в сборе (в % норматива изготовления полуфабриката) для РФК вместимостью 30000 м-
Таблица 28 Поправочные коэффициенты, учитывающие влияние серийности Таблица 29 Поправочные коэффициенты, учитывающие применение стали повышенной и высокой прочности Нормативы затрат труда на изготовление элементов конструкций вертикальных резервуаров
Карта 1 РВС, РВСС, РВСП и РВССП вместимостью 100 м3 Карта 2 РВС, РВСС, РВСП и РВССП вместимостью 200 м3 Карта 3 РВС, РВСС, РВСП и РВССП вместимостью 300 м3 Карта 4 РВС, РВСС, РВСП и РВССП вместимостью 400 м3 Карта 5 РВС, РВСС, РВСП и РВССП вместимостью 700 м3 Карта 6 РВС, РВСС, РВСП и РВССП вместимостью 1000 м3
3
Карта 7 РВС вместимостью 2000 м3
РВСП вместимостью 2000 м3
РВСС вместимостью 2000 м3
Карта 8 РВС вместимостью 3000 м~
3
РВСП вместимостью 3000 м3
РВСС вместимостью 3000 м3
Карта 9 РВС вместимостью 5000 м3
РВСП вместимостью 5000 м3
РВСС вместимостью 5000 м3
Карта 10 РВС вместимостью 10000 м3
РВСП вместимостью 10000 м3
РВСС вместимостью 10000 м~
3
Карта 11 РВС вместимостью 20000 м3
РВСП вместимостью 20000 м-
РВСС вместимостью 20000 м-Карта 12 РФК вместимостью 30000 м3 Нормативы затрат труда на изготовление вертикальных резервуаров в сборе Карта 13 Карта 14 Карта 15 Карта 16
МИНИСТЕРСТВО ВНУТРЕННИХ ДЕЛ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГЛАВНОЕ УПРАВЛЕНИЕ ГОСУДАРСТВЕННОЙ ПРОТИВОПОЖАРНОЙ СЛУЖБЫ
ВСЕРОССИЙСКИЙ ОРДЕНА "ЗНАК ПОЧЕТА" НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ПРОТИВОПОЖАРНОЙ ОБОРОНЫ
МОСКОВСКИЙ ИНСТИТУТ ПОЖАРНОЙ БЕЗОПАСНОСТИ
РУКОВОДСТВО ПО ТУШЕНИЮ НЕФТИ И НЕФТЕПРОДУКТОВ В РЕЗЕРВУАРАХ И РЕЗЕРВУАРНЫХ ПАРКАХ
МОСКВА 2000
МИНИСТЕРСТВО ВНУТРЕННИХ ДЕЛ _РОССИЙСКОЙ ФЕДЕРАЦИИ_
Главное управление Государственной противопожарной службы
Всероссийский ордена "Знак Почета" научно-исследовательский институт противопожарной обороны
Московский институт пожарной безопасности
С О Г Л А С О В А НО УТВ Е Р ЖДЕ НО
Начальник ВНИИНО МВД России Начальник ГУГПС МВД России
генерал-майор внутренней службы генерал-лейтенант внутренней службы
Н.П. Копылов Е.А. Серебренников
« 3 » 11 1999 г. «_12 » 12 1999 г.
РУКОВОДСТВО ПО ТУШЕНИЮ НЕФТИ И НЕФТЕПРОДУКТОВ В РЕЗЕРВУАРАХ И РЕЗЕРВУАРНЫХ ПАРКАХ
СОГЛАСОВАНО
Начальник МИНЬ МВД России генерал-майор внутренней службы Е.Е. Кирюханцев
« 13 » 11 1999 г._
МО С К В А 2 0 0 0
Руководство содержит сведения, отражающие современные представления о процессах развития пожара и тушения нефти и нефтепродуктов в резервуарных парках, об организации работ при различных способах подачи пенных средств и обеспечении безопасности личного состава пожарной охраны.
С выходом настоящего Руководства утрачивают силу следующие документы:
Указания по тушению пожаров нефти и нефтепродуктов в резервуарах. - М.: ГУПО-ВНИИПО, 1973.;
Рекомендации по тушению пожаров нефти и нефтепродуктов в резервуарах. - М.: ВНИИПО, 1991.;
Рекомендации по предупреждению и тушению пожаров в резервуарах с понтоном и плавающей крышей. - М., 1982. (в части тушения пожара);
Наставление по использованию передвижной пожарной техники для тушения пожаров горючих жидкостей в резервуарах подслойным способом. - М.: ВНИИПО -ВИПТШ, 1995.;
Рекомендации по обеспечению пожарной безопасности и тактике тушения пожаров в резервуарах на свайных основаниях для условий Западной Сибири и Крайнего Севера. - Тюмень, 1987.
Предназначено для начальствующего состава Государственной противопожарной службы, преподавателей и слушателей пожарно-технических учебных заведений, специалистов ведомств, организаций и предприятий нефтяной отрасли.
Разработано авторским коллективом в составе: канд. техн. наук И.Ф. Безродного, канд. техн. наук В.А. Меркулова, канд. техн. наук А.В. Шарикова (ВНИИПО МВД России); канд. техн. наук Е.Е. Кирюханцева, д-ра техн. наук А.Ф. Шароварникова, д-ра техн. наук В.П. Сучкова, канд. техн. наук С.С. Воеводы, канд. техн. наук Ю.М. Сверчкова (МИНЬ МВД России); канд. техн. наук В.П. Молчанова, Ю.И. Панкова, канд. техн. наук А.Н. Гилетича, ЮИ. Дешевых, В А. Колганова (ГУГПС МВД России).
Внесены и подготовлены к утверждению отделом пожарной охраны объектов ГУГПС МВД России.
Утверждены начальником ГУГПС МВД России 12 декабря 1999 г. Введены в действие с 01.01.2000 г.
ВВЕДЕНИЕ
Организация тушения нефти и нефтепродуктов в резервуарах и резервуарных парках основана на оценке возможных вариантов возникновения и развития пожара. Пожары в резервуарах характеризуются сложными процессами развития, как правило, носят затяжной характер и требуют привлечения большого количества сил и средств для их ликвидации.
В Руководстве рассмотрены особенности развития пожаров в резервуарах, огнетушащее действие пены средней и низкой кратности при подаче ее сверху и под слой горючего, приведены нормативные интенсивности подачи пены из отечественных и известных зарубежных пенообразователей, а также рекомендации по организации работы оперативного штаба на пожаре.
Основным средством тушения пожаров в резервуарах является пена средней и низкой кратности, подаваемая на поверхность горючей жидкости. Вместе с тем СНиП 2.11.03-93 "Склады нефти и нефтепродуктов. Противопожарные нормы" [1] допускает применение подслойного способа подачи пены, а также других способов и средств тушения пожаров в резервуарах, обоснованных результатами научно-исследовательских работ и согласованных в установленном порядке. Для тушения нефти и нефтепродуктов применяются отечественные и зарубежные пеногенераторы и пенообразователи, прошедшие сертификацию и имеющие рекомендации по их применению и хранению.
Настоящее Руководство представляет собой обобщенный и переработанный вариант документов [2-8], дополненный новыми требованиями к организации тушения пожаров в резервуарах пеной низкой кратности, подаваемой в слой горючей жидкости или на ее поверхность. Рассмотрены факторы, усложняющие процесс тушения, а также особенности тушения пожара в резервуарах в условиях низких температур, даны практические рекомендации. Определены меры безопасности личного состава.
При разработке документа использованы результаты экспериментальных и теоретических исследований по обеспечению пожарной безопасности резервуарных парков, проведенных во ВНИИПО МВД России, МИНЬ (ВИПТШ) МВД России, на полигонах УГПС республик Башкортостан (г. Октябрьский), Татарстан (г. Альметьевск), Красноярского края (г. Норильск), Рязанской (Рязанский НПЗ), Тюменской (г. Новый Уренгой), Оренбургской, Астраханской, Самарской, Пермской областей, и учтены предложения практических работников УГПС МВД (ГУВД, УВД) России, опыт тушения пожаров
Руководство по тушению нефти и нефтепродуктов в резервуарах и резервуарных парках в резервуарах и резервуарных парках в России и ряде стран СНГ.
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Резервуарный парк - группа (группы) резервуаров, предназначенных для хранения нефти и нефтепродуктов и размещенных на участке территории, ограниченной по периметру обвалованием или ограждающей стенкой при наземных резервуарах и дорогами или противопожарными проездами при подземных (заглубленных в грунт или обсыпанных грунтом) резервуарах, установленных в котлованах или выемках.
Интенсивность подачи огнетушащего вещества - количество огнетушащего вещества, подаваемого на единицу площади (объема) в единицу времени.
Нормативная интенсивность подачи огнетушащего вещества (пены) - интенсивность подачи огнетушащего вещества (пены), соответствующая требованиям нормативной документации.
Охлаждение резервуара - подача воды на орошение резервуара стационарными системами охлаждения или пожарными стволами от передвижной пожарной техники, водопровода высокого давления.
Линейная скорость выгорания - изменение высоты слоя горючей жидкости в единицу времени в процессе выгорания.
Линейная скорость прогрева - изменение толщины гомотермического слоя в единицу времени.
"Карман" - объем, в котором горение и прогрев жидкости, а также тепломассообмен при подаче воздушно-механической пены происходит независимо от остальной массы горючего в резервуаре.
Инертность пены - способность пены противостоять "загрязнению" горючей жидкостью в процессе прохождения ее через слой нефти или нефтепродукта либо при контакте с ним.
Биологически "мягкие" пенообразователи - пенообразователи, биоразлагаемость которых составляет более 80 %.
Биологически "жесткие" пенообразователи - пенообразователи, биоразлагаемость которых составляет не более 40 %.
Кратность пены - отношение объема пены к объему раствора пенообразователя, содержащегося в ней. В зависимости от величины кратности пену подразделяют:
на пену низкой кратности (кратность не более 20);
пену средней кратности (кратность от 20 до 200);
пену высокой кратности (кратность более 200).
Время свободного развития пожара - интервал времени от момента возникновения пожара до момента подачи огнетушащих веществ.
Уровень взлива - высота открытой поверхности горючей жидкости в резервуаре относительно его основания.
Вскипание - процесс вспенивания горючей жидкости из-за присутствия в ней либо попадания в нее капель воды, которые испаряются в прогретом слое горючего. При этом возможно увеличение объема прогретого слоя жидкости в 4-5 раз.
Выброс - интенсивный поток горючей жидкости из резервуара в результате механического вытеснения ее паром, образованным при вскипании донной воды.
Г омотермический (прогретый) слой - толщина слоя нефти или нефтепродукта, прогретого в результате горения жидкости в резервуаре до температуры кипения или близкой к ней.
Развитие пожара - увеличение геометрических размеров зоны горения, опасных факторов пожара и усиление вторичных проявлений опасных факторов пожара в соответствии с ГОСТ 12.1.004-91.
Г идродинамическая волна - мощный поток нефти или нефтепродукта, образующийся при разрыве (раскрытии) стенки резервуара.
1. ВОЗНИКНОВЕНИЕ И РАЗВИТИЕ ПОЖАРОВ В РЕЗЕРВУАРАХ И РЕЗЕРВУАРНЫХ ПАРКАХ
1.1. Возникновение пожара
1.1.1. Возникновение пожара в резервуаре зависит от следующих факторов: наличия источника зажигания, свойств горючей жидкости, конструктивных NormaCS® (NRMS10-02983) www.normacs.ru 24.02.2009 9:55:46
особенностей резервуара, наличия взрывоопасных концентраций внутри и снаружи резервуара. Краткая характеристика резервуаров и резервуарных парков представлена в прил. 1.
Пожар в резервуаре в большинстве случаев начинается со взрыва паровоздушной смеси. На образование взрывоопасных концентраций внутри резервуаров оказывают существенное влияние физико-химические свойства хранимых нефти и нефтепродуктов, конструкция резервуара, технологические режимы эксплуатации, а также климатические и метеорологические условия. Взрыв в резервуаре приводит к подрыву (реже срыву) крыши с последующим горением на всей поверхности горючей жидкости. При этом, даже в начальной стадии, горение нефти и нефтепродуктов в резервуаре может сопровождаться мощным тепловым излучением в окружающую среду, а высота светящейся части пламени составлять 1-2 диаметра горящего резервуара.
Отклонение факела пламени от вертикальной оси при скорости ветра около 4 м-с-1 составляет 60-70°.
1.1.2. Факельное горение может возникнуть на дыхательной арматуре, местах соединения пенных камер со стенками резервуара, других отверстиях или трещинах в крыше или стенке резервуара при концентрации паров нефтепродукта в резервуаре выше верхнего концентрационного предела распространения пламени (ВКНРП).
Если при факельном горении наблюдается черный дым и красное пламя, то это свидетельствует о высокой концентрации паров горючего в объеме резервуара, и опасность взрыва незначительная. Сине-зеленое факельное горение без дымообразования свидетельствует о том, что концентрация паров продукта в резервуаре близка к области воспламенения и существует реальная опасность взрыва.
1.1.3. На резервуаре с плавающей крышей возможно образование локальных очагов горения в зоне уплотняющего затвора, в местах скопления горючей жидкости на плавающей крыше.
1.1.4. При хранении нефти и нефтепродуктов в условиях низких температур возможно зависание понтона или плавающей крыши при откачке продукта из резервуара, что может привести к падению их с последующим возникновением пожара.
1.1.5. Условиями для возникновения пожара в обваловании резервуаров являются: перелив хранимого продукта, нарушение герметичности резервуара, задвижек, фланцевых соединений, наличие пропитанной нефтепродуктом теплоизоляции на трубопроводах и резервуарах.
1.2. Развитие пожара
1.2.1. Дальнейшее развитие пожара зависит от места его возникновения, размеров начального очага горения, устойчивости конструкций резервуара, климатических и метеорологических условий, оперативности действий персонала объекта, работы систем противопожарной защиты, времени прибытия пожарных подразделений.
1.2.2. На основе анализа пожаров и аварий, происшедших как у нас в стране, так и за рубежом, а также материалов научных исследований пожары в резервуарах и резервуарных парках могут развиваться по следующим вариантам (рис. 1.2) [9, 10].
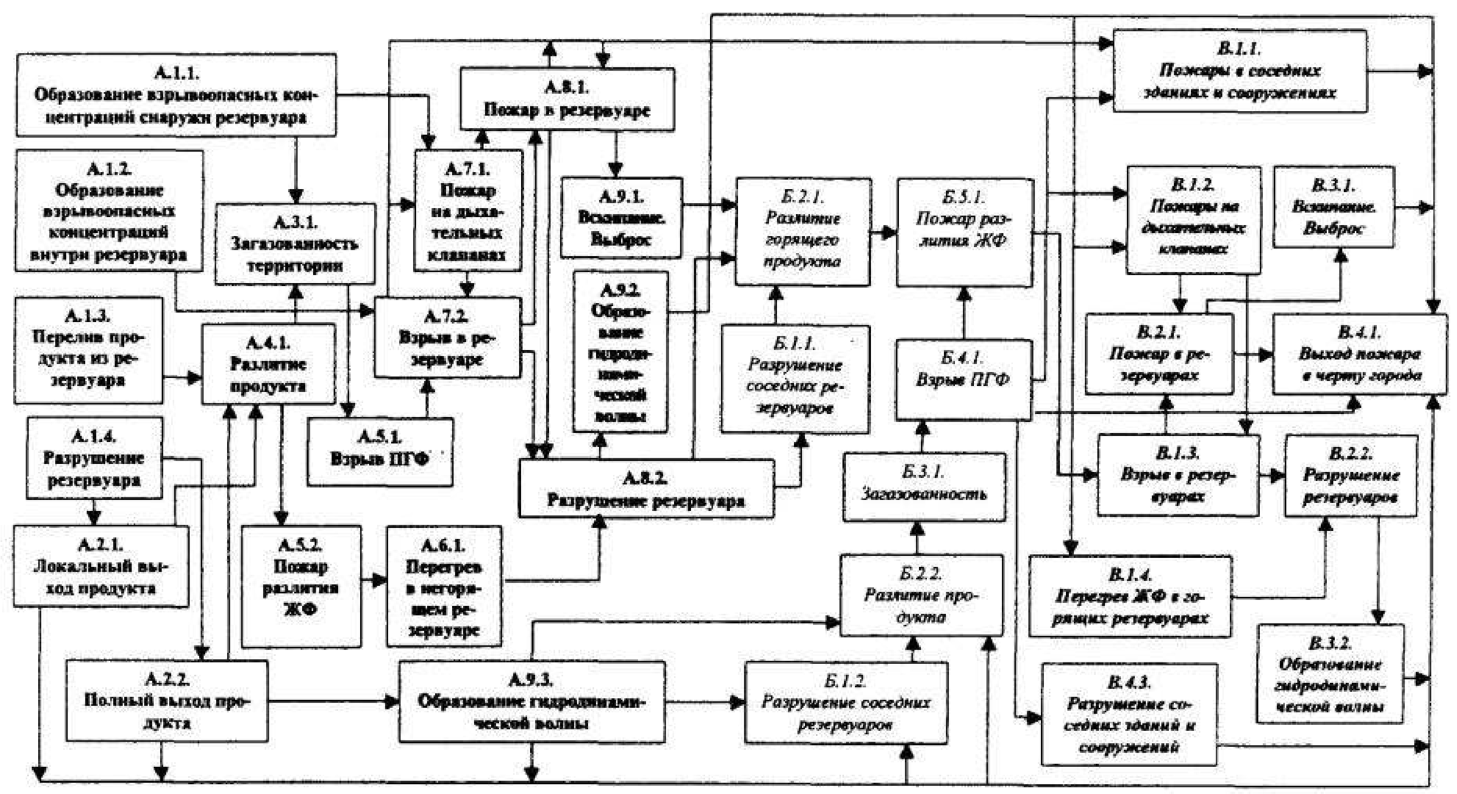
Рис. 1.2. Схема вероятных сценариев развития пожара в резервуарном парке
Пожары подразделяются на следующие уровни:
первый (А) - возникновение и развитие пожара в одном резервуаре без влияния на соседние;
второй (Б) - распространение пожара в пределах одной группы;
третий (В) - развитие пожара с возможным разрушением горящего и соседних с ним резервуаров, переходом его на соседние группы резервуаров и за пределы резервуарного парка.
1.2.3. На резервуарах с плавающей крышей в результате теплового воздействия локального очага горения происходит разрушение герметизирующего затвора, а полная потеря плавучих свойств и затопление крыши в реальных условиях может произойти через один час.
При низком уровне нефтепродукта, когда горение происходит под понтоном или плавающей крышей, условия тушения пожара усложняются. Проникновению пены на свободную поверхность нефтепродукта препятствуют корпус понтона (плавающей крыши) и элементы герметизирующего затвора.
1.2.4. В железобетонном резервуаре в результате взрыва происходит разрушение части покрытия. Горение на участке образовавшегося проема сопровождается обогревом железобетонных конструкций покрытия. Через 20-30 мин возможно обрушение конструкций и увеличение площади пожара.
1.2.5. Развитие пожара в обваловании характеризуется скоростью распространения пламени по разлитому нефтепродукту, которая составляет для жидкости, имеющей температуру ниже температуры вспышки, - 0,05 м-с-1, а при температуре жидкости выше температуры вспышки - более 0,5 м-с-1. После 10-15 мин воздействия пламени происходит потеря несущей способности маршевых лестниц, выход из строя узлов управления коренными задвижками и хлопушами, разгерметизация фланцевых соединений, нарушение целостности конструкции резервуара, возможен взрыв в резервуаре.
1.2.6. Одним из наиболее важных параметров, характеризующих развитие пожара в резервуаре, является его тепловой режим. В зависимости от физикохимических свойств горючих жидкостей возможен различный характер распределения температур в объеме жидкости. При горении керосина, дизельного топлива, индивидуальных жидкостей значение температуры; экспоненциально снижается от температуры кипения на поверхности до температуры хранения в глубинных слоях. Характер кривой распределения температуры горючей жидкости изменяется с увеличением времени горения [11, 12].
При горении мазута, нефти, некоторых видов газового конденсата и бензина в горючем образуется прогретый до температуры кипения топлива гомотермический слой [11, 12], увеличивающийся с течением времени.
Линейные скорости выгорания и прогрева нефти и нефтепродуктов во многом зависят от скорости ветра, обводненности продукта, характера обрушения крыши, организации охлаждения стенок резервуара. Значения скоростей выгорания и прогрева горючих жидкостей, необходимые для проведения расчетов, приведены в табл. 1.1.
С увеличением скорости ветра до 8-10 м-с-1 скорость выгорания горючей жидкости возрастает на 30-50 %. Сырая нефть и мазут, содержащие эмульсионную воду, могут выгорать с большей скоростью, чем указано в табл. 1.1.
Накопление тепловой энергии в горючем оказывает значительное влияние на увеличение расходов пенных средств. Кроме того, увеличение времени свободного развития пожара повышает опасность его распространения на соседние резервуары, способствует образованию факторов, усложняющих тушение, создает угрозу вскипания, выброса.
1.2.7. Горение нефти и нефтепродуктов в резервуарах может сопровождаться вскипанием и выбросами. Вскипание горючей жидкости происходит из-за наличия в ней взвешенной воды, которая при прогреве горящей жидкости выше 100 °С испаряется, вызывая вспенивание нефти или нефтепродукта. Вскипание может произойти примерно через 60 мин горения при содержании влаги в нефти (нефтепродукте) более 0,3 %. Вскипание также может произойти в начальный период пенной атаки при подаче пены на поверхность горючей жидкости с температурой кипения выше 100 °С [3]. Этот процесс характеризуется бурным горением вспенившейся массы продукта.
При горении жидкости на верхнем уровне взлива возможен перелив вспенившейся массы через борт резервуара, что создает угрозу людям, увеличивает опасность деформации стенок горящего резервуара и перехода огня на соседние резервуары и сооружения.
Таблица 1.1
Линейная скорость выгорания и прогрева углеводородных жидкостей
| Наименование горючей жидкости | Линейная скорость -1 выгорания, м-ч 1 | Линейная скорость прогрева -1 горючего, м-ч 1 |
| Бензин | До 0,30 | До 0,10 |
|
Керосин | До 0,25 | До 0,10 |
| Г азовый конденсат | До 0,30 | До 0,30 |
| Дизельное топливо из газового конденсата | До 0,25 | До 0,15 |
| Смесь нефти и газового конденсата |
До 0,20 | До 0,40 |
|
Дизельное топливо | До 0,20 | До 0,08 |
| Нефть | До 0,15 | До 0,40 |
| Мазут | До 0,10 |
До 0,30 |
1.2.8. Выброс нефти и темных нефтепродуктов из горящего резервуара происходит при достижении поверхности слоя донной (подтоварной) воды гомотермическим (прогретым) слоем горючей жидкости. Этот слой, соприкасаясь с водой, нагревает ее до температуры значительно большей, чем температура кипения. При этом происходит бурное вскипание воды с выделением большого количества пара, который выбрасывает находящуюся над слоем воды горящую жидкость за пределы резервуара.
Обычно выбросу предшествуют внешние признаки - усиление горения, изменение цвета пламени, усиление шума при горении, могут также наблюдаться отдельные потрескивания (хлопки), вибрация верхних поясов стенки резервуара. Как правило, выброс носит пульсирующий характер, причем интенсивность его, т. е. увеличение высоты и объема факела пламени, нарастает в самом процессе выброса. Толщина слоя донной (подтоварной) воды, как правило, на мощность выброса влияния не оказывает. Ориентировочное время наступления возможного выброса можно определить по формуле
Т = (Н - h) / (W + и + V),
где Т - время от начала пожара до ожидаемого момента наступления выброса, ч; Н - начальная высота слоя горючей жидкости в резервуаре, м; Н - высота
слоя донной (подтоварной) воды, м; W - линейная скорость прогрева горючей жидкости, м-ч-1 (табл. 1.1); и - линейная скорость выгорания горючей
жидкости, м-ч-1 (табл. 1.1); V - линейная скорость понижения уровня вследствие откачки, м-ч-1 (если откачка не производится, то V = 0).
При затоплении плавающей крыши или понтона за величину Н следует принимать высоту слоя продукта только над крышей или понтоном (рис. 1.1).
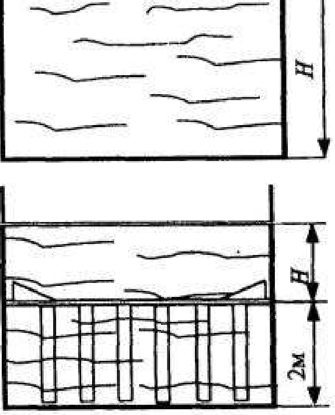
Рис. 1.1. Определение высоты продукта для расчета времени выброса
1.2.9. При пожаре в резервуаре возможно образование "карманов", которые значительно усложняют процесс тушения. "Карманы" могут иметь различную форму и площадь и образуются как на стадии возникновения в результате перекоса понтона, плавающей крыши, частичного обрушения крыши, так и в процессе развития пожара при деформации стенок.
1.2.10. Устойчивость горящего резервуара зависит от организации действий по его охлаждению. При отсутствии охлаждения горящего резервуара в течение 5-15 мин стенка резервуара деформируется до уровня взлива горючей жидкости.
2. ОГНЕТУШАЩИЕ ВЕЩЕСТВА И СПОСОБЫ ТУШЕНИЯ
2.1. Огнетушащее действие пены
2.1.1. Основным средством тушения нефти и нефтепродуктов в резервуарных парках является воздушно-механическая пена средней и низкой кратности.
Огнетушащее действие воздушно-механической пены заключается в изоляции поверхности горючего от факела пламени, снижении вследствие этого
скорости испарения жидкости и сокращении количества горючих паров, поступающих в зону горения, а также в охлаждении горящей жидкости. Роль каждого из этих факторов в процессе тушения изменяется в зависимости от свойств горящей жидкости, качества пены и способа ее подачи.
2.1.2. При подаче пены одновременно происходит разрушение пены от факела пламени и нагретой поверхности горючего. Накапливающийся слой пены экранирует часть поверхности горючего от лучистого теплового потока пламени, уменьшает количество паров, поступающих в зону горения, снижает интенсивность горения. Одновременно выделяющийся из пены раствор пенообразователя охлаждает горючее. Кроме того, в процессе тушения в объеме горючего происходит конвективный тепломассообмен, в результате которого температура жидкости выравнивается по всему объему, за исключением "карманов", в которых тепломассообмен происходит независимо от основной массы жидкости.
Для современных резервуаров типа РВС выравнивание температуры по всему объему горящей жидкости при нормативной интенсивности подачи раствора пенообразователя происходит в течение 15 мин тушения при подаче пены сверху и в течение 10 мин при подаче под слой горючего. Это время необходимо принимать в качестве расчетного при определении запаса пенообразователя для тушения нефти и нефтепродуктов воздушно-механической пеной. Нормативный запас пенообразователя согласно СНиП 2.11.03-93 следует принимать из условия обеспечения трехкратного расхода раствора пенообразователя на один пожар.
Дальность растекания пены средней кратности по поверхности горючей жидкости обычно не превышает 25 м.
2.1.3. При подаче пены в нижний пояс резервуара, непосредственно в слой горючей жидкости (подслойный способ тушения пожара), используются пены низкой кратности, которые получают из фторсодержащих пленкообразующих пенообразователей. Применение фторсодержащих пенообразователей является необходимым условием, поскольку пена на их основе инертна к воздействию углеводородов в процессе длительного подъема пены на поверхность нефтепродукта. Применение пены, получаемой на основе обычных пенообразователей для подачи под слой горючей жидкости, недопустимо, так как при прохождении через слой горючей жидкости она насыщается парами углеводородов и теряет огнетушащую способность.
Ьыстрой изоляции горящей поверхности пеной способствуют саморастекающаяся из пены водная пленка раствора пенообразователя, имеющая поверхностное натяжение ниже натяжения горючей жидкости, а также конвективные потоки, которые направлены от места выхода пены к стенкам резервуара. В результате конвективного тепломассообмена снижается температура жидкости в прогретом слое до среднеобьемной. Вместе с тем интенсивные восходящие потоки жидкости приводят к образованию на поверхности локальных участков горения, в которых скорость движения жидкости достигает максимальных значений. Эти участки, приподнятые над остальной поверхностью и называемые "бурунами", играют важную роль в процессе тушения. Чем выше "бурун", тем больше пены необходимо накопить для покрытия всей поверхности горящей жидкости. Для снижения высоты "буруна" пена подается через пенные насадки с минимальной скоростью.
Пена, всплывающая на поверхность через слой горючего, способна обтекать затонувшие конструкции и растекаться по всей поверхности горючего. Значительное снижение интенсивности горения достигается через 90-120 с момента появления пены на поверхности. В это время наблюдаются отдельные очаги горения у разогретых металлических конструкций резервуара и в местах образования "бурунов". В дальнейшем, в течение 120-180 с происходит
полное прекращение горения.
После прекращения подачи пены при полной ликвидации горения на всей поверхности горючей жидкости образуется устойчивый пенный слой толщиной до 10 см, который в течение 2-3 ч защищает поверхность горючей жидкости от повторного воспламенения.
2.1.4. Вода для приготовления раствора пенообразователя не должна содержать примесей нефтепродуктов.
Для приготовления раствора из отечественных пенообразователей в системах подслойного тушения запрещается использовать воду с жесткостью более 30 мг-экв л-1.
Использование оборотной воды для приготовления раствора пенообразователя не допускается.
2.2. Нормативные интенсивности подачи пенных средств
2.2.1. Нормативные интенсивности подачи раствора пенообразователя являются одним из наиболее важных показателей в расчете сил и средств, требуемых для тушения пожара в резервуаре, определения запаса пенообразователя.
2.2.2. Главными факторами, определяющими нормативную интенсивность подачи раствора пенообразователя, являются: физико-химические свойства горючего;
физико-химические свойства пенообразователя и самой пены;
условия горения и тепловой режим в зоне пожара к моменту начала пенной атаки;
способ и условия подачи пены на тушение.
2.2.3. В табл. 2.1 и 2.2 приведены нормативные интенсивности подачи раствора пенообразователя для тушения нефти и нефтепродуктов в резервуарах. Характеристики отечественных и зарубежных пенообразователей, имеющих сертификат соответствия, представлены в прил. 2.
2.2.4. При расчете сил и средств нормативная интенсивность выбирается по табл. 2.1 и 2.2 с учетом времени свободного развития пожара.
Таблица 2.1
Нормативные интенсивности подачи пены средней кратности для тушения пожаров в резервуарах
| Вид нефтепродукта |
Нормативная интенсивность подачи раствора пенообразователя, л-м-2-с-1 | |
|
Фторированные пенообразователи | Пенообразователи общего назначения | |
| Нефть и нефтепродукты с Твсп = 28 °С и ниже и ГЖ, нагретые выше Твсп | 0,05 |
0,08 |
| Нефть и нефтепродукты с Твсп более 28 °С | 0,05 | 0,05 |
| Стабильный газовый конденсат | 0,12 | 0,30 |
| Бензин, керосин, дизельное топливо, полученные из газового конденсата | 0,10 |
0,15 |
Таблица 2.2
Нормативная интенсивность подачи пены низкой кратности для тушения нефти и нефтепродуктов в резервуарах
| Вид нефтепродукта | Нормативная интенсивность подачи раствора пенообразователя, л-м-2-с-1 |
||
| Фторсодержащие пенообразователи (за исключением AFFF и FFFP) | Фторсинтетические пенообразователи типа AFFF |
Фторпротеиновые пенообразователи типа FFFP | |
| на в слои поверхность | на в слой поверхность | на в слой поверхность | |
| Нефть и нефтепродукты с Твсп = 28 °С и ниже |
0,08 | 0,12 | 0,07 |
0,10 | 0,07 | 0,10 |
| Нефть и нефтепродукты с Т более 28 °С всп |
0,06 | 0,10 | 0,05 |
0,08 | 0,05 | 0,08 |
| Стабильный газовый конденсат | 0,10 | 0,20 | 0,10 | 0,12 |
0,10 | 0,14 |
|
Бензин, керосин, дизельное топливо, полученные из газового конденсата |
0,08 | 0,12 | 0,08 | 0,10 | 0,08 |
0,10 |
Нормативную интенсивность подачи раствора пенообразователя при подаче пены на поверхность горючей жидкости следует увеличивать в 1,5 раза при свободном развитии пожара от 3 до 6 ч; в 2 раза при свободном развитии пожара от 6 до 10 ч и в 2,5 раза при свободном развитии пожара более 10 ч.
2.2.5. Для определения количества пеногенераторов, требуемых для тушения пожара, следует использовать номограмму прил. 3.
2.2.6. Пену средней кратности следует получать с помощью пеногенераторов типа ГПС, а низкой кратности - с помощью стволов низкократной пены. Тактико-техническая характеристика отечественной пеногенерирующей аппаратуры и техники приведена в прил. 4 (табл. 1).
2.2.7. При тушении пожаров горючих жидкостей в обваловании допускается применение пены низкой кратности, получаемой из синтетических пенообразователей общего и специального назначения. Нормативная интенсивность подачи раствора синтетического пенообразователя общего назначения должна составлять 0,15 л-м-2-с-1.
2.3. Применение других веществ и способов пожаротушения
2.3.1. При тушении пожаров в резервуарах с вязкими и легкозастывающими продуктами (мазут, масла и нефть) возможно применение распыленной воды для охлаждения поверхностного слоя горящей жидкости до температуры ниже их температуры вспышки. Необходимым условием тушения распыленной водой является низкая среднеобьемная температура горючего (ниже температуры вспышки). Интенсивность подачи распыленной воды следует принимать 0,2 л-м-2-с-1.
2.3.2. Для тушения проливов в обваловании и межсвайном пространстве под резервуаром, локальных очагов горения на задвижках, фланцевых соединениях, в зазоре между стенкой резервуара и плавающей крышей допускается применение огнетушащих порошковых составов с интенсивностью подачи для нефти и нефтепродуктов 0,3 кг-с-1-м-2, для газового конденсата - 0,5 кг-с-1-м-2. Главную роль в механизме тушения порошками играет ингибирование пламени. Порошки не обладают охлаждающим действием. Поэтому после тушения пламени возможно повторное воспламенение горючего. Чтобы это предотвратить, целесообразно применять комбинированные методы тушения, сочетая подачу порошков с подачей пенных средств:
основное тушение пеной с дотушиванием порошком отдельных очагов горения;
основное тушение порошком небольших очагов горения, затем подача пены для предотвращения повторного воспламенения.
Интенсивность во всех случаях такая же, как и при индивидуальном использовании этих веществ.
Применение комбинированного метода тушения требует дополнительных сил и средств. Поэтому он целесообразен, как правило, в тех случаях, когда тушение одним огнетушащим веществом не достигается.
Основные характеристики огнетушащих порошков общего назначения приведены в прил. 5.
2.4. Особенности тушения пожаров в резервуарах подслойным способом
2.4.1. Тушение пожара подачей пены в основание резервуара может быть осуществлено двумя способами. Первый заключается в подаче низкократной пены снизу на поверхность горящей жидкости через эластичный рукав, который защищает пену от непосредственного контакта с нефтепродуктом. Такая защита пены необходима, поскольку для ее получения применяется обычный пенообразователь общего назначения. Второй способ - подача низкократной пены непосредственно в слой горючей жидкости - стал возможным после появления фторсодержащих пленкообразующих пенообразователей, пены которых инертны к нефти и нефтепродуктам. Он является более надежным и простым в исполнении.
Преимущество подслойного способа перед традиционным, где пену подают сверху, заключается в защищенности пеногенераторов и пеновводов от взрыва паровоздушной смеси. Важно, что при реализации подслойного способа личный состав пожарных подразделений и техника находятся за обвалованием и меньше подвергаются непосредственной опасности от выброса или вскипания горящей нефти.
2.4.2. При ликвидации пожаров в резервуарах, оборудованных системой подслойного тушения, подача пены низкой кратности осуществляется непосредственно в слой нефтепродукта через пенопроводы системы пожаротушения, находящиеся в нижней части резервуара, с помощью передвижной пожарной техники.
Система подслойного тушения включает протяженную линию трубопроводов для подачи пенообразующего раствора к пеногенераторам и далее низкократной пены по пенопроводам через стенку резервуара внутрь, непосредственно в нефтепродукт, через систему пенных насадков.
2.4.3. Тушение пожаров подачей пены в слой горючего возможно только при использовании специальных пенообразователей, обладающих инертностью к нефтепродуктам и способных образовывать пленку на поверхности горючей жидкости.
Нормативные интенсивности подачи раствора пенообразователя выбираются в соответствии с табл. 2.2.
кпапнн
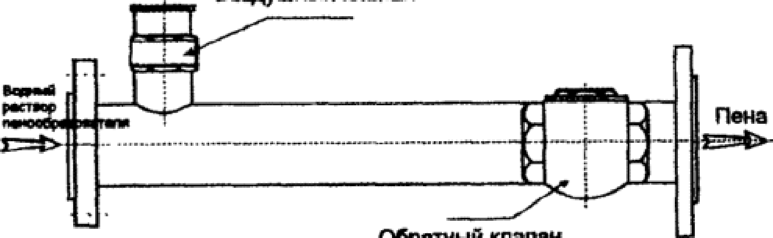
Обратный клапан
Рис. 2.1. Общий вид высоконапорного пеногенератора для получения пены низкой кратности
калибровално#
Рис. 2.2. Схема внутреннего устройства пеногенератора
2.4.4. Пена низкой кратности образуется в высоконапорных пеногенераторах, устанавливаемых за обвалованием. Общий вид высоконапорного пеногенератора для подачи пены низкой кратности в слой горючего представлен на рис. 2.1 и 2.2. Тактико-технические характеристики пеногенераторов приведены в прил. 4.
3. ТУШЕНИЕ ПОЖАРОВ В РЕЗЕРВУАРАХ И РЕЗЕРВУАРНЫХ ПАРКАХ
3.1. Общие требования
3.1.1. Тушение пожаров в резервуарах и резервуарных парках представляет собой боевые действия, направленные на ликвидацию пожара.
Организация тушения пожаров в резервуарах и резервуарных парках должна осуществляться с учетом требований Боевого устава пожарной охраны
(БУПО), а также настоящего Руководства.
3.1.2. Управление боевыми действиями при тушении пожара предусматривает:
оценку обстановки и создание соответствующей требованиям БУПО нештатной структуры управления боевыми действиями на месте пожара; определение компетенции оперативных должностных лиц и их персональной ответственности при выполнении поставленных задач; планирование действий по тушению пожара, в том числе определение необходимых сил и средств, принятие решений по организации боевых действий; постановку задач перед участниками тушения пожара, обеспечение контроля и необходимого реагирования на изменение обстановки на пожаре; осуществление в установленном порядке учета изменения обстановки на пожаре, применения сил и средств для его тушения, а также регистрацию необходимой информации, в том числе диспетчером и с помощью технических средств нештатной службы управления гарнизона; проведение других мероприятий, направленных на обеспечение эффективности боевых действий по тушению пожара.
3.1.3. Непосредственное руководство тушением пожара осуществляется руководителем тушения пожара (РТП), прибывшим на пожар старшим должностным лицом пожарной охраны (если иное не установлено другими документами). РТП на принципах единоначалия управляет личным составом, участвующим в боевых действиях по тушению пожара, а также привлеченными силами.
Указания РТП обязательны для исполнения должностными лицами и гражданами на территории, где осуществляются боевые действия по тушению пожара.
Никто не вправе вмешиваться в действия РТП или отменять его распоряжения при тушении пожара.
3.1.4. Руководитель тушения пожара обязан:
обеспечивать управление боевыми действиями на пожаре непосредственно или через оперативный штаб;
установить границы территории, на которой осуществляются боевые действия по тушению пожара, порядок и особенности указанных действий; провести разведку пожара и определить решающее направление боевых действий;
сообщать диспетчеру гарнизона пожарной охраны необходимую информацию об обстановке на пожаре; организовывать связь на пожаре;
определить его номер (ранг), вызвать силы и средства в количестве, достаточном для ликвидации пожара; организовать требуемое охлаждение горящего и соседних с ним резервуаров; определить способ тушения горящего резервуара;
создать на месте оперативный штаб тушения пожара с обязательным включением в его состав представителей администрации и инженернотехнического персонала объекта и, при необходимости, других служб; определить боевые участки и назначить их начальников;
организовать подготовку пенной атаки, назначить расчеты личного состава и ответственных лиц из начальствующего состава для обеспечения работы средств тушения (ГПС, ГНП, переносных мониторов);
принимать решения об использовании на пожаре специальных служб гарнизона пожарной охраны;
лично и с помощью специально назначенных работников объекта и пожарной охраны обеспечить выполнение правил охраны труда, доводить до участников тушения пожара информацию о возникновении угрозы для их жизни и здоровья;
при угрозе вскипания, выброса или разрушения горящего резервуара создать второй рубеж защиты по обвалованию соседних резервуаров с установкой пожарных машин на удаленные водоисточники и прокладкой резервных рукавных линий с подсоединением стволов и пеногенераторов;
обеспечивать в установленном порядке взаимодействие со службами жизнеобеспечения (энергетической, водопроводной, скорой медицинской помощи
и др.), привлекаемыми в установленном порядке к тушению пожара;
выполнять обязанности, возлагаемые в соответствии со статьями 56, 62-64 БУПО на оперативный штаб, если указанный штаб на пожаре не создается.
3.1.5. При разведке пожара кроме выполнения общих задач, изложенных в БУПО, необходимо определить: продолжительность пожара в резервуаре к моменту прибытия пожарных подразделений и характер разрушения резервуара; количество и вид ЛВЖ и ГЖ в горящем и соседних резервуарах, уровни заполнения, наличие водяной подушки (подтоварной воды); возможность вскипания и выброса;
состояние обвалований, угрозу повреждения смежных сооружений при выбросах или разрушениях резервуара, пути возможного растекания жидкостей с учетом рельефа местности;
места установки пеноподъемников, пеномониторов;
наличие и состояние производственной и ливневой канализации, смотровых колодцев и гидрозатворов;
возможность отвода воды из обвалования и ее повторного использования для охлаждения резервуаров;
возможность откачки нефти (нефтепродуктов) из горящего резервуара и заполнения его водой, паром, инертными газами;
наличие, состояние и возможность использования установок и средств пожаротушения, водоснабжения и пенообразующих веществ;
возможность откачки или дренажа донной воды из горящего резервуара;
возможность быстрой доставки пенообразователя с соседних объектов.
3.1.6. В зависимости от вида пожара в резервуаре, имеющейся пожарной техники и ПТВ, средств пожаротушения, наличия и состояния стационарных систем пожаротушения РТП должен определиться со способом тушения пожара.
Пенная атака для тушения пожара в резервуаре должна осуществляться одним из следующих способов:
подачей пены средней кратности с помощью пеноподъемников, техники, приспособленной для ее подачи, или стационарных пенокамер в случае их работоспособности;
подачей пены низкой кратности на поверхность горючей жидкости с помощью мониторов;
подачей пены низкой кратности в слой горючей жидкости (при наличии системы подслойного тушения).
3.1.7. Подготовку к пенной атаке необходимо проводить в короткие сроки. РТП лично контролирует места установки пожарной техники, ход подготовки пенной атаки, определяет места установки пеноподъемников, проверяет правильность расчетных данных для проведения пенной атаки.
3.1.8. Все операции по откачке нефтепродукта из горящего и соседних резервуаров должны проводиться только с разрешения администрации объекта и по согласованию с РТП. Рекомендации по откачке и оценка ее влияния на эффективность тушения и взрывоопасность соседних с горящим резервуаров даны в прил. 8.
3.2. Организация работы оперативного штаба
3.2.1. Организация работы оперативного штаба тушения пожаров в резервуарах и резервуарных парках осуществляется согласно требованиям БУПО. Место штаба должно находиться с наветренной стороны, вне зоны активного воздействия лучистой энергии пожара, и обеспечивать хороший обзор
очага пожара и смежных резервуаров.
3.2.2. Оперативный штаб, кроме выполнения общих задач, обязан: координировать работу всех служб, участвующих в тушении пожара;
постоянно уточнять расчетное количество сил и средств для проведения пенной атаки в зависимости от типа пенообразователя, способа подачи пены в очаг горения, времени свободного горения,
определить расчетом величину давления на насосах пожарных машин, подающих раствор пенообразователя к пеногенераторам или пеномониторам; определить расчетом величину давления на насосах пожарных машин, подающих пенообразователь во всасывающую или напорную линию пожарных машин, обеспечивающих работу пеногенераторов или пеномониторов;
организовать связь на пожаре, обеспечивающую четкое и бесперебойное управление силами и средствами, их взаимодействие, а также взаимодействие с администрацией и службами объекта;
организовать бесперебойное водоснабжение места пожара;
организовать необходимый запас огнетушащих веществ, резерв пожарной техники и пожарно-технического вооружения;
контролировать состояние горящего и соседних с ним резервуаров, их герметичность, наличие и возможность образования "карманов", особенности поведения конструкций, состояние коммуникаций и задвижек на участке пожара;
определить максимально допустимое время ввода сил и средств для охлаждения соседних с горящим резервуаров; оценить взрывоопасность соседних резервуаров в соответствии с прил. 6;
по рабочим документам, имеющимся в резервуарном парке, и путем опроса операторов и другого персонала резервуарного парка установить обводненность продукта в горящем резервуаре, наличие донной воды;
определить возможность и расчетное время вскипания или выброса, а также направления, по которым возможно растекание горючей жидкости; при длительном горении организовать работу тыла, предусмотрев создание групп по направлениям работы (подача пены и воды, доставка пенообразователей и ГСМ, связь, ремонт техники);
при угрозе разрушения горящего резервуара, выброса, вскипания создать второй рубеж защиты с установкой пожарных автомобилей на дальние водоисточники и прокладкой резервных рукавных линий с подключенными стволами и пеногенераторами, сосредоточить вспомогательную технику (бульдозеры, самосвалы, экскаваторы, скреперы), обеспечить доставку песка, организовать работы по сооружению заградительных валов и отводных канав для ограничения размеров возможного растекания горящей жидкости;
установить и объявить личному составу сигналы начала и прекращения подачи пены, сигнал на отход при наличии угрозы разрушения резервуара, вскипания или выброса горящей жидкости из резервуара;
определить необходимость удаления воды из обвалования горящего и соседних с ним резервуаров, пути отвода и возможность использования ее для охлаждения резервуаров;
определить необходимость откачки горючей жидкости из горящего и соседних с ним резервуаров;
определить место расположения лагеря для резерва личного состава, обеспечив его питанием, пунктами отдыха, санитарной обработки и медицинской
помощи.
3.2.3. Оперативный штаб пожаротушения обязан поддерживать постоянную связь с администрацией объекта и представителями региональных органов МЧС через их представителей в составе штаба, обеспечить выполнение необходимых аварийных работ и получение информации, требующейся для принятия правильного решения по тушению пожара, защите соседних резервуаров и ближайших сооружений.
3.2.4. Оперативный штаб тушения пожара обязан вести учет сил и средств, фиксировать расстановку их по боевым участкам, вести документацию,
предусмотренную БУПО.
3.3. Охлаждение резервуаров
3.3.1. Первоочередной задачей в действиях пожарных подразделений при тушении пожаров в резервуарах типа РВС является организация охлаждения горящего и соседних резервуаров с применением водяных стволов и (или) стационарных установок охлаждения.
Охлаждение горящего резервуара следует производить по всей длине окружности стенки резервуара, а соседних с ним - по длине полуокружности, обращенной к горящему резервуару. Допускается не охлаждать соседние с горящим резервуары в том случае, если угроза распространения на них пожара отсутствует.
Интенсивность подачи воды на охлаждение резервуаров принимается по табл. 3.1.
Таблица 3.1
Нормативные интенсивности подачи воды на охлаждение
Интенсивности подачи воды на охлаждение, л-с-1 на метр _длины окружности резервуара типа РВС_
Способ орошения
горящего
| соседнего |
обваловании | ||
| Стволами от передвижной пожарной техники |
0,8 | 0,3 | 1,2 |
| Для колец орошения: при высоте РВС более 12 м | 0,75 |
0,3 | 1,1 |
|
при высоте РВС 12 м и менее |
0,5 | 0,2 | 1,0 |
3.3.2. Первые стволы подаются на охлаждение горящего резервуара, а затем на охлаждение соседних, находящихся на удалении от горящего не более двух минимальных расстояний между резервуарами (прил. 1, табл. 3), с учетом направления ветра и теплового излучения (прил. 7). Для охлаждения горящего резервуара первые стволы необходимо подать на наветренный и подветренный участки стенки резервуара. Охлаждение резервуаров объемом 5000 м3 и более целесообразно осуществлять лафетными стволами.
Охлаждение соседних резервуаров необходимо производить, начиная с того, который находится с подветренной стороны от горящего резервуара.
Необходимо предусмотреть один лафетный ствол для защиты дыхательной арматуры на соседнем резервуаре, находящемся с подветренной стороны от горящего.
3.3.3. Количество стволов определяется расчетом, исходя из интенсивности подачи воды на охлаждение (табл. 3.1), но не менее трех для горящего резервуара и не менее двух для негорящего.
3.3.4. При пожарах в подземных железобетонных резервуарах струями воды охлаждается дыхательная и другая арматура, установленная на крышах соседних железобетонных резервуаров.
3.3.5. При горении в обваловании охлаждение стенки резервуара, находящейся непосредственно в зоне воздействия пламени, осуществляется из лафетных стволов. Кроме того, необходимо охлаждать узлы управления коренными задвижками, хлопушами, а также фланцевые соединения.
3.3.6. На затяжных пожарах для охлаждения горящего и соседних с ним резервуаров допускается использовать воду, скопившуюся в обваловании.
3.3.7. В период пенной атаки необходимо охлаждать всю поверхность нагревшихся стенок резервуара и более интенсивно в местах установки пеноподъемников. После того как интенсивность горения в резервуаре будет снижена, водяные струи следует направлять на стенки резервуара на уровне горящей в нем жидкости и несколько ниже этого уровня для охлаждения верхних слоев горючего. Охлаждать резервуары необходимо непрерывно до ликвидации пожара и их полного остывания.
3.4. Подготовка и проведение пенной атаки
3.4.1. Для подготовки пенной атаки необходимо:
назначить из числа наиболее опытных лиц начальствующего состава пожарной охраны начальника боевого участка по подготовке и проведению пенной атаки;
сосредоточить на месте пожара расчетное количество сил и средств. Запас пенообразователя и воды принимается трехкратным при расчетном времени тушения 15 мин - при подаче пены сверху и 10 мин - при подаче пены под слой горючего;
собрать схему подачи пены. Принципиальные схемы боевого развертывания приведены в прил. 4;
провести тщательную проверку собранной схемы подачи пены, опробовать работу техники;
о начале и прекращении пенной атаки объявить по громкоговорящему устройству и продублировать по радиосвязи. Все сигналы на пожаре должны отличаться от сигнала на эвакуацию.
3.4.2. Подача пены средней или низкой кратности на поверхность горючей жидкости должна осуществляться с помощью пеноподъемников, стационарных пенокамер или пенных лафетных стволов. Подача огнетушащих веществ должна осуществляться преимущественно из-за обвалования.
Пеноподъемники Трофимова допускается использовать для тушения резервуаров объемом не более 700 м3.
3.4.2.1. При тушении пеной средней кратности необходимо установить пеноподьемник (пеноподъемники) с расчетным количеством пеногенераторов с наветренной стороны, провести тщательную проверку собранной схемы подачи пены (стрела пеноподъемника с пеногенераторами должна находиться выше стенки резервуара не менее чем на 0,5 м), опробовать работу техники и визуально определить качество пены. Определение качества пены производится при отведенной гребенке с пеногенераторами в сторону от горящего резервуара. Если в течение 2-3 мин не получается качественной пены,
следует выяснить причины и устранить их. Учитывая дальность растекания пены для тушения нефти и нефтепродуктов в резервуарах емкостью 10000
3
м и более, пеногенераторы ГПС следует подавать с помощью АКП-30, АКП-50 или аналогичной техники.
Необходимо предусмотреть один лафетный или ручной ствол для защиты пеноподъемников с пеногенераторами при проведении пенной атаки.
3.4.2.2. При тушении нефти и нефтепродуктов пеной средней кратности в подземных железобетонных резервуарах количество пеногенераторов ГПС определяется из условия подачи пены с нормативной интенсивностью на всю площадь резервуара независимо от площади проемов, образующихся в его покрытии. Тушение отдельных очагов горения у колонн и в "карманах", образовавшихся при обрушении плит покрытия и стен, осуществлять с помощью водопенных стволов (ВПС). Количество ВПС определяет РТП, исходя из сложившейся на пожаре обстановки. Подача пены в горящий железобетонный резервуар должна производиться непосредственно от стенки резервуара с наветренной стороны.
3.4.2.3. При тушении пеной низкой кратности следует использовать пенные лафетные стволы или мониторы, устанавливаемые на обваловании или перед ним. Проверка качества пены осуществляется аналогично п. 3.3.2.1.
3.4.2.4. Тушение пожара в резервуарах с понтоном следует осуществлять как в резервуарах со стационарной крышей без понтона. Расчетная площадь горения принимается равной всей площади резервуара.
3.4.2.5. В резервуаре с плавающей крышей расчетная площадь горения и тактические приемы тушения определяются площадью пожара.
На резервуарах с плавающей крышей в начальной стадии пожара при горении нефти или нефтепродукта в зазоре между стенкой резервуара и краем плавающей крыши к тушению следует приступать немедленно, независимо от количества прибывших сил и средств. При этом пену следует подавать равномерно в кольцевое пространство между стенкой резервуара и барьером крыши. Для подачи пены могут быть использованы как стационарно установленные пеногенераторы, так и переносные пенные стволы. Последние необходимо подавать с площадок стационарных лестниц и обходных площадок, снабженных спасательными веревками, с наветренной стороны резервуара.
При развитии пожара за пределами кольцевого пространства тушение должно производиться как в обычных резервуарах со стационарной крышей. Расчетная площадь горения в этом случае принимается равной всей площади резервуара.
3.4.3. Тушение нефти и нефтепродуктов подслойным способом производится в резервуарах, оборудованных системой подслойного пожаротушения.
При использовании системы подслойного пожаротушения следует применять только фторированные пленкообразующие пенообразователи.
3.4.3.1. При тушении методом подачи пены под слой горючего РТП кроме требований, перечисленных в п. 3.2.1, обязан:
назначить расчеты личного состава и ответственных лиц из начальствующего состава для обеспечения работы и обслуживания системы подслойного тушения и пультов управления задвижками;
проверить наличие жесткой опоры у пеногенераторов;
при подаче пены в технологический трубопровод закрыть задвижки и обеспечить поступление пены в горящий резервуар.
3.4.3.2. При проведении пенной атаки необходимо:
по команде РТП открыть задвижки на пенопроводах; на насосе пожарного автомобиля, подающего пенообразователь в напорную линию, установить давление, превышающее давление воды на смесителе на 0,05-0,1 МПа; осуществить подачу пены всеми расчетными средствами непрерывно до полного прекращения горения;
откачку нефтепродукта из горящего резервуара прекратить, если она до этого момента производилась.
3.4.3.3. Горение проливов продукта в обваловании резервуарного парка ликвидируется в первую очередь в местах расположения пенопроводов систем подслойного пожаротушения путем немедленной подачи огнетушащих веществ.
3.4.4. Пенную атаку необходимо проводить одновременно всеми расчетными средствами непрерывно до полного прекращения горения.
Для предупреждения повторного воспламенения нефти или нефтепродукта подачу пены в резервуар необходимо продолжать не менее 5 мин после прекращения горения.
Если в течение 15 мин при подаче пены сверху и 10 мин при подаче пены под слой горючей жидкости с начала пенной атаки интенсивность горения не снижается, то следует прекратить подачу пены и выяснить причины.
Тушение может быть не достигнуто из-за недостаточной интенсивности подачи раствора пенообразователя, а также плохого качества пены вследствие:
низкого напора перед пенными стволами;
засорения сеток или смесителей;
недостаточной концентрации пенообразователя в растворе;
расположения пенных стволов пеноподьемников в факеле пламени.
3.4.5. В случае продолжения пожара в резервуаре в закрытых для подачи пены зонах горение (по решению РТП) может быть ликвидировано с помощью ручных порошковых и пенных стволов, подаваемых через борт резервуара, или другими способами (подачей в "карман" инертных газов, водяного пара, воды аэрозольного распыла).
3.4.6. При тушении факельного горения на технологической арматуре или над отверстиями (щелями) резервуара следует применять пенные или водяные струи, подаваемые из лафетных стволов.
3.4.7. Горение нефтепродуктов в обваловании, межсвайном пространстве, фланцевых соединениях, на узлах управления задвижками следует ликвидировать с помощью лафетных или ручных стволов, мониторов.
3.4.8. Одновременно с администрацией объекта принимаются меры к прекращению истечения жидкости из резервуара или трубопроводов путем перекрытия ближайших к аварийному участку задвижек и хлопуш на резервуарах. Эффективным приемом для ликвидации горения жидкости, вытекающей из поврежденных задвижек и трубопроводов, является закачка воды (при наличии такой возможности) в поврежденный трубопровод.
3.4.9. В случае пожара в обваловании или при интенсивном обогреве соседних резервуаров целесообразно подать пену на поверхность горючей жидкости в них с помощью стационарных систем пожаротушения.
3.4.10. Тушение пожаров в резервуарах без подрыва стационарной крыши необходимо осуществлять с помощью стационарных пенных камер, установленных на резервуарах, или системы подслойного тушения (при ее наличии). При невозможности использования стационарных систем необходимо производить вырезку отверстий в стенке резервуара.
3.5. Особенности тушения пожаров
3.5.1. Специфика боевых действий подразделений ГПС по тушению пожаров в резервуарах и резервуарных парках, как правило, зависит от условий возникновения и развития пожара, к которым относятся:
образование "карманов", в которые не может быть подана пена;
образование прогретого слоя горючей жидкости толщиной 1 м и более;
низкая температура окружающей среды;
горение в обваловании;
одновременное горение двух и более резервуаров.
3.5.2. При наличии "карманов" необходимо провести специальные мероприятия, позволяющие обеспечить одновременную подачу огнетушащих средств как на открытую поверхность горючего, так и в область "кармана". Одним из способов обеспечения подачи пены в "карман" является проведение работ по вскрытию стенки горящего резервуара.
3.5.2.1. Специальные мероприятия проводятся по решению оперативного штаба.
3.5.2.2. Перед началом работ по вскрытию стенки необходимо провести мероприятия, исключающие или значительно уменьшающие опасность выброса и вскипания. Прогретый слой может быть ликвидирован при подаче пены с нормативной интенсивностью в течение 5-10 мин, а также различными видами перемешивания.
3.5.2.3. Разлившийся в обваловании нефтепродукт, а также участок возле резервуара, где будут проводиться огневые работы, следует покрыть слоем пены; пенные стволы держать в постоянной готовности.
Нижняя кромка отверстия должна располагаться выше уровня горючей жидкости не менее чем на 1 м (это положение определяется визуально по степени деформации стенки, выгоранию слоя краски). Газорезчик должен быть одет в теплоотражательный костюм. Баллоны с кислородом и горючим газом устанавливаются за пределами обвалования и защищаются от теплового воздействия. Шланги для подачи кислорода и горючего газа защищаются с помощью распыленных водяных струй.
3.5.3. Пенную атаку необходимо проводить одновременно с подачей стволов как на открытую поверхность, так и в "карман".
3.5.4. В отдельных случаях можно ликвидировать "карманы" путем закачки нефтепродукта (воды, если горит светлый нефтепродукт) или откачки его с последующим тушением.
3.5.5. Тушение пожара при низком уровне нефти или нефтепродукта под понтоном или плавающей крышей, лежащих на стойках, может быть достигнуто одним из следующих способов:
подачей пены на поверхность горючей жидкости через отверстия (окна), вырезанные в стенке резервуара под понтоном (плавающей крышей) выше уровня жидкости;
закачкой нефти или нефтепродукта (воды, если горит светлый нефтепродукт) поднять уровень продукта выше опорных стоек и осуществить тушение в обычном порядке.
3.5.6. В отдельных случаях для тушения пожара в замкнутом объеме резервуара можно использовать пар, инертные газы, если существует возможность их подачи, в комбинации с охлаждающими средствами тушения.
3.5.7. При горении нескольких резервуаров и недостатке сил и средств для их одновременного тушения все имеющиеся силы и средства необходимо сосредоточить на тушении одного резервуара, расположенного с наветренной стороны, или того, который больше всего угрожает соседним негорящим резервуарам.
3.4.8. Тушение пожаров в резервуарах в условиях низких температур усложняется тем, что, как правило, увеличивается время сосредоточения достаточных сил и средств для проведения пенной атаки. Рекомендации по тушению пожаров в условиях низких температур изложены в прил. 6.
3.5.9. Тушение темных нефтепродуктов, при горении которых образовался гомотермический (прогретый) слой значительной толщины, целесообразно осуществлять введением поочередно пенных стволов. Непосредственно перед пенной атакой территорию между пеноподъемниками и резервуаром покрыть слоем пены, а охлаждение горящего резервуара осуществлять из-за обвалования. Кроме того, принять меры по защите пеноподъемников и рукавных линий водяными струями.
При этом РТП необходимо выполнить условие безопасности, которое выражается как:
где Нр - высота свободной стенки резервуара, м; Н - толщина прогретого слоя горючей жидкости, м. Р ПР
Величина Нпр определяется по формуле

Несоблюдение этого условия может привести к переливу вспенившегося нефтепродукта через борт резервуара. В этом случае пену необходимо подавать из-за обвалования. При этом требуется обеспечить расчетное количество сил и средств для тушения пожара по площади обвалования.
Для предупреждения возможных выбросов при длительном горении нефти и темных нефтепродуктов необходимо принимать меры по удалению слоя донной (подтоварной) воды. Для этого могут быть использованы трубопроводы резервуара.
3.5.10. При угрозе выброса или вскипания на месте пожара сосредоточить необходимое количество бульдозеров, самосвалов, скреперов и другой необходимой техники.
4. ОРГАНИЗАЦИОННО-ПОДГОТОВИТЕЛЬНЫЕ МЕРОПРИЯТИЯ
4.1.1. На каждый объект хранения нефти и нефтепродуктов следует разрабатывать план пожаротушения с учетом действующих нормативных документов.
Расчет необходимых для ликвидации пожара сил и средств в плане пожаротушения проводится в трех вариантах.
4.1.2. Первый вариант (нормативный) предусматривает тушение пожара передвижной пожарной техникой:
в наземных вертикальных резервуарах с понтоном или без него, с плавающей крышей и в подземных резервуарах по площади горизонтального сечения наибольшего резервуара;
в горизонтальных резервуарах по площади резервуара в плане;
3 2
для наземных резервуаров объемом до 400 м , расположенных на одной площадке, по площади в пределах обвалования этой группы, но не более 300 м .
Интенсивность подачи раствора пенообразователя для расчета сил и средств выбирается по табл. 2.1 или 22 с учетом времени свободного развития пожара.
4.1.3. Второй вариант предусматривает тушение пожара в резервуаре, на запорной арматуре и в обваловании одновременно. При локальном разрушении резервуара площадь растекания нефтепродукта определяется границами обвалования, а в случае полного разрушения - по формуле
F=R -V
Ка ур’
где F - прогнозируемая площадь растекания нефтепродукта, м2; Ка - коэффициент затопления, м2-м ; Vр - объем хранимой жидкости в резервуаре, м3.
Величина коэффициента затопления принимается в зависимости от расположения резервуара на местности: 5 - в низине или на ровной площадке; 12 - на возвышенности.
4.1.4. Третий вариант предусматривает тушение пожара в случае его распространения на другие резервуары. Для парка стальных наземных резервуаров этот вариант должен предусматривать вероятность горения всех резервуаров, находящихся в одном обваловании; для парка подземных резервуаров -исходя из особенностей парка и хранящихся жидкостей, но не менее одной трети резервуаров.
4.1.5. Вариант распространения пожара на всю территорию объекта, а также с выходом за его пределы, должен составляться совместно с представителями МЧС и предусматривать привлечение сил и средств не только пожарной охраны, но и сил и средств МЧС.
4.1.6. На каждый резервуар составляются схемы и таблицы с указанием мест установки пеноподъемников или пеномониторов, количества пенных стволов, требуемого запаса пенообразователя и воды.
4.1.7. Нормативный запас пенообразователя, воды и пеноподающая техника, как правило, должны находиться на территории объекта. В отдельных случаях, при наличии в городе или на объекте нескольких резервуарных парков, а также если резервуарный парк оборудован стационарной системой пожаротушения, расчетный запас пенообразователя для тушения пожара передвижными средствами может находиться в другом месте, но при этом время их сосредоточения на месте пожара не должно превышать 1 ч с момента сообщения.
4.1.8. Определить требуемое количество и порядок привлечения для организации тушения пожаров грузовых автомобилей, самосвалов, бульдозеров, экскаваторов, поливочных автомобилей (для подвоза пенообразователя), а также другой техники. Эти вопросы должны быть согласованы с руководством предприятий, имеющих такую технику, и утверждены главой администрации города (населенного пункта или района).
4.1.9. При разработке планов пожаротушения необходимо определить максимально допустимое время ввода сил и средств для охлаждения соседних резервуаров (прил. 7, рис. 1).
Резервуары подлежат охлаждению в зависимости от концентрации паров внутри в следующем порядке;
в области взрывоопасных значений;
ниже нижнего концентрационного предела распространения пламени;
выше верхнего концентрационного предела распространения пламени.
Взрывоопасность среды в облучаемом пламенем пожара резервуаре определяется по рис. 2 прил. 7.
4.1.10. При наличии систем подслойного тушения в планах пожаротушения должны быть предусмотрены схемы боевого развертывания в зависимости от имеющейся пожарной техники.
Для устойчивой работы системы подслойного тушения необходимо использовать пожарные рукава, прошедшие испытания под давлением согласно действующим документам.
4.1.11. При недостатке в гарнизоне пожарной охраны сил и средств следует определить порядок привлечения сил и средств ближайших гарнизонов и опорных пунктов тушения пожаров, техники с других объектов, а при необходимости - сил и средств пожарной охраны соседних субъектов Российской Федерации, согласовав это с соответствующим УГПС, ОГПС. Согласовать порядок вызова и участия сил МЧС, воинских частей, работников милиции, медицинских служб, добровольных пожарных дружин объектов.
4.1.12. Корректировка планов тушения пожаров в резервуарных парках должна проводиться ежегодно, а также при проведении реконструкции резервуарного парка, изменении численности объектовых пожарных частей и подразделений и их технического оснащения.
4.2. Подготовка личного состава
4.2.1. Подготовка личного состава гарнизона пожарной охраны к тушению пожаров в резервуарах и резервуарных парках проводится на занятиях по служебной и боевой подготовке, пожарно-тактических учениях и занятиях в соответствии с приказами, указаниями МВД России, ГУГПС МВД России.
4.2.2. На теоретических занятиях личный состав знакомится с конструкцией резервуаров защищаемого объекта, основными свойствами хранимых продуктов, возможными видами пожаров в резервуарах и резервуарных парках и способами их тушения, мерами безопасности при ведении боевых действий.
На практических занятиях личный состав отрабатывает действия по формированию навыков по сборке схем боевого развертывания для проведения пенной атаки, взаимодействию боевых участков, слаженности действий при боевом развертывании и тушении пожара в резервуарах и резервуарных парках согласно имеющимся планам пожаротушения и требованиям настоящего Руководства.
4.2.3. Пожарно-тактические учения проводятся в соответствии с методическими указаниями по пожарно-тактической подготовке и планом пожаротушения.
Обучение РТП и начальствующего состава пожарных частей действиям при пожаре в резервуарном парке, оценке обстановки на пожаре при различных вариантах его развития и принятию правильных решений целесообразно проводить с использованием ЭВМ.
4.2.4. При проведении учений отрабатываются:
действия персонала по своевременному сообщению о пожаре и функционированию служб объекта;
своевременность сбора сил и средств и их взаимодействие;
взаимодействие пожарной охраны со службами объекта и населенного пункта;
схемы боевого развертывания для проведения пенной атаки;
взаимодействие с привлекаемыми подразделениями МЧС России и другими формированиями; схемы расстановки пожарной техники; порядок работы оперативного штаба; действия личного состава на боевых участках;
действия по защите дыхательной и другой арматуры соседних резервуаров, действия пожарных и других лиц при подаче специальных сигналов; схемы подачи воды на охлаждение горящего и соседних с ним резервуаров; подготовка и проведение пенной атаки;
действия по отводу воды из обвалования горящего резервуара и ее возможному использованию для охлаждения.
4.2.5. При наличии пожарных полигонов с резервуарами или их фрагментами ПТУ отрабатываются действия личного состава при реальном тушении горящего резервуара, обычно на его фрагменте, при этом можно давать различные вводные, учитывающие особенности тушения с усложняющими факторами.
4.3. Взаимодействие пожарной охраны со службами объекта и населенного пункта
4.3.1. Взаимодействие при тушении пожара осуществляется на основании планов локализации и ликвидации пожароопасных ситуаций и пожаров (далее по тексту - планов), которые должны разрабатываться администрацией объекта и согласовываться со всеми участниками взаимодействия. Участниками взаимодействия являются:
подразделения пожарной охраны; администрация объекта;
службы жизнеобеспечения объекта и населенного пункта;
организации, осуществляющие водоснабжение объекта;
организации, осуществляющие подачу электроэнергии;
организации газового хозяйства населенного пункта или объекта;
другие службы, привлекаемые в установленном порядке к тушению пожара.
4.3.2. Координация деятельности служб и постановка задач на проведение работ, связанных с ликвидацией пожара, возлагается до прибытия пожарных подразделений на администрацию объекта. После прибытия пожарных подразделений координация их деятельности возлагается на РТП и оперативный штаб пожаротушения, если иное не оговорено планом ликвидации аварии.
4.3.3. В планах указывается:
система оповещения о возникшем пожаре и взаимном обмене информацией;
состав и дислокация сил и средств, выделяемых участниками взаимодействия при получении сообщения при пожаре; порядок привлечения и организация связи между участниками взаимодействия; первоочередные действия каждого участника взаимодействия при получении сигнала о пожаре; особенности территории, дорог, водообеспечения;
особенности технологических процессов промышленных и других предприятий, оказывающих влияние на обстановку на пожаре и его ликвидацию; организация материально-технического обеспечения тушения пожара и обеспечения аварийно-восстановительных работ для ликвидации последствий пожара;
перечень и особенности юридических аспектов по вопросам привлечения сил и средств организаций и предприятий различных форм собственности к решению задач по тушению пожара и ликвидации его последствий; ответственность сторон-участников взаимодействия.
4.3.4. Отработку совместных действий с привлечением всех предполагаемых участников взаимодействия рекомендуется осуществлять в рамках проведения пожарно-тактических учений.
5. МЕРЫ БЕЗОПАСНОСТИ
5.1. При тушении пожара необходимо обеспечить выполнение требований "Правил по охране труда в подразделениях Государственной противопожарной службы Министерства внутренних дел Российской Федерации" [14] и настоящего Руководства. Дополнительные меры безопасности должны быть предусмотрены в плане пожаротушения с учетом характерных особенностей объекта и развития пожара.
5.2. Перед началом боевого развертывания руководитель тушения пожара обязан:
выбрать и указать личному составу наиболее безопасные и кратчайшие пути прокладки рукавных линий, переноса оборудования и инвентаря;
установить автомобили, оборудование и расположить личный состав на безопасном расстоянии с учетом возможного вскипания, выброса, разлития горящей жидкости и положения зоны задымления, а также, чтобы они не препятствовали расстановке прибывающих сил и средств. Избегать установки техники с подветренной стороны;
установить единые сигналы для быстрого оповещения людей об опасности и известить о них весь личный состав, работающий на пожаре (аварии), и определить пути отходов в безопасное место. Сигнал на эвакуацию личного состава при возникновении угрозы разрушения резервуара, вскипания или выброса горючей жидкости из резервуара следует подавать с помощью сирены от пожарного автомобиля по приказу РТП или оперативного штаба тушения пожара. Сигнал на эвакуацию личного состава должен принципиально отличаться от всех других сигналов на пожаре;
в целях обеспечения безопасности личного состава и техники при угрозе выброса устанавливать пожарные машины (за исключением техники,
используемой для подачи огнетушащих веществ) с наветренной стороны не ближе 100 м от горящего резервуара;
в процессе подготовки к тушению пожара назначить наблюдателей за поведением горящего и соседних с ним резервуаров;
5.3. При проведении боевого развертывания запрещается: начинать его до полной остановки пожарного автомобиля;
надевать на себя лямку присоединенного к рукавной линии пожарного ствола при подъеме на высоту; переносить инструмент, обращенный рабочими поверхностями (режущими, колющими) по ходу движения; поднимать на высоту рукавную линию, заполненную водой; подавать воду в рукавные линии до выхода ствольщиков на исходные позиции.
5.4. Не допускается пребывание личного состава:
непосредственно не задействованного в тушении пожара в зоне возможного поражения при выбросе и вскипании; на кровлях аварийных или соседних резервуаров, если это не связано с крайней необходимостью, на покрытии горящего железобетонного резервуара.
5.5. Личный состав пожарной охраны, обеспечивающий подачу огнетушащих веществ на тушение и охлаждение резервуаров, должен работать в теплоотражательных костюмах, а при необходимости - под прикрытием распыленных водяных струй.
5.6. Подъем личного состава на крыши соседних с горящим наземных резервуаров и покрытия железобетонных заглубленных резервуаров не допускается. В исключительных случаях с разрешения оперативного штаба допускается пребывание на крышах резервуаров лиц, специально проинструктированных для выполнения работ по защите дыхательной и другой арматуры от теплового излучения.
5.7. При выполнении работ в зонах с повышенной тепловой радиацией необходимо предусмотреть своевременную замену личного состава.
5.8. При возникновении опасности образования загазованных зон необходимо: контролировать зоны загазованности;
ограничить доступ людей и запретить работу техники в предполагаемой зоне загазованности; организовать оцепление загазованной зоны с использованием предупреждающих и запрещающих знаков.
5.9. Личный состав и иные участники тушения пожара обязаны следить за изменением обстановки: процессом горения, поведением конструкций, состоянием технологического и пожарного оборудования и, в случае возникновения опасности, немедленно предупредить всех работающих на этом участке и руководителя тушения пожара.
5.10. Категорически запрещается ствольщикам находиться в обваловании горящего резервуара при наличии проливов нефти или нефтепродукта, не покрытого слоем пены, и при отсутствии работающих пеногенераторов или пенных стволов в местах работы личного состава.
5.11. При угрозе выброса необходимо немедленно подать условный сигнал и вывести личный состав в безопасное место.
5.12. При работе с пенообразователем или его раствором личный состав должен быть обеспечен защитными очками или щитками.
ЛИТЕРАТУРА
1. СНиП 2.11.03-93. Склады нефти и нефтепродуктов. Противопожарные нормы / Госстрой России. - М.: ГП ЦПП, 1993.
2. Указания по тушению пожаров нефти и нефтепродуктов в резервуарах. - М.: ГУПО-ВНИИПО, 1973.
3. Рекомендации по тушению пожаров нефти и нефтепродуктов в резервуарах. - М.: ВНИИПО, 1991.
4. Рекомендации по предупреждению и тушению пожаров в резервуарах с понтоном и плавающей крышей. - М., 1982.
5. Наставление по использованию передвижной пожарной техники для тушения пожаров горючих жидкостей в резервуарах подслойным способом. - М.: ВНИИПО -ВИПТШ, 1995.
6. Рекомендации по обеспечению пожарной безопасности и тактике тушения пожаров в резервуарах на свайных основаниях для условий Западной Сибири и Крайнего Севера. - Тюмень, 1987.
7. Определение нормативного запаса пенообразователя для тушения горючих жидкостей в резервуарах: Рекомендации. - М.: ВНИИПО, 1986.
8. Оптимизация параметров огнетушащей эффективности пенных средств для тушения пожаров углеводородных жидкостей: Методические рекомендации. - М.: ВНИИПО, 1988.
9. Тушение нефти и нефтепродуктов: Пособие / Безродный И.Ф., Гилетич А.Н., Меркулов В А. и др. - М.: ВНИИПО, 1996.
10. Молчанов В.П., Сучков В.П. Варианты развития пожара в хранилищах нефтепродуктов // Пожарное дело. - 1994. - N 11.
11. Блинов В.И., Худяков Г.Н. Диффузионное горение жидкостей. - М.: АН СССР, 1961.
12. Абдурагимов ИМ, Андросов А.С., ИсаеваЛ.К., Крылов Е.В. Процессы горения. - М.: ВИПТШ, 1984.
13. Программа подготовки личного состава частей и подразделений Государственной противопожарной службы Министерства внутренних дел Российской Федерации. - М., 1996.
14. Указания по тактической подготовке начальствующего состава пожарной охраны МВД СССР. - М., 1988.
15. Правила по охране труда в подразделениях Государственной противопожарной службы Министерства внутренних дел Российской Федерации. ПОТ РО-78-001-96. - М., 1996.
16. Инструкция взаимодействия между ГПС и службами жизнеобеспечения (со специальными службами города, района), а также подразделениями пожарной охраны министерств и ведомств.
17. Методика проведения тактико-специального учения по управлению силами и средствами при ликвидации аварий с последующим пожаром. - М.: ВНИИПО, 1995.
ПРИЛОЖЕНИЕ 1
КЛАССИФИКАЦИЯ РЕЗЕРВУАРОВ И РЕЗЕРВУАРНЫХ ПАРКОВ
Для хранения нефти и нефтепродуктов в отечественной практике применяются резервуары металлические, железобетонные, из синтетических материалов, льдогрунтовые.
Наиболее распространены, как у нас в стране, так и за рубежом, стальные резервуары. В соответствии с требованиями документа [1] применяются следующие типы стальных резервуаров:
3 3
вертикальные цилиндрические со стационарной конической или сферической крышей вместимостью до 20 000 м (при хранении ЛВЖ) и до 50 000 м (при хранении ГЖ);
3
вертикальные цилиндрические со стационарной крышей и плавающим понтоном вместимостью до 50 000 м ;
3
вертикальные цилиндрические с плавающей крышей вместимостью до 120 000 м .
Г еометрические характеристики основных типов стальных вертикальных резервуаров приведены в табл. 1.
Стенки вертикальных стальных резервуаров состоят из металлических листов, как правило, размером 1,5x3 м или 1,5x6 м. Причем толщина нижнего пояса резервуара колеблется в пределах от 6 мм (РВС-1000) до 25 мм (РВС-120000) в зависимости от вместимости резервуара. Толщина верхнего пояса составляет от 4 до 10 мм. Верхний сварной шов с крышей резервуара выполняется ослабленным с целью предотвращения разрушения резервуара при взрыве паровоздушной смеси внутри замкнутого объема резервуара.
Для хранения относительно небольших количеств нефтепродуктов применяются горизонтальные стальные резервуары емкостью до 1000 м . Кроме стальных резервуаров в ряде случаев применяются также железобетонные.
В зависимости от назначения резервуары подразделяются на группы. К первой группе относятся резервуары, предназначенные для хранения жидкостей при избыточном давлении до 0,07 МПа включительно и температуре до 120 °С. Ко второй группе относятся резервуары, работающие под давлением более 0,07 МПа.
Таблица 1
Геометрические характеристики резервуаров типа РВС
| № п/п |
Тип резервуара | Высота резервуара, м | Диаметр резервуара, м | Площадь зеркала горючего, м2 | Периметр резервуара, м |
| 1 |
РВС-1000 | 9 | 12 | 120 | 39 |
|
2 | РВС-2000 | 12 | 15 | 181 | 48 |
|
3 | РВС-3000 | 12 |
19 | 283 | 60 |
| 4 | РВС-5000 |
12 | 23 | 408 |
72 |
| 5 |
РВС-5000 | 15 | 21 |
344 | 65 |
|
6 | РВС-10000 | 12 |
34 | 918 | 107 |
| 7 | РВС-10000 | 18 | 29 | 637 | 89 |
| 8 |
РВС-15000 | 12 | 40 | 1250 | 126 |
| 9 | РВС-15000 | 18 | 34 | 918 |
107 |
| 10 |
РВС-20000 | 12 | 46 | 1632 | 143 |
| 11 | РВС-20000 | 18 | 40 | 1250 |
125 |
| 12 |
РВС-30000 | 18 | 46 | 1632 | 143 |
| 13 | РВС-50000 | 18 | 61 | 2892 |
190 |
| 14 |
РВС-100000 | 18 | 85,3 | 5715 | 268 |
| 15 | РВС-120000 |
18 | 92,3 | 6691 |
290 |
Резервуары могут устанавливаться подземно или наземно. Подземными называют резервуары, заглубленные в грунт или обсыпанные грунтом, когда наивысший уровень хранимой в нем жидкости находится не менее чем на 0,2 м ниже минимальной планировочной отметки прилегающей площадки, а также резервуары, имеющие обсыпку не менее чем на 0,2 м выше допустимого уровня нефтепродукта в резервуаре и шириной не менее 3 м. Наземными называют резервуары, у которых днище находится на одном уровне или выше минимальной планировочной отметки прилегающей площадки в пределах 3 м от стенки резервуара. В районах Крайнего Севера с вечной мерзлотой практикуется установка резервуаров на свайных основаниях.
Все резервуары оборудуются дыхательной арматурой для выравнивания давления внутри резервуара с окружающей средой при закачке или откачке нефти или нефтепродукта, приемно-отпускными устройствами, а при необходимости, особенно при хранении нефти и темных нефтепродуктов, системами размыва донных отложений. Вентиляционные патрубки на резервуарах для нефтепродуктов с температурой вспышки менее 120 °С оборудуются огневыми преградителями.
Приемно-отпускные устройства резервуаров для хранения светлых и темных нефтепродуктов могут отличаться по конструкции. В первом случае приемно-отпускное устройство состоит из приемно-отпускного патрубка, хлопуши, механизма управления хлопушей, который включает лебедку и трос, перепускное устройство и подводящий трубопровод. Во втором случае вместо хлопуши имеется подъемная труба, которая является продолжением приемно-отпускного патрубка и соединена с последним при помощи шарнира.
Хлопуша представляет собой металлическую заслонку, установленную на приемно-отпускном патрубке. Заслонка крепится на шарнире и перекрывает патрубок под действием собственной массы. Открытие заслонки происходит либо под давлением закачиваемой жидкости, либо с помощью механизма управления. Механизм управления состоит из троса и лебедки, которая может иметь ручной привод для трубопроводов малых диаметров (до 350 мм) или электрический во взрывобезопасном исполнении для трубопроводов диаметром свыше 350 мм. Давление открывания заслонки хлопуши определяется весом самой заслонки и гидростатическим давлением столба жидкости в резервуаре. Центр оси механизма управления хлопуши располагается обычно на 900 мм выше оси приемно-отпускного патрубка, на котором крепится хлопуша.
Резервуары, предназначенные для хранения вязких нефтепродуктов, часто оборудуются системами обогрева и покрываются теплоизоляционным негорючим материалом. В качестве теплоизоляционных материалов могут применяться кирпич, асбоцемент, шлаковата, пеностекло. Подогрев хранимой жидкости в резервуарах с помощью внутренних обогревателей производится насыщенным паром или горячей водой.
На крышах резервуаров кроме дыхательной арматуры размещаются также световые и технологические люки для проведения замеров и технического обслуживания, а на плавающих крышах, кроме того, устройства для удаления атмосферных осадков через гибкий шланг или шарнирную трубу и подвижную лестницу.
Резервуарные парки для хранения нефти и нефтепродуктов представляют собой сложные инженерно-технические сооружения и состоят из резервуаров, как правило, объединенных в группы, систем трубопроводов и других сооружений. Для сокращения потерь нефтепродуктов при их откачке и закачке группы резервуаров со стационарными крышами могут оборудоваться газоуравнительными системами. Эти системы представляют собой сеть газопроводов, соединяющих через огнепреградители паровоздушные пространства резервуаров между собой. В газоуравнительную систему входят также газгольдер, сборник конденсата, насос для перекачки конденсата и конденсатопровод. Для отключения газового пространства отдельных резервуаров от
общей сети имеются перекрывные вентили и задвижки на линиях газопроводов, отходящих от резервуаров.
Резервуары, в которых возможно образование донных отложений (осадков), ведущее к уменьшению их полезного объема, оборудуются системами гидроразмыва. Системы гидроразмыва донных отложений включают в себя: насосную установку для подачи воды в систему, зачистной трубопровод диаметром 150-300 мм к гидроэжекторной установке, гидроэжекторную установку, состоящую из эжектора, передвижной электропомпы и гидромониторов, трубопровод отвода парафиноводяной смеси.
Склады нефти и нефтепродуктов в зависимости от вместимости резервуарных парков и вместимости отдельных резервуаров делятся на следующие категории [1] (табл. 2).
Единичный номинальный объем резервуаров, допустимая номинальная вместимость группы резервуаров и минимальное расстояние между резервуарами в одной группе определяются по документу [1] и представлены в табл. 3.
Таблица 2
Категории складов для хранения нефти и нефтепродуктов
| Категория склада |
Максимальный объем одного резервуара, м3 | Общая вместимость резервуарного парка, м3 |
| I | - | Св. 100000 |
| II | - | Св. 20 000 до 100 000 вкл. |
| Ша | До 5000 | Св. 10 000 до 20 000 вкл. |
| III6 | До 2000 | Св. 2000 до 10 000 вкл. |
| Шв | До 700 | До 2000 вкл. |
Таблица 3
Основные характеристики групп резервуаров
| Резервуары |
Единичный номинальный объем резервуаров, устанавливаемых в группе, м3 | Вид хранимых нефти и нефтепродуктов | Допустимая общая номинальная вместимость 3 группы, м3 |
Минимальное расстояние между резервуарами, расположенными в одной группе |
| С плавающей крышей | 50 000 и более | Независимо от вида жидкости | 200 000 | 30м |
| Менее 50 000 | То же |
120 000 | 0,5D, но не более 30 м | |
| С понтоном |
50000 | То же | 200 000 | 30м |
| Менее 50 000 | То же | 120 000 | 0,65D, но не более 30 м | |
| Со стационарной крышей | 50 000 и менее | Нефть и нефтепродукты с температурой вспышки выше 45 °С | 120 000 | 0,75D, но не более 30 м |
| Со стационарной крышей | 50 000 и менее | То же, с температурой вспышки 45 °С и ниже | 80000 |
0,75D, но не более 30 м |
По назначению резервуарные парки могут быть подразделены на следующие виды:
товарно-сырьевые базы для хранения нефти и нефтепродуктов;
резервуарные парки перекачивающих станций нефте- и нефтепродуктопроводов;
резервуарные парки хранения нефтепродуктов различных объектов.
Резервуарные парки первого вида характеризуются, как правило, значительными объемами хранимых жидкостей, а также тем, что в одной резервуарной группе хранятся нефтепродукты, близкие или одинаковые по составу и своим пожароопасным свойствам. В резервуарных парках второго вида все резервуары чаще всего имеют нефть или нефтепродукт одного вида.
3
В соответствии с требованиями СНиП 2.11.03-93 [1] наземные резервуары для хранения нефти и нефтепродуктов объемом 5000 м и более оборудуются системами автоматического пожаротушения.
•з
На складах категории Ша при наличии не более двух наземных резервуаров объемом 5000 м3 допускается предусматривать тушение пожара этих резервуаров передвижной пожарной техникой при условии оборудования резервуаров стационарно установленными генераторами пены и сухими трубопроводами (с соединительными головками для присоединения пожарной техники и заглушками), выведенными за обвалование.
Стационарными установками охлаждения оборудуются наземные резервуары объемом 5000 м3 и более.
В автоматических системах тушения пожаров в резервуарах применяется пена средней кратности с верхним способом подачи, а также пена низкой кратности с верхним или подслойным способом подачи. Автоматическая установка включает насосную станцию, в которой размещаются водопитатели (насосы), емкость с пенообразователем и дозатор. Насосная станция подаст водный раствор пенообразователя по системе трубопроводов к защищаемым резервуарам. Сеть растворопроводов выполняется кольцевой и располагается за пределами обвалования резервуаров вдоль автомобильных дорог и пожарных проездов. Принципиальные схемы защиты резервуаров и оборудования представлены на рис. 1-10.
Резервуары со стационарной крышей без понтона защищаются стационарными и передвижными установками пожаротушения:
с подачей пены средней кратности на поверхность топлива;
подачей низкократной пены сверху;
подачей низкократной пены в нижнюю часть резервуара, как непосредственно в нефтепродукт (подслойный способ), так и через эластичный рукав с выходом на поверхность горючего.
Рис. 1. Стационарная установка пожаротушения с подачей пены средней кратности
Рис. 3. Стационарная установка пожаротушения с подачей пены в основание резервуара через эластичный рукав на поверхность продукта
Рис. 5. Защита резервуара с плавающей крышей стационарной установкой пожаротушения с подачей пены низкой кратности
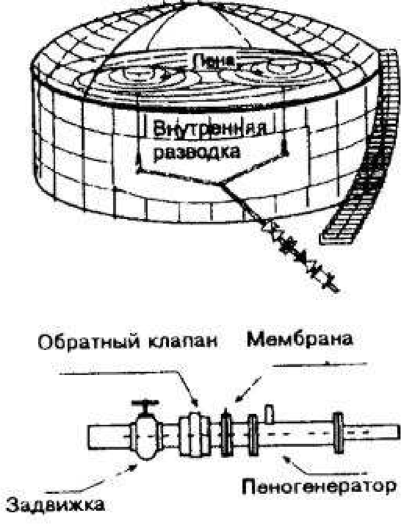
Рис. 4. Стационарная установка пожаротушения с подачей пены низкой кратности в слой горючей жидкости (подслойный способ тушения пожара)

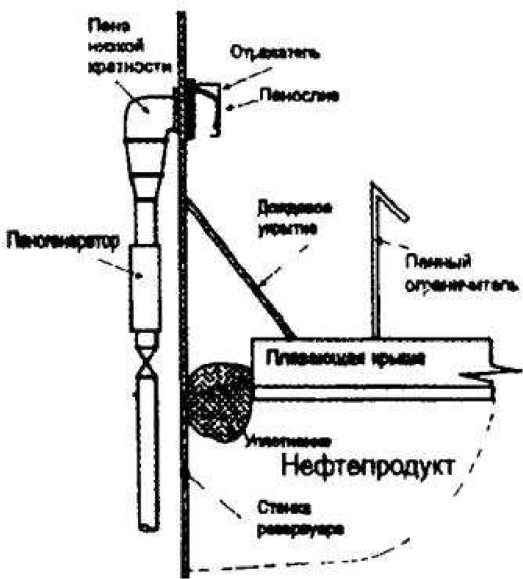
Рис. 6. Пенокамера с пеногенератором для образования и подачи пены низкой кратности в резервуар с плавающей крышей
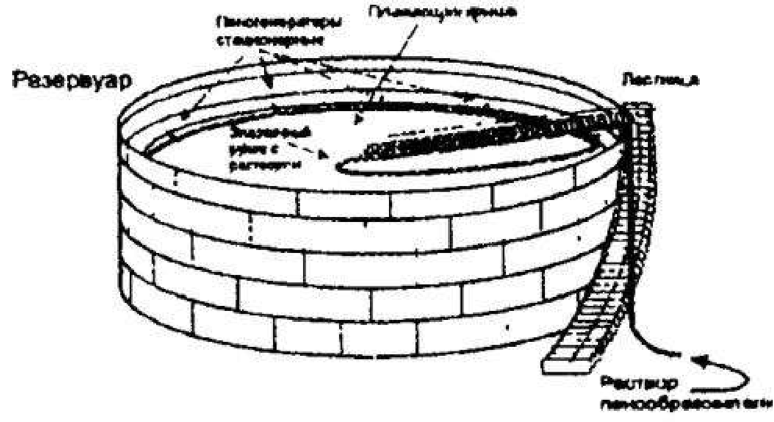
7. Защита резервуара пеногенераторами низкократной пены, стационарно размещаемыми на плавающей крыше. Раствор пенообразователя
Рис.
подается вверх по эластичному рукаву
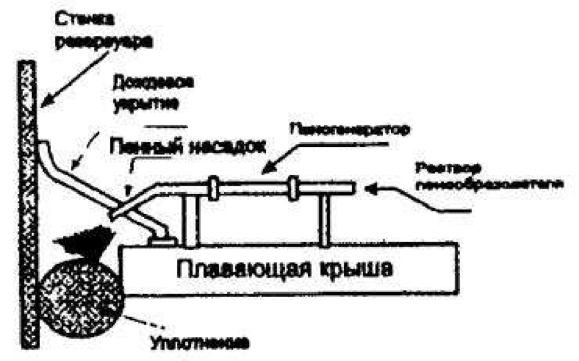
Рис. 8. Расположение пеногенерирующей аппаратуры на плавающей крыше

Рис. 9. Принципиальная схема расположения датчиков-распылителей и емкости с хладоном в автономной системе газового тушения пожара в кольцевом
зазоре резервуара с плавающей крышей
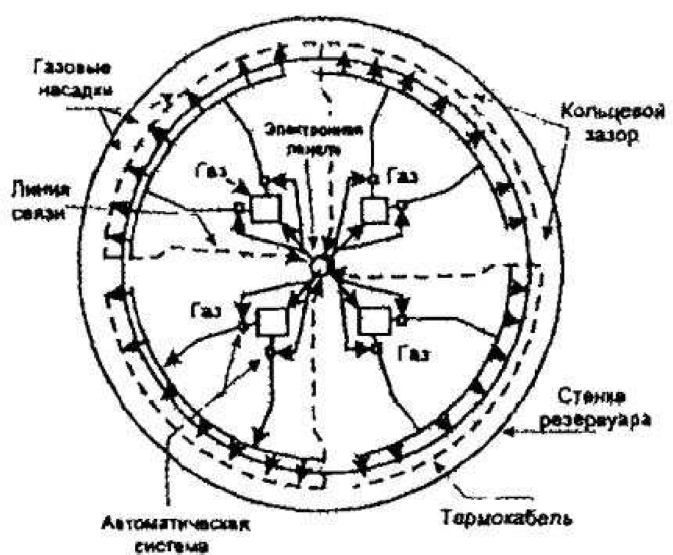
Рис. 10. Схема четырехсекционной автономной автоматической системы газового тушения пожара в кольцевом зазоре резервуара с плавающей крышей
Резервуары с понтоном и стационарной крышей защищаются стационарными и передвижными установками: с подачей пены средней кратности в зазор и на поверхность понтона; подачей низкократной пены только сверху;
подачей низкократной пены одновременно сверху и в слой горючего.
Резервуары с плавающей крышей защищаются стационарными и передвижными установками: с подачей пены средней кратности в кольцевой зазор между стенкой резервуара и краем плавающей крыши;
подачей низкократной пены одновременно сверху в кольцевой зазор между стенкой резервуара и краем плавающей крыши и в слой горючего; подачей хладона (газа), расположенного в емкостях на плавающей крыше в кольцевой зазор и подачей низкократной пленкообразующей пены в слой горючего.
Тип и число пеногенераторов, устанавливаемых на резервуарах, зависят от способа подачи огнетушащего средства, типа горючей жидкости, конструкции и объема резервуара.
При расчете количества подаваемого раствора пенообразователя ширина кольцевого зазора должна приниматься равной расстоянию от стенки резервуара до кольцевого барьера, предназначенного для удержания пены (рекомендуется принимать равной 2,5 м).
ПРИЛОЖЕНИЕ 2
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ ПЕНООБРАЗОВАТЕЛЕЙ
В зависимости от области применения пенообразователи в России согласно ГОСТ 4.99-83 делятся на две группы: общего и целевого назначения. Пенообразователи общего назначения (ПО-ЗАИ, ПО-ЗНП и другие) имеют углеводородную основу и предназначены для получения пены или растворов
смачивателей для тушения пожаров твердых сгораемых материалов (класс А) и горючих жидкостей (класс В).
Пенообразователи целевого назначения (фторированные) используются при тушении нефти, нефтепродуктов и полярных органических жидкостей. В эту же группу включен пенообразователь "Морской", имеющий углеводородную основу. Последний может применяться для получения пены с использованием морской воды и предназначен для тушения горючих жидкостей на судах и объектах морского флота.
По способности разлагаться под действием микрофлоры водоемов и почв пенообразователи делятся на биологически мягкие (биоразлагаемость более 80 %) и биологически жесткие. Биоразлагаемость пенообразователя указывается в его технических характеристиках (табл. 1).
За рубежом пенообразователи в зависимости от поверхностно-активной основы делятся на протеиновые (белковые), фторпротеиновые, синтетические (углеводородные), фторсинтетические пленкообразующие (АРБЕ) и фторпротеиновые пленкообразующие (рЕБР).
Протеиновые пенообразователи состоят из гидролизованного белка с добавками стабилизаторов. Они образуют пену низкой кратности, обладающую высокой теплостойкостью, растекаемостью и предупреждающую повторное воспламенение паров топлива. Эти пенообразователи предназначены для тушения углеводородов. К их недостаткам относится способность смешиваться и загрязняться углеводородами, что требует очень мягкой (плавной) подачи пены на горящую поверхность. Протеиновые пенообразователи в России не нашли применения.
Фторпротеиновые пенообразователи состоят из смеси гидролизованных и стабилизированных белков с органическими олеофобными поверхностноактивными веществами. Наличие фторированных поверхностно-активных веществ позволяет получать пену, устойчивую к загрязнению углеводородами, и подавать ее навесными струями непосредственно на поверхность горящей жидкости. Кроме того, фторпротеиновая пена обладает повышенной огнетушащей способностью и сопротивляемостью к повторному воспламенению, в том числе и при наличии горячих металлических предметов в зоне горения.
Синтетические пенообразователи предназначены для получения пены низкой, средней и высокой кратности. Получаемая из них пена недостаточно устойчива при контакте с нагретыми углеводородами и твердыми предметами. Поэтому за рубежом их не рекомендуют для тушения пожаров в крупных резервуарах и при больших проливах. Пену средней и высокой кратности рекомендуется применять для тушения пожаров в ангарах, корабельных отсеках, машинных залах, галереях и т. д.
Пленкообразующие пенообразователи состоят из смеси углеводородного и фторуглеродного пленкообразующего поверхностно-активного вещества. Фторуглеродный компонент снижает поверхностное натяжение водного раствора пенообразователя до величины, меньшей, чем у нефтепродуктов. Вследствие этого пленка раствора, выделяющегося из пены, растекается по поверхности топлива и резко сокращает скорость его испарения. Кроме того, фторуглеродный компонент пенообразователя придает пене инертность к углеводородным жидкостям, что существенно снижает возможность загрязнения пены топливом и позволяет подавать низкократную пену в очаг пожара навесной струёй или в нижнюю часть резервуара под слой нефтепродукта. Огнетушащая эффективность пены из пленкообразующих пенообразователей типа АББР значительно выше, чем пены из синтетических (углеводородных) пенообразователей.
Фторпротеиновые пленкообразующие пенообразователи типа БББР предназначены для получения низкократной пены, сочетающей в себе повышенную огнетущащую эффективность, присущую пене из пленкообразующих составов, и надежность, характерную для пены из фторпротеиновых пенообразователей. Такая пена имеет хорошую текучесть, повышенную устойчивость к загрязнению нефтепродуктами, а также сопротивляемость к повторному воспламенению топлива, образует устойчивую изолирующую пленку на поверхности углеводородов, в том числе и при наличии горячих поверхностей, прочно прилипает к металлическим конструкциям. Кроме того, достоинствами пенообразователей являются длительный гарантийный срок хранения, низкая температура замерзания, возможность получения пены с водой любой жесткости, в том числе и с морской, а также совместимость пены с сухими порошками при их раздельной подаче. Сравнительная характеристика огнетушащих свойств различных видов пенообразователей представлена в табл. 1, 2.
Основные регламентируемые параметры пенообразователей и рабочих водных растворов:
поверхностное натяжение рабочего раствора пенообразователя - не выше 18 мН-м-1;
межфазное поверхностное натяжение на границе с гептаном - не менее 3,0 мН-м-1;
вязкость концентрата пенообразователя при температуре 20 °С - не более 100 сСт;
пенообразующая способность пенообразователя не должна зависеть от жесткости воды, применяемой для приготовления рабочего раствора;
пенообразователь не должен содержать осадка и посторонних примесей;
по токсичности пенообразователь должен соответствовать четвертому классу опасности (ГОСТ 12.1.007);
температура замерзания - не ниже минус 15 °С;
концентрация рабочего раствора 3 или 6 % (об.);
срок хранения концентрата пенообразователя - не менее 10 лет.
Предпочтительным является применение биологически разлагаемых пенообразователей.
Таблица 1
Технические характеристики пенообразователей
| Показатели |
Пенообразователи общего назначения | Фторированные пенообразователи | ||||||||
|
ПО-6НП | ПО-ЗАИ |
ПО-ЗНП | ТЭАС |
ПО-6ТС | БС-203. БС-206(АББЕ) |
"Петро-филм"(FFFF) |
ПО-6ФП | ПО-6А3Б |
S'raAM-EX- AFFF | |
|
Плотность при 20 °С, кг-м3, не менее | 1.01-103 | 1.02 103 | 1.1-103 |
1.0-103 | 1.0 -1.2-103 | 1.03 103 | 1.13 103 | 1.0-103 |
1.0-103 | 1.04-103 |
| Кинематическая вязкость при 20 °С, 2 -1 мм с |
100 | 10 | 100 |
40 | 40 | 24 |
52.1 | 60 | 40 |
50 |
| Температура застывания, °С, не ниже | -8 |
-3 | -3 | -8 |
-3 | -20 | 0 - | -5 | -5 |
-10 |
| Температура хранения, °С | +5...+40 |
+5. +40 | +5. +40 |
+5. +40 | +5. +40 | -15... +40 | -40... +50 | +5... +40 | +5.. +40 | -15... +50 |
| Водородный показатель, рН |
7.0-10.0 | 8.0-10.0 |
7.0-10.5 | 7.5-9.0 | 7.8-10.0 | 8.0 | 7.2 |
6.5-10 | 6.5-10 | 6.5-8.5 |
| Концентрация рабочего раствора, % (об) | 6 |
3 | 3 | 6 |
6 | 3 или 6 | 3 или 6 | 6 | 6 | 3 или 6 |
| Гарантийный срок хранения, лет, не менее | 1.5 | 1.0 | 1.5 |
2.5 | 1.0 | Более 10 лет | Более 10 лет |
5 | 5 | Более 10 лет |
| Биоразлагаемость |
Б/м | Б/м | Б/м | Б/м | Б/м |
Б/ж | Б/м | Б/м |
Б/м | Б/м |
Таблица 2
Огнетушащие свойства различных видов пенообразователей
| Показатели |
Протеиновый | Синтетический | Фторпротеиновый |
Фторсинтетический пленкообразующий |
Фторпротеиновый пленкообразующий | |
| Скорость тушения |
* | *** |
*** | **** | **** |
|
| Сопротивляемость повторному возгоранию | к | **** | * | **** |
*** | *** |
|
Устойчивость углеводородам |
к | * |
* | *** | **** | **** |
Обозначения: * - слабая; ** - средняя; *** - хорошая; **** - отличная.
ПРИЛОЖЕНИЕ 3
НОМОГРАММА ДЛЯ ОПРЕДЕЛЕНИЯ ОРИЕНТИРОВОЧНОГО РАСХОДА РАСТВОРА ПЕНООБРАЗОВАТЕЛЯ И КОЛИЧЕСТВА ГЕНЕРАТОРОВ
Номограмма предназначена для определения ориентировочного расхода раствора пенообразователя и количества генераторов для тушения нефти и
нефтепродуктов в резервуарах и проливов (рис. 1). Номограмма представляет собой три основных логарифмических шкалы, на которых нанесены площадь горения (F), расход раствора пенообразователя (Ор_ра), интенсивность подачи раствора пенообразователя (J^). Кроме того, на номограмме
имеется пунктирная шкала, на которой нанесены два типа пеногенераторов в зависимости от способа подачи и их количество (N).
Пример пользования номограммой. Определить расход раствора пенообразователя и количество генераторов для тушения РВС-5000 (H = 11,98 м; D =
22,8 м) с дизельньм топливом. Площадь горения (F) составит 408 м2.
В соответствии с табл. 2.1 нормативная интенсивность (JH) при тушении дизельного топлива пеной средней кратности, получаемой из пенообразователя
общего назначения, равна 0,05 л-м-2-с-1. На левой шкале находим соответствующее значение площади тушения (F), а на правой - нормативную интенсивность подачи раствора пенообразователя (Jh). Соединив заданные величины, получим точку пересечения со средней шкалой, на которой нанесены
значения расхода раствора пенообразователя Ор_ра. Вправо по горизонтали от полученной величины (в нашем примере Q = 20 л-с-1) показаны тип и количество необходимых генераторов пены в зависимости от применяемого способа тушения пожара в резервуаре.
F, Н* «ООО
5000 4000 3500
2500}-
зооо
1?50К
1500 12 SO
1000 050
ТОО 600
300 400
350 250
юо
150
100 75
50
О, 50
подача пони под слой ГЖ
ГЛС/600/2000
ТИП/12/23/46
| - | Qp - р я 1 | Ю, л - с"1 | |
| ¦ | - 3*0 | -/10 | |
|
¦ 240 | -/12 | ||
|
¦ | - 1*0 | /9 | |
| - | * 150 | -/е | |
| - |
' 110 | -/6 | |
| и | ' 100 |
V5 | |
| ¦ 90 | 14/4 | ||
| N > |
«0 | 10/3 | |
| ' 50 | 9/3 | ||
| ¦ | л. |
' 40 | V2 |
| ' | ' эо | Ь/2 |
'V
'/'/а
-/-/*
-/-/4
-/-/*
ч-п
-/-/У
'/4/2
-пп
"/3/2
4/2/1
Э/2/1
25
| 20 — | --4/1“ | 1 ¦ - - р 2/1/- | 0,14 |
|
15 | 3/1 | 1 2/1/" | |
| 17\ | 2/~ | 1 1/1/- ¦ |
0,12 |
| 10 \ |
V- | | 1/-/- | |
| • | \ г/- | | V-/- | |
| 5 | XV- | | V-Л . | 0 10 |
| 5 | , 1/-Л |
vf | |
| 4 |
V N | ; 1/-л * | 0, 0» |
| 3 | 1/- | \ 1/-/- | |
|
7 | 1/- | 1 \i/V- | 0, ов |
0,07
К пеногенераторов,шт.
подача лени на поверхность г*
О/ 49 0,40
0,35
О, 30 0,3®
0,35
О, 22 О, 20
0>1Т
0,1»
Номограмма по определению ориентировочного расхода раствора пенообразователя и количества пеногенераторов независимо от способа подачи
пены
(-) - применение нецелесообразно
ПРИЛОЖЕНИЕ 4
ХАРАКТЕРИСТИКИ ПЕНОГЕНЕРИРУЮЩЕЙ АППАРАТУРЫ И ТЕХНИКИ ДЛЯ ПОЛУЧЕНИЯ ПЕНЫ
Для получения пены средней кратности применяются пеногенераторы ГПС-200, ГПС-600, ГПС-600М, ГПС-2000, ГПС-2000М. При подаче пены средней кратности пеногенераторы типа ГПС следует устанавливать в местах, исключающих воздействие на них пламени и газообразных продуктов горения. В табл. 1 даны основные характеристики пеногенераторов типа ГПС.
Для получения водного раствора пенообразователя применяются стационарные пеносмесители ПС-5, устанавливаемые на насосах пожарных машин. ПС-5 обеспечивает подачу 5 стволов типа ГПС-600. На ПНС-110 (131) на насосе устанавливается ПС-12, обеспечивающий подачу 6, 9 и 12 стволов типа ГПС-600. На автомобилях пенного тушения вывозятся переносные смесители марок ПС-1, ПС-2, ПС-3, которые устанавливаются в напорную линию.
Для подачи большого количества пенообразователя в рукавные линии используют пенные дозирующие вставки, которые самостоятельно изготавливают гарнизоны пожарной охраны. Дозировка пенообразователя осуществляется путем нагнетания его в напорную линию. Для введения пенообразователя в напорную линию дозирующая вставка, как правило, имеет штуцер с условным проходом 51 мм, манометр, дозирующую шайбу диаметром 10 или 25 мм.
При подаче пенообразователя в напорную рукавную линию необходимо поддерживать разность давлений пенообразователя и воды на вставке в соответствии с табл. 2.
Для каждой дозирующей вставки, изготовленной самостоятельно, должны быть разработаны тарировочные таблицы по определению разности давлений в зависимости от количества подключенных пеногенераторов.
Длина рукавных линий выбирается так, чтобы при давлении на насосах 0,9 МПа потери давления в рукавных линиях составляли не более 0,3 МПа.
Таблица 1
Характеристики пеногенераторов типа ГПС
| Пеногенераторы | Рекомендуемое давление у распылителя. МПа |
Расход раствора пенообразователя, л-с-1 |
Кратность пены |
Максим. расход пенообразователя, л- с-1 | Габар |
иты | Вес, кг |
Дальность пенной струи, м |
| Диаметр пакета сеток, мм | Длина, м | |||||||
| ГПС-200 | 0,4-0,6 | 1,6-2 | 70-100 |
0,12 | 183 | 0,54 |
2,5 | |
| ГПС-600 | 0,4-0,6 | 5-6 |
70-100 | 0,36 | 309 |
0,725 | 5 | 6-8 |
| ГПС-600М | 0,4-0,6 | 5-6 | 70-100 |
0,36 | 310 | 0,5 |
3,2 | 10 |
|
ГПС-2000 | 0,4-0,6 | 17-20 | 70-100 | 1,2 |
650 | 1,5 | 25 |
6-8 |
| ГПС-2000М |
0,4-0,6 | 17-20 | 70-100 | 1,2 | 506 |
1,055 | 12,5 | 12 |
Таблица 2
Разность давлений пенообразователя и воды на вставке
|
Пеногенераторы |
Количество пеногенераторов | |||||||||
| Вставка d=10 мм |
Вставка d=25 мм | |||||||||
|
ГПС-600 или ГПС-600М | ГПС-2000 или ГПС-2000М | |||||||||
| 1 |
2 | 3 | 4 |
5 | 1 | 2 |
3 | 4 | 5 | |
| Требуемый расход |
0,36 | 0,72 | 1,08 |
1,44 | 1,80 | 1,2 | 2,4 | 3,6 |
4,8 | 6,0 |
| пенообразователя, л-с-1 | ||||||||||
| Разность давлений пенообразователя и воды у вставки, атм | 0,24 | 0,96 |
2,2 | 3,8 | 5,38 |
2,2 | 0,22 | 0,5 | 0,88 | 1,34 |
Примечание. Значения расходов в табл. 2 даны при концентрации пенообразователя в растворе, равной 6 %.
При нормальной работе пеногенераторов пена поступает плотной струёй. При неправильной работе пеногенераторов получается пена низкой кратности или вообще не получается. В этих случаях подачу пены следует прекратить и проверить систему дозировки.
Для подачи пены на тушение пожара в резервуарах используются механизированные пеноподъемники "Бронто-Скайлифт 35-3", АКП-30, АКП-50, приспособленная пожарная техника (на базе АЛ-30, АТС-59 с башенным механизмом от АЛ-30), переносной подъемник на базе трехколенной лестницы Л-60 с подачей одного ГПС-2000 или трех ГПС-600, а также стационарные пенные камеры для подачи пены средней кратности от передвижной пожарной техники. Принципиальные схемы боевого развертывания для подачи пены средней кратности представлены на рис. 1.
При тушении пожаров в подземном железобетонном резервуаре, в зазоре между стенкой резервуара и плавающей крышей пена может быть подана с помощью пеногенераторов, установленных вручную на борт резервуара.
Принципиальная схема боевого развертывания при использовании пеноподъемников или приспособленной техники представлена на рис. 1. Дозировка пенообразователя происходит в зависимости от расхода огнетушащего средства.
В связи с недостатком серийно выпускаемой техники для подачи пены в горящий резервуар целесообразно использовать приспособленную технику на базе специальных кранов типа "КАТО", "ФАУН", "ЛИБКНЕР" и других с вылетом стрелы около 50 м. Для вышеперечисленной техники изготавливаются гребенки с патрубками для присоединения ГПС-2000, ГПС-2000М.
При использовании всех типов пеноподъемников необходимо определить максимальную длину рукавных линий для получения качественной пены. Предельное расстояние между водоисточником и местом установки пеноподъемника определяется по формуле
где Нн - напор на насосе, м; Ьст - напор у пеногенераторов, м; Z - высота подъема стволов, м; S - сопротивление одного напорного рукава длиной 20 м;
Q, - подача воды (раствора пенообразователя), л-с-1.
В зависимости от схемы подачи пены требуемое давление на насосе пожарного автомобиля определяется по формуле: подача пены на поверхность горючей жидкости в резервуар:
НН = К + hn + Ьгпс + Z
подача пены на поверхность горючей жидкости в железобетонный резервуар или в обваловку:
НН ^ + hn + ^пс + z’ подача пены низкой кратности при тушении пожара в резервуаре подслойным способом:
НН = К + hLНП,
где Нн - давление или напор на насосе, МПа или м вод. ст.; hj^ - потери давления (напора) в магистральных линиях, МПа или м вод. ст.; hj^ = п-Зр О2 - при
подаче воды (раствора пенообразователя) по одной магистральной линии; hAм = пSр¦Q2/4 - при подаче воды (раствора пенообразователя) по двум магистральным линиям; п - количество рукавов в магистральной линии; Sр - сопротивление одного рукава; hn - потери давления (напора) в пеноподъемнике; Ьгпс - давление (напор) у пеногенератора, МПа или м вод. ст.; z - высота подъема пеногенераторов; Ь^нп - потери давления на генераторе низкократной пены, МПа или м вод. ст.
Давление на насосе пожарной машины не должно превышать значения давления, указанного в паспорте на насос, если требуется больше, то необходимо организовывать перекачку.
Пена низкой кратности может подаваться в резервуар как сверху, так и под слой горючего.
Для подачи пены низкой кратности в резервуар сверху от передвижной пожарной техники могут применяться переносные водопенные лафетные стволы как отечественного, так и зарубежного производства. Кроме того, для этой цели могут использоваться стационарные лафетные стволы, а для тушения проливов в обваловании - ручные водопенные стволы. Основные характеристики переносных стволов приведены в табл. 3.
Таблица 3
Основные характеристики переносных водопенных стволов
| Технические характеристики | Марка ствола | |||
| ПЛС-П20Б |
СВПЭ-4 | СВПЭ-8 |
ЛСД-40А | |
| Рабочее давление, МПа (кгс-см-2) |
0,6(6) | 0,6(6) | 0,6(6) | 0,6-1,0 |
| Расход раствора пенообразователя, -1 |
19 | 4,8-6,0 |
13,3-16,0 | 20-30 |
|
л- с Диаметр выходного отверстия | 25, 28, 32 | - |
- | - |
|
насадка, мм | ||||
| Кратность пены |
9 | 4-6 | 4-6 |
4-6 |
| Максимальная дальность пенной | 40 |
18 | 20 | 40 |
| струи при угле 32°, м | ||||
| Длина ствола, мм | 1200 | 715 | 845 | - |
|
Масса ствола, кг | 22 |
2,8 | 3,8 | 95 |
Для получения и подачи пены низкой кратности под слой горючего в резервуар могут применяться отечественные высоконапорные пеногенераторы типа ГНП и ГНПС. Указанные типы пеногенераторов имеют рабочее давление 0,6-0,9 МПа, кратность получаемой пены составляет не менее 3. Основные характеристики высоконапорных пеногенераторов отечественного производства типа ГНП (разработка ВНИИПО) приведены в табл. 4 и типа ВПГ (разработки МИНЬ, НПП "Герда") - в табл. 5.
Принципиальные схемы боевого развертывания при тушении пожаров в резервуарах представлены на рис. 1-3.
Таблица 4
Основные параметры пеногенераторов типа ГНП
|
Наименование параметра |
Значения для типоразмеров | ||
| ГНП-12 (ГНПС-12) | ГНП-23 (ГНПС-12) | ГНП-46 (ГНПС-12) | |
| Рабочее давление перед стволом, МПа | 0,6-0,9-(6-9) |
0,6-0,9-(6-9) | 0,6-0,9-(6-9) |
| (кгс-см-2) | |||
| Кратность пены |
Не менее 3 | Не менее З | Не менее 3 |
|
Расход огнетушащих средств при 6 % |
|||
| растворе пенообразователя, л-с-1: | |||
| раствора ПО |
12±2 | 23±3 |
46±4 |
| ПО |
0,8 | 1,4 | 2,8 |
| воды | 11,2 |
21,6 | 43,2 |
|
Длина, мм | 1035 |
1080 | 1080 |
|
Масса, кг | 32,1(36,1) |
35,0(37,7) | 35,0(37,7) |
Основные параметры пеногенераторов типа ВПГ
Таблица 5
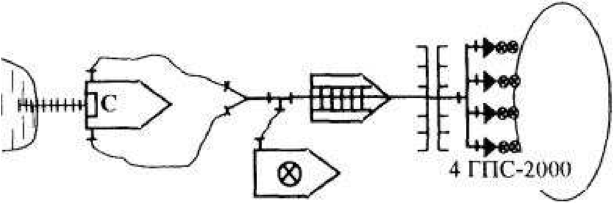
Рис. 1. Принципиальная схема тушения пожара в резервуаре пеной средней кратности с использованием механизированного пеноподъемника
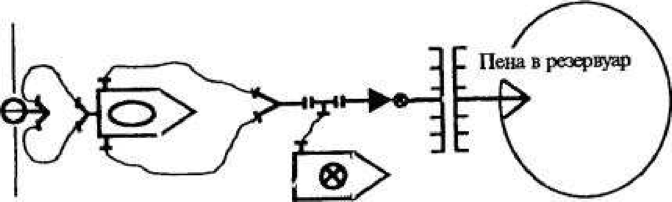
Рис. 2. Принципиальная схема подачи пены низкой кратности при тушении пожара в резервуаре подслойным методом
| Наименование параметра | Значения для типоразмеров | |||
| ВПГ-10 | ВПГ -20 | ВПГ-40 |
ВПГ-10/30 | |
| Рабочее давление перед стволом, МПа (кгс-см-2) Кратность пены Расход огнетушащих средств при 6 % растворе пенообразователя, л-с-1: раствора ПО ПО воды | 0,6-0,9-(6-9) Не менее 3 10±2 0,6 9,4 |
0,6-0,9-(6-9) Не менее 3 20±3 1,2 18,8 | 0,6-0,9-(6-9) Не менее 3 40±5 2,4 37,6 | 0,6-0,9-(6-9) 3-6 10+30 0,6+1,8 9,4+28,2 |
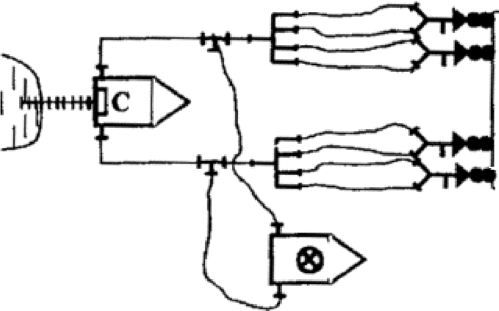
4 ГПС-2000
Рис. 3. Принципиальная схема тушения пожара в ЖБР пеной средней кратности
ПРИЛОЖЕНИЕ 5
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ОГНЕТУШАЩИХ ПОРОШКОВ ОБЩЕГО НАЗНАЧЕНИЯ
|
Наименование огнетушащего порошка | Основной состав порошка |
Огнетушащая способность по ГОСТ 226952-86, кгсм-2 |
Завод-изготовитель |
|
ПСБ-ЗМ, ТУ 2149-017-10968286-95 Пирант А, ТУ 301-11-10-90 ПХК, ТУ 10968286-06-94 |
Бикарбонат натрия, белая сажа, нефелиновый концентрат Фосфорно-аммонийные соли, слюда, белая сажа Хлорид калия, гидрофобные добавки | 0,8 0,8 1,0 | 157040, г. Буй Костромской области, ул. Чапаева, 1 Кингисеппское ПО "Фосфорит", г. Кингисепп 157040, г. Буй Костромской области, ул. Чапаева, 1 |
ПРИЛОЖЕНИЕ 6
ОСОБЕННОСТИ ТУШЕНИЯ ПОЖАРОВ В РЕЗЕРВУАРНЫХ ПАРКАХ В УСЛОВИЯХ НИЗКИХ ТЕМПЕРАТУР
Тушение пожаров в резервуарах и резервуарных парках в условиях низких температур усложняется тем, что, как правило, увеличивается время сосредоточения достаточных сил и средств для проведения пенной атаки. Вода, подаваемая по рукавным линиям, интенсивно охлаждается и, достигая 0 °С, кристаллизуется с отложением льда на стенках рукавной арматуры и рукавов. В результате уменьшения сечения рукавной линии возникает дополнительное сопротивление, что ведет к снижению расхода воды. Воздушно-механическая пена средней кратности в условиях низких температур малоподвижна, быстро замерзает, превращаясь в снежную пористую массу.
При тушении пожаров в условиях низких температур следует:
применять пожарные стволы с большим расходом, исключить применение перекрывных стволов и стволов-распылителей;
прокладывать линии из прорезиненных и латексных рукавов больших диаметров, рукавные разветвления и соединительные головки рукавных линий утеплять или защищать от воздействия окружающей среды подручными средствами, в том числе снегом;
определить места заправки горячей водой и при необходимости заправить ею цистерны;
перед подачей пены или раствора пенообразователя в линию в момент начала пенной атаки ее необходимо прогреть до температуры выше 5 °С, чтобы исключить возможное образование ледяных пробок или снижение расхода подаваемого раствора пенообразователя или пены вследствие уменьшения сечения подводящих линий. В качестве обогревателя можно использовать горячую воду.
Для обогрева кабин пожарных автомобилей, задействованных на пожаре, целесообразно устанавливать дополнительные обогреватели и утеплять кабины.
Для обогрева насосов, расположенных в заднем отсеке, рекомендуется использовать горелки инфракрасного излучения.
Выезд и следование автомобилей ПНС-110 производить с работающим двигателем насосной установки. Для обогрева насосного отсека ПНС-110 в зимнее время необходимо устанавливать специальный кожух, по которому поток теплого воздуха направляется в насосный отсек, или вместо вентилятора, предусмотренного заводом-изготовителем, устанавливать вентилятор, позволяющий изменить направление потока воздуха от радиатора охлаждения в насосный отсек.
Вблизи места пожара целесообразно организовать пункты обогрева личного состава, чаще производить смену людей, обеспечивающих охлаждение резервуаров и работу техники.
Для отыскания крышек колодцев гидрантов, находящихся под снегом, рекомендуется использовать армейские миноискатели.
Для прокладки магистральных линий рекомендуется использовать выполненные из жести ящики с полозьями, в которых "гармошкой" уложены рукава.
Одним из наиболее важных вопросов, возникающих при тушении пожаров в условиях низких температур, является обеспечение бесперебойной подачи воды по рукавным линиям от водоисточника к очагу горения.
Вода, подаваемая по рукавным линиям, интенсивно охлаждается и, достигая 0 °С, кристаллизуется с отложением льда на стенках рукавной арматуры и рукавов и образованием шуги в основном потоке внутри рукава. В результате уменьшения сечения рукавной линии возникает дополнительное сопротивление, что ведет к снижению расхода воды, а в отдельных случаях - к образованию ледяных пробок (промерзанию рукавов), и резко осложняет процесс тушения.
Предельная длина рукавной линии в условиях установившегося течения зависит от начальной температуры воды tm на входе в рукавную линию, температуры окружающей среды t0, и может быть рассчитана по формуле
где Ст - расход воды, л-с-1; бн- наружный диаметр рукава, мм; К - коэффициент теплопередачи, Вт-м-2-К-1; рв - плотность жидкости, кг-м-3; Срв - удельная теплоемкость жидкости, Дж-кг-1-К-1.
ПРИЛОЖЕНИЕ 7
ПРОГНОЗИРОВАНИЕ РАЗВИТИЯ ПОЖАРА В РЕЗЕРВУАРНОЙ ГРУППЕ ОТ ЛУЧИСТОЙ ЭНЕРГИИ ФАКЕЛА ПЛАМЕНИ
Прогнозирование выполняют при разработке оперативных планов пожаротушения для оценки максимально допустимого времени ввода сил и средств и первоочередного охлаждения резервуаров, расположенных рядом с горящим, с целью предотвращения возможности взрыва в паровоздушном пространстве или факельного горения паровоздушной смеси, выходящей из мест сообщения газового пространства облучаемого резервуара с атмосферой.
Результаты оценки справедливы для группы однотипных резервуаров при горении жидкости на всей свободной поверхности резервуара в условиях штиля.
Методика прогноза включает два этапа. На первом определяют максимально допустимое время введения сил и средств на охлаждение из условий предотвращения опасности нагрева элементов конструкции облучаемого резервуара выше температуры самовоспламенения паров нефтепродуктов. На втором этапе по взрывоопасности среды в облучаемом резервуаре определяют первоочередность введения стволов для охлаждения резервуаров, особенно при недостатке сил и средств начальной стадии пожара.
Продолжительность нагрева наиболее теплонапряженного элемента конструкции соседнего с горящим резервуара до температуры самовоспламенения паров нефтепродукта можно оценить по номограмме (рис. 1).
Ключ к пользованию номограммой состоит в следующем. Из точки, соответствующей температуре окружающей среды, проводят направляющий луч через шкалу "Отношение расстояния между резервуарами к диаметру горящего" и определяют длительность нагрева стенки до температуры самовоспламенения.
Пример пользования номограммой показан на рис. 1 штрих-пунктиром при следующих исходных данных: температура окружающего воздуха 0 °С;
отношение расстояния между резервуарами к диаметру горящего составляет 0,45.
Из точки, соответствующей температуре окружающей среды (0 °С), проводим направляющий луч "X", который пересекает шкалу "Отношение расстояния между резервуарами к диаметру горящего" в точке, равной 0,45, и показывает на шкале "Критическое время" 11 мин.
Делаем вывод о том, что с начала пожара до истечения 11 мин должны быть предприняты активные действия по охлаждению соседних резервуаров. Расчет номограмм выполнен при следующих условиях:
опасная температура нагрева (176 °С) принята равной 0,8 температуры самовоспламенения для топлива ТС-1 (данный нефтепродукт имеет минимальную температуру самовоспламенения);
интегральная плотность излучения при горении дизельного топлива в среднем составляет 73 кВт-м-2; толщина оболочки верхнего пояса резервуара РВС-5000 составляет 5 мм.
Взрывоопасность среды в облучаемом резервуаре со стационарной крышей можно оценить по номограмме (рис. 2).
Для пользования номограммой необходимо подготовить следующие исходные данные: уровень взлива нефтепродукта в соседних резервуарах;
температуру нефтепродукта в негорящем резервуаре (принимают равной среднемесячной температуре окружающей среды); температуру вспышки нефтепродуктов.
Пример пользования номограммой показан на рис. 2 штрих-пунктиром при следующих исходных данных: уровень взлива топлива ТС-1 в негорящем резервуаре равен 10,66 м;
температура нефтепродукта равна среднемесячной температуре окружающей среды в июне, т. е. 20 °С; температура вспышки топлива ТС-1 составила 31 °С;
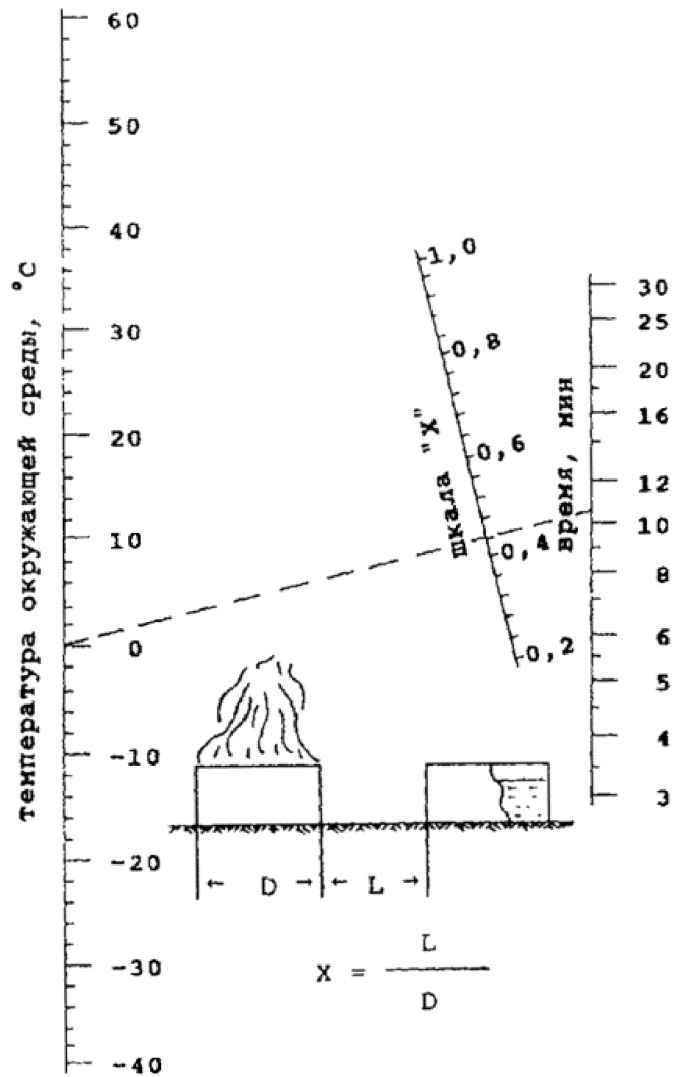
Рис. 1. Номограмма для определения максимально допустимого времени ввода сил и средств для охлаждения резервуаров, расположенных рядом с
горящим
п|
д
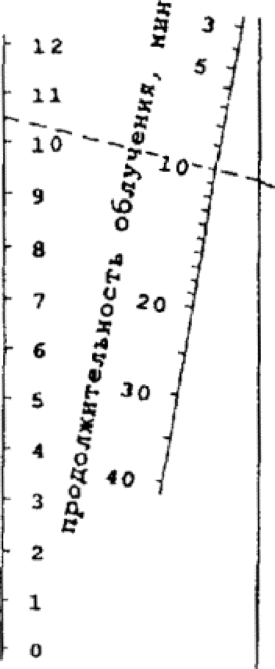
К
л
ft)
л
X
+
о
«
о
ё
at
е
(S
X
a
&0 7 Q ?0 5 О 4 0 ЭС^ 20
10
V
К
X
О
"J
текпература,аслытки
W
о
о.
rJ
К
Ы
д
а
ь
к
и
и
х
о
л:
Я
U
<1*
С
о
о
a
х
а
л
«
¦ О
г -10
г ?
I
Ф
о
| К | 1 |
| (d | |
| к |
а |
| U |
ь |
| к | |
| я | « |
| о | сг |
|
п | |
| и |
? |
| vjD |
ж |
| *ь | |
| СС | |
|
<4 | * |
| F* | X |
| О |
CJ |
| S* | |
| Ч | 4 |
| Ю | I |
| О | Л |
| - 0 | ,* |
| * 0 | |
| 0 |
,7 |
го
'X
tc
tf
л
ь
|
4 | ,0 |
о и |
|
& | ,0 |
*?» 0 |
|
& | ,0 | |
| X | 1 |
m |
| ш—Л ¦4 | ш |
с: |
| % |
(X | к |
|
0 | ш | |
| т | X |
|
| с |
V | |
| ? | ет | V |
| о | X |
в |
| 41 |
0 | d |
| '¦О | X |
Я |
|
Я | ||
|
а | ||
| л |
X | & |
1,2
1, * 2,0 2, S
3,0
Рис. 2. Номограмма для определения взрывоопасности среды в резервуаре, расположенном рядом с горящим
продолжительность облучения 10 мин. Из точки, соответствующей уровню взлива нефтепродукта (10,66 м), проходит направляющий луч через шкалу "Время облучения" в точке, равной 10 мин, и упирается в прямую 1. При этом на прямой 1 делается отметка. Далее из этой точки направляющий луч пересекает точку 20 °С на шкале "Температура нефтепродукта" и упирается в прямую 2. Из этой точки направляющий луч проходит через точку 31 °С на шкале "Температура вспышки" и указывает значение концентрации, равное 1,4 % (об.), т. е. концентрация паров в резервуаре взрывоопасная. Взрывоопасность среды указывает на первоочередность введения стволов для охлаждения данного резервуара.
ПРИЛОЖЕНИЕ 8
ОСОБЕННОСТИ ОТКАЧКИ ГЖ ИЗ РЕЗЕРВУАРОВ
Все операции по откачке нефтепродуктов из горящего и соседних с ним резервуаров должны проводиться только по решению штаба пожаротушения. Наибольшую опасность представляет непосредственное воздействие пламени на соседний резервуар при выполнении операции заполнения или откачки нефтепродукта. При откачке пламя может проникнуть внутрь резервуара и привести к взрыву паровоздушной смеси с последующим горением. При заполнении соседнего резервуара пламя может возникнуть на работающих дыхательных устройствах.
При откачке нефтепродукта из горящего резервуара следует учитывать факторы, усложняющие тушение:
отводятся нижние ненагретые слои, в связи с чем увеличивается доля нагретого горючего в резервуаре, повышается среднеобъемная температура жидкости, и, как следствие, увеличивается расчетное количество сил и средств;
с увеличением расстояния от пенослива до горящей жидкости в начале тушения тепловое излучение и конвективные потоки интенсивно разрушают пену и препятствуют ее накоплению на поверхности горючего;
при горении темных нефтепродуктов и невозможности полной его откачки оставшаяся часть горючего может создать угрозу выброса или вскипания; при откачке продукта происходит опускание верхнего прогретого слоя, соприкосновение которого с находящейся в нижней части резервуара водой может привести к выбросу;
при опускании горючего ниже опор горение будет происходить под понтоном или плавающей крышей (при их наличии).
С понижением уровня горючей жидкости ниже узла управления хлопушей может произойти обрыв троса, удерживающего хлопушу и перекрытие трубопровода, то есть в резервуаре останется около 1 м нефтепродукта.
Определение времени возможного выброса при проведении откачки изложено в разд. 1.
При откачке нефтепродукта или нефти из горящего резервуара стенка его выше уровня горючей жидкости должна охлаждаться на всю высоту с учетом влияния колец (ребер) жесткости.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
1. ВОЗНИКНОВЕНИЕ И РАЗВИТИЕ ПОЖАРОВ В РЕЗЕРВУАРАХ И РЕЗЕРВУАРНЫХ ПАРКАХ
1.1. Возникновение пожара
1.2. Развитие пожара
2. ОГНЕТУШ АТТТИЕ ВЕЩЕСТВА И СПОСОБЫ ТУШЕНИЯ
2.1. Огнетушащее действие пены
2.2. Нормативные интенсивности подачи пенных средств
2.3. Применение других веществ и способов пожаротушения
2.4. Особенности тушения пожаров в резервуарах подслойным способом
3 ТУШЕНИЕ ПОЖАРОВ В РЕЗЕРВУАРАХ И РЕЗЕРВУАРНЫХ ПАРКАХ
3.1. Общие требования
3.2. Организация работы оперативного штаба
3.3. Охлаждение резервуаров
3.4. Подготовка и проведение пенной атаки
3.5. Особенности тушения пожаров
4. ОРГАНИЗАЦИОННО-ПОДГОТОВИТЕЛЬНЫЕ МЕРОПРИЯТИЯ
4.1. Разработка планов пожаротушения
4.2. Подготовка личного состава
4.3. Взаимодействие пожарной охраны со службами объекта и населенного пункта
5. МЕРЫ БЕЗОПАСНОСТИ ЛИТЕРАТУРА
ПРИЛОЖЕНИЕ 1 ПРИЛОЖЕНИЕ 2 ПРИЛОЖЕНИЕ 3 ПРИЛОЖЕНИЕ 4 ПРИЛОЖЕНИЕ 5 ПРИЛОЖЕНИЕ 6 ПРИЛОЖЕНИЕ 7 ПРИЛОЖЕНИЕ 8
СНиП 2.11.03-93 Склады нефти и нефтепродуктов. Противопожарные нормы Стр. 1 из 22
СТРОИТЕЛЬНЫЕ НОРМЫ И ПРАВИЛА
СКЛАДЫ НЕФТИ И НЕФТЕПРОДУКТОВ.
ПРОТИВОПОЖАРНЫЕ НОРМЫ
СНиП 2.11.03-93
Москва 1993
РАЗРАБОТАНЫ институтом "Южгипронефтепровод" (А А. Цамгун - ответственный исполнитель) с участием Всероссийского научно
исследовательского института противопожарной обороны МВД России (И.Ф. Безродный, А.Н. Гилетич), Высшей инженерной пожарно-технической школы МВД России (А.Ф. Шароварников, В.П. Сучков), Службы противопожарных, и аварийно-спасательных работ МВД России (ГА. Ларцев, В.П. Молчанов) и Ассоциации "Стройнормирование".
ВНЕСЕНЫ институтом "Южгипронефтепровод" и Ассоциацией "Стройнормирование".
ПОДГОТОВЛЕНЫ к утверждению Главным управлением стандартизации технического нормирования и сертификации Госстроя России (Н.Н. Поляков).
С введением в действие СНиП 2.11.03-93 "Склады нефти и нефтепродуктов. Противопожарные нормы" утрачивает силу СНиП II-106-79 "Склады нефти и нефтепродуктов".
При пользовании нормативным документом следует учитывать утвержденные изменения строительных норм и правил и государственных стандартов, публикуемых в журнале "Бюллетень строительной техники " и информационном указателе "Государственные стандарты ".
СОДЕРЖАНИЕ
1. Общие положения
2. Генеральный план
3. Резервуарные парки
4. Складские здания и сооружения для хранения нефтепродуктов в таре
5. Сливоналивные эстакады
6. Разливочные, расфасовочные
7. Насосные станции для перекачки нефти и нефтепродуктов (продуктовые насосные станции)
8. Пожаротушение
9. Требования к электроснабжению, связи и сигнализации
10 Особенности проектирования расходных складов нефтепродуктов предприятий Приложение 1 Обязательное. Термины и понятия, примененные в СНиП
2.11.03-93
Приложение 2 Рекомендуемое. Номинальные объемы и основные параметры
применяемых стальных резервуаров Приложение 3 Рекомендуемое. Особенности проектирования систем пенного
пожаротушения
Г осударственный комитет Российской Федерации по вопросам архитектуры и строительства _(Г осстрой России)_
| Строительные нормы и правила | СНиП 2.11.03-93 |
| Склады нефти и нефтепродуктов. Противопожарные нормы | Взамен СНиП II-106-79 |
Настоящие нормы распространяются на склады нефти и нефтепродуктов и устанавливают противопожарные требования к ним.
Нормы не распространяются на:
склады нефти и нефтепродуктов негражданского назначения, проектируемые по специальным нормам;
склады сжиженных углеводородных газов, склады нефти и нефтепродуктов с давлением насыщенных паров более 93,1 кПа (700 мм рт. ст.) при температуре 20 °С;
склады синтетических жирозаменителей, подземные хранилища нефти и нефтепродуктов, сооружаемые геотехнологическими и горными способами в непроницаемых для этих продуктов массивах горных пород, и ледогрунтовые хранилища для нефти и нефтепродуктов;
резервуары и другие емкости для нефти и нефтепродуктов, входящие в состав технологических установок или используемые качестве технологических аппаратов.
Внесены институтом "Южгипронефтепровод" и Ассоциацией "Стройнормирование"
Утверждены постановлением Г осударственного комитета по вопросам архитектуры и строительства от 26 апреля 1993 г. № 18-10
Срок
введения в действие 1 июля 1993 г.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Склады нефти и нефтепродуктов в зависимости от их общей вместимости и максимального объема одного резервуара подразделяются на категории согласно табл. 1
Таблица 1
| Категория склада |
•з Максимальный объем одного резервуара, м3 | •з Общая вместимость склада м3 |
| I | - |
Св. 100 000 |
| II |
- | Св. 20 000 до 100 000 включ. |
| Ша | До 5000 включ. | Св. 10 000 до 20 000 включ. |
| Шб | ’’ 2000 ’’ |
Св. 2 000 до 10 000 включ. |
|
Шв | ’’ 700 ’’ | До 2 000 включ. |
Общая вместимость складов нефти и нефтепродуктов определяется суммарным объемом хранимого продукта в резервуарах и таре. Объем резервуаров и тары принимается по их номинальному объему.
При определении общей вместимости допускается не учитывать:
промежуточные резервуары (сливные емкости) у сливоналивных эстакад;
расходные резервуары котельной, дизельной электростанции общей вместимостью не более 100 м ;
резервуары сбора утечек;
резервуары пунктов сбора отработанных нефтепродуктов и масел общей вместимостью не более 100 куб. м (вне резервуарного парка);
резервуары уловленных нефтепродуктов и разделочные резервуары (уловленных нефтепродуктов) на очистных сооружениях производственной или производственно-дождевой канализации;
1.2. Категории помещении и здании складов нефти и нефтепродуктов по взрывопожарной и пожарной опасности следует принимать в соответствии с ОНТП 24.86 МВД СССР "Определение категории помещении и зданий по взрывопожарной и пожарной опасности", ведомственными (отраслевыми) нормами технологического проектирования или по специальным классификациям и перечням, утвержденным в установленном порядке.
1.3. Резервуары, а также складские здания и сооружения для хранения нефти и нефтепродуктов в таре относятся:
к подземным (заглубленным а грунт или обсыпанным грунтом - подземное хранение), если наивысший уровень жидкости в резервуаре или разлившейся жидкости в здании или сооружении склада ниже не менее чем на 0,2 м низшей планировочной отметки прилегающей площадки (в пределах 3 м от стенки резервуара или от стен здания или сооружения);
к наземным (наземное хранение), если они не удовлетворяют указанным выше условиям.
Ширина обсыпки грунтом определяется расчетом на гидростатическое давление разлившейся жидкости, при этом расстояние от стенки вертикального резервуара (цилиндрического и прямоугольного) до бровки насыпи или от любой точки стенки горизонтального (цилиндрического) резервуара до откоса насыпи должно быть не менее 3 м.
1.4. Здания и сооружения складов нефти и нефтепродуктов должны быть I, II или Ша степеней огнестойкости.
1.5. При проектировании здании и сооружении на складах нефти и нефтепродуктов следует учитывать требования соответствующих нормативных документов системы строительных норм и правил, если они не определены настоящими нормами, а также отраслевых (ведомственных) норм технологического и строительного проектирования соответствующих предприятий, утвержденных в установленном порядке.
Кроме противопожарных разрывов, установленных настоящими нормами, при назначении расстояний между зданиями и сооружениями складов нефти и нефтепродуктов и другими объектами следует учитывать также расстояния, установленные другими нормативными документами утвержденными в установленном порядке(санитарные, экологические и др.).
1.6. При проектировании складов нефти и нефтепродуктов следует предусматривать мероприятия по предотвращению загрязнения окружающей природной среды (водоемов, почвы, воздуха).
1.7. Термины и понятия применяемые в настоящих нормах приведены в обязательном приложении 1.
2. ГЕНЕРАЛЬНЫЙ ПЛАН
2.1. Минимальные расстояния от зданий и сооружений складов нефти и нефтепродуктов с взрывопожароопасными и пожароопасными производствами до других объектов следует принимать по табл. 2.
Таблица 2
| Объекты | Минимальное расстояние, м | от зданий и сооружений складов категории | ||||
| I | II | IIIa | Шб | Шв | ||
| 1. Здания и сооружения соседних предприятий 2. Лесные массивы: | 100 | 40 (100) | 40 |
40 | 30 | |
|
хвойных и смешанных пород |
100 | 50 | 50 | 50 | 50 | |
|
лиственных пород | 100 |
100 | 50 |
50 | 50 | |
| 3. Склады: лесных материалов, торфа, волокнистых веществ, соломы, а так |
100 | 100 |
50 | 50 | 50 | |
| же участки открытого залегания торфа 4. Железные дороги общей сети (до подошвы насыпи или бровки выемки): на станциях | 150 |
100 | 80 | 60 |
50 | |
| на разъездах и платформах |
80 | 70 | 60 |
50 | 40 |
| на перегонах 5. Автомобильные дороги общей сети (край проезжей части): |
60 | 50 | 40 |
40 | 30 |
| I, II и III категории | 75 | 50 | 45 | 45 | 45 |
| IV и V категории |
40 | 30 | 20 |
20 | 15 |
| 6. Жилые и общественные здания |
200 | 100 (200) | 100 |
100 | 100 |
|
7. Раздаточные колонки автозаправочных станций общего пользования |
50 | 30 | 30 |
30 | 30 |
| 8. Г аражи и открытые стоянки автомобилей | 100 | 40 (100) |
40 | 40 | 40 |
| 9. Очистные канализационные сооружения и насосные станции не относящиеся к складу | 100 |
100 | 40 | 40 |
40 |
| 10. Водозаправочные сооружения не относящиеся к складу | 200 |
150 | 100 | 75 |
75 |
| 11. Аварийный амбар для резервуарного парка |
60 | 40 | 40 |
40 | 40 |
| 12. Технологические установки с взрывоопасными производствами и факельные установки для сжигания газа |
100 | 100 | 100 |
100 | 100 |
Примечание. Расстояния, указанные в скобках, следует принимать для складов II категории общей вместимостью более 50 000 м3.
Расстояния указанные в таблице, определяются:
между зданиями и сооружениями как расстояние на свету между наружными стенами или конструкциями зданий и сооружений;
от сливоналивных устройств - от оси железнодорожного пути со сливоналивными эстакадами;
от площадок (открытых и под навесами) для сливоналивных устройств автомобильных цистерн, для насосов, тары и пр. - от границ этих площадок;
от технологических эстакад и трубопроводов от крайнего трубопровода;
от факельных установок - от ствола факела.
2.2. При размещении складов нефти и нефтепродуктов в лесных массивах когда строительство их связано с вырубкой леса, расстояние до лесного массива хвойных пород допускается сокращать в два раза при этом вдоль границы лесного массива вокруг склада должна предусматриваться вспаханная полоса земли шириной не менее 5 м.
2.3. Расстояние от зданий и сооружений складов до участков открытого залегания торфа допускается сокращать в два раза при условии засыпки открытого залегания торфа слоем земли толщиной не менее 0,5 м в пределах половины расстояния от здании и сооружении складов соответствующих категорий, указанного в п.3 табл. 2.
2.4. При размещении резервуарных парков нефти и нефтепродуктов на площадках имеющих более высокие отметки по сравнению с отметками территории соседних населенных пунктов, предприятий и путей железных дорог общей сети, расположенных на расстоянии до 200 м от резервуарного парка, а также при размещении складов нефти и нефтепродуктов у берегов рек на расстоянии 200 м и менее от уреза воды (при максимальном уровне) следует предусматривать дополнительные мероприятия исключающие при аварии резервуаров возможность разлива нефти и нефтепродуктов на территорию населенного пункта или предприятия, на пути железных дорог общей сети или в водоем.
2.5. Расстояние от наземных резервуаров для нефти и нефтепродуктов до зданий и сооружений склада следует принимать по табл. 3.
Таблица 3
| Здания и сооружения склада |
Расстояние, м, от наземных резервуаров склада катего | рии | |||
| I | II | Ша | Шб | Шв | |
| 1 .Сливоналивные устройства: |
|||||
|
а) для морских и речным судов (сливоналивные причалы и пирсы); |
75 | 50 | 50 |
50 | 50 |
| б) для железнодорожных (железнодорожные сливоналивные эстакады) и автомобильных | 30 | 20 | 20 | 20 | 20 |
|
цистерн | |||||
| 2. Продуктовые насосные станции (насосные цехи), здания и площадей для узлов задвижек | 30 |
15 | 15 | 15 |
10 |
| продуктовых насосных станций, узлы учета и замера, разливочные, расфасовочные, | |||||
|
канализационные насосные станции неочищенных нефтесодержащих сточных вод | |||||
| 3. Складские здания для нефтепродуктов в таре, площадки для хранения нефтепродуктов в таре и для хранения тары (бывшей в употреблении или чистой горючей), здания и площадки пунктов сбора отработанных нефтепродуктов | 30 |
20 | 20 | 20 |
15 |
| 4. Водопроводные (питьевого назначения) и противопожарные насосные станции, пожарные посты и помещения хранения противопожарного оборудования и огнегасящих средств, противопожарные резервуары или водоемы (до водозаборных колодцев или места забора воды) 5. Канализационные очистные сооружения производственных сточных вод (с нефтью и нефтепродуктами): |
40 | 40 | 40 |
40 | 30 |
| а) пруды-отстойники, шламонакопители, закрытые нефтеловушки, флотационные установки вне здания (площадью зеркала 400 м2 и более), буферные резервуары и резервуары-отстойники объемом 700 м3 и более; | 30 | 30 |
30 | 30 | 20 |
| б) флотационные установки и фильтры в зданиях, закрытые нефтеловушки (площадью зеркала менее 400 м2 буферные резервуары и резервуары-отстойники объемом менее 700 м3, установки по отмывке осадка включая резервуары-шламосборники и озонаторные установки; | 15 | 15 | 15 | 15 | 10 |
| в) пруды-испарители 6. Здания и сооружения с производственными процессами с применением открытого огня (печи для разогрева нефти, котельные, процессы сварки и т.п.), гаражи и помещения технического обслуживания автомобилей от резервуаров: | 24 | 24 | 18 | 15 | 15 |
| с легковоспламеняющимися нефтью и нефтепродуктами; | 60 |
40 | 40 | 40 |
30 |
| с горючими нефтью и нефтепродуктами | 60 |
30 | 30 | 30 |
24 |
| 7. Здания пожарных депо (без жилых помещений), административные и бытовые здания |
40 | 40 | 40 |
40 | 30 |
| 8. Технологические установки с взрывопожароопасными производствами на центральных пунктах сбора нефтяных месторождений (установки подготовки нефти, газа и воды, предварительного сброса пластовой воды) | 40 |
40 | 40 | 40 |
24 |
| 9. Узлы пуска или приема очистных устройств | 30 | 30 | 30 | 30 | 30 |
| 10. Край проезжей части внутренних автомобильных дорог и проездов | 15 |
15 | 9 | 9 |
9 |
| 11. Прочие здания и сооружения склада | 20 |
20 | 20 | 20 |
20 |
| Примечание . Расстояние по поз. 1а определяется до ближайшей части корпуса расчетного судна, стоящего у причала, по остальным позициям - в соответствии с г | . 2.1. |
||||
2.6. Расстояние от подземных резервуаров для нефти и нефтепродуктов до зданий и сооружений склада следует принимать до водопроводных (питьевого назначения) и противопожарных насосных станций, пожарных постов и помещений хранения противопожарного оборудования и огнегасящих средств, противопожарных резервуаров или водоемов (до водозаборных колодцев), административных и бытовых зданий, зданий и сооружений с производственными процессами с применением открытого огня - по табл. 3, до других зданий и сооружений склада расстояние, указанное в табл. 3, допускается сокращать до 50%, до заглубленных продуктовых насосных станций со стороны глухой (без проемов) стены - не менее 3 м (кроме случаев, указанных в п. 7.2 настоящих норм).
2.7. Расстояние от сливоналивных устройств для железнодорожных и автомобильных цистерн морских и речных судов (на сливоналивных причалах) до здании и сооружении склада (за исключением резервуаров) следует принимать по табл. 4.
Таблица 4
Здания и сооружения склада
1. Продуктовые насосные станции (насосные цехи), здания и площадки для узлов задвижек насосных станций, узлы учета и замера, разливочные, расфасовочные, складские здания для хранения нефтепродуктов в таре, здания и площадки пунктов сбора отработанных нефтепродуктов
2. Открытые площадки для хранения нефтепродуктов в таре и чистой горючей тары, узлов приема или пуска очистных устройств
3. Водопроводные (питьевого назначения) и противопожарные насосные станции,
|
Расстояние, м, от сливоналивных устройств складов категории | ||||
| I | II | Ша |
Шб | Шв |
|
18 | 18 | 15 |
15 | 10 |
| 12 | 12 | 10 | 10 | 8 |
| 20 |
20 | 15 | 15 |
10 |
| 15 | 15 | 10 | 10 | 8 |
противопожарные резервуары или водоемы (до водозаборного колодца или места забора воды) пожарные посты и помещения для хранения противопожарного оборудования и огнегасящих средств
4. Здания пожарных депо (без жилых помещений), административные и бытовые здания
| 40 |
40 | 40 | 40 |
40 |
| 30 |
30 | 30 | 30 |
30 |
| 40 | 40 | 30 | 30 | 30 |
| Не нормируется вне пределов эстакады и |
железнодорожных путей | |||
|
40 | 40 | 40 |
40 | 40 |
| 30 | 30 | 30 | 30 | 30 |
5. Промежуточные резервуары (сливные емкости) у сливоналивных железнодорожных эстакад
6. Здания и сооружения склада с производственными процессами с применением открытого огня
Примечания : 1. Расстояния, указанные над чертой, относятся к сливоналивным устройствам с легковоспламеняющимися, под чертой - с горючими нефтью и нефтепродуктами.
2. Сливоналивные устройства для автомобильных цистерн, предназначенные для слива и налива нефтепродуктов с температурой вспышки выше 120 °С, допускается размещать непосредственно у разливочных, расфасовочных и у сливоналивных железнодорожных эстакад для масел._
2.8. Расстояние от зданий и сооружении склада с производственными процессами с применением открытого огня до продуктовых насосных станций, площадок для узлов задвижек насосных станций, канализационных насосных станций и очистных сооружений для производственных сточных вод (с нефтью и нефтепродуктами), разливочных, расфасовочных, складских зданий и площадок для хранения нефтепродуктов в таре и площадок для хранения бывшей в употреблении тары должно быть не менее 40 м при хранении легковоспламеняющихся и 30 м при хранении горючих нефти и нефтепродуктов.
На площадках насосных станций магистральных нефтепроводов производительностью 10 000 м3/ч и более указанные расстояния до продуктовых насосных станций, узлов задвижек, площадок для узлов задвижек насосных станций, а также до сливоналивных устройств для железнодорожных цистерн следует увеличивать до 60 м.
2.9. Расстояние до зданий и сооружений склада (за исключением резервуаров и зданий, сооружений с производственными процессами и применением открытого огня) от канализационных очистных сооружений для производственных сточных вод (с нефтью и нефтепродуктами) с открытым зеркалом жидкости (пруды-отстойники, нефтеловушки и пр.), а также шламонакопителей должно быть не менее 30 м. На складах ТТТв категории при хранении только горючих нефти и нефтепродуктов это расстояние допускается сокращать до 24 м. Расстояние от остальных канализационных очистных сооружений следует принимать не менее 15 м.
2.10. Складские здания для нефтепродуктов в таре допускается располагать по отношению к железнодорожному пути склада в соответствии с габаритами приближения строений к железнодорожным путям по ГОСТ 9238-83.
2.11. Расстояния между зданиями и сооружениями склада, за исключением установленных настоящими нормами, а также размещение инженерных сетей следует принимать в соответствии с СНиП ТТ-89-80.
2.12. Территория складов нефти и нефтепродуктов должна быть ограждена продуваемой оградой из негорючих материалов высотой не менее 2 м.
Расстояние от зданий и сооружений склада до ограды склада следует принимать:
от сливоналивных железнодорожных эстакад, оборудованных сливоналивными устройствами с двух сторон (считая от оси ближайшего к ограждению пути) - не менее 15 м;
от административных и бытовых зданий склада - не нормируется;
от других зданий и сооружений склада - не менее 5 м.
При размещении складов нефти и нефтепродуктов на территории других предприятий необходимость устройства ограды этих складов устанавливается заказчиком в задании на проектирование.
2.13. Территорию складов нефти и нефтепродуктов необходимо разделять по функциональному использованию на зоны и участки с учетом технологических связей, грузооборота и видов транспорта, санитарно-гигиенических, экологических, противопожарных и других требований.
2.14. Узлы пуска и приема (приема-пуска) очистных устройств для магистральных нефтепроводов и нефтепродуктопроводов, размещаемые на территории складов нефти и нефтепродуктов на отметках выше отметок зданий и сооружений склада, должны быть ограждены со стороны этих зданий и сооружений земляным валом (ограждающей стенкой) высотой не менее 0,5 м.
2.15. Склады нефти и нефтепродуктов Т и ТТ категорий независимо от размеров площадки должны иметь не менее двух выездов на автомобильные дороги общей сети или на подъездные пути склада или предприятия.
2.16. По границам резервуарного парка, между группами резервуаров и для подъезда к площадкам сливоналивных устройств следует проектировать
проезды, как минимум, с проезжей частью шириной 3,5 м и покрытием переходного типа.
Для сливоналивных железнодорожных эстакад, оборудованных сливоналивными устройствами с двух сторон, проезд для пожарных машин должен быть кольцевым.
2.17. На территории резервуарного парка и на участках железнодорожного и автомобильного приема и отпуска нефти и нефтепродуктов планировочные отметки проезжей части внутренних автомобильных дорог должны быть выше планировочных отметок прилегающей территории не менее чем на 0,3 м.
2.18. На территории складов нефти и нефтепродуктов для озеленения следует применять деревья и кустарники лиственных пород.
Не допускается использовать для озеленения территории лиственные породы деревьев и кустарников, выделяющие при цветении хлопья, волокнистые вещества или опушенные семена.
В производственной зоне на участках железнодорожного и автомобильного приема-отпуска, а также в зоне резервуарного парка для озеленения следует применять только газоны.
Посадка газонов внутри обвалованной территории резервуарного парка не допускается.
2.19. Минимальные расстояния по горизонтали в свету от трубопроводов для транспортирования нефти и нефтепродуктов до зданий, сооружений и инженерных сетей складов следует принимать по табл. 5
Таблица 5
|
Здания, | Наименьшее расстояние по горизонтали (в свету) от трубопроводов, м | |
|
сооружения и | надземных | подземных (в том числе в каналах, |
| инженерные сети | лотках) | |
| 1. Резервуары для нефти и нефтепродуктов (стенка резервуара) |
3 | 4, но не менее глубины траншеи до фундамента резервуара |
| 2. Фундаменты административно-бытовых зданий при давлении в трубопроводе, МПа: | ||
| до 2,5 включ. |
12,5 | 5 |
| св. 2,5 | 25 | 10 |
| 3. Фундаменты ограждения склада, прожекторных мачт, опор галерей, эстакад, трубопроводов, | 1 |
1,5 |
| контактной сети и связи | ||
| 4. Ось пути железных дорог колеи 1520 мм (внутренних) при давлении в трубопроводе, МПа: | ||
| до 2,5 включ, | 4 | 4, но не менее глубины траншеи до подошвы насыпи |
| св. 2,5 | 8 |
8, но не менее глубины траншеи до подошвы насыпи |
| 5. Внутренние автомобильные дороги: |
||
| бортовой камень дороги (кромка проезжей части) |
1,5 | 1,5 |
|
наружная бровка кювета или подошвы насыпи дороги | 1 |
2,5 |
| 6. Фундаменты опор воздушных линий электропередач, кВ: |
||
| до 1 включ. и наружного освещения | 1 |
1,5 |
| св. 1 до 35 включ. | 5 | 5 |
| св. 35 | 10 |
10 |
| 7. Фундаменты других зданий и сооружений склада; |
3 | 3 |
| то же, со стороны стен без проемов зданий I и II степеней огнестойкости | 0,5 | 3 |
| 8. Открытые трансформаторные подстанции и распредустройства | 10 |
10 |
| 9. Водопровод, промышленная (напорная и самотечная) канализация, водостоки (загрязненных вод) | 1,5 | 1,5 |
| 10. Бытовая самотечная канализация, водостоки (условно чистых вод) | 3 | 3 |
| 11. Теплопроводы (до наружной стенки канала) | 1 |
1 |
| 12. Кабели силовые и кабели связи | 1 | 1 |
3. РЕЗЕРВУАРНЫЕ ПАРКИ
3.1. Для резервуарных парков нефти и нефтепродуктов следует применять типы резервуаров в соответствии с требованиями ГОСТ 1510-84. Для нефти и нефтепродуктов с температурой застывания выше 0 °С, для которых не могут применяться резервуары с плавающей крышей или с понтоном, следует предусматривать резервуары со стационарной крышей.*
* Резервуары со стационарной крышей с понтоном именуются здесь и в дальнейшем как резервуары со стационарной крышей без понтона - как резервуары со стационарной крышей.
3.2. Резервуары следует размещать группами.
Общую вместимость группы наземных резервуаров, а также расстояние между стенками резервуаров, располагаемых в одной группе, следует принимать в соответствии с табл. 6.
Таблица 6
| Резервуары |
Единичный номинальный объем резервуаров, устанавливаемых в группе, куб. м | Вид хранимых нефти и нефтепродуктов | Допустимая общая номинальная вместимость группы, куб. м | Минимальное расстояние между резервуарами, располагаемыми в одной группе |
| 1. С плавающей крышей 2. С понтоном 3. Со стационарной крышей Примечание. Номинальные объем! | 50 000 и более Менее 50 000 50 000 Менее 50 000 50 000 и менее 50 000 и менее ы применяемых типовых вертикальных и горизонт |
Независимо от вида жидкости То же Нефть и нефтепродукты с температурой вспышки выше 45 °С То же, с температурой вспышки 45°С и ниже альных резервуаров и их основные размеры приведе |
200 000 120 000 200 000 120 000 120 000 80 000 ны в рекомендуемом приложении 2. |
30 м 0,5Д, но не более 30 м 30 м 0,65Д, но не более 30 м 0,75Д, но не более 30 м 0,75Д, но не более 30 м |
Между резервуарами разных типов, размеров и объемов расстояние следует принимать наибольшим из значений, установленных в табл. 6 для этих резервуаров.
3
3.3. Наземные резервуары объемом 400 м и менее, проектируемые в составе общей группы, следует располагать на одной площадке (или фундаменте), объединяя в отдельные группы общей вместимостью до 4000 м3 каждая, при этом расстояние между стенками резервуаров в такой группе не нормируется, а расстояние между ближайшими резервуарами таких соседних групп следует принимать 15 м.
-3
Расстояние от этих резервуаров до резервуаров объемом более 400 м3 следует принимать по табл.6, но не менее 15 м.
9 О
3.4. Площадь зеркала подземного резервуара должна составлять не более 7 000 м2, а общая площадь зеркала группы подземных резервуаров - 14 000 м2.
Расстояние между стенками подземных резервуаров одной группы должно быть не менее 1 м.
3.5. Расстояние между стенками ближайших резервуаров, расположенных в соседних группах, должно быть, м:
-3 -3
наземных резервуаров номинальным объемом 20 000 м3 и более - 60, объемом до 20 000 м3 - 40;
подземных резервуаров - 15.
При размещении каждой группы наземных резервуаров в отдельном котловане или выемке, вмещающим всю хранимую в этих резервуарах жидкость, расстояние между верхними бровками соседних котлованов или выемок следует принимать 15 м.
3.6. По периметру каждой группы наземных резервуаров необходимо предусматривать замкнутое земляное обвалование шириной поверху не менее 0,5 м или ограждающую стену из негорючих материалов, рассчитанные на гидростатическое давление разлившейся жидкости.
Свободный от застройки объем обвалованной территории, образуемый между внутренними откосами обвалования или ограждающими стенами, следует определять по расчетному объему разлившейся жидкости, равному номинальному объему наибольшего резервуара в группе или отдельно стоящего резервуара.
Высота обвалования или ограждающей стены каждой группы резервуаров должна быть на 0,2 м выше уровня расчетного объема разлившейся жидкости,
33 но не менее 1 м для резервуаров номинальным объемом до 10 000 м и 1,5 м для резервуаров объемом 10 000 м и более.
Расстояние от стенок резервуаров до подошвы внутренних откосов обвалования или до ограждающих стен следует принимать не менее 3 м от
33 резервуаров объемом до 10 000 м3 и 6 м - от резервуаров объемом 10000 м3 и более.
о о
Группа из резервуаров объемом 400 м3 и менее общей вместимостью до 4000 м3, расположенная отдельно от общей группы резервуаров (за пределами ее внешнего обвалования), должна быть ограждена сплошным земляным валом или стеной высотой 0,8 м при вертикальных резервуарах и 0,5 м при горизонтальных резервуарах. Расстояние от стенок этих резервуаров до подошвы внутренних откосов обвалования не нормируется.
3.7. Обвалование подземных резервуаров следует предусматривать только при хранении в этих резервуарах нефти и мазутов. Объем, образуемый между
внутренними откосами обвалования, следует определять из условия удержания разлившейся жидкости в количестве, равном 10% объема наибольшего подземного резервуара в группе.
Обвалование группы подземных резервуаров для хранения нефти и мазутов допускается не предусматривать, если объем, образуемый между откосами земляного полотна автомобильных дорог вокруг группы этих резервуаров, удовлетворяет указанному условию.
3.8. В пределах одной группы наземных резервуаров внутренними земляными валами или ограждающими стенами следует отделять:
33 каждый резервуар объемом 20 000 м и более или несколько меньших резервуаров суммарной вместимостью 20 000 м ;
резервуары с маслами и мазутами от резервуаров с другими нефтепродуктами; резервуары для хранения этилированных бензинов от других резервуаров группы.
Высоту внутреннего земляного вала или стены следует принимать:
1 ,3 м - для резервуаров объемом 10 000 м3 и более;
0,8 м - для остальных резервуаров.
3.9. Резервуары в группе следует располагать:
номинальным объемом менее 1000 м - не более чем в четыре ряда;
3
объемом от 1000 до 10 000 м3 - не более чем в три ряда; объемом 10 000 м3 и более - не более чем в два ряда.
3.10. В каждую группу наземных вертикальных резервуаров, располагаемых в два ряда и более, допускается предусматривать заезды внутрь обвалования для передвижной пожарной техники, если с внутренних дорог и проездов склада не обеспечивается подача огнетушащих средств в резервуары. При этом планировочная отметка проезжей части заезда должна быть на 0,2 м выше уровня расчетного объема разлившейся жидкости.
3.11. Для перехода через обвалование или ограждающую стену, а также для подъема на обсыпку резервуаров необходимо на противоположных сторонах ограждения или обсыпки предусматривать лестницы-переходы шириной не менее 0,7 м в количестве четырех - для группы резервуаров и не менее двух -для отдельно стоящих резервуаров.
Между переходами через обвалование и стационарными лестницами на резервуарах следует предусматривать пешеходные дорожки (тротуары) шириной не менее 0,75 м.
3.12. Внутри обвалования группы резервуаров не допускается прокладка транзитных трубопроводов. Соединения трубопроводов, прокладываемых внутри обвалования, следует выполнять на сварке. Для присоединения арматуры допускается применять фланцевые соединения с негорючими прокладками.
4. СКЛАДСКИЕ ЗДАНИЯ И СООРУЖЕНИЯ ДЛЯ ХРАНЕНИЯ НЕФТЕПРОДУКТОВ В ТАРЕ
4.1. На открытых площадках не допускается хранение в таре нефтепродуктов с температурой вспышки 45 °С и ниже.
4.2. Складские здания для нефтепродуктов в таре следует принимать: для легковоспламеняющихся нефтепродуктов - одноэтажными;
для горючих - не более трех этажей при степенях огнестойкости этих зданий I и II и одноэтажными при степени огнестойкости Ша.
Для хранения горючих нефтепродуктов в таре допускается предусматривать одноэтажные подземные сооружения.
На складах III категории допускается для хранения нефтепродуктов с температурой вспышки паров выше 120 °С в количестве до 60 м проектировать подземные сооружения из горючих материалов при условии засыпки этих сооружений слоем земли (с уплотнением) толщиной не менее 0,2 м и устройством пола из негорючих материалов.
4.3. Общая вместимость одного складского здания или площадки под навесом для нефтепродуктов в таре не должна превышать 1200 м легковоспламеняющихся или 6000 м горючих нефтепродуктов.
При одновременном хранении легковоспламеняющихся и горючих нефтепродуктов указанная вместимость устанавливается по приведенной
33 вместимости, определяемой из расчета: 1 м3 легковоспламеняющихся нефтепродуктов приравнивается к 5 м3 горючих нефтепродуктов.
Складские здания и площадки под навесами для хранения нефтепродуктов в таре следует разделять противопожарными перегородками 1-го типа на
33 отсеки (помещения) вместимостью каждого не более 200 м легковоспламеняющихся и не более 1000 м горючих нефтепродуктов.
4.4. Складские помещения для хранения нефтепродуктов в таре должны быть отделены от других помещений противопожарными перегородками 1-го типа.
4.5. В дверных проемах внутренних стен и перегородок следует предусматривать пороги или пандусы высотой 0,15 м.
4.6. Полы в складских зданиях должны быть из негорючих и не впитывающих нефтепродукты материалов и иметь уклоны для стока жидкости к лоткам) приямкам и трапам. В помещениях категорий А и Б следует применять безыскровые типы полов в соответствии со СНиП 2.03.13-88.
4.7. Грузовые платформы (рампы) для железнодорожного и автомобильного транспорта должны быть из негорючих материалов. Для складов III категории допускается проектировать грузовые платформы из трудногорючих и горючих материалов.
4.8. По периметру площадок для хранения нефтепродуктов в таре необходимо предусматривать замкнутое обвалование или ограждающую стену из негорючих материалов высотой до 0,5 м, для прохода или проезда на площадку - лестницы и пандусы.
5. СЛИВОНАЛИВНЫЕ ЭСТАКАДЫ
5.1. Сливоналивные эстакады следует располагать на прямом горизонтальном участке железнодорожного пути.
На складах III категории односторонние сливоналивные эстакады допускается располагать на кривых участках пути радиусом не менее 200 м.
5.2. Железнодорожные пути, на которых располагаются сливоналивные эстакады, должны иметь съезд на параллельный обгонный путь, позволяющий осуществлять вывод цистерн от эстакад в обе стороны.
При реконструкции или расширении действующих двухсторонних эстакад и невозможности устройства обгонного пути, а также для односторонних эстакад допускается предусматривать тупиковый путь (с установкой в конце его лебедки), длину которого следует увеличивать на 30 м (для возможности расцепки состава при пожаре), считая от крайней цистерны расчетного маршрутного состава до упорного бруса.
5.3. Не допускается предусматривать эстакады на железнодорожных путях, предназначенных для сквозного проезда.
5.4. На складах 1 категории сливоналивные эстакады для легковоспламеняющихся и горючих жидкостей должны быть раздельными.
5.5. Расстояние между осями ближайших железнодорожных путей соседних сливоналивных эстакад (расположенных на параллельных путях) должно быть не менее 20 м.
Расстояние от оси железнодорожного пути склада или предприятия до оси ближайшего пути со сливоналивной эстакадой должно быть не менее 20 м, если температура вспышки сливаемых нефти и нефтепродуктов 120 °С и ниже, и не менее 10 м - если температура вспышки выше 120 °С и для мазутов.
5.6. Промежуточные резервуары сливоналивных устройств (кроме сливных емкостей для нефтепродуктов с температурой вспышки выше 120 °С и мазутов) не допускается размещать под железнодорожными путями.
5.7. Площадки для сливоналивных эстакад должны иметь твердое водонепроницаемое покрытие, огражденное по периметру бортиком высотой не менее
0,2 м, и уклоны не менее 2 % для стока жидкости к приемным устройствам (лоткам, колодцам, приямкам).
5.8. На сливоналивных эстакадах лестницы должны быть из негорючих материалов в торцах, а также по длине эстакад на расстоянии друг от друга не более 100 м. Лестницы должны иметь ширину не менее 0,7 м и уклон не более 1:1.
Лестницы и эстакады должны иметь ограждения высотой не менее 1 м.
5.9. Морские и речные сливоналивные причалы и пирсы следует проектировать в соответствии с нормами технологического и строительного проектирования морских и речных портов, утвержденных в установленном порядке.
6. РАЗЛИВОЧНЫЕ, РАСФАСОВОЧНЫЕ
6.1. Полы в помещениях разливочных и расфасовочных следует выполнять в соответствии с требованиями п. 4.6 настоящих норм.
6.2. У сплошных (без проемов) стен разливочных, на расстоянии не менее 2 м (снаружи здания) допускается размещать раздаточные резервуары
33 объемом каждого до 25 м включ. и общей вместимостью не более 200 м . Расстояния между раздаточными резервуарами следует принимать не менее 1 м.
6.3. Раздаточные резервуары объемом до 100 м включ., предназначенные для выдачи масел, требующих подогрева, допускается размещать так, чтобы торцы их располагались в помещении разливочной, а такие же резервуары объемом до 25 м включ. допускается размещать в помещении разливочной при условии обеспечения отвода паров из резервуаров за пределы помещения.
6.4. В одноэтажных зданиях разливочных и расфасовочных, предназначенных для налива масел, допускается размещать в подвальных помещениях
резервуары для масел общей вместимостью не более 400 м .
Выходы из указанных подвальных помещений должны быть непосредственно наружу и не должны сообщаться с первым этажом зданий.
7. НАСОСНЫЕ СТАНЦИИ ДЛЯ ПЕРЕКАЧКИ НЕФТИ И НЕФТЕПРОДУКТОВ (ПРОДУКТОВЫЕ НАСОСНЫЕ СТАНЦИИ)
7.1. На складах Ш категории в здании насосной станции допускается размещение дизель-генераторов. При этом расходные баки для горючих нефтепродуктов емкостью не более суточной потребности следует располагать снаружи здания насосной станции со стороны сплошной (без проемов) стены или в пристройке из негорючих материалов.
7.2. Торцы подземных горизонтальных резервуаров для нефтепродуктов с температурой вспышки выше 120°С и мазутов допускается располагать в помещениях насосной станции, обслуживающей эти резервуары, или пункта контроля и управления.
7.3. При размещении узлов задвижек в отдельном помещении оно должно отделяться от помещения для насосов противопожарной перегородкой 1-го типа и иметь выход наружу.
7.4. В зданиях продуктовых насосных станций помещение для электродвигателей насосов (кроме взрывозащищенных) или двигателей внутреннего сгорания должно быть отделено от помещения для насосов противопожарной перегородкой 1-го типа, без проемов.
В местах прохода через эту перегородку валов, соединяющих двигатели с насосами, необходимо устанавливать уплотняющие устройства.
8. ПОЖАРОТУШЕНИЕ
8.1. На складах нефти и нефтепродуктов следует предусматривать системы пенного пожаротушения и водяного охлаждения. Условия применения и особенности проектирования систем пенного пожаротушения приведены в рекомендуемом приложении 3.
8.2. При проектировании систем пожаротушения и охлаждения для зданий и сооружений складов нефти и нефтепродуктов следует учитывать требования СНиП 2.04.01-85 и СНиП 2.04.02-84 к устройству сетей противопожарного водопровода и сооружений на них, если они не установлены настоящими нормами.
8.3. Для наземных резервуаров нефти и нефтепродуктов объемом 5000 м и более, а также зданий и помещений склада, указанных в п. 8.5, следует предусматривать системы автоматического пожаротушения.
На складах Ша категории при наличии не более двух наземных резервуаров объемом 5000 м допускается предусматривать тушение пожара этих резервуаров передвижной пожарной техникой при условии оборудования резервуаров стационарно установленными генераторами пены и сухими трубопроводами (с соединительными головками для присоединения пожарной техники и заглушками), выведенными за обвалование.
8.4. Для подземных резервуаров объемом 5000 м и более, сливоналивных эстакад и устройств для железнодорожных и автомобильных цистерн на складах I и II категорий следует предусматривать стационарные системы пожаротушения (неавтоматические).
8.5. Здания и помещения складов нефти и нефтепродуктов, подлежащие оборудованию стационарными установками автоматического пожаротушения, приведены в табл. 7.
Таблица 7
|
Здания склада | Помещения, подлежащие оборудованию установками автоматического пожаротушения |
| 1. Здания продуктовых насосных станций (кроме резервуарных парков магистральных нефтепроводов), канализационных насосных станций для перекачки неочищенных производственных сточных вод (с нефтью и нефтепродуктами) и уловленных нефти и нефтепродуктов 2. Здания насосных станций резервуарных парков магистральных нефтепроводов 3. Складские здания для хранения нефтепродуктов в таре 4. Прочие здания склада (разливочные, расфасовочные и др.) |
Помещения для насосов и узлов задвижек площадью пола 300 м2 и более Помещения для насосов и узлов задвижек на станциях производительностью 1200 м3/ч и более Складские помещения площадью 500 м3 и более для нефтепродуктов с температурой вспышки 120°С и ниже, площадью 750 м2 и более - для остальных нефтепродуктов Производственные помещения площадью более 500 м2, в которых имеются нефть и нефтепродукты в количестве более 15 кг/м2 |
Внутренний противопожарный водопровод в зданиях и помещениях, оборудованных установками автоматического пожаротушения, допускается не предусматривать.
•з
8.6. Для наземных и подземных резервуаров объемом менее 5000 м3, продуктовых насосных станций, размещаемых на площадках, сливоналивных эстакад и устройств для железнодорожных и автомобильных цистерн на складах III категории, а также указанных в п. 8.5 зданий и помещений склада, при площади этих помещений и производительности насосных станций, менее приведенных в табл. 7, следует, как минимум, предусматривать тушение пожара
-3
передвижной пожарной техникой. При этом на резервуарах объемом от 1000 до 3000 м3 (включ.) следует устанавливать пеногенераторы с сухими трубопроводами (с соединительными головками и заглушками), выведенными за обвалование.
8.7. Наземные резервуары объемом 5000 м и более должны быть оборудованы стационарными установками охлаждения.
Для резервуаров с теплоизоляцией из негорючих материалов допускается не присоединять стационарную установку охлаждения к противопожарному водопроводу, при этом сухие трубопроводы ее должны быть выведены за пределы обвалования и оборудованы соединительными головками и заглушками.
33
Подача на охлаждение наземных резервуаров объемом менее 5000 м , а также подземных резервуаров объемом более 400 м предусматривается передвижной пожарной техникой.
На складах I и II категории для охлаждения железнодорожных цистерн, сливоналивных устройств на эстакадах следует предусматривать стационарные лафетные стволы.
8.8. На складах III категории с резервуарами объемом менее 5000 м допускается не устраивать противопожарный водопровод, а предусматривать подачу воды на охлаждение и тушение пожара передвижной пожарной техникой из противопожарных емкостей (резервуаров) или открытых искусственных и естественных водоемов.
8.9. За расчетный расход воды при пожаре на складе нефти и нефтепродуктов следует принимать один из наибольших расходов:
на пожаротушение и охлаждение резервуаров (исходя из наибольшего расхода при пожаре одного резервуара);
на пожаротушение и охлаждение железнодорожных цистерн, сливоналивных устройств и эстакад или на пожаротушение сливоналивных устройств для автомобильных цистерн;
наибольший суммарный расход на наружное и внутреннее пожаротушение одного из зданий склада.
8.10. Расходы огнетушащих средств следует определять, исходя из интенсивности их подачи на 1 м расчетной площади тушения нефти и нефтепродуктов.
в наземных вертикальных резервуарах со стационарной крышей, резервуарах с понтоном - площади горизонтального сечения резервуара, резервуарах с плавающей крышей - площади кольцевого пространства между стенкой резервуара и барьером для ограждения пены (на плавающей крыше) при тушении автоматической системой и площади горизонтального сечения при тушении передвижной пожарной техникой; в подземных резервуарах - площади горизонтального сечения резервуара; в горизонтальных резервуарах - площади резервуара в плане;
33 для наземных резервуаров объемом до 400 м3, расположенных на одной площадке группой общей вместимостью до 4000 м3 - площади в пределах
обвалования этой группы, но не более 300 м2;
для сливоналивных железнодорожных эстакад - площади эстакады по внешнему контуру сооружения, включая железнодорожный путь (пути), но не более 1000 м2;
2
для сливоналивных устройств для автомобильных цистерн - площади площадки, занимаемой заправочными островками, но не более 800 м ; в складских зданиях для хранения нефтепродуктов в таре (на внутреннее пожаротушение) - площади пола наибольшего складского помещения; на внутреннее пожаротушение продуктовых насосных и канализационных насосных станций, разливочных, расфасовочных и других производственных зданий - площади пола наибольшего помещения (из указанных в табл. 7), в котором имеются нефть и нефтепродукты.
8.11. Расход воды на охлаждение наземных вертикальных резервуаров следует определять расчетом, исходя из интенсивности подачи воды, принимаемой по табл. 8. Общий расход воды определяется как сумма расходов на охлаждение горящего резервуара и охлаждение соседних с ним в группе.
При расчете допускается не учитывать подачу воды на охлаждение соседних с горящим наземных резервуаров:
Таблица 8
| Система охлаждения резервуаров | Интенсивность подачи воды, л/с, на один метр длины | |
| окружности горящего резервуара | половины окружности соседнего резервуара | |
| 1 Стационарная установка охлаждения для резервуаров высотой стенки, м: более 12 | 0,75 | 0,30 |
| 12 и менее и для резервуаров с плавающей крышей | 0,50 |
0,20 |
| 2. Передвижная пожарная техника | 0,80 |
0,30 |
3
с теплоизоляцией из негорючих материалов, при этом на площадке должен предусматриваться неприкосновенный запас воды в объеме не менее 800 м
3 3 3
для резервуаров объемом до 10 000 м3 включ., 2000 м3 - для резервуаров объемом более 10 000 м3, а расстояние между резервуарами объемом более 10 000 3
м в этом случае следует увеличивать до 40 м;
расположенных на расстоянии более двух нормативных расстояний (указанных в п. 3.2) от горящего резервуара.
•з
8.12. Общий расход воды на охлаждение наземных горизонтальных резервуаров объемом 100 м3 и более (горящего и соседних с ним) следует принимать 20 л/с.
8.13. Общий расход воды на охлаждение подземных резервуаров (горящего и соседних с ним) принимается равным, л/с: при объеме наибольшего резервуара
8.14. Общий расход воды на охлаждение лафетными стволами железнодорожных цистерн) сливоналивных устройств на эстакадах следует принимать из
расчета одновременной работы двух лафетных стволов, но не менее 40 л/с.
Число и расположение лафетных стволов следует определять из условия орошения железнодорожных цистерн и каждой точки эстакады двумя компактными струями.
Диаметр насадков лафетных стволов следует принимать не менее 28 мм.
Лафетные стволы следует устанавливать на расстоянии не менее 15 м от железнодорожных путей эстакады.
8.15. Свободный напор сети противопожарного водопровода при пожаре следует принимать:
при охлаждении резервуаров стационарной установкой - по технической характеристике кольца орошения, но не менее 10 м на уровне кольца орошения; при охлаждении резервуаров передвижной пожарной техникой - по технической характеристике пожарных стволов, но не менее 40 м.
8.16. Расчетную продолжительность охлаждения резервуаров (горящего и соседних с ним) следует принимать:
наземных резервуаров при тушении пожара автоматической системой - 4 ч, при тушении передвижной пожарной техникой - 6 ч; подземных резервуаров - 3 ч.
8.17. Время восстановления неприкосновенного запаса воды в противопожарных емкостях (после пожара) не должно превышать 96 ч.
8.18. Для автозаправочных станций, расположенных вне населенных пунктов, со складом нефтепродуктов в подземных резервуарах общей
-3
вместимостью не более 400 м3 системы пожаротушения и противопожарного водоснабжения допускается не предусматривать.
8.19. На складах нефти и нефтепродуктов с системой автоматического пожаротушения резервуаров, продуктовых насосных станций, складских зданий для хранения нефтепродуктов в таре, разливочных, расфасовочных и при оборудовании резервуаров стационарными установками охлаждения следует предусматривать пожарные посты или помещения для пожарного оборудования:
32 при общей вместимости склада до 100 тыс. м включ. - помещение площадью не менее 20 м для пожарного оборудования и пожарных мотопомп;
3
св. 100 до 500 тыс. м включ. - пожарный пост на один автомобиль с боксом для резервного автомобиля; св. 500 тыс. м - пожарный пост на два автомобиля.
Для складов нефти и нефтепродуктов, где пожаротушение резервуаров, зданий и сооружений предусматривается с помощью стационарной системы (неавтоматической) и (или) передвижной пожарной техникой, пожарные депо, посты или помещения для пожарного оборудования и техники должны предусматриваться из расчета размещения этой техники. При этом расположение пожарных депо и постов должно приниматься с учетом требований СНиП II-89-80.
9. ТРЕБОВАНИЯ К ЭЛЕКТРОСНАБЖЕНИЮ, СВЯЗИ И СИГНАЛИЗАЦИИ
9.1. Категории электроприемников складов нефти и нефтепродуктов в отношении обеспечения надежности электроснабжения устанавливаются заказчиком в задании на проектирование в соответствии с требованиями "Правил устройства электроустановок" (ПУЭ). При этом электроприемники систем автоматического пожаротушения и противопожарных насосных станций должны обеспечиваться по первой категории.
9.2. В помещениях продуктовых насосных станций площадью более 250 м3 а также в помещениях для операторов и диспетчеров следует предусматривать аварийное освещение.
9.3. Виды применяемых средств связи для зданий и сооружений складов нефти и нефтепродуктов устанавливаются в задании на проектирование по согласованию с заинтересованными организациями.
9.4. На складах нефти и нефтепродуктов автоматической пожарной сигнализацией должны быть оборудованы:
а) помещения для насосов и узлов задвижек в зданиях продуктовых насосных станций, канализационных насосных станций для перекачки сточных вод с
2
нефтью и нефтепродуктами и уловленного нефтепродукта площадью каждого менее 300 м или при производительности продуктовой насосной станции
-э
менее 1200 м3/ч (для резервуарных парков магистральных нефтепроводов);
б) складские помещения для хранения нефтепродуктов в таре площадью до 500 м2;
2
в) разливочные, расфасовочные и другие производственные помещения склада, в которых имеются нефть и нефтепродукты в количестве более 15 кг/м ,
площадью до 500 м .
9.5. Склады нефти и нефтепродуктов должны быть оборудованы электрической пожарной сигнализацией с ручными пожарными извещателями, при расстановке которых следует учитывать требования СНиП 2.04.09-84.
Ручные извещатели пожарной сигнализации на территории склада следует предусматривать:
для зданий категорий А, Б и В - снаружи зданий, у входов и по периметру на расстоянии не более чем через 50 м;
для резервуарных парков и открытых площадок хранения нефтепродуктов в таре - по периметру обвалования (ограждающей стенки) не более чем через 150 м при хранении нефтепродуктов с температурой вспышки выше 120°С и не более 100 м для остальных нефтепродуктов;
на сливоналивных эстакадах у торцов эстакады и по ее длине не реже чем через 100 м, но не менее двух (у лестниц для обслуживания эстакад); на наружных технологических установках с взрыво- и пожароопасными производствами - по периметру установки не более чем через 100 м.
Ручные пожарные извещатели следует устанавливать на расстоянии не более 5 м от обвалования парка или границы наружной установки.
9.6. Приемно-контрольные приборы пожарной сигнализации следует предусматривать в соответствии с требованиями ГОСТ 12.4.009-83* и СНиП2.04.09-84 и размещать в помещении склада, где находится персонал, ведущий круглосуточное дежурство.
10. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ РАСХОДНЫХ СКЛАДОВ НЕФТЕПРОДУКТОВ ПРЕДПРИЯТИЙ
10.1. Нормы настоящего раздела применяются при проектировании расходных складов нефтепродуктов, входящих в состав предприятий (промышленных, транспортных, сельскохозяйственных, энергетических, строительных и др.), если общая вместимость этих складов при хранении легковоспламеняющихся и горючих нефтепродуктов в резервуарах и таре не превышает указанную в табл. 9.
При наземном и подземном хранении одновременно легковоспламеняющихся и горючих нефтепродуктов общая приведенная вместимость расходного
склада не должна превышать вместимости, указанной в табл. 9, при этом приведенная вместимость определяется из расчета: 1м легковоспламеняющихся
3 3 3
нефтепродуктов приравнивается 5 м горючих и 1 м объема резервуаров и тары при наземном хранении - 2 м объема при подземном хранении.
Таблица 9
|
Хранимые | Допустимая общая вместимость складов предприятия, | 3 м3, при хранении | ||
|
нефтепродукты | наземном | подземном | ||
|
Легковоспламеняющиеся |
2 000 | 4 000 | ||
| Г орючие | 10 000 |
20 000 | ||
При определении общей приведенной вместимости не учитываются: промежуточные резервуары (у сливоналивных эстакад); резервуары сбора утечек;
резервуары уловленных нефтепродуктов на очистных сооружениях производственной или производственно-дождевой канализации.
10.2. Расстояние от жилых и общественных зданий до складов нефтепродуктов предприятий следует принимать по табл. 2 и 3, до складов горючих нефтепродуктов, предусматриваемых в составе котельных, дизельных электростанций и других энергообъектов, обслуживающих жилые и общественные здания - в соответствии с требованиями СНиП 2.07.01-89.
Расстояние от расходного склада нефтепродуктов до зданий и сооружений предприятия следует принимать в соответствии с требованиями СНиП II-89-80, до зданий и сооружений соседнего предприятия - по табл. 2 настоящих норм.
10.3. Расстояние от наземных резервуаров для нефтепродуктов до зданий и других сооружений склада следует принимать по табл. 10.
Таблица 10
| Здания и сооружения | Расстояния и сооружения, м, от наземных резервуаров для нефтепродуктов | |
|
легковоспламеняющихся |
горючих | |
| 1. Здания и площадки продуктовых насосных станций, разливочных, расфасовочных |
10 | 8 |
| 2. Складские здания и площадки для хранения нефтепродуктов в таре, сливоналивные | 15 |
10 | ||
|
устройства для железнодорожных и автомобильных цистерн (до 3 стояков) |
||||
| 3. Одиночные сливоналивные устройства для автоцистерн (до 3 стояков) | 10 | 8 | ||
|
4. Воздушные линии электропередачи |
По ПУЭ | |||
10.4. Расстояния от подземных резервуаров для нефтепродуктов до зданий и сооружений склада, указанных в п.п. 1-3 табл. 10, допускается уменьшать до 50 %.
Расстояние от подземных резервуаров для горючих нефтепродуктов и от наземных резервуаров для нефтепродуктов с температурой вспышки выше 120° С до продуктовых насосных станций этих нефтепродуктов не нормируется.
10.5. Расстояние от продуктовых насосных и складских зданий для нефтепродуктов в таре до сливоналивных устройств (для железнодорожных и автомобильных цистерн) следует принимать не менее, м:
10 - для легковоспламеняющихся нефтепродуктов;
8 - для горючих нефтепродуктов.
10.6. Расстояние от наземных резервуаров, складских зданий для хранения нефтепродуктов в таре и резервуарах, продуктовых насосных станций, разливочных, расфасовочных, сливоналивных устройств для железнодорожных и автомобильных цистерн и сливных (промежуточных) резервуаров для нефтепродуктов до железнодорожных путей и автомобильных дорог следует принимать по табл. 11.
Расстояния, указанные в табл. 11, от подземных резервуаров допускается уменьшать до 50 %.
Расстояние от складских зданий для хранения нефтепродуктов в таре и резервуарах с температурой вспышки выше 120°С до внутренних железнодорожных путей предприятия, а также от раздаточных колонок жидкого топлива и масел для экипировки локомотивов допускается принимать по габариту приближения строений к железнодорожным путям по ГОСТ 9238-83.
Таблица 11
Расстояние, м, от зданий и сооружений с нефтепродуктами
Дороги
легковоспламеняющихся
горючих
50
20
30
10
по
15
9
10
5
1. До оси железнодорожных путей общей сети
2. До оси внутренних железнодорожных путей предприятий (кроме путей, которым производятся перевозки жидкого чугуна, шлака и горячих слитков)
3. До края проезжей части автомобильных дорог:
общей сети
предприятия_
10.7. Расстояние от раздаточных колонок нефтепродуктов до зданий и сооружений предприятия следует принимать не менее, м:
3 - до стен без проемов зданий I, II и III степеней огнестойкости;
9 - до стен с проемами зданий I, II, III и Ша степеней огнестойкости;
18 - до зданий Шб, IV, ГУа, V степеней огнестойкости.
10.8. Помещения продуктовых насосных и складские помещения для хранения нефтепродуктов в таре и резервуарах следует отделять от других помещений противопожарными перегородками 1-го типа.
В местах дверных проемов в этих перегородках следует предусматривать пороги (с пандусами) высотой 0,15 м.
10.9. На предприятиях в производственных зданиях I и II степеней огнестойкости, а также в одноэтажных зданиях III степени огнестойкости с нулевым пределом распространения огня ограждающих конструкций стен и покрытий допускается иметь нефтепродукты по условиям хранения и в количестве, не более указанных в табл. 12.
Выпуск паров легковоспламеняющихся и горючих нефтепродуктов из резервуаров в помещение, в котором они установлены, не допускается.
Таблица 12
| Условия хранения |
Количество нефтепродуктов (в резервуаре и таре), м3 | |
| легковоспламеняющихся |
горючих | |
| 1. В специальном помещении, отделенном от соседних помещений противопожарными перегородками 1-го типа и имеющем выход непосредственно наружу, в зданиях: I и II степеней огнестойкости | 30 | 150 |
| Ша ’’ ’’ | 10 | 50 |
| 2. В помещениях категорий Г и Д, в зданиях I и II степеней огнестойкости |
1 | 5 |
| 3. В подвальных помещениях, отделенных от соседних помещений противопожарными |
Не допускается | 300 |
| перегородками 1-го типа и имеющим выход непосредственно наружу, в зданиях I и II степеней огнестойкости 4. То же, в подвальных помещениях с резервуарами (баками) для масел в зданиях: I и II степеней огнестойкости |
Не допускается | 400 |
| Ша ’’ ’’ | То же | 100 |
•3 -3
10.10. Из наземных расходных резервуаров единичной и общей вместимостью более 1 м3 для легковоспламеняющихся и 5 м3 для горючих нефтепродуктов, устанавливаемых в производственных зданиях, должен предусматриваться слив в аварийный подземный резервуар или опорожнение их продуктовыми насосами в резервуары основной емкости склада.
Объем аварийного резервуара должен быть не менее 30 % суммарной вместимости всех расходных резервуаров и не менее вместимости наибольшего резервуара помещения.
Аварийный резервуар, в который обеспечивается самотечный слив, должен быть подземным и располагаться снаружи здания на расстоянии не менее 1 м от стен без проемов и не менее 5 м от стен с проемами. Специальный аварийный резервуар может не предусматриваться, если обеспечивается самотечный слив нефтепродуктов в резервуары основной емкости склада.
При самотечном сливе трубопроводы аварийного слива должны иметь диаметр не менее 100 мм и снабжены устройствами, предупреждающими возможность передачи огня.
На каждом аварийном трубопроводе, соединяющем расходные резервуары с аварийным резервуаром, должно быть запорное устройство, устанавливаемое вне здания или на первом этаже (как правило, вблизи выхода наружу).
Продуктовые насосы, обеспечивающие откачку нефтепродуктов при аварии, необходимо размещать в отдельном от резервуаров помещении или вне здания.
Аварийный слив из резервуаров (баков) для масел, размещаемых в подвальных помещениях допускается не предусматривать.
10.11. На площадках предприятий и строительств, расположенных вне населенных пунктах, а также на территории лесозаготовок допускается для хранения нефтепродуктов предусматривать подземные сооружения из горючих материалов при условии засыпки этих сооружений слоем земли (с уплотнением) толщиной не менее 0,2 м и устройства пола из негорючих материалов.
33
Количество нефтепродуктов при хранении в этих сооружениях не должно превышать 12 м для легковоспламеняющихся и 60 м для горючих
нефтепродуктов.
10.12. Подачу воды для охлаждения резервуаров и тушения пожара на расходных складах нефтепродуктов предприятий следует предусматривать от наружного водопровода предприятия (при обеспечении расчетного расхода воды и необходимого свободного напора в сети) или в соответствии с п. 8.8 настоящих норм.
ПРИЛОЖЕНИЕ 1
Обязательное
ТЕРМИНЫ И ПОНЯТИЯ, ПРИМЕНЕННЫЕ В СНиП 2.11.03-93
1. Склады нефти и нефтепродуктов - комплекс зданий, резервуаров и других сооружений, предназначенных для приема, хранения и выдачи нефти и нефтепродуктов.
К складам нефти и нефтепродуктов относятся: предприятия по обеспечению нефтепродуктами (нефтебазы); резервуарные парки и наливные станции магистральных нефтепроводов и нефтепродуктопроводов; товарно-сырьевые парки центральных пунктов сбора нефтяных месторождений, нефтеперерабатывающих и нефтехимических предприятий; склады нефтепродуктов, входящие в состав промышленных, транспортных, энергетических, сельскохозяйственных, строительных и других предприятий и организаций (расходные склады).
2. Резервуарный парк - группа (группы) резервуаров, предназначенных для хранения нефти и нефтепродуктов и размещенных на территории, ограниченной по периметру обвалованием или ограждающей стенкой при наземных резервуарах и дорогами или противопожарными проездами - при подземных (заглубленных в грунт или обсыпанных грунтом) резервуарах и резервуарах, установленных в котлованах или выемках.
3. Номинальный объем резервуара - условная округленная величина объема, принятая для идентификации требований норм для различных конструкций резервуаров при расчетах номенклатуры объемов резервуаров, вместимости складов, компоновки резервуарных парков, а также для определения установок и средств пожаротушения.
Номинальные объемы применяемых резервуаров приведены в рекомендуемом приложении 2.
4. Продуктовая насосная станция - группа насосных агрегатов, установленных в здании, под навесом или на открытой площадке и предназначенных для перекачки нефти и нефтепродуктов.
5. Разливочная - сооружение, оборудованное приборами и устройствами, обеспечивающими выполнение операций по наливу нефтепродуктов в бочки.
6. Расфасовочная - здание или сооружение, оборудованное приборами и устройствами, обеспечивающими выполнение операций по наливу нефтепродуктов в мелкую тару вместимостью до 40 л.
7. Сливоналивное устройство - техническое средство, обеспечивающее выполнение операций по сливу и наливу нефти и нефтепродуктов в железнодорожные или автомобильные цистерны и танкеры.
8. Эстакада железнодорожная сливоналивная - сооружение у специальных железнодорожных путей, оборудованное сливоналивными устройствами, обеспечивающее выполнение операций по сливу нефти и нефтепродуктов из железнодорожных цистерн или их наливу.
Эстакады могут быть односторонними, обеспечивающими слив (налив) на одном железнодорожном пути, или двухсторонними, обеспечивающими слив (налив) на двух параллельных железнодорожных путях, расположенных по обе стороны от эстакады.
9. Промежуточный резервуар (сливная емкость) - резервуар у сливоналивных эстакад, предназначенный для обеспечения операций по сливу (наливу) цистерн.
10. Нефтеловушка - сооружение для механической очистки сточных вод от нефти и нефтепродуктов, способных к гравитационному отделению, и от осаждающихся механических примесей и взвешенных веществ.
11. Система автоматического пенного пожаротушения - включает резервуары для воды и пенообразователя, насосную станцию, подводящие растворопроводы с пожарными гидрантами, узлы управления, а также установленные на резервуарах и в зданиях генераторы пены с питающими и распределительными трубопроводами для подачи раствора пенообразователя к этим генераторам, средства автоматизации.
12. Стационарная система пенного пожаротушения (неавтоматическая) - включает резервуары для воды и пенообразователя, насосную станцию и сеть растворопроводов с пожарными гидрантами. Средства автоматизации этих систем должны обеспечить включение резервных насосов в случае, если основные неисправны или не обеспечивают расчетный напор.
13. Тушение пожара передвижной пожарной техникой - подача раствора пенообразователя (пены) с помощью пожарных автомобилей или мотопомп.
14. Стационарная установка охлаждения резервуара - состоит из горизонтального секционного кольца орошения (оросительного трубопровода с устройствами для распыления воды), размещаемого в верхнем поясе стенок резервуара, сухих стояков и горизонтальных трубопроводов, соединяющих секционное кольцо орошения с сетью противопожарного водопровода, и задвижек с ручным приводом для обеспечения подачи воды при пожаре на охлаждение всей поверхности резервуара и любой ее четверти или половины (считая по периметру) в зависимости от расположения резервуаров в группе.
15. Охлаждение резервуара передвижной пожарной техникой - подача воды на орошение резервуара пожарными стволами, присоединяемыми к противопожарному водопроводу высокого давления, или с помощью пожарных автомобилей (мотопомп) из пожарных гидрантов или противопожарных
СНиП 2.11.03-93 Склады нефти и нефтепродуктов. Противопожарные нормы Стр. 19 из 22
емкостей (водоемов).
ПРИЛОЖЕНИЕ 2
Рекомендуемое
НОМИНАЛЬНЫЕ ОБЪЕМЫ И ОСНОВНЫЕ ПАРАМЕТРЫ ПРИМЕНЯЕМЫХ СТАЛЬНЫХ РЕЗЕРВУАРОВ
ВЕРТИКАЛЬНЫЕ РЕЗЕРВУАРЫ
ГОРИЗОНТАЛЬНЫЕ РЕЗЕРВУАРЫ
Таблица 1
| Номинальный | Основные параметры, м, резервуаров | ||||
| объем, м3 | со стационарной крышей | с плавающей крышей | |||
| диаметр, Д | высота, Н | диаметр, Д | высота, Н | ||
| 100 |
4,7 | 6,0 | - |
- | |
| 200 |
6,6 | 6,0 | - |
- | |
| 300 |
7,6 | 7,5 | - |
- | |
| 400 |
8,5 | 7,5 | - |
- | |
| 700 |
10,4 | 9,0 | - |
- | |
| 1000 |
10,4 | 12,0 | 12,3 |
9,0 | |
| 2000 |
15,2 | 12,0 | 15,2 | 12,0 | |
| 3000 | 19,0 | 12,0 |
19,0 | 12,0 | |
|
5000 | 21,0 | 15,0 |
22,8 | 12,0 | |
| 10 000 | 28,5 |
18,0 | 28,5 | 18,0 |
|
| 20 000 | 40,0 | 18,0 | 40,0 |
18,0 | |
| 30 000 |
45,6 | 18,0 | 45,6 | 18,0 | |
| 40 000 | 56,9 | 18,0 |
56,9 | 18,0 | |
| 50 000 | 60,7 | 18,0 | 60,7 | 18,0 | |
| 100 000 | - |
- | 85,3 | 18,0 |
|
| 120 000 | - | - | 92,3 |
18,0 | |
| Примечание. В сырьевых резервных парках центральных пунктов сбора (ЦПС) нефтяных месторождений при технико-экономическом обосновании допускается применение резервуаров объемом 10 000 м3, диаметром 34,2 м высотой 12 м. | |||||
Таблица 2
| Номинальный объем, м3 | Основные параметры, м, резервуаров | ||
| Диаметр, Д | Длина, L, при днище | ||
| плоском | коническом | ||
|
3 | 1,4 | 2,0 |
- |
| 5 | 1,9 | 2,0 | - |
|
10 | 2,2 | 2,8 |
3,3 |
| 25 |
2,8 | 4,3 | 4,8 |
| 50 | 2,8 |
9,0 | 9,6 |
| 75 | 3,2 | 9,0 |
9,7 |
| 100 | 3,2 | 12,0 | 12,7 |
| 500 | 6,0 | 18,0 | - |
| 1000 |
6,0 | 35,8 | - |
ПРИЛОЖЕНИЕ 3
Рекомендуемое
ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ СИСТЕМ ПЕННОГО ПОЖАРОТУШЕНИЯ
1. На складах нефти и нефтепродуктов необходимо предусматривать пожаротушение воздушно-механической пеной средней и низкой кратности.
Пожаротушение воздушно-механической пеной средней кратности применяется без ограничений.
Для наземных вертикальных резервуаров со стационарной крышей (кроме резервуаров, предназначенных для хранения масел и мазутов), тушение которых предусматривается передвижной пожарной техникой, допускается применять послойный способ пожаротушения пеной низкой кратности.
Допускается применение других средств и способов пожаротушения на основе рекомендаций научно-исследовательских институтов, утвержденных и согласованных в установленном порядке.
2. Расчетные расходы раствора пенообразователя, а также воды и пенообразователя на тушение пожара следует определять исходя из интенсивности подачи раствора пенообразователя, принимаемой по табл. 1, на 1 м2 расчетной площади тушения, установленной в п. 8.10, и рабочей концентрации пенообразователя, приведенной в табл. 2.
Таблица 1
|
Интенсивность подачи, л/(м2с), раствора пенообразователя | |||
| Нефтепродукты | общего назначения | целевого назначения | |
| с пеной средней кратности | с пеной средней кратности | с пеной низкой кратности | |
|
1. Нефть и нефтепродукты с температурой вспышки 28°С и ниже | 0,08 |
0,05 | 0,08 |
|
2. То же, с температурой вспышки выше 28°С | 0,05 | 0,05 |
0,06 |
3. Расчетное время тушения пожара для систем автоматического пенного пожаротушения - 10 мин, для передвижной пожарной техники - 15 мин.
4. Инерционность стационарных систем пожаротушения не должна превышать трех минут.
5. Вода для приготовления растворов пенообразователя не должна содержать примесей нефти и нефтепродуктов.
6. При гидравлическом расчете необходимо учитывать влияние вязкости пенообразователя на величину потерь (согласно табл. 2).
Соответствие рабочей концентрации пенообразователя в воде проверяется расчетом по формуле
где QH - расход пенообразователя, л/с;
Q - производительность установки, л/с; х - рабочая концентрация пенообразователя, % (по табл. 2).
7. В качестве пенообразующих устройств для системы пожаротушения следует применять, как правило, пеногенераторы, типов:
ГПСС - для тушения в резервуарах со стационарной крышей и понтоном;
ГПС - для тушения в резервуарах с плавающей крышей и помещениях.
Допускается применение пенокамер других конструкций, прошедших огневые промышленные испытания и рекомендованных к применению в установленном порядке.
8. Количество пеногенераторов следует принимать по расчету.
Расчетное число пеногенераторов определяется исходя из расчетного расхода раствора пенообразователя, по средней производительности применяемого пеногенератора и округляется в большую сторону.
ТИПЫ ПРИМЕНЯЕМЫХ ПЕНООБРАЗОВАТЕЛЕЙ И ИХ ПАРАМЕТРЫ
Таблица 2
| Показатели | Пенообразователи | ||||||||
| общего назначения |
целевого назначения | ||||||||
| ПО-1 | ПО-1Д | ПО-6К |
ПО-ЗАИ | ТАЭС |
САМПО | подслойный |
ФОР-ЭТОЛ | универсальный | |
| 1. Биологическая разлагаемость раствора | б/ж | б/ж | б/ж |
б/м | б/м | б/м |
б/ж | б/ж |
б/ж |
| 2. Кинематическая вязкость V, при 20° С, V10-6 м2/с, не более | 40 | 40 |
40 | 10 | 40 |
100 | 150 | 50 |
100 |
| 3. Плотность р, при 20° С, р103 кг/м3 |
1,10 | 1,05 | 1,05 |
1,02 | 1,00 | 1,01 | 1,10 | 1,10 |
1,30 |
| 4. Температура застывания, °С, не выше 5. Рабочая концентрация ПО, %, при использовании воды с жесткостью, мг-экв/л: до 10 от 10 до 30 30 и более, морская вода | -8 |
-3 | -3 | -3 |
-8 | -10 | 4 О | -5 | -10 |
| 6. Срок хранения ПО в емкости при 20°С не менее, лет | 5 |
5 | 5 | 4 |
5 | 5 | 3 |
3 | 3 |
На резервуаре должно быть не менее двух пеногенераторов.
Пеногенераторы должны быть установлены равномерно по периметру резервуара. На резервуарах с плавающей крышей расстояние по периметру резервуара между пеногенераторами (пеносливами) следует принимать не более 25 м.
9. Запас пенообразователя и воды на приготовление его раствора (расход раствора на один пожар) рассчитывается исходя из того количества раствора пенообразователя, которое необходимо на расчетное время тушения при максимальной производительности принятых к установке пеногенераторов.
Нормативный запас пенообразователя и воды на приготовление его раствора, необходимый для хранения, следует принимать из условия обеспечения трехкратного расхода раствора на один пожар (при наполненных растворопроводах стационарных установок пожаротушения).
Для стационарных установок пожаротушения с сухими растворопроводами следует учитывать потребность в дополнительном количестве раствора пенообразователя для первоначального наполнения сухих растворопроводов.
10. Хранение пенообразователя для систем пожаротушения следует предусматривать в концентрированном виде.
Для хранения запаса пенообразователя следует предусматривать, как правило, не менее двух резервуаров. Допускается предусматривать один резервуар для запаса пенообразователя в количестве до 10 м .
3
Для хранения запаса пенообразователя в количестве более 10 м3 допускается предусматривать один резервуар при условии разделения его
перегородками на отсеки вместимостью каждого не более 10 м .
11. Свободный напор в сети растворопроводов стационарных установок пожаротушения должен быть при пожаре не более 60 м и не менее 40 м перед генераторами пены типа ГПСС или ГПС, установленными стационарно или присоединяемыми с помощью пожарных рукавов.
12. При применении на складе нефти и нефтепродуктов стационарных систем автоматического и неавтоматического пожаротушения следует проектировать общую насосную станцию и сеть растворопроводов.
13. Сети противопожарного водопровода и растворопроводов (постоянно наполненных раствором или сухих) для тушения пожара резервуарного парка или железнодорожной эстакады, оборудованной сливоналивными устройствами с двух сторон, следует проектировать кольцевыми с тупиковыми ответвлениями (вводами) к отдельным зданиям и сооружениям (в том числе и к резервуарам, оборудованным установкой автоматического пожаротушения).
Сети следует прокладывать за пределами внешнего обвалования (или ограждающих стен) резервуарного парка и на расстоянии не менее 10 м от
железнодорожных путей эстакады.
К наземным резервуарам объемом 10 000 м и более, а также к зданиям и сооружениям склада, расположенным далее 200 м от кольцевой сети растворопроводов, следует предусматривать по два тупиковых ответвления (ввода) от разных участков кольцевой сети растворопроводов для подачи каждым из них полного расчетного расхода на тушение пожара.
Тупиковые участки растворопроводов допускается принимать длиной не более 250 м.
Прокладку растворопроводов следует предусматривать, как правило, в одной траншее с противопожарным водопроводом с устройством общих колодцев для узлов управления и для пожарных гидрантов.
14. При применении задвижек с электроприводом в районах с возможным затоплением колодцев грунтовыми водами электропривод задвижки должен быть поднят над уровнем земли и накрыт защитным кожухом.
В районах с суровым климатом задвижки с электроприводом следует размещать в утепленных укрытиях.
Система нормативных документов в строительстве _СТРОИТЕЛЬНЫЕ НОРМЫ И ПРАВИЛА РОССИЙСКОЙ ФЕДЕРАЦИИ_
ПОДЗЕМНЫЕ ХРАНИЛИЩА ГАЗА, НЕФТИ И ПРОДУКТОВ ИХ ПЕРЕРАБОТКИ
СНиП 34-02-99
ГОСУДАРСТВЕННЫЙ КОМИТЕТ РОССИЙСКОЙ ФЕДЕРАЦИИ ПО СТРОИТЕЛЬСТВУ И ЖИЛИЩНО-КОММУНАЛЬНОМУ КОМПЛЕКСУ
(ГОССТРОЙ РОССИИ)
Москва
2000
ПРЕДИСЛОВИЕ
1 РАЗРАБОТАНЫ Научно-исследовательским и проектным предприятием по сооружению и эксплуатации подземных хранилищ ООО «Подземгазпром» ОАО «Г азпром»
2 ВНЕСЕНЫ Управлением технормирования Госстроя России
3 ПРИНЯТЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ с 1 июля 1999 г. постановлением Госстроя России от 17.05.99 № 36
4 ВЗАМЕН СНиП 2.11.04-85
СОДЕРЖАНИЕ
1 Область применения
2 Нормативные ссылки
3 Общие положения
4 Классификация
5 Г енеральный план
6 Требования к инженерно-геологическим и гидрогеологическим условиям площадок строительства
7 Нагрузки и воздействия
8 Эксплуатационные требования
9 Основные требования к проектированию и строительству
10 Контроль качества строительства и приемка подземных хранилищ
11 Охрана окружающей среды
_СТРОИТЕЛЬНЫЕ НОРМЫ И ПРАВИЛА РОССИЙСКОЙ ФЕДЕРАЦИИ_
ПОДЗЕМНЫЕ ХРАНИЛИЩА ГАЗА, НЕФТИ И ПРОДУКТОВ ИХ ПЕРЕРАБОТКИ _UNDERGROUND STORAGES OF NATURAL GAS, OIL AND PROCESSING PRODUCTS_
Настоящие нормы и правила распространяются на проектирование и строительство подземных хранилищ газа, нефти, газового конденсата и продуктов их переработки (далее - подземные хранилища) с резервуарами, сооружаемыми в каменной соли и других горных породах.
В настоящих нормах и правилах использованы ссылки на следующие нормативные документы:
СНиП 10-01-94. Система нормативных документов в строительстве. Основные положения.
СНиП 2.01.09-91. Здания и сооружения на подрабатываемых территориях и просадочных грунтах.
СНиП 2.11.03-93. Склады нефти и нефтепродуктов. Противопожарные нормы.
СНиП 21-01-97*. Пожарная безопасность зданий и сооружений.
СНиП II-89-80*. Генеральные планы промышленных предприятий.
СНиП 2.09.04-87*. Административные и бытовые здания.
СНиП III-10-75. Благоустройство территорий.
СНиП II-7-81*. Строительство в сейсмических районах.
СНиП II-94-80. Подземные горные выработки.
СНиП 2.06.09-84. Туннели гидротехнические.
СНиП 2.01.07-85*. Нагрузки и воздействия.
СНиП 3.01.01-85*. Организация строительного производства.
СНиП 3.01.04-87. Приемка в эксплуатацию законченных строительством объектов. Основные положения.
СНиП 3.05.05-84. Технологическое оборудование и технологические трубопроводы.
СНиП 3.02.01-87. Земляные сооружения, основания и фундаменты.
СП 34-106-98. Подземные хранилища газа, нефти и продуктов их переработки.
ГОСТ 27751-88. Надежность строительных конструкций и оснований. Основные положения по расчету.
СанПиН 2.1.4.027-95. Зоны санитарной охраны источников водоснабжения и водопроводов хозяйственно-питьевого назначения.
НПЬ 101-95. Нормы проектирования объектов пожарной охраны.
НПЬ 104-95. Проектирование систем оповещения людей о пожаре в зданиях и сооружениях.
НПЬ 201-96. Пожарная охрана предприятий. Общие требования.
РД 34.21.122-87. Инструкция по устройству молниезащиты зданий и сооружений.
3.1 В состав подземных хранилищ входят:
подземные сооружения, включающие подземные резервуары, вскрывающие и вспомогательные горные выработки, буровые скважины и подземные рассолохранилища;
наземные сооружения, включающие здания и сооружения, внутриплощадочные сети, наземные рассолохранилища.
3.2 В качестве подземных резервуаров используются горные выработки (выработки-емкости), оборудованные для приема, хранения и выдачи продукта. Наряду со специально сооружаемыми выработками допускается использовать выработки, образовавшиеся при добыче полезного ископаемого, после проведения их специального обследования и обустройства.
3.3 При размещении подземного хранилища на границе предприятия по добыче полезного ископаемого следует предусматривать барьерные целики, обеспечивающие прочность и герметичность подземных и наземных сооружений хранилища. Размеры барьерных целиков следует определять расчетом в соответствии с требованиями СНиП 2.01.09.
3.4 Здания и наземные сооружения (наземные резервуары и оборудование, железнодорожные и сливоналивные эстакады, причалы и пирсы,
расфасовочные и раздаточные пункты, насосные и компрессорные станции, объекты осушки и очистки газа, административно-хозяйственные здания и помещения и др.), инженерные системы (противопожарный водопровод, факелы и свечи, установки пожаротушения, системы обнаружения и тушения пожаров, канализации, электроснабжения, связи, сигнализации и др.), а также благоустройство территории хранилищ (дорог, подъездов, проездов и др.) следует проектировать в соответствии с действующими нормативными документами, утвержденными в установленном порядке.
3.5 При проектировании мероприятий по противопожарной безопасности и при строительстве объектов необходимо руководствоваться противопожарными требованиями всех действующих норм и правил, относящихся к объекту и утвержденных в установленном порядке.
3.6 Проектом должен предусматриваться комплекс мероприятий, обеспечивающих пожарную безопасность хранилищ, зданий и сооружений на его территории и включающий устройства:
кольцевой сети противопожарного водопровода с расходом воды на пожаротушение, определяемый расчетом, но не менее 200 л/с, с установкой пожарных гидрантов с интервалом 10 м друг от друга; связи и оповещения; контроля газопаровоздушной среды; автоматизации процесса хранения углеводородов; автоматических установок пожаротушения и пожарной сигнализации.
3.7 Насосные, компрессорные и другие помещения, в которых может образовываться взрывоопасная концентрация паров, следует оборудовать сигнализаторами взрывоопасных концентраций, срабатывающими при достижении концентрации паров газа в воздухе не более 20% нижнего предела воспламеняемости.
3.8 Для подземных хранилищ следует предусматривать следующие виды связи и сигнализации: административно-хозяйственную телевизионную или телефонную связь;
прямую связь диспетчера хранилищ с железнодорожным узлом и водным причалом; громкоговорящую производственную связь из операторной хранилищ; пожарную и охранную сигнализацию; радиофикацию.
3.9 Система оповещения людей о пожаре должна отвечать требованиям НПЬ 104.
3.10 Во взрывоопасных помещениях и сооружениях подземных хранилищ следует предусматривать аварийное освещение, а у оголовков
эксплуатационных колодцев и скважин - рабочее освещение, оборудованное светильниками в противовзрывоопасном исполнении.
3.11 Категории электроприемников подземных хранилищ в отношении обеспечения надежности электроснабжения следует принимать: для хранилищ нефти и нефтепродуктов - согласно требованиям СНиП 2.11.03;
для хранилищ СУГ (противопожарных и продуктовых насосных станций) - первой категории.
3.12 Молниезащиту наземных зданий и сооружений подземных хранилищ следует проектировать в соответствии с требованиями РД 34.21.122 и Правилустройства электроустановок (ПУЭ).
3.13 Запорная арматура, устанавливаемая на трубопроводах, должна автоматически отключать отдельные звенья технологического комплекса в случае утечки продукта или понижения давления в трубопроводах.
3.14 Крепь вкрывающих выработок и герметичные перемычки шахтных резервуаров по показателям пожарной опасности должны отвечать требованиям, предъявляемым к сооружениям I степени огнестойкости по СНиП 21-01.
3.15 Рекомендуемые правила проектирования и строительства подземных хранилищ изложены в СП 34-106.
4.1 Подземные хранилища подразделяются по виду хранимого топлива на хранилища: природного газа и гелия (далее - газа);
сжиженных углеводородных газов, этана, этилена, нестабильного газового конденсата (далее СУГ);
СНиП 34-02-99 Подземные хранилища газа, нефти и продуктов их переработки Стр. 4 из 14
нефти, нефтепродуктов, стабильного газового конденсата (далее - нефти и нефтепродуктов).
4.2 В таблице 1 показаны типы подземных резервуаров и области их применения.
Таблица 1 - Области применения подземных резервуаров различного типа
|
Тип резервуара |
Вид хранимого продукта | ||
| Газ | СУГ |
Нефть и нефтепродукты | |
|
Бесшахтный в каменной соли |
+ | + | + |
| Шахтный в породах с положительной температурой |
- | + | + |
| Шахтный в вечномерзлых породах | - | - | + |
5.1 Выбор площадки размещения хранилища, основные планировочные решения, ситуационный план размещения зданий и сооружений, инженерных сетей и др. Необходимо производить в соответствии с требованиями природоохранных законов и нормативных актов Российской Федерации, СНиП II-89, СНиП 2.09.04, СНиП III-10 и других нормативных документов.
5.2 Подземные хранилища следует располагать на обособленной площадке вне территории городов и других поселений за пределами II пояса зон санитарной охраны действующих и проектируемых подземных и поверхностных источников водоснабжения с учетом перспектив их развития в соответствии с СанПиН 2.1.4.027.
Не допускается размещение зданий и сооружений, не относящихся к хранилищу, в пределах горного отвода этих хранилищ.
5.3 Минимальные расстояния от устьев эксплуатируемых скважин, шахтных стволов, эксплуатационных шурфов подземных резервуаров всех типов до различных зданий и сооружений следует принимать:
а) при хранении нефти и нефтепродуктов:
для объектов, не относящихся к хранилищу, - по таблице 2;
Таблица 2 - Минимальные расстояния от устьев эксплуатационных скважин, стволов и шурфов подземных резервуаров до зданий и сооружений, не входящих в состав хранилища нефти и нефтепродуктов
| Здания и сооружения | Расстояние, м | |
|
от устьев скважин бесшахтных резервуаров в каменной соли | от устьев стволов, шурфов и скважин шахтных резервуаров в породах с положительной температурой и в вечномерзлых породах | |
| Общественные здания и сооружения | 250 | 200 |
| Здания и сооружения соседних предприятий | 150 |
100 |
| Лесные массивы: | ||
| а) хвойных пород | 100 |
100 |
| б) лиственных пород | 20 | 20 |
| Железные дороги: | ||
| а) станции |
200 | 150 |
| б) разъезды и платформы; | 100 | 80 |
| в) перегоны |
75 | 60 |
|
Автодороги: | ||
|
а) I-II категории | 100 |
75 |
| б) IV и V категории | 50 | 40 |
|
Склады лесных материалов, торфа, сена, | 125 | 100 |
| волокнистых веществ, соломы, а также участки | ||
|
открытого залегания торфа | ||
| Воздушные линии электропередачи | По ПУЭ | |
для объектов, входящих в состав хранилища, - в соответствии с требованиями СНиП 2.11.03; б) при хранении СУГ и газа:
для объектов, не относящихся к хранилищу, - по таблице 3; для объектов, входящих в состав хранилища, - по таблице 4.
Таблица 3 - Минимальные расстояния от устьев эксплуатационных скважин и стволов подземных резервуаров до зданий и сооружений, не входящих в состав хранилища газа и СУГ
|
Здания и сооружения |
Расстояние, м | ||
| от устьев скважин бесшахтных резервуаров в каменной соли | от устьев стволов и скважин шахтных резервуаров | ||
| для газа | для СУГ | ||
| Общественные здания и сооружения | 300 | 500 | 375 |
| Здания и сооружения соседних предприятий |
200 | 250 | 200 |
| Лесные массивы: |
|||
| а) хвойных пород | 50 | 100 |
75 |
| б) лиственных пород | 20 | 30 |
25 |
| Железные дороги: | |||
| а) станции | 300 |
500 | 375 |
| б) разъезды и платформы; | 100 | 100 | 75 |
|
в) перегоны | 40 |
80 | 60 |
|
Автодороги: | |||
| а) I-II категории | 60 | 60 | 50 |
|
б) IV и V категории | 25 |
50 | 40 |
|
Склады лесных материалов, торфа, сена, | 100 | 100 |
100 |
| волокнистых веществ, соломы, а также участки открытого залегания торфа | |||
| Воздушные линии электропередачи | По ПУЭ | ||
|
Примечания | |||
| 1 Расстояния от стволов и скважин шахтных |
резервуаров необходимо отсчитывать от их | ||
| центральных осей | |||
| 2 Расстояние от устьев эксплуатационной скважины бесшахтных резервуаров в каменной соли | |||
| следует отсчитывать от внутренней поверхности гребня обвалования вокруг | оголовка | ||
| скважины |
|||
Таблица 4 - Минимальные расстояния от устьев эксплуатационных скважин и стволов подземных резервуаров до зданий и сооружений, входящих в состав хранилища газа и СУГ
|
Здания и сооружения |
Расстояние, м | ||
| от устьев скважин бесшахтных резервуаров в каменной соли | от устьев стволов и скважин шахтных резервуаров | ||
| для газа |
для СУГ | ||
| Сливоналивные причалы | 50 | 100 | 75 |
|
Железнодорожные сливоналивные эстакады, складские здания для нефтепродуктов в таре | 20 | 40 |
30 |
| Сливоналивные устройства для автоцистерн, продуктовые насосные станции, компрессорные, канализационные насосные станции производственных сточных вод, разливочные, расфасовочные и раздаточные, установки для испарения и смешения газов | 20 | 40 | 30 |
| Водопроводные и противопожарные насосные станции, пожарное депо и посты, противопожарные водоемы (до люка резервуара или места забора воды из водоема) | 40 | 40 | 30 |
| Здания и сооружения I и II степеней огнестойкости с применением открытого огня |
50 | 60 | 50 |
| Прочие здания и сооружения |
40 | 40 | 40 |
| Рассолохранилища (открытые) | 40 | 40 | - |
| Ограждение резервуара | 15 | 15 | 15 |
| Воздушные линии электропередачи |
По ПУЭ | ||
|
Примечания 1 и 2 к табл. 3 распространяются и на данную таблицу |
|||
Расстояния между зданиями и сооружениями подземного хранилища должны обеспечивать при эксплуатации:
возможность обслуживания наземных и подземных объектов;
эвакуацию персонала.
Расстояние между устьями соседних скважин бесшахтных резервуаров должно определяться расчетом, но быть не менее 15 м.
5.4 Вокруг устьев скважин бесшахтных резервуаров в каменной соли при хранении нефти, нефтепродуктов и СУГ следует предусматривать обвалование.
Вместимость пространства внутри обвалования определяется расчетом по величине возможного аварийного выброса продукта.
5.5 Площадка, на которой предусматривается размещение подземных резервуаров в вечномерзлых породах, должна быть надежно защищена от временных поверхностных водотоков искусственными сооружениями (обвалования, водоотводы).
5.6 Устья эксплуатационных скважин, стволов и шурфов подземных резервуаров должны иметь продуваемое ограждение из негорючих материалов (решетки, сетки) высотой не менее 2 м. Размер ограждаемого участка следует назначать из условия возможности проведения профилактических и ремонтных работ.
Ограждение устьев скважин бесшахтных резервуаров допускается размещать как внутри обвалованной площадки, так и вне ее.
5.7 Расстояние от трубы свечи до любых зданий и сооружений, кроме подводящих трубопроводов, следует принимать не менее 100 м. Высота свечи определяется расчетом.
5.8 Для площадок подземных хранилищ (независимо от их вместимости) следует предусматривать два выезда на автомобильные дороги общей сети или на подъездные пути. Расстояния между зданиями и сооружениями подземного хранилища должны обеспечивать возможность подъездов пожарной техники непосредственно к устьям скважин, стволам и шурфам подземных хранилищ.
5.9 Необходимость размещения пожарного депо, количество пожарных автомобилей в нем, порядок санитарного обслуживания принимается в соответствии с требованиями СНиП II-89, НПЬ 101 и НПЬ 201 и согласовывается с местными органами пожарного и санитарного надзора.
6 ТРЕБОВАНИЯ К ИНЖЕНЕРНО-ГЕОЛОГИЧЕСКИМ И ГИДРОГЕОЛОГИЧЕСКИМ УСЛОВИЯМ ПЛОЩАДОК СТРОИТЕЛЬСТВА
6.1 Выработки-емкости подземных резервуаров следует размещать в массивах горных пород, способных обеспечить устойчивость и герметичность выработок на весь период эксплуатации резервуаров, а горные породы, в которых размещаются выработки-емкости подземных резервуаров, не должны содержать включений, ухудшающих качество хранимых продуктов.
6.2 Не допускается размещать подземные и наземные сооружения хранилища без специального обоснования на территориях с сейсмичностью выше 9 баллов в соответствии со СНиП II-7, а также на участках развития физико-геологических и криогенных процессов (карст, оползни, сели, термокарст и пр.).
6.3 Минимально допустимая глубина залегания горных пород, пригодных для размещения выработок-емкостей, определяется расчетом исходя из типа резервуара, внутреннего давления в резервуаре, плотности пород, залегающих выше кровли выработки-емкости, и гидрогеологических условий.
Бесшахтные резервуары в каменной соли
6.4 Бесшахтные резервуары допускается сооружать в залежах каменной соли всех морфологических типов.
6.5 Площадь распространения соляной залежи в плане должна обеспечивать размещение заданного количества резервуаров с оставлением целиков соли между выработками, а также между выработками и боковыми поверхностями соляной залежи.
6.6 В интервале отметок (по глубине) почвы и кровли резервуара соляная залежь, как правило, не должна содержать прослоев калийно-магниевых и других солей, легко растворяющихся в воде и хлоридно-натриевых рассолах, а также прослоев нерастворимых пород, препятствующих процессу создания выработки заданной формы и объема.
6.7 Закачка строительного рассола допускается в водоносные горизонты с пластовыми водами, не пригодными для использования в народном хозяйстве и совместимыми с закачиваемым рассолом, с минерализацией, как правило, не менее 35 г/л, изолированные надежными водоупорами от вышележащих водоносных горизонтов.
Шахтные резервуары в породах с положительной температурой
6.8 Шахтные резервуары следует размещать в горных породах ниже уровня грунтовых вод. Степень обводненности породных массивов и положение уровня грунтовых вод должны отвечать условию, при котором давление воды на поверхности выработок превышает внутреннее давление продукта в резервуаре при постоянно действующем водоотливе.
6.9 Выработки-емкости, как правило, следует размещать в горных породах с высокой экранирующей способностью по отношению к углеводородным жидкостям.
6.10 Прочностные свойства горных пород, в которых допускается размещение шахтных резервуаров, должны отвечать условию сооружения выработок-емкостей, как правило, без применения крепи.
Допускается сооружать выработки-емкости с применением крепи в породах III категории устойчивости в соответствии со СНиП II-94.
6.11 При создании хранилищ в отработанных горных выработках естественные породные массивы, в которых они пройдены, и глубина их заложения должны соответствовать 6.8 - 6.10.
6.12 Шахтные резервуары следует размещать в породах, находящихся в естественном твердо-мерзлом состоянии, обладающих экранизирующей способностью и обеспечивающих устойчивость пройденных в них выработок, как правило, без применения крепи.
6.13 Максимальная естественная температура вечномерзлых пород, при которой допускается размещать в них подземные резервуары, должна быть ниже температуры их оттаивания: в скальных породах - на 1°С; в дисперсных - на 3°С.
7.1 Напряженно-деформированное состояние породного массива, цементного камня, обсадной колонны и крепи выработок следует определять от действия постоянных и временных (длительных, кратковременных, особых) нагрузок.
7.2 К постоянным нагрузкам следует относить:
а) горное давление;
б) собственный вес конструкций;
в) давление подземных вод;
г) воздействие, вызываемое предварительным напряжением элементов крепи.
К длительным нагрузкам следует относить:
а) давление газа, жидкости в резервуаре;
б) температурные воздействия.
К кратковременным нагрузкам следует относить:
а) нагрузки от технологического оборудования;
б) давление тампонажного раствора, нагнетаемого за крепь.
К особым нагрузкам следует относить:
а) сейсмические воздействия;
б) взрывные воздействия.
7.3 Расчетное значение нагрузки следует определять как произведение ее нормативного значения на коэффициенты надежности по нагрузке. При оценке прочности обсадных колонн значения коэффициента надежности принимают по нормам проектирования обсадных колонн.
При определении расчетных нагрузок в расчете выработки-емкости на устойчивость следует учитывать коэффициент надежности по нагрузке.
Коэффициент надежности по ответственности принимается равным единице по ГОСТ 27751.
7.4 Величину горного давления следует устанавливать с учетом данных инженерно-геологических изысканий на площадке.
При отсутствии тектонических напряжений в породном массиве горное давление для незакрепленных выработок допускается определять по весу вышележащих пород.
Для закрепленных выработок величину горного давления следует определять в соответствии со СНиП 2.06.09.
7.5 Расчет устойчивости подземных выработок-емкостей следует выполнять при наиболее неблагоприятных сочетаниях нагрузок в соответствии с классификацией сочетаний нагрузок и коэффициентами сочетаний, приведенными в СНиП 2.01.07.
8.1 Подземные и наземные сооружения, оборудование основного и вспомогательного назначения, внутриплощадочные инженерные сети и коммуникации должны обеспечивать надежное и безопасное выполнение технологических операций по приему, хранению и выдаче продуктов в соответствии с заданными режимами эксплуатации.
8.2 Подземные резервуары, входящие в состав хранилища, должны быть герметичными, а их выработки-емкости - устойчивыми на весь период эксплуатации.
8.3 Сроки хранения товарных нефтепродуктов в подземных резервуарах определяются типом подземных резервуаров и сохранностью товарных качеств топлив определенного вида.
8.4 Подземные хранилища должны быть оборудованы централизованными системами контроля и управления технологическими процессами эксплуатации.
8.5 Система контроля подземных резервуаров всех типов должна предусматривать измерение следующих эксплуатационных параметров: количества поступающего и выдаваемого продукта;
давления и температуры в линии закачки - отбора продукта; качества продукта.
Дополнительно в бесшахтных резервуарах должен осуществляться контроль следующих параметров: устьевого давления и температуры продукта;
давления, температуры, расхода, плотности и химсостава рассола в линии закачки - отбора; уровня границы раздела фаз в выработке-емкости; формы и размеров выработки-емкости.
Дополнительно в шахтных резервуарах должен осуществляться контроль следующих параметров: давления и температуры продукта в резервуаре; уровня продукта;
уровня границы раздела «продукт - вода» и давления в герметичных перемычках (в породах с положительной температурой);
температуры вмещающих пород, герметичных перемычек и закрепного пространства эксплуатационных скважин и шурфов (в вечномерзлых породах).
Бесшахтные резервуары в каменной соли
8.6 Конструктивные решения бесшахтных резервуаров для газа должны обеспечивать скорость течения газа по скважине не более 35 м/с и темп снижения давления в резервуаре при отборе газа в процессе эксплуатации не более 0,5 МПа/ч.
8.7 Вместимость бесшахтных резервуаров для газа должна определяться из расчета хранения активного и буферного объемов газа исходя из технологических параметров и горно-геологических условий размещения резервуаров.
8.8 Коэффициент использования вместимости резервуара при хранении жидких углеводородов следует принимать не более следующих значений:
а) при наличии внешней подвесной колонны (в долях вместимости подземного резервуара выше башмака внешней колонны): для нефти и нефтепродуктов - 0,985;
для СУГ - 0,95;
б) при отсутствии внешней подвесной колонны (в долях вместимости подземного резервуара выше башмака центральной подвесной колонны): для нефти и нефтепродуктов - 0,95;
для СУГ - 0,9.
8.9 При эксплуатации подземных резервуаров по рассольной схеме для вытеснения СУГ, нефти и нефтепродуктов следует применять, как правило, концентрированный рассол.
8.10 Допускается совмещать эксплуатацию хранилища с дальнейшим увеличением вместимости подземных резервуаров.
8.11 При вытеснении продукта хранения неконцентрированным рассолом или водой в проектных решениях необходимо учитывать изменение вместимости и конфигурации выработки-емкости за счет растворения соли. Количество циклов вытеснения должно определяться в зависимости от изменения концентрации рассола и предельно-допустимых размеров резервуара по условию устойчивости.
Шахтные резервуары в породах с положительной температурой
8.12 В проектной документации следует предусматривать возможность смены насосов в процессе их эксплуатации, а также следует предусматривать систему очистки подтоварной воды, откачиваемой из выработок при эксплуатации резервуаров.
8.13 При проектировании резервуаров для нефти и нефтепродуктов допускается предусматривать системы эксплуатации с постоянным и переменным уровнем подтоварной воды. При проектировании системы эксплуатации с переменным уровнем следует предусматривать одновременную работу водяных и продуктовых насосов с равной производительностью.
СНиП 34-02-99 Подземные хранилища газа, нефти и продуктов их переработки Стр. 10 из 14
8.14 Коэффициент использования вместимости резервуара для нефти и нефтепродуктов следует принимать не более 0,97, для СУГ - не более 0,9.
Шахтные резервуары в вечномерзлых грунтах
8.15 Для предотвращения растепления массива вечномерзлых пород при эксплуатации резервуара допускается предусматривать буферный объем холодного продукта в выработке-емкости.
8.16 Вместимость резервуара должна определяться из расчета хранения активного и буферного объемов продукта.
9 ОСНОВНЫЕ ТРЕБОВАНИЯ К ПРОЕКТИРОВАНИЮ И СТРОИТЕЛЬСТВУ
9.1 Подземные хранилища проектируются на основании задания на проектирование, разработанного и выдаваемого заказчиком хранилища в соответствии с обоснованием инвестиций в строительство.
Строительство подземных хранилищ производится на основании проектной документации и проекта производства работ.
9.2 Техническое задание на проектирование должно содержать следующие сведения:
место размещения хранилища;
наименование подлежащих хранению продуктов, их физико-химические свойства;
содержание в подлежащих хранению продуктах токсичных и агрессивных веществ;
общие потребные объемы хранения по отдельным продуктам;
производительность закачки и выдачи продуктов;
сроки проектирования и строительства подземных хранилищ;
способ доставки и отгрузки продуктов для хранилищ СУГ, нефти и нефтепродуктов.
9.3 При выборе объемно-планировочной схемы должно быть обеспечено наилучшее использование вмещающей толщи горных пород (максимальное использование мощности и минимальное - площади), а для шахтных хранилищ также минимально возможный объем и число вскрывающих, вспомогательных, специальных выработок и наилучшие условия изоляции выработок-емкостей друг от друга в резервуаре на несколько видов продуктов.
9.4 В проектной документации следует предусматривать периодичность контроля объема и формы подземного резервуара во время его строительства и эксплуатации, а также его герметичности.
9.5 Напряженно-деформированное состояние породного массива и всех конструктивных элементов подземного резервуара следует определять с учетом основных закономерностей деформирования и прочности пород.
Для каменной соли и вечномерзлых пород необходимо учитывать проявление реологических свойств при нелинейной зависимости деформаций от напряжения и времени.
9.6 Устойчивость выработки-емкости резервуара следует обеспечивать путем выбора ее оптимальной формы и размеров с учетом противодавления хранимого продукта. При этом допускается в окресности выработки-емкости существование локальных областей повышенной проницаемости: разуплотнения, запредельного деформирования.
9.7 При строительстве шахтных резервуаров следует производить геолого-маркшейдерские работы, геологические, гидрогеологические и геокриологические наблюдения в процессе проходки выработок, а на участках возведения герметичной перемычки определить мощность зоны повышенной проницаемости в окресности выработки.
9.8 Строительство герметичных перемычек шахтных резервуаров и их испытания на герметичность следует выполнять по специальному проекту производства работ.
9.9 На заключительной стадии строительства следует осуществлять испытания резервуара на герметичность.
Бесшахтные резервуары в каменной соли
9.10 Для создания выработок-емкостей бесшахтного резервуара следует предусматривать управляемое растворение соли пресной или минерализованной водой с одновременным вытеснением образующегося при этом рассола на поверхность земли.
При соответствующем обосновании допускается растворение соли промстоками.
9.11 Для управления процессом формообразования выработки-емкости следует применять жидкий или газообразный нерастворитель (нефтепродукты или газы, химически нейтральные к соли и хранимому продукту).
При соответствующем обосновании допускается применение технологии сооружения выработки-емкости без нерастворителя.
9.12 Выработки-емкости резервуаров следует создавать в соответствии с индивидуальными технологическими регламентами.
9.13 Конструкция эксплуатационной скважины должна обеспечивать:
закачку и отбор воды, рассола, жидкого и газообразного нерастворителя, продуктов хранения с проектной производительностью;
отбор проб рассола, нерастворителя и хранимого продукта;
ввод в скважину ингибиторов гидратообразования и коррозии;
возможность перекрытия сечений подвесных колонн при возникновении аварийных ситуаций на скважине;
расчетный срок службы скважины;
надежное разобщение и изоляцию вскрытых водоносных горизонтов;
защиту от коррозионного и термобарического воздействия на основную обсадную колонну;
спуск, подъем и смену подвесных колонн, установку и извлечение необходимого скважинного оборудования;
проведение геофизических, диагностических работ на скважине и в выработке-емкости, а также профилактических и ремонтных работ на скважине.
9.14 Башмак основной обсадной колонны эксплуатационной скважины должен располагаться в каменной соли или после выполнения специального обоснования в вышележащих устойчивых породах.
9.15 Поэтапное испытание эксплуатационных скважин на герметичность следует проводить в последовательности: обсадных труб, основной обсадной колонны, затрубного пространства и незакрепленной части ствола, внешней подвесной колонны.
9.16 Способы удаления рассола с площадок строительства следует предусматривать исходя из их наличия, солепотребляющих предприятий в районе строительства и местных гидрогеологических и гидрологических и географических условий.
9.17 При эксплуатации бесшахтных резервуаров по рассольной схеме в составе сооружений следует предусматривать рассолохранилища.
9.18 На рассолопроводах хранилищ СУГ следует предусматривать устройство для отделения и отвода на свечу растворенного в рассоле и попавшего в него сжиженного газа.
9.19 Оборудование подземных резервуаров, эксплуатация которых осуществляется без замещения продукта хранения другой средой, должно обеспечивать регулирование давления в системе «скважина - выработка-емкость».
9.20 При строительстве эксплуатационных скважин и выработок-емкостей бесшахтных резервуаров в каменной соли следует предусматривать в проекте производства работ особенности проходки и крепления скважин в интервалах залегания солей, соблюдение технологического регламента сооружения выработок и обеспечение систематического контроля строительных процессов.
9.21 При строительстве наземных рассолохранилищ следует предусматривать мероприятия, обеспечивающие защиту водоемов и подземных вод от загрязнения рассолом. При закачке строительного рассола в недра следует предусматривать мероприятия по поддержанию и восстановлению приемистости нагнетательных скважин,
Шахтные резервуары в породах с положительной температурой
9.22 В качестве выработок-емкостей следует предусматривать, как правило, подземные горизонтальные выработки камерного типа.
9.23 Размеры поперечного сечения выработок-емкостей должны приниматься максимальными для конкретных горно-геологических условий.
9.24 Выработки-емкости в устойчивых горных породах следует проектировать, как правило, без крепи или с применением анкерной крепи. Сплошную постоянную крепь следует предусматривать на участках геологических нарушений в комбинации с тампонажем породного массива в целях его укрепления и снижения проницаемости.
В неустойчивых горных породах выработки-емкости следует проектировать с применением сплошной постоянной крепи.
9.25 При расчете размеров и устойчивости незакрепленных выработок-емкостей следует руководствоваться требованиями СНиП II-94 и СНиП 2.01.07; при расчете выработок-емкостей с крепью следует руководствоваться требованиями СНиП 2.06.09.
9.26 Расстояния между сбойками в спаренных выработках-емкостях должны приниматься в зависимости от технологии проходки, но не менее удвоенной ширины целиков между выработками-емкостями.
9.27 В хранилищах, предназначенных для одновременного хранения нескольких видов продуктов, следует предусматривать специальную околоствольную (коллекторную) выработку.
9.28 Заборные зумпфы подземного резервуара следует располагать в наиболее низких точках профиля выработок-емкостей.
9.29 На период эксплуатации шахтных резервуаров выработки и эксплуатационные скважины должны быть оборудованы трубопроводами для отбора и закачки продукта хранения, воды, выхода паровой фазы нефти и нефтепродуктов при «больших дыханиях» в процессе заполнения хранилища.
9.30 Для аварийного подъема людей при использовании эксплуатационных, вентиляционных или специальных скважин диаметр их должен определяться с учетом габаритов спасательной подъемной лестницы (или другого аналогичного устройства), но не менее 0,6 м в свету.
9.31 Для изоляции выработок-емкостей друг от друга или от внешней среды следует предусматривать герметичные перемычки, Перемычки должны:
выдерживать давление, создаваемое хранимым продуктом;
быть непроницаемыми для хранимых продуктов, в том числе и в местах контакта с вмещающими породами;
обеспечивать пропуск необходимых технологических трубопроводов и коммуникаций;
сооружаться из материалов, не подвергающихся агрессивному воздействию со стороны хранимых продуктов и не оказывающих влияния на их товарные качества.
9.32 Для отбора хранимых продуктов и воды из шахтных резервуаров следует предусматривать подземные насосные станции или погружные насосы.
Подземные насосные станции, как правило, следует размещать в специальных камерах.
В резервуарах на один вид продукта насосные станции допускается размещать непосредственно во вскрывающих выработках.
Погружные насосы следует располагать непосредственно в стволах или эксплуатационных скважинах, пробуренных с поверхности земли в заборные зумпфы выработок-емкостей,
Шахтные резервуары в вечномерзлых породах
9.33 В шахтном резервуаре следует предусматривать хранение, как правило, продукта одного вида. При необходимости хранения в резервуаре нескольких видов продуктов следует предусматривать возведение герметичных перемычек и объемно-планировочные решения, исключающие смешивание продуктов.
9.34 В качестве вскрывающей выработки следует предусматривать, как правило, один наклонный ствол. Допускается осуществлять вскрытие вертикальным стволом.
9.35 Выработки-емкости должны иметь уклоны не менее 0,002 по почве к месту отбора продукта, а по кровле, как правило, в сторону от ближайшей дыхательной скважины.
9.36 Внутренняя поверхность выработок-емкостей, как правило, должна иметь ледяную облицовку толщиной не менее 0,05 м.
9.37 Эксплуатационные скважины для приема продукта следует оборудовать устройствами, исключающими тепловое и гидравлическое разрушение породы в месте слива.
Допускается использовать в качестве эксплуатационных вентиляционные скважины периода строительства резервуара.
9.38 Эксплуатационные скважины для приема продукта с положительной температурой следует оборудовать двумя колоннами труб, в межтрубном пространстве которых следует предусматривать теплоизоляцию. Толщину теплоизоляции следует определять по условию недопущения оттайки пород на контакте с внешней колонной.
9.39 Для размещения насосного оборудования и уровнемеров следует предусматривать эксплуатационный шурф или скважину диаметром не менее 500 мм.
9.40 Эксплуатационные шурфы и скважины должны быть закреплены на всю глубину, а закрепное пространство загерметизировано.
9.41 Допускается создание подземной насосной станции с непогружными насосами при соблюдении мер, не допускающих оттаивание пород при работающем двигателе.
9.42 Следует, как правило, предусматривать смотровой шурф для доступа людей в выработки.
9.43 Устья стволов, шурфов и скважин должны иметь превышение не менее 1 м над поверхностью земли для предотвращения поступления сезонноталых и паводковых вод в выработки.
9.44 При строительстве шахтных резервуаров в вечномерзлых породах следует осуществлять контроль температуры при возведении герметичных перемычек и намораживании ледяной облицовки.
10 КОНТРОЛЬ КАЧЕСТВА СТРОИТЕЛЬСТВА И ПРИЕМКА ПОДЗЕМНЫХ ХРАНИЛИЩ
10.1 Контроль качества строительства подземных хранилищ, вид и объем проверки определяются требованиями СНиП 3.01.01 и СНиП 3.01.04.
10.2 Испытания подземных резервуаров на герметичность перед приемкой их в эксплуатацию следует производить под давлением, в 1,05 раза превышающим эксплуатационное давление в резервуаре.
10.3 Контроль качества, испытания и приемка сооружений наземного комплекса подземных хранилищ производятся в соответствии со СНиП 3.05.05, СНиП 3.02.01 и другими нормативными документами.
10.4 При строительстве на каждый подземный резервуар должен быть составлен паспорт, который вместе с исполнительной технической документацией на выполненные работы по сооружению наземных и подземных объектов хранилищ должен передаваться организации, эксплуатирующей хранилища.
10.5 Ввод в эксплуатацию подземного хранилища допускается осуществлять очередями. При этом пусковой комплекс должен включать системы связи и контроля эксплуатационных параметров, а также должны быть выполнены все предусмотренные мероприятия, направленные на охрану окружающей среды.
11 ОХРАНА ОКРУЖАЮЩЕЙ ПРИРОДНОЙ СРЕДЫ
11.1 При строительстве новых, расширении и реконструкции действующих подземных хранилищ следует руководствоваться требованиями строительного законодательства и государственных нормативных актов по охране окружающей среды.
11.2 Подземные хранилища должны располагаться в зонах, обеспечивающих минимальную степень воздействия на недра, почву, атмосферу и воды.
11.3 Конструкция всех элементов подземного хранилища и технология их эксплуатации должны обеспечивать минимально возможное техногенное воздействие на природную среду.
11.4 До начала сооружения подземных резервуаров и рассолохранилищ должны быть проведены базовая ландшафтно-геохимическая инвентаризация и выделение значимых для экологического мониторинга технологических и фоновых площадей и показателей.
11.5 При сооружении и эксплуатации подземных хранилищ должен проводиться экологический мониторинг сред, подверженных их воздействию, для выявления техногенной миграции загрязняющих веществ и оценки реальных изменений в окружающей среде.
11.6 Контролю подлежат:
охраняемые, в том числе питьевые воды;
водоносные горизонты, предназначенные для закачки рассола;
водоносные горизонты, предназначенные для технического водоснабжения; первый надсолевой водоносный горизонт;
почвы;
геодинамическое состояние геологической среды;
смещения земной поверхности;
состав атмосферного воздуха.
11.7 Для контроля за режимом водоносных горизонтов, влияния закачки строительного рассола в зоне размещения подземных сооружений хранилищ, а также наземных рассолохранилищ и выпарных карт рассола следует предусматривать гидронаблюдательные скважины, которые должны быть пробурены, оборудованы и опробованы до начала сооружения подземных резервуаров.
11.8 На площадке подземного хранилища следует предусматривать закладку реперов и проводить измерения деформаций поверхности в зоне влияния подземных выработок при строительстве и эксплуатации подземного хранилища.
11.9 Оборудование шахтных резервуаров должно исключать выбросы в атмосферу паровоздушной смеси нефти и нефтепродуктов при первоначальном
заполнении и «больших дыханиях»,
11.10 Проектные решения подземного хранилища, расположенного на площади развития вечномерзлых пород, должны предусматривать сохранение растительного покрова.
11.11 При полной или частичной ликвидации хранилища подземные резервуары, наземное технологическое оборудование, сооружения, здания должны быть приведены в состояние, обеспечивающее безопасность населения и не оказывающее отрицательного влияния на окружающую среду.
Ключевые слова: подземные хранилища, шахтные резервуары, выработки-емкости, каменная соль, нефть, нефтепродукты, газ, СУГ, строительный рассол, обсадная колонна, подвесная колонна
Академик Н. М. ЖАВОРОНКОВ (председатель); канд. техн. наук И. М. КИСИЛЬ (зам. председателя); доктор техн. наук, проф. В. М. ОЛЕВСКИЙ (зам. председателя); В. В. ХАРЛАМОВ (зам. председателя); канд. техн. наук А. М. АЛЕКСЕЕВ; канд. техн. наук Б. М. ГУСЕВ; доктор техн. наук, проф. В. В. ДИЛЬМАН; доктор техн. наук, проф. М. М. КАРАВАЕВ;
Е. Я. МЕЛЬНИКОВ, А. А. ОРЛОВ; канд. техн. наук Н. Н. ПОЛЯКОВ; канд. техн. наук В. П. СЕМЕНОВ; канд. техн. наук Т. А. СЕМЕНОВА; канд. техн. наук А. К. ЧЕРНЫШОВ; доктор хим. наук Ю. В. ЦЕХАНСКАЯ.
Общая редакция выполнена Е. Я- МЕЛЬНИКОВЫМ.
СПРАВОЧНИК
ИЗДАНИЕ 2-е, ПЕРЕРАБОТАННОЕ
ПРОИЗВОДСТВО АЗОТНОЙ кислоты
ПРОИЗВОДСТВО АЗОТНЫХ УДОБРЕНИИ
МАТЕРИАЛЫ,
КОМПРЕССОРЫ И ГАЗГОЛЬДЕРЫ
ЭНЕРГОСНАБЖЕНИЕ
ДАННЫЕ О РАЗВИТИИ АЗОТНОЙ ПРОМЫШЛЕННОСТИ
ТЕХНИКА БЕЗОПАСНОСТИ
МОСКВА ХИМИЯ* 1987

Рецензенты: А. А. Солоха (ВПО «Союзазот» Мииудоб-реиий), Г. Ф. Киселев (Управление главного механика и главного энергетика Мииудобрений)
УДК 661.938: (661.5+661.52+661.56+631.84) (031)
Справочник азотчика. Производство разбавленной и концентрированной азотной кислоты: Производство азотных удобрений: Материалы, компрессоры и газгольдеры производств азотной кислоты и удобрений: Энергоснабжение производств связанного азота и органических продуктов: Техника
безопасности производств связанного азота и органических продуктов. 2-е изд. перераб. — М.: Химия, 1987. 464 с.
Во втором издании (1-е изд. вышло в 1969 г.) приведены теоретические основы и технология процессов получения разбавленной, концентрированной и особо чистой азотной кислоты и азотных удобрений. Рассмотрены современное оборудование, принципы автоматизации. Опн-саиы свойстна и области применения конструкционных материалов. Даны рекомендации для выбора тепло- н электротехнического оборудования; кратко освещены вопросы техники безопасности, приведены техннко-экономнческне данные.
Справочник предназначен для инженерно-технических работников предприятий и институтов азотной и смежных подотраслей химической промышленности.
Табл. 194. Ил. 185. Бнблиогр. список: 380 назв.
.2802020000-181 л л '050(01)-87 104'86
6. Получение азотной кислоты особой Чистоты
Л. В. Сараджев ................
И. ПРОИЗВОДСТВО АЗОТНЫХ УДОБРЕНИЙ
Ответственные редакторы: В. М. Олевский, Н. Н. Поляков
1. Аммиачная селитра.............
Физико-химические свойства
Ю. В. Цеханская............
Гигроскопичность......., . . . .
Слеживаемость............
Терморазложение
И. М. Стрижевский...........
Качество аммиачной селитры
Н. Н. Поляков.............
Показатели качества продукта........
Добавки, улучшающие качество продукта.....
Технологические схемы производства
Ю. Д. Барбашов............
Агрегат АС-67 , ........
Агрегат АС-72 .......
Агрегат АС-72М............
Аппаратурное оформление основных стадий производства
М. Е. Иванов.............
Нейтрализация азотной кислоты аммиаком .... Выпарка воды из растворов аммиачной селитры
Гранулирование > .......
Охлаждение гранул..........
Контроль и автоматизация производства
В. Ю. Поплавский...........
Хранение и транспортирование
А. И. Бруштейн............
Производство водоустойчивой аммиачной селитры
А. И. Бруштейн............
2. Кальциевая селитра
Н. Н. Поляков..............
3. Калиевая селитра
Э. Э. Пфефер..............
4. Нитрат и нитрит натрия
Н. И. Смалий..............
5. Сульфат аммония
Н. Н. Поляков...................
6. Медленнодействующие удобрения
Н. Н. Поляков..............
7. Жидкие азотные удобрения
В. А. Клевке..............
Аммиачная вода.............
Аммиакаты..............
Смесь растворов карбамида и нитрата аммония (растворы КАС
8. Карбамид...............
Физико-химические свойства
Б. П. Мельников............
Физико-химические основы синтеза I Д. М. Горловский\’ В. И. Кучерявый, Ю. А. Сергеев Требования к качеству аммиака и днокснду углерода
В. В. Лебедев..........
Промышленные схемы производства карбамида
В. В. Лебедев, Б. П. Мельников.........
Компрессоры диоксида углерода
В. А. Тарасов ..............
Автоматизация производства карбамида
В. И. Кондратьев, В. Н. Беляева........
III. МАТЕРИАЛЫ, КОМПРЕССОРЫ И ГАЗГОЛЬДЕРЫ
Углеродистые теплостойкие стали для аппаратов и трубопроводов агрегатов аммиака
О. М. Копьева, В. А. Смирнова........295' у
Жаропрочные стали и сплавы
ПРЕДИСЛОВИЕ
Азотная промышленность являете? одной из быстро развивающихся отраслей. За годы, прошедшие после выхода в свет первого издания «Справочника азотчнка» (1 т.— 1967 г., 2 т. —1969 г.), разработаны, запроектированы, построены и успешно эксплуатируются иа основе эиерготехиологических схем высокоавтоматизированные однолинейные технологические линии большой единичной мощности (в 7—10 раз превышающие мощности агрегатов, введенных ранее в строй). В соответствии с решениями XXVII съезда КПСС в азотной промышленности развиваются и в перспективе будут развиваться эиерго- и ресурсосберегающие, технологии, повышается производительность труда, улучшается качество широкого ассортимента выпускаемых продуктов, в первую очередь аммиака, азотной кислоты (в частности, особой чистоты), минеральных удобрений. Количественный и качественный рост азотной промышленности, иесомиеиио, будет способствовать успешной реализации Продовольственной программы и Комплексной программы химизации народного хозяйства СССР до 2000 года.
Все эти направления иашли .отражение в первой книге второго издания «Справочника азотчика» (1986 г.) и во второй книге, предлагаемой вниманию читателей.
Редколлегия и авторский коллектив «Справочника азотчика» стремились обеспечить многочисленный отряд иижеиерио-техиических работников химических предприятий, сотрудников иаучио:исследовательских, проектио-коист-рукторских и других организаций, а также профессорско-преподавательский состав и студентов вузов современным справочным материалом, в основе которого лежат новейшие достижения науки и техники и обобщенный опыт работы предприятий азотной промышленности.
'Редакционная коллегия надеется, что второе издание «Справочника азотчика» явится полезным руководством для работников быстро развивающейся азотной промышленности.........
Редакционная коллегия
I. ПРОИЗВОДСТВО АЗОТНОЙ кислоты
Ответственные редакторы: М. М. Караваев и В. М. Олевский
Азотная кислота является одним из исходных продуктов для получения “Большинства азотсодержащих веществ. До 70—80% ее количества расходуется на получение минеральных удобрений. Одновременно азотная кислота применяется при получении взрывчатых веществ почти всех видов, нитратов и ряда других технических солей; в промышленности органического синтеза; в ракетной технике, как окислитель в различных процессах и во многих других отраслях народного хозяйства.
Промышленностью вырабатывается сконцентрированная (до 60—62% HN03) и коицеитрироваииая (98—99% HNO3) кислота. Имеютси' указания иа организацию производства кислоты промежуточной (75—85% HNO3) концентрации. В небольших объемах выпускается реактийиая кислота и азотная кислота особой чистоты.
За послевоенный период производство азотной кислоты непрерывно возрастало и составило [1] в капиталистических и развивающихся странах (мли. т 100% HNO3):
Годы..............1953 1965 1974 1980
Выпуск ...•>•> 5,0 12,4 20,0 27,0
Основными производителими кислоты являются США, Франция, ФРГ, Италия, Испания и Англия, иа долю которых приходится свыше 75% всей выработанной в 70-х годах азотной кислоты. К 80-м годам производство азотной кислоты в капиталистических странах стабилизировалось. Рост производства происходит за счет обновления предприятий, а также организации выпуска азотной кислоты в развивающихся странах.
В Советском Союзе производство сконцентрированной азотной кислоты увеличивается более высокими темпами:
Годы....... 1960 1970 1975 1980
Выпуск, %..........100 317,8 506,5 562,8
В ближайшие десятилетня ожидается увеличение доли азотной кислоты, используемой для производства сложных удобрений. Возможно также некоторое повышение ее концентрации.
Все промышленные способы получения азотной кислоты основаны иа контактном окислении аммиака кислородом воздуха с последующей переработкой оксидов азота в кислоту путем поглощения их водой. Основными стадиями производства иеконцентрироваиной азотной кислоты являются очистка сырья, каталитическое окисление аммиака, утилизация тепла, вывод из иитрозиого газа реакционной воды, абсорбция оксидов азота, очистка газовых выбросов. К современным тенденциям развития технологии относятся: обеспечение наибольшей надежности конструкций аппаратуры и машинных агрегатов; повышение степени кислой абсорбции, а также степени использования тепла химических реакций и к. п. д. энергии сжатых газов; снижение вредных выбросов в атмосферу.
Неконцентрированная азотная кислота должна удовлетворять требованиям ОСТ-6-03-270—76:
Высший , . 2-й
сорт 232 сорт сорт
Внешний вид Бесцветная или слегка
желтоватая прозрачная жидкость без механических примесей
Содержание, %
Концентрированную азотную кислоту получают путем перегонки 56— 60% HNO3 в присутствии водоотнимающих средств (серной кислоты или плава нитрата магния) и прямым синтезом.'В последние годы освоено произ* водство концентрированной азотной кислоты путем разгонки 75—85%-ной HNO3, которую получают под давлением до 1,0 МПа из обычных нитрозных газов, образующихся при конверсии аммиака воздухом.
Концентрированная азотная кислота должна соответствовать требованиям ГОСТ 701—78:
| Высший . сорт | 1-ый сорт ' | 2-й сорт |
|
98,9 | 98,2 |
97,5 |
| 98,6 0,04 0,2 | 98,2 0,05 0,3 | 97,5 0,06 0,3 |
Содержание, % (масс.)
Азотная кислота, не менее полученная методом концентрирования ..... полученная прямым синте-
ЗОМ я ......ij
Серная кислота, не более , ,
Оксиды азота N204, не более
Остаток после прокаливания, ие более
для кислоты, получаемой методом концентрирования . 0,005 0,015 0,030
для Кислоты, получаемой
прямым синтезом , , , 0,009 0,015 0,030
Для кислоты 2-го сорта, получаемой прямым синтезом и являющейся побочным продуктом, допускается концентрация не менее 97,0% HNO3. Для кислоты, получаемой прямым синтезом, содержание серной кислоты не определяют.
Таблица 1,1. Эитальпия газов и газовых смесей при различных температурах (Дж/моль)
| Температура, °С |
Воздух (сух.) | Ог |
n2 | NH3 |
NO | Водяной па,р |
| 100 | 2834,5 |
2960,0 | 2867,9 | 3617,4 | 2897,2 | 3311,7 |
| 200 | 5706,6 |
6008,1 | .5802,9 | 7548,8 | 5890,6 | 6753,3 |
| 300 | 8620,6 |
9143,9 | 8800,6 | 11790,0 | 8951,4 | 10320,4 |
| 400 | 11568,1 |
12355,2 | 11852,8 | 16315,9 | 12087,3 | 14004,8 |
| 500 | 14553,3 |
15637,7 | 14967,8 | 21126,6 | 15286,0 | 17843,3 |
| 600 | 17576,2 |
18987,1 | 18133,0 | 26188,4 | 18555,9 | 21725,3 |
| 700 | 20636,7 , |
22995,2 | 21352,2 | 31497,3 | 21867,0 | 25757,2 |
| 800 | 23739,1 |
.25853,5 | 24614,2 | 37040,6 | 25254,8 | 39897,9 |
| 900 | 26875,0 |
29357,8 | 27925,9 | 42814,2 | 28679,6 | 34143,3 _ |
| 1000 | 30048,6 |
32904,0 | 31279,6 | 48780 ,'4 | 32133,7 | 38493,4 |
Аммиак. В обычных условиях представляет собой бесцветный газ с-рез-‘ ким запахом, хорошо растворим в воде и других растворителях, образует геми- и моногидраты. В жидком состоянии аммиак — бесцветная подвижная ассоциированная жидкость, практически не проводит электрического тока. Основные свойства аммиака приведены в Справочнике азотчика, книга I и в работах [2, 3].
Содержание примесей в жидком аммиаке регламентируется ГОСТ 6221 — 82. Наиболее типичными примесями являются вода, смазочные масла, ката-лизаторная пыль, окалина, карбонат аммония, растворенные газы (водород, азот, метан). При нарушении требований ГОСТ содержащиеся в аммиаке примеси могут попасть в аммиачно-воздушную смесь и снизить выход оксида азота II, а водород и метан могут изменить пределы взрываемости ABC.
Воздух. Для технических расчетов принимают, что сухой воздух содержит [% (об.)]: N2 — 78,1, 02— 21,0, Аг2 — 0,9; содержание водяных паров колеблется от 0,1 до 2,8% (об.).
В воздухе могут присутствовать также следы S02,^NH3, С02. В районе промышленных площадок воздух загрязнен пылью различного происхождения, а также разнообразными компонентами неорганизованных газовых выбросов (SO2, SO3, H2S, С2Н2, Cl и др.). Количество пыли в воздухе составляет 0,5—
1,0 мг/м3. ,
В табл. 1,1 приведены энтальпии воздуха и других газов, присутствующих в газовой смеси на стадии конверсии аммиака.
Смеси аммиака с воздухом и кислородом взрывоопасны. Концентрационные пределы взрываемости (КПВ) смесей NH3—О2—N2 (при 20 °С и 0,1013 МПа) приведены в табл. 1,2.
Таблица 1,2. Пределы взрываемости смесей NH3—02—N2 [% (об.) NH3]
| Содержание кислорода в |
смесн, | /о (об.) | |||||
| Предел взрываемости |
100 | 80 | 60 |
50 | 40 | 30 |
20 |
| Нижний Верхний | 13,5 82,0 |
18,0 77,0 | 19.0 69.0 |
19.0 64.0 | 18,0 57,0 | 17.0 46.0 | 22,0 31,0 |
С повышением температуры концентрационные пределы взрываемости аммиачно-воздушной смееи (ABC) расширяются, а с увеличением содержания водяного пара сужаются. Увеличение давления способствует снижению нижн’его КПВ.
Температура горения стехиометрической ABC (22% NH3) составляет 2040 °С. Скорость распространения пламени не превышает 0,3 м/с [3, 4].
Вода. Используется в производстве азотной кислоты для орошения абсорбционной колонны, для выработки пара при утилизации тепла в котлах-утилизаторах, для охлаждения реакционных аппаратов. Для абсорбции оксидов азота используют чаще всего паровой конденсат и химически очищенную воду. В некоторых схемах разрешено Применение конденсата сокового пара (КСП) аммиачной селитры. В любом случае вода, используемая для орошения колонн, не должна содёржать свободного аммиака и твердых взвесей, содержание хлорид-иона должно быть не более 2 мг/л, масла — не более 1 мг/л, NH4NO3 — не более 0,5 г/л (особое разрешение). Химически очищенная вода для котлов-утилизаторов должна соответствовать требов'а-нним ГОСТ 20995—75 и ОСТ-108.034.02—79.
Техническая вода, предназначенная для отвода тепла в теплообменниках и охлаждения оборудования .(оборотная вода), должна соответствовать следующим требованиям:
Жесткость карбонатная, мэкв/кг «... Не более 3,6
Содержание взвешенных веществ, мг/кг . Не более 50
Значение pH 6,5—8,5
Кислород. Применяется преимущественно в- производстве концентрированной азотной кислоты по методу прямого синтеза. В отдельных случаях используется для обогащения ABC при получении некоицентрированной азотной кислоты. Сведения о свойствах кислорода и требования к его составу приведены в Справочнике азотчика, книга 1.
2. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ОКСИДОВ АЗОТА И АЗОТНОЙ КИСЛОТЫ
М. М. Караваев, А. К- Чернышев, А. Ф. Ильченко, М. И. Куча
Из многочисленных кислородных соединений азота в технологии азотной кислоты наибольшее значение имеют оксид N0 и диоксид NO2 азота, его димер N2O4 и азотная кислота. В меньшей степени исследователей и технологов интересуют свойства оксидов азота (I) N2O, (III) N2Oj и (V) N2O5
и азотистой кислоты HNO2. Особый интерес представляют свойства растворов азотной кислоты н оксидов азота.
Свойства оксидов азота
Оксиды азота (I), (II), (III), (IV) при нормальных условиях находятся в газообразном состоянии, оксид азота (V) — в твердом. Все оксиды, за исключением N02, бесцветны, молекулы N02 окрашены в коричнево-красный цвет.
Ниже приведены теплоты образования оксидов азота —ДЯ s»g из простых веществ [5] (кДж/моль):
N2 + 1/20, = N,0— 81,600 (г) 1/2N, + 02 = N02— 33,913 (г)
N, + 1/20, = N„0 — 62,802 (ж) N, + 20, = N,04 —10,886 (г)
N, + 1/20, = N,0— 55,266 (р) N, + 20, = N,0* + 21,771 (ж)
1/2N, + 1/203 = N0— 90,435 (г) N, + 202 = N,04 + 48,148 (р)
N2 + 3/20, = N20„ — 89,598 (г) N, + 5/20, = N,0S + 42,7 (т)
N2 + 3/20, = N20s— 31,820 (р)
Оксид азота (1) N20 — единственный оксид азота, который ие оказывает вредного воздействия на организм. Имеет приятный запах, сладковатый вкус, является анестезирующим средством. При высокой температуре проявляет окислительные свойства. Смеси оксида азота (I) с водородом, аммиаком и оксидом углерода (II) взрывоопасны.
В промышленных условиях N2O получают термическим разложением нитрата аммония при 200—270 °С:
NH4N03= N20 + 2H20 + 36,8 кДж. (1.1)
В качестве побочного продукта в небольших количествах NjO образуется при конверсии аммиака на платиноидном катализаторе. При использовании оксидных катализаторов на основе марганца [6] можно достичь значительной степени превращения аммиака в N20 (см. также [7]).
Оксид азота N0 обладает, парамагнитными свойствами из-за нечетного числа внешних электронов. Образуется при каталитическом окислении аммиака и является промежуточным соединением в технологии азотной кислоты. На воздухе окисляется до NO2.
В лабораторных условиях N0 может быть получен по методике, описанной в работе [18].
Может быть получен При взаимодействии азота и кислорода при высоких температурах и давлениях [6, 8]
N,+ 0, = 2N0—180,8 кДж. (1.2)
Основные свойства оксида азота (II) [6, 9, 10]:
Относительная молекулярная масса , , ,
30,006
22,388
1340
86,746
210,759
-92,9
6,335
—151,8
—163,6
Мольный объем, м3/кмоль* , . j . » ,
Плотность при 20 °С, т/м3.....
Стандартная энергии Гиббса, кДж/моль ,
Стандартная энтропия, Дж/(моль-К) . i Критическая температура, °С , , , . . ,
Критическое давление, МПа......
Температура (при 0,1013 МПа), °С
кипения | I 1 i i I j | | ^ «
плавления
Теплоемкость при 0,1013 МПа, Дж/(кг-Ю при 13-171 °С , 4065[ 11]
* Объем газа приведен к нормальным условиям.
Давление паров над жидким оксидом азота (II) можно вычислить по ¦ уравнению (Па)
Оксид азота (II) вступает в реакции окисления, восстановления, присоединения. Со щелочами и кислотами не взаимодействует. Проявляет окислительные свойства в реакциях с такими восстановителями, как водород, метан, аммнак и др. На этом основаны промышленные способы обезвреживания выхлопных газов азотнокислотных производств.
Восстановительные свойства N0 проявляет в реакциях с сильными окислителями: кислородом, пероксидом водорода, перманганатом калия, диоксидом марганца и др. Энергично идет окисление оксида азота N0 азотной кислотой, особенно при повышенных температурах (65—75 °С)
NO + 2HN03 = 3N0* + Н20— 73,6 кДж. (1.4)
При добавлении к раствору азотной кислоты окислителя, например Н2О2 или Мп02 увеличиваются скорость и степень окисления N0 [12]. Причем в растворе азотной кислоты Н202 и Мп02 окисляют N0 необратимо и предельно глубоко — до образования соединений азота (V) :
HN03
2N0 + ЗН202 ->- 2HN03 + 2Н20 + 537,5 кДж, (1.5)
2N0 + 4HN03 4- ЗМп02 ->- 3Mn(N03)2 4- 2Н20 4- 582,4 кДж. (1.6)
Оксид азота (II) легко реагирует с хлором в газовой и жидкой средах, образуя коррозиоино-активный нитрозилхлорид, способный накапливаться в 28—32%-ных растворах азотной кислоты.
Оксид азота (II) слабо растворим в воде. Растворимость N0 в воде Р -1 Of при 0,1013 МПа составляет:
Температура, “СО 10 20 40 60 80
Р-103, м3/м3. . . 73,81 57,09 47,06 35,-07 29,54 27,0
Наименее растворим N0 в серной кислоте и насыщенном растворе NaCI, относительно хорошо поглощается водными растворами солей железа (II) и сульфита натрия с образованием комплексных соединений (Fe(N0)]S04, [Fe(NO)]Cl2, Na2[S03(N0)2] [13].
Оксид азота (IV) существует в виде коричнево-красного соединения и его бесцветного димера — тетроксида диазота N2O4. В твердом и жидком состоянии находится преимущественно в виде N204. Жидкий тетроксид окрашен примесью N02 (0,03—0,13%) в красно-бурый цвет.
Физико-химические свойства оксида азота (IV), представляющего собой равновесную смесь N02 и N204, приведены ниже:
Относительная молекулярная масса
N02 ................................46,008
N204 ................................92,016
Мольный объем N204 при н. у., м3/кмоль . . . 22,370
Плотность жидкого оксида азота (IV) при
Стандартная энтропия, Дж/(моль • К)
N02 (газ) ..........................240,32
N204 (газ) ..............304,38
N204 (ж)............................209,34
N204 (кр.) ..............150,39
Изобарная теплоемкость при стандартных условиях, Дж/(моль-К)
испарения 414,49
Удельная теплоемкость жидкости при —10-^20 °С,
кДж/(кг-К) .....1,5072
Вязкость при 0°С, мПа-с............0,5275
Давление насыщенного пара, Па
при 0°С....... t 35010
при 20 °С . . . . .......j , « 93163
Поверхностное натяжение при 20°С, Н/м , s . 2,65-10—а
Более полные сведения о термодинамических свойствах оксида азота (IV) приведены в работе [14].
При взаимодействии с водой оксид азота (IV) образует азотную и азотистую кислоты, со щелочами — смесь нитратов и нитритов. Он хорошо по
глощается серной кислотой с образованием нитрозилсерной кислоты HNSO5, обладает высокой растворимостью в концентрированной азотной кислоте, три-бутилфосфате, диметилфталате и других растворителях.
Таблица 1,3. Плотность р газообразной смеси N204^2N02 (кг/м3)
| Давление, Па |
Давление, Па | ||||||
| т, к | т, к | ||||||
| 0,1013-10^ | 74980 |
33440 | 0,1013-10“ |
74980 | 33440 | ||
|
290 | 3,414 | 3,352 |
3,152 | 400 | 1,428 | 1,422 | 1,411 |
| 300 | 3,130 | 3,053 | 2,819 | ^20 |
1,346 | 1,343 | 1,339 |
| 320 340 | 2,540 2,043 | 2,449 1,974 |
2,216 1,828 | 440 |
1,280 | 1,278 | 1,276 |
| 360 | 1,726 |
1,688 | 1,621 | 460 |
1,221 | 1,221 | 1,220 |
| 380 | 1,542 |
1,526 | 1,499 | 490 | 1,145 | 1,145 |
1,145 |
Таблица 1,4. Вязкость ц и теплоемкость Ср системы Ыг04^±:2Ы02 при атмосферном давлении и различных температурах
| Г, К |
ц-105, Па-с | ср- кДж/(кг-К) | г, К |
ц-105, Па-с | ср- кДж/(кп-К) |
| 300 |
1,33 | 5,3989 | 900 |
4,03 | 1,1237 |
|
400 | 2,13 | 1,8125 |
1000 | 4,34 | 1,1484 |
| 500 | 2,58 |
0,9697 | 1100 | 4,64 | 1,1660 |
| 600 |
2,98 | 1,0078 | 1200 | 4,92 | 1,1815 |
| 700 | 3,35 | 1,0551 | 1280 | 5,15 |
1,1928 |
| 800 |
3,70 | 1,0365 |
Таблица 1,5. Вязкость |х и Теплоемкость Ср системы Ыг04**2 NOj при различном давлении
| Р, Па | ji-10®, Па-с |
ср. к Д ж/(кг-К) |
р.-10®, Па.-с | Ср- кДж/(кг-К) |
| 1013,25 10132,5 0,1013-10» 0,98067-10» 9,8067-10» | При 300 К 1,62 1.49 1,33 1,25 1,23 | 4,9371 9,9177 5,3989 2,3655 1,3272 | При 600 К 2.98 1,0061 2.98 1,0065 2.98 1,0078 2.98 1,0224 2.98 1,1614 | |
Таблица 1,6. Давление насыщенного пара оксида азота (IV) при различной температуре*
| - \ 'С |
Р. Па | t, °с |
Р, кПа |
| —100 |
146,65 | 21 | 101,32 |
| —80 | 706,60 |
38 | 207,53 |
|
—30 | 3502,4 | 66 |
627,50 |
| —25 |
9332,5 | 93 | 1620,3 |
| —11 | 18638 |
121 | 3750,1 |
| + 1 | 35464 | 149 |
7997,6 |
| 10 |
60528 | 159 | 101280 |
| 15 | 759-13 |
* Жидкий N2O4 способен к переохлаждению, поэтому давление насыщенного пара над вею измерено для температур более низких, чем температура кристаллизации.
Таблица 1,7. Теплота испарения жидкого N2O4 (ДН°) при различных давлениях и температурах
| Р, МПа | t, °с | ДН°, кДж/кг | Р, МПа | t, °с |
АНкДж/кг |
| 0,1013 | 21 | 410,73 |
2,7164 | 110 | 418,68 |
| 0,1667 | 32 |
430,00 | 3,7461 | 121 |
381,84 |
| 0,2158 |
38 | 435,85 | 4,3934 | 127 | 376,81 |
| 0,4119 | 54 | 443,38 | 5,9526 | 138 |
330,34 |
| 0,6276 |
66 | 444,19 | 7,9924 |
149 | 245,77 |
|
0,9316 | 77 | 461,39 |
9,2084 | 154 | 167,05 |
| 1,3533 | 88 |
441,29 | 10,1303 | 158 | 0,0 |
| 1,9417 |
99 | 433,33 |
Таблица 1,8. Теплоемкость N204 в условиях насыщения
| т. к |
Ср, кДж/(кг-К) | т, к | Ср,,кДж/(кг-К) |
| 294,26 | 1,6295 |
344,26 | 1,8171 |
|
299,82 | 1,6333 | 355,37 | 1,9410 |
| 310,93 |
1,6462 | 360,94 |
2,0130 |
| 322,04 |
1,6714 | 372,04 | 2,1717 |
| 333,15 | 1,7212 |
377,59 | 2,2638 |
| Т. к | Ср, Дж/(моль-К) | Т.К. |
Ср, Дж/(моль-К) | Т, к | Ср, Дж/(моль-К) |
| 20 |
8,499 | 140 |
73,813 | 240 |
104,21 |
| 40 |
28,721 . | 160 |
79,842 | 260 |
110,36 |
| 60 |
42,705 | 180 |
85,662 | 270 |
137,87 |
| 80 |
52,586 | 200 |
91,775 | 280 |
139,34 |
| 100 |
60,750 | 220 |
98,013 | 290 |
141,14 |
В табл. 1,3—1,9 приведены некоторые физико-химические свойства оксида азота (IV), необходимые для практических расчетов.
Теплопроводность газообразной смеси 1NO2—N2O4 имеет максимум при температуре 65 °С (рис. 1-1).
Плотность и вязкость жидкой N2O4 существенно зависит от температуры (рис. 1-2). Изменение давления почти не влияет иа вязкость N2O4 (ж).
В жидкой фазе наблюдается незначительная самоионизация N2O4 [14]: -
(1.7>
N,0,
2и4
N0++N03-
Степень ионизации прн температуре кипения равна 2-Ю-13.
Дополнительные сведения по свойствам оксида азота (IV) можно найти в работах [6, 7, 14, 16].
В промышленности дноксид азота получают нз нитрозного газа путем концентрирования N02 и последующей конденсации N2O4. В лабораторных условиях N02(N204) может быть получен по рекомендациям в работе [8].
Оксид азота (III) выделен индивидуально только в твердом состоянии & виде кристаллов голубого или бледно-синего цвета. В жидком виде оксид азота (III) диссоциирует в значительной степени иа N0 и N2O4, образуд смесь оксидов интенсивно синего цвета. Над растворами N2O3 в газовой фазе в состоянии равновесия содержится преимущественно N0.
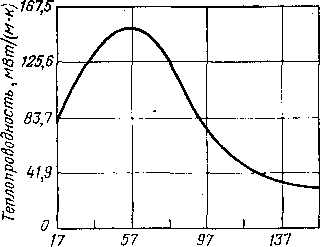
-о
Ofi-
Температура, °С
О,в
Е
Ё
'.«1
I
1fiO
| - | ||
| Р | ||
| Z' ... |
ю о ю го
Температура ,°С
Рис. 1-1. Зависимость теплопроводности равновесной смеси N2O4—NO2 от температуры
Прн пониженных температурах N203 ограниченно смешивается с водой, образуя прн —33,2 °С узловую точку четырехкомпонеитной системы, содержащей N203 (газ)—N203 (ж)—Н20 (ж)—|]Ч20з (тв.).
При взаимодействии 1Ч20з с твердыми щелочами и их растворами образуется достаточно чистый нитрит. Оксид азота (III) хорошо растворим веерной кислоте. Растворение сопровождается образованием иитрозилсерной кислоты.
В технологических расчетах содержанием N203 в иитрозном газе обычно пренебрегают, но в связи с тенденцией повышения концентрации товарной азотной кислоты, внимание технологов к содержанию и поведению ,1Ч20з усиливается.
Оксид азота (V) N2Os — прн обычной температуре неустойчивые^ расплывающиеся на воздухе бесцветные кристаллы. В технологии азотной кислоты N2O5 не образуется. Более полные сведения по свойствам N205 можио найтн в работе [7].
Свойства безводной азотной кислоты /
Азотная кислота является сильной одноосновной кислотой. Существует в трех агрегатных состояниях. В обычных условиях чистая азотная кислота представляет собой бесцветную, легкоподвижную жидкость с едким удушливым запахом, обладающую сильными окислительными свойствами. Оиа неустойчива и даже прн комнатной температуре разлагается как в жидкой, так и в газовой фазе вами [6, 15—21]:
Относительная молекулярная масса .... 63,016
Давление насыщенного пара, Па..........1886,5
Удельная изобарная теплоёмкость, Дж/(моль-•К):
жидкости [кДж/(кг-К)]..............110,87[ 1,759]
Поверхностное натяжение, Н/м . » 4,356*10-2
Плотность, вязкость, ‘давление паров н поверхностное натяжение кислоты при различной температуре могут быть найдены по рис. 1-3 и из работ [17—23],
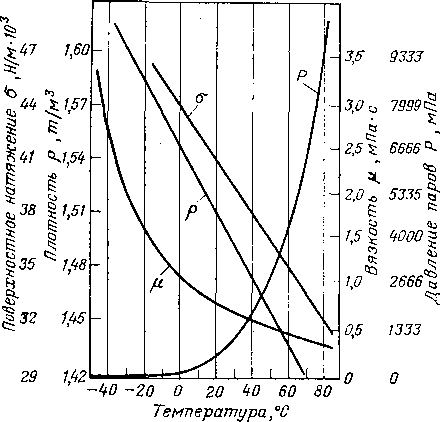
Температура кипения t 9^,Т%4^ |йЬтвЬй Кйслоты прн различных давлениях: *' '[':''bi
Р, кПа , , . 6,266 7,999 14,665 27,064 38,663 66,661 89,992 101,325 t, °С . . 22,0 26,0 36,4 50,0 57,0 72,6 82,4 86,9
Термическое разложение азотной кислоты по реакции (1.8) в жидкой фазе протекает тем глубже, чем выше температура. Энергия активации разложения равна 134—155 кДж/моль [10]. Равновесная степень жидкофазиого разложения азотной кислоты а в замкнутом объеме приведена ниже (18, 19]:
х, См/м ’. ! ! 3,558 3,653 3,678 3,735 3,69(4,217)
Изменение ее объясняется самоиоиизацией по реакции 2HN03 :*=dt N02+ + N03“ + НгО.
(I.11)
Степень самоиоиизация при 0РС достигает »5%.
Нейтрализация азотной кислоты основаниями приводит к выделению большого количества тепла (табл. 1,10).
Азотистая кислота HNO2 — слабая кислота (константа диссоциации ^Г°25=6,0 • 10-в). В свободном состоянии неизвестна, существует только в виде
Таблица 1,10. Теплота нейтрализации HN03 при 18°С
|
Гидроксид | —4Н°, кДж/моль HNOs | Гидроксид |
—ДН°, кДж/моль HNOs |
|
-^аОН | 57,28 |
0,5Mg(OH)2 | 57,61 |
| КОН | 57,65 |
0,5Zn(C>Hh | 41,54 |
|
NH4OH | 51,58 |
0,5Мп(ОН)2 | 48,07 |
| 0,5Са(ОН)г | 58,20 |
¦/3Fe(OH)3 | 24,70 |
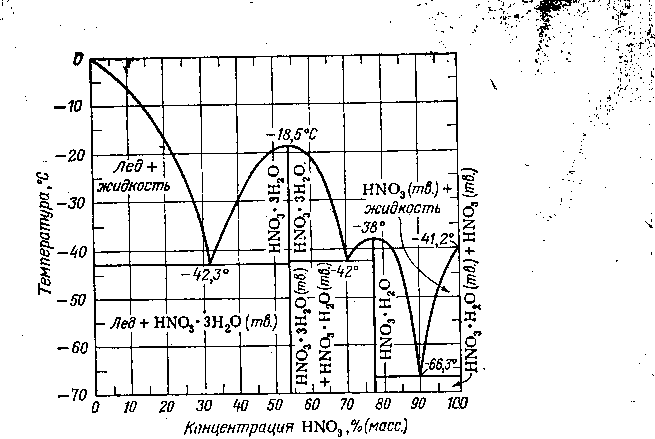
Рис. 1-4. Диаграмма состояния системы HN03—Н20
разбавленных водных растворов совместно с азотной кислотой. В газовой фазе обнаружена в составе равновесной смеси в транс- и цис-формах
N0 + N02 + H20 4=fc 2HNCV (1.12)
Константа равновесия этой реакции при 0°С равна 1,56-10~5 Па-1. В растворах азотной кислоты HN02 присутствует в иедиссоциироваииом виде с N2O3 и N2O4. Содержание HiN02 в водйом растворе азотной кислоты при
ее образовании из оксидов азота может достигать 1% и более. Основными
реакциями, определяющими равновесное содержание HN02 в растворе азотной кислоты, являются следующие:
2HN02 (р) =f=±: N203 (р) + Н20(ж), (1.13)
2Nj04 (р) + Н20 (ж) 2HNOs (р) + N203 (р). (1.14)
Константы равновесия этих реакций, выраженные через мольные доли с учетом коэффициентов активностей HNO» и Н20, по данным Панова В. П., соответственно равны (Г, К):
Igtf = 395,8/Т — 5,414, (1.15)
lg /С = —224,3/Г— 1,657. ' (1.16)
Свойства водных растворов азотной кислоты
Азотная кислота неограиичеиио растворима в воде. Диаграмма кристал* дизации системы HN02—Н20 (рис. 1-4) свидетельствует о существовании двух кристаллогидратов: НЫ0з-ЗН20 (53,8%: НЫОз) и HN0-H20 (77,8% H,N03). Тригидрат кристаллизуется при —18,5°С, а моногидрат — при —38 °С [6]. Довольно убедительно обосновано существование полугидрата HNCVVsHaO (максимум при 87—88% HNOj) и четверть гидрата H'NOj- V4H2O (92—
О 20 40 60 80 100 ~~ Q 20 цо 60 ВО 100
Концентрация HN03, % (масс.\ Концентрация HN03, % (масс.)
Рис. 1-5. Диаграмма кипения системы HN03—Н20
Рис. 1-6. Зависимость температуры кипения водных растворов азотной кислоты от давления
93% HNO3). На кривой кристаллизации имеются три эвтектические точки: ,32,8% HN03 и —42,28 °С; 70,5% и — 42 °С, 90,5% и —66,3 °С.
-Температура кипения водных растворов азотной кислоты имеет максимум, равный 121,9 °С и соответствующий составу азеотропа (68,4% HNO3) при атмосферном давлении (рис. 1-5), Зависимость температуры кипения от давления представлена. на рис. 1-6 [6].
Состав азеотропа С и температура его кипения t при различных давлениях [6„ 22]:
Р, МПа . . . 0,015 0,048 0,098 0,1013
t, 0С .... 74,2 89,9 120,5 121,7
С, % ... . 66,80 67,15 68,00 68,4
Изотермы общего давления насыщенного пара над растворами HNO3 имеют минимум в азеотропной точке (рис. 1-7) [6]. Физико-химические свой-
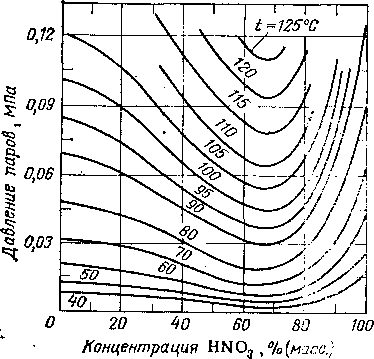
Рис. 1-7. Зависимость общего давления паров Рнмоа + н2о над растворами азотной кислоты от температуры
( Концентрация HN03 в жидкйЬти,, %(иасс.)
¦i-'!
100
so
Kg
05 i / л
^3^ 40
I"
J;
20
| m |
IF ¦?" | ||||
| | |
1' | / |
S' | ||
| / | |||||
| f | |||||
20 40 60 80 100
Риб* 1-8. Концентрация HN03 в жидкой и паровой фазах при температуре кипения
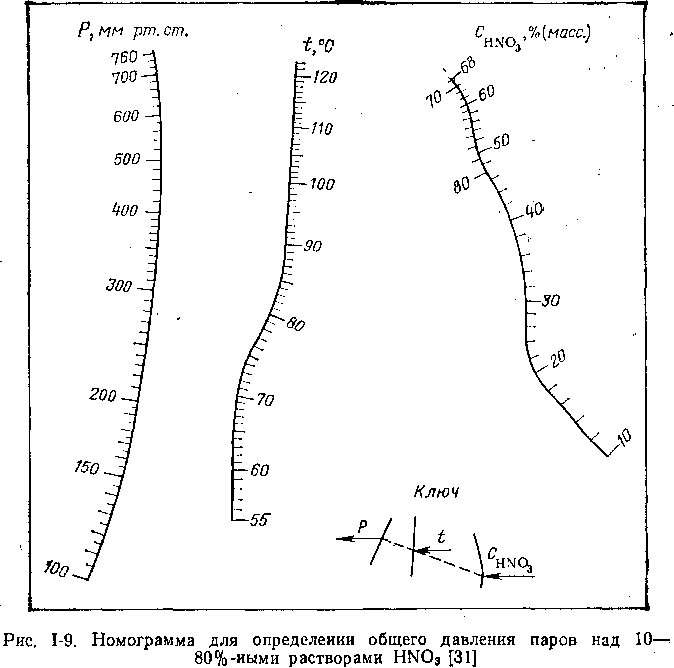
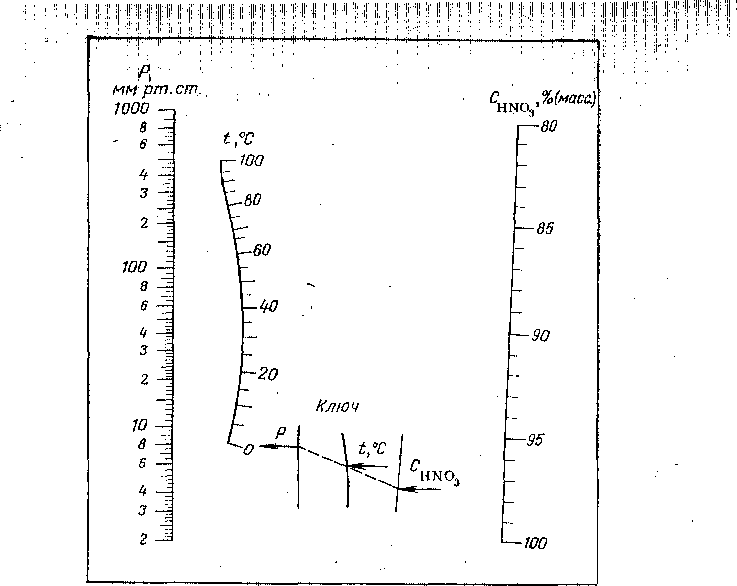
Рис. I-10. Номограмма для Определения общего давления паров над 80— 100%-ными растворами HN03 [31]
Таблица 1,11, Плотность водных растворов азотной кислоты при различной температуре* [6, 7] (кг/м3)
| Концентра ция, % (масс.) | Температура, °С | |||||||
| 5 | 10 | 20 | 30 | 40 | 60 | 80 | 100 | |
|
5 | 1029,0 | 1028,2 |
1025,6 | 1022,2 |
1018,2 | 1008,4 | 896,5 | 982,9 |
| 10 |
1059,4 | 1057,8 |
1054,3 | 1050,3 | 1045,5 | ' 1034,7 | 1022,1 |
1008,3 |
| 20 |
1123,4 | 1120,6 | 1115,0 | 1109,4 | 1103,1 |
1089,9 | 1075,4 | 1059,8 |
| 30 | 1191,7 |
1187,6 | 1180,0 |
1172,7 | 1164,5 | 1148,2 | 1130,7 | 1112,2 |
| 40 | 1261,3 | 1256,0 | 1246,3 | 1237,0 |
1227,0 | 1206,9 | 1185,8 | 1163,8 |
| 50 |
1327,7 | 1321,5 |
1310,0 | 1298,7 | 1286,7 | 1262,8 | 1237,7 |
1211,8 |
| 60 |
1386,8 | 1380,J | 1366,7 | 1353,3 | 1339,8 |
1312,4 | 1283,9 | 1254,7 |
| 65 | 1412,8 |
140575 | 1391,3 |
1377,0 | 1363,0 | — |
— | — |
|
70 | 1436,2 | 1428,5 |
1413,4 | 1398,3 |
1383,7 | — | — |
— |
| 75 |
1457,3 | 1449,4 | 1433,7 | 1418,0 | — |
— | —- | — |
| 80 | 1476,4 |
1468,3 | 1452,1 | 1435,7 | — | — |
— | — |
| 85 | 1493,6 | 1485,2 |
1468,6 | 1451,8 | — |
— | — | — - |
| 90 | 1508,5 |
1499,7 | 1482,6 |
1465,6 | — | — |
— | — |
|
95 | 1519,8 | 1510,9 |
1443,2 | 1476,1 | — | — | — | . — |
| 100 | 1537,8 | 1529,3 | 1512,6 |
1494,8 | — | — |
— | — |
* При температурах выше Или ниже 20 “С к значениям плотности на каждый градус надо сделать следующие поправки (прибавить или отнять):
Концентра
ция,
% (масс.)
48,3
41.4
65.4 72,8
38.2
62.2 69,6
35.2 58,8
66.2
100
50
0
44,8
68,2
75,6
32,4
55,2
62,6
29.8 51,5
58.9
ства системы HNOs—Н20, которые могут быть использованы при инж ных расчетах или в научной практике, прииедены иа рнс. 1-8—1-16: 1» ! табл. 1.11 и 1.12, а также в работе [23}
¦it
i|;
W"
.........
1
| р, | ||
| мм рт.ст. | t,°c | |
| 1000 | -0 |
|
| В ~i |
- | |
| 6 -9 |
Z~ | |
| Ч -= | - | |
| 3 -= | -10 |
|
| 2 "I |
ir | |
| 100 -= |
Ь-20 | |
| в -5 | ~ . | |
|
е -3 ч -1 |
снко3’%(масс1 | \-30 |
|
2 | ^8° | ъ- |
| 2 -| | ъ | 1-40 |
|
\г10 | ||
|
ю'А | t | |
| в | Ь60 |
-—50 |
| в -= |
t | |
| ч | '—60 | |
|
3 -? | %lfO | z |
| 2 | fc |
— 70 |
| ?.30 | z | |
|
1 -1 | ’ fe |
T-80 - |
| 0,8 S | E-20 | |
|
0,6 -з | —90 |
|
| 0,4 -i | 1 | - |
| 0,3 — | 1-100 | |
|
0,2 -J | * | |
| 0,1 | '-120 | |
Рис. 1-11. Номограмма для определения давления паров HN03 На^
творами [31|
Рис. 1-13. Электрическая проводимость водных растворов азотной кислоты при различных температурах [23, 34]
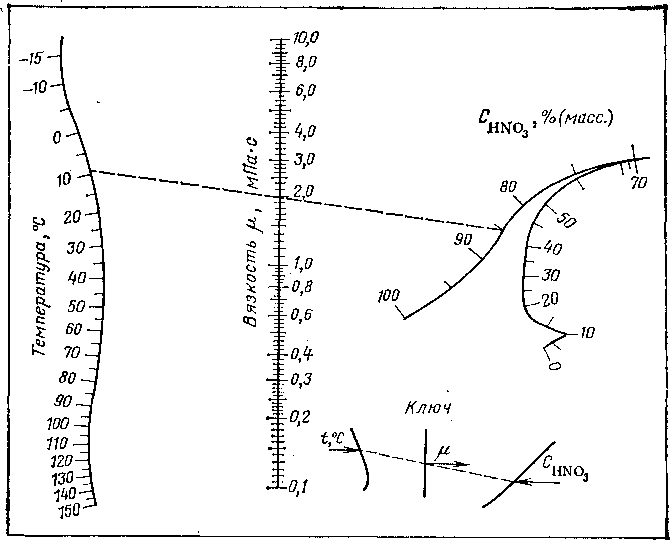
Рис. 1-12. Номограмма для определения динамической вязкости водных растворов азотной кислоты
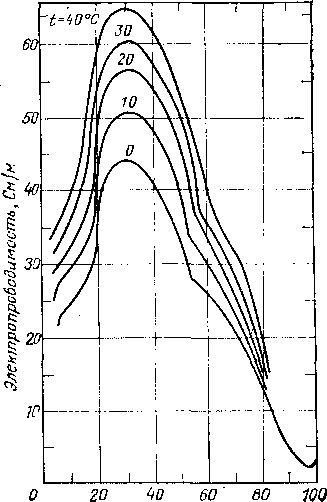
Концентрация HNOa ,%(мйС1?)
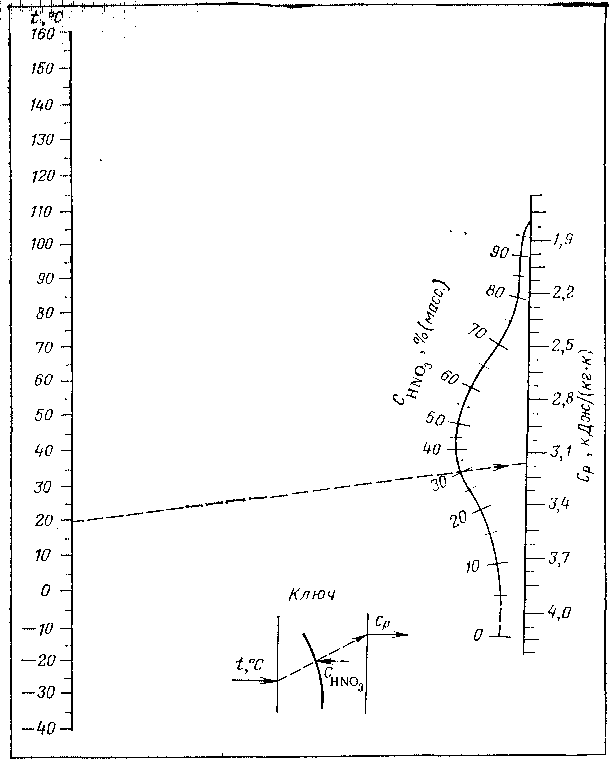
Рис. 1-14. Номограмма для определения теплоемкости водных растворов азотной кислоты [35]
Рис. 1-15. Теплота разбавления азотной кислоты водой [9]
Отношение Н20 : HNOa t моль/моль
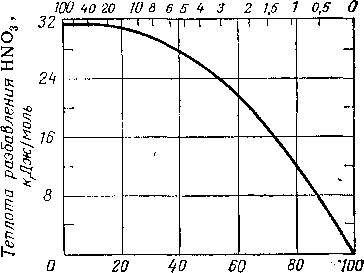
Концентрация HNOa после раэ^абле-тя ,%(масс.)
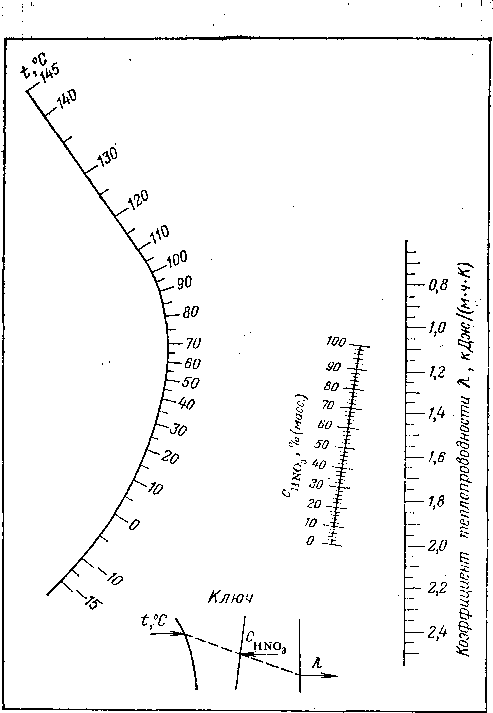
Рнс. 1-16. Номограмма для определения теплопроводности водных растворов
азотной кислоты
Свойства растворов оксидов азота в азотной кислоте
Система HNO3—'N2O4 ограниченно взаимно растворима, склонна к образованию двух слоев: верхнего — раствора HN03 в N2O4— и нижнего — раствора N2O4 в HN03. Содержание N2O4 [% (масс.)] в слоях изменяется при поныше-нии температуры:
Критическая точка взаимного растворения двух несмешивающихся слоев для безводной HNO3 равна 61,0±0,5°С и соответствует содержанию N2O4 в растворе 68,6% (масс.). Для 88,6%-ной НМОз критическая точка характеризуется 43,0±0,5°С и 68,3% (масс.) N2O4. Критическая точка для кислот в интервале от 88,6 до 100% может быть найдена интерполяцией [16].
|
1 | .......г............... |
......1.......... |
___^Жидкость | ||
| Жидш ~ А" | "ГЛЬ |
/ / / | \ |
B" ' | |
|
- | 1 Жис 1 A" I " |
Юность +,в" | \ \ -\ | ||
| - | 1 1 j | \ \ - \ | |||
| __ | о \ Г'1', |
1 | \_ | ||
| \ | |||||
| / HN03MJ-H /+N2H4f mb)! |
N2o4fr | 76.)+,, A" | ’ж) | ||
| / |
1 | | ||||
| -N | 2O4(тв.) *2HN03 + ,,А"(ж) | ||||
| ............./ | 1 | 204(mb.) + IN(Ж-7 ! 1 1 -I 1 1 | |||
го uo во во Концентрация N204, %(мол.)
100

so
40
& 20 tT
I 0 I
Щ-20
~U0
-Б0
Рис. 1-17. Диаграмма состояния двухкомпонентной системы HNO3—N204 при
давлении 0,1013 МПа
Диаграмма состояния системы HNO3—iN204, предстанленная на рис. 1-17, указывает на существование двух эвтектических точек, соответствующих— 65°С и содержанию 25,6% (масс.) N204 и —45,7°С и 43,0%.
Твердое соединение имеет состав 2HNOi-N204, оно существует в а- и Р-кристаллических модификациях.
0,07
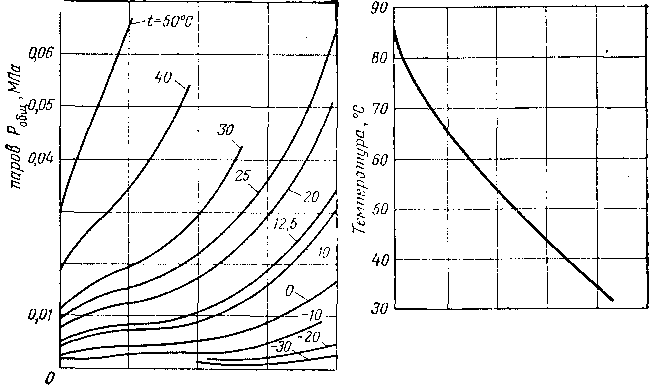
<g
ГО 20 30
Концентрация N2Q%,%(насс.)
О 10 20 30 ЦО 50
Концентрация N204 ,%(масс.) Рис. 1-19. Температура кипения рас
творов
системы HNO3-0,1013 МПа
Рис. 1-18. Общее давление паров Pno2+n2o4+hnos над HNO3—N204 при различных температурах
-N204
I °,03 ?
^0,02
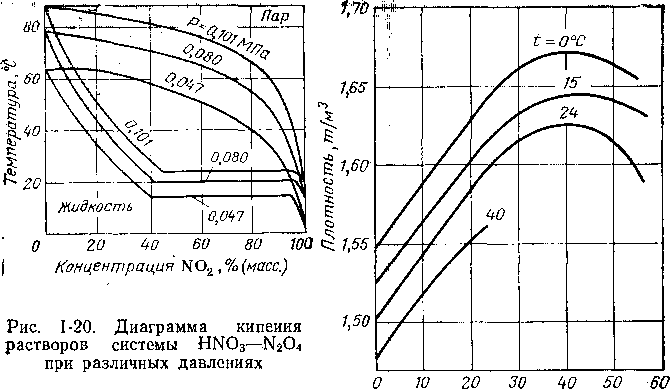
Концентрация N204 , %(масс.)
Рис. 1-21. Плотность растворов HN03—N204 при различных температурах
Данные о равновесных давлениях паров NO2, N2O4, HN03 над растворами при различных температурах представлены на рис. 1-18.
Зависимость температуры кипения раствора HNO3—N2O4 от концентрации N2O4 представлена на рис. 1-19. Присутствующая в кислоте вода снижает температуру кипения раствора, увеличивает парциальное давление оксидов азота и снижает парциальное давление паров азотной кислоты. На рис. 1-20 приведена диаграмма кипения растворов NO2 в азотной кислоте, содержащей до 5% НгО, при различных давлениях.
Зависимость плотности растворов N2O4 в безводной азотной кислоте от температуры представлена на рис. 1-21 [16].
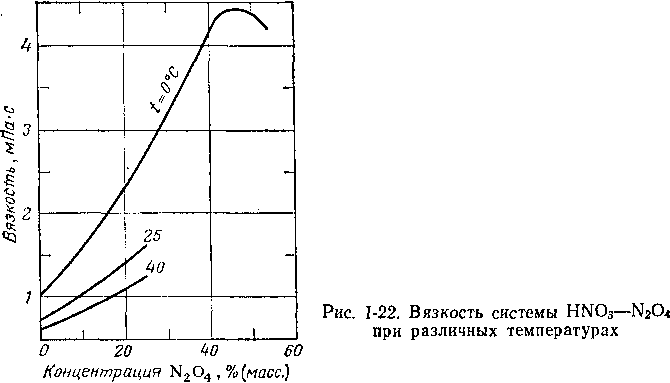
Рис. 1-23. Теплоемкость Ср системы HNO3—N2O4 при различном содержании
в растворе N2O4
Таблица 1,13. Теплота растворения N2O4 в 98%-ной HNG3 при различных температурах
| Концентрация HN03, % (масс.) | Дифференциальная теплота, кДж/кг Nj04 |
Интегральная теплота, кДж/кг раствора | ||
| прн 0 °С | при 20 “С | прн 0 °С | при 20 °С | |
| 0 | 247,4 | 270,5 | 0 | 0 |
| 5 | 234,5 |
247,8 | 12,10 | 12,85 |
| 10 | 215,2 |
216,4 | 23,36 | 23,53 |
| 15 | 192,2 |
169,1 | 33,49 | 33,24 |
| 20 | 164,9 |
130,6 | 42,50 | 39,52 |
| 25 | 136,1 |
96,3 | 49,91 | 43,96 |
| 30 | 108,0 |
68,2 | 55,89 | 46,51 |
| 35 | 80,4 |
41,9 | €0,60 | 45,43 |
| 40 | 55,7 |
18,4 | 63,97 | 43,88 |
| 45 | 34,7 |
— | 66,11 | — |
| 50 | 17,6 |
— | 67,45 | — |
| 52 | 2,1 |
— | — | — |
Плотность растворов HNOj в жидком N2O4 прн 15 “С имеет следующие значения [16]:
Chno.. % (масс.) О 1 2 3 4 5 -6
р15оС, кг/м8 1457,5 1458,3 1459,2 1460,0 1460,8 1461,6 1462,5
Вязкость раствора H1NO3—JN2O4 прн 0, 25 н 40 °С представлена на рис. 1-22 [17], а зависимость теплоемкости Ср растворов HNO3—N2O4 от температуры — на рнс. 1-23.
Дифференциальная н интегральная теплоты растворения N2O4 в 98%-ной азотной кислоте прн 0 н 20 °С приведены в табл. 1,13 [24].
Электрическая проводимость HN03 в N2O4 близка к проводимости жидкого окснда азота (IV), а электрическая проводимость раствора N2O4 в HNO3 после расслоения системы близка к величине, которая наблюдается при предельном насыщении азотной кислоты перед расслоением.
Коэффициент теплопроводности раствора, содержащего 95—97,5% (масс.) HN03 2,5—5,0% (масс.) N2O4 и не более 2,0% Н20 в интервале от —40 до 160°С (it), по данным ?21], можно определить по уравнению [Вт/ (м.К)]:
Система HNO-,—N2O4—Н20 ограниченно растворима н образует две жидкие фазы. Вода и кислота преимущественно находятся в нижнем слое. Вода, добавляемая к раствору N2O4 в азотной кислоте, вытесняет («высаливает») окснд азота (IV) в верхний слой, содержащий преимущественно N2O4.
Концентрация N204, %(масс) п О 56,1 77,3 88,5 95,4 100
~~ О 20 1)0 60 80 100
Рнс. 1-24. Диаграмма растворимости системы N2O4—Н20 Кривые GF и 1Н — границы существования N20* в стабильной (СТ) и метаста-бильной (МСТ) формах, соответственно
Концентрация N204 , % (мол.)
ij.....HM!........................¦i.-.-.ri : ¦ :у. , ',:ъ
!лица 1,14. Равновесие жидкость — жидкость в системе ;
HNOj-NjOi-HjO при 20 °С
| Концентрация и: ХОДНОЙ HNOg, % (масс.) | HNO? |
N2O4 | наО |
HNO3 | n204 |
^НаО |
| 90,6 |
49,6 | 46,5 | 4,0 | 16,0 | 83,8 | |
| 49,6 | 46,5 |
4,0 | 16,8 | 84,5 |
- | |
| 49,7 |
43,3 | 4,0 | 16,0 | 84,1 | - | |
| 49,9 | 46,1 |
4,0 | — | — |
- | |
| 85,3 |
47,6 | 44,1 | 8,4 | 14,6 | 85,5 |
— |
| 47,3 |
44,6 | 8,2 | 16,0 |
85,0 | — | |
| 78,5 | 47,3 |
34,6 | 18,2 | 10,2 |
89,8 | - |
|
46,6 | 34,0 | 19,4 |
10,1 | 89,7 | 0,2 | |
| 46,9 | 34,3 | 18,8 | 12,9 |
87,4 | — | |
|
70,2 | 56,1 | 26,4 |
17,5 | 10,6 | 89,8 | — , |
| 66,4 |
26,6 | 17,0 ' | 10,4 | 89,4 | — | |
| 90,7* | 44,9 | 62,9 | 2,2 | 27,3 |
73,2 |
* Данные прн 40 °С.
Рис. 1-26. Номограмма для определения давления пара над растворами N204 в 66—80%-ных растворах HNO3
Рис. 1-26. Номограмма для определения давления пара над растворами N20« в 85—90%-ных растворах HN03
На рис. 1-24 представлена диаграмма состояния системы N2C>4—Н20 [7, 10]. Одновременно с физическим растворением N2O4 в Н20 протекают реакции образования азотной кислоты.
2N204 (р) + Н20 (ж) ^ 2HN0, (р) + N2Os (р), (1.18)
3N204 (р) + Н20 (ж) 4HN03 (р) + 2N0 (газ). (1.19)
Это объясняет появление тригидрата HN03-3H20 в верхнем водном слое (крив. DE) и N2O4 в стабильной и метастабильной формах в нижнем слое, состоящем только из N204 и N203 (кривая ОЕ и IH).
Критическая точка растворения* системы N204—Н2О характеризуется 67°С и содержанием N2O4 89% (масс.).
Данные о равновесии жидкость — жидкость в системе HN03—N204— Н20 приведены в табл. 1,14 [16].
Таблица 1,15. Парциальное и общее давление ларов (кПа) над растворами N2O4 в 97,92- и 96,05%-ной HN03 (отбеленной)
Sfl 2: ^ X a oTS
og
ж 9, aT2
О V?
55 «•
О to
О s О
z gs о SS
О
Z
0.
о
2
a.
у О CO
cj 23
z
a.
z
ft»
96,05% HNO3 (отб.) при 10 °С
97,92% HN03 (отб.) при 10°C
23.0 34,9
36.7
37.5
38.7
39.5
40.7
42.7 45,2
45.6 48,4
50.0 51,1"
5,119
8,759
9,146
10,212
10,079
10,599
11,799
12,305
12,519
13,265
13,345
13,452
5,946
17,185
19,358
23,838
23,558
25,584
31,597 35,116 35,490 40,636 40,756 41,396
0,92
0,85
7,845 14,012 8,492 9,666
8,399
12,012
26,811
28,504
34,050
33,637
37,036
44,289
47,422
48,009
53,901
54,795
55,434
9,466
8,666
34.5
35.9
38.9
40.3
40.5
41.9
44.8
45.9 46,1 46,7
49.4
50.5 50,7* 51,3*
22,684
25,051
31,117
34,943
36,463
-44,222
46,075
45,355 1
47,369
54,928
56,38)
57,848
57,674
0,81
16,558 21,451
7,999
8.532
6.533
5,333
7,466
0,88
0,84
0,63
0,52
0,74
23,878
25,237
32,370
33,423
32,690
34,810
41,503
42,156
43,329
43,862
10,212 10,572 11,852 12,119 ,919 12,559 13,425 13,612 13,959 13,812
0,84
0,67
0,89
8,532
0,799
8,932
6,933
5,866
0,61
0,54
0,69
0,58
6,133
5,599
При 0 °С 4,586 11,532
При 0°C
36,4
39.3
39.4
41.4
45.0
45.4
49.1 50,5* 50,8*
16,505 18,065 19,491 21,038 28,397 27,277 31,783
39,090
3,866
4,400
5,066
4,266
0,38
0,44
0,50
0,42
4,893
5,026
5,239
6,226
6,226
6,693
6,813
13,172 14,025 15,292 21,744 21,051 25,091
25,944
45,3
34,5
38.8
41.8
53.2
50.2 20,7*
6,239 2,466
3,333
12,052
16.265
18.265 28,171 28,051
0,43
0,48
0,51
0,44
0,41
0,37
17.158
22.158 24,438
35.290
35.290
4,626
5,439
5,759
7,119
6,853
0,30
0,33
3,066
3,333
При —10 °С
Прн —10 °C
36.1
36.6 40,0
40.3
40.4
40.7
43.3
43.4 45,9
50.2 52,0* 52,0*
5,239
6,266
9,439
9,572
9,959
9,479
12,545
13,585
14,212
17,625
19,291
18,891
1,587
1,733
2.240
2.240 2,293
2.240 2,653 2,693 2,786 3,133 3,146 3,253
3,653
4,346
6,973
7,106
7,439
7,239
9,892
10,586
11,426
14,305
15,945
15,438
1,653
5,786
5,799
6,973
9.186
8.186 9,279
11,212
13,519
13,439
17,172
16,585
23,1
34.3
34.3
35.8
39.8
39.8
40.0 42,7
45.0
45.1
50.4 51,1*
2,959
8,106
8,026
9,186
11,639
10,666
12,065
13,999
16,812
16,718
20,785
20,131
1,080
2,120
2,026
2,213
2,453
2,240
2,560
2,786
3,080
3,066
3,466
3,373
0,22
0,20
0,21
2,266
2,000
2,000
0,18
0,22
0,22
0,22
0,23
0,22
0,21
0,21
0,14
0,17
2,266
2,266
2.133
2.133 1,466 1,733
0,31
0,18
0,19
0,20
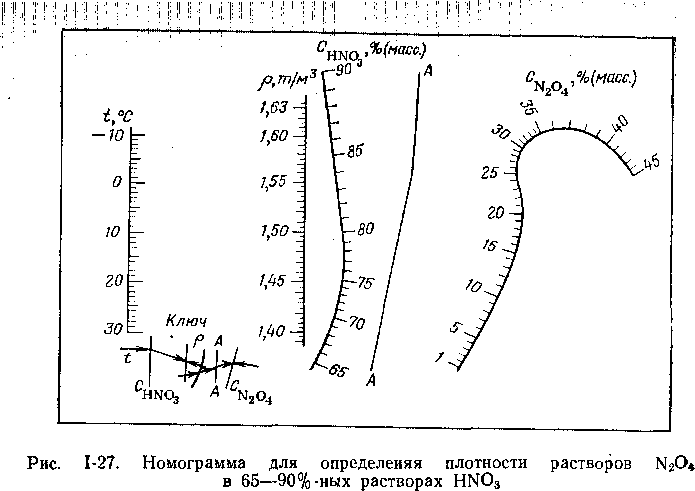
' Давление насыщенных паров над растворами HNO3—N2O4—НгО, имеющими сложную функциональную зависимость от концентраций компонентов и температуры, может быть определено по номограммам на рис. 1-25—1-27 [25, 26]. Первичные данные приведены в [27—3i], Равновесное давление паров оксидов азота и азотной кислоты над системой HNO3—N2O4—НгО приведено в табл. 1,15, а температура кипения растворов HNO3—N2O4—Н2О при 0,1013 МПа — в табл. 1,16.
Плотность можно определить по номограммам на рис. 1-28 [26, 32], а динамическую вязкость растворов N204 в водных растворах азотной кислоты и нитроолеума — по номограмме на рнс. 1-29 и 1-30 [32].
Подробнее о поверхностном натяженнн растворов окснда азота (IV) в азотной кислоте см. работу [33].
По данным [21], теплоемкость системы, содержащей 95—97% HN03 и «2% Н20, не изменяется в пределах 34—148°С н равна 1,771 кДж/(кг-К).
Таблица 1,16. Температура кипения растворов HN03—N204— Н20 (°С)
| Массовое соотношение [N204]:[HN03] | Содержание Н20 в растворе, % (масс.) | |||||
| 0 | 1 | 2 | 3 | 4 | 5 | |
|
0,15 | 63,8 | 63,6 |
63,3 | 63,1 | 62,8 | 62,6 |
| 0,20 |
59,2 | 58,0 | 56,8 | 55,6 | 54,4 |
53,3 |
| 0,25 |
54,4 | 63,3 | 52,2 |
51,1 | 50,0 | 48,9 |
| 0,30 | 50,9 |
50,2 | 49,5 | 48,8 | 48,1 | 47,5 |
| 0,35 | 47,7 | 47,1 | 46,5 | 45,9 |
45,3 | 44,6 |
|
0,40 | 45,6 | 45,0 |
44,4 | 43,8 | 43,2 | 42,7 |
| t,°c 0 |
- | ^HNO., ’ |
р,т/м3 1 C'J | 4 С | 'м204> %(мосс.) | |
|
%(масс.) | — 1,0/ |
% | ¦f-.i+S |
|||
| 5 | _ |
|||||
| - | Л | |||||
| 10 |
-1,63 -1,62 |
i <s> | ||||
| - | 96 \ | -1,61 |
30- | |||
| - | 95 •§ |
-1,60 | - | |||
| 15 | — | w-g | -1,59 | |||
| : | -1,58 | 25- |
||||
| го |
- | -1,57 -1,56 | I | |||
| -1,55 |
20 А | Ключ |
||||
| gz4 |
-1,54 | t |
p A | |||
| $ | д t |
> | ir | |||
|
CHNq, | 4 0N2O4 | |||||
Рис. 1-28. Номограмма для определения плотности концентрированных растворов нитроолеума при 0—20°С
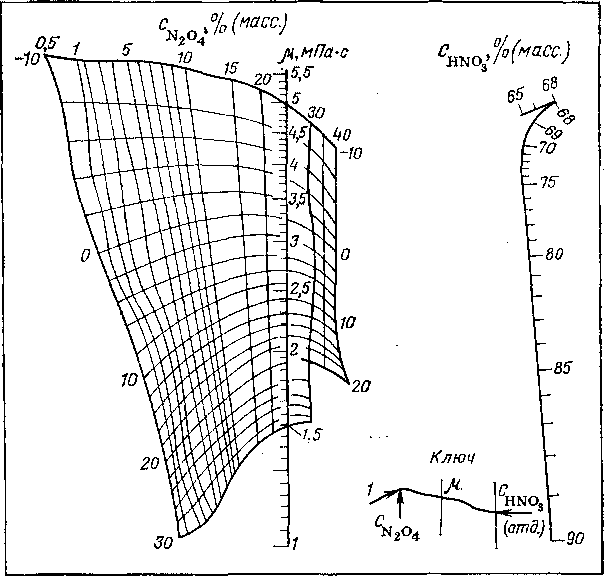
Рис.' 1-29. Номограмма для определения динамической вязкости растворов N2O4 в 65—90%-ных растворах HN03
| сн\ю3 |
so | 92,2 |
94,2 | 96 |
98,г |
|
CN2o4 |
го-us | 20-50 |
|||
| t,°c |
0-го | ||||
Рис. 1-30. Номограмма для определения динамической вязкости растворов
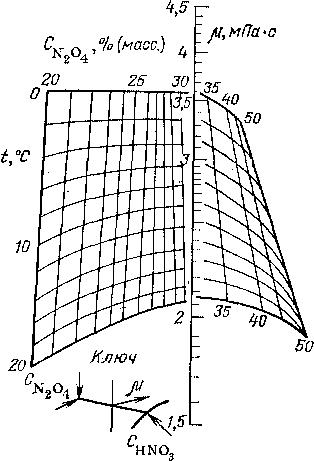
нитроолеума
При 20 °С теплоемкость системы HN03—N204—Н20 имеет следующие значения:
Растворимость кислорода в системе HNO3—N2Oi—Н2О приведена в табл. 1,17.
Таблица 1,17. Растворимость и константа растворимости кислорода в азотной кислоте
| Содержание, % (масс.) | Растворимость 02 | fe | р | |||
| HNO3 | N2O4 |
н2о | л'/л HNO3 | мл/г HNO3 | МОЛЬ С>2 1ез латм | моль 02 ^4 Л’ЭТМ |
| 100 |
0 | 0 | 0,0659 |
0,0437 | 2,94 | 1,95 |
| 93,94 | 0 |
6,06 | 0,0457 | 0,0308 | 2,04 | 1,37 |
| 90,10 | 0 | 9,90 | 0,0299 | 0,0203 |
1,33 | 0,904 |
|
85,15 | 0 | 14,85 |
0,0186 | 0,0127 |
0,828 | 0,566 |
|
80,97 | 0 | 19,03 |
0,0158 | 0,0108 |
0,703 | 0,483 |
|
69,11 | 0 | 30,69 |
0,0199 | 0,0142 |
0,886 | 0,632 |
|
92,52 | 7,48 | 0 |
0,0659 | 0,0430 | 2,94 | 1,92 |
| 88,69 |
11,31 | 0 • |
0,0600 | 0,0372 | 2,67 | 1,66 |
| 85,64 |
14,36 | 0 | 0,0426 | 0,0268 | 1,90 |
1,20 |
| 79,99 |
20,01 | 0 | 0,0382 |
0,0244 | 1,71 | 1,09 |
3. ПРОИЗВОДСТВО НЕКОНЦЕНТРИРОВАННОИ АЗОТНОЙ КИСЛОТЫ
Окисление аммиака в оксид азота (II)
М. М. Караваев Физико-химические основы процесса
В гомогенных условиях при горении аммиака в кислородсодержащей смеси образуется только молекулярный азот N2. Минимальная энергия поджигания стехиометрической ABC, содержащей 22% (об.) NH3, состанляет 680 МДж, температура горения такой смеси 2040 °С [3].
В зависимости от условий проведения процесса окисления на катализаторах возможно протекание взаимодействия аммиака с кислородом
4NH8 + 502 = 4NO + 6Н20 + 904 кДж, (1-20)
4NH8 + 402 = 2N20 + 6H20+ 1104,4 кДж, (1.21)
4NHS + 302 = 2N2 + 6H20+ 1268,8 кДж. (1.22)
Одновременно возможны и другие параллельные и последовательные реакции, конечным продуктом которых является молекулярный азот, например взаимодействие оксида азота (II) с аммиаком
4NH8 + 6N0 = 5N2+6H20 + 1810,6 кДж, (1.23)
диссоциация оксида азота (II) и аммиака
2NO 4=2= N2 + 02 + 180,6 кДж, (1.24)
2NH3 N3 + 3Hj—91,6 кДж. (1.25)
Появились данные о возможном взаимодействии оксида азота (I), образующегося по реакции (1.21) на платиноидных и оксидных катализаторах при температурах ниже 500 “С, с аммиаком
2NH8 + 3N20 = 4N2 + 3H20 + 834,1 кДж. (1.26)
В случае проскока аммиака при охлаждении газа возникают условия для взаимодействия его с диоксидом азота
8NH, + 6N02 = 7N2 + 12H20 + 2734 кДж. (1.27)
Все реакции, кроме реакции (1.25), экзотермические. Константы равновесия реакции (1.20)—(1.23) имеют большие численные значения [3]. Это позволяет считать нх практически необратимыми, т. е. в реальных условиях производства процесс будет определяться только скоростью этнх реакций. Реакции (1.24) и (1.25) равновесные [3]; взаимодействие аммиака и оксида азота (I) изучено еще недостаточно.
Предложено несколько механизмов окисления аммиака на катализаторах [3, 6]. Основное их различие свдтоит в том, что в одном случае предполагается образование оксида азота (II) и N2 через промежуточные соединения только на поверхности катализатора, другой — образование N0 происходит только на катализаторе, а образование элементного азота на катализаторе н в объеме газа.
Предположительный механизм на основании исследований [3, 34] может
Сить из та жен следующим образом: молекулы кислорода подходят к поверхности катализатора с ослабленной ковалентной связью. При адсорбции иа поверхности катализатора эта связь разрывается и атомы кислорода образуют связь с атомами платины. В результате поверхность катализатора покрывается слоем кислорода. Молекулы аммиака, достигающие катализатора, адсорбируются иа поверхности и разрушают непрочные связи кислорода с атомами платины с образованием комплексов с иею. Возникают комплексы переходного состояния со связями между азотом и адсорбированным кислородом, водородом и кислородом (в соответствии с [34], с кислородом кристаллической решетки). При последующем разрушении комплексов переходного состояния образуется оксид азота (II) и вода, которые удаляются с поверхности платины потоком газа. Затем процесс повторяется.
Скорость диффузии кислорода выше, чем скорость диффузии аммиака. Это обеспечивает постоянное покрытие поверхности катализатора кислородом и объясняет высокий выход оксида азота (II).
На поверхности катализатора, не занятой кислородом, аммиак, по-вн-димому, окисляется до элементного азота. Образование азота возможно также в объеме непосредственно около поверхности катализатора вследствие протекания побочных реакций, в основном реакции (1.23).
Различают кинетическую, переходную и диффузионную области протекания реакции окисления аммиака кислородом. Кинетическая область свойственна низким температурам. Она ограничивается температурой зажигания катализатора (Т3), при которой отмечается быстрый самопроизвольный разогрев его поверхности q переходом реакции в диффузионную область протекания. Имеиио эта область (600—1000 °С) и характерна для стационарного, автотермического процесса окисления аммиака в промышленных условиях иа всех видах катализаторов.
Реакция окисления аммиака начинается на Pd при 100 °С; иа Pt прн 195 °С и иа Fe при 230 °С. На оксидах металлов температура начала реакции колеблется в широких пределах [35].
Особенностью кинетической области является то, что продуктом взаимодействия практически иа всех известных катализаторах является азот [реакция (1.22)], затем N20 [реакция (1.21)]. Оксид азота (II) [реакция (1.20)] появляется при температурах выше Т3. В диффузионной области, при стационарном режиме в газах содержится N0 и N2, причем содержание оксида азота (II) определяется селективностью катализатора.
Температура зажигания Зависит от свойств катализатора и технологических параметров процесса. Для сеток из сплава Pt с 7—10% Rh она составляет 220т-240°С; для сплава № 1 — 190—220 °С; для сплава № 5—180— 205 вС, для непрокалеииого оксида железа Fe203—^30—150 °С. Скорость распространения реакции по поверхности катализатора из сплава № 5 изменяется от 0,2 при 40 °С до 0,8 см/с при 800 °С [36].
Данные о скорости окисления аммиака на платине и оксиде железа в кинетической области имеются в работе [35] .
Для расчета общего превращения аммиака (до любого продукта) в диф-фузиойной области (промышленные условия) может быть рекомендовано уравнение Апельбаума — Темкииа [37]. Энергия активации процесса в кинетической области составляет 92—101 кДж/моль [35] (на оксидах кобальта н железа).
ных
:¦ Ю;':даУйым ‘,[38], для процесса значение 12,56 кДж/моль.
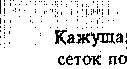
................!!'!! !!!!i!!,l!,:!'!!!!!'!!1!1!!!!!'!!! !i!!! щт ninjjjp m пц p
icsi эм’ргли актипашп:
определенйям^^азличщ
на катализаторе из сплава № 5 она имеет
ЩйШШШ}:»'1 платино] х авторов составляет 25—72,6 кДж/моЛь.
я д:
Катализаторы окисления аммиака.
При наличии большого числа побочных реакций катализатор, применяемый для окисления аммиака в производстве азотной кислоты, должен быть селективным относительно реакции (1.20). Установлено, что активность к реакции окисления аммнака проявляет подавляющее большинство металлов, их сплавов и соединений, ио высокий выход оксида азота (II)—более 90% — обеспечивают при температурах 600—1000 °С очень немногие из иих, в основном металлы платиновой группы. -
Подробно рецептуры испытанных катализаторов приведены в работе [3J.
В промышленной практике нашли применение сплавы Pt с Ph, Pd и Ru, причем в США и странах Западной Европы — в основном сплавы Pt с 5—¦ 10% Rh; в СССР сплавы № 1 и № 5 следующих составов:
Pt Pd Rh Ru
Сплав № 1 . . 92,5 4,0 3,5 —
Сплав №5 f . 81,0 15,0 3,5 0,5
Эти сплавы по механическим свойствам [3] превосходят чистую платину и сплавы ее с родием и отличаются высоким пределом прочности: относительное удлинение при высоких температурах отжига составляет 15—20%.
Применяются платииоидиые катализаторы в виде сеток. Диаметр иитКИ сетки, применяемой в СССР, составляет 0,09 мм (ГОСТ 3193—74), размер стороны ячейки 0,22 мм, число ячеек 32 иа 1 см длины и 1024 шт. иа 1 смг.
При оценке процесса окисления аммиака на платиновых катализаторах используются следующие понятия:
нагрузка — количество ABC в 1 м3 или в 1 кг аммиака, подаваемых в контактный аппарат или агрегат в единицу времени;
напряженность катализатора-— количество аммиака, окисленного иа 1 м2 активной поверхности новой сетки или отнесенного к 1 г загружаемого катализатора и измеряется в м3/(м2-сут) или в м3/(г-сут);
пробег или время работы сеток характеризует действительный срок эксплуатации катализатора с момента загрузки новых сеток до их выгрузки и измеряется в часах;
вложения катализатора — масса металлов в граммах, отнесенная к суточной производительности аппарата или к количеству кислоты, выработанному за пробег катализатора (последнюю в СССР называют нормой вложения платиноидов);
прямые потери платиноидов — потери массы сеток в граммах за пробег, отнесенные к количеству выработанной кислоты в тоннах (иа моногидрат) ;
удельные потерн платиноидов (безвозвратные)—потери массы сеток за пробег в граммах за вычетом количества уловленных и соб-
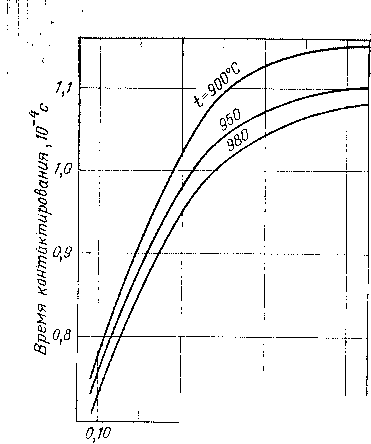
О
Z
«а
§
-1__I_l_
i,08 г,06
Давление, МПа
Рис. 1-31. Зависимость времени контактирования от давления при максимальном выходе оксида азота II
$9
198
97
96
| / | 7* | ||
| \ь | • -С7 &-СГ | глав №5 лав №1 | |
| 1 | 1 |
700 800 900
Температура, °C
Рис. 1-32. Зависимость выхода оксида азота II от температуры. Условия процесса: три сетки, Н=620—700 кг/(м2-сут), Р=0,1013 МПа
ранных в шламах платиноидов, отнесенные к количеству выработанной кислоты в тоннах.
Вследствие протекания побочных реакций (1.21)—(1.26) на выход оксида азота (II) оказывают влияние все технологические факторы.
Скорость окисления аммиака иа платииоидцых катализаторах по реакциям (1.20)—(1.22) очень велика. Оптимальное время контактирования при атмосферном давлении составляет около ЫО-4 с, причем выход N0 в этих условиях может достигать '99°/о- Время контактирования зависит от давления и температуры конверсии (рис. 1-31). Для новых сеток оно может быть рассчитано по следующему уравнению, вывод которого дан в работе [6]:
1,1 SdmPK (l— l,57d-]/n) х~ 100K07V0,1013
(1.28)
где 5 — площадь сетки, м2; d — диаметр нити проволоки, см; т — число сеток; Рк — давление МПа; п — число плетений на 1 см2'площади сеток; Т«— температура конверсии, К; Vo — объемная скорость газовой смеси’при нормальных условиях, м3/ч.
В уравнении для расчета времени т не учитывается концентрация аммиака в ABC. В недавних работах {39] предложено использовать относитель-йое время контактирования аммиака, которое определяют умножением величины, полученной по формуле (1.28), на содержание эммиака в ABC (в долях единицы).
Степень конверсии возрастает при повышении температуры и достигает 98,Б—99% на сетках из сплавов № 1 (табл. 1.18) и № Б при 900—920°С
|
Диаметр проволоки, мм | ||||
|
Показатель | 0,06 |
0,07 | 0,08 | 0,09 |
| Масса 1 м2 сетки, г Активная поверхность | 389/366* | 529/488* | 691/650* |
876/823* |
|
м2/м2 | 1,206 |
1,407 | 1,608 | 1,810 |
| см2/г |
31 | 26,6 | 23,2 |
20,7 |
| Свободная площадь, % | 65,3 | 60,2 | — | 50,7 |
| Свободный объем, % | 69,8 | 64,8 | 59,8 |
54,8 |
| Теоретическая масса 1 мм проволоки, г | 0,05745 | 0,07819 | 0,10213 |
0,12926 |
Примечания. Активная поверхность сетки — это поверхность всех продольных и поперечных проволок, приходящаяся на единицу площади или массы сетки. Знаком * отмечены показатели для сплава № 5.
(рис. 1-32). Количество аммиака, прошедшего через сеткн, определяется закономерностями диффузии и в оптимальных условиях конверсии составляет 0,01—0,03% (об.) или 400—1200 мг/м3 (в пересчете на аммиачную селитру).
Имеется обоснованное предположение, что весь аммиак, поступающий на поверхность катализатора, окисляется до N0, а образование 1,0—1,5% азота (от общего количества газов) является результатом предкатализа и протекания побочных реакций (1.23), (1.24) и (1.26).
При повышении температуры возрастают потери платиноидов-В табл. 1,19 приведены параметры процесса окисления в зависимости от применяемого давления. i
При окислении 1% NH3 до оксида азота (II) происходит разогрев Газа на 70 °С. При снижении выхода ,N0 на 1 %, температура увеличивается ещеиа 3 °С. В реальных условиях вследствие потерь тепла разогрев газовой смеси происходит на 67—69 °С иа каждый процент окисленного аммиака. Для достижения оптимальной температуры конверсии необходим подогрев газа, тем больший, чем выше давление в системе.
Подробно изучено [36] влияние содержания кислорода в газе, поступающем на конверсию [36], на процесс окисления. Для полного превращения NH3 в NO в соответствии с реакцией (1.20) достаточно иметь соотношение [02]: [NH3]=rt=l,25. Однако на практике при этом соотношении выход ,N0 не
Таблица 1,19. Характеристика процесса окисления
| — | Давление, МПа | ||
| Параметр |
0.1013 | 0,31-0,51 | О © |
| Температура, °С процесса подогрева ABC Напряженность катализатора кг/(м2-с) Линейная скорость ABC в рабочих условиях, м/с Содержание NH3 в ABC, % (об.) |
780-820 До 100 0,05-0,06 1,0-1,5 10,0-10,5 |
850—870 150—170 0,05-0,1 0,8—1,2 10,0-11,5 | 880—920 200—250 0,1-0,15 0,6-1,0 11,0-11,5 |
Рис. 1-33. Зависимость выхода оксида азота II от давления при различных температурах при т0ПТ
превышает 60—80%. Степень конверсии возрастает при увеличении соотношения примерно до п== 1,7, что соответствует содержанию 11,5% NH3 в ABC. Минимально необходимое соотношение [02]: [NH3] составляет при 600 °С—1,7; при 1000 °С—1,35 и при 1200 °С — 1,3.
| — ^ \ | Ч | Ч v \ | ч ч | |||
| \ |
К | — 9,Чп | 10 °С | |||
| |\ \ |
ч | --- | ||||
| I X ] jN. |
Son | |||||
0,101 0,588 1,079 1,569 2,059 2,5503,040 Давление, МПа
|
100 | |
| 98 | |
| •в | |
| § |
96 |
| 94 | |
|
92 | |
| 30 |
Увеличение концентрации кислорода в ABC при постоянном содержании аммиака позволяет получить равный выход N0 при более низких температурах, а сохраняя оптимальное соотношение 1,7, можно повышать концентрацию аммиака вплоть до 13,5%, не снижая при этом выходов оксида азота (II).
Давление влияет на выход оксида азота (II) через напряженность, изменение скоростей побочных реакций и повышение воздействия ядов. Изменяя температуру (рис. 1-33) и другие технологические условия конверсии, мояую получать достаточно высокий выход оксида азота (II) и при давлениях выше
1,0 МПа [3, 6].
Напряженность катализатора является основным фактором (после температуры), влияющим на выход оксида азота (II). Для конверсии при атмосферном давлении рекомендуется поддерживать напряженность катализатора 500—900 кг/(м2-сут). Для. конверсии под давлением она может быть рассчитана по зависимостям, приведенным в работах [3, 6].
§
Ё
К -S' к *
I'd5
§ z
& в
0,20
0,15
0,10
0,05
<о if ? 9
5?
3:
-о
Л
=»
<5
О
§¦
^ 94 10
| 1 | 1 | |||||
| V |
||||||
| 1 | ||||||
| у | ||||||
| -г | ||||||
| 1 |
9 | |||||
| У 1 |
i | ' | ||||
0,05 0,1 и;г 0,4 0,в 0,8
Напряженность катализатора, кг/(мг-с)
Рис. 1-34. Зависимость выхода N0, числа сеток, удельных потерь катализатора от удельной напряженности катализатора по аммиаку
Для определения напряженности (вне зависимости от давления) при различных рекомендуемом числе сеток и удельных прямых потерях катализатора (см. выше) может быть использован рис. 1-34.
Большинство промышленных установок работают при напряженности катализатора по аммиаку на единицу поперечного сечения сетки в секунду порядка 0,06—0,13 кг/(м2-с), что соответствует линейным скоростям газа в рабочих условиях конверсии 1,0—1,5 м/с. Это обеспечивает достижение устойчивой степени конверсии иа уровне 96—97% при незначительном изменении ее в зависимости от давления.
Хотя, при снижении удельной напряженности менее 0,1 кг/(м2-с) выход N0 резко возрастает (см. рис. 1-34), уменьшать линейную скорость ниже 0,5 м/с не рекомендуется, так как при скоростях газа около 0,3 м/с возможно возгорание аммиака в объеме и распространение пламени вверх по потоку газа [3, 4, 40].
Неплатиновые катализаторы окисления аммиака
Высокая стоимость и дефицит металлов платиновой группы обусловили поиск неплатиновых, оксидных катализаторов (НК) окисления аммиака.
При оптимальных температурных условиях (800—900 °С) и атмосферном давлении каталитическая активность индивидуальных оксидов металлов к реакции окисления аммиака уменьшается в ряду: Со304>Со204>Сг203>
> Fe203 > Мп203 > Bi205 > CuO, Ag20 > Се02 > PbO > NiO > La203 > Si203> >Y2O3>V2O5>ZnO>Al2O3>WO3>M0O3>SiO2. Эта последовательность, за небольшим исключением, характерна и для селективности по оксиду азота (II).
В результате многочисленных исследований предложено значительное число рецептур НК, причем все они основаны на использовании трех оксидов — кобальта, железа или хрома [3]. Установлено, что процесс окисления аммиака иа НК существенно отличается от процесса на платииоидных сетках [41]. Так, время контактирования-, требуемое для полного превращения аммиака на НК, составляет 10-2 с, что на два порядка больше, чем на платиноидах. Это увеличивает вероятность протекания побочных реакций. Для большинства НК характерен очень узкий температурный интервал, в котором может быть достигнут высокий выход оксида азота (II)—50—60 °С вместо 300—400 °С для платиноидов. Эта особенность диктует необходимость подогрева ABC до более высоких температур, что в свою очередь увеличивает вероятность предкатализа.
При работе на НК интервал линейных скоростей газа, при котором наблюдается высокий выход N0, невелик и составляет 0,35—0,65 м/с. В данном случае влияние скорости проявляется через снижение температуры в верхнем слое, что ведет к уменьшению выхода N0. При увеличении концентрации аммиака в ABC от 4 до 12% выход N0 изменяется мало, но в дальнейшем (при соотношении [02]: [NH3]^ 1,5) он резко снижается.
Уменьшение выхода N0 при увеличении размера зерна незначительно, хотя в стационарных условиях процесс, безусловно, протекает в диффузионной области. Отработаны также новые способы розжига НК и вывод контактных аппаратов иа стационарный режим работы в безопасных и благо*
Размер таблеток, мм Насыпная плотность, г/см Потери при прокаливании, % не более
Механическая прочность, МПа, не менее
16—20
60
3
15-20
50—60
6
Удельная поверхность, м2/г Общая пористость, %
Срок пробега, лет
4-5,5 5,5-5,5 5,5-6,0
1,5-1,85 1,3-1,7 1,3-1,7
0,5 1,2 1,2
3,0 4,0 5,0
50-45
50-60
3
приятных для катализатора условиях [42]. Однако, вследствие указанных выше особенностей работы НК, внедрение их в промышленность задерживается. Предпочтение отдается двухступенчатому окислению аммиака.
В качестве первой ступени используется одна или несколько платииоид-ных сеток, в качестве второй —слой оксидного НК- В этом случае платино-идная ступень смягчает недостатки НК (расширяется интервал рабочих температур, скоростей газа и т. д.) и при снижении в равных условиях иа 40— 50% вложений платины и на 15—30% потерь обеспечивает получение выхода оксида азота (II), равноценного выходу при работе только на платиноидных сетках.
В промышленной практике в качестве второй ступени нашли применение НК на основе оксидов железа, кобальта и хрома. В СССР иа основе оксида железа (III) разработан железохромовый катализатор КН-2, который используется для систем с конверсией при атмосферном давлении; КН-2Т и НК-2У — для агрегатов с конверсией под давлением до 1,0 МПа (табл. 1,20).
Высота слоя НК, так же как и пробег, зависит от принятых условий конверсии — напряженности катализатора (линейной скорости газа), давления, числа оставленных в первом слое платиноидных сеток. Например, для конверсии при атмосферном давлении, температуре 780—820 °С и сохранении в первом слое катализатора одной сетки высота слоя НК составляет 60 мм, его потери 0,8 г/т выработанной HNOs. В агрегатах под давлением 0,715 МПа, при линейной скорости газа 4—5 м/с и сохранении в первом слое 4—7 сеток слой катализатора КН-2Т составит НО—150 мм, а сопротивление его меньше 0,01 МПа.
Потери, срок службы и регенерация катализатора
Под воздействием реакционной среды происходит изменение структуры платиноидного катализатора, которое сопровождается потерями его массы. Различают три вида потерь: химические, механические и потери за счет воздействия механических примесей.
Химическими называют потери, вызванные окислением платины кислородом ABC до РЮ2. Температура плавления и кипения оксида платины составляет 450 и 477 °С соответственно. Образовавшийся при температурах конверсии PtOa возгоняется и уносится газом [3].
Механические потери происходят за счет разрушения поверхностного слоя катализатора при протекании на нем реакции окисления аммиака, сопровождающейся выделением больших количеств энергии (каталитическая эрозия). Сама по себе эрозия вызывает лишь разрушение поверхности. Под воздействием же вибрации сеток, неравномерности потока газа происходят отрыв частичек разрушенной поверхности сеток и их унос.
Потерн за счет воздействия механических примесей в газе возникают при попадании на катализатор солей некоторых металлов — натрия, калня, магния, меди, свинца и т: д. При разложении этих солей, например карбонатов, оксиды металлов взаимодействуют с компонентами платнноидного катализатора с образованием легкоплавких сплавов {36]. В расплавленных зонах поверхности происходит интенсивное испарение массы, образование наростов и каверн, что также ведет к потерям катализатора.
Потери катализатора возрастают с повышением температуры и содержания кислорода в ABC (химические потери), с увеличением напряженности, линейной скорости газа (механические потери) и запыленности воздуха (эрозня примесями). При повышении давления потери катализатора также увеличиваются за счет повышения температуры, напряженности катализатора и плотности газа.
Доля химических потерь составляет 40—70%, механических — 60—30%. На долю потерь за счет разрушения сеток легкоплавкими примесями может приходиться до 10—15% общих потерь [36].
Потери катализатора в комплекте сеток неравномерны — первые по ходу ¦газа сетки теряют 10—12% общих потерь, последние — 2—4%. Соответственно с этим потери собственной массы первых сеток достигают 20—25% за пробег. В связи с этим рекомендуется после регенерации первые и последние две — три сетки менять местами. Общие потери комплекта сеток за пробег обычно не превышают 20%, но могут быть увеличены до 25—30% без заметного снижения степени конверсии. Однако в этом случае возрастают удельные потери катализатора на I т кислоты [3].
Исходя из практических данных время пробега сеток ограничивают выработкой азотной кислоты, приходящейся на 1 г массы сеток, причем при температуре конверсии 780—820 °С принимают выработку, равную 1500— 1600 кг, а при 900—920 °С и повышенном давлении— 1300—1400 кг HNO* (миг). Поэтому для расчета времени пробега сеток (в часах) и вложения катализатора в (в г Pt на 1 т HN03 (миг), выработанной за пробег можно использовать формулы:
х = QqH/Q, b = qH/(xQ),
где Q — масса HN03, полученной за пробег с 1 г сетки, т; q — масса сетки, г; Н — число сеток, шт.; 0 — производительность контактного аппарата, т/ч; Ь — вложения катализатора, г/т.
Вложения платиноидов, а также пробеги катализатора в различных условиях могут быть приняты по данным, приведенным в табл. 1,21, а прямые потери катализатора могут быть оценены по данным иа рис. 1-34.
Потери платиноидного катализатора (механические) зависят от конструкции аппаратов, способа крепления сеток, равномерности газового потока
Таблица 1,21. Вложения и потери платиноидов для сеток из сплава № 5
(г/т 100%-ной HN03)
| Параметры процесса | Скорость газа м/с |
Платиноидный катализатор | Двухступенчатый катализатор | ||||
|
вложения | удельные потерн | ||||||
| температура, °С | давление, МПа | прямые | безвоз вратные | вложения |
удельные прямые потери |
||
| 780-800 | 0,1013 |
1,3-1,6 | 0,610 |
0,045- | 0,037 | 0,290 | 0,028— |
| 0,05 | 0,032 | ||||||
| 840-850 |
0,4-0,5 | 3,0-3,5 | 0,660 | 0,14— | 0,125 |
0,47 | 0,08— |
| 0,15 | 0,09 | ||||||
| 850—860 | 4,5 | 2,5 |
0,60 | 0,13— | 0,12— | <0,40 | 0,10 |
| 0,14 |
0,125 | ||||||
|
900-920 | 0,7-0,75 | 4,6-5,0 | 0,665— | 0,17— |
0,140— | 0,44— | 0,IO- |
| 0,725 | 0,18 | 0,145 |
0,48 | О.ll- | |||
|
950 | 0,8-1,0 | 5,0-6,0 | 0,720 | 0,19— |
0,150— | 0,48 | о.11— |
|
0,25 | 0,160 |
0,15 | |||||
| 840* |
3,5 | 1,1 | 0,623 |
0,09-0,1 | 0,09-0,1 | ||
Примечания: Удельные прямые потери — потери массы сеток за пробег, отнесенные к количеству выработанной кислоты (миг); удельные безвозвратные потери — потери массы сеток за вычетом собранного или уловленного количества платиноидов, от несенные к количеству выработанной кислоты. Звездочкой отмечены данные для агре гатов фирмы Гранд Паруас.
и возрастают при повышении содержания кислорода в ABC и пыли в воздухе.
Влияние скорости газа (напряженность катализатора), установленного и» данных рис. 1-34, подтверждается результатами эксплуатации агрегатов фирмы Гранд Паруас (см. табл. 1.21).
Существуют два способа улавливания путем химического взаимодействия и механического фильтрования.
Химическое связывание осуществляют с помощью сплавов благородных металлов, в частности сплавом Pd+20% Au. Способ разработан фирмой Дегусса [43]. Нити проволоки из указанного сплава вплетаются в сетки из хромонйкелевой стали, которые устанавливают непосредственно' за катализаторными сетками. Степень улавливания паров РЮ2, РЮ и Pt за? висит от условий конверсии, числа установленных сеток и может составлять 80—85%. Недостатком способа является расход таких металлов, как золог> и палладий, а также потери палладия, достигающие 30% массы уловленной платины. Пары платины и ее оксидов способны к взаимодействию с оксидами некоторых металлов (Са, Mg, Ni, Pb, Си, Ag и др.) с образованием соединений типа СаО-РЮг; ЗСаОРЮ2 и др. На основе этого разработаны способы улавливания платиноидов сорбентами, изготовленными из оксидов .тугоплавких металлов [3].
Массы типа МВУ (масса влагоустойчивая, табл. 1,22) предназначена для улавливания платиноидов в агрегатах под давлением. Масса загружается в корзину специальной конструкции из жаропрочной стали непосредственно за сетками-или иа расстоянии 100—300 мм от них. Последнее объясняется возможностью повышения температуры иа сетках иа 15—25 °С вследствие лучистого теплообмена.
Массы выпускают в виде гранул d=>7—8 и /=15—20 мм, высота загружаемого &лоя от 100 до 200 мм (зависит от скорости газа), время пробега — до регенерации сеток, сопротивление слоя при линейной скорости газа от 3,5-до 5 м/с и указанной высоте слоя составляет —0,4—2,5 кПа.
Содержание платиноидов в улавливающей массе неравномерно по слою, в среднем оно составляет 1—2% всей массы. Степень улаиливаиия — в пределах 30—40%. Оиа может быть увеличена до 65—70%, ио при этомг требуется увеличить высоту слоя и, следовательно, сопротивление системы. Отработанная и измельченная масса отправляется на аффинажные заводы.
Наиболее распространено улавливание частиц платины путем механического фильтрования иитрозных газов при 250—350°С. В СССР в фильтрах применяется вата из непрерывного стекловолокна (ГОСТ 5174— 49), ультратонкое стекловолокно (ТУ 18-16-151—70), базальтовые волокна (ТУ 21 РСФСР 669—79). Можно применять и другие виды волокон, диаметр нити которых составляет 2—9 мкм, обладающие термостойкостью при температуре выше 450 °С.
Механическими фильтрами’ улавливают в основном аэрозоли и частицы платиноидов (в виде металлов). Наиболее часто применяемые условия работы: скорость фильтрации около 2000 м3/(м2-ч), фильтры с отверстиями размером 10 мм, шагом 15 мм, толщиной слоя волокна до 25—35 мм (плотность упаковки — 0,04—0,07); время пробега такого фильтра от 1000 до 2000 ч. Расходный коэффициент по стекловолокну составляет 2—4 г/т HNOs (по времени пробега). Степень улавливания на непрерывном стекловолокне достигает 40—50% в старых агрегатах и от 20 до 30% в агрегатах УКЛ-7 при применении новой системы улавливания. Содержание платиноидов в стекловолокне обычно равно 7—8% массы выгружаемого волокна. Отработанное волокно размалывается и отправляется иа аффинажную переработку.
Очистка аммиака и воздуха от примесей
Все платииоидные катализаторы чувствительны к веществам, которые обычно содержатся в виде примесей в аммиаке и воздухе. К ним относятся фосфористый и мышьяковистый водород, фтор н его соединения, дихлорэтан*
Таблица 1,22. Характеристика различных масс типа МВУ (усредненные показатели)
|
Показатель | МВУ-1 |
МВУ-4 | МВУ-6 |
МВУ-8 |
| Содержание, % (масс.) | ||||
| С12 | 4 |
3—10 | 6,8 | 6,8 |
| nh4+ | — |
— | 3,0 | 4,0 |
| Прочность, МПа |
3,30 | 3,40 | 2,30 |
1,50 |
| Удельная поверхность, | 1,50 |
1,50 | 1,10 | 1,7 |
| м2/г | ||||
| Пористость, % | 23,0 | 17,0 |
31,4 | 54,7 |
|
Объем пор, см3/г | 0,273 | 0,192 | 0,147 |
0,358 |
| Средний радиус пор | 3,70 | 2,60 |
1,30 | 4,2-36,5 |
|
г-10*, м |
минеральные масла, ацетилен и другие соединения углерода, серы, фосфора, галогенов, соли и оксиды некоторых металлов [3, 5—8, 44].
Количественные данные о влиянии этих примесей (кроме соединений серы и минеральных масел) на активность и тем более на селективность платиноидных катализаторов в литературе отсутствуют. Предполагают, что такие вещества, как РН3, AsH3, F2, Cl2, HF, НС1, ацетилен, этилен и другие соединения углерода в воздухе должны отсутствовать. При наличии незначительных количеств этих веществ (например, до 2,2 • 10~5% фосфинов и до
1 ¦ 10-2—1-10-4 мг/л фтора) происходит глубокое необратимое отравление 'катализатора. Механизм воздействия этих ядов на катализатор неизвестен. Существует предположение, что под влиянием соединений углерода происходит науглероживание сеток — внедрёние углерода в решетку платинового сплава.
Влияние соединений серы (S02 и H2S) и минеральных масел на степень конверсии аммиака изучено в ГИАП [7, 45]. Отравление этими веществами имеет обратимый характер — селективность катализатора при работе на чистой ABC восстанавливается через 12—18 ч. Другой особенностью воздействия сернистых соединений и масел является то, что отравление наблюдается только до определенного предела, после которого дальнейшее увеличение концентрации ядовитых примесей в газе уже не оказывает влияния на выход оксида азота (II).
Выход оксида азота (II) снижается при действии оксидов металлов, чаще всего железа, попадающих в ABC с аммиаком, пылью воздуха или из оборудования. Оксиды железа не только снижают степень конверсии, закрывая активные центры на поверхности сеток, но и вызывают предкатализ, так как имеют низкую температуру зажигания (130—200°С). Дезактивацию сеток вызывает также попадание пара или конденсата на раскаленные сетки, что приводит к образованию на поверхности сеток оксида родия.
Установлены следующие нормы содержания примесей в сырье для произ-в о детва азотной кислоты:
В воздухе, мг/м3, не более:
0,007
2,3
5,7
4,0
0,03
механических примесей.........
сернистых соединений (в пересчете на серу)
В аммиаке:
масла жидкого, г/т, не более.......
» паров, мг/м3, не более.......
оксида железа, мг/м3, не более......
Подробнее об очистке сырья см. работы [3, 46].
Обычно применяют двухступенчатую очистку аммиака от масла и оксидов железа: на первой ступени аммиак испаряют в дистилляционной колонне или осуществляют непрерывную (до 7—10%) продувку жидкого аммиака из испарителя. В качестве второй ступени используют фильтры из однонаправленного стекловолокна. Фильтрующий пакет волокна заключают в оболочку из стеклосеток ССФ-4 и ССФ-3. Плотность фильтрующего материала
1-6 кг/м2, поверхность фильтра 2 м2, удельная нагрузка 2800—3000 м3/(м2-ч). С целью очистки часто применяют также отстой аммиака в хранилищах, магнитные фильтры. Можно сказать, что столь тонкая очистка аммиака не потребуется, если для производства азотной кислоты применять аммиак, качество которого строго соответствует требованиям ГОСТ 2661—82, марки Ак. или А.
Для очистки воздуха рекомендуют применять кассеты ФЛ-1,8 в качестве-первой ступени и фильтры Петрянова ФПП-15-17, выполненные в виде стандартных кассет типа Д-33 КЛ, в качестве второй. Как фильтрующий материал на первой ступени используется штапельное лавсановое волокно диаметром 25 мкм с удельной нагрузкой по воздуху 800 м3/(м2-ч).
Очистка ABC является третьей ступенью подготовки сырья. В настоящее время применяют различные волокна. Например, супертонкое стекловолокно в оболочке из стеклоткани ТСФ. Плотность фильтра 2,5 кг/м2, удельная нагрузка 600—620 м3/(м2-ч), пробег около двух лет. В агрегатах АК-72 используют фильтры с базальтовым волокном (d=l,5 мкм). Плотность фильтрующего материала — 300—500 г/м2. Волокно заключают в оболочку из стеклоткани и сетки из нержавеющей ткани. Нагрузка на фильтрующий элемент до 720 м3/(м2-ч), температура до 250 °С, пробег фильтра — до двух лет.
Представляют интерес керамические трубки и некоторые виды металлокерамических фильтров. Последние обеспечивают при температуре 250 °С очистку воздуха до остаточного содержания 0,005 мг/м3 при удельной нагрузке 240—260 м3/(м2-ч).
Для предотвращения загрязненности атмосферы на отдельных заводских площадках представляется обоснованным осуществление дальнего воздухо-забора [3]. Это эффективно при отсутствии загрязнения воздуха машинным маслом из компрессоров. В настоящее время такое загрязнение все чаще становится причиной снижения степени конверсии в действующих производствах.
Для активации новых сеток и восстановления селективности сеток, загрязненных в период эксплуатации, их подвергают регенерации, которая состоит в обработке сеток 12—15%-ным раствором реактивной соляной кислоты в течение не менее 2 ч прн температуре 60—70 °С. После обработки кислотой сетки промывают высококачественной водой до отсутствия хлорид-иона. Затем сетки сушат на воздухе и прокаливают в водородном пламени в течение 5—10 мин. Не рекомендуется прокаливание мокрых сеток.
Водород или азотоводородная смесь не должна содержать углеродных или углеводородных соединений. В случае науглероживания сеток (попадание масла, содержание в газах соединений углерода) или образования на их поверхности оксида родия (длительная работа при пониженных температурах; попадание конденсата на раскаленные сетки) лучшим методом восстановления селективности катализатора является длительное прокаливание сеток в водородном пламени.
Переработка оксидов азота в азотную кислоту
М. М. Караваев, А. К¦ Чернышев, А. Ф. Ильченко, М. И. Куча Физико-химические основы процесса
Переработка оксидов азота в азотную кислоту является сложным процессом непрерывного окисления N0 до N02, образования N203 и N204, взаимодействия оксидов азота (III) и (IV) с водой в газовой и жидкой фа-
2NO (газ) + 02 (газ) 2N02 (газ), (1.29)
N0 (газ) + N02 (газ) «=> Ы203(газ), (1.30)
2N02 (газ) =*=? Ы204(газ), .XI .31)
N204 (газ) + Н20 (ж) HN03 (ж) -f- HN02 (ж), (1.32)
N203 (газ) + Н20 (ж) <—¦> 2HN02 (ж). (1.33)
Азотистая кислота разлагается с выделением в газовую фазу оксида азота (II), который повторно участвует в новом цикле превращений
N0-N02 -v N204, N20s -HN02 и HN02 -NO,
3HN03 (ж) HN03 (ж) + H20 (ж) + 2N0 (газ), (1.34)
3N02 (газ)-f-H20 (ж)
<......> 2HN03 (ж)-)-NO (газ)-f-73,6 кДж.
(1.35)
В технологических расчетах процесса образования кислоты учитываются •только реакции (1.35), (1.31) и (1.29).
Процесс окисления окснда азота (II) кислородом (см. выше) характеризуются константой равновесия, обычно выражаемой через парциальные давления компонентов
*1.39 = P2noPo2/P2no2 • (1.36)
Значения /Сх.гэ (МПа) можно рассчитать по уравнению Боденштейна [6]
lg /Ci ,29 = —5749/Г + 1,75 lg Г— 0,005Г+ 1,844. (1.37)
Равновесие реакции (1.29) при снижении температуры смещается в сторону образования NO2. В условиях равновесия при температурах ниже 150 °С в газах присутствует только NO2, выше 600—700 °С только N0. При увеличении давления равновесие смещается в сторону образования N02.
Особенностью реакции (1.29) является уменьшение ее скорости при повышении температуры [6]. Скорость реакции описывается уравнением 3-го порядка:
dpNoJdx — KiP2noPo2 — К2Р* N02 ¦ (1.38)
При температурах, ниже 300 °С скоростью обратной реакции можио пренебречь.
В интегральной форме уравнение (1.38) является сложным и трудоемким в расчетах [6], поэтому для определения степени окисления пользуются ЭВМ или номограммами (рис. 1-35) [23].
При температурах реального газа, близких к условиям конденсации и при а>90%, наблюдается отклонение от результатов, получаемых по уравнению (1.38), что связано с протеканием в газовой фазе реакций (1.32) и
(1.35), конденсацией паров воды, кислоты и с другими факторами, трудно поддающимися учету и корректированию.
По отношению к процессу получения азотной кислоты окисление N0 является лимитирующей стадией. По мере снижения концентрации оксида азота (II) и кислорода скорость окисления резко снижается. Для увеличения ее, а следовательно, и для интенсификации всего процесса кислотообразоваиия, повышают давление, понижают температуру процесса, увеличивают содержание кислорода в иитрозном газе.
| о | |||||
| 'V- | |||||
|
2,0- | -100 |
Л У | |||
| -0,97 — |
-50 | ||||
| 1,5- |
От * | ||||
|
0,95 — | -30 -20 | ||||
| - |
1,0- | -10 |
|||
| 0,9 — | - 5 | ||||
| 0,8 - | 0,5- | — 3 |
|||
|
-2 | Ключ |
||||
| 0,7 - | 0- | -1 |
/ | ||
| 0,6 — |
-0,5- | -0,4 |
JL | / | |
| 0,5 — | -0,2 | 4~s | \ | ||
| 0,4- | -1,0- | -0,1 | 0,8 ~t | \Ul | |
| 0,3 - | -0,05 | Г | |||
| ос | ~1,5~ цм | М |
}'-?-10 ЧГ r | ||
Рис. 1-35. Номограмма для определения степени окисления оксида азота II
Окисление оксида азота (II) до NO2 сопровождается протеканием равновесных реакций (1.30) и (1.31). Равновесие между NO, NOa, N2O4 и N2Oa устанавливается мгновенно—для реакции (1.31)—в течение 10-4 с, а для реакции (1.30)—за время менее 0,1 с. Поэтому реальный нитрозный газ представляет собой равновесную смесь оксидов (II), (III) и (IV).
Содержание N2O4 в нитрозном газе можио определить, зная константу равновесия димеризации N02 [6, 23],
#l.3i = P*no2/Pn,o4 =
= —2692/Г -f- 1,75 lgT + 0,004847’— 7,144- 10~e T + 2,067, (1.39)
нли, пользуясь более простой формулой [61]:
\gKtn = —2993/7’ + 8,2317,
где Ki,зо — константа равновесия образования ШЗ4, МПа; Г —температура, К.
При уменьшении температуры и увеличении давления, равновесие реакции (1.31) смещается в сторону образования N2O4.
Константу равновесия реакции (1.30) можно определить по формуле [(МПа)-1]:
1ё#1.зо = Pn2o,/PnoPno2 = 2072/7’— 6,2397. (1-40)
В обычном нитрозном газе содержание N2O3 при 25 °С не превышает
2-3%.
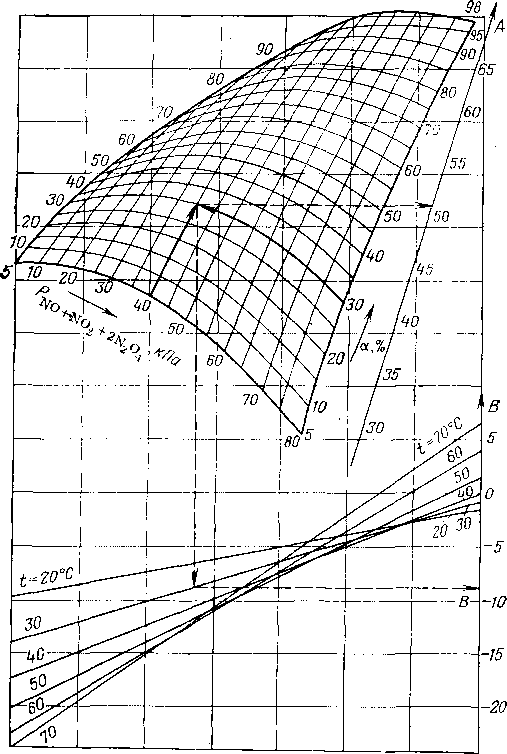
Рис. 1-36. Номограмма для определения равновесной концентрации азотной кислоты (Пример: Pno+no2+2n2o4=40 кПа, а=30%, i=30°C. Ответ: С=Л + + В=52,1-8,8=43,3% HN03.)
Равновесие реакции (1.35) изучали многие исследователи [6, 48, 49]. Ортодоксальным считается метод определения равновесных условий реакции
(1.35) через частную константу Ki [8, 29, 61]
Kl = PNo/P®NCV (I -41)
Существует много зависимостей Ki от концентрации азотной кислоты и температуры. Детально разработаны и представлены в виде номограмм методы расчета равновесного состава нитрозного газа, основанные на этих данных [6, 23, 47].
lgtfj = 18,37 — 0.2889С —0,1432^— 62.69Р -f- 7,797-10"4 Ct +
-f 0,684PC-f 0,3347^P-f 1,22- 10~3C2-f- 7,05-10-4^2 -j- 196,8Р2, (1.42)
где Ki — частная константа, (МПа)-2; С — концентрация HNO3, %; t — температура, °С; Р — суммарное парциальное давление оксидов азота (N0 + +NO2+N2O4), МПа.
Уравнение справедливо при изменении концентрации азотной кислоты от 30 до 70%; pnox (0,39—9,16) ¦ 104 Па, а=6—95% и температуры от 20 до 70°С. Прн концентрации HNO3 в растворе до 30% и невысоком содержании N0* в газе (до 0,01—0,02 МПа) можно использовать обширные данные о величине Ки обобщенные в работах [6, 23] или зависимостью [64]:
lg Kj = 2,188-107 Г-2.58 — 4 , 571 • 102 Г"1.424 Chno3 + 1.989. (1.43)
Равновесную концентрацию азотной кислоты можно определить по составу нитрозного газа, пользуясь рис. 1-36.
Данные о равновесии подтверждают, что переработка оксидов азота в кислоту может интенсивно протекать до достижения ее концентрации 60— 62% HN03. При концентрации кислоты 65—68% процесс кислотообразования в обычных условиях прекращается. Поэтому получение сверхазеотропной азотной кислоты (более 68,4%) сопряжено с необходимостью полного окисления нитрозного газа, повышения давления и проведения процесса в более жестких температурных условиях.
Кинетика взаимодействия оксидов азота с водными растворами азотной кислоты в присутствии кислорода представляет собой сложный массообменный процесс, сопровождаемый химическими реакциями в газовой и жидкой фазах [6, 48, 51]. Скорость взаимодействия оксидов азота с водой зависит -от фнзико-хнмнческих и гидродинамических условий абсорбции. Из рис. 1-37
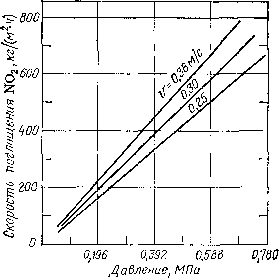
Рнс. 1-37. Зависимость скорости поглощения N0 от среднелогарифмической разности парциальных давлений оксидов азота при различной линейной скорости газа
Рис. 1-38. Зависимость степени поглощения оксидов азота от содержания их в газе и степени окисления N0 при 0,49 МПа и 35 °С
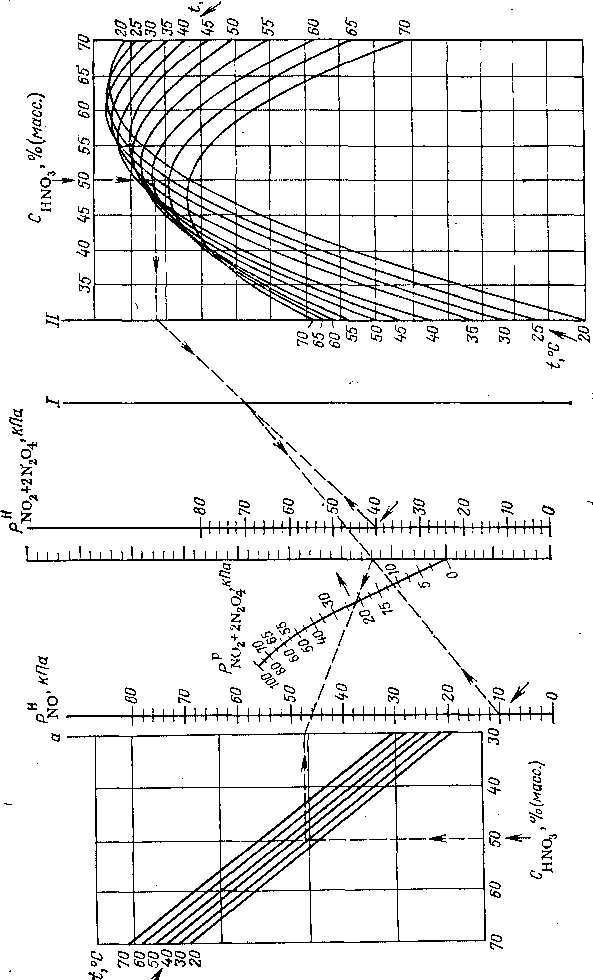
-39. Номограмма для определения равновесного парциального давления оксидов азота IV (ppno2+2n2o4> кПа) н орами азотной кислоты (Пример: рвио=Ю кПа, p"no+no =40 кПа, С=50%, /=30°С. Ответ: pp^o?+2N,o4=22 кП
следует, что скорость абсорбции нитрозного газа удовлетворительно описывается основным уравнением массопередачи [65]:
У = /С(ДР— Р'), (1-44)
где V — скорость поглощения оксидов азота (в пересчете на HN03), отнесенная к площади ситчатой тарелки, кг/(м2-ч); Р'—фактор, учитывающий протекание реакций и равный 9,807-102 Па; ДР — средняя движущая сила процесса, Па:
AD (Ри Рн.р) — (Рк Рк.р) . j
ЛР - 1п(ри— ри.р)/(Рк—Рк.р) *
Рн, рк —начальное и конечное давление оксидов азота, Па; рн.р, Рк.р — равновесные давления оксидов азота в начале и в коице процесса, Па.
Скорость и степень абсорбции оксидов азота при снижении их концентрации заметно снижается (рис. 1-38) [51]. Важным фактором, влияющим на интенсивность абсорбции, является степень окисления нитрозного газа, особенно при получении кислоты концентрацией более 55—56% (см. рис. 1-38). Результаты, представленные на рис. 1-38, получены на модели абсорбера с снтчатой тарелкой при диаметре отверстия 1 мм и площадью свободного сечения 3 % [51 ].
В промышленной практике переработку оксидов азота осуществляют при температурах 20—40°С. До концентрации азотной кислоты, равной 56 %, снижение температуры способствует существенному увеличению скорости и степени переработки оксидов азота в кислоту благодаря увеличению скорости окисления N0 н смещению равновесия реакции (1.35) в сторону образования HN03. При получении азотной кислоты. повышенной концентрации наблюдается увеличение физической растворимости оксидов азота в кислоте; процесс
• начинают лимитировать жидкофазные реакции, и влияние температуры приобретает экстремальный характер.
В зависимости от состава газа и условий переработки наблюдается некоторое оптимальное значение температуры, которое увеличивается по мере возрастания нитрозности газа, давления и равновесной концентрации HNOj.
Эффективность переработки оксидов азота в кислоту во многом зависит от времени контакта газовой н жидкой фаз, конструктивного оформления процесса, гидродинамических условий в абсорбере. Максимальное влияние на показатели абсорбции оказывают высота перелива, диаметр отверстий и площадь свободного сечения ситчатой тарелки.
В практике расчетов эффективность абсорбционных колонн оценивают коэффициентом полезного действия, т. е. степенью достижения равновесия между нитрозным газом и раствором кислоты на тарелке. Равновесный состав газа можно определить по данным на рис. 1-39 с учетом стехиометрических соотношений реакции (1.35) или по данным, приведенным в работах [6, 23, 47]. В соответствии с [51], значение коэффициента полезного действия ситчатой тарелки (МПа) равно
12,37Р°>18 CMno^cc0,4#0!11^0,1 П — АР», 2ed°,165° .137'0,87 ’ (1-46)
где Р — общее давление газа, МПа; Cno^ — концентрация оксидов азота в пересчете на N0 и NO2, % (об.); а — степень окисления нитрозного газа, доли ед.; Н — высота перелива жидкости на тарелке, м; С —- концентрация HNOj, %; W — скорость газа и полом сечении колоииы, м/с; d — диаметр отверстий ситчатой тарелки, м.; S — доля свободного сечения тарелки, доли ед.; Т — температура раствора на тарелке, К.
Обоснованный подход к выбору факторов, влияющих на величину т|, приведен в работе [52].
Нитрозиый газ перед подачей в колонну следует охладить с выделением реакционной воды и окислить. Выделение реакционной воды в холодильниках-конденсаторах всегда сопровождается кислотообразованием, причем скорость кислотообразования в этом случае выше, чем в абсорбционной колонне [53]. Поэтому для максимального сохранения оксидов азота до абсорбции реакционную воду выделяют в скоростных холодильниках. Концентрацию азотной кислоты, образующейся при охлаждении нитрозного газа в скоростных холодильниках, можно определить по формуле:
т
С== 0,00123 + 0,0212т °>113^к, (1-47)
где С — концентрация HNO3 в конденсате, %; т — время пребывания газа в конденсаторе, с; tK — конечная температура охлажденного газа.
Результаты расчетои по уравнеиню (1.47) показывают хорошую сходимость с промышленными данными прн давлении 0,5—0,6 МПа, т<1 с и /к"» «40 °С.
Значительное влияние на концентрацию кислоты в конденсате оказывает парциальное давление оксидов азота н нх соотношение с водой в газовой фазе. Зависнмостн, учитывающие этн факторы, приведены в работе [54].
В конденсате водяного или сокового пара, орошающем абсорбционную колонну, содержатся прнмеси хлоридов, которые взаимодействуют с азотной кислотой
ЗМС1 -f 4HN03 «=t Cl2 -f NOC1 -f 2Н30 -f 3MN03. (1.48)
Это взаимодействие протекает на тарелках колонны, где концентрация кислоты достигает 25—32% HNO3. При дальнейшем увеличении концентрации кислоты происходит разрушение образующегося ннтрозилхлорида
2NOC1 -f HN03 -f Н30 = С12 + 3HN02. (1.49 >
В 50%-ной азотной кислоте хлорнды отсутствуют. Выделяющийся в результате обеих реакций хлор в верхней части колонны повторно образует нитрознлхлорнд
2NO + С12 = NOCI, ч (1.5)
который поглощается конденсатом. Таким образом, и средней части ректификационной колонны происходит накопление в жидкой фазе хлоридов в виде-нитрозилхлорнда н хлора. Наибольшего содержания достигают этн прнмесн и 25—32%-ной кислоте, что вызывает интенсивную коррозию абсорбционной колонны. Для снижения концентрации хлоридов в азотной кислоте предусматривают ее частичный отвод на склад из средней части колонны. В схемах УКЛ-7,3 отвод кислоты производят с 14-, 17—19-й тарелок. Концентрация хлоридов в кислоте на этих тарелках не должна превышать 400 мг/л.
Содержание хлорид-иона в конденсате водяного илн сокового пара ограничивается также 2 мг/л.
Использование конденсата сокового пара. Для орошения абсорбционной колонны обычно применяют конденсат теплофикационного пара в количестве 0,4—0,6 т/т 56—58%-ной азотной кислоты. Однако иногда для этих целей разрешают применять конденсат сокового пара, образующийся при упаривании аммиачной селитры [55]. В качестве примесей в конденсате сокового пара содержатся аммиак и аммиачная селитра. Взаимодействие с нитрозным газом и азотной кислотой в ректификационной колонне частично приводит к потере связанного азота
NH3 -f HNO.J = N3 + 2Н30,
(1.51)
(1.52)
(1.53)
(1.54)
2NH3 + 2N03 + H30 = NH4N03 + NH4N02, NH4NOs -f 2N03 = N3 + 2HN03 + H20, NH4N03 -f 2HN02 = 2N2 + 3H20 + 203.
Кроме того, примеси NH4NO3 недопустимы в продукционной азотной кислоте, которая перерабатывается далее в концентрированную азотную кислоту [55]. В конденсате сокового пара не допускается также содержание свободного аммиака, что сопряжено с опасностью образования и накопления в газовом тракте нитрита и нитрата аммония.
Таким образом, конденсат сокового пара перед использованием в абсорбционных установках необходимо предварительно очищать от примесей аммиака и аммиачной селитры. Очистка может быть организована путем предварительной отмывки сокового пара или ионного обмена [55]. При использовании в виде исключения сокового пара для орошения абсорбционной колонны аммиак в нем следует нейтрализовать, содержание ЫШ'ЖЬ ие должно превышать 0,5 г/л н подаваться он должен на 5—7-ю тарелки от верха колонн.
Очистка хвостовых газов от оксидов азота
М. М. Караваев, А. К. Чернышев, А. Ф. Ильченко, М. И. Куча
Оксиды азота относят к умеренно опасным газам (третий класс опасности). В рабочих зонах ПДК оксидов азота в пересчете на NO2 равна
2 мг/м3, а в приземном слое среднесуточная ПДК составляет 0,085 мг/м3.
Содержание оксидов азота на выходе из абсорбционных колонн значительно превышает санитарные нормы. Поэтому в промышленной практике применяются методы каталитического восстановления оксидов азота природным газом или аммиаком до молекулярного азота н воды. Условно по температурам восстановления процессы делят на высокотемпературные (более 500 °С) и низкотемпературные (менее 500 °С).
Высокотемпературная каталитическая очистка
В качестве восстановителей предложены: водород, азотоводородная
смесь, оксид углерода (II), природный, нефтяной, коксовый н богатые газы, пары керосина, мазута и др. [56, 57]. Практическое применение и промышленности нашел природный газ, содержание серы в котором не должно превышать 20 мг/м3.
![]()
В качестве катализаторов применяют металлы Pt, Pd, Rh, Ru, Ni, Cu, Cr, Fe и спяавы №—Cr, Cu—Cr, Zn—Cr и др., нанесенные иа оксиды алюминия, циика, силикагель, керамику и природные материалы [56]. В агрегатах УКЛ-7,3 и АК-72 применяют палладиевый катализатор АПК-2 (АЬОз с 2% Pd). Процесс восстановления N0* протекает при 720—770 °С, объемной и линейной скоростях газа соответственно 15000—25000 ч-1 и 1,0—1,5 м/с. Для достижения остаточной концентрации оксидов азота в пределах 0,002— 0,008% (об.) поддерживают 10%-ный избыток природного газа от стехиометрического.
В качестве второго каталитического слоя используется таблетированиый АЬОз. Срок службы катализатора 3 года, потери Pd составляют 3—5% в год (от массы нанесенного). За период эксплуатации активность катализатора снижается и концентрация оксидов азота повышается от ¦ 0,002—0,003 до 0,008—0,01% при содержании N0* на входе «0,1% (об.).
Первой стадией процесса является горение и конверсия метана кислородом
СН4 + 202 С02 + 2Н20 + 804,58 кДж. (1.55)
При неполном сгорании метана образуются водород и моноксид углерода:
СН4 + 0,502 = СО + 2Н2 + 35,13 кДж. (1.56)
Последние могут окисляться кислородом до диоксида углерода и воды.
Выделяемое по реакциям (1.55) н (1.56) тепло приводит к значительному повышению температуры газа. Адиабатический разогрев парогазовой смеси при окислении 1% кислорода составляет 160 °С. Поэтому во избежание
перегрева катализатора и одновременного обеспечения температуры его зажигания (450—550 °С), содержание кислорода в отходящем газе поддерживают в пределах 3,2%. При восстановлении водородом содержание кислорода составляет 4,4% 02, так как в этом случае адиабатический разогрев равен
130—140 °С. Оптимальное содержание кислорода в выхлопном газе определить
можио по данным работы [58].
Таким образом, в восстановлении оксидов азота участвуют все три восстановителя: Н2, СО, СН4. Но с большей вероятностью с оксидами азота реагирует иа катализаторе водород. Причем иа первой стадии диоксида азота восстанавливаетси до оксида азота N0, а затем последний до N2
Н2+N03 = H30+N0+184,9 кДж, (1.57)
H3 + NO = H20 + 0,5N3 + 332,45 кДж. (1.58)
Аналогично взаимодействует N0* с моноксидом углерода.
Суммарные реакции природного газа с оксидами азота можио представить в ниде:
СН4 + 4NO, = СО + 4N0 + 2H20 + 574,4 кДж, (1.59)
СН4 + 4NO = С03 + 2N2 + 2Н30 + 11 646 кДж. (1.60)
По условиям эксплуатации катализатора АПК-2 оптимальным является соотношение [СН4]: [02]=0,55—0,56. Дефиксация оксидов азота в восстановительной среде (избыток СН4 над 02) приводит к появлению в выхлопном
газе наряду с СО [до 0,15% (об.)] аммиака и водорода.
Активность катализаторов восстановления оксидов азота водородом и» основе благородных металлов убывает в последовательности: Ru>Os>Rh> >Ir>Pt>Pd.
Восстановление оксидов азота моноксидом углерода в присутствии кислорода затрудняется и может прекратиться полностью при превышении стехиометрического содержания кислорода над оксидом углерода 159]. При восстановлении смеси оксидом углерода он взаимодействует только с NOj. По активности испытанные катализаторы этой реакции располагают в следующий ряд. Fe203>CuCr204>Cu20>Cr203>Ni0>Pt>Al203 + Si02>Mn0>V20s.
Высокотемпературный процесс каталитической очистки органически связан с технологией получения азотной кислоты. При его осуществлении можно* не только организовать замкнутый энерготехиологический цикл, но и выдать значительное количество пара на сторону (Гкал/т 100%-иой HNO3):
Низкотемпературная каталитическая очистка
Расход природного газа на восстановление оксидов азота в выхлопном1 газе до содержания меиее 0,1% N0* невелик. Фактический расход определяется наличием в выхлопном газе кислорода [до 2,5% (об.)]. С целью уменьшения расхода СН4 и снижения температуры восстановления в качестве восстановителя предложено использовать аммиак, который при определенных условиях селективно взаимодействует с оксидами азота и ие реагирует с кислородом. Восстановление оксидов азота проходит в основном до молекулярного азота
4NH3 + 6N0 = 5N2 + 6H20+1810,6 кДж,
8NH3 + 6N02 = 7N3 + 12Н20 + 2734 кДж.
Однако в зависимости от типа катализатора возможно также восстановление N02 и N0 до оксида азота (I) и окисление аммиака кислородом до N* и N20:
2NHs+8N0=5N20+3H20+945,6 кДж, (1.61>
4NHs + 403 = 2N20 + 6H20+ 1104,4 кДж, (1.21)
4NH3 + 302 = 2N2 + 6H30 + 1268,8 кДж. (1.22>
Сопоставление коистаит равновесия основных (1.23, 1.27) и побочной^ (1.22) реакций указывает иа предпочтительность реакций восстановлении оксидов азота аммиаком по сравнению с реакцией аммиака с кислородом (табл. 1,23) [60].
Селективное взаимодействие аммиака только с оксидами азота обеспечивает низкотемпературное (200—350 °С) протекание процесса. Моноксид » диоксид азота реагируют с аммиаком с равной скоростью. Присутствующий' кислород оказывает активирующее действие на реакцию образования азота.
В качестве катализаторов селективного восстановления оксидов азота испытаны различные металлы (в том числе и благородные), оксиды металлов, шпинели, перовскиты в чистом, смешанном и наиесеииом видах [56, 57]. Ка-
Таблица 1,23. Константы равновесия некоторых реакций окисления аммиака
| Температура, К | ||||||||
| Реакция | 298 |
400 | 500 | 600 |
700 | 800 | 900 | 1000 |
| (1.23), МПа (1.27), МПа-2 (1.22), МПа | 31.7 1,45 22.7 | 27,4 1,03 17,1 | 18,1 0,78 13,8 |
15,9 0,61 | 13,7 0,49 | 12,0 0,41 | 10,7 0,34 | 9,7 0,28 |
талитнческая активность катализаторов процесса при 200—350“С и скорости 10 тыс. ч-1 убывает в последовательности: Pt>Mg0>V205>Cu0>Fe203> >Cr203>C0203>M003>Ni0>Ag20>Zn0>Bi203>Al203>Si02>Pb0.
Палладий резко снижает свою активность в ходе процесса. Высокой активностью обладают оксиды марганца, ванадия, железа, хрома, меди и кобальта [56].
В СССР селективная каталитическая очистка используется в агрегатах, оборудованных низкотемпературной рекуперативной турбиной. Катализатором служит алюмованадиевый контакт АВК-ЮМ. В промышленных условиях при -объемной скорости «15000 ч-1, линейной — до 1 м/с, соотношении [NH3]: : [NOJ= (1,1—1,15) : 1 степень восстановления оксидов азота достигает 98— 98,5%- Время пробега катализатора 2—3 года, за этот период степень очистки снижается до 96%, остаточное содержание оксидов азота возрастает от 0,002—0,003% (об.) до 0,01%. Содержание остаточного аммиака в очищенном газе ие превышает 0,01% (об.). Расход аммиака при 25—30%-иом избытке против стехиометрии [реакции (1.23) и (1.27)] составляет 2,5—3,0 кг на каждую десятую долю процента оксидов азота, содержащихся в исходном газе.
К недостаткам этого вида очистки относятся трудность точной дозировки небольших количеств аммиака в газ после абсорбционных колонн и равномерного распределения его в газовом потоке, а также образования в трактах после очистки нитрит-нитратов аммония. Для исключения образования солей температуру газов, выбрасываемых в атмосферу после рекуперациониых турбин, поддерживают выше 180—200 °С.
В настоящее время ведут интенсивные исследования методов очистки выхлопных газов от оксидов азота, позволяющих не только обезвредить выхлопные газы, но и увеличить степень использования связанного азота. В качестве окислителя оксидов азота предложены озон, пероксид водорода, перманганат калия и другие жидкие окислители [61]. Принцип подбора таких реагентов, химизм, механизм и кинетика процесса описаны в работе [12].
Имеются данные [62] о перспективности поглощения оксидов азота органическими растворителями [62]. В качестве поглотителей рекомендованы водные растворы ацетата натрия, диметилсульфоксида, трибутилфосфата, ади-понитрила и др.
Представляет интерес очистка газов иа цеолитах [56, 57]. Так, высококремнеземные цеолиты обладают значительной емкостью и длительное время сохраняют работоспособность.
Разрабатываются новые перспективные способы очистки газов от оксидов азота, основанные на применении комплексных металлоорганических катализаторов в растворе.
Промышленные схемы производства разбавленной азотной кислоты
В настоящее время в эксплуатации находятся различные системы производства разбавленной азотной кислоты. Работавшие ранее установки получения азотной кислоты с конверсией и абсорбцией прн атмосферном давлении в настоящее время не эксплуатируются. Сведения об этих установках можно найти в первом издании Справочника азотчика.
Комбинированная схема с давлением на стадии абсорбции 0,35—0,4 МПа Н. И. Беляев
Системы, работающие по комбинированной схеме с давлением 0,35— 0,4 МПа иа стадии абсорбции оксидов азота, состоят из нескольких агрегатов мощностью 45—50 тыс. т/год (в пересчете на 100%-иую HN03). Концентрация продукционной кислоты 47—49% (масс.). Схема установки приведена на рис. 1-40. Атмосферный воздух и газообразный аммиак из газгольдера после очистки поступают в аммиачно-воздушный вентилятор; из нега аммиачно-воздушиая смесь (ABC), пройдя подогреватель и дополнительно картонные фильтры, поступает в контактные аппараты. Процесс окисления аммиака ведут при температуре 800—820 °С и линейной скорости смеси около 1,0—1,2 м/с. Нитрозные газы после контактных аппаратов поступают в котел-утилизатор, в котором оии охлаждаются до 160—190 “С. При этом получают пар давлением 4,0 МПа и с температурой перегрева до 450 “С. Далее нитрозные газы направляются в подогреватель аммиачио-воздушиой смеси; здесь они охлаждаются до 125—140 °С и двумя параллельными потоками поступают в два газовых холодильника-промывателя, где температура газов снижается до 35—40 °С. При охлаждении нитрозных газов происходит конденсация водяных парой с образованием 12—15%-иой H.NO3 и поглощение не прореагировавшего аммиака.
По условиям техники безопасности при пуске контактных аппаратов н во время нормальной эксплуатации на тарелках газовых холодильников-промы-вателей поддерживают кислую среду для предотвращения образования нитрита аммония.
Нитрозные газы после газовых холодильников-промывателей при 50— 60 °С поступают в турбокомпрессор иитрозных газов, где они сжимаются до 0,35—0,4 МПа и при температуре 280—290 °С направляются в окислитель, а далее в подогреватель отходящих газов, поступающих из абсорбционной колонны. Температура иитрозных газов после окислителя снижается с 320— 340 до 110—130 °С, а выхлопные газы подогревают от 30—40 до 250—270 °С.
Для предотвращения отложений аммонийных солей в турбокомпрессор иитрозных газов периодически подают пар или впрыскивают воду в количестве до 50 кг/т HNOa. Продолжительность подачи воды в турбокомпрессор нитрозных газов устанавливают по содержанию аммонийных солей в воде, выходящей из турбокомпрессора.
f*a
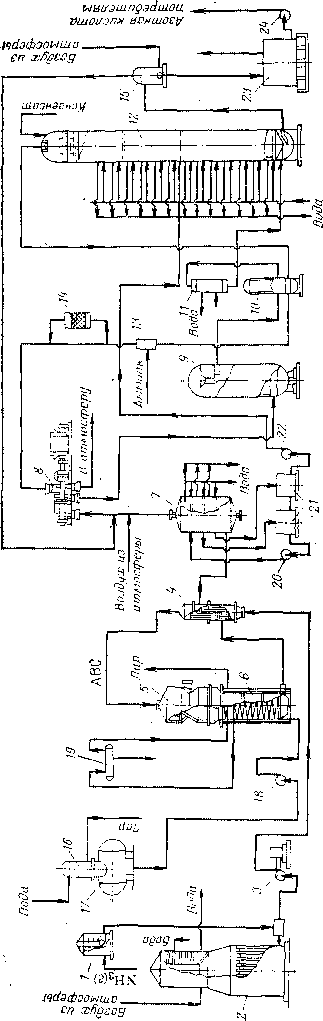
gj ..й «Я
Я ft) Е R,4
§ §Sg | ?
Л5 S 5 «в 25 I 50 ,,o 58 1 © x ж я
ч. E* I к *¦*
Я . I eg
•j* '‘MnOS
3 чя ? 2 и 2 ®
В с л • *> a tf
се 2ч® *»
ВО Ч s о « S
о Е32«ч Х_ Йо?ВВ
?г 5» *5 и ю
? я О к. О я
S 1‘gSs.i
s l!§Is
я 5 5 S | «
Г" Г I - я
О я | Д*о о
я S..Sbg Ш 2 о.ео * 5 * о 4> н О
* IS&S
р -ЧЙЙР
х го as ч о й Ь I чо о
о I в в « ч со ^ и', оч — 1 v к
9. «
•*ЧО 4> ‘ '
Sg"?S
»К
о
Я
g К Л в 4 « о I 4 ч В « я ' g ? а д чэ ?. ? я
Os “S'0
S* *1*э о.'
CLi и ® n 0s
“¦ Я 0.0 gen
я о 5 I * •-
<U 4 *0-
" «Л
Я
о м
<и
И * к
С, к О W
К и оР'Л | К е Н ь? Ч * ? §&„?-ff I “Ss. >>
Ч ‘
5’9'гг , Я
" *? ' 8-аз^я
я я
О о • -О ЕС 4> 2 . «ч н ? S о
о ? 54 u о
В -Зн.о я Ащ а
м я °*Л ®
№ яВо^ с; 55 ЕЗ ЕЗ ’-' 4>
*з я л?..а в 538.18
W м я <и
СО ЕС Р о 2о
sSSgal
— У ь о * н
S ЕЛ к « И
5 е о « « « У о к и се СГ , вс I
к | j* я I
ч^ 2 Е В в сч
а> .>м сг X а. 5 а.'й
0 lift-5 U ECO S5 ox я <N
•9,« « , „
* О 4 I Oo
. *3*^
CJ H >, О.’*"’ Й
S « о ... аз rv xt « w ej>o л2 % 9
а) a X «
H ' r"!
'отходящих газов поступают": лодильник, где охлаждаются водой до 50—60°С, и направляются в абсорбционную колонну. На верхнею тарелку колоииы подают химически очищенную воду, содержащую хлоридов ие более 15 мг/л, или конденсат сокового пара, содержащий не более 2 г/л HN03 и до 2,0 г/л iNH4N03.
Тепло реакций, протекающих в абсорбционной колоиие, отводят водой, подаваемой в змеевики, которые расположены иа ситчатых тарелках. Азотную кислоту концентрацией 47—49%, содержащую 0,04% (масс.) растворенных в ней оксидов азота после продувочной колоииы, направляют на склад.
Отходящие газы после абсорбционной колоииы с содержанием 0,10— 0,15% оксидов азота после подогрева до 270 °С за счет охлаждения иитроз-иых газов направляют в реактор каталитической очистки, затем в рекуперативную турбину, расположенную иа одном валу турбокомпрессора иитрозиых газов и далее в выхлопную трубу.
Большая часть агрегатов, работающих под давлением до 0,35—0,4 МПа, оснащена установками селективной очистки отходящих газов от оксидов азота иа ванадиевом катализаторе с применением в качестве восстановителя аммиака.
Процесс разложения оксидов азота в диапазоне температур 230—350 °С протекает по реакциям, указанным выше. До 30% всего аммиака, подаваемого в реактор, окисляется кислородом, содержащимся в отходящих газах:
4NH3 + ЗОг -v 2Nj + 6Н20.
После каталитической очистки выхлопные газы содержат до 0,01— 0,005% (об.) оксидов азота и до 0,01 % (об.) аммиака. Ванадиевый катализатор АВК-ЮМ работает при объемной скорости газа 10000 м8/м3 катализатора в час и линейной скорости до 1 м/с.
По сравнению с системами, работавшими при атмосферном давлении, эта система характеризуется приблизительно иа 40% меньшими капитальными затратами и отсутствием стадии щелочной абсорбции. К Недостаткам системы относятся повышенный расхвд электроэнергии, малая мощность агрегатов н больший расход аммиака в связи с применением низкотемпературной каталитической очистки выхлопных газов от оксидов азота.
Ннже приведены основные показатели технологического режима:
Содержание механических примесей в воздухе перед
Не более 0,007 10,5—11,5
1650—1950
550-650
49—64
67—75
800—820
96,5-97,5
800—820 160-190 До 4,0
контактными аппаратами, мг/м3.........
Содержание аммиака в аммиачно-воздушной смеси,
Напряженность платииоидиого катализатора, кг/(м2 •сут):
при работе с двухступенчатым катализатором .
» платииоидиым катализатором . .
Избыточное давление аммиачно-воздушной смеси после
вентилятора, гПа..............
Температура, °С:
аммиачно-воздушной смеси........
контактирования * .’.....'.....
Степень конверсии аммиака, %.......
Температура иитрозных газов, °С:
иа входе в котел-утилизатор . ......
иа выходе из котла-утнлизатора.....
Давление пара, получаемого в котле-утилизаторе, МПа
Температура перегретого пара на выходе из когла-уги-
лизатора, °С..................................До 450
Температура нитрозных газов на выходе, °С:
из подогревателя аммиачио-воздушиой смеси . . 125—140
из газовых холодильников-промывателей .... 35—40
из турбокомпрессора......................280—290
из окислителя............................320—340
из подогревателя отходящих газов............110—130
Разряжение на входе иитрозиых газов в турбокомпрессор, гПа .....................73,5—83,0
Давление нитрозных газов, МПа:
на выходе из турбокомпрессора....... До 0,35—0,40
на выходе нз абсорбционной колониы..........До 0,29—0,34
на входе в рекуперативную турбину............0,33—0,28
Температура выхлопных газов на входе, °С:
Платииоидный катализатор (обезвозвратные потери), г:
при работе с двухступенчатым катализатором .... 0,025—0,032
при работе с платинондиым катализатором............0,045—0,047
Электроэнергия, кВт-ч..............................270—290
Вода оборотная, м3 ................................160—200
Выдача пара на сторону, МДж........................До 3550
Схема, работающая под давлением 0,716 МПа И. Ю. Шварцбурд
Мощность производства азотной кислоты по схеме, работающей под давлением 0,716 МПа, определяется числом агрегатов. Мощность одного агрегата составляет 120 тыс. т/год (100%-ной HN03). Число агрегатов в схеме определяется потребностью в азотной кислоте цехов переработки.
В каждом агрегате осуществляются подготовка аммиачно-воздушной смеси (очистка и сжатие воздуха, испарение жидкого аммиака, очистка газообразного аммиака и аммиачио-воздушиой смеси); конверсия аммиака; утилизация тепла образования оксидов азота; охлаждение нитрозных газов, получение азотной кислоты; подогрев отходящих газов, очистка их от оксидов азота и рекуперация энергии газа в газовой турбине и котле-утилизаторе.
Кроме того, схема включает узлы приготовления питательной воды для питания котлов-утилизаторов; охлаждения конденсата или обессоленной воды для орошения абсорбционных колоин; редуцирования пара до необходимых параметров; хранения выработанной азотной кислоты и выдачи ее по* требнтелям.
Схема агрегата приведена на рис. 1-41.
Атмосферный ноздух, пройдя двухступенчатую очистку от механических Примесей на фильтрах из лавсанового волокна и ткани Петрянова в аппарате очистки воздуха 1, сжимается в осевом компрессоре газотурбинного агрегата (ГТТ-ЗМ) 2 до давления 0,343 МПа и после охлаждения водой в воздухоохладителе 3 сжимается в центробежном нагнетателе до 0,716 МПа. Сжатый воздух нагревается иитрозными газами в подогревателе, совмещенном с окислителем 5 до 180—230 °С, а затем поступает в смеситель с фильтром 7. Здесь образуется аммиачио-воздушиая смесь, которая подвергается дополнительной очистке. В качестве фильтрующего материала используется ультратоикое стекловолокно в оболочке из стеклоткани. Очищенная аммиачно-воздушная смесь поступает в контактный аппарат 9, где при температуре 890—910 “С аммиак окисляется кислородом воздуха до N0 яа платинондном или двухступенчатом катализаторе.
До поступления в смеситель жидкий аммиак испаряется за счет тепла водяного пара давлением 0,6—1,6 МПа в испарителе 19, нз которого часть аммиака, содержащего смазочные масла, каталнзаториую пыль, окалину, постоянно отводят в общецеховой сборник. Температура испарённого аммиака 30 °С. Полученный аммиак проходит фильтр 18, последовательно фильтруется через однонаправленное стекловолокно в оболочке из стеклоткани и картон. Затем аммиак в подогревателе 17 нагревают до 100—120 °С паром под давлением 0,6 МПа.
В новых модификациях агрегата однонаправленное волокно н картон в ¦фильтрах заменены элементами из фторопласта.
Нитрозные газы последовательно проходят пароперегреватель, размещенный в нижней части контактного аппарата, котел-утилнзатор 10, окислитель со встроенным подогревателем воздуха 5, подогреватель отходящих газов 6 я холодильники-конденсаторы 8 и 8а, где охлаждаются и освобождаются от основной массы реакционной влаги. Окисленные газы из холодильников-конденсаторов при 50—60 °С поступают в нижнюю часть абсорбционной колонны 11, где имеются 47 снтчатых тарелок. Азотная кислота, образующаяся в холодильниках-конденсаторах, самотеком поступает в абсорбционную колонну.
Орошение тарелок абсорбционной колонны осуществляется охлажденным до 35 °С конденсатом нлн обессоленной водой. Тепло образования азотной кислоты отводится оборотной иодой, которая циркулирует в змеевиках, расположенных на тарелках колонны.
Продукционная кислота из абсорбционной колонны поступает в колонну Отдувки оксидов азота 14 воздухом. Отдувка осуществляется при 60—60 °С под давлением, соответствующим давлению в системе абсорбции.
Смесь воздуха с оксидами азота после отдувки поступает в абсорбционную колонну.
Всходящие из абсорбционной колонны газы содержат 0,08—0,12% (об.) оксидов азота. Они проходят сепаратор 12, подогреватели 13 н 6 и поступают в камеру сгорания 15, где подогреваются до 380—500 “С путем смешения с горячими дымовыми газами, полученными при сжигании природного газа. Там же они смешиваются с природным газом в количестве, необходимом для восстановления оксидов азота. Из камеры сгорания образовавшаяся газовая смесь поступает в реактор каталитической очистки от оксидов азо-
11В*
W.iiib' '6i в'a.4 о а о ллм q ь w « о)
Sg?
Mog О щ о
X СО
^ со
' w — *-< Ю #*
н о ¦ о а & *=С я S о со Рн n П
«Я *5
Я й Bt О) х ..
ЗЁяаг
03 СО
че
to
SK
во
, Я g 5 p. x e S й 5е й I 1 «вой-яг»
• •et>Sb I jJSjjeHaK I ' ed &й О 5 Я ’* а 1 яохяолзЗЗяяоощ^ищ^ойио®
»•» x а о aш-Эз: н из и cr^««, а,о «•& « 2 S
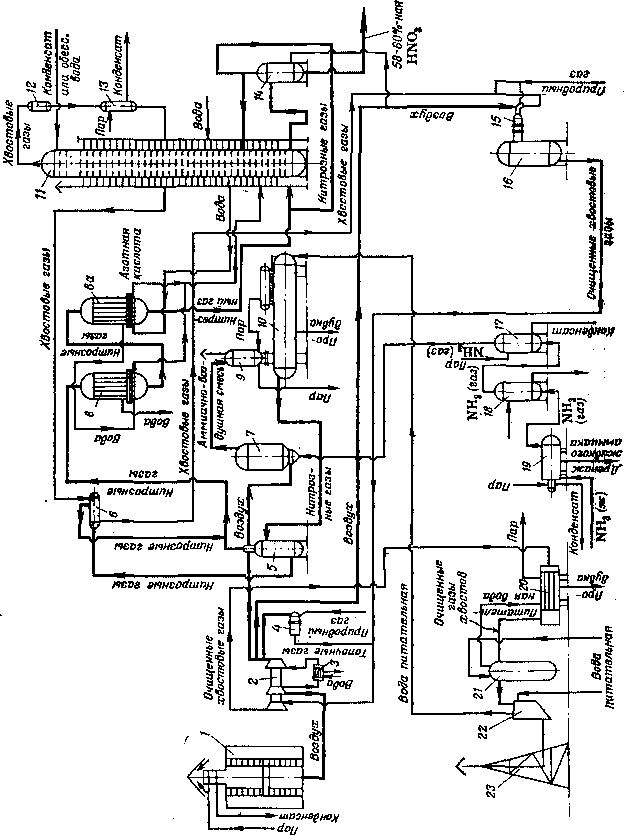
5 !¦>
3 а
ш ас
^"Вй^ЙНЧО’ .Ж
Li Д I 2 а) к /f»i< BS 4) В у Я 1Й (5 Д й»
ёВо1з|о§* ] яра|°
°Es,4<5 Й я я « ? о 5 cc^o ч »
*.§§ .gaS'-tfSgS ?g §| OB„s «3sifi|S&;^.SSgg*«giS,:°8ggK« Шш Й° о S 5 ?яше=1|иМ 2?|са е
s i^S-SgS&g* &Ha|atS.i53
i'4
SS^Sc ;
§*%%-5 2 &* * я“®Jsb
«о ? Е ё-S я ? S'S g« g-' S &s 2 S.
а 16. Восстановление оксидов азота происходит на двухступенчатом Катали* заторе АПК-2 и AI2O3. В результате протекающих реакций температура газа повышается и иа выходе из реактора составляет 705—710 °С. После реактора очищенные хвостовые газы смешиваются с воздухом, топочными газами камеры сгорания 4 газотурбинного агрегата и прн температуре 700 "С поступают в газовую турбину. Газовая турбииа вместе с электродвигателем выполняет функцию привода компрессорной группы ГТУ, в которой осуществляется сжатие воздуха до 0,716 МПа.
Содержание оксидов азота в отходящих газах после каталитической очистки ие более 0,005% (об.).
После газовой турбины очищенные газы при 400 °С и давлении 0,106 МПа проходят котел-утилизатор 20, подогреватели питательной воды 21 и 22 к выбрасываются в атмосферу через выхлопную трубу 23.
Агрегаты, работающие под давлением 0,716 МПа, оснащены приборами автоматизации, позволяющими управлять процессом из центрального пункта управления. Эти агрегаты характеризуются высокой степенью использования энергии процессов, большой мобильностью прн пуске, остановках и изменении нагрузок, большой единичной мощностью и эффективной очисткой отходящих газов от оксидов азота.
Оборудование агрегатов, кроме газотурбинной установки, размещается вне здания.
Ниже приведены основные показатели технологического режима:
Содержание аммиака в аммначио-воздушной смеси, % (об.) 9,7—10,7
Давление воздуха на выходе, МПа:
нз компрессора................................0,343 ,
из нагнетателя................................0,716
Температура воздуха иа выходе, °С:
из компрессора................................До 170
нз нагнетателя ........................До 143
из воздухоохладителя............................42
нз подогревателя................................180—230
Температура, °С:
аммначно-воздушиой смеси........................180—230
контактирования................................890—910
Температура интрозных газов, °С:
на выходе из котла-утилизатора....................250—275
на входе в абсорбционную колонну................50—60
иа выходе из абсорбционной колонны................До 40
Давление, МПа
пара из котлов-утилизаторов......................1,4—1,55
газов на входе в газовую турбину..................0,53—0,56
Природный газ, м3 ................................125—135
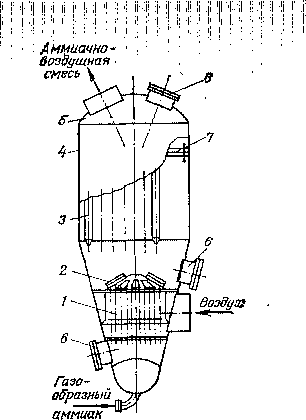
Рис. 1-42. Аппарат очистки воздуха:
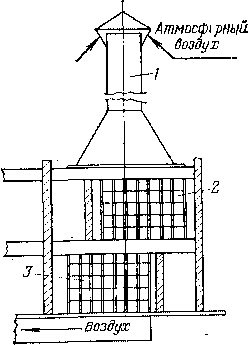
1 — воздухозаборная труба; 2 — камера грубой очистки с кассетными ФЛ-1; 8; 3 — камера тонкой очистки с кассетами Д-33 кл
Рис. 1-43. Смеситель с фильтром:
1 — смеситель трубчатый; 2 — завихритель; 3 — фильтрующие элементы; 4 — обечайка: 5 — днище; 6 — люк; 7 — трубиая досха
В качестве отхода иа 1 т 100% азотной кислоты получают 1,62 Т пара под давлением 1,4—1,55 МПа и при температуре 250—260 °С.
Основное оборудование. Аппарат очистки воздуха (рис. 1-42) имеет воздухозаборную трубу и камеру, в которой размещены кассеты фильтров грубой и тонкой очистки.
Комбинированный аппарат — смеситель с фильтром (рис. 1-43) конструктивно объединен в общем корпусе. Аммиак направляется в трубки смесителя, по выходе из трубок смешивается с воздухом, который подается в межтрубиое пространство. Образующаяся амМиачно-воздушиаЯ смесь через отверстия решетки поступает в фильтр, расположенный в верхней части аппарата, В качестве фильтрующих элементов используются в основном нержавеющие стаканы, покрытые ультратонким стекловолокном в оболочке из стеклоткани. В современных агрегатах применяют поролитовые трубки. Диаметр цилиндрической части аппарата 2400 мм, высота аппарата 6800 мм.
Контактный аппарат (рис. 1-44). Диаметр Верхней наружной цилиндрической части аппарата 2200 мм. Внутри этой части установлен конус, переходящий внизу в цилиндр диаметром 1850 мм, ниже которого установлена кассета с 12 платиноидными сетками. В месте перехода внутреннего конуса в цилиндр расположены газораспределительные сетки.
ПлатииОидиые сетки опираются иа колосники, уложенные, на кирпичные своды. Полный диаметр платиновых сеток 1700 мм, рабочий диаметр—• 1650 мм. В нижией цилиндрической части расположен пароперегреватель. Общая высота аппарата 7810 мм.
Окислитель с подогревателем воздуха (рис. 1.45) состоит из окислителя со встроенным в его верхней части подогревателем воздуха
р, нагрева 297 *). В остальной части аппарата происходит окис-даейие нитрозных газов до NOj н нагрев их от 250—275 до 300 “С. В иижией части аппарата размещен фидЬтр для улавливания платины. Диаметр собственно окислителя 3,2 м. Общая высота аппарата 12620 мм.
Холодильник и-к он дёнсаторы (рис. 1-46) представляют собой вертикальные одноходовые кожухотрубчатые теплообменники с водяной рубашкой. Нитрозные газы проходят в межтрубном пространстве, оборотная вода — в трубах. Число теплообменников в одном агрегате — 2, поверхность теплообмена каждого-495 м2. Диаметр охлаждающих трубок 25X2,5 мм; диаметр аппарата 2000 мм, длина трубиого пучка 3,0 м.
Современные агрегаты оснащены холодильниками-конденсаторами кожухотрубчатого типа с поверхностью теплообмена каждого аппарата 475 м2. Диаметр трубок 25X2,5 мм, диаметр аппарата 1600 мм, длина трубного пучка 4,0 м.
Абсорбционная колоииа (рис. 1-47) представляет собой вертикальный цилиндрический аппарат диаметром 3200 мм и высотой 46400 мм с 47 ситчатыми тарелками. Нижние 31 тарелка снабжены змеевиками общей поверхностью 713 м2. Орошение тарелок конденсатом или обессоленной водой.
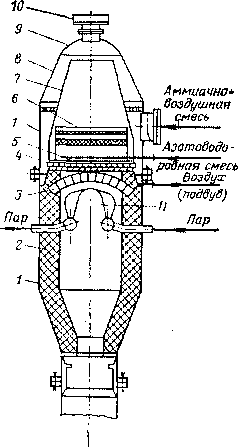
I Нитрозный газ
Нитрозный газ
3
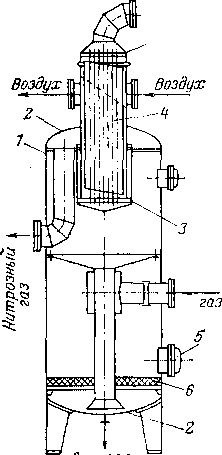
Нитпрозныи.
Дренаж
Рис. 144. Контактный аппарат:
1 — обечайка; 2 — футеровка; 3 — свод; 4— поддерживающее устройство; 5 — платиноид-вые сетки; 6 — распределительные устройства; 7 —внутренний конус; 8 — внешний коиус; 9 — дннще; 10 — взрывная пластина; —пароперегреватель
Рис. 1-45. Окислитель с подогревателем воздуха:
-обечайка; 2 — днище; 3— трубные доски; 4 — теплообменные трубки; 5-фильтр улавливания платины
¦ люк; 6 —

Рис. 1-46. Холодильник-конденсатор:
it
"'i:
I, 2 — обечайки; 3 — теплообценные трубки; 4 — трубные решетки; 5 — люк; 6 — днище
Рис. 1-47. Абсорбционная колонка:
/ — обечайка; 2 — ситЧатая тарелка; 3 —днище
Подогреватель отходящих газов (рнс. 1-48) — горизонтальный кожухотрубчатый теплообменник; Поверхность теплопередачи — 185 м2, Диаметр трубок 25X2 мм, диаметр корпуса 3000 мм, длина аппарата 6535 мм.
В современных агрегатах подогреватели отходящих газов заменяются подогревателями горизонтального типа нз титана. Поверхность теплообмена 234 м2, греющий агент — нитрозный газ нз окислителя и подогревателя воздуха— подается в трубное пространство. Диаметр трубок 25X2 мм, диаметр корпуса 1400 мм, длина трубного пучка 3,0 м. Движение газов — противоток.
Рис. 1-48. Подогреватель хвостовых газов:
1,4 — обечайки; 2 — трубные люк; 5 — перего-
доски
родка
Дренажи
6 — теплообмениые трубки
'к 'а,:т й: ч е t к о й' очистки — цилиндрический аппа
рат, футерованный изнутри каолиновой ватой. Диаметр . аппарата 3800 мм, высота —7000 мм. Аппарат имеет две полки, на которые укладывают катализатор: на верхнюю полку—палладированный оксид алюмиикя, на ниж-июю—окснд алюминия. Газовый поток направлен сверху вниз. Температура газа на входе 380—550 °С, иа выходе — 680—730 °С.
Газотурбинный агрегат ГТТ-ЗМ включает осевой компрессор, центробежный нагнетатель, газовую турбину, промежуточный воздухоохладитель, редуктор и камеру сгорания. В состав агрегата входит разгонный двигатель 2ФАЗ-800/6000 УХЛУ, соединенный через редуктор с газовой турбиной и предназначенный для пуска агрегата и для частичной компенсации дефицита мощности между компрессорной группой и турбиной.
Газовая турбина и компрессор смонтированы в одном корпусе и насажены на общий вал; номинальная частота вращения ротора 5032 об/мин. При полном отключении технологической линии газотурбинная установка ГТТ-ЗМ может быть переведена на энергетический режим работы.
Крупнотоннажный агрегат АК-72 М. Л. Ферд
Производство разбавленной азотной кислоты в агрегате АК-72 осущести-ляется по комбинированному методу: окисление аммиака проводнтсн при
давлении 0,42 МПа, абсорбция оксидов азота — прн 1,1 МПа.
Для агрегата с расчетной мощностью 1150—1200 т/сут указанные давления на стадиях окисления аммиака н абсорбции оксидов азота близки к оптимальным. Прн давлении 0,42 МПа можно достичь высокой степени конверсии аммиака (до 97%) и расход платины будет составлять не более 0,1— 0,12 г/т HN03.
Давление абсорбции более 1,1 МПа связано с увеличением расхода энергии на сжатие нитрозных газов.
Особенностью агрегата АК-72 является применение высокотемпературной каталитической очистки выхлопных газов от оксидов азота с помощью природного газа и подача горячих выхлопных газов в газовую турбину без предварительного охлаждения.
При выбранных параметрах технологического процесса количества освобождающейся энергии прн расширении выхлопных газов от 0,95 до 0,105 МПа достаточно для сжатия воздуха и нитрозных газов, если температура выхлопных газов равна 760 °С. Предварительный подогрев выхлопных газов перед подачей в реактор каталитической очистки до температуры начала реакции 440—500 °С осуществляется в трубчатом подогревателе за счет рекуперации тепла выхлопных газов, расширенных в турбине, и тепла сжигания природного газа в топке радиационной части подогревателя. Весь пар, получаемый в котле-утнлнзаторе, выдается на сторону как побочный продукт. Давление выдаваемого пара 4,0 МПа и температура 440 “С, что позволяет использовать его для выработки электроэнергии.
Технологическая схема агрегата АК-72 изображена на рис. 1-49. Атмосферный воздух засасывается осевым воздушным компрессором 2. Перед
Рис. 1-49. Схема агрегата АК-72:
/ — фильтр воздуха; 2 — воздушный компрессор; 3 — ресивер жидкого аммиака; 4 — испаритель аммиака; 5 — фильтр газообразного аммиака; 6, 7, 13, 22, 27, 28 — подогреватели; 8, 29 — смесители; 9 — фильтр аммиачно-воздушной смеси; 10 — контактный аппарат; И —котел-утилизатор; 12 — экономайзер; 14, 23 — холодильники-конденсаторы; 15 — промыватель; 16, 19, 21 — насосы; 17, 18 — теплообменники; 20 — нитрозный нагнетатель; 24 — абсорбционная колонна; 25 — продувочная колонна; 26 — ловушка; 30— реактор каталитической очистки; 31 — газовая турбина; 32 — паровая турбина
входом в компрессор воздух очищается от механических примесей на фильтрах грубой н тонкой очистки 1. Сжатый до 0,42 МПа воздух разделяется на два потока. Основной поток направляется в контактные аппараты 10, второй поток (10—14% от общего расхода воздуха на технологические нужды) — последовательно проходит подогреватель газообразного аммиака 6, продувочную колонну 25 н смешивается с нитрознымн газами на линии всасывания нитрозного нагнетателя 20.
Жидкий аммнак поступает в испарнтелн 4, где испаряется за счет тепла циркулирующей воды. Газообразный аммнак очищается от механических примесей и паров масла в фильтре 5, нагревается в подогревателе 6 сжатым воздухом, в холодное время года — дополнительно в подогревателе 7 паром до 100—120 °С. Горячий газообразный аммнак смешивается с воздухом в смесителе 8, который конструктивно является частью контактного аппарата 10. Аммиачно-воздушная смесь подвергается дополнительной тонкой очистке в фильтре 9, встроенном в контактный аппарат.
Окисление (конверсия) аммнака осуществляется на платинондных ката-лнзаторных сетках при температуре 840—880 °С. Горячие ннтрозные газы
охлаждаются последовательно в котле-утилизаторе 11, экономайзере 12, подогревателе химически очищенной воды 13, холодильвике-конденсаторе 14 и промывателе 15.
Охлаждение и промывка нитрозного газа от ннтрит-ннтратиых солей осуществляется циркулирующей 40—45%-ной азотной кислотой, которая образуется в холодильнике-конденсаторе и в самом газовом промывателе. Выделяющееся тепло отводится в выносных теплообменниках. Из промывате-ля 15 40—45,%-ная азотная кислота насосом 21 подается на укрепление в абсорбционную колонну 24.
Охлажденный нитрозный газ поступает в ннтрозный нагнетатель 20, сжимается до 1,1 МПа и последовательно охлаждается в подогревателе питательной воды 22 н холодильнике-конденсаторе 23, а затем поступает в абсорбционную колонну 24. Последняя орошается конденсатом водяного пара и конденсатом сокового пара из производства аммиачной селитры.
Продукционная азотная кислота поступает в продувочную колонну 26, где воздухом под давлением 0,4 МПа из нее выдуваются растворенные оксиды азота, а затем из колонны она самотеком подается на склад.
Выхлопные газы из абсорбционной колонны направляются в ловушку 25 со встроенным подогревателем 27, в котором онн подогреваются до 50 “С с, целью нспарення неотделнвшихся мелких брызг, а затем поступают в подогреватель 28. Противоточный подогрев сжатых выхлопных газов до 480— 500 ®С осуществляется последовательно с помощью расширенных выхлопных газов из газовой турбины и дымовых газов, образующихся прн сгорании природного газа в радиационной части подогревателя 28.
Нагретые выхлопные газы смешиваются с сжатым природным газом в смесителе 29 и поступают в реактор каталитической очистки 30, где на двухступенчатом катализаторе в избытке природного газа оксиды азота восстанавливаются до азота и одновременно выхлопные газы подогреваются до 750—770 °С. Горячие выхлопные газы направляются на газовую турбину 31, а нз нее — в подогреватель 28.
Агрегат АК-72 автоматизирован. Пуск и управление всем процессом, в том числе работой машинного газотурбинного агрегата ГТТ-12, осуществляется из центрального пункта управления.
Среднесуточная производительность агрегата АК-72 составляет 1150 т 100%-ной HN03; она определяется производительностью осевого воздушного компрессора. При температуре атмосферного воздуха 20 °С и давлении иа входе в осевой компрессор 0,096 МПа расход воздуха на технологию (производительность осевого компрессора за вычетом расхода воздуха иа собственные нужды машинного агрегата для охлаждения турбины) составляет 186000—190000 м3/ч. Расчетный расход воздуха на 1 т HN03 при степени конверсии аммиака 96,0%, степени абсорбции 99,3% и содержании кислорода в выхлопных газах после абсорбционной колонны 2,4% (об.) равен 3880 м*.
Производительность агрегата можно регулировать в широком диапазоне нагрузок: от 70 до 112% (зимой) от номинальной (прн температуре воздуха на всасе — 20 °С). Прн снижении к. п. д. турбин высокого и низкого давления в результате загрязнения проточной части осевого воздушного компрессора и утечкн газов через неплотности производительность агрегата снижается.
..............!-ri;!pi!|fjil;|i|f!i!lr,:,:: ¦ ;; ¦
Ниже приведены основные показатели технологического режима:
Концентрация продукционной кислоты, °/о (масс.) . . . , Содержание, мг/м3 (при и.у.):
До 0,007 До 2
9,7—10,5 До 0,005
До 0,008 До 0,15 2,0—2,7
До 0,05
130—205
80—120
840-880
380
250
65
65
190—220
До 35 440—500
750-770
370—420 170—220 Не ниже 150 440±10
0,37-0,47
0,32—0,4
0,75—1,26
0,65-1,1 До 0,105
1,2
0,4
Не менее 5,0 3,7-4,1
механических примесей в воздухе после фильтрации . масла в газообразном аммиаке после фильтра . . . Содержание, % (об.):
аммиака в аммиачно-воздушиой смеси ......
оксидов азота после реактора каталитической очистки вредных примесей в газах, сбрасываемых в атмосферу
N0+N02.................
СО...................
кислорода в газах после абсорбционной колонны . . Содержание оксидов азота в продукционной кислоте, % (масс.)
Температура, °С:
сжатого воздуха ..............
перегретого газообразного аммиака.......
контактирования ...............
иитрозных газов, не более:
после котла-утилнзатора ...........
после экономайзера.............
после холодильников-конденсаторов.......
иа лннни всасывания нитрозного нагнетателя . . .
иа нагнетании нитрозного нагнетателя ......
сжатых выхлопных газов:
после абсорбционной колонны .........
после подогревателя ............
после реактора каталитической очистки (на входе
• газовую турбину) .............
расширенных выхлопных газов:
после турбины низкого давления .......
после подогревателя перед выхлопной трубой . . питательной воды на входе в экономайзер ....
перегретого пара...... . .......
Давление, МПа:
сжатого воздуха после компрессора . .......
нитрозных газов:
иа линии всасывания нитрозного нагнетателя . . иа линии нагнетания нитрозного нагнетателя . . . выхлопных газов:
перед газовой турбиной ...........
после газовой турбины......'......
природного газа, ие менее:
перед реактором каталитической очистки .....
перед подогревателем выхлопных газов.....
питательной воды на входе в котел-утилизатор . . . продукционного пара ... ..........
Ниже приведены требования к качеству основного сырья и вспомогательных материалов:
Аммиак жидки й (ГОСТ 6221—82)
Содержание:
Содержание, мг/м3, не более:
серосодержащих соединений (S).......
2,3
0,3
ОД
0,1
фосфора (РН,)..............
фтора .................
хлора ...................
Конденсат водяного пара
Содержание, мг/л, ие более:
2
2
1
100
хлоридов (С1)...............
масел..................
аммиака .................
железа, мкг/л...............
Конденсат сокового пара
Содержание, мг/л, ие более:
5
2000
2000
хлоридов ................
нитрата аммония.............
свободной HN03.............
свободный аммиак..............'Не допускается
Химически очищенная (обессоленная) вода илн смесь с конденсатом водяного пара
10
200 3 100 8,5-9,5
Общая жесткость, мкэкв/л, не более........
Содержание, мг/л, не более
солей...................
хлоридов (С1)...............
Железа, мкг/л, не более...........
РН ...................
Природный газ (ГОСТ 5542—78)
20
3-6
Содержание сернистых соединений (S), мг/м3, не более Содержание высших углеводородов, °/о......
Вода оборотная
Содержание, мг/л, ие более:
800
......................15
... 20
Допускается до 120 при титановых холодиль-никах-конденсаторах
pH ............................7,5 8,5 ^
М асло турбинное для ГТТ-12 (ГОСТ 9972—74 марки ТПП22 илн ТКГ1-22); ГОСТ 3274 марки Т22 или ТЗО)
общее солей ................
взвесей ..................
хлоридов (С1) ............... ,
Примечание. Конденсаты водяного н сокового пара для орошения абсорберов; Конденсат сокового rtapa — нз цеха аммиачной селитры.
В качестве катализаторов окисления аммиака применяются сетки из сплава № 5 (при пуске — сплав № 1)—ТУ 48-1-128—76—в виде комплекта нз семи сеток, время пробега 4800 ч, регенерация через 3 мес. Для восстановления оксидов азота применяется двухступенчатый катализатор (алюмопалла-
диевый АПК-2—1-я ступень и оксид алюминия — 2-я ступень),
ТУ 6-03-341—76. Загрузка 8250 кг каждого, время пробега 3 года.
Расходные коэффициенты сырья и эиергоресурсов на 1 т HNO3:
Расчетные Эксплуата-
по проекту цнонные
Основное оборудование. Аппарат для очистки атмосфериога воздуха представляет собой прямоугольный аппарат высотой 3,76, шириной 5,0 и длиной 14 м. Корпус изготовлен из двухслойной стали ВстЗ+ +08X13. Внутри размещены 90 фильтров грубой очистки ФГО-1,8 и 90 фильтров тонкой очистки ДЗЗ-кл. Работает при разрежении ~5 кПа (500 мм рт. ст.); расход воздуха до 220 тыс. м3/ч.
Для подогрева воздуха в холодное время года предусмотрен паровой калорифер с поверхностью нагрева (по оребрению) 150 м2.
Испарители аммиака ИТГ-500 — кожухотрубчатые многоходовые теплообменники из углеродистой стали; диаметр трубок 38X3 мм, число трубок — 761, поверхность теплопередачи — 500 м2. В трубках циркулирует вода, в межтрубном пространстве'—испаряющийся жидкий аммиак. Давление в межтрубном пространстве 1,6 МПа, температура до —25 °С; в трубках — 1,0 МПа, температура до 30 °С.
Газотурбинный турбокомпрессорный агрегат ГТТ-12 (подробнее см. раздел III.). В состав агрегата входят воздушный осевой компрессор; центробежный нагнетатель нитрозного газа; газовая турбина, включающая турбины высокого и низкого давления, и паровая турбина. Характеристика машин приведена ниже:
Воздушный осевой компрессор
Производительность, м3/ч (при н. у.)......... До 200 000
Температура воздуха, °С:
расчетная на линии всасывания....................20
сжатого................... До 200
Производительность, м3/ч (при и. у.)....................189 ООО
Контактный аппарат (рис. 1-50). Под контактным аппаратом размещены пароперегреватель и испарительный пакет котла-утилизатора. Особенностью аппарата является наличие рубашки, в которую подается воздух; последний смешивается с аммиаком в смесителе, встроенном в контактный аппарат. Внутри аппарата над катализаторными сетками размещены 52 фильтра тонкой очистки аммиачно-воздушной смеси с поверхностью около 1 м2 каждый и розжиговое устройство.
Газообразный аммиак
Рис. 1-50. Контактный аппарат:
t — силовой корпус контактного -аппарата; .2 — внутренний корпус; 3—фильтры тайкой очистки аммначно-воздушной смеси; 4 — смеситель; 5 — огнепрегради-тель; 6 — розжиговое устройство; 7 — платинондные сетки; $ — корзина для неплатинового катализатора; 9 — силовой корпус котла-утилизатора; Ю~— пароперегреватель; Н — испарительный пакет котла
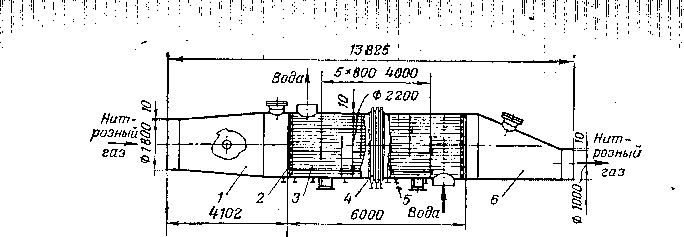
Рис. 1-51. Холодильник-конденсатор:
1 — входная камера; 2 —трубная решетка; 3 — трубки; 4 — компенсатор; 5 — перегородки; 6 — выходная камера
Платиноидные сетки укладывают на колосниковую конструкцию; предусмотрена возможность установки корзины для неплатинового катализатора. Наружный диаметр аппарата 4000 мм, диаметр платннондных сеток 3900 мм. Материал корпуса — сталь 12Х18Н10Т; материал колосниковой конструкции для платиноидиых сеток —' 20Х23Н18. В стационарное розжнговое устройство подается азотоводородная смесь. Расчетное давление 0,394 МПа, давление гидроиспытания 0,739 МПа, температура на катализаторе 850—880 °С.
Холодильники-конденсаторы (рис. 1-51). низкого и высокого давления представляют собой кожухотрубчатые теплообменники, в которых иитрозный газ подается в трубки, а в межтрубное пространство—охлаждающая оборотная вода. Характеристика холодильников приведена в табл. 1.24.
Нитпрозный
газ
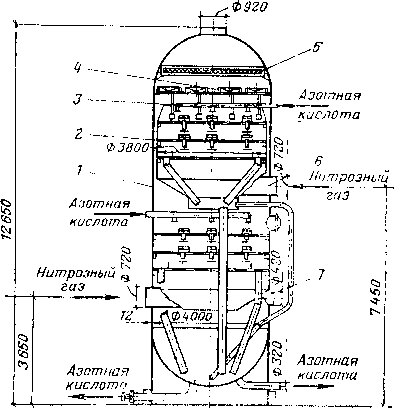
Рис. 1-52. Газовый промы-ватель:
1 — корпус; 2 — ситчатые тарел-кн (6 шт.); 3 — распределитель жидкости; 4 — сепарацнонное устройство; 5 — брызгоотбойннк;
6 — штуцер входа нитрозного газа; 7 — переливы
| Показатель | Аппарат низкого давления | Аппарат высокого давления |
| Диаметр корпуса, мм |
2200 | 1800 |
|
Диаметр трубок, ммХмм | 25x2 | 25X2 |
| Число трубок | 4064 | 2693 |
| Длина трубок, мм |
5000 | 4000 |
|
Поверхность теплопередачи, м2 Расчетное давление, МПа: | 1570 | 675 |
| в трубном пространстве | 0,36 |
1,18 |
| в межтрубном пространстве | 0,59 |
0,59 |
Примечания: 1. Трубки изготавливают из стали 03Х18Н11 или титана. 2. Приводится избыточное давление.
Газовый промыватель (рис. 1.52) представляет собой вертикальный аппарат колонного тнпа, выполненный нз стали 03Х18Н11. Состоит: из двух параллельно работающих секций.
Ниже приведена характеристика промывателя:
4000
3800
4000
3
5,7
2,2
0,394-
100
Диаметр аппарата, мм . . . _..........
Диаметр ситчатых тарелок, мм:
в верхней секции ........
в нижней секции..............
Число тарелок в каждой секции....... . .
Свободное сеченне тарелок, %..........
Диаметр отверстий, мм............
Расчетное давление, МПа............
Расход циркулирующей кислоты в каждой секции, м3/ч
Абсорбционная колонна (рнс. 1-53) диаметром 4000 мм и высотой 57600 мм. В колонне размещены 45 тарелок ситчатого тнпа, диаметр* отверстий 2,2 мм, свободное сечеине 5,7%; 25 нижннх тарелок снабжены охлаждающими змеевиками, общая их поверхность 1670 м2.
1
Si'
fSi-
Распределение змеевиков:
Номера тарелок......
1-10
7
89
11—25
4
52
Число рядов.......
Охлаждающая поверхность, м2
С 1-ой по 10-ю тарелки имеют две зоны контакта фаз, перелив осуществляется через патрубки с «зонтами» (по 4 шт.); с 11-ой по 25-ю тарелки имеют перегородки для организации направленного потока жидкости, с: 26-й по 45-ю тарелки характеризуются спиральным током жидкости н переливом в приемный карман нижележащей тарелки. Материал корпуса колонии— сталь ОЗХ19АГЗНЮ (нижняя часть) и сталь 12Х18Н10Т (верхняя: часть от 5-й тарелки).
Характеристика колонны:
1-53. Абсорбционная колонна:
/ — указатель уровня; 2 — корпус;
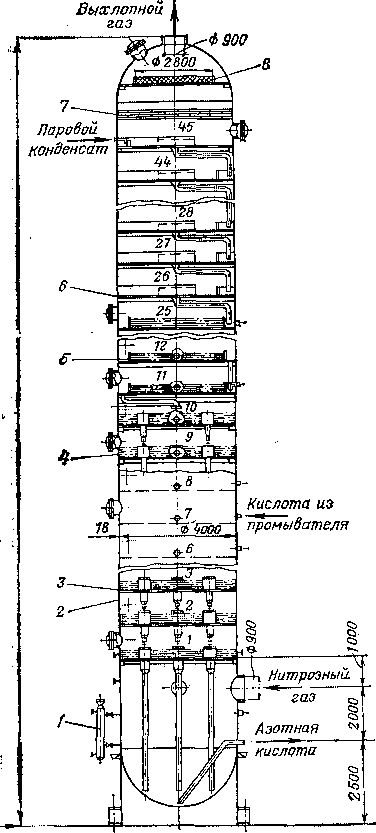
Рис.
3 — ситчатая тарелка с двухзониы-мн переливами; 4 — охлаждающие змеевики; 5 — ситчатая тарелка с боковым переливом; 6 — ситчатая тарелка со спиральным тоКом жидкости; 7, 8 — брызгоотбойные устройства
Реактор каталитической очистки (рис. 1-54) представляет собой горизонтальный цилиндрический аппарат.
В кольцевое пространство между наружным и внутренним корпусом сверху вниз поступает выхлопной газ при температуре 480—500 °С, во внутренний корпус—смесь его с природным газом. Внутренний корпус футерован каолиновой ватой. Во внутреннем корпусе на колосниках нз стали 08Х23Н18 размещается двухступенчатый катализатор.
Характеристика реактора приведена ниже:
Габариты наружного корпуса, мм:
диаметр........ , . 3800
длина .......... 9600
Материал.........
Габариты внутреннего корпуса,
мм:
3300 7500 12Х18Н10Т и 08Х23Н18
8,25
8,5
1,14
До 800 До 790
диаметр . . ......
длина . . , .....
Материал.........
Загрузка катализатора, т:
палладированного АПК-2 оксида алюминия ....
Расчетное давление, МПа . .
Температура, °С:
на катализаторе .... очищенного отходящего газа
Подогреватель выхлопного газа ПВГ-1200 (рис. 1-55). Состоит нз конвективного и радиационного теплообменников. В конвекционном теплообменнике осуществляется нагревание от 50 до 310 °С, в радиационном — от 310 до 500 °С.
В поде корпуса радиационного теплообменника установлены 26 горелок для природного газа. Каркас выполнен нз углеродистой стали, шахта радиационной части футерована легковесным кирпичом ВГЛДС-0,8, конвективной части — шамотным кирпичом ШЛБ-0,4.
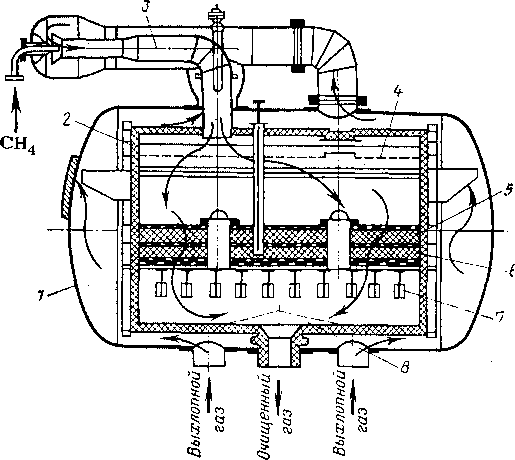
Рнс. 1-54. Реактор каталитической очистки:
1 — силовой корпус реактора; 2 —внутренний корпус реактора; 3 — смеситель; 4 — рас-пределительвая решетка; s—катализатор АПК-2 (1-и ступень); 6 — катализатор AljOi (2-я ступень); 7 — колосниковое устройство; 8 —штуцер для выхода газа с защитной
^ решеткой
.Ниже приведена характеристика подогревателя выхлопного газа:
Выхлопной
газ
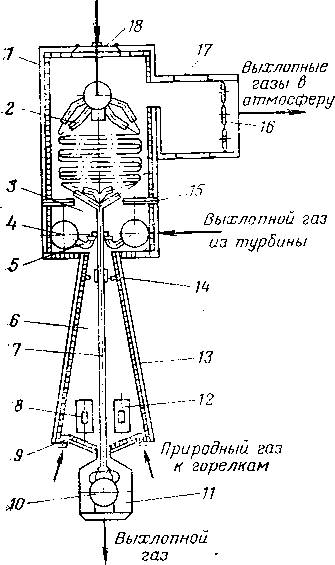
Рнс. 1-55. Подогреватель выхлопных газов ПВГ-1200:
1 — металлический каркас; 2 — конвективная часть; 3 — смесительная камера; 4 — распределительный коллектор; 5— патрубок; 6 — топочная камера; 7 — радиантиая часть; 8 — смотровые окна; 9—горелки; 10 — выходной коллектор; //— инжиий кессон; 12 —люки-лазы; 13 — футеровка; 14, 15 — термопары;
16 — шибер; 17 — газосбориик; 18 — взрывное окно
Расчетное давление, МПа:
Диаметр труб, мм..............76x4,5
Материал труб ................12Х18Н10Т
и 12Х18Н12Т
Котел-утилизатор КН-40/80 предназначен для утилизации тепла янтрозных газов с выработкой энергетического пара давлением 3,92 МПа и
температурой 440±10°С. Включает два испарительных пакета, два пароперегревателя, размещенных в корпусах контактных аппаратов (температура иитрозных газов после них снижается от 850 до 300 °С), и одни экономайзер, где питательная вода подогревается от 150 до 250 °С, а температура нитроз-иых газов снижается до 200—230 °С.
Поверхность (м2) — общая испарительных пакетов — 870, общая napb-перегревателей 222, экономайзера — 940.
Крупнотоннажный модернизированный агрегат АК-72М М. JI. Ферд
Модернизация агрегата АК-72 осуществлена с целью повышения надежности оборудования н схемы в целом, уменьшения простоев и повышения степени утилизации тепла нитрозных газов.
Комплексное устранение недостатков в агрегате АК-72М достигнуто исключением из схемы высокотемпературной каталитической очистки выхлопных газов, осуществлением иагрева их от 50 до 760 °С в блоке БНГ-172, применением селективной очистки выхлопных газов аммиаком, установкой паровых турбин на обоих валах машинного агрегата ГТТ-12М. При этом достигнуты следующие преимущества:
в составе ГТТ-12 сохранен пусковой двигатель (паровая турбина) небольшой мощности;
резко упрощен пуск машины и агрегата в целом, так как температуру газа перед турбиной удается стабильно поддерживать как при работе агрегата иа воздухе, так и при переходе на технологию;
исключена жесткая связь работы машин и технологической аппаратуры, так как колебания технологического режима и содержания кислорода в выхлопных газах не влияют на поддержание стабильной температуры перед турбиной;
исключено применение катализатора АПК-2, в котором использовали дефицитный металл — палладий;
выхлрпные газы не содержат оксида углерода и метаиа (по сравнению с содержанием до 0,15% СО и до 0,02% СН4 в схеме АК-72), но добавляется до 0,01% (об.) аммиака;
на 15% снижен расход природного газа;
исключена потенциальная опасность повышения температуры выхлопных газов на входе в турбину (более 800 °С), снижена вероятность попадания частиц катализаторов в турбину.
В агрегате АК-72М достигается более глубокая абсорбция оксидов азота за счет использования холода испаряющегося жидкого аммиака для отвода тепла на верхних тарелках (с 10-й по 25-ю) вместо охлаждения иитрозиого газа перед нагнетателем. Охлаждение 10—25-й тарелок абсорбционной колонны водой при температуре 16 °С позволяет снизить содержание оксидов азота в выхлопных газах после колонны с 700 до 400 млн-1.
Вследствие установки второго экономайзера в котле-утилизаторе КН 40/85 и увеличения в 1,8 раза поверхности теплообмена подогревателя питательной воды достигается более глубокая утилизация тепла ннтроз-
N204 ^=fc 2N02 — 56,9 кДж, (1.81)
N204 + Н20 = HNOs + HNQ2 + 74,8 кДж, (1.82)
3HN02 = HN03 + H20 + 2NO + 75,87 кДж, (1.83)
2HNOa + 02 = 2HN03 + 8,96 кДж, (1.84)
2N0 + 0a=2N02 N204 + 212,7 кДж. (1.85)
2N204 + 2H20 + 02 = 4HN03 + 78,8 кДж. (1.86)
Высокая скорость окисления NO достигается при давлении кислорода
4.9 МПа. При повышенной температуре происходит разложение или окисление азотистой кислоты, возрастает диссоциация N2O4, что повышает концентрацию N02 в растворе, и ускоряет ее гидролиз.
Процесс получения концентрированной азотной кислоты — сложный го-могенио-гетерогеииый процесс, иа скорость которого оказывают влияние кинетические и диффузионные факторы. Лимитирующая стадия процесса кисло-тообразования меняется в зависимости от концентрации азотной кислоты в растворе, давления и температуры [80, 87].
В интервале концентраций азотной кислоты 70—80% при гидролизе N2O4 образуется большое количество N0 и HNO2, скорость окисления которых зависит от скорости растворения кислорода в смеси. Поэтому на процесс кислотообразоваиия оказывают влияние диффузионные факторы.
Прн концентрации азотной кислоты 80—93% скорость кислотообразова-ния определяется скоростью окисления N0 и HNO2 растворенным кислородом и скоростью гидролиза N2O4. Процессы эти идут в переходной области.
С повышением концентрации азотной кислоты более 93% скорость кислотообразоваиия резко замедляется. Лимитирующей стадией процесса является гидролиз N204. Процесс протекает в кинетической области.
На скорость кислотообразоваиия оказываем влияние также соотношение N2O4: Н20 в сырой смеси. Синтез азотной кислоты проводят в автоклаве при давлении кислорода 4,9 МПа и температуре 80 °С. Существуют периодический и непрерывный процессы. Производительность автоклава при протекании непрерывного процесса в несколько раз выше, чем периодического. В соответствии с реакцией (1.86) минимальное массовое соотношение N204: Н20= = 5,11 : 1. С учетом затрат иа переработку оксидов азота в автоклаве, последующее выделение и конденсацию избыточного количества N2O4, а также амортизационных отчислений оптимальное соотношение N2O4: Н20 составляет (6,8—7,5) : 1. При таких значениях достигается максимальная скорость жнслотообразоваиия; при увеличении этого соотношения до 9 : 1 относительное изменение скорости кислотообразоваиия снижается и резко возрастают -затраты тепла иа выделение избытка N2O4 и холода иа его конденсацию.
Кислоту концентрацией 98% можно получать при давлениях ииже
4.9 МПа. Отношение N2O4 : НгО при меньшем давлении (например, 2,94 МПа) должно быть ие ниже 7,7 : 1. При давлении 2,45 МПа .98,5—99%-иую кислоту можно получать при N204:.H20=(9—9,5) : 1, в то время как при давлении 3,92 МПа достаточным является соотношение (7,5—8) : 1.
Снижение давления кислорода позволяет сократить затраты на изготовление автоклавного оборудования, в том числе и на насосы для подачн сырой смеси в автоклав. Одиако из-за снижения скорости образования кислоты и вследствие необходимости работать при высоких отношениях N2O4: НгО происходит удорожание кислоты за счет уменьшения ее выработки, увеличения расходов тепла и холода на отгонку и конденсацию N204 и соответствующих капиталовложений на эти узлы.
Максимальная скорость кислотообразоваиия достигается прн давлениях около 3,9 МПа, дальнейшее повышение давления малоэффективно.
Скорость кислотообразоваиия с повышением температуры увеличивается. При изменении температуры с 50 до 90 °С относительная скорость реакции увеличивается в 2 раза. Для получения ие меиее 98,7%-иой азотной кислоты температура должна быть в пределах 70—80 °С. Увеличение температуры более 80 °С может интенсифицировать процесс, однако при этом развивается интенсивная коррозия алюминиевого реакционного стакана автоклава.
Зависимость концентрации азотной кислоты от давления, температуры, отношения N2O4: НгО, расхода кислорода и плотности орошения в широком диапазоне изменения этих параметров определяют по данным, приведенным в литературе [80].
Скорость кислотообразоваиия зависит также от расхода кислорода, поверхности образующихся пузырьков и перемешивания смеси. Существует линейная зависимость между расходом кислорода и относительным изменением скорости реакции кислотообразоваиия. Влияние расхода кислорода особенно значительно при малых содержаниях N2O4 в смеси, что характерно для иижией зоны автоклава. Так при содержании в смеси 40% N2O4 и увеличении расхода кислорода от 150 до 225 м3/т азотной кислоты относительная скорость кислотообразоваиия возрастает в 1,5 раза. Прн большем содержании N2O4 в смеси это влияние уменьшается.
Аналогична также зависимость относительного изменения скорости реакции от поверхности пузырьков кислорода.
Для синтеза кислоты желательно применение 98% -ного кислорода. Снижение концентрации кислорода иа 6—8% из-за накопления инертных газов уменьшает производительность автоклава иа 15% [7].
Перемешивание оказывает большое влияние на скорость реакции синтеза кислоты [8]. В изучении механического перемешивания повышение скорости вращения мешалки в 3 раза примерно во столько же раз увеличивает скорость реакции. Поэтому очень важным является выбор оптимальной насадки автоклава.
Для получения ие меиее 98%-ной азотной кислоты при отношении N204 : Н20= (6,5—7) : 1 и температуре 70—80 °С необходимо иметь 9—11 снт-чатых тарелок. При наличии шести ситчатых тарелок илн четырех тарелок с расположенной на иих насадкой из колец Рашига 98%-нан азотная кислота мо>кет быть получена прн отношении N2O4: Н20 не менее 8: 1 [89],
Кислоту более высокой концентрации (99—99,5%) можно получить при N204: Н20= (7,5—9) : 1, давлении 3,92 МПа, температуре выше 90 °С и расходе кислорода 110—120 м3/т HNO3 в автоклаве с затопленной снтчатой насадкой нз 12—14 ситчатых тарелок с живым сечением 5—10% [90].
Производительность автоклава с колпачковыми тарелками возрастает нэ 20%, а расход кислорода снижается на 15% по сравнению с этими же вел№
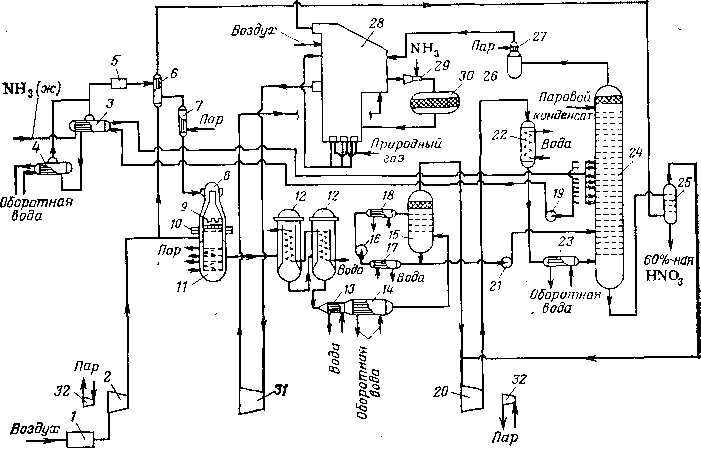
Рис. 1-56. Схема агрегата АК-72М:
J—фильтр воздуха; 2—воздушный компрессор; з, 4 — испарители аммиака; 5, 9 — фильтры; 6, 7, 13, 22, 27 — подогреватели; 8, 29 — смесители; 10— контактный аппарат; 11 - котел-утилизатор; 12 — экономайзеры; 14, — холодильники-конденсаторы;
промыватель; 16, 19, 21 — насосы; 17, 18 — теплообменники; 20 — нитрозный нагнетатель; 24 — абсорбционная колонна; 25 — продувочная колонна; 26 — ловушка; 28 — блок нагрева газов; 30 — реактор каталитической очистки; 31 — газовая турбина; 32 — парован турбина
ных газов; снижается потребление пара на внутренние нужды (донспаренве жидкого аммиака, подогрев выхлопных газов после ловушкн); соответственно увеличивается выработка пара в агрегате и выдача его сторонним потребителям. Кроме того, примерно иа 30% снижается расход оборотной воды, а в целом энергозатраты снижаются на 15%.
Для повышения надежности и стабильности работы агрегата холодильники-конденсаторы изготавливают из титана; наружный корпус трубопровода горячих выхлопных газов к турбине изготавливают нз низколегированной нержавеющей стали; обратные клапаны ?>у=1200 и 800 на воздухе в нитроз-ном газе заменены отсечными затворами с принудительным их открытием н закрытием.
Технологическая схема агрегата АК-72М показана на рнс. 1-56.
Ниже приведены показатели технологического режима, измененные по сравнению с показателями агрегата АК-72:
Содержание примесей в выхлопных газах,
% (об.), не более:
NH3 ....................................0,01
NO*....................................0,006
СО......................................Отсутствие
Температура, нитрозных тазов, °С:
после котла-утилизатора.........
До 360 До 195 До 140 750—770 290—300 290—310 160—180 155-165
после экономайзеров ...........
после подогревателя питательной воды . . . после подогревателя выхлопных газов БНГ-172 на входе в реактор каталитической очистки . .
на выходе из иего...........
после подогревателя перед выхлопной трубой . питательной воды на входе в экономайзер ....
На стадии конверсии предполагают использовать двухступенчатое окисление аммиака на неплатиновом катализаторе НК-2У. На стадии селективной очистки от оксидов азота применяется алюмомедьцинковый катализатор АМЦ-10 (ТУ 113-03-28-02-84). Загрузка 14 т, время пробега 3 года.
Ниже приведены расходные коэффициенты сырья н энергоресурсов на 1 т 100%-ной HN03:
Эксплуата
Расчетная
ционная
Аммиак жидкий (включая расход на каталитическую очистку выхлопного газа), т
0,2865
0,1233
5*
12
1,625
0,347
77
79
14,17
5,138
0,290
0,105*
5,5*
14
1,66
0,35
81
85
15,0
4,89
Платиноидный сплав, г.......
Неплатиновый катализатор, г.....
Алюмомедьцинковый катализатор АМЦ, г Химически очищенная вода (обессоленная), т
Конденсат водяного пара, т......
Природный газ234, м3 ....... .
Оборотная охлаждающая вода (нагрев на 10°С),
Электроэнергия (без водооборотного цикла),
кВт-ч............
Выдача пара в заводскую сеть (за вычетом внутреннего потребления), гДж......
Сжатый газ
После турбины ......... ...0,10 370—400
Паровые турбины
Р-2,3-35/17-1 Р-2,3-35/17-2
Расположение........ Вал нагнетателя Вал воздушного
компрессора
Назначение..................Пуск Регулятор оборотов
Давление пара на входе, МПа . 3,5±0,5 3,5±0,5
Температура пара, °С ..... 435±5 435±5
Мощность, МВт..............2,3 2,3
Газовый промыватель (рнс. 1-57) представляет собой односекционный вертикальный аппарат с корпусом диаметром 4000 мм. Насадка промывателя состоит нз четырех тарелок с отверстиями диаметром 5 мм, свободным сечением — 37%, регулярной насадки между 2- и 3-й, 3- н 4-й тарелками, состоящей из шести рядов пакетов гофрированных лент М—0 0,2Х Х7,5. Брызгоотбойник выполнен из гофрированных лент. Материал нижней части — сталь ОЗХ19АгЗНЮ, верхняя — сталь 08Х22Н6Т. Орошается циркулирующей 47%-ной азотной кислотой.
Реактор каталитической очистки (рис. 1-58) представляет собой горизонтальный цилиндрический аппарат, в котором иа колосниках.
Газ
| т |
\ | |
| н— — | ||
| I I I 1 1 |
7 | |
4 {
Газ
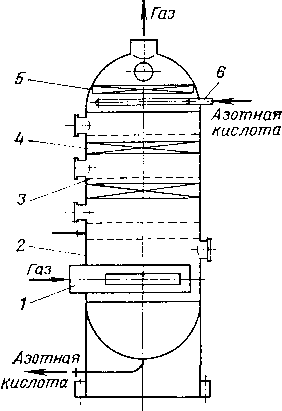
Рис. 1-57. Промыватель иитрозного газа: •распределитель газа; 2 — корпус; 3 — ситчатые провальные тарелкн; 4-насадка; 5 — брызгоотбойник; 6 — распределитель жидкости
Рис. 1-58. Реактор каталитической очистки:
/ — корпус; 2 — катализатор; 3— штуцер для выхода газа; 4 — защитный колпак; 5 — колосники; 6 — люк для загрузки и выгрузки катализатора; 7 — штуцер для входа газа; 8 — распределитель
¦ регулярная
расположен слой катализатора АМЦ. Г аз входит сверху через распредели* гель.
Характеристика реактора:
Блок нагрева газов БНГ-172 состоит из регенератора, обогреваемого расширенными выхлопными газами, конвективного подогревателя, радиационного подогревателя и воздухоподогревателя, последние обогреваются дымовыми газами.
Регенератор состоит из четырех U-образных теплообменинков; материал труб — сталь 12Х18Н10Т. Выхлопные газы нагреваются от 50 до 290 °С, расширенные газы охлаждаются от 370 до 146 °С.
Конвективный подогреватель состоит из одного U-образного теплообменника с поверхностью теплообмена 767 м2. Диаметр труб 83X3 мм, число труб—191, длииа 16 м. Материал — сталь 12Х18Н10Т. Выхлопные газы нагреваются от 290 до 453 °С, дымовые газы охлаждаются от 935 до 390 °С.
Радиацноиный подогреватель состоит из двух вертикальных ветвей. Каждая ветвь включает 80 труб диаметром 83X8 мм, высотой до 13 м, изготовленных из сплава ХН32Т. Поверхность нагрева 500 м2. Выхлопные газы нагреваются от 453 до 760—780 °С. Радиационный подогреватель обогревается дымовыми газами, получаемыми при горенин природного газа в горизонтально расположенных горелках (3 ряда, 35 шт.).
Воздухоподогреватель — двухсекционный теплообменник; в трубах движется дымовой Газ, в межтрубиом пространстве — воздух. Воздух нагревается до 200 °С, дымовые газы охлаждаются от 390 до 250 °С. Поверхность теплообменника — 382 м2, диаметр 38X2,5 мм; материал — углеродистая сталь.
Система контроля и управления агрегатом АК-72*. Автоматизация агрегата АК-72 усложнена наличием энерготехнологической схемы с перекрестными связями, а также отсутствием возможности воздействия на частоту вращения вала турбины для компенсации возмущений.
Основным при автоматизации агрегата АК-72 является узел регулирования соотношения потоков аммиака и воздуха со стабилизацией температуры контактного окисления аммиака на платнноидных сетках. В агрегате АК-72 применена компенсационная схема регулирования соотношения. Диафрагма, с помощью которой измеряется расход газообразного аммиака, устанавливается за клапаном, регулирующим расход при стабилизированном давлении, что обеспечивает равенство условий измерения на указанной диафрагме и диафрагме, измеряющей расход воздуха. Температура сеток контактного аппарата стабилизируется по независимой схеме с клапаном, установленным на байпасе аммиачной диафрагмы, причем пропускная способность клапана не должна превышать 3—5% пропускной способности основного регулирующего клапана. В этом случае прн самопроизвольном его открытии соотношение аммнак — воздух не превышает допустимых пределов. Для аварийной защиты от превышения допустимого соотношения используют трн независимых измерительных преобразователя, подключенных к диафрагмам воздуха и аммиака. Система блокировок срабатывает прн совпадении не менее двух из трех сигналов датчиков. Кроме того, имеется защита при превышении допустимой температуры сеток контактного аппарата, также работающая от трех независимых термоэлектропреобразователей.
Для настройки системы защиты и регулирования соотношения аммиак — воздух, а также для повышения качества работы оператора необходимо знать точные расходы аммиака и воздуха, поступающих в контактный аппарат, а также концентрацию аммиака в смесн. Действительное значение расхода газообразного вещества при применении расходомеров переменного перепада определяют по формуле:
<2д=<2иэмУР7уРрГ, (1.62)
где Qn, Qизм — действительное и измеряемое значение расхода; Р, Рр — действительное н расчетное давление перед измерительной диафрагмой; Т, Тр — действительная и расчетная температура.
Для аппаратурной реализации схемы коррекции по формуле (1.62) требуется большое число функциональных преобразователей, поэтому применительно к агрегату АК-72 используют пересчет по формуле разложения выражения (1.62) в ряд Тейлора в точке рабочего расчетного режима:
Q„ = Сизм (Ко + КгР + К,Т) . (I • 63)
Схема коррекции на основе формулы (1.63) приведена на рис. 1-59. В схеме использованы функциональные блоки системы «Каскад>. Испытания схемы показали, что прн ее применении погрешность коррекции по расходу аммиака не превышает 0,54%, по расходу воздуха—1,7%. Погрешность схемы прн расчете концентрации равна 1,7%.
Другой оригинальной схемой, используемой в агрегате АК-72, является схема антнпомпажного регулирования и защиты осевого компрессора.
Сигналы измерительных преобразователей давления и перепада давления иа сужающем устройстве — входном конфузоре осевого компрессора — поступают на вход вычислителя, выполненного на базе автоматического потенциометра КСП2 градуировки ХК. Здесь определяется отношение К давления к перепаду давления на сужающем устройстве, которое характеризует отдаленность рабочей точки компрессора от зоны помпажа. Прн некотором, заранее рассчитанном для данной машины значении Ккр трехпознционное регулирующее устройство прибора КСП2 выдает сигнал либо на открытие регулирующего сбросного клапана, выводя тем самым машину нз опасного режима работы, либо, прн значительном превышении Ккр, в схему аварийной остановки. Аналогичная система используется для регулирования рабочей точки ннтрозного нагнетателя.
Большинство остальных схем автоматического регулирования, обеспечивающих стабилизацию режимов работы агрегата АК-72, выполнено одноконтурными.
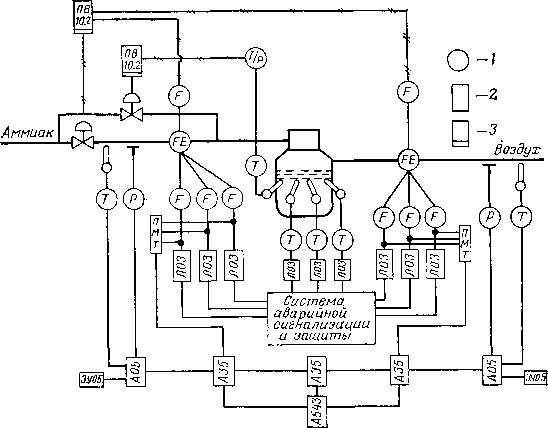
Рис. 1-59. Схема автоматизации узла контактного окисления аммиака в агрегате АК-72М:
/ — датчики и первичные преобразователи; 2 — функциональные блоки системы «Каскад-2»; 3 — станция управления с регулятором системы «Старт»; FE — измерительная диафрагма; F — измерительные преобразователи разности давления «Сапфир-22ДД-ВН»; Р — то же, абсолютного давления «Сапфир-22ДИ-ВН» • Т — нормирующий преобразователь Ш-705И; ЦР — электропневмопреобразователь; А05 — блок суммирования; А35 — блок вычислительных операций; ЗУ05 — задатчик смещения К; ЛОЗ — блок аналого-ре-лейного преобразования; А543 — трехточечный аналоговый регистрирующий прибор;
ПМТ — переключатель
В качестве датчиков системы автоматизации применяются стандартные измерительные преобразователи с выходным пневматическим сигналом 0,2, ... 1 кгс/см2.
Для определения концентрации продукционной кислоты используются анализаторы «НИТРО», «Аналнз-3». Содержание кислорода в ннтрозном газе определяют с помощью автоматического газоанализатора ГТМК-11М, либо его новой модели ГТМК-16МА. Для определения концентрации оксидов азота в выхлопном газе до и после каталитической очистки служат газоанализаторы фирмы «Хокушнн» (Япония) с классом точности 2%.
Агрегат АК-72 имеет трехступенчатую разветвленную систему защиты. Первая ступень обеспечивает отключение прн неисправностях в отделениях испарения аммиака и абсорбции. Прн этом не происходит остановки технологического турбокомпрессора ГТТ-12. Вторая ступень обеспечивает защиту технологических аппаратов, связанных с ГТТ-12 газовым трактом, и вызывает его безаварийную остановку прн неисправностях в технологической части. Третья часть системы обеспечивает полную остановку агрегата прн неисправностях в ГТТ-12.
В системе защиты агрегата действуют 102 датчика, что может вызвать ее ложное срабатывание. Доля остановок агрегата по этой причине достигает, по данным [63], 16,5%. Причем 85% времени простоя по этой статье приходится на ложное срабатывание блокировок по температуре подшнп-
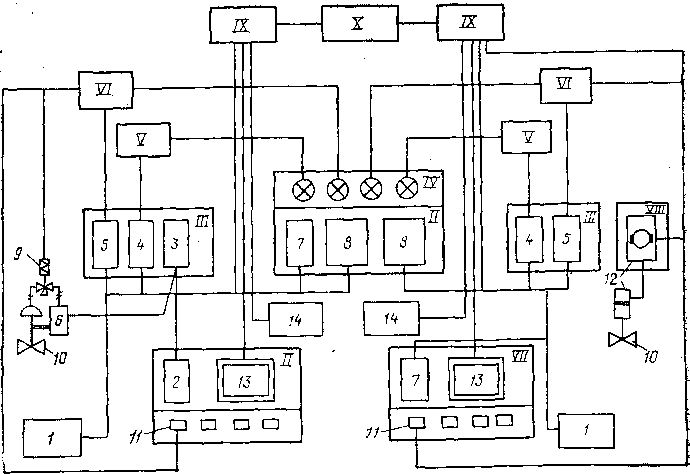
Рис. 1-60. Структурная схема АСУ ТП в агрегате АК-72М:
/ — центральный пульт управления; II —щит контроля; 111 — шкафы блоков; /V —мнемосхема; V — система технологической сигнализации; VI — система аварийной защиты; VII — пульт управления комплексным машинным агрегатом; VIII — система гидроавто-матики КМА; IX — вычислительный субкомплекс ТВСО-1; X — координирующий вычислительный комплекс СМ J 634,06.
Устройства: / — первичный преобразователь; 2 —станция управления «СУРА-2»; 3— аналоговый регулятор РБАМ; 4, 5*- блоки системы «Каскад-2»; 6 — электропиевмопози-циоиер ПЭП; 7 — аналоговый регистрирующий прибор А-543; 8 — миллиамперметр самопишущий КСУ-4; 9 — электропиевмоклапаи КЭП-6/3; 10 — регулирующий клапан; // —органы дистанционного управления; 12 — сервопривод; 13 — видеотерминал алфавитно-цифровой ВТА-2000; 14 — устройство печати знакосинтезирующее A52I-4/6
ников ГТТ-12, вследствие нарушений работы усилителя прибора КСМ4 и обрыва термодатчиков. Значительное число отказов приходится на сбои в работе приборов КСП4 при снижении напряжения питания и износе щеточных переключателей.
Для повышения надежности систем защиты в модериизироваииом агрегате использовано дублирование наиболее ответственных датчиков с мажоритарным принципом срабатывания. Схемы температурной защиты выполнены с применением блоков ЛОЗ системы «Каскад-2», индивидуально по каждому каналу измерения.
Для контроля температуры подшипников ГТТ-12 применяют прибор типа КПМ-ЗМГ, определяющий обрыв цепи термодатчика.
В последнее время в агрегатах АК-72М применяют электронную систему контроля и управления с микропроцессорным субкомплексом на базе двух комплектов ТВСО-1 и комплекта СМ. 1634.06. В качестве основных датчиков новой системы используют универсальные измерительные преобразователи типа «Сапфир-22ВН», В централизованной системе управления применяется станция управления «СУРА» с числовым представлением информации и регуляторы типа РБАМ.
Основными задачами, возложенными на АСУ ТП агрегата АК-72М, являются:
— контроль работы комплексного машинного агрегата КМА-2;
— контроль хода технологического процесса и стабилизация заданных режимов работы;
— расчет технико-экономическнх показателей;
— программное управление пуском и остановом агрегата;
— программная защита от аварий;
— оперативная связь с верхней ступенью управления;
— оптимизация технологических показателей и регулирующих воздрйст'
вий.
Структурная схема АСУ ТП агрегата АК-72М приведена иа рис. I-6(L
4. ПОЛУЧЕНИЕ ОКСИДА АЗОТА С ПРИМЕНЕНИЕМ НИЗКОТЕМПЕРАТУРНОЙ ПЛАЗМЫ [63—73]
В. Т. Пендраковский, Р. М. Дискина
В последнее время в технически развитых странах ведутся обширные? исследования по прямому синтезу оксида азота с применением низкотемпе-ратурной плазмы. Обусловлено это тем, что доминирующий в настоящее время промышленный способ связывания азота в виде аммиака требует сложного и дорогостоящего оборудования, больших капитальных вложений, использование в качейве источника получения водорода природного газа ил® другого углеводородного сырья. Возрастающий объем производства минеральных удобрений требует не только значительного увеличения капитальны* вложений, ио и ставится в прямую зависимость от добычи природного газа.' и других видов углеводородного сырья, запасы которого истощаются, а стой-мость их добычи и транспортировки возрастает.
Прямой синтез оксида азота (II) с применением • низкотемпературной плазмы можно осуществить двумя путями, из них первый ведут при высокой; температуре (2300—3000 К), которую получают в электродуговых генераторах (плазмотронах) [64]. Процесс является термическим и его основные? параметры могут быть определены путем расчета термодинамического равно-весия. Процесс может быть реализован как прн атмосферном, так и при повышенном давлении [65, 66].
Второй путь —синтез оксидов азота в неравновесной плазме, [67—69], которая характеризуется различными уровнями электронной, колебательной: и поступательной энергии частиц. Процесс протекает при относительно низкой температуре нейтральных частиц и полученные концентрации N0 могут значительно превышать ее равновесные значения.
Окисление азота при высоких температурах можно выразить в виде уравнения:
0,5N2 + 0,502 у-
> N0 — 90,43 Дж/моль.
Поскольку значительные концентрации оксида азота в реакционном газе,, имеющие практическое значение, могут быть получены при температурах выше 2200 К, то при расчетах равновесных концентраций N0 необходимо учи-тывать диссоциацию кислорода и азота.
Для расчета равновесного состава системы азот — кислород в качестве независимых выбирают следующие реакции:
N0 N+0,
02 *=* о + о,
N, N + N.
константы равновесия этих реакций можно определить из уравнений:
Kp' = PNP0/PN0. (I-64)
V = P0a/P02. (1-65)
tfp"'=PNa/PN2, О-»)
где К'р, К"р, K'”v — константы равновесия реакций; pi— парциальное давление г-го компонента.
Принимая, что в равновесной системе сумма молей всех компонентов равна единице, получим
«Na + пОг + «N0 + «О + nN = 1.
где ni — мольная доля соответствующего компонента в равновесной смесн.
Так как парциальное давление любого компонента равновесной смесн р1=щР (где Р — общее давление в системе), уравнения для констант равновесия примут следующий вид:
гг /_
пКпО
р „ „_
Пр т
/Zfrj— р . |
«N0 Р> К*> - »о2 Р' Кр - «N, Р• (L6 )
Задаваясь численными значениями отношения кислорода к азоту, можно написать уравнение
[О] 2по2 + ”N0 + п0
[N] ~ 2«n2 + «no + «n ‘ ( ’
Путем совместного решения этих пяти уравнений при заданных температуре Т, давлении Р и отношении [0]/[N] можно определить содержание компонентов NO, iNj, 02, О и N в равновесной смеси (в мол. долях), а затем — значения полной мольной энтальпии 1ем равновесной смеси при температу-,ре Т
/см = «n/n,, + noJo2 + «NO^NO+ пЫо + nN^N- (1.69)
Полная энтальпия /см включает значения теплот образования компонентов равновесной смеси в стандартных условиях.
Аналогично может быть рассчитана полная энтальпия исходной смесн,
поступающей в реактор, а по численным значениям полных энтальпий равно
весной и исходной смесей — расход энергии в реакторе.
Численные значения констант равновесия и энтальпий приведены в работах [70, 71].
На рис. 1-61 приведена зависимость равновесных концентраций оксида азота от температуры для исходных азотокнслородных смесей, содержащих от 10 до 50% (об.) кислорода при давлении 0,1 МПа. Замедленный рост концентрации N0 при высоких температурах и переход ее значения через максимум объясняется диссоциацией кислорода, а затем и азота.
¦Ж
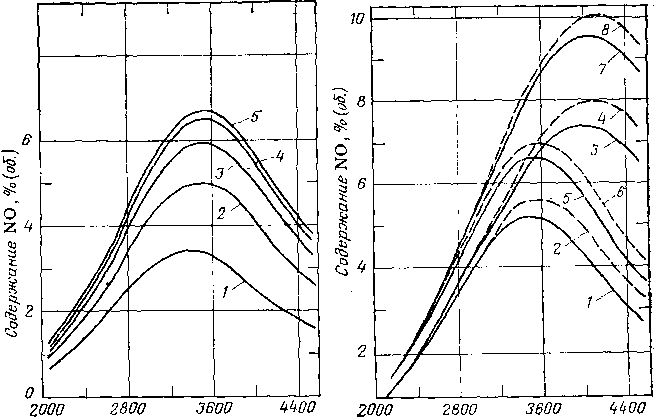
Температура равновесной смеси,К Температура, К
Рис. 1-61. Зависимость равновесного содержания оксида азота в смеси от* температуры прн 0,1 МПа для исходной азотокислородной смеси различного*
состава:
/--10%' 0j+90% N3; 2 — 20% 0г+80% N2; 3-30% 02+70% Ns; 4 — 40% 02+60% N2: 5-
50% 02+50% N2
Рис. 1-62. Зависимость содержания оксида азота от температуры и давления исходной азотокислородной смеси различного состава:
/. 2— воздух, Р=0,1 МПа; 3, 4—воздух, Р=1 МПа; 5. 6 — эквимолекулярная смесь,
^=0,1 МПа; 7, 8 — эквимолекулярная смесь, Р=1 МПа (-- в равновесной смеси,-
---в охлажденном газе)
Образование оксида азота при высоких температурах протекает по цепному неразветвленному механизму и включает следующие элементарные реакции:
O-f N, NO+N,
N+0, ъ==а N0 + 0.
Время достижения равновесных концентраций оксида азота резко сокращается с повышением температуры. Однако при охлаждении равновесной-системы скорость реакции разложения оксида азота во много раз превосходит скорость прямой реакции. Поэтому при относительно медленном охлаждении реакционной смеси ббльшая часть оксидов азота разлагается. При быстром же охлаждении имеет место эффект закалки оксида азота.
Для расчета кинетики реакции образования и закалки оксида азота* [моль/(см3-с)] используют уравнение, полученное Я. Б. Зельдовичем [65, 72]:
d (NO)/(dT) =1,5- 10ls exp (—86 OOQ/RT) {[NO]8— (NO)2J//[Cg, (1.70)
где [NO], [Ог], (NO) — соответственно равновесные концентрация оксида азота и кислорода, а также текущая концентрация оксида азота.
2200 3000 3800 ШО ~2200 2Ш 2600 2800 3000
Температура равновесия,К Температура равновесной смеси,К
Рис. 1-63. Зависимость удельного расхода энергии в реакторе от температу ры исходной азотокислородиой смеси различного состава:
1, 3~ воздух, Р—0,1 МПа; 2, 4 — эквимолекулярная смесь, Р=0,1 МПа; 5, 7 — воздух; Р= 1 МПа; 6, 8— эквимолекулярная смесь, Р= 1 МПа (сплошная линия — температура исходной смеси 300 К, пунктирная — 1500 К)
Рнс. 1-64. Зависимость времени достижения равновесной концентрации оксида азота от температуры нагрева для исходной эквимолекулярной смеси (пунктирная линий) и воздуха (сплошная линия) при различном давлении 1 — Р=0,1 МПа; 2 — Р~0,5 МПа; 3 — Р~\ МПа
С учетом рекомбинации атомарного кислорода в приведенном уравнении |02] следует заменить иа {[02]+10]-0,5+ [[NO]—(NО)]-0,5}, где [О]—равновесная концентрация атомарного кислорода. Уравнение решают относительно <(N0) методом численного интегрирования.
На рис. 1-62 приведено содержание оксида азота в равнонесной смеси (сплошные линии) и в охлажденном газе (пунктирные линии) в осуществление идеальной (100%) закалки. Повышение концентрации N0 в холодном тазе обусловлено уменьшением его объема за счет рекомбинации атомарного .кислорода.
На рнс. 1-63 показана зависимость удельного расхода энергии от температуры равнонесной системы для поступающей в реактор холодной исходной смеси и смеси, предварительно нагретой до 1500 К.
Содержание оксида азота в конечном газе зависит как от равновесной концентрации N0, так и от скорости охлаждения продуктов реакции, т. е. от режима закалки.
В табл. 1,25 приведены значения степеней закалки оксида азота при различных скоростях охлаждения равновесной смеси.
На рис. 1-64 показана зависимость времени, необходимого для достижения 98%-ной равновесной концентрации оксида азота, от температуры [73].
Основным' показателем, ' определяющим экономическую эффективность процесса прямого синтеза оксида азота являетси расход электроэнергии на единицу конечного продукта. На протекание химической реакции окисления азота расходуется лишь небольшая часть электрической энергии (400 кВт-ч иа тоииу азотной кислоты), остальная ее часть расходуется иа подогрев газа до температуры синтеза оксида азота. Поэтому для обеспечения экоиомяче' ской эффективности процесса поступающую в реактор азотокислородную смесь необходимо подогревать за счет тепла продуктов реакции.
Таблица 1,25. Степень закалки (%) оксида азота при различных скоростях охлаждения равновесной смеси
|
Скорости закалки, °С | |||||||||
|
т, к | cno* % (об.) | 10» | 5-106 |
10® | 5-105 | 105 | 5-101 | 104 |
5-103 |
Исходная смесь 21% 02+79% N2
При Р=0,1 МПа
| 2400 | 1,916 | 100 | 100 |
99,9 | 99,8 | 99,2 |
98,4 | 93,2 | 88,0 |
| 2600 | 2,650 |
99,9 | 99,9 | 99,5 | 99,1 | 95,6 |
91,9 | 75,8 | 67,3 |
| 2700 | 3,042 |
99,9 | 99,8 | 98,9 |
97,9 | 91,2 | 85,1 | 66,3 | 58,7 |
| 2800 | 3,439 | 99,8 | 99,6 | 97,8 |
95,9 | 84,9 | 77,1 |
58,7 | 51,9 |
|
2900 | 3,826 | 99,6 |
99,1 | 96,05 | 92,7 | — | — |
— | — |
| 3000 | 4,191 | 99,2 |
98,5 | 93,3 | 88,4 |
— | — | — | — |
| 3500 |
5,153 | 96,2 | 93,2 | 80,76 | 73,9 | ¦ — | — | — |
— |
При Р= 1,0 МПа
| 2400 | 1,924 |
100 | 99,9 | 99,7 | 99,5 | 97,6 |
95,4 | 83,4 | 75,2 |
| 2600 | 2,682 |
99,9 | 99,7 | 98,4 |
96,9 | 88,1 | 80,8 | 61,5 | 54,2 |
| 2700 | 3,099 | 99,6 | 99,3 | 97,7 |
93,8 | 79,5 | 71,0 |
53,2 | 46,9 |
|
2800 | 3,536 | 99,3 |
98,5 | 93,5 | 88,5 | 70,4 | 62,3 |
46,6 | 41,1 |
|
2900 | 3,984 | 98,5 |
97,1 | 88,5 | 81,5 | — | _ | — | |
| зеоо |
4,437 | 97,3 | 94,9 |
82,2 | 74,1 | — | — | — |
— |
| 3500 |
6,485 | 81,1 | 73,6 |
57.1 | 50,8 | — | — | — |
— |
Исходная смесь 50% 02 + 50% N2
При Я=0,1 МПа
| 2400 | 2,366 |
100,0 | 100 | 99,9 | 99,9 | 99,4 . |
98,8 | 94,4 | 90,0 |
| 2600 | 3,284 |
100,0 | 99,9 | 99,6 |
99,2 | 96,4 | 93,3 | 78,4 | 69,9 |
| 2700 | 3,777 | 99,9 | 99,8 | 99,2 |
98,3 | 92,7 | 87,3 |
88,8 | 80,9 |
|
2800 | 4,281 | 99,7 |
99,6 | 98,3 | 96,7 | 87,0 | 79,6 |
60,8 | 53,7 |
| 2900 | 4,778 | 99,6 | 99,4 | 96,8 |
93,9 | — | — |
— | — |
|
3000 | 5,253 | 99,4 |
98,8 | 94,4 | 90,1 | — | — |
— | — |
| 3500 | 6,665 | 96,3 |
93,3 | 80,8 | 73,9 |
— | — | — ' | — |
При Я =1,0 МПа
| 2400 |
2,376 | 100 | 100 | 99,8 | 99,6 |
98,1 | 96,2 | 85,7 |
77,9 |
| 2600 |
3,32 | 99,9 | 99,8 |
98,8 | 97,6 | 90,0 | 83,4 | 64,0 |
56,4 |
| 2700 |
3,842 | 99,7 | 99,4 |
97,3 | 95,0 | 82,1 | 73,7 | 55,3 |
48,7 |
| 2800 |
4,391 | 99,4 | 98,8 |
94,6 | 90,4 | 73,1 | 64,7 | 48,4 |
42,6 |
| 2900 |
4,957 | 98,8 | 97,7 |
90,4 | 84,0 | _ | _ | — | — |
| 3000 | 5,534 |
97,8 | 95,8 | 84,6 | 76,6 | — |
— | — | — |
| 3500 | 8,224 |
82,8 | 75,3 | 58,3 |
51,8 | — | — | — | — |
Прямой сйнтез концентрированной азотной кислоты
В. А. Марченко, Н. Г. Задерий, А. М. Шульга
Физико-химические основы процесса
Получение концентрированной азотной кислоты методом прямого синтеза основано на взаимодействии жидких оксидов азота с водой и кислородом под давлением и прн повышенной температуре. Технологическая схема производства азотной кислоты из ннтрозных газов, полученных окислением NH* кислородом воздуха, включает следующие стадии:
выделение реакционной воды;
окисление оксида азота;
абсорбция оксидов азота концентрированной азотной кислотой;
выделение оксидов азота;
получение жидких оксидов азота;
получение концентрированной азотной кислоты нз оксидов азота, разбавленной азотной кислоты н кислорода под давлением.
Выделение реакционной воды. Для получения 100% -ной азотной кислоты из нитрозного газа, полученного контактным окислением аммиака, необходимо выделить нз нитрозного газа избыток реакционной воды, который в соответствии с реакцией
NHS + 202 = NO + 1, 5Н20 + 0,7503 = HN03 + Н20, (I • 71)
составляет 2/3 общего количества образующейся реакционной воды.
При охлаждении нитрозного газа одновременно с окислением N0 и конденсацией водяных паров образуется азотная кислота. Для уменьшения потери оксидов азота прн конденсации реакционной воды применяют скоростные холодильники с развитой поверхностью теплообмена, обеспечивающие необходимое охлаждение газа прн малом времени пребывания его в холодильнике.
В установках, работающих прн атмосферном давлении, содержание азотной кислоты в конденсате может составлять 2—3%, в системах, работающих под давлением до 0,716 МПа —не менее 30% [8].
Реакционную воду можно выделить из нитрозного газа под давлением без потерн оксидов азота с конденсатом [74]. Для этого в горячий газ после конверсии подается азотная кислота (например, 50%-ная), которая разбавляется до 35%, поглощая реакционную влагу; затем после дистилляции она снова используется в процессе. Реализация данного способа выделения реакционной воды затруднена вследствие сложности аппаратурного оформления н необходимости дополнительных энергозатрат на дистилляцию. Этому же вопросу посвящены работы [75—77].
При проведении технологических расчетов концентрация азотной кислоты в конденсате в интервале парциальных давлений оксидов азота 0,013— 0,093 МПа при общем давлении не выше 0,98 МПа, времени пребывания газа в холодильнике от 2 до 100 с, конечной температуре охлаждения газа 10—100°С и степени окисления N0 не ниже 55% определяется по формуле [68]:
Снш3 = Л + 0,000195pNO+N02 — 12,31 е 065т— 0,0062fM°«. (L72)
Если время пребывания нитрозного газа в скоростном холодильнике-конденсаторе не более 1 с, содержание NH3 в аммначно-воздушной смеси 11%, давление 0,49 МПа, степень окисления оксида азота 35—45%, а температура охлаждения газа 40—100°С, то концентрацию азотной кислоты в конденсате [% (масс.)] определяют по следующей формуле [78]:
ChN03 = ( 0,00123 + 0,0212т — °*113*)6> (1.73)
где pno+no2 — парциальное давление оксидов азота перед конденсацией, Па;
т— время пребывания газа в зоне охлаждения, с; t — конечная температура охлаждения газа, °С. А — константа, зависящая от содержания водяных паров (п) в нитрозных газах перед конденсацией; 6 — поправочный коэффициент.
Значения коэффициентов А н 6 в уравнениях (1.72) н (1.73) зависят от содержания паров воды:
Окисление оксида азота. Послевыделения избыточной реакционной воды проводят гомогенное окисление оксида азота кислородом в газовой фазе и гетерогенное окнсленне концентрированной азотной кислотой. Закономерности гомогенного окисления оксида азота (II) до 1NO2 изложены выше (стр. 39, 40). *
Степень и скорость окисления iNO при известном исходном содержании N0 н 02 н заданных' температуре и давлении определяют с помощью констант равновесия н скорости реакции окисления N0 до N02 (1.29).
В системах производства концентрированной азотной кислоты при атмосферном давлении окнсленне N0 до N02 кислородом, содержащимся в иит-розных газах, протекает в окислительных башнях. Тепло реакции отводится орошаемой кислотой, которая затем охлаждается в выносных холодильниках. Для достижения полного окисления N0 газ после окислительных башен доокисляется 98%-ной азотной кислотой
NO + 2HNOs = 3N02 + Н20— 73,6 кДж. (1-74)
Прн этом азотная кислота разбавляется, а ннтрозные газы обогащаются N02.
В области концентраций азотной кислоты от 68 до 100% равновесная концентрация оксида азота над кислотой очень мала, поэтому процесс до-окисления целесообразно вестн так, чтобы концентрация кислоты в результате разбавления была не ниже 68%.
Гетерогенное окисление оксида азота (II) 98%-ной азотной кислотой с разбавлением последней до 68% HN03 обусловлено растворением оксида азота в азотной кислоте, взаимодействием с нею N0, образованием азоти-
стой кислоты, ее разложением на N02, NO и Н20 н десорбцией N02 из раствора. Скорость реакции доокислеиия N0 коицеитрированиой азотной кислотой увеличивается с повышением температуры и концентрации азотной кислоты и уменьшается с повышением давления.
Прн атмосферном давлении можно достичь 99%-иого окисления оксида азота концентрированной азотной кислотой. При повышенных давлениях достичь такой степени окисления невозможно. В этом случае целесообразно провести наиболее полное гомогенное окисление оксида азота кислородом под давлением, которое протекает с высокой скоростью, и доокисление провести концентрированной кислотой.
Высокая степень окисления достигается при применении высококоицент-рированных оксидов азота. Возможно также окисление N0 в газовой фазе парами азотной кислоты, в этом случае скорость окисления увеличивается при накоплении продуктов реакции в газовой фазе, что объясняется каталитическим действием М02 н Н20. Однако в промышленности гомогенное окисление N0 парами азотной кислоты не применяется, так как скорость гетерогенного окисления на 2—3 порядка выше.
Несмотря на то, что скорость окисления N0 концентрированной азотной кислотой с понижением температуры уменьшается, процесс ведут при пониженных температурах, так как при этом уменьшается количество паров азотной кислоты, уносимых отходящими газами. Одновременно с гетерогенным окислением оксида азота азотной кислотой происходит его окисление в жидкой фазе растворенным в кислоте кислородом. Увеличение температуры способствует повышению скорости окисления оксида азота в жидкой фазе.
Абсорбция оксидов азота концентрированной азотной кислотой. Один из методов получения концентрированного N2O4 основан на абсорбции высоко-окислениых оксидов азота концентрированной азотной кислотой при пониженных температурах с получением раствора оксидов азота в азотной кислоте— нитроолеума 2HN03-N204, в котором содержится 42% N2O4. При таком содержании N2O4 плотность раствора максимальна. Десорбция оксидов нз кислоты осуществляется при нагревании раствора до температуры кипения.
Растворимость оксидов азота в 97%-ной HNO3 при —10 °С и атмосферном давлении составляет:
Содержание N02 в газе, %
(об.)....................10 15 20 25 30
Содержание N204 в растворе,
% (масс.)................29,4 34,0 37,2.41,0 45,0
При абсорбции оксидов азота 98%-ной азотной кислотой в аналогичных условиях содержание N20< в нитроолеуме составляет 30%. В этих системах в отходящих газах содержатся 0,1—0,3% N02 и пары HN03, концентрация которых определяется по давлению паров азотной кислоты над 98%-ной
HN03:
Температура, °С —10 0 5 15 25
Рнмо3 над 98%-
ной HN03, Па . 800 1573,2 2066,5 3847,6 6852,6
Для очистки отходящих нитрозных газов от паров концентрированной азотной кислоты нх промывают водой или кислым конденсатом.
Растворимость N2O4 в безводной азотной кислоте при повышенных температурах составляет:
Температура, °С 78,5 70 60 50 40 33
Растворимость
N204, % (масс.) 0 3,1 7,8 14,2 21,5 27,0
Растворимость NO2 в безводной азотной кислоте может рассматриваться при концентрации N204 до 54°/о и выше 97%. В интервале 54—97% М204 смесь расслаивается. При температуре 56 °С расслоение исчезает и в нижнем и верхнем слоях концентрации N204 составляет 77,8%. С понижением температуры от 56 до —15 °С в верхнем слое содержание N2O4 возрастает до 97,3%, а в нижием—уменьшается до 47,3%.
Влияние концентрации оксидов азота и температуры на давление насыщенных паров, плотность, вязкость и другие свойства растворов иитроолеума приведены ранее (см. стр. 36 сл.).
Наиболее эффективными для процесса абсорбции оксидов азота являются колонные аппараты с ситчатыми тарелками. К. п. д. ситчатых тарелок и количество тепла, выделяющегося на тарелках по высоте аппарата, определяют по данным, полученным при температуре —10 °С, давлении 0,48 МПа и линейной скорости газа 0,22 м/с [79]. Для других условий проведения процесса к. п. д. определяют по его изменению в диапазоне давлений 0,098-5-1,96 МПа и скорости нитрозного газа 0,2—0,6 м/с [80].
Интенсификация процесса абсорбции оксидов азота возможна при применении других поглотителей, например, органических [81], при повышенных давлениях н использовании охлаждения водой вместо рассола [,82].
Выделение оксидов азота. Выделение оксидов азота из нитроолеума и автоклавной кислоты осуществляется путем нагревания растворов до темпе-.ратуры кипения в отбелочных колоннах. При этом протекает реакция
HN03 • N02 = HN03 + N02 — Q, (1.75)
равновесие которой при повышении температуры смещается вправо.
При 0,1 МПа разность между парциальными давлениями оксидов азота и азотной кислоты над нитроолеумом, содержащим более 10% NO2, значительно выше, чем при давлении, например, 0,047 МПа, поэтому и скорость выделения оксидов из этих растворов при атмосферном давлении значительно выше. Кроме того, при атмосферном давлении содержание азотной кислоты в газах после отбеливания уменьшается в несколько раз. Однако из-за более высокой температуры кипения раствора при атмосферном давлении сильно возрастает коррозия аппаратуры.
Температуру кипения и состав паров над нитроолеумом прн давлениях 0,047—0,101 МПа определяют по диаграмме кипения растворов N2O4 в азотной кислоте [8]. При нагревании нитроолеума, содержащего более 45% N2O4, нитроолеум кипит при постоянной температуре пока содержание в нем N2O4 не достигнет 45%. При этом в парах будет содержаться 99% оксидов азота.
При содержании 1N2O4 меиее 45% температура кипения повышается и пары обогащаются азотной кислотой.
чинами для автоклава с ситчатыми затопленными тарелками [80]. Прн отношении N2O4: 1^20 = 7,6, температуре 80 °С и давлении 3,92 МПа время образования 98%-иой азотной кислоты уменьшается в два раза.
Производительность автоклава пленочного типа иа 26—30% выше, чем автоклава с затопленной насадкой [91], а время пребывания смеси для получения 98,5—99,2%-ной азотной кислоты в два раза меньше. При одних и тех же давлении, отношении N204: Н20 и нагрузке константа скорости образования кислоты в автоклаве пленочного типа в 2 раза больше, чем в аппарате с затопленной насадкой, а расход кислорода близок к теоретически необходимому.
Иитеиснфицировать синтез азотной кислоты можио лишь путем ускорения разложения азотистой кислоты в жидкой фазе. Так, при нспользоваинн ультразвука скорость разложения азотистой кислоты увеличивается более •чем в 10 раз. С увеличением концентрации азотистой кислоты скорость ее разложения повышается.
Расчеты основных стадий производства концентрированной азотной кислоты методом прямого синтеза приведены в работах [8, 92].
Промышленные схемы производства
Наибольшее распространеине получила схема производства концентрированной азотной кислоты, в которой окисление аммиака проводят при атмосферном давлении, а абсорбцию оксидов азота — под давлением 0,343 МПа {рнс. 1-65). Отделение конверсии аммиака в этой схеме оформлено так же, как и в схеме производства разбавленной азотной кислоты под давлением 0,343 МПа.
В холодильиике-промывателе из иитрозиых газов выделяется часть реакционной воды. Далее газы, содержащие 11,7% (об.) оксидов азота, прн температуре 45—50 °С поступают иа линию всасывания турбокомпрессора 1, где сжимаются до 0,412 МПа и нагреваются до 280—290 °С. Во всасывающий патрубок турбокомпрессора вводится также дополнительный воздух из атмосферы.
После турбокомпрессора сжатые иитрозные газы направляются в окислитель 2, где происходит окисление оксида азота (II) до N02 и нагревание ннтрозных газов до 320—340 °С. Тепло нитрозных газов используется для подогрева хвостовых газов в подогревателе 3 от 35 до 250—270 °С. При этом дитрозные газы охлаждаются до 110—130 °С.
Из подогревателя 3 ннтрозные газы поступают в газовый холодильник 4, где охлаждаются водой до 60—65 °С, а затем вместе с образовавшейся разбавленной азотной кислотой направляются в окислительную колонну 5, где оставшийся окснд азота (II) окисляется кислородом, содержащимся и иитрозиых газах, до N02.
Для отвода тепла реакции окисления на тарелках окислительной колои-яы установлены охлаждающие змеевики. Если требуемая охлаждающая поверхность равна 500 м2, змеевики устанавливают иа 1-й—26-й тарелках и в ашх подается вода, если охлаждающая поверхность — 360 м2, в змеевики ниж-<них тарелок (1—9) подается вода, а в змеевики верхних (11—25)—рассол.
На 21-ю тарелку окислительной колонны подается 60—65%-ная азотная кислота из зоны промывки нитроолеумной колонны 6.
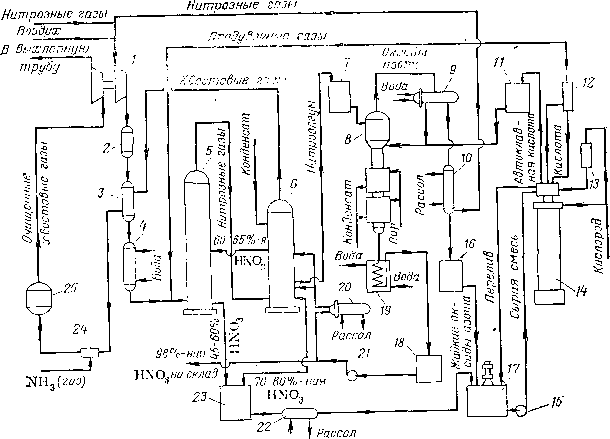
Рис. 1-65. Схема производства концентрированной азотной кислоты методом прямого синтеза при абсорбции оксидов азота под давлением 0,343 МПа:
I — турбокомпрессор с рекуперационной газовой турбиной; 2 — окислитель; 3 —подогреватель хвостовых газов; 4 — газовый холодильник; 5 — окислительная колонна; 6 — нит-роолеумная колонна; 7, 11— напорные баки иитроолеума и автоклавной кислоты; 8— отбелочная колонна; 9 — головной холодильник; 10 — конденсатор оксидов азота; /2 — ловушка; 13— рессивер; 14 — автоклав; 15, 21 — насосы; 16, 18, 23 — сборники жидких оксидов азота, концентрированной и иеконцеитрированиой азотной кислоты; 17 — мешалка сырой смеси; 19 — змеевиковый холодильник; 20, 22 — холодильники рассольные; 24 — смеситель; 25 — реактор каталитической очистки
Из окислительной колонны окисленные на 98—99% нитрозные газы поступают в нижиюю часть нитроолеумной колонны 6 в зону доокнслеиня я охлаждения. Для доокнслеиня используется концентрированная азотная кислота. Газы охлаждаются до 0°С рассолом, проходящим по змеевикам, которые установлены на тарелках зоны доокнсления, а затем направляются в зону нитроолеумиой абсорбции. На орошение зоны нитроолеумной абсорбции н зоны доокислеиия подается концентрированная азотная кислота, охлажденная в рассольном холодильнике 20.
Ннтроолеум, содержащий 35—40% N204 и образующийся при поглощении окснда азота (IV) концентрированной азотной кислотой, под давлением в нитроолеумной колонне поступает далее в напорный бак 7. Тепло поглощения NO2 концентрированной азотной кислотой отводится рассолом, проходящим по змеевикам, которые расположены иа 8-й—21-й тарелках зоны ивт-роолеумной абсорбции.
Нитрозный газ нз зоны нитроолеумиой абсорбции направляется в верхнюю промывную зону нитроолеумной колониы, где промывается кислым конденсатом или конденсатом водяного пара. Прн промывке происходит поглощение паров кислоты с образованием 60—65%-иой азотной кислоты, которая самотеком поступает иа 21-ю тарелку окислительной колонны.
Очистка хвостовых газов от оксидов азота аналогична очистке, применяемой в системах, разбавленной азотной кислоты под давлением 0,343 МПа. Выходящие из колонны хвостовые газы подогреваются до 250—270 °С в подогревателе 3 за счет тепла иитрозиых газов, поступающих из турбокомпрессора, и направляются в смеситель 24, где смешиваются с подогретым до 90—110°С газообразным аммиаком. Смесь хвостовых газов и аммиака поступает в реактор 25. Здесь иа ванадиевом катализаторе АВК-10 протекает реакция восстановления оксидов азота аммиаком до элементного азота. Из реактора очищенные газы через рекуперациоииую газовую турбину поступают в выхлопную трубу.
Азотная кислота из окислительной колонны 5 (концентрация 45—60%) и зоны доокислеиия иитроолеумиой колонии 6 (концентрация 70—80%) поступает в сборник 23, откуда через рассольный холодильник 22 направляется в мешалку сырой смеси 17 или иа склад разбавленной азотной кислоты.
Нитроолеум и автоклавная кислота из иапориых емкостей 7 к 11 подается в отбелочную колоииу 8 тарельчато-каскадного типа, в которой происходит отгоика оксидов азота путем нагревания раствора водяным паром в двух нижних царгах.
Отбеленная азотная кислота (ие ниже 98%), содержащая ие более 0,3% оксидов азота, при температуре ие выше 85 °С из иижией части отбелочной колонны поступает в змеевиковый холодильник 19, где охлаждается водой до 35—40 °С, затем она направляется в сборник коицеитрироваииой азотной кислоты 18, из которого иасосом 21 выдается иа склад готовой продукции; часть кислоты через рассольный холодильник 20 подается в иитроолеумиую колоииу 6.
Газообразные оксиды азота из верхней части отбелочной колоииы 8 поступают в головной холодильник 9, охлаждаемый водой (реже рассолом), в котором конденсируются пары кислоты и часть оксидов. Конденсат из головного холодильника возвращается в отбелочную колоииу в виде флегмы. После головного холодильника оксиды азота конденсируются в рассольном конденсаторе 10 и направляются в сборник 16 и в мешалку для приготовления сырой смеси, а иескоидеисировавшиеся газы подаются иа линию всасывания турбокомпрессора 1. В мешалке 17 из жидких оксидов азота и поступающей в иее через рассольный холодильник 22 разбавленной азотной кислоты готовится сырая смесь, которую иасосом высокого давления 15 непрерывно подают в автоклав 14. Здесь сырая смесь обрабатывается кислородом под давлением 4,905 МПа. Кислород через рессивер 13 поступает в реакционное пространство автоклава под иижнюю тарелку насадки и в кольцевое пространство автоклава между корпусом и реакционным стаканом для уравнивании давлений.
Процесс автоклавной обработки ведут при температуре около 80 °С. Полученная 98%-ная автоклавная кислота, содержащая до 23—27% растворенных оксидов азота, непрерывно выдается из автоклава в сборник 11, откуда поступает в отбелочную колонну 8.
Продувочные газы в ловушке 12 отделяются от брызг азотной кислоты. Кислота из ловушки возвращается в автоклав. Продувочные газы с давлением до 0,343 МПа направляются в окислительную колонну.
Содержание:
В качестве отхода получают 1 т перегретого пара под давлением 3,822 МПа и при 450 °С, а также 0,5 т конденсата водяного пара.
Основное технологическое оборудование. Окислитель и, ая колоииа представляет собой вертикальный цилиндрический аппарат, изготовленный нз нержавеющей стали Х18Н9Т, диаметром 3000 мм и высотой 46400 мм. Насадка колоииы состоит из 40 ситчатых тарелок, в которых имеются отверстия диаметром 2 мм, расположенные в шахматном порядке с шагом 9 мм.
Колонна нитроолеумиая (рис. 1-66) выполнена из стали ЭИ-654 диаметром 2400 мм и высотой 27010 мм, в которой расположено 25 ситчатых тарелок, из иих в нижией части колоииы, в зоне доокисления,
7 тарелок, в средней части, в зоне иитроолеумиой абсорбции —14 тарелок (8—21) и в зоне промывки — 4 тарелки (22—25). На пяти тарелках зоны доокисления и всех 14 тарелках зоны нитроолеумной абсорбции установлены
Конденсат
Конденсат
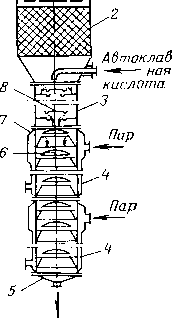
; Азотная кислота
Рис. 1-67. Отбелочная колонна:
1 — крышка; 2 — дефлегматор с насадкой; 3— каскадная царга; 4 — тарельчатая царга; 5 — нижняя крышка; б —тарелки; 7 — сальниковое уплотнение; 8 — каскадные перегородки
I Хвостовые T газы
38%-ная HNO,
в 8%-ная HNO,
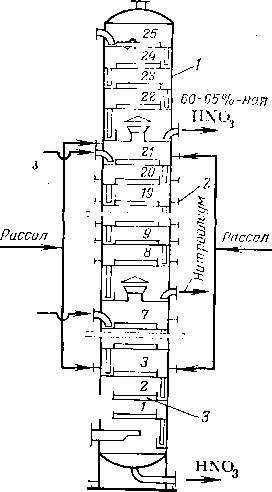
70-80 %-ная
Оксиды
азота
Нитрозный ^ газ
Рис. 1-66. Нитроолеумная колонна:
/ — корпус; 2 — штуцера охлаждающих змеевиков; 3 — снтчатые тарелки; 4 — переливные
трубы
Охлаждающие змеевики общей поверхностью 397 м2. В змеевики подается рассол; четыре тарелки в зоне промывки без охлаждающих змеевиков.
Отбелочная колонна (рис. 1-67) тарельчато-каскадного типа выполняется из алюминия. Она состоит из трех царг с внутренним диаметром 800 мм и дефлегматора диаметром 1200 мм, установленного на верхней царге колонны. Общая высота колонны 9550 мм.
В дефлегматоре размещена насадка из алюминиевых или керамических ~Колец 25x25X4 высотой 1300 мм, орошаемая нитроолеумом. В верхней царге высотой 1900 мм установлены каскадные перегородки, представляющие собой полутарелки. Две нижиие царги высотой 2670 мм каждая снабжены рубашками для подогрева жидкости паром под давлением 0,07 МПа. В этих царгах размещены 6—8 конических тарелок, установленных узкой частью вверх, со сферическими колпаками. Поверхность нагревания каждой царги
8 м2.
Применяются также усовершенствованные колонны из высокочистого алюминия.
Головной холодильник (рис. 1-68), предназначенный для предварительного охлаждения оксидов азота после отбелочных колоин, представляет собой горизонтальный (реже вертикальный) теплообменник кожухотрубчатого типа с поверхностью теплообмена 106 м2. Диаметр труб 25Х
Рис. 1-68. Головной холодильник:
1,4 — крышки; 2 — корпус; 3 — трубы
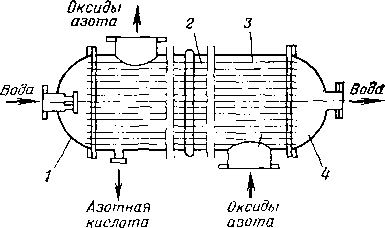
Х1,8 мм, трубные решетки и кожух изготовлены из стали ЭИ-654, боковые крышки — из стали 12Х18Н10Т. В межтрубное пространство поступают оксиды азота, в трубное—вода (реже рассол).
Конденсатор оксидов азота (рис. 1-69) представляет собой вертикальный кожухотрубчатый аппарат диаметром 1000 мм и высотой 5390 мм; диаметр трубок 25X1,8 мм, поверхность теплообмена 172 м2. Газы поступают в трубное пространство, а в межтрубное пространство рассол.
Автоклавная
кислота Перелив сырой, смеси Кислота из '^*мовушт
Перелив сырой, смеси
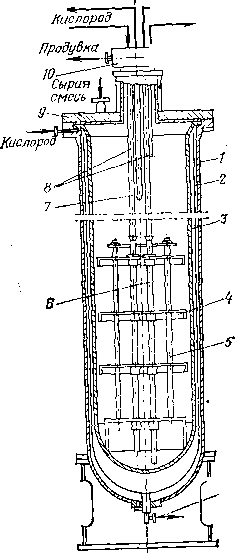
Дренаж
Газообразные оксиды азота
Дренаж
Рассол
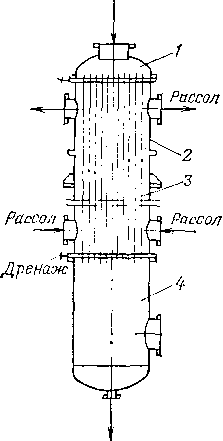
Нитрозный
Жидкие оксиды азота
Рис. 1-69. Конденсатор оксидов азота:
I — крышка; 2 — корпус; 3 — трубки; 4 — сепаратор
Рис. 1-70. Автоклав непрерывного действия:
7 — корпус; 2 — защитный стакан; 3 — реакционный стакан; 4 — ситчатые тарелки; штанги; 6 — труба для вывода кислоты; 7 — труба для подачи кислорода; 8 — переливные трубы; .9 —крышка; 10 — арматурный блок
Кожух выполнен из нержавеющей стали, остальные элементы конструкции — из стали ЭИ-654. В трубиых досках имеются дреиажиые штуцера из меж-трубиого пространства.
Применяются автоклавы периодического и непрерывного действия. Автоклав непрерывного действия, состоящий из цилиндрического корпуса, защитного стакана, реакционного стакана с насадкой, крышки и арматурного блока, показан на рис. 1-70.
Корпус изготовлен из углеродистой стали толщиной 40 мм, его внутренний диаметр 1140 мм, высота 8610 мм, ои рассчитан на рабочее давление 5,101 МПа.
Внутренний защитный стакан из алюминия АД0 толщиной 10 мм служит Для предохранения стального корпуса от действия оксидов азота и кислоты в случае нарушения уплотнения реакционного стакана. Диаметр стакана 1084 мм, высота 8343 мм. Реакционный стакан выполнен из алюминия А-85, его толщина 25 мм, внутренний диаметр 990 мм и высота 8315 мм. Фланец реакционного стакана зажат между крышкой и фланцем стального корпуса, поэтому стакаи находится в висячем положении. В реакционный стакан вставлена насадка из девяти нитчатых тарелок. На стальной футерованной алюминием крышке автоклава закреплен арматурный блок, через который в автоклав входят две переливные трубы, а также трубы для подачи кислорода и вывода автоклавной кислоты.
Схема получения нитроолеума под давлением 0,63 МПа показана иа рис. 1-71.
Нитрозный газ, полученный конверсией аммиака под давлением 0,63 МПа, проходит котел-утилизатор, окислитель, подогреватели воздуха и хвостовых
Рис. 1-71. Схема получения иитроолеума под давление^ 0,63 МПа:
/ — холодильник-конденсатор; 2 — продувочная колонна; 3 — сепаратор; 4 — промыватель; 5 — колонна нитроолеумной абсорбции; 6 — отбелочная колоииа; 7 — рассольный холодильник; 8— подогреватель газа; 9 — газрвый теплообменник
газов и- поступает в холодильник-конденсатор 1. В последнем при охлаждении до 50—60 °С конденсируются пары воды с образованием 40—50%-ной азотной кислоты. Удаление из такой кислоты оксидов азота осуществляется в колонне 2, после чего конденсат используется для отмывки хвостовых газов от паров концентрированной азотной кислоты в промывателе 4. Затем 40—50%-ная кислота подается иа 6-ю или 8-ю тарелки в нижней части нитроолеумной колонны 5, где ее концентрация возрастает до 58—60% HN03. Освобожденная от оксидов азота в отбелочной колонне 6 эта кислота направляется иа склад.
Нитрозиый газ после холодильников-конденсаторов 1 поступает под. 1-ю тарелку нитроолеумной колонны и на 9 тарелках происходит абсорбция NO2 азотной кислотой и ее концентрация становится равной 58—60% HNO3. После абсорбции иитрозиый газ проходит орошаемую иитроолеумом доокис-лительную зону нитроолеумной колоииы. При этом 98%-иая кислота, содержащаяся в нитроолеуме, при окислении оксидов'разбавляется до 65% и используется для приготовления сырой смеси.
Далее нитрозиый газ поступает в зону нитроолеумной абсорбции, которая орошается 98%-ной азотной кислотой, охлажденной до 0°С в рассольном холодильнике 7. Полученный нитроолеум направляется в автоклавное отделение.
Хвостовой газ в промывателе 4 освобождается от паров концентрированной азотной кислоты, проходит сепаратор 3, подогревается в подогревателях 8 и 9 и направляется иа высокотемпературную каталитическую очистку и рекуперацию энергии.
Нитроолеумная колонна — вертикальный цилиндрический аппарат диаметром 3200 мм и высотой 49690 мм, в котором расположены 50 ситчатых тарелок. Тарелки снабжены охлаждающими змеевиками с поверхностью теплообмена 1106 м2. В нижией части колонны, в зоне доукреп-ления, расположены девять тарелок, в средней, доокислительной, зоне— 15, а в зоне нитроолеумной абсорбции — 26 тарелок. Корпус колонны, тарелки и охлаждающие змеевики нижней, доукрепляющей, зоны колонны изготовлены из стали 08Х22Н6Т, средней и верхней зон — из стали ЭИ-654.
Промыватель хвостовых газов — вертикальный цилиндрический аппарат диаметром 3200 мм- и высотой 5960 мм с четырьмя ситчатыми тарелками.
Пр одувочная колонна — вертикальный цилиндрический аппарат диаметром 1600 мм и высотой 3940 мм с 3 ситчатыми тарелками.
Холодильиик-коиденсатор диаметром 2000 мм и высотой 6725 мм, поверхность теплообмена 495 м2.
Концентрирование азотной кислоты с применениями серной кислоты
i\
Обычной перегонкой разбавленной азотной кислоты можио повысить ее концентрацию до 68,4% HNO3, даже может перегоняться азеотропиая смесь, содержащая 68,4% HNO3 и 31,6% воды. Свойства кислоты приведены в. Табл. 1,26 й 1,27.
Таблица 1,26. Температура кипения аодиых растворов азотной кислоты и состав жидкости при давлении 0,112 МПа
| Температура кнпеиия (до 68,4% HN03), вС |
Содержание НЦОз, % (масс.) | Температура кипения (выше 68,4% HNO3), °С |
Содержание HNOa. % (масс.) | ||
| ЖИДКОСТЬ | пар |
жидкость | пар | ||
| 106,5 | 24,2 |
2,16 | 85,8 | 96,0 | 99,9 |
| 112,0 |
33,0 | 5,9 | 90,5 | 90,2 | 99,7 |
| 118,5 | 49,8 | 19,85 | 99,0 | 85,2 | 98', 0 |
| 121,5 | 61,0 | 41,0 | 112,0 |
80,0 | 97,0 |
|
121,8 | 65,21 | 65,1 |
118,0 | 75,6 | 92,0 |
| 121,9235 |
68,4 | 68,4 | 121,5 | 70,1 | 84,0 |
* Температура образования азеотропной смеси.
Та блица 1,27. Равновесный состав системы HN03—Н20
| Температура, "С | Содержание HN03, % (масс.) | Температура, °С |
Содержание HNO3, % (масс.) | ||
| жидкость |
пар | жидкость |
пар | ||
| При 0,08 МПа | При 0,06 МПа |
||||
| 97,3 | 14,8 |
0,28 | 89,7 | 19,8 |
0,5 |
| 102,0 • |
29,8 | 3,3 | 92,4 |
27,1 | 0,9 |
|
103,5 | 36,1 | 6,2 |
100 | 43,6 | 10,6 |
| 108,2 | 44,9 |
18,7 | 102 | 52,6 | 26,5 |
| 110,8 |
55,0 | 26,9 | 103,8 | 59,4 | 30,8 |
| 113,5 | 64,2 | 56,7 | 105,3 | 64,5 |
57,7 |
| 113,7 |
67,3 | 67,0 | 106 |
67,2 | 67,0 |
|
113,8 | 67,5 | 67,5 |
106 | 67,15 | 67,15 |
| 112,8 | 73,2 |
81,7 | 104 | 74,7 | 84,4 |
| 102,1 |
83,1 | 97,2 | 91,5 | 85,5 | 96,6 |
| 93,3 | 88,8 | 99,0 | 79,5 | 91,7 |
98,8 |
| 87,8 |
90,3 | 99,2 | 74,6 |
94,1 | 99,0 |
|
79,5 | 96,7 | 99,6 |
73,1 | 96,0 | 99,4 |
| 76,8 | 98,8 |
99,8 | 72,2 | 97,0 | 99,3 |
| 70,0 | 98,8 |
99,2 | |||
При ректификации азотиой кислоты концентрацией до 68,4% (масс.) при атмосферном давлении ее температура кипения повышается до 121,9°С, а ¦концентрация образующегося конденсата постепенно приближается к 68,4% (масс.) HNO3. При ректификации азотной кислоты, содержащей более 68,4% HNO3, содержание ее в парах будет повышаться, а н кубоном остатке— приближаться к 68,4% (масс.).
Азотную кислоту необходимой концентрации можно получить путем обезвоживания разбавленных растворов. В качестве водоотнимающего средства применяется серная кислота концентрацией 92—93% (масс.)*, которая образует с разбавленной азотной кислотой смесь HNO3—H2SO4—Н20. Пар* циальное давление нодяных паров над этой смесью невелико.
/ Прн перегонке смеси HN03—II2SO4—Н20 серная кислота разбавляется водой и из концентрационной колонны выходит отработанная 68—70%-ная серная кислота, н которой содержится до 0,03 % азотной кислоты и растворенных оксидов азота. Последние образуют с серной кислотой до 0,01 % нитрозил-серной кислоты HNSO5. При последующем упаривании отработанной серной кислоты горячими топочными газами нитрозилсерная кислота разлагается.
Процесс концентрирования азотной кислоты ведут в колоннах, изготовленных из ферросилида (рис. 1-72). Необходимое тепло для перегонки подводится с острым перегретым до 250 °С паром при давлении на входе в колонну 0,15 МПа. Для снижения расхода пара и серной кислоты разбавленную азотную кислоту перед концентрационной колонной подогревают и оиа частично испаряется при подогреве паром под данлением 0,5—0,6 МПа и при температуре 120 °С в испарителе, изготовленном из ферросилидовых труб.
Выходящие из концентрационной колонны пары азотной кислоты содержат 1—2% (масс.) водяных паров; она конденсируется в холодильнике-конденсаторе, охлаждаемом водой, возвращается на одну из верхних тарелок концентрационной колонны для отдувки из нее растворенных оксидов азота. Затем концентрированная кислота охлаждается водой до 35—40 °С и передается на склад готовой продукции.
Рис. 1-72. Схема коицентриронания разбавленной азотной кислоты с помощью
серной кислоты;
/ — концентрационная колонна; 2 — холодильник-конденсатор; 3 — абсорбционная башня; 4 — эксгаустер; 5 — сборник; 6, 8 — центробежные насосы; 7 — холодильник циркуляционной разбавленной кислоты; 9 — холодильник продукционной кислоты; /0 —контрольный фонарь; 11, 12 — напорные баки; 13 — испаритель разбавленной азотной кислоты
Несконденсировавшиеся пары азотной кислоты, оксиды азота, водяные пары и инертные газы из холодильника-конденсатора направляются в абсорбционную баш&о, й которой образуется 40—45%-ная азотная кислота, на-лравляем'ая вновь на концентрирование или в хранилища производства раз-
• , сбавленной азотной кислоты. Газы после абсорбционной башни выбрасывают атмосферу.
, Отработанная серная кислота после концентрационной колонны • поступает на уиаривание, а затем в виде 92—93%-ной вновь возвращается в концентрационную колонну.
Ннже приведены основные показатели технологического режима процесса:
Расходные коэффициенты на 1 т концентрированной азотной кислоты:
Разбавленная азотная кислота (в пересчете на 100% НМОз), т 1,010—1,015
Серная кислота (92% H2SO4), т
прн концентрировании 47—49%-ной азотной кислоты . 4,0—4,2
при концентрировании 56—58%-ной азотной кислоты . . 2,9—3,2
Основное оборудоваяие. Концентрационная колонна барбо-тажного типа состоит нз 18—25 царг высотой 360 мм, сферической крышкн и ннжней части, которая служит буфером для отработанной серной кислоты. В нижней части имеется штуцер для подачи пара, барботирующего через слой отработанной серной кислоты, н штуцер для выхода последней нз колонны. Колоииу и ,все детали, соприкасающиеся с кислотами, изготовляют нз ферросилнда.
В промышленности применяются колонны диаметром 850—1000 мм (толщина стенок 25 мм). Общая высота колонны прн установке 22' царг равна •9600 мм. ,
Испаритель выполнен из труб типа «труба в трубе». Внутренние •ферроснлидовые трубы имеют диаметр 80/106 мм р кпцпу 2000 мм. Наружные трубы (паровые рубашкн) выполнены нз углеродистой стали. Пар под давлением 0,5—0,7 МПа поступает сверху в паровые рубашки. Общая теплообменная поверхность испарителя, устанавливаемого к каждой концентрационной колонне, составляет 11,5—13,0 м2. Холодная кислота поступает в нижние трубы, а образующаяся парожндкостная смесь прн 120 °С выходит через верхний коллектор в концентрационную колонну.
Холодильни к-к онденсатор оросительного типа выполнен из •ферросилидовых труб диаметром 124/100 мм и длиной 2000 мм.
Пары HNO3 прн 80—90°С направляют из концентрационной колонны в верхний коллектор; концентрированная HN03 с растворенными в ней оксидами азота выходит через нижний коллектор при 30—40°С. Поверхность конденсатора 36 м2.
Концентрирование серной кислоты
Прн упарнванни разбавленных до 70% H2SO4 растворов серной кислоты ¦происходит испарение только воды. По мере повышения концентрации раствора снижается давление паров воды н возрастает давление паров серной жислоты над раствором.
В паровой фазе над кислотой менее 98% H2SO4 отношение Н2О : H2SO4 больше, чем в жидкой. Нагреванием разбавленной кислоты можно повысить концентрацию H2SO4 при одновременном удалении образующихся над раства-ром паров.
Только 98,3%-ная серная кислота, температура кипения которой 1равна 338 “С, образует азеотропную смесь, т. е. состав паровой и жидкой фаз ода-, наковый.
Концентрирование отработанной серной кислоты осуществляют в двухкамерных концентраторах барабанного типа. На одном из предприятий эксплуатируются агрегаты с трехкамернымн концентраторами увеличенных габаритов, к которые установлены более мощные электрофильтры с 144 трубами. Двухкамерные концентраторы снабжены электрофильтрами с 64 или 72 трубами.
Характеристика двухкамерных
концентраторов:
пл. „ я Интенсифи-
Обычиый цироваииый
Производительность, т/сут 92—93%-иой
90—100 До 250
H2S04......
Содержание тумана H2SO4 в отходящих газах, г/м3 (прн и. у.) Число барботажиых труб . . . . . . Диаметр барботаж-ной трубы, мм . .
«но oos я * л «
Н Я —
^ л м
CQ *
л § о.
S о.
® я °
* о.
О h SS . я о СО й *
Is- Й *
» Я Л О н
. М о
О \0
Ш я я 0« м о.
~a.x
' e’adog^ л?ч
нь5е(я I с;Ч Ов»
1 >,o s о O ' osson HweC-9-Bfflo^Q.Rw азчэ
I -g о м х ш 915
s-'-lsT| | °§g|s
4a|!B&i55|aҤ.&
?>otOffl wo в ex
g8«*S abJ^Ug*
3ss i Л ,wirs«
g.^S..S|S“°> I
s«2as|«ssss s
я о I % I я Н О ¦§ а% S
sf'°lt'§o§«SlS
w Й д я
&g|SiP
Для упаривания отработанной серной кислоты применяют топочные газы, образующиеся при сжигании природного газа, мазута или богатого газа. Горючие газы подают в топку концентратора под давлением 146—157 гПа. Воздух поступает под давлением 118 гПа.
Топочные газы после камеры смешения с дополнительно подаваемым воздухом при температуре 650—850 °С по футерованным газоходам и бар-ботажиым трубам вначале поступают во вторую по ходу кислоты камеру концентратора. Барботируя через кислоту и распыляя ее в объеме, газы интенсивно нагревают раствор, одиовремеиио охлаждаясь и насыщаясь водяными парами. Далее газы поступают в первую по ходу кислоты камеру, в которой дополнительно насыщаются водяными парами, и при 155—160 °С через электрофильтр направляются в выхлопную трубу.
Выходящие из концентратора газы содержат до 30—40 г/м3 серной кислоты, а после очистки в электрофильтре 0,3—1,0 г/м3 H2SO4 в зависимости от производительности концентратора. В отходящих из электрофильтра газах содержится примерно следующее количество кислых примесей (г/м3): тумаио-Образиой серной кислоты — 0,1—0,3, оксидов серы в зависимости от производительности концентратора — 0,2—0,6 и оксидов азота — 0,15.
На рис. 1-73 представлена схема установки для коицеитрироваиия отработанной серной кислоты.
Ниже приведены основные показатели технологического режима:
воздуха иа входе в топку........................78—97,5
газа на выходе из концентратора..................4,4—4,85
Температура газов, °С:
в топке......"..........................1000—1200
на входе в первую "камеру........................650—850
иа входе во вторую камеру......................230—250
иа выходе из концентратора......................140—160
Температура серной кислоты, *С:
на входе в холодильники........................220—240
иа выходе из холодильников......................40—50
Если вместо природного или богатого газа используется мазут, то его температура перед форсункой 65—75 °С, а давление 1,2—1,5 МПа.
Расходные коэффициенты иа 1 т 100%-иой H2S04:
Отработанная серная кислота, т......
1,004—1,005
0,16—0,17
20—25
9—40
, 55—60 50—60 2000—1500
Пар, МДж...............
Электроэнергия, кВт-ч..........
Вода иа охлаждение, м3.........
Природный газ (теплота сгорания 3,56 МДж/кг), >
м3 ..................
Мазут, кг...............
’ Воздух,. м3 (при и. у.).......
Ниже показано влияние некоторых факторов на производительность концентратора серной кислоты и температуру отходящих газов:
. Повышение
Прирост (+) ( + ) нли по_
. “л1? Убыль иижеиие
( ) произ- (—) темпе-
_ водительно- ратуры газо»
сти,
из концеит-
Расход воздуха на получение серной кислоты при различных температурах газа, поступающего в концентратор, и отработанной серной кислоты» поступающей в аппарат, приведены в табл. 1,28.
Основное оборудование. Двухкамерный концентратор бара* банного типа имеет диаметр 2390 мм и длину 7830 мм. Корпус концентратора сварен из углеродистой стали и защищен от воздействия кислоты и паров, многослойной футеровкой (асбестовый картон, листовой свинец, снова асбестовый картон и два слоя андезитовых плит на кислотоупорной замазке). Концентратор разделен на две камеры перегородкой из андезита или бештауии-та, в которой имеются три отверстия для установки сменных коленчатых барботеров, изготавливаемых из хромистого чугуна (до 25—30% Сг). При отсутствии такого чугуна устанавливают барботеры из обычного чугуна, срок работы которых значительно меньше.
В верхней части концентратора имеются люки и штуцера для соединения барботажных труб с газоходами топочных газов и для ввода шлемовой трубы, по которой газы выходят из концентратора. В нижней части концентратора имеются два штуцера с клапанами для спуска кислоты и шлама прн ремонте и чистке аппарата. Первая камера по ходу газа снабжена штуцером для выдачи 92—98%-ной серной кислоты, вторая — штуцером для ввода отработанной серной кислоты.
Таблица 1,28. Расход воздуха (м3/т) при различной температуре разбавленной серной кислоты
|
Температура кислоты, °С | Температура газов, °С | ||||||
| 650 |
700 | 750 |
800 | 850 |
900 | • 950 | |
| 25 | 2420 | 2140 | 1895 | 1740 |
1595 | 1475 | 1370 |
| 50 | 2320 |
2050 | 1825 | 1667 |
1545 | 1422 | 1314 |
| 75 | ' 2210 |
1940 | 1740 | 1592 | 1455 | 1345 |
1252 |
| 100 |
2120 | 1860 | 1640 |
1510 | 1390 | 1285 | 1196 |
| 125 |
2000 | 1750 | 1575 | 1433 | 1320 |
1217 | 1135 |
|
150 | 1885 | 1652 |
1485 | 1357 | 1253 | . 1155 | 1078 |
Примечание. Начальная концентрация 68% (масс.) HjSO<.
Воздуходувка производительностью 25ООО м3/ч предназначена для Обеспечения воздухом топок концентраторов под напором 118 гПа.
Холодильник купоросного масла змеевикового типа, его корпус изготовлен из углеродистой стали и футерован кислотоупорным кирпичом. Змеевики выполнены из свинцовых труб или из углеродистой стали (в отсутствие свинцовых), срок службы которых невелик.
Концентрирование азотной кислоты с применением нитрата магния
Использование растворов нитратов щелочноземельных металлов [7, 93— 96], в частности нитрата магния, для концентрирования азотной кислоты позволяет получать продукт высокой степени чистоты без токсичных ныбросов, характерных для концентрирования с помощью серной кислоты, которую регенерируют горячими дымовыми газами.
Дегидратирующий агент должен удовлетворять следующим требованиям: высокая эффективность разделения компонентов при низкой стоимости, технологичность применения, термическая стойкость, низкие токсичность и коррозионная активность.
Водоотнимающая способность единицы массы чистого вещества [97], исходя из равновесных зависимостей, приведенных в других работах, соответствует следующему ряду:
A1(N03)3 > Fe(N03)3 > Mg(N03)2 > Ni(NOs)2 > H2S04 > LiNOs >
> A12(S04)3 > Zn(N03)2 > Ca(N03)2 > H3P04 > Cd(N03)2 >NaNOs > KN03.
При применении 70%-ных водных растворов в отношении нитрат : кислота, равном 4 : 1, по данным Н. Д. Заичко и А. К. Чернышева, исследованные ими дегидраторы располагаются в следующем порядке: 1
A1(N03)3 > Mg(N03)2 > H2S04 > Ni(N03)2 > Ca(N03)2 >
> Zn(N03)2 > A1(S04)3 > Cd(N03)2.
В случае, когда концентрирование отработанного солевого раствора ведут при температуре не выше 100°С из-за низкой термостойкости нитратов алюминия и железа, концентрации исходных растворов должны составлять 53% A12(S04)3; 62% A1(N03)3; 78% Ca(N03)2; 87% Cd(N03)2; 60%
Fe(N03)2; 70% LiN03; 73% Mg(N03)2; 64% ,NaN03; 69% Ni(N03)2; 95% Zn(N03)2. Тогда, при использовании 92%-ной H2S04 и 73%-ной Н3Р04 ряд эффективности дегидратирующих агентов по условиям фазового равновесия жидкость — пар будет следующей:
H2S04 > Zn(N03)2 > Mg(N03)2 > Al(NOs)3 > Ca(N03)2 > Cd(NOs)2 >
> LiN03 > H3P04 > Fe(N03)3 > Ni(N03)3 > A12(S04)3.
Серная кислота является эффективным дегидратирующим агентом. Однако использование ее в схемах с выпаркой воды из отработанной серной кислоты дымовыми газами приводит к загрязнению воздушного бассейна сернокислотным туманом, эффективная очистка от которого до настоящего времени в промышленном масштабе не реализована. Это является основной причиной замены H2SO4 другим водоотннмающим агентом.
Рнс. 1-74. Диаграмма состояния системы Mg(N03)2—НгО
Применение в промышленных условиях нитрата цинка ограничено высокой токсичностью циика н его соединений (ПДК для цннка и магния в рыбохозяйственных водоемах составляет 0,01 и 50 мг/л соответст-^ 0 20 40 60 80 веино). Известно также, что чем бо-
Содержание Mg(N03)2,%(rtacc.) лее эффективен дегидратирующий
• нитрат, тем меиее он термостоек.
Таким образом, наиболее подходящим водоотнимающим агентом при концеитрироваиии водных растворов азотной кислоты является нитрат магния, который и нашел промышленное применение. Перспективными могут быть также смесн различных нитратов, в частности, композиции иа основе нитрата магиня с добавками алюминия [98], марганца [99], цннка [100, 101] и др., при осуществлении процесса в вакууме.
Физико-химические свойства систем Mg(N03)2—Н20 и Mg(N03)2—HNO3— Н20. На рис. 1-74 приведена температурная зависимость растворимости в системе Mg(NOs)2—Н20.
В табл. 1,29 [95, 102] приведены данные по плотности растворов Mg (N0.3)2 различных1 концентраций. В табл. 1,30 представлена вязкость двойной системы.
В табл. 1,31 показана зависимость сглаженных значений температур кипения двойной системы при различных давлениях от концентрации Mg(NOs)» в растворе [103, 104].
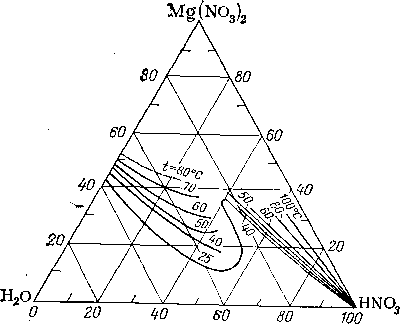
Рнс. 1-75. Диаграмма состояния системы Mg (N03)2—HNO3—Н20
| Темпера | Концентрация нитрата магния, % (масс.) | |||||||||
| тура, °С | 50 | 55 |
58 | 60 |
'72 | 64 |
66 | 68 |
70 | 72 |
|
80 | 1444 | 1627 | 1650 |
1675 | ||||||
|
90 | 1439 | 1502 |
1542 | 1566 | 1594 | 1620 | 1644 |
1670 | 1690 | 1716 |
| 100 | 1435 |
1498 | 1539 | 1562 |
1590 | 1614 | 1638 | 1664 | 1684 |
1708 |
| 110 |
1430 | 1496 | 1534 |
1558 | 1584 | 1608 | 1632 | 1658 |
1679 | 1704 |
|
120 | 1425 | 1494 |
1530 | 1554 | 1580 | 1602 | 1627 |
1652 | 1672 | 1697 |
| 130 | — |
1490 | 1527 | 1551 | 1575 | 1598 |
1620 | 1647 | 1667 |
1690 |
| 140 |
— | — |
1523 | 1546 | 1570 |
1594 | 1617 | 1641 | 1662 | 1686 |
| 150 | — | — | — | — |
1565 | 1589 | 1610 |
1636 | 1657 | 1680 |
Таблица 1,30. Вязкость системы Mg(N03)2—Н20 (мПа*с) [95, 102]
| Темпера |
Концентрация Mg(N03)a, | % (масс.) | ||||||||
|
тура, °С | 50 |
60 | 62 |
64 | 66 |
68 | 70 |
72 | 75* |
80* |
| 80 |
6,85 | |||||||||
| 90 | 5,70 | — |
— | — |
_, | _ | — | _ | _ | |
| 100 | 5,00 |
13,8 | 18,4 | 26,3 |
36,3 | 50,0 | 74,0 | 115,0 | _ |
— |
| 110 |
— | 10,8 | 14,3 | 19,7 | 27,3 |
37,6 | 51,6 | 74,0 |
- | —- |
| 120 | — |
8,7 | 11,5 | 15,7 |
21,0 | 28,1 | 38,0 | 53,0 | 69,0 |
_ |
| ¦ 130 | — | 7,3 | 9,5 |
12,6 | 16,6 | 21,6 |
28,6 | 39,5 | 55,0 | _ |
| 140 |
— | 6,2 | »,1 |
10,3 | 13,4 | 17,2 | 22,0 | 30,0 |
44,4 | 64,8 |
|
150 | — | — |
— | — |
— | 14,0 | 18,0 | 24,0 | 36,0 |
47,1 |
| 160 |
— | — |
— | — |
— | — |
— | _ | 29,0 |
36,0 |
| 170 |
_ | 21,4 |
31,0 | |||||||
| 180 | 16,2 | 24,6 | ||||||||
| 190 | — |
— | 16,1 | 20,2 |
||||||
* Данные В. М. Миниовича.
Таблица 1,31. Сглаженные значения температур кипения системы Mg(N03)2—Н20 (°С) [103, 104, а также даииые Г. А. Сориной, Е. В. Мушкиной, Ю. В. Цеханской]
|
CMg(N03h- % (масс.) | Давление, 10» Па | |||||
| 133 |
199,5 | 266,0 |
399,0 | 465,5 |
532,0 | |
| 20 |
54,2 | 63,1 | 69,4 |
78,8 | 82,7 | 85,8 |
| 30 | 56,7 |
65,7 | 72,4 | 82,6 | 86,3 | 89,4 |
| 40 | 64,1 | 73,1 | 80,0 | 89,7 |
93,7 | 96,9 |
| 50 | 74,1 | 83,5 |
90,6 | 100,8 | 104,9 |
108,5 |
| 60 |
94,1 | 103,6 | 110,9 |
121,8 | 126,0 | 129,7 |
| 70 | 116,9 |
127,8 | 135,8 | 148,1 | 152,7 | 156,8 |
| 80 | 147,5 | 159,2 | 167,8 | 181,2 |
186,5 | 190,9 |
|
CMg(N03)2-% (масс.) | Давление, 10*. Па | ||||||
|
598,5 | 665,0 | 731,5 |
798,0 | 864,5 |
931,0 | 1010,6 | |
|
20 | 89,0 | 91,7 |
94,0 | 96,3 | 98,3 | 100,5 | 102,6 |
| 30 | 92,9 | 95,7 | 98,3 | 100,7 |
102,8 | 104,8 | 107,1 |
| 40 | 100,3 |
102,9 | 105,5 | 107,8 _ | 110,3 | 112,2 |
114,4 |
| 50 |
111,8 | 114,9 | 117,5 |
119,9 | 122,4 |
124,5 | 126,8 |
|
60 | 133,2 | 136,2 |
139,0 | 141,8 | 144,2 | 146,5 | 148,8 |
| 70 | 160,7 | 164,1 | 167,0 | 169,7 |
172,5 | 175,3 | 178,1 |
| 80 | 195,0 |
198,8 | 202,4 | 205,8 |
208,5 | 211,3 |
214,6 |
Таблица 1,32. Равновесие жидкость — пар в системе HNQ3—Mg(NQ3)2—Н20 [94]
|
Содержание в жидкой фазе, % (масс.) |
Содержание HNO3 в паровой фазе, % (масс.) |
Температура кипения растворов, °С | ||||
| Mg(NC>3)2 |
hno3 | н2о |
HN03 в системе HNO3—н2о |
найдено опытом |
в системы HNO3--H2O без добавки | |
| 8,3 | 39,9 | 51,8 | 43,5 | 20,9 |
]4,8 | 114,0 |
|
8,0 | 49,1 | 42,9 |
53,4 | 43,5 | 31,4 | — |
| 7,7 |
56,4 | 35,9 | 61,1 | 61,1 | 46,6 |
120,8 |
| 8,0 |
58,8 | 32,6 | 64,3 |
71,1 | 52,3 | 121,0 |
| 14,4 | 38,9 |
46,7 | 45,5 | 35,2 | 17,8 | 117,0 |
| 14,6 | 44,8 | 40,5 | 52,4 | 50,8 |
26,9 | — |
|
14,7 | 44,8 | 40,5 |
52,6 | 52,4 | 30,0 | 120,8 |
| J 4,5 |
55' 1 | 30,4 | 64,4 | 80,2 | 55,8 |
120,5 |
| 15,0 |
63,2 | 21.8 | 74,4 |
93,2 | 88,2 | 108,8 |
| 20,0 | 17,0 |
62,5 | 21,4 | 6,8 | 1,9 | 110,8 |
| 20,3 | 28,4 | 51,3 | 35,6 | 22,7 |
7,3 | 116,3 |
|
19,8 | 34,5 | 45,5 |
43,1 | 38,0 | 13,8 | — |
| 20,0 | 36,6 | 43,4 |
45,8 | 43,5 | 18,2 |
— |
| 20,1 |
37,1 | 42,9 | 46,4 | 45,1 | 18,8 |
— |
| 20,4 |
38,0 | 41,7 | 47,7 |
49,9 | 20,0 | 121,2 |
| 19,7 | 42,6 |
37,4 | 53,3 | 63,5 | 30,8 | — |
| 20,4 | 49,8 | 29,6 | 62,7 | 83,1 |
51,9 | 121,2 |
|
19,9 | 51,7 | 28,4 |
64,5 | 86,0 | 56,5 | 119,5 |
| 20,5 |
54,6 | 24,9 | 68,7 | 91,4 | 68,7 |
114,5 |
| 21,2 |
33,6 | 45,2 | 42,6 |
40,0 | 13,3 | — |
| 21,6 | 36,1 |
42,3 | 46,1 | 46,6 | 18,8 | — |
| 22,0 | 36,4 | 41,7 | 46,6 | 47,4 |
19,9 | — |
|
31,9 | 19,1 | 49,0 |
28,1 | 27,8 | 3,7 | 119,4 |
| 39,8 |
3,0 | 57,2 | 5,0 | 4,1 | 116,8 |
|
| 40,2 | 3,9 |
56,0 | 6,5 | 6,7 |
_ | — |
|
40,5 | 7,9 | 51,6 |
13,4 | 18,1 | _ | 121,6 |
| 40,0 |
12,5 | 47,5 | 20,8 | 32,3 | 1,7 |
— |
| 40,0 |
12,9 | 47,1 | 21,5 |
33,0 | 1,9 | 126,8 |
| 39,7 | 13,3 |
47,0 | 22,1 | 33,9 | 2,0 | — |
| 40,0 | 18,8 | 41,2 | 31,4 | 58,7 |
4,5 | 127,6 |
|
40,9 | 20,1 | 38,9 |
34,1 | 67,7 | 6,2 | 128,8 |
| 40,5 |
20,9 | 38,6 | 35,1 | 69,2 | 6,8 |
128,2 |
| 40,5 |
22,8 | 36,7 | 38,4 |
75,1 | - 9,0 | 128,2 |
| 39,5 | 29,3 |
31,3 | 48,4 | 88,0 | 22,5 | 124,0 |
| 60,3 | 0,5 | 39,2 | 0,9 | 11,0 |
_ | — |
|
60,3 | 1,2 | 38,5 |
2,0 | 21,9 | — | 151,2 |
| Содержание в жидкой фазе, % (масс.) | Содержание HNO3 в паровой фазе, % (масс.) | Температура кипения растворов, °С | ||||
| Mg(N03)z | HNO3 | н2о |
HN03 в системе HNO3—н2о |
найдено опытом | в системы HNO3—н2о без добавки | |
| 61,0 | 1,6 |
37,4 | 4,1 | 40,8 |
149,8 | |
| 60,0 | 2,9 | 37,1 |
7,3 | ' 60,1 | — |
— |
| 61,0 |
3,7 | 35,3 | 9,5 |
68,7 | 0,4 | 148,2 |
| 60,0 | 6,4 |
33,6 | 16,0 , |
81,3 | 0,9 | 141,7 |
| 60,1 | 9,9 |
30,0 | 24,8 | 91,2 |
¦ 2,6 > | 1 134,7 |
11
Таблица 1,33. Сглаженные значения температур кипения (°С) системы Mg(N03)2—HN03—Н20 f94. 104, а также данные Г. А. Сориной, Е. В. Мушкиной, Ю. В. Цеханской]
| Концентрация MgfNOab, % (масс.) | ||||||
| Давление Па ¦ 10-2 | 10 | 20 | 30 | 35 | 40 | 50 |
5% (масс.) HN03
| 133 | 53,6 |
56,8 | 61,0 | _ | 66,2 | — |
| 199,5 | 62,6 | 65,2 | 69,0 | - |
75,9 | 86,6 |
|
266,0 | ' 68,4 | 71,2 |
75,8 | - | 83,3 | 95,2 |
| 399,0 |
77,7 | 80,7 | 85,6 | - | 94,0 |
106,2 |
| 598,5 |
88,0 | 91,0 | 96,0 |
-- | 104,0 | 105,7 |
| 798,0 | 95,4 |
98,5 | 103,7 | -- | 112,0 | 124,0 |
| 1010,8 | 101,5 | 104,9 | 110,7 | 119,5 |
131,3 | |
| 10% (масс.) HN03 | ||||||
| 133 | 54,0 |
57,8 | 63,3 | - | 70,8 | 80,7 |
| 199,5 | 63,0 | 67,0 | 72,7 | — |
80,1 | 89,9 |
|
266,0 | 70,0 | 73,8 |
79,0 | — | 86,4 | 95,8 |
| 399,0 |
79,6 | 83,6 | 89,0 | - | ¦96,2 |
105,8 |
| 598,5 |
90,1 | 94,1 | 99,4 |
— | 106,4 | 115,3 |
| 798,0 | 98,3 |
102,3 | 107,6 | - | 114,2 | 122,8 |
| 1010,8 | 104,4 | 108,8 | 114,2 | 121,0 |
129,0 | |
| 20% (масс.) HN03 | ||||||
| 133 | 60,6 |
64,9 | 67,6 | 68,6 | ||
| 199,5 |
69,0 | 73,6 | 76,9 |
78,2 | ||
|
266,0 | 75,2 | 79,6 |
83,4 | 85,3 | ||
| 399,0 | 84,5 |
89,2 | 93,3 | 95,3 |
||
| 598,5 |
94,4 | 99,4 | 104,8 |
109,8 | ||
|
798,0 | 101,4 | 106,4 |
112,8 | 116,8 | ||
| 1010,8 | 107,7 | 112,3 | 118,9 |
123,4 | ' |
|
Ряс. 1-76. Завясимость плотности сястемы Mg (N03) г—HNОз— Н20 от концентрации HN03 пря различных температурах н концентрациях нитрата магния
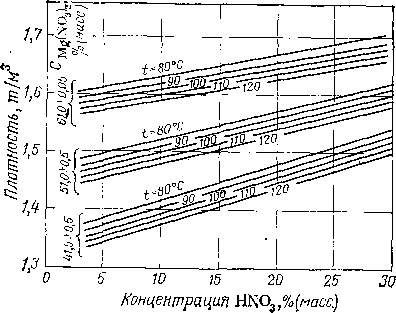
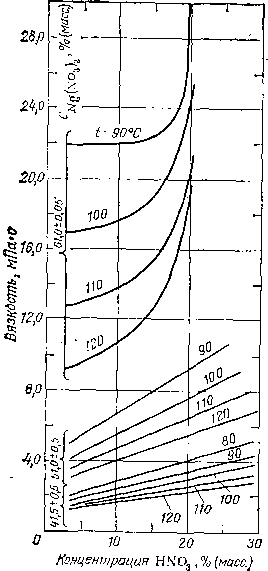
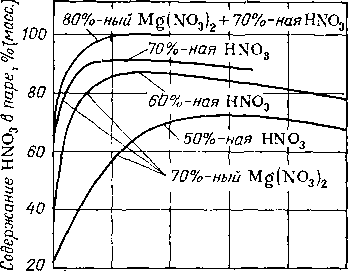
¦0:1 2:1 4:7 6:1 8:1 10:1
Соотношение Mg(N03)2.' HN03
Рис. 1-78. Зависимость равновесного содержания HNO3 в паровой фазе от отношения Mg (N03)2: Н20 в , смеси 70%-ного и 80%-ного растворов Mg(N03)2 с азотной кислотой различной концентрации
Рис. 1-77. Зависимость вязкости системы Mg(N03)2—HN03—Н2О от концентрации HNO3 при различных температурах я концентрациях нитрата магния
На ряс. 1-75 представлена фазовая дяаграмма тройной сястемы Mg (N03)2—HNO3—Н2О пря 25—100 °С [105]. На ряс. 1-76 я 1-77 представлены сглаженные зависямостя плот-ностя я вязкостя сястемы Mg(N03)2— HNO3-—Н20 от кон-центрацяя HNO3 пря разляч-ных температурах.
В табл. 1,32 приведены равновесные концентрации компонентов в паре я жидкости кипящих смесей Mg(N03)2—
Т а б л я ц а 1,34. Теплоемкость сястемы Mg(N03)2-HN03-H20 (Данные Г. А. Соряной, Г. М. Козловской,. Ю. В. Цеханской)
| Состав системы, % (масс.) | Теплоемкость, кДжДкг-К) | |||
| Mg(N03>2 |
HNO3 | Н2о |
при 25 °С | при 50 °а |
| 20 | 0 | 80 | 3,314 | 3,355 |
| 20 | 10 | 70 |
3,085 | 3,170 |
|
20 | 20 | 60 |
2,872 | 2,985 |
|
20 | 30 | 50 |
2,670 | 2,845 |
|
20 | 40 | 40 |
— | 2,640 |
HNO3—Н20 разлячного состава при атмосферном давлении [94], в табл. 1,33 — сглаженные значения температур кипения системы Mg(N03)2—HN03—Н20 при различных давленяях,
В табл. 1,34 приведены экспериментальные значения теплоемкостей-20%-ного раствора Mg(N03)2 в HNO3.
Теплоемкость [кДж/(кг• К)] водных растворов Mg(N03)2 в диапазоне концентраций cMg(No3)2 5—35% (масс.) и температур 21—52 °С можно рассчитать по уравнению:
Ср = 4,173— 46,26- 10-3cMg(No3)2 + 237,8-10_6c2Mg(No3)2-
На рис. 1-78 приведена завясимость равновесного содержания HNO3, в парах системы Mg(N03)2—HNO3—Н20 при атмосферном давлении и различных массовых соотношениях Mg(NC>3)2: HNO3. Эти данные иллюстрируют возможность солевой дистилляции доазеотропной кислоты и солевой ректификации смеси для получейия концентрированной кислоты.
В СССР первая технологическая схема была оборудована колоннами концентрирования и конденсаторами паров, аналогичными обычно применяемым-для концентрированной HN03 сернокислотным методом236. Схема установки' концентрирования приведена на рис. 1-79.
Плав нитрата магния, количество которого соответствует массовому, отношению исходных потоков Mg(N03)2: HN03=2,6—7, поступает из напорного бака с содержанием 74—78% Mg(N03)2 и при температуре 120—170 °С направляется одним или несколькими потоками в среднюю часть колонны.
Ниже ввода плава (одним или несколькими потоками) тоже из напорного бака подается 50—70%-ная HNO3. Из тройной смеси HN03— Mg(N03)2—Н20 выделяются пары азотной кислоты сверхазеотропной концентрации, которые поднимаются в ректификационную зону колонны. Здесь-происходит обогащение паровой фазы азотной кислотой до 98—100% за счет стекающей вниз флегмы.
Из колонны пары концентрированной кислоты поступают в конденсатор», охлаждаемый оборотной водой.
Рнс. 1-79. Схема установки концентрирования азотной кислоты:
1 — абсорбер; 2 — конденсатор HNOa; 3 — напорный бак Mg(N03h; 4 — конденсатор соковых паров; выпарной аппарат; 6 — сборник плава; 7 — колонна концентрирования; 8 — кипятильник; 9 — холодильник
¦ Нитрозный
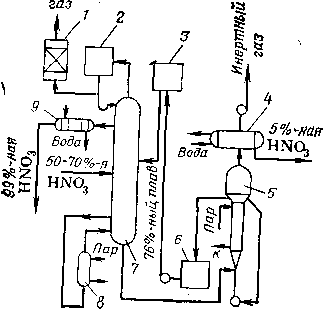
Сконденсированная при температурах 40—86 °С жидкая фаза возвращается на верхние тарелки колонны для выделения (отбеливания) из нее растворенных оксидов азота пара- ч ми кипящей кислоты. Продукционная колонна выводится из колонны и после охлаждения направляется на склад. Оставшаяся часть кислоты поступает на орошение колонны в количестве, обеспечивающем флегмовое число 1,1—3. Несконденсированные пары кислоты и нитрозные газы через промывной абсорбер отсасываются газодувкой.
Отработанный разбавленный водой до 59—62% раствор нитрата магния, содержащий 1—3% HN03, стекает из колонны в кипятильник, где упаривается при нагревании глухим паром до содержания 64—69% нитрата магния и 0,1—0,3% кислоты и направляется далее на концентрирование в выпарной аппарат. Выделяющиеся в кипятильнике пары воды и кислоты поступают -в низ колонны прн температуре 155—165 °С. Избыточная, вода выпаривается в процессе принудительной циркуляции плава под давлением 25—40 кПа и при температуре 160—175°С. Образующийся 74—78%-ный плав стекает в -сборник, откуда насосом подается в напорный бак, а из него возвращается в колонну концентрирования.
Соковые пары, содержащие 3—5% HN03, подвергаются конденсации непосредственно после выпарного аппарата либо, при необходимости получения «ислого конденсата с содержанием 1,0— 0,1% HN03, их направляют в колонну ректификации. Здесь перегретые пары разделяются на 50—60%-ную H1NO3, возвращаемую на концентрирование и на слабокислый конденсат, направляемый на орошение абсорбционных колонн в схему получения разбавленной ¦кислоты.
Нижнюю часть колонны концентрирования и кипятильник плава выполняют из титана; выпарная установка и колонна ректификации соковых паров могут быть выполнены из титана и высококачественной низкоуглеродистой нержавеющей стали.
В цехе имеется установка периодического действия для получения и «чистки раствора, содержащего до 40% нитрата магния, для первоначального заполнения системы и восполнения потерь плава, циркулирующего в системе. Раствор нитрата магния получают при растворении порошкообразного магнезита в разбавленной азотной кислоте. Осаждение примесей Al, Fe, Са, Si и др. осуществляется при избытке магнезита; выделяющийся осадок отфильтровывают, а чистый раствор из промежуточных емкостей по мере необходимости направляют в систему циркуляции плава, где он подвергается концентрированию.
Основным аппаратом в схеме солевой ректификации является колонна концентрирования. Ее расчет сводится к определению числа теоретических тарелок. Даже упрощенный расчет [106] числа теоретических тарелок колонны концентрирования прн солевой ректификации вследствие повышенных расходов жидкости и значительного изменения теплосодержания компонентов по высоте аппарата, необходимо выполнять по диаграммам, составленным по сложным функциональным зависимостям энтальпии жидкости от содержания нитрата магния в растворе.
В первом приближении верхняя часть колонны выше точки ввода плава рассчитывается как аппарат разделения двухкомпонентной смеси HN03—НгО без учета присутствия нитрата магния, а нижняя часть колонны — как аппарат солевой ректификации псевдодвухкомпонентной системы HN03—НгО прн постоянном, или линейном, распределении нитрата по высоте.
чСовместные графоаналитические построения и аналитические решения уравнений материальных и тепловых балансов для этих частей колонны позволяют определить число теоретических тарелок. Построение диаграмм У—X (мольное содержание компонентов в паре и жидкости) по результатам этих расчетов показывает, что рабочие линии процесса существенно не линейны. Характерные результаты таких расчетов приведены в табл. 1,35 [107].
Из-за уноса жидкости при интенсивном режиме работы колонны содержание нитрата магния на первых тарелках выше точки его ввода может быть значительным (10—20% на 1-й и 1—5%—на 2-й). В связи с этим при коррекции расчета верхней части колонны необходимо учитывать наличие нитрата в жидкой фазе. Полное математическое моделирование и оптимизация отдельного оборудования и процесса в целом осуществляется на ЭВМ по разработанным ГИАП программам.
Проведение процесса в оборудовании из ферросилида ограничено из-за его относительно низкой термостойкости и сложностью изготовления из этого материала крупногабаритного литья.
Таблица 1,35. Зависимость числа теоретических тарелок от технологических условий процесса
|
Концентрация исходной кислоты, % (масс.) | Флегмовое число | Отношение нитрат : кислота | Число теор тарелок в в верхней части |
етияескнх колонне в ннжней части | Тепло, подводимое в кубе, кДж/кг |
| 47 | 2,5 | 6,5 | 3 | ч 14 |
3256 |
| 8 _ | 13 | 3406 | |||
| 57 | 1,8 |
4,0 | 3 | 9 |
2275 |
| 4,5 | 11 | 2325 | |||
| 2,5 | 4,5 |
2 | 8 | 2937 | |
| 6,0 |
8 | 3051 | |||
| 60 | 1,5 | 4,0 | 3 | 9 | 2170 |
| 4,5 | 10 | 2238 | |||
|
1,8 | 4,0 | 8 | 2170 | ||
|
4,5 | 3 | 8 |
2367 | ||
| 6 | 8 | 2589 | |||
| 2,5 | 4,5 |
2 | 8 | 2967 | |
| 6 |
8 | 3189 |
Таблица 1,36. Основные энергоматернальные затраты на 1 т концентрированной азотной кислоты
|
Компонуемый агрегат | ||||
|
Показатель | УК1Л-7 (58% НЫОз) | АК-72 (60% НЫОз) |
АК-72М (70% HNO3) |
Гран Паруас (60% НЫОз) |
|
Аммиак, кг Платина, г Природный газ, м3 Пар, т Вода оборотная, м3 | 296 0,155 121 0,7 276 | 283 0Г100 82 0,45 232 |
289 0,100 70 Отход 161 | 230 0,100 rj 302 |
В настоящее время в СССР разработано оборудование на основе новых конструкционных материалов — титана, фторопласта-4, ниобия, высококремнистой стали 02Х8Н22С6 (ЭП-794) и кислотостойкой керамики, что позволяет создавать агрегаты производства практически любой необходимой единичной мощности.
Следует отметить Перспективность этого метода для концентрирования кислоты, получаемой в схемах с давлением на стадии абсорбции 1,0—1,5 МПа. По этой схеме можно получать 65—70%-иую НЫОз, концентрирование которой связано с существенно меньшими расходами пара, охлаждающей воды и электроэнергии, и соответственно со снижением капиталовложений и эксплуатационных расходов. Капиталовложения сокращаются практически пропорционально количеству отгоняемой воды при концентрировании. В табл. 1,36 приведены энергетические и материальные затраты на производство концентрированной азотной кислоты при компоновке агрегатов концентрирования с различными агрегатами получения неконцентрированной HNO3.
Крупные агрегаты концентрирования HNO3 с помощью нитрата магния отличаются повышенной надежностью по сравнению с производствами методом прямого синтеза и через кислоту промежуточной концентрации. Это объясняется тем, что на концентрирование поступает кислота из промежуточных емкостей, и отказы в производстве неконцентрированной кислоты не влияют непосредственно на работу агрегата концентрирования.
Новые способы получения концентрированной азотной кислоты
В последние годы в ряде промышленно развитых стран мира (СССР, Франция, Япония, ФРГ, Испания) разработано производство 98%-иой азотной кислоты методом синтеза сверхазеотропной кислоты с последующим ее концентрированием путем ректификации [108—117].
Образование кислоты сверхазеотропной концентрации происходит в основном в результате протекания обратимой реакции гидролиза 1N2O4 в жидкой фазе с достаточно высокой скоростью. Поэтому процесс синтеза сверхазеотропной кислоты мало зависит от давления.
Он протекает в присутствии кислорода воздуха, поэтому суммарная реакция образования азотной кислоты всегда сдвинута вправо.
Кинетика образования сверхазеотропиой кислоты изучена мало, отсутствуют надежные данные по химическому и физическому равновесию в трехкомпонентной системе N204—HN03—Н20 в области концентрации азотной кислоты 70—90% (масс.).
Процесс получения концентрированной азотной кислоты через кислоту сверхазеотропиой концентрации состоит из следующих основных стадий: получение нитрозного газа;
охлаждение нитрозного газа, конденсация и вывод избыточной реакционной влаги из системы;
окисление оксида азота до диоксида и его абсорбция;
синтез кислоты сверхазеотропиой концентрации и десорбция оксидов
азота; >
концентрирование сверхазеотропиой кислоты ректификацией.
Имеются два основных направления в разработке новых способов производства концентрированной азотной кислоты, отличающиеся технологическими приемами и параметрами процессов окисления аммиака, синтеза кислоты, абсорбции и десорбции оксидов азота и вывода реакционной влаги.
К первому направлению относится способ «Сабар» фирмы «Клекнер» (ФРГ) и его аналог способ «Эспиндеса» (Испания),, способ «Пероксид» фирмы «Хемфри и Глазго» (Англия).
Фирма «Клекнер», учитывая относительно малую мощность производств концентрированной азотной кислоты, разработала процесс с конверсией аммиака при атмосферном давлении. Помимо преимуществ, обусловленных высокой степенью окисления и низкими потерями платины, это позволило исключить ряд трудно разрешимых технических вопросов, в частности, выбросы в атмосферу, вывод реакционной влаги и др.
Образовавшиеся нитрозные газы после котла-утилизатора и подогревателя хвостовых газов поступают в скоростной холодильник, где образуется 2— 3%-ный конденсат, который частично используется в технологии. Кислоту сверхазеотропиой концентрации (74—78%) получают под давлением 1,0— 1,2 МПа путем взаимодействия азеотропной кислоты с оксидами азота. После десорбции оксидов азота (отбеливания) эта кислота направляется на концентрирование в ректификационную колонну. Благодаря наличию нитрозного компрессора с давлением на линии всасывания 0,1 МПа десорбцию оксидов азота иедут при атмосферном давлении и при температурах 40—50 °С. При этом нитрозные газы после всех стадий рециркулируют на линию всасывания компрессора. Это позволяет успешно решать вопрос утилизации оксидои азота, снижения коррозии оборудования и обеспечивается автономность установки. Ее мощность 177 т/сут. Приводами компрессора являются газовая турбина (температура газа 450 °С) и электродвигатель (дефицит энергии около 340 кВт-ч). Содержание оксидов азота в выхлопном газе составляет 0,02% (об.). Качество получаемого продукта соответствует кислоте высшего сорта.
Технологическая схема производства по способу «Эспиндеса» разработана на основе такого же машинного агрегата, что и в способе «Сабар». В связи с этим их технико-экономические показатели близки. В этих двух процессах, а также по способу «Пероксид» образование азотной кислоты протекает в хе-мосорбционной колонне при непосредственном контактировании азеотропной кислоты с исходным нитрозным газом.
В зарубежной практике (способ «Сумитомо», Япония, способ «Солнокс» фирмы «Южин Кюльман», Франция, и вышеупомянутый способ «Пероксид») имеются установки получения концентрированной азотной кислоты синтезом кислоты сверхазеотропиой концентрации под единым давлением в системе. Обычно оно ие превышает 0,6—0,9 МПа.
В СССР разработано аналогичное производство под давлением 0,716 МПа на базе машинного оборудования агрегата ГТТ-3.
В основе схемы под единым давлением является проведение синтеза сверхазеотропиой кислоты в отдельном реакторе при взаимодействии азео-тропной азотной кислоты с концентрированными оксидами азота, поступающими со стадии десорбции, а исходный иитрозный газ направляют нз физическую абсорбцию. Избыточную реакционную влагу отводят путем ректификации кислого конденсата («Пероксид», «Сумитомо») нли со вторым продуктом — 60—70%-ной кислотой («Сумитомо», «Солнокс»).
Мощность первой установки составила 145 тыс. т/год (фирма «Сумитомо»-, 1971 г.). В настоящее время имеются установки мощностью 120 и 350 т/сут. По способу «Пероксид» в Англии работает установка мощностью 300 т/сут. (1967 г.).
При разработке схем фирмы используют новые конструкционные материалы: титан, тантал, кремнистые стали, стекло, эмаль и др. Применив тантал и стекло, фирма «Шотт» (ФРГ) создала оригинальную установку получения концентрированной азотной кислоты с помощью серной кислоты. Колонна концентрирования снабжена танталовыми теплообмеиными элементами. Для концентрирования серной кислоты фирма использует вакуум-испаритель с танталовым кипятильником. Это позволило исключить выбросы серной кислоты в атмосферу [108, 117].
По данным фирм, затраты энергии и капитальные вложения ниже по сравнению с прямым синтезом концентрированной азотной кислоты.
6. ПОЛУЧЕНИЕ АЗОТНОЙ КИСЛОТЫ ОСОБОЙ ЧИСТОТЫ
В последние десятилетия азотная кислота иашла применение в новом качестве — в виде азотной кислоты особой чистоты—как компонент электролитов для химического и электролитического травления и полирования полупроводников (выше 10-го класса чистоты); для аффинажа ядериого горючего; для селективного выявления кристаллических граней, дислокаций структурных дефектов и р—«-переходов; для изготовления радиоактивных источников Мессбауэровского излучения; для увеличения магнитной проницаемости; снижения высокочастотных потерь, автоэлектронной эмиссии; для производства микроминиатюрной электронной и радиоаппаратуры, квантовых генераторов, оптикоэлектронных устройств, сверхпроводящих и сверхчистых материалов, катализаторов, иоииообмеиных смол и во многих других областях иауки и техники.
Требования, предъявленные к азотной кислоте особой и высших марок чистоты, регламентируют содержание: основного вещества ие менее 70 и до 100% и соответственно оксидов азота ие более 0,1% и 0,4%; нелетучих веществ от 10-4 до 10-7% (масс.) и до 42 элементов от миллионных до миллиардных долей процента массы каждого (табл. 1,37) [118, 119].
Рис. 1-80. Зависимость содержания примеси железа (% Fe) в азотной кислоте по стадиям ее переработки от содержания оксидов азота и коицеитрации исходной кислоты:
/ — 96% HNO>; 2 — 90%; 3 — 70%;
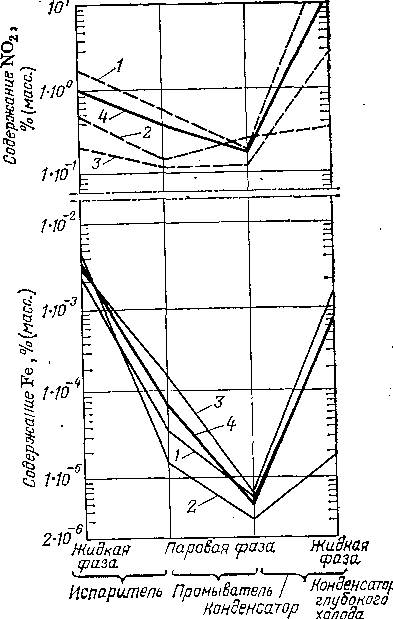
4 — средние значения
В связи с полным отсутствием литературных данных были изучены и разработаны все стадии процесса получения азотной кислоты особой чистоты (ос. ч.), начиная от выбора сырья и кончая упаковкой готовой продукции.
Выбор сырья и материала для аппаратуры основывался на минимальном содержании в них примесей, регламентированных техническими требованиями, а следовательно, на минимальном переносе этих примесей в готовый продукт.
Этим условиям, а также за-азеотропной концентрации требуемого продукта соответствуют по сырью — концентрированная азотная кислота, получаемая методом прямого синтеза, а по материалам — кварцевое стекло — продукт переработки горного хрусталя. Преимущество последнего заключается в высокой термо- н коррозионной стойкости, малом содержании вредных примесей (~2-10-3%) я в возможности изготовления из него цельносварных и герметичных вакуумных установок и агрегатов. На отдельных участках применяется фторопласт-4.
Выбор метода производства — перегонки—дистилляции — ректификации — осиован иа сочетании возможности достижения требуемой чистоты с большой производительностью.
Исследования ГИАП расширили и углубили традиционные представления об этих процессах на основе открытых закономерностей, специфичных для проблемы получения особо и сверхчистых веществ:
установлен механизм переноса примесей газами, растворенными в азотной кислоте и образующимися в процессе ее термического разложения, на основе прямой зависимости содержания примесей и нелетучего остатка от содержания оксидов азота, а следовательно, и других растворенных газов (рис. 1-80); следствием этого была разработана стадия предварительной дегазации сырья перед его переработкой [120];
установлена необходимость непрерывного отвода из сферы испарения не менее 50% от подаваемой кислоты с целью усреднения содержания примесей н исключения накопления их в жидкой фазе; в отличие от традиционных
| Показатель, % (масс.) | Реактивная ГОСТ 4461—77 (СТ СЭВ 3855—82) | ||
| ч. | Ч. д. а. | | X. ч. |
|
| Азотная кислота |
65(56) | 65(56) | 65(56) |
| Оксиды азота (N02) | -—. | — |
- |
| Алюминий |
— | — | - |
| Барий | — |
— | - |
| Бор | — | — | |
| Внсмут | —* |
— | |
| Г аллнй | — | — |
- |
| Железо |
3-10"4 | МО"4 | 2* 10"* |
|
Золото | — | — | — |
| Индий | — | — | |
| Кадмий | — |
— | — |
|
Калий | — | — | — |
| Кальций | МО-3 | сл о 1 | 5-10"4 |
| Кобальт | — |
— | — |
|
Кремний | — | — | — |
| Магний | — | — |
— |
| Марганец |
— | — | — |
| Медь | — |
— | — |
|
Мышьяк | 3-10-6 |
МО"6 | ыо~« |
| Натрий | — |
— | — |
|
Никель | — | — | — |
| Олово | — | — |
— |
| Ртуть |
— | — | — |
| Свинец | — |
— | — |
|
Сера (SO4) | 2’ 10~3 | 2-10”4 (5-10-4) | Ы0"4 |
|
Серебро | — | — | — |
| Стронций | — | — |
— |
| Сурьма |
— | — | — |
| Таллий | — |
— | — |
|
Тантал | — | — | — |
| Титан | — | — |
— |
| Фосфор (РО4) |
2.10-3 | 5-10-5 | 2-10-5 |
| Хлор | 5-10"4 |
МО"4 | з.ю-5 |
| Хром | — |
— | — |
|
Цинк | — | — |
— |
| Тяжелые металлы | 2.10-* | 2-10-5 | 2* Ю-б |
|
Нелетучие вещества | 5-10"® | 5-10*4 (3 10“3) |
5-10*4 (МО-8) |
Примечание. Азотную кислоту с содержанием примесей, указанным в скобках.
Методой разделения из куба удаляется тот же или более низкого сорта продукт, а не тяжелолетучнй компонент разделяемой смеси;
установлено влияние концентрации на степень очистки от примесей; показано что система HN03—Н20 эвтектического состава («90% HN03) обладает минимальной растворяющей способностью, а дистиллят, полученный при перегонке этой кислоты, содержит минимальное количество примесей (рис. 1-81);
в результате рентгеноструктурных исследований осадков показано влияние формы существования примесей в жидкой фазе на их подвижность н летучесть; установлено, что при нормальных условиях примеси в сырье на-
| Особой чистоты ГОСТ 11125-84 |
Особой чистоты ТУ 113-03—306—30 |
|||||
| ос. ч. 18—4 |
ос. ч. 27—4 | ос. ч. 27—5 | ос. ч. 33—4 | ос. ч. 33—5А | ос. ч. 33—5 | |
| 70 | 70 | 70 | 70 |
70 | 70 | |
| 0,1 | 0,1 |
0,1 | _ | |||
| 8-IO"8 | 4-10-* | 1,10-е | 5-10-* | 2-10-* | 1-10-* | |
|
— | — |
— | 1 • ю-» |
5-10-е | 1.10-е | |
| 5-IO”8 | 3-10~* | 2-10"* | 1 -10-* |
5.10"8 |
2.10-8 | |
|
— | ЫО-в |
8-10-* | 1 -10-* |
5-10"* | 2-10"8 | |
| — |
— | — |
1-10-* | 6-IO"8 | 2-10"» | |
| 8-10-“ | 3-10-» |
1* 10-е | 1 -10-е | 5-10-* |
2-10"* | |
|
— | 1-10-0 |
2-10-* | 1-10"* |
5-10“» | 2-10-8 |
|
| — |
— | — | 1 -10-* | 5.10"» |
2-10-8 | |
| — | 1-10-6 | 5-10-* | 5-10-* | 2-10"* | 1-10"* | |
|
— | 2-10-ё |
5-10-е | 5- IO-* |
З-Ю-е | ыо-« |
|
| — |
5-IO"6. | 5-10-6 | 5-IO"8 |
2-10-* | 1-10-е |
|
| — |
5-10"? | 5-10-* |
1 -10-* | 7-IO-9 |
4-10-8 | |
|
4-10-<* | 2-10-* |
5- IO-8 | 5- IO-8 | 5-10-е |
2-10-* | |
| — | 3-ю-в | 1 • 10-е | 1 -IO"6 | 7-10-* | 4-10-* | |
| Ь10-« |
5-10-* | 2-10-* |
МО"* | 5.IO-8 | 2.10-3 | |
| ыо-« | 1 • 10-е |
2-10"* | Ы0-* |
5-10-е | 2-10-8 |
|
| 4* 10-* |
2-10-* | 1-10"* |
1-10-* | 5.10-® |
2.10-8 | |
|
— | МО"* |
ЫО-5 | МО"5 | 7 ¦ IO-8 |
4-10-е | |
|
МО-" | 1 - 10-е |
5.10-* | 1 -10-* |
7-Ю"8 |
4-10-8 | |
|
5-Ю-о | 1-10-6 |
2-10-* | 1 -10-* |
5-10-е | 3- IO-8 |
|
| 5-10-« |
5-10-* | 2-10-* |
1-Ю-* | 5.10-8 |
2-10-8 | |
|
2-10-в | 1-10-* |
5-10-* | 1 ¦ 10-* |
6.10"* | З-IO-* | |
| 2.10-5 |
2.10-5 | 2-10-? |
2.10-* | 1.10-5 |
7-10-е | |
|
1-10-» | 5-10-* |
2-10-* | МО-* |
5-10-е | 2-10-8 | |
| — | — | — | 1-10-6 |
5-10-* | 2-10"* |
|
| МО"» |
2.10-в | МО"6 | ЫО-6 | 5.10"* | 2-10"* | |
|
— | — |
— | 1-10-* | 1 - Ю-* | 1 -10~* | |
| — | — |
— | 1.10-е |
7-10"* | 4.10-* | |
| 1- 10-е | 1- ю-в | 5-10-* | 1 -10-* | 5-10"8 |
2-10-8 | |
|
1-10“^ | 5-10-в |
МО”8 | 1 - 10-е | 5-10-* |
2-10-* | |
|
M0-S | 1-10-5 . |
1-10-5 | ЫО-5 |
1-10-* | 5*10-6 | |
| 5- 10-е | 2 - Ю-® | 8-10“* |
5-10-* | 2.10-* |
1-10-* | |
| — | 3-IO”6 |
5-10-* | 5-10“* |
2-10-* | 2-10"* | |
| 1-10~5 |
— | _ | _ 1 | |||
|
¦'1 | з-ю-4 | 2-10-* | 1-ю—* | МО-4 |
8-10-5 | 5-10“5 |
разрешается выпускать до 1 января 1990 г.
ходятся в ниде гидратированных сольватов, в основном в ниде 9 водных нитратов А1 и Fe [121]; присоединение гндратных групп, являющееся функцией температуры, изменяет подвижность сольватнрованных гидратов н позволяет научно обосновать теплофизический режим испарения по температуре и давлению для обеспечения оптимальной малоподвижности ионов примесей и минимальный их унос;
установлено влияние теплового напора, интенсивности парообразования, напряженности парового пространства, конфигурации теплообменных поверхностей, формы аппаратов и других факторов на перенос примесей;
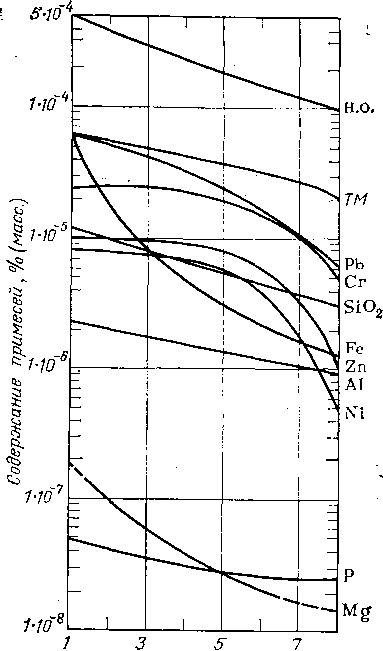
№ тарелки колонны (снизу вверх)
Рнс. 1-82. Изменение содержания примесей в азотной кислоте по тарелкам псевдоректификационной колонны. TM=Zn + Pb+Cd+Bi+Co+Hg+Cu+Ni+ +Ag; н. о. — нелетучий остаток
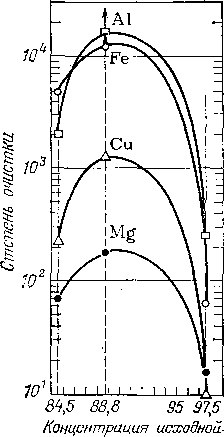
HN03 ,%(масс.)
Рис. 1-81. Зависимость степени очистки технической азотной кислоты от ее концентрации
разработан процесс эффективной очистки паровой фазы в кварцевых колоннах (рис. 1-82), отличающийся от процесса в традиционных ректификационных: многокомпонентностью (до 40 элементов); предельной разбавленностью [122], за что назван «псевдоректификацией»; наличием в аппарате, охлаждаемых колпачков, во внутренней сфере которых пары кислоты, охлаждаясь и конденсируясь на примесях и ионах, образуют гидрозоли, улавливаемые в процессе барботажа и массообмена и уносимые на нижележащие тарелки орошающей кислотой; наличием слоя насадки из кварцевых колец Рашига, отрицательно заряженных и взаимодействующих с положительно заряженными примесями, которые смываются более чистой орошающей кислотой, что позволяет поддерживать на поверхности насадкн ненасыщенное по примесям состояние (табл. I, 38);
установлена оптимальная область числа орошения колонны псевдоректи-
Таблица 1,38. Зависимость содержания примесей в 98%-ной азотной кислоте от ее контакта с поверхностью прозрачного оплавленного кварцевого стекла*
|
Отбор |
Содержание примесей, % (масс.) | ||||||
|
пробы | Fe |
А1 | Сг |
Мп | Mg |
Т1 | Си |
| До контакта | 21-10-* |
1,2-10-s | 4-10-* |
6,2-10-7 | 4,6-10-», |
1 • ю-7 | 6,0-Ю-о |
| После контакта | 9- 10-е | 5,2-10-е | 1,8-10-® | 2,4-10-» | 1,5-10"» |
1-10-’ | 3,5-10-* |
| Степень очистки |
2,34 | 2,31 | 22,2 |
2,58 | 3,07 | 1,0 | 17,2 |
* Температура контакта 3,2 °С, продолжительность—1,5 мии.
фикации 0,2—0,9 (рис. 1-83), численное значение которого аналогично флегмо-вому числу в ректификации;
разработан новый метод [123] и аппарат [124] пенной очистки веществ, в основу которого положена различная растворимость примесей в твердой и жидкой фазах. В аппарате образуется пена, состоящая из более грязной жидкой прослойки и внутренней и наружной более чистых квазикристалличе-скнх «стенок» этого же вещества. Собирая жидкую прослойку в одни поток, а квазикристаллическое — во второй поток, многократно очищаемый на нижележащих тарелках, из колоииы выводят два потока, отличающиеся по чистоте друг от друга в 20 раз. Так, в колонне диаметром 100 мм с шестью тарелками, расстояние между которыми 215 мм, а свободное сечение 12%, при скорости подачи кислоты о. ч. 31 кг/ч и газа 1 м/с получены два потока. Состав примесей в этих потоках приведен в табл. 1,39.
На основе изложенных выше положений и результатов исследований ГИАП разработаны технологические схемы производства азотной кислоты особой чистоты.
На рис. 1-84 приведена принципиальная схема производства азотной кислоты особой чистоты. Концентрированная азотная кислота из напорного бака 1 подвергалась термическому дегазированию в обогреваемой колонне 2 и испарялась в вакууме 26,6 кПа (200 мм рт-ст.) в испарителе 17 с помощью насыщенного водяного пара. Более 50% подаваемой кислоты дренировали в бак 18
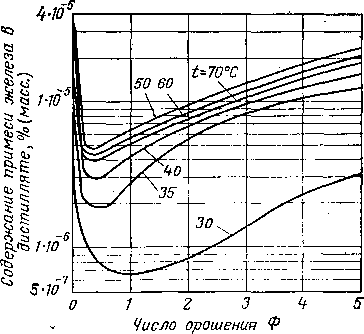
Рис. 1-83. Зависимость содержания примеси железа в дистилляте азотной кислоты от числа орошения (Ф) и температуры (<) в системе
Таблица 1,39. Перераспределение микропримесей в пенном слое азотной кислоты особой чистоты*
| Элемент | Со В ИСХОДНОЙ кислоте | держание при» в нижнем слое пены | еси в верхнем слое пены | Степень разделения | Степень очистки | |||
| Алюминий | 5 | ю-6 | 4 | ю-e | 6 |
10-’ | 6,7 | 8,3 |
| Барий | 5,6 |
10-* | 3,4 | 10-г | 2 | 10-г |
1,7 | 2,8 |
|
Бор | 4,0 | 10-* |
4,0 | 10-* |
2 | 10“3 |
2,0 | 2,0 |
|
Висмут | 4,0 |
10"* | 3,0 | ю-* | 2 | ю-* |
1.5 | 2,0 |
|
Галлий | 4,0 | 10-* | 3,4 | ю-* |
2 | Ю"8 |
1,7 | 2,0 |
|
Железо | 5,0 | 10-е | 2,8 | 10-® |
3,3 | 10-г | 8,5 |
15,1 |
| Индий |
5,0 | 10-* | 4,0 | 10-* | 2 |
10-* | 2,0 | 2,5 |
| Кадмий | 2,0 |
10-г | 6,0 | 10-* | 4 | ю-8 |
1,5 | 5.0 |
|
Кальций | 1,1 |
10-5 | 1,0 | 10-5 | 8 | 10-е |
1,25 | 1,36 |
|
Кобальт | 5,0 | 10-* | 4,0 | 10-г |
2 | 10-г | 2,0 |
2.5 |
| Кремний |
2,0 | 10-8 | 2,0 | Ю-* | 8 |
10-® | 2,5 | 2.5 |
| Магний | 2,0 |
10-* | 5,5 | 10-г | 3,0 | 10-г |
1,8 | 6,7 |
|
Марганец | 1,0 |
10-г | 5,0 | ю-* |
4,0 | ю-* | 2,0 | 2,5 |
| Медь |
2,0 | 10-г | 1,0 | 10-г | 4,0 |
10-* | 2,5 | 5,0 |
| Никель | 2,2 |
Ю-® | 1,2 |
10"® | 1,1 | 10-г | 10,9 | 20,0 |
| Олово | 5,0 |
10-г | 2,0 | 10-г |
4,0 | ю-* | 5,0 | 12,5 |
| Свинец | 2,0 | 10-г |
2,0 | 10-г | 4,2 |
Ю-* | 4,7 | 4,7 |
| Серебро | 1,0 | Ю-* | 8,0 |
ю-» | 4,0 | Ю-» |
2,0 | 2,5 |
|
Стронций | 2,0 |
10-г | 2,0 | 10-г |
1,0 | 10-г | 2,0 | 2,0 |
| Сурьма | 4,0 | 10-г |
3,8 | 10-г | 2,0 |
10-г | 1,9 | 2,0 |
| Таллнй | 2,0 | 10-г | 2,0 |
10-г | 1,0 | 10-г |
2,0 | 2,0 |
|
Тантал | 6,6 | 10-г | 6,0 | 10-г |
4,0 | 10-г | 1,5 |
1,65 |
| Титан |
8,8 | 10"* | 7,2 | Ю-3 | 1,0 |
ю-* | 7,2 | 8,0 |
| Хром | 2,0 |
10“5 | 2,0 |
ю-5 | 5,5 |
10"® | 3,6 | 3,6 |
| Цннк | 5,0 |
10-г | 4,5 | 10-г | 4,0 | 10-г |
1,1 | 1,25 |
|
Вещества неле | 2,5 |
Ю-4 | 1,4 |
10"4 | 7,0 |
10-5 | 2,0 | 3,6 |
| тучие | ||||||||
* Температура — 20 °С, остаточное давление — 75 кПа, пенообразователь—азот осо-* . содержание примесей в исходной кислоте
бой чистоты; степень очистки----• степень раз-
содержание примесей в верхнем слое пены содержание примеси в ннжнем слое пены
деления — -----—-
содержание примеси в верхнем слое пеиы
и насосом 19 возвращали в виде товарного продукта более низкого сорта. Пары азотной кислоты подвергались псевдоректификации в колонне 4, орошаемой кислотой, которую частично возвращали из конденсатора 5 через распределитель 6. Остальную часть конденсата сливали в разбавитель 9, разбавляли до 70%-ной концентрации бидистиллятом воды или неконцентрированной азотной кислотой, полученной при абсорбции в колонне 8 бидистиллятом воды иитрозных газов из аппаратов 2, 6, 9 и др. Избыток азотной кислоты направляли через сборник 12 в отделение для протравки бутылей 15, а азотную кислоту особой чистоты, освобожденную от оксидов азота термически, либо очищенным в фильтре 10 воздухом сливали в сборник 13 н разливали в тару.
Нитрозные газы из колонны 8 нейтрализовали в аппарате 11, а инертные газы вакуум-насосом 14 выбрасывали в атмосферу. Для стабилизации режима конденсации использовали контор охлаждения 3. Чтобы сохранить чистоту внутренних поверхностей аппаратуры при остановках агрегатов Предусмотрена подача в систему через испаритель 17 очищенного на фильтре 20 воздуха.
Воду особой чистоты получали по аналогичной схеме н собирали в емкости 7, откуда она поступала на орошение колонны 8, в разбавитель 9, в напорный бак 1 для разбавления до оптимальной концентрации, в лабораторию и для мытья тары. По изложенной выше схеме действуют агрегаты с двукратной и однократной перегонкой, где применяется стабилизированное сырье, получаемое в цехе прямого синтеза.
В схемах, в которых предусматривается получение продукции сверхвысокой чистоты, должны максимально исключать применение разнообразных материалов и веществ (воды, хладагентов и т. д.), являющихси источником натекания примесей.
Одним из примеров этого направления может служить действующая схема, изображенная на рис. 1-85. Стабилизированное сырье из напорного бака 1 направляли в конденсатор 2, где оно подвергалось дегазации при нагревании за счет конденсации паров, поступающих из псевдоректификатора 2-й ступени 5. Затем сырье сливали в испаритель 3, обогреваемый насыщенным водяным паром особой чистоты из колонны 8—ректификатора пара, дробно-конденсируемого в змеевиках испарителя 3. Более половины от поданной кис-
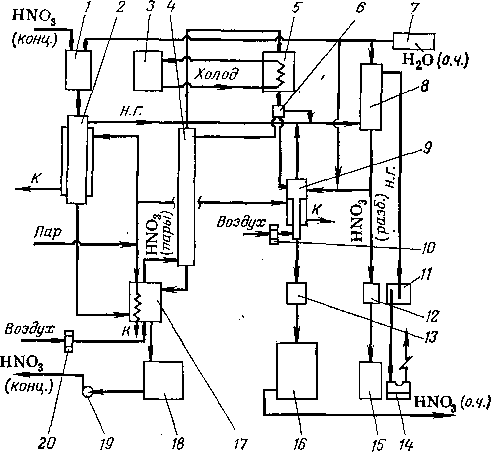
Рис. 1-84. Схема получения азотной кислоты особой чистоты (о. ч.):
/ — напорный бак; 2 — дегазатор; 3 — контур охлаждения; 4 — колонна псевдоректнфнка-ции; 5 — конденсатор; 6 — распределитель; 7 — емкость (напорный бак); 8—абсорбционная колонна; 9— разбавитель; 10, 20 — фильтры; 11— нейтрализатор; 12, 13 — сборники; 14 — вакуум-насос; 15 — отделение протравки бутылей; 16—отделение розлива товарной кислоты; 17 — испаритель; 18 — бак дренажный; 19 — насос.
Условные обозначения; о. ч. особой чистоты; конц. — концентрированная; н. г. — ннтроз-ные газы; к. — конденсат; разб. — разбавленная
Рис. 1-85. Схема производства азотной кислоты особой и высших марок чистоты:
1 — напорный бак; 2, 5 —конденсатор; 3 — испаритель; 4, 5 —колоииы насадочно-тарельчатые; 7 — гидрозатвор; 8 — ректификатор пара; 9, 10 — разбавитель (уел. сокращения как ва рис. 1-84)
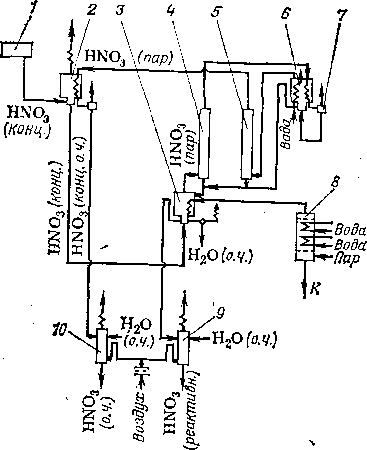
лоты сливали в разбавитель 9, а из него в виде реактивной товарной кислоты в отделение розлива. Пары, очищенные в колоние псевдоректификации
1-й ступени 4 конденсировали в змеевиках испарителя-конден-сатора 6; конденсат через гидрозатвор 7 заполнял межзмее-виковое пространство 6 и испарялся. Пары подвергали псевдоректификации в колонне 5, затем они конденсировались в змеевиках конденсатора 2 и стекали через разбавитель 10 на розлив.
На аналогичных установках производят кислоту высших марок чистоты.
Контроль производства азотной кислоты особой чистоты осуществляется с помощью традиционных коитрольио-измерительиых приборов, а Также специально разработанным прибором [125], который устанавливают в сфере переработки сырья в кварцевой аппаратуре. Им замеряют одновременно температуру, расход, плотность, давление, омическое сопротивление; можио также отбирать пробу на анализ в специальную емкость.
Качество продукции контролируют с помощью деисиметрического (концентрация), химического, колориметрического, иефелометрического (N02, Cl,
1 SO4, Р04, As, тяжелые металлы, включающие Bi, Cd, Со, Cu, Ni, Hg, Pb, Ag, Zn), гравиметрического (вещества нелетучие), пламенно-фотометрического (К, Na), спектрального (А1, Ва, В, V, Bi, Ga, Fe, Au, Jn, Cd, Ca, Co, Si, Li, Mg, Mn, Cu, Mo, Ni, Sn, Pt, Pb, Ag, Sr, Sb, Та, TI, Ti, Cr, Zn, Zr и др.), полярографического (Hg, Zn, Cd, Pb, Cu и др.), иейтронно-активационного (Cl, Mn, Sb, Au, Al, Cu, Na и др.), лазерного (витательиые вещества) и других методов анализа [126—134].
Для проведения большинства методов анализа предусматривается предварительное концентрирование препарата со степенью обогащения два — три порядка. Для этой цели разработаны оригинальная аппаратура, приборы, устройства, манипуляционные приспособления [125—132]. Чувствительность методов анализа большинства элементов достигает 10~9—10-10% (масс.), хлора —до 10-7% (масс.), серы—до 10_в% (масс.), прокаленного при 600 °С остатка веществ нелетучих — до Ю-5% (масс.).
Дли проведения анализов в стерильных условиях разработаны лаборатории и методы централизованного отбора проб с тонкой очисткой воздуха от
химических и механических примесеи, обеспечивающие содержание отдельных примесей Ю-14 г/см3 в 1 мин и меиее.
Для промышленного воплощения разработанных процессов проведены исследования по подбору сырья, методам его переработки и аппаратурному оформлению, что обеспечило создание и освоение оригинальных транспортабельных конструкций хрупкого тепло- и массообмеиного оборудования, приборов, арматуры и других устройств из кварцевого стекла и политетрафторэтилена [135—143].
Сохранение качества азотной кислоты о. ч. на период, исчисляемый, по условиям экспорта, четырьмя месяцами, представляет значительные трудности, так как за этот период в продукт при его соприкосновении с поверхностью потребительской тары натекают примеси, часто превышающие регламентированный уровень. Для предотвращения этого разработаны специальные методы обработки внутренней поверхности тары, изготовленной из силикатного и кварцевого стекла.
Для максимального предотвращения натекания примесей из внешней среды через неплотности, а также для перевозки такой кислоты в районы с различными климатическими условиями, разработаны и освоены в промышленности различные виды потребительской тары [135] с специальными «дышащими» запорными устройствами двустороннего действии, в которых внутреннее давление на стенки тары уравновешивается с наружным. Эти устройства обеспечивают также тонкую очистку входящего извне воздуха, обезвреживание выходящих паров азотной кислоты, оксидов азота и других газов и длительную сохранность качества продукции при любых климатических условиях [144—148].
Манипуляции с азотной кислотой высших марон чистоты должны проводиться в условиях, исключающих соприкосновение ее с внешней средой. Для этой цели в ГИАП разработаны пятипозсциоиные бюретки для финишного ополаскивания внутренней ее поверхности, залива ее продуктом и извлечения продукта из потребительской тарв: [136] с обеспечением необходимой для этих операций стерильности. В ГИАП разработаны процессы одновременного получения азотной кислоты реактивной и особой чистоты [149, 150].
В настоящее время азотную кислоту особой чистоты выпускают в соответствии с ГОСТ 11125—84 трех марок — ос. ч. 18—4, ос. ч. 27—4 и ос. ч. 27—5. В требованиях указываются нормативы точности для 21 элемента. Эти требования сформулированы иа основе статистической обработки свыше 40 тысяч результатов промышленных анализов, выполненных в лабораториях заводов-изготовителей [151, 152]. С 1984 г. выпускается азотная кислота о. ч. 33—4. Намечается выпуск кислоты о. ч. 33—5А и о. ч. 33—5 по ТУ 6-03-366—80.
Достигнутая производительность агрегатов по производству азотной кислоты особой чистоты составляет в настоящее время несколько сот тонн в год. Она является самым миоготоинажиым и важным продуктом среди веществ особой чистоты. Достигнутый уровень исследовательских и проектных работ и созданная иа их основе промышленная база обеспечивают продажу лицензий, поставку оборудования, тары, комплексных производств азотной кислоты и воды особой чистоты, а также экспорт готовой продукции.
II. ПРОИЗВОДСТВО АЗОТНЫХ УДОБРЕНИЙ
Ответственные редакторы: В. М. Олевский, Н. Н. Поляков
1. АММИАЧНАЯ СЕЛИТРА
Физико-химические свойства Ю. В. Цеханская
Аммиачная селитра (нитрат аммония) NH4NO3 имеет молекулярную массу 80,043; чистый продукт — бесцветное кристаллическое вещество, содержащее 60% кислорода, 5% водорода и 35% азота (по 17,5% в аммиачной и нитратной формах). Технический продукт содержит ие менее 34,0% азота.
Основные физико-химические свойства аммиачной селитры представлены ииже:
Плотность, т/м3........
истинная..................1,690—1,725
Зависимость угла естественного откоса а гранулированной аммиачной селитры (размер гранул 1—3 мм) от содержания добавок н влажности продукта приведена ниже:
| Добавка |
Влажность, % | а, град |
| — | 0,14 |
22 |
| _ | 0,40 | 24—30 |
| — |
1,00 | 39 |
|
0,8% (NH4)2S04 |
0,11 | 23-25 |
| 0,18% (NH4)2S04+ + 0,30% Р2О5 |
0,10 | 23—24 |
|
Mg(N03)2 (0,33% MgO) | 0,50 | 28 |
Аммиачная селитра в зависимости от температуры существует в пяти кристаллических модификациях, термодинамически устойчивых при атмосферном давлении (табл. 11,1). Каждая модификация существует лишь в определенной области температур, и переход (полиморфный) из одной модификации в другую сопровождается изменениями кристаллической структуры, выделением (или поглощением) тепла, а также скачкообразным изменением удельного объема, теплоемкости, энтропии и т.-д. Полиморфные переходы являются обратимыми — энантиотропиыми.
В табл. 11,2 приведены параметры полиморфных превращений аммиачной селитры, включая и метастабильное превращение II^=fc IV, которое ста-
|
Модификации* вид |
Интервал температур, °С |
Параметры кристаллической решетки, нм | ||
| а |
ь | е | ||
|
I, кубическая II, тетрагональная III, ромбическая IV, ромбическая V, тетрагональная |
169,6—125,8 125,8—84,2 84.2—32,2 32.2—(—16,9) Ниже —16,9 | 0,440 0,575 0,706 0,575 0,803 |
0,440 0,575 0,766 0,545 0,803 |
0,440 0,495 0,580 0,496 0,983 |
Таблица 11,2. Параметры модификационных превращении аммиачной селитры
|
Превращение | Температура, °С | Теплота пре кДж/кг |
вращения [2] ккал/кг |
Изменение объема 13] 10-3 м3/кг (сма/г) |
| Плав^! | 169,6 | 73,21 |
17,50 | 0,0542 |
|
1ч±И | 125,8 | 55,41 | 13,26 | 0,0138 |
| П*ЫП | 84,2 |
16,87 | 4,03 | 0,0080 |
| III*tIV | 32,2 |
21,24 | 5,08 | 0,0215 |
| iv**v | —16,9 |
5,92 | 1,41 | 0,0170 |
| II^IV | 50,5 |
23,26 | 5,56 | 0,0135 |
бильио при 81,7 МПа. Зависимость удельного объема аммиачной селитры от температуры приведена на рве. II-1.
Теплоемкость кристаллической аммиачной селитры при постоянном давлении ср претерпевает скачкообразное изменение в точках модификационных
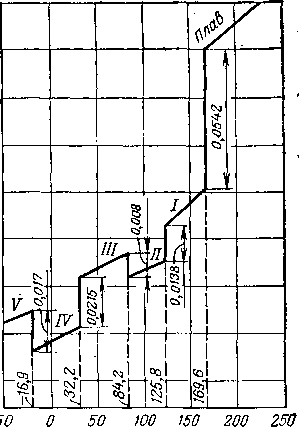
50 100 150
Температура, °С
ОМ

I 0,64
%
0,62
Рис. II-1. Зависимость удельного | объема кристаллического нитрата ^ Ofio аммония различных модификаций ^ от температуры:
I — кубической; II — тетрагональной; III — ромбической или моноклинной; IV—ромбической qqq бипнрамидальной; V — тетраго- 5
нальной
|
Модифика ция | Интервал температур t, °С |
Зависимость Ср [в кДж/0 от температуры t (в |
«¦•град)] •С) |
| V | (—50)—( — 16,9) | Ср — 1,722+ 5,453-10-»* | (П.1) |
| IV | (—16,9)—32,2 |
ср = 1,625 + 4,714-10-»/ |
(П-2 |
| III |
32,2—84,2 | с„ = 1,414 + 2,424-10-» t | (II.3) |
|
II | 84,2—125,2 |
ср = 1, .724+ 1,290-10-» t |
(П.4) |
| I |
125,2—140,0 | ср = 1,803+ 1,523-10"3< | (П.5) |
переходов, а в температурной области существования данной модификации ср увеличивается в соответствии с уравнениями (II.1—II.5), приведенными в табл. 11,3 [4].
Теплоемкость ср аммиачной селитры при температурах выше 140 °С имеет следующие значения [5]:
t, ° С ..............142 147 152 159 163 167
ср, кДж/(кг-град) . . 2,02 2,03 2,04 2,05 2,09 2,П
Значения коэффициентов теплопроводности (X) кристаллической аммиачной селитры в интервале температур от 0 до 165 °С [4] приведены в
табл. 11,4.
Вязкость г) [6] и плотность р [7] плавов аммиачной селитры в интервале температур от 170 до 220 °С имеют следующие значения:
Сти, мН/м . 107,80 106,32 105,09 104,00 103,16 102,50 102,21
Давление паров над кристаллической и расплавленной аммиачной селитрой [8] в интервале температур 75—240 °С представлено в табл. 11,5.
Система NH4N03—Н20 (рис. II-2) относится к системам с простой эвтектикой. Эвтектической точке соответствует концентрация 42,4% NH4N03 и температура —16,9°С. Левая ветвь диаграммы—линия ликвидуса воды от-
Таблица 11,4. Теплопроводность аммиачной селитры
|
t. °с | К Вт/(м-К) | t, °0 | К Вт/(м-К) | 1, °С |
Я. Вт/(м-К) | t. °С |
Bt/(m-K) |
| 0 |
0,422 | 50 | 0,415 |
100 | 0,404 | 150 | 0,388 |
| 10 |
0,420 | 60 | 0,413 | 110 | 0,401 |
155 | 0,386 |
| 20 | 0,419 | 70 |
0,411 | 120 | 0,398 |
160 | 0,384 |
|
30 | 0,418 | 80 |
0,409 | 130 | 0,395 | 165 | 0,383 |
| 40 | 0,416 | 90 | 0,407 | 140 |
0,392 1 |
Рис. II-2. Диаграмма состояния си-стемы\ NH4NO3—Н20
вечает условиям выделения льда в системе NH4NO3-—Н20. Правая ветвь кривой ликвидуса — кривая растворимости NH4NO3 в воде. Эта кривая имеет- три точки перелома, соответствующие температурам модификаци-онных переходов 1NH4NO3 I=f*II (125,8 °С), 11=^111 (84,2 °С) и III**
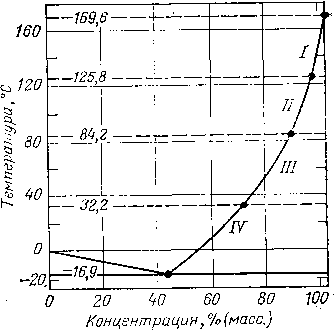
5*IV (32,2 °С). Температура плавления (кристаллизации) безводной аммиачной селитры равиа 169,6 °С. Она понижается с увеличением влагосо-держания соли.
Зависимость температуры кристаллизации NH4N03 (/крист, °С) от содержания влаги (X, %) до 1,5% описывается уравнением [9]:
^крист= 169,6— 13,2Х. ' (II.6)
Зависимость температуры кристаллизации аммиачной селитры с добавкой сульфата аммония от содержания влаги (X, %) до 1,5% и сульфата аммония (У, %) до 3,0% выражается уравнением [10]:
<крист [NH4N03+ (NH4)2S04] = 169,6— 13,2^ + 2,0У. (II.7}
Аммиачная селитра растворяется в воде с поглощением тепла. Ниже приведены значения теплот растворения (фраств) аммиачной селитры различной концентрации (Cnh4no3) в воде при 25 °С [11]:
Cnh4no3>
% (масс.) . 59,69 47,05 38,84 30,76 22,85 15,09 2,1Г
QpaciB, -
кДж/кг . . —202,81 —225,82 —240,45 —256,13 —271,29 —287,49 —320,95
Аммиачная селитра хорошо растворима в воде, этиловом и метиловом спиртах, пиридине, ацетоне, жидком аммиаке. Даииые о ее растворимости в-воде [7] приведены в табл. 11,6. Свойства водных растворов аммиачной селитры представлены в табл. 11,7—11,15.
Таблица 11,5. Давление паров над кристаллической (Pi) и расплавленной (Я2) аммиачной селитрой
|
t, °с | Ри Па | t, °с | Ри Па | Л °С | Яг. Па | t, °с |
Рг, Па |
| 76 | 0,32 | 138 |
29,13 | 170 |
186,20 | 210 |
1203,65 |
| 100 |
2,05 | 143 |
38,44 | 180 |
333,83 | 220 |
1635,90 |
| 111 |
4,89 | 148 |
59,58 | 190 |
490,77 | 230 |
2939,30 |
| 123 |
9,81 | 160 |
127,41 | 200 |
839,23 | 240 |
4442,20 |
| 130 |
16,76 | 165 |
155,61 1 |
|
Температура, вС |
Растворимость Ц |
Растворимость | |||
| г/100 г раствора | кг/кг воды |
Температура, °С | г/100 г раствора | кг/кг воды |
|
| —5 | 50,8 |
1,03 | 85,0 | 87,6 |
7,06 |
| 0 |
54,3 | 1,19 | 90,0 |
88,8 | 7,93 |
|
5,0 | 57,4 | 1,34 |
95,0 | 90,0 | 9,00 |
| 10,0 | 60,3 |
1,52 | 100,0 | 91,1 | 10,24 |
| 15,0 |
63,0 | 1,70 | 105,0 | 92,2 | 11,82 |
| 20,0 | 65,5 | 1,90 | 110,0 | 93,2 |
13,71 |
| 25,0 |
68,0 | 2,12 | 115,0 |
94,2 | 16,24 |
|
30,0 | 70,2 | 2,36 |
120,0 | 95,0 | 19,00 |
| 32,2 | 71,1 |
2,46 | 125,0 | 95,7 | 22,25 |
| 35,0 |
72,2 | 2,60 | 125,2 | 95,8 | 22,81 |
| 40,0 | 74,1 | 2,86 | 130,0 | 96,4 |
26,78 |
| 45,0 |
75,9 | 3,15 | 135,0 |
97,1 | 33,48 |
|
50,0 | 77,6 | 3,46 |
140,0 | 97,5 | 39,00 |
| 55,00 | 79,2 |
3,81 | 145,0 | 97,9 | 46,62 |
| 60,0 |
80,8 | 4,21 | 150,0 | 98,3 | 57,82 |
| 65,0 | 82,2 | 4,62 | 155,0 | 98,8 |
82,33 |
| \ 70,0 |
83,6 | 5,10 | 160,0 |
99,2 | 124,00 |
|
\ 75,0 | 85,0 | 5,67 |
165,0 | 99,6 | 249,00 |
| 1 \ 80,0 |
86,3 | 6,30 | 169,6 |
100 | — |
|
Щ84.2 | 87,4 | 6,94 |
|||
Таблица 11,7. Температуры кипения ^кип ВОЛИЫХ растворов ямми&чиои селитры различной концентрации (С) при атмосферном давлении [15]
|
С, %, (масс.) | t, *С | С, %, (масс.) |
t, *с | С, % (масс.) |
1. °С |
| 5 | 101,0 | 45 |
108,5 | 85 | 137,0 |
| 10 | 101,5 |
50 | 110,0 | 90 |
149,0 |
| 15 |
102,5 | 55 | 112,0 |
95 | 177,0 |
|
20 | 103,0 | 60 |
114,0 | 96 | 187,0 |
| 25 | 104,0 |
65 | 117,0 | 97 | 197,0 |
| 30 |
105,0 | 70 | 120,0 | 98 | 210,0 |
| 35 | 106,0 | 75 | 124,0 | 99 |
223,0 |
| 40 |
107,0 | ! 80 | 130,0 |
100 | 238,0 |
Таблица 11,8. Поверхностное иатяжеиие (а) насыщенных водных растворов аммиачной селитры [16]
| t, °с | сг, мН/м | t, °с |
о. мН/м | /, °с |
<т. мН/м | t, °с | о. мН/м |
| —10 | 85,2 | 40 | 87,8 | 80 |
88,0 | 140 | 86,0 |
| 0 | 86,0 |
50 | 88,0 | 90 |
87,8 | 150 | 86,5 |
| 10 | 86,9 |
60 | 88,0 | 100 |
87,5 | 160 | 85,2 |
| 20 | 87,4 |
70 | 88,0 | 120 | 86,8 | ||
|
30 | 87,6 |
130 | 86,5 |
\
Таблица 11,9. Теплоемкость [ср, кДж/(кг*град)] водных растворов I аммиачной селитры [12]
| Концентрация NH4NO3, % (масс.) | i | Температура. ° | Концентрация NH4NO3, % (масс.) |
Температура, ° |
3 | ||||
| 25,0 | 50,0 | 75,0 | 100,0 |
25,0 | 50,0 | 75,0 |
100,0 | ||
| 10,0 |
3,842 | 3,854 | 3,871 |
3,884 | 50,0 | 2,829 | 2,833 | 2,837 |
2,842 |
| 15,0 |
3,690 | 3,704 | 3,723 |
3,741 | 55,0 | 2,732 | 2,733 | 2,737 |
2,741 |
| 20,0 25,0 |
3,549 3,410 | 3,566 3,432 | 3,578 3,440 | 3,599 3,453 | 60,0 | 2,632 |
2,632 | 2,637 | 2,640 |
| 30,0 | 3,285 |
3,306 | 3,310 | 3,327 | 65,0 | 2,530 |
2,540 | 2,540 | 2,545 |
| 35,0 | 3,162 |
3,181 | 3,183 | 3,202 |
70,0 | — | 2,452 | 2,457 | 2,457 |
| 40,0 | 3,051 | 3,063 | 3,068 | 3,076 |
75,0 | — | — |
2,377 | 2,377 |
|
45,0 | 2,939 | 2,946 |
2,957 | 2,959 | 80,0 | — | — |
2,302 | 2,310 |
Таблица 11,12. Дифференциальная теплота испарения воды из водных растворов аммиачной селитры при температурах их кипения (114—223 °С) [13]
| Концентрация NH4NOj, % (масс.) | Дифференциальная теплота испарения |
Концентрация NH4NO3, % (масс.) • | Дифференциальная теплота испарения | ||
| ккал/моль | КДЖ./КГ | ккал/моль | кДж/кг | ||
| 60 | 10,0 | 2326 |
91 | 9,2 | 2140 |
| 65 | 9,9 |
2300 | 92 | 9,1 |
2115 |
| 70 |
9,9 | 2300 | 93 |
9,1 | 2115 |
|
75 | 9,8 | 2280 |
94 | 9,0 | 2090 |
| 80 | 9,7 |
2260 | 95 | 8,9 |
2070 |
| 85 |
9,5 | 2210 | 96 |
8,8 | 2050 |
|
90 | 9,3 | 2160 |
99 | 8,7 | 2020 |
Таблица 11,13. Коэффициенты теплопроводности [X, Вт/(м-К)] водных растворов аммиачной селитры [14]
| Температура, °С | Концентрация NH,N03, % (масс.) | |||||
| 0 |
25 | 50 | 75 |
90 | | 95 | |
| 10 | 0,580 | 0,527 |
0,472 | |||
|
20 | 0,599 | 0,537 |
0,480 | _ | _ |
|
| 30 | 0,614 |
0,549 | 0,491 | _ | — | — |
| 40 | 0,627 | 0,559 | 0,500 | _ | _ | _ |
| 50 |
0,640 | 0,569 | 0,507 | 0,434 | _ | _ |
| 60 | 0,651 |
0,574 | 0,514 | 0,437 | _ | _ |
|
70 | 0,661 | 0,586 |
0,521 | 0,441 | _ | _ |
| 80 |
0,669 | 0,592 | 0,527 |
0,443 | _ | _ |
| 90 | 0,676 |
0,599 | 0,532 | 0,445 | _ | _ |
|
100 | 0,681 | 0,605 |
0,537 | 0,448 | 0,372 | _ |
| 110 |
— | — | 0,543 |
0,449 | 0,366 | _ |
| 120 | — |
— | — | 0,450 | 0,359 | _ |
| 130 | — | — | — | — |
0,352 | 0,328 |
|
140 | — | — |
— | — | 0,347 | 0,317 |
| 150 |
— | — | — | — | 0,339 |
0,306 |
Таблица 11,10. Концентрация [% (масс.)] водны* растворов
пра различных
| Плотность растворов, т/м® | Температура, ° | с | { | |||||||
| 20 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | ||
| 1,184 | 41,9 | 42,5 |
43,2 | 43,7 | 44,3 |
45,0 | 45,5 | 46,0 | 46,6 | |
|
1,188 | 42,7 | 43,4 |
44,0 | 44,5 | 45,1 | 45,8 | 46,3 |
46,8 | 47,5 | |
|
1,192 | 43,5 | 44,2 |
44,8 | 45,3 | 45,9 | 46,6 | 47,1 |
47,6 | 48,2 | |
|
1,196 | 44,4 | 45,1 |
45,6 | 46,1 | 46,8 | 47,4 | 47,9 |
48,4 | 49,1 | |
|
1,200 | 45,2 | 45,8 |
46,5 | 47,0 | 47,6 | 48,2 | 48,7 |
49,2 | 49,9 | |
|
1,204 | 46,1 | 46,6 |
47,3 | 47,8 | 48,4 | '49,0 | 49,5 |
50,1 | 50,7 | |
|
1,208 | 46,9 | 47,4 |
48,1 | 48,7 | 49,2 | 49,8 | 50,3 |
50,8 | 51,4 | |
|
1,212 | 47,7 | 48,2 |
48,9 | 49,5 | 50,0 | 50,6 | 51,1 |
51,6 | 52,2 | |
|
1,216 | 48,5 | 49,0 |
49,8 | 50,3 | 50,8 | 51,4 | 51,9 |
52,4 | 53,1 | |
|
1,220 | 49,3 | 49,8 |
50,6 | 51,1 | 51,6 | 52,2 | 52,7 |
53,1 | 53,8 | |
|
1,224 | 50,1 | 50,6 |
51,5 | 51,9 | 52,3 | 53,0 | 53,5 |
53,9 | 54,6 | |
|
1,228 | 50,9 | 51,4 |
52,2 | 52,7 | 53,1 | 53,8 | 54,3 |
54,7 | 55,4 | |
|
1,232 | 51,7 | 52,2 |
53,0 | 53,5 | 53,9 | 54,5 | 55,1 |
55,5 | 56,2 | |
|
1,236 | 52,3 | 53,0 |
53,8 | 54,3 | 54,6 | 55,3 | 55,9 |
56,3 | 57,0 | |
|
1,240 | 53,2 | 53,8 |
54,6 | 55,0 | 55,4 | 56,1 | 56,7 |
57,1 | 57,8 | |
|
1,244 | 54,0 | 54,6 |
55,3 | 55,8 | 56,2 | 56,9 | 57,5 |
57,9 | 58,5 | |
|
1,248 | 54,8 | 55,4 |
56,1 | 56,6 | 56,9 | 57,7 | 58,3 |
58,6 | 59,3 | |
|
1,252 | 55,5 | 56,2 |
56,8 | 57,4 | 57,7 | 58,4 | 59,0 |
59,5 | 60,0 | |
|
1,256 | 56,3 | 57,0 |
57,6 | 58,2 | 58,7 | 59,2 | 59,8 |
60,2 | 60,8 | |
|
1,260 | 57,1 | 57,8 |
58,3 | 58,9 | 59,2 | 59,9 | 60,6 |
60,9 | 61,6 | |
|
1,264 | 57,9 | 58,6 |
59,1 | 59,7 | 60,0 | 60,7 | 61,4 |
61,7 | 62,3 | |
|
1,268 | 58,7 | 59,4 |
59,8 | 60,4 | 60,8 | 61,4 | 62,1 |
62,4 | 63,1 | |
|
1,272 | 59,4 | 60,1 |
60,5 | 61,2 | 61,4 | 62,1 | 62,8 |
63,1 | 63,8 | |
|
1,276 | 60,2 | 60,9 |
61,2 | 61,9 | 62,2 | 62,9 | 63,5 |
63,9 | 64,5 | |
|
1,280 | 61,0 | 61,6 |
62,0 | 62,5 | 62,9 | 63,5 | 64,2 |
64,6 | 65,2 | |
|
1,284 | 61,8 | 62,4 |
62,7 | 63,3 | 63,6 | 64,3 | 64,9 |
65,3 | 65,9 | |
|
1,288 | 62,5 | 63,1 |
63,4 | 64,0 | 64,4 | 65,0 | 65,6 |
66,0 | 66,6 | |
|
1,292 | 63,3 | 63,8 |
64,1 | 64,7 | 65,1 | 65,8 | 66,3 |
66,8 | 67,3 | |
|
1,296 | 64,1 | 64,6 |
64,9 | 65,4 | 65,8 | 66,4 | 67,0 |
67,5 | 67,9 | |
|
1,300 | 64,8 | 65,4 |
65,6 | 66,1 | 66,5 | 67,2 | 67,7 |
68,2 | 68,7 | |
|
1,304 | — | 66,1 |
66,3 | 66,8 | 67,2 | 67,8 | 68,4 |
68,8 | 69,3 | |
|
1,308 | — | 66,9 |
67,0 | 67,6 | 68,0 | 68,5 | 69,0 |
69,5 | 70,0 | |
|
1,312 | — | 67,6 |
67,8 | 68,2 | 68,8 | 69,2 | 69,7 |
70,2 | 70,7 | |
|
1,316 | — | — |
68,5 | 69,0 | 69,4 | 69,9 | 70,3 |
70,9 | 71,4 | |
|
1,320 | — | — |
69,3 | .69,6 | 70,0 | 70,5 | 71,0 |
71,5 | 72,0 | |
|
1,324 | — | — |
70,0 | 70,4 | 70,8 | 71,2 | 71,7 |
72,1 | 72,7 | |
аммиачной селитры определенной плотности температурах Г7]
![]()
Температура, °С
| 65 | 70 | 75 | 80 | 85 | 90 | 95 | 100 | 105 | НО | US |
| 47,3 | 47,6 | 48,4 | 49,3 | 49,6 |
50,4 | 51,0 | 51,7 |
52,3 | 52,9 | _ |
| 48,0 | 48,4 |
49,3 | 50,0 | 50,5 | 51,2 | 51,9 |
52,5 | 53,1 | 53,7 |
— |
| 48,8 |
49,2 | 50,0 | 50,8 |
51,3 | 51,9 | 52,6 | 53,3 | 54,0 |
54,5 | — |
|
49,5 | 50,0 | 50,8 |
51,6 | 52,1 | 52,7 | 53,4 | 54,1 |
54,8 | 55,3 | — |
| 50,3 | 50,8 |
51,6 | 52,3 | 52,9 |
53,5 | 54,2 | 54,9 | 55,5 | 56,0 |
— |
| 51,1 |
51,6 | 52,4 | 53,1 |
53,6 | 54,3 | 55,0 | 55,6 | 56,3 |
56,7 | — |
|
51,9 | 52,5 | 53,1 |
53,8 | 54,4 | 55,1 | 55,8 | 56,4 |
57,1 | 57,6 | — |
| 52,7 | 53,3 |
53,9 | 54,6 | 55,2 |
55,9 | 56,5 | 57,1 | 57,9 | 58,3 |
— |
| 53,5 |
54,1 | 54,7 | 55,4 |
56,0 | 56,7 | 57,3 | 58,0 | 58,7 |
59,0 | — |
|
54,3 | 54,9 | 55,5 |
56,2 | 56,8 | 57,4 | 58,1 | 58,7 |
59,4 | 59,8 | — |
| 55,1 | 55,7 |
56,3 | 56,9 | 57,5 |
58,2 | 58,9 | 59 Л | 60,2 | 60,6 |
— |
| 55,9 |
56,5 | 57,0 | 57,7 |
58,3 | 59,0 | 59,6 | 60,2 | 60,9 |
61,3 | — |
|
56,7 | 57,2 | 57,8 |
58,4 | 59,1 | 59,7 | 60,4 | 61,0 |
61,6 | 62,0 | 62,8 |
| 57,4 | 58,0 |
58,6 | 59,2 | 59,8 |
60,5 | 61,2 | 61,7 | 62,4 | 62,8 |
63,5 |
| 58,1 |
58,8 | 59,4 | 60,0 |
60,6 | 61,2 | 61,9 | 62,5 | 63,1 |
63,5 | 64,3 |
|
59,0 | 59,6 | 60,2 |
60,7 | 61,3 | 62,0 | 62,7 | 63,2 |
63,8 | 64,3 | 65,0 |
| 59,7 | 60,3 |
60,8 | 61,4 | 62,0 |
62,7 | 63,4 | 64,0 | 64,6 | 65,0 |
65,7 |
| 60,5 |
61,1 | 61,6 | 62,2 |
62,8 | 63,4 | 64,0 | 64,7 | 65,3 |
65,8 | 66,4 |
|
61,2 | 61,8 | 62,4 |
62,9 | 63,4 | 64,2 | 64,8 | 65,4 |
66,0 | 66,5 | 67,1 |
| 61,9 | 62,6 |
63,1 | 63,6 | 64,2 |
64,9 | 65,4 | 66,2 | 66,7 | 67,2 |
67,8 |
| 62,7 |
63,3 | 63,8 | 64,4 |
64,9 | 65,7 | 66,1 | 66,9 | 67,4 |
67,9 | 68,5 |
|
63,4 | 64,0 | 64,5 |
65,0 | 65,6 | 66,4 | 66,9 | 67,6 |
68,1 | 68,6 | 69,2 |
| 64,1 | 64,7 |
65,2 | 65,8 | 66,3 |
67,1 | 67,5' | 68,3 | 68,8 | 69,3 |
70,0 |
| 64,8 |
65,4 | 66,0 | 66,5 |
67,0 | 67,8 | 68,3 | 69,0 | 69,4 |
70,0 | 70,6 |
|
65,6 | 66,2 | 66,7 |
67,2 | 67,7 | 68,5 | 68,9 | 69,7 |
70,2 | 70,7 | 71,3 |
| 66,3 | 66,9 |
67,4 | 67,9 | 68,4 |
69,2 | 69,6 | 70,4 | 70,8 | 71,4 |
72,0 |
| 67,0 |
67,6 | 68,1 | 68,6 |
69,2 | 69,9 | 70,3 | 71,1 | 71,6 |
72,1 | 72,7 |
|
67,7 | 68,3 | 68,8 |
69,3 | 69,8 | 70,6 | 70,9 | 71,7 |
72,2 | 72,7 | 73,3 |
| 68,4 | 69,0 |
69,4 | 70,0 | 70,4 |
71,3 | 71,6 | 72,4 | 72,9 | 73,4 |
74,0 |
| 69,1 |
69,8 | 70,1 | 70,7 |
71,2 | 71,9 | 72,3 | 73,1 | 73,6 |
74,1 | 74,6 |
|
69,8 | 70,4 | 70,9 |
71,4 | 71,9 | 72,6 | 73,0 | 73,8 |
74,3 | 74,7 | 75,4 |
| 70,4 | 71,1 |
71,5 | 72,1 | 72,6 |
73,3 | 73,6 | 74,5 | 74,9 | 75,4 |
76,0 |
| 71,1 |
71,8 | 72,2 | 72,8 |
73,3 | 74,0 | 74,3 | 75,1 | 75,6 |
76,0 | 76,7 |
|
71,8 | 72,4 | 72,9 |
73,4 | 74,0 | 74,7 | 75,0 | 75,8 |
76,2 | 76,7 | 77; 4 |
| 72,5 | 73,1 |
73,6 | 74,1 | 74,7 |
75,3 | 75,6 | 76,5 | 76,9 | 77,4 |
78,0 |
| 73,2 |
73,8 | 74,3 | 74,8 |
75,4 | 76,0 | 76,3 | 77,1 | 77,5 |
78,1 | 78,7 |
60
73.4
74.0
74.7
75.4
76.0
76.7
77.3
78.0
78.6
79.3
80.0
80.6
55
72.8
73.5
74.1
74.8
75.5
76.1
76.8
77.5
78.2
78.8
50
72.4 73,!
73.8
74.5
75.2
75.8
76.6
77.2
45
72.0 72,6
73.3
74.0 74,8
75.4
40
20
35
71,0
71,8
25
30
71.5 72,1 72,9
73.6
1,328
1,332
1,336
1,340
1,344
1,348
1,352
1,356
1,360
1,364
1,368
1,372
1,376
1,380
1,384
1,388
1,392
1,396
1,400
1,404
1,408
1,412
Плотность
растворов,
т/мЗ
Таблица 11,11. Общее давление (Р, кПа) паров ненасыщенных
Р=22,1 кПа)
Концентрация,
| 20 | 30 | 40 |
50 |
| 0,58 |
0,56 | 0,52 | 0,48 |
| 1,16 | 1,12 |
1,05 | 0,93 |
|
2,26 | 2,17 | 2,02 |
1,85 |
| 4,10 |
3,96 | 3,71 | 3,34 |
| 7,13 | 6,94 |
6,52 | 5,9 |
|
11,7 | 11,3 | 10,5 |
10,0 |
| 18,7 |
17,8 | 16,6 | 15,0 |
| 28,6 | 27,4 |
25,7 | 23,3 |
|
43,1 | 41,0 | 38,3 |
35,0 |
| 64,9 |
61,4 | 57,8 | 52,0 |
| 93,2 | 88,3 |
82,5 | 75,8 |
|
131,7 | 125,3 | 116,4 |
106,7 |
| 185,8 |
174,5 | 162,3 | 146,3 |
| 253,4 | 242,1 |
226,1 | 206,9 |
|
344,5 | 328,5 | 305,9 |
279,3 |
| 452,2 |
432,2 | 409,4 | 372,4 |
| 597,2 | 567,9 |
538,1 | 494,1 |
|
768,9 | 741,1 | 699,6 |
639,5 |
| тура, °С | 0 | ю |
| 0 |
0,61 | 0,61 |
| 10 | 1,22 | 1,20 |
| 20 | 2,34 | 2,30 |
| 30 | 4,23 |
4,20 |
| 40 |
7,37 | 7,37 |
| 50 | 12,3 | 12,0 |
| 60 | 19,9 | 19,4 |
| 70 | 31,1 |
29,8 |
| 80 |
47,2 | 45,1 |
| 90 | 69,9 | 67,3 |
| 100 | 101,1 | 97,9 |
| НО | 142,8 |
138,3 |
| 120 |
198,2 | 191,5 |
|
130 | 269,3 | 262,0 |
| 140 | 360,4 |
355,1 |
| 150 |
474,8 | 469,5 |
|
160 | 616,6 | 613,5 |
| 170 | 790,0 |
786,8 |
Температура, °С
| 65 | 70 |
75 | 80 | 85 |
90 | 95 | 100 |
105 | 110 | 115 |
|
| 73,8 | 74,5 | 74,9 | 75,4 |
76,1 | 76,7 | 77,0 |
77,8 | 78,2 | 78,7 | 79,3 | |
| 74,5 | 75,2 | 75,6 |
76,1 | 76,8 | 77,4 |
77,6 | 78,4 | 78,8 | 79,4 | 80,0 | |
| 75,2 | 75,8 |
76,2 | 76,7 | 77,5 |
78,0 | 78,4 | 79,1 | 79,5 | 80,0 |
80,6 | |
| 75,8 |
76,5 | 76,9 | 77,4 |
78,2 | 78,7 | 79,0 | 79,7 | 80,0 |
80,6 | 81,2 | |
|
76,5 | 77,2 | 77,5 |
78,0 | 78,9 | 79,3 | 79,8 | 80,3 |
80,8 | 81,3 | 81,8 |
|
| 77,2 | 77,8 | 78,2 | 78,7 |
79,5 | 80,0 | 80,3 |
80,9 | 81,4 | 82,0 | 82,5 | |
| 77,8 | 78,5 | 78,8 |
79,3 | 80,0 | 80,8 |
81,0 | 81,5 | 82,0 | 82,6 | 83,1 | |
| 78,4 | 79,2 |
79,5 | 80,0 | 80,8 |
81,2 | 81,7 | 82,2 | 82,8 | 83,2 |
83,7 | |
| 79,1 |
79,8 | 80,2 | 80,6 |
81,4 | 81,9 | 82,3 | 82,9 | 83,4 |
83,9 | 84,3 | |
|
79,8 | 80,4 | 80,7 |
81,2 | 82,1 | 82,j | 83,0 | гз,б |
84,0 | 84,5 | 85,0 |
|
| 80,4 | 81,1 | 81,4 | 81,8 |
82,8 | 83,2 | 83,7 |
84,3 | 84,6 | 85,2 | 85,6 | |
| 81,0 | 81,7 | 82,1 |
82,6 | 83,5 | 83,8 |
84,3 | 84,9 | 85,4 | 85,8 | 86,2 | |
| 81,7 | 82,4 |
82,7 | 83,3 | 84,1 |
84,5 | 85,0 | 85,6 | 86,0 | 86,5 |
86,9 | |
| 82,2 |
83,1 | 83,4 | 84,0 |
84,8 | 85,1 | 85,7 | 86,2 | 86,7 |
87,1 | 87,5 | |
|
— | 83,6 | 84,0 |
84,7 | 85,5 | 85,8 | 86,4 | 86,9 |
87,3 | 87,8 | 88,1 |
|
| — | — |
84,7 | 85,3 | 86,2 | 86,5 | 87,0 |
87,6 | 88,0 | 88,4 |
88,7 | |
| — |
— | — | 86,0 | 86,8 | 87,1 |
87,6 | 88,2 | 88,6 |
89,0 | 89,3 | |
| — | — | — | — | 87,4 |
87,8 | 88,3 | 88,9 |
89,3 | 89,7 | 89,9 | |
| 88,5 | 89,0 |
89,6 | 90,0 | 90,3 |
90,6 | ||||||
| 89,6 |
90,2 | 90,6 | 90,9 | 91,1 | |||||||
|
90,9 | 91.3 | 91,6 |
91,8 | ||||||||
| - | 91,9 | 92,2 |
92,4 | ||||||||
водных растворов нитрата аммонии (при 170 °С для 99%-ной NH4N03
% (масс.)
| 60 | 70 |
80 | 90 | 95 |
96 | 97 | 93 |
| 0,85 | |||||||
| 1,62 | — | — |
— | — | _ |
_ | |
| 2,93 |
2,49 | — | _ |
— | _ | _ |
_ |
| 5,13 | 4,33 | — | — |
— | _ | _ |
_ |
| 8,20 | 6,82 | — | — | _ | _ | _ | |
| 13,1 | 10,8 |
8,43 | _ | _ |
_ | _ | |
|
20,1 | 16,7 | 13,0 |
_ | _ | __ |
_ | |
| 30,7 |
25,9 | 19,7 | — | _ | _ | _ | _ |
| 45,5 |
37,8 | 28,5 | _ |
_ | _ | _ |
__ |
| 66,6 |
55,6 | 42,8 | 25,4 |
_ | _ | _ |
__ |
| 95,1 |
78,5 | 58,6 | 35,9 |
_ | _ | _ |
_ |
| 127,0 |
103,7 | 79,0 | 48,3 |
_ | _ | _ |
— |
| 183,5 |
150,3 | 111,2 | 64,2 |
30,6 | 25,9 | — | |
| 246,6 |
206,1 | 152,0 | . 83,9 | 41,2 | 33,4 |
27,7 | _ |
| 334,1 | 276 6 | 198,2 |
100,9 | 51,1 | 40,2 |
29,6 | 22,1 |
|
442,9 | 363,1 | 254,6 |
125,3 | 66,6 | 54,1 | 40,2 | 24,2 |
| 567,2 | 468,2 | 328,0 | 162,3 | 85,5 |
68,1 | 53,5 | 38,3 |
Таблица 11,14. Вязкость (мПа«с) водных растворов аммиачной селитры [6]
| Темле- рп^ра, | Концентрация NH^Os, % (масс.) | Температура, -с | Концентрация NH4NO3, % (масс.) |
||||||||||
| 50 | | 60 |
70 | 80 | 85 | 90 | 92 | 94 | 9& | 98 |
99 | |||
| - PN | |||||||||||||
|
20 | 1,380 | 1,725 |
100 |
3,240 | |||||||||
| 30 | 1,180 |
1,490 | 2,250 | — |
— | 110 |
2,970 | 3,630 | — |
— | — | — | |
| 40 | 1,030 |
1,300 | 1,990 | — | — | 120 |
2,725 | 3,300 | 4,215 |
— | — | — | |
| 50 | 0,875 |
1,160 | 1,755 | — | — | 130 |
2,500 | 3,020 | 3,850 |
5,160 | — | — | |
| 60 | 0,770 |
1,040 | 1,570 | 2,450 | — | 140 |
2,300 | 2,790 | 3,520 | 4,625 | — |
— | |
| 70 | 0,680 | 0,940 | 1,410 |
2,220 | — | 150 | — | 2,600 |
3,240 | 4,180 | 5,550 |
— | |
| 80 |
0,590 | 0,840 | 1,260 |
2,000 | 2,575 |
160 | _ | _' |
3,000 | 3,800 | 4,840 |
5,680 | |
| 90 |
0,520 | 0,760 | 1,150 |
1,810 | 2,370 |
170 | — | — |
— | 3,475 | 4,320 | 4,850 | |
| 100 |
0,465 | 0,690 | 1,040 | 1,640 | 2,180 | ||||||||
| 110 | — |
0,630 | 0,950 | 1,515 | 2,020 | ||||||||
|
120 | — | _ |
— | 1,410 | 1,890 |
||||||||
| 130 | — |
— | — | — | 1,770 | ||||||||
Аммиачная селитра отличается большой гигроскопичностью, что является одной из причин ее слеживаемости. Гигроскопичность характеризует спо-собиость веществ поглощать влагу из воздуха.
Распространенная оценка гигроскопичности — определение гигроскопической точки, которая выражается в процентах относительной влажности [18}. Для водорастворимых солей гигроскопические точки (К) определяются отношением парциального давления паров воды над насыщенным раствором соли (Ра) при данной температуре к парциальному давлению насыщенного водяного пара (Р) в воздухе при этой же температуре:
А = (Ра/Р) 100. (II. 8)
Гигроскопическая точка соответствует относительной влажности ноздуха (ha), при которой вещество не увлажняется и ие подсыхает (равновесная относительная влажность). Следовательно, вещество поглощает влагу из воздуха, если ha>h, и подсыхает, если ha<Zh.
Таблица 11,15. Коэффициенты диффузии (D, 10-5 см2/с) в системе NH4N03— Н20 [17]
| Концентрация nh4no3 |
D при температурах, °С | Концентрация NH4NO3 | D прн температурах, °С | ||||||
| ноль/л | % (масс.) | 25,0 | 40,0 | 60,0 | моль/л |
% (масс.) | 25,0 | 40,0 | 60,0 |
| 0 |
0 | 1,94 | 2,62 |
3,65 | 3,0 | 22,03 | 1,59 | 2,21 |
2,76 |
| 0,1 |
0,80 | 1,76 | 2,48 |
3,13 | 4,0 | 28,30 | 1,54 | 2,16 |
2,67 |
| 0,2 |
1,60 | 1,75 | 2,45 |
3,06 | 5,0 | 34,90 | 1,47 | 2,07 | 2 56 |
| 0,5 | 3,95 | 1,72 | 2,43 |
3,03 | 6,0 | 40,90 |
1,40 | 1,98 | 2,48 |
| >,0 | 7,77 |
1,69 | 2,40 | 3,01 | 7,0 | 46,60 |
1,36 | 1,91 | 2,39 |
| 2,0 | 15,00 |
1,62 | 2,30 | 2,87 | 8,0 | 51,80 |
1,32 | 1,84 | 2,33 |
ъцх 1 vdm огоиидод эпнзудпр1
Si 66
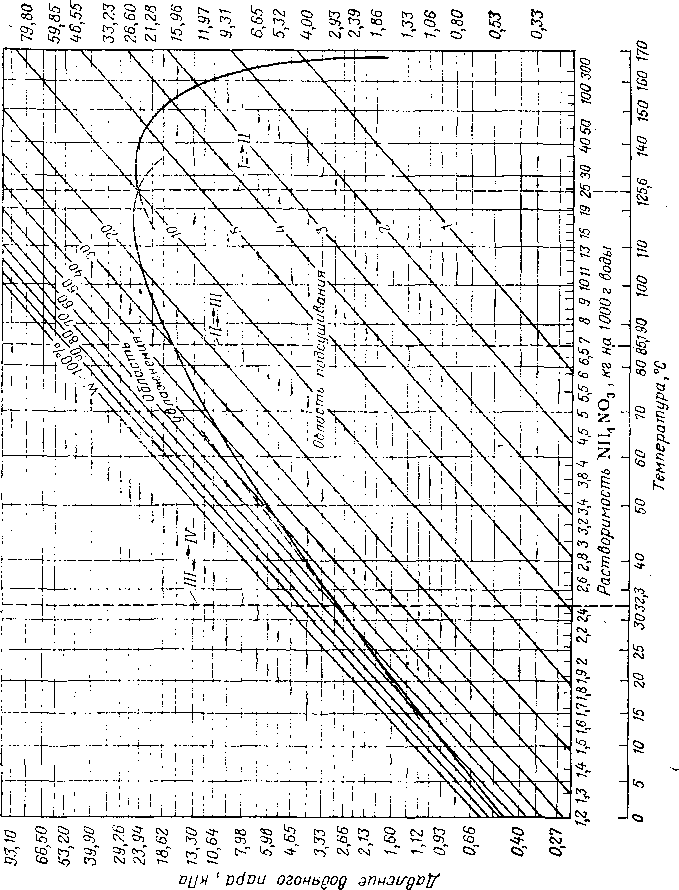
Гигроскопическая точка*, является функцией температуры. Гигроскопические точки аммиачной селитры (А) прн различных температурах имеют
. (в % относительной влажности) следующие значения [18]:
t,°С ... 10 15 20 25 30 40 50
h, % . . . 75,3 69,8 66,9 62,7 59,4 52,5 48,4
Кондиционирующие добавки, применяемые в промышленности, незначительно изменяют гигроскопическую точку аммиачной селитры. Так, прн введении 0,4% (NH4)2S04h=64%, а прн введении 0,18% (NH4)2S04+
+0,49% NH4H2P04 (0,3% Р205) /i=63%. Исключение составляет добавка нитрата магния: введение 1,2% Mg(NC>3)2 понижает гигроскопическую точку при 20 °С с 66,9 до 58% относительной влажности.
На рис. II-3 представлена номограмма для определения равновесных давлений водяного пара над насыщенными растворами аммиачной селитры при различных температурах [3]. На номограмме приведена равновесная относительная влажность воздуха, температура которого равна температуре аммиачной селитры; кроме того, выделены области подсушивания твердой аммиачной селитры.
Располагая метеорологическими данными о среднегодовых значениях температуры н относительной влажности воздуха в данной местности, можно определить оптимальные условия хранения аммиачной селитры.
Под слеживаемостью удобрений обычно понимают потерю их сыпучести при хранении. Чистая аммиачная селитра обладает высокой гигроскопичностью и способностью слеживаться при хранении вследствие значительного изменения ее растворимости и модификацнонных превращений при температурных перепадах. Одновременно уменьшается и прочность гранул.
Для улучшения физических свойств аммиачной селитры разработан ряд методов, применяемых комплексно [4]. Большое влияние на снижение слежн-ваемости аммиачной селитры имеет уменьшение влажности ее нлава до 0,3% и ниже. О количестве кристаллов NH4N03, выделяющихся из маточного раствора с изменением температуры соли при различной ее влажности (от 0,10 до 0,60%), можно судить по рис. II-4. Чем меньше влажность готового продукта н ниже его температура при упаковке в тару, тем меньше (прн прочих равных условиях) будет слеживаться соль.
Так, прн охлаждении аммиачной селитры, содержащей 0,6; 0,3 и 0,1% влаги, от 40 до 10 °С масса выделившихся кристаллов будет равна соответственно 8,0; 4,0 и 1,3 кг на 1 т готового продукта. При понижении температуры упаковки аммиачной селитры в тару до 25 °С этот показатель уменьшится соответственно до 3,6; 1,8 н 0,6 кг на 1 т готового продукта.
Наиболее прочные гранулы получаются, если прн охлаждении плавов аммиачной селитры моднфнкацнонные превращения протекают с минимальными объемными и структурными изменениями: когда модификация II превращается непосредственно в модификацию IV вместо превращений П-ИП—>-—»-IV [19]. Такой характер превращений для чистой аммиачной селитры возможен прн содержании влаги меньше 0,1%. Введение добавок неорганиче-
Рис. II-4. Зависимость содержания NH4NO3 в виде насыщенного раствора в готовом продукте от его температуры и влажности от 0,10 до 0,60%
ских солей расширяет предел содержания влаги, при котором в процессе охлаждения не образует-си модификации III [4].
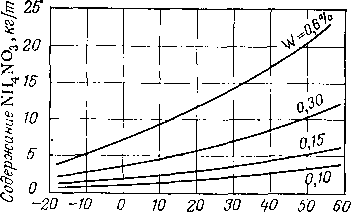
Температура ,7?
В результате усовершенство-,' вания технологии и аппаратуры в
производстве аммиачной селитры значительно улучшилось качество этого продукта. Впервые введены в ГОСТ 2—75 гарантии сохранения показателей качества аммиачной селитры в течение 6-месячного хранения. Аммиачная селитра, выпускаемая рядом предприятий азотной промышленности, пригодна для бестарного хранения и бестарных перевозок при соблюдении необходимых требований к складам и транспортным средствам.
Т ерморазложение И. И. Стрижевский
Аммиачная селитра представляет собой окислитель, способный поддерживать горение. При нагревании ее в замкнутом пространстве, когда продукты терморазложения не могут свободно удаляться, селитра может при некоторых условиях взрываться (детонировать). Она может взрываться также под воздействием сильных ударов, например при инициировании взрывчатыми веществами.
В начальный период нагревания при 110 °С постепенно происходит эндотермическая диссоциация селитры на аммнак и азотную кислоту:
NH4NO3 -9- NH3 + HNO3— 174,4 кДж/моль. (II.9)
При 165 СС потеря массы не превосходит 6%/сут. Скорость диссоциации зависит не только от температуры, но и от соотношения между поверхностью селитры и ее объемом, содержания примесей н др.
Аммнак менее растворим в расплаве, чем азотная кислота, поэтому удаляется быстрее; концентрация азотной кислоты увеличивается до равновесного значения, определяемого температурой. Наличие в расплаве азотной кислоты обусловливает автокаталнтическнй характер терморазложення.
В интервале температур 200—270 °С протекает в основном слабоэкзотермическая реакция разложения селитры на закись азота н воду:
NH4NO3 ->- N20 + 2Н20-(-36,8 кДж/моль. (11.10)
Заметное влияние на скорость терморазложення оказывает диоксид азота, который образуется при термическом разложении азотной кислоты, являющейся продуктом диссоциации аммиачной селитры. Прн взаимодействии диоксида азота с селитрой образуются азотная кислота, вода и азот:
Тепловой эффект этой реакции более чем в 6 раз превышает тепловой эффект реакции разложения селитры иа NjO и HjO. Таким образом, в за-кислеиной селитре даже при обычных температурах вследствие значительной экзотермической реакции взаимодействия с диоксидом азота происходит самопроизвольное терморазложеиие, которое при большой массе аммиачной селитры может привести к ее бурному разложению.
На основе исследования кинетики терморазложения аммиачной селитры, содержащей 0,16% сульфата аммония при 180—275 °С, выведено кинетическое уравнение:
К = 9,7 • Ю1* ехр (-39 000/?Г).
Скорость терморазложения уменьшается только при израсходовании большей части вещества.
Зависимость константы скорости {К) термического разложения селитры, содержащей 0,16% сульфата аммония, от температуры (t), следующая:
t, °С . . . 180 200 225 250 275
К, ю-4
мин-1 . . 0,187 1,15 9,15 59,5 328
И-з приведенных выше данных следует, что абсолютные значения скоростей терморазложения селитры при температурах 180—200 °С малы. Время пребывания плава в доупарочном аппарате около 1 мин; температура не более 185 °С. При 180 °С в 1 мин на 1 т продукта может разложиться 19 г селитры, что может повысить температуру лишь на 0,005 °С, а при 200 °С — на 0,029 °С.
При нагревании селитры в замкнутой системе при 210—220 °С происходит накопление аммиака, концентрация азотной кислоты снижается, поэтому происходит сильное торможение реакции разложения. Процесс терморазложения практически прекращается, несмотря на то что большая часть соли еще не разложилась. При более высоких температурах аммиак окисляется быстрее, в системе накапливается азотная кислота и реакция протекает со значительным самоускорением, что может привести к взрыву.
В табл. 11,16 приведены значения температур начала терморазложения (tr.f) и энергий активации (?эф) процесса разложения исходной аммиачной селитры и с добавками различных ПАВ.
Данные табл. 11,16 показывают, что при обработке аммиачной селитры исследованными ПАВ температура начала терморазложения практически не снижается. Величина Евф при добавлении ПАВ измениется также весьма незначительно, лишь в присутствии 0,1% жирных кислот Е„ф снижается на
Таблица 11,16. Температура начала процесса (*т. р) и энергия активации (?Эф) термического разложения аммиачной селитры без добавок и с добавками ПАВ
| Селитра' с добавками | ||||
| Показатели |
Исходная селитра | 0,1% жирного амина | 0,2% суль-фанола |
0,1% жирных кислот |
|
и. р, °С 2?»Ф, МДж/моль |
220 186,6±5 | 225 191,6±5 |
994 200,8±6,3 | 223 151 ±2,9 |
35 МДж/моль. Применение диспергатора НФ в качестве ПАВ также ие снижает температуру начала терморазложення.
Добавка к аммиачной селитре веществ, которые могут разлагаться с вы* делением аммиака (например, карбамид и ацетамид), тормозит терморазложение. Соли с катионами серебра или таллия значительно увеличивают скорость реакции вследствие образовании комплексов с ионами нитрата в расплаве. Ионы -хлора оказывают сильное каталитическое действие на процесс терморазложення. При нагревании смеси, содержащей хлорид и аммиачную селитру, до 220—230 °С начинается очень бурное разложение с выделением больших количеств газа. За счет теплоты реакции сильно повышается температура смеси, и разложение заканчивается в течение короткого времени.
Если хлоридсодержащую смесь поддерживать при температуре 150— 200 °С, то в первый период времени, называемый индукционным, разложение будет протекать со скоростью, соответствующей разложению селитры при данной температуре. В этот период помимо разложения будут протекать также другие процессы, результатом которых являются, в частности, увеличение содержания кислоты в смеси и выделение небольшого количества хлора. После индукционного периода разложение протекает с большой скоростью-и сопровождается сильным выделением тепла и образованием большого количества токсичных газов. При большом содержании хлорида разложение всей массы аммиачной селитры быстро заканчивается. Ввиду этого содержание хлоридов в продукте строго ограничено.
При эксплуатации механизмов, используемых в производстве аммиачной селитры, следует применять смазки, которые не взаимодействуют с продуктом и не снижают начальную температуру терморазложения. Для этой цели может быть, например, использована смазка ВНИИНП-282 (ГОСТ 24926—81).
Температура продукта, направляемого на хранение насыпью или на упаковку в мешки, должна быть не выше 55 °С. В качестве тары используют мешки из полиэтилена или крафтбумаги. Температуры, при которых начинаются активные процессы окисления аммиачной селитрой полиэтилена и крафтбумаги, составляют соответственно 270—280 и 220—230 °С. Опорожненные полиэтиленовые и крафтбумажные мешки должны быть очищены от остатков продукта и, если не могут быть использованы, то должны быть-сожжены.
По энергии взрыва аммиачная селитра в три раза слабее большинства ВВ. Гранулированный продукт может в принципе детонировать, но инициирование капсулем-детонатором невозможно, для этого требуются большие заряды мощных ВВ.
Взрывное разложение селитры протекает по уравнению:
NH4NO3 -v N2 + 0,502 + 2H20 + 118 кДж/моль. (П.12>
По уравнению (11.12) тепло взрыва должно было бы составить 1,48 МДж/кг. Однако вследствие протекания побочных реакций, одна из которых эндотермична (II.9), фактическое тепло взрыва составляет 0,96 МДж/кг и по сравнению с теплом взрыва гексогена (5,45 МДж) мало. Но для такого крупнотоннажного продукта как аммиачная селитра учет его. взрывчатых свойств (хотя и слабых) имеет значение для обеспечения безопасности.
| Норма для марки | |||
| А | Б |
||
| Показатель |
высшая категория качества |
высшая категория качества |
первая категория качества |
| высший сорт | первый сорт | ||
| Содержание, % (масс.) | |||
| питательных веществ | |||
| в сухом продукте в | |||
| пересчете, не менее: | 98 | ||
| на NH4NO3 | Не нормируется | ||
| на N |
Не нормируется | 34,4 |
34,0 |
| воды, не более: | |||
|
по методу сушки: |
0,2 | ||
| с сульфатной и | 0,2 | 0,3 | |
| сульфатно-фос | |||
| фатной добавка |
|||
| ми |
|||
| с влагоудержи- | 0,3 |
0,3 | 0,3 |
|
вающнми добав | |||
| ками | |||
| по методу Фишера |
0,6 | 0,6 | 0,6 |
| добавок в пересчете |
|||
| иа сухое вещество: | 0,2-0,5 | 0,2-0,5 | Не нормируется |
| нитратов кальция и | |||
| магння в пересче | |||
| те на СаО | |||
| фосфатов (РАП) в |
0,5-1,2 | 0,5-1,2 | Не нормируется |
| пересчете на Рг05 | 0,3-0,7 |
0,3-0,7 | |
|
сульфата аммония | Не нормируется | ||
| сульфата аммония | 0,4-0,6 |
0,4-0,6 | Не нормируется |
| в сумме с фосфа | |||
| том | |||
| веществ, не раство | 0,2 | Не нормируется | |
| римых в 10°/о-ной | |||
| HN03, не более pH 10%-ного водного | |||
| раствора, не менее: с сульфатно-фосфат |
4,0 | 4,0 | 4,0 |
| ной добавкой |
5,0 | 5,0 |
5,0 |
| с другими добавками | |||
|
Гранулометрический со | |||
| став — содержание гра | |||
| нул, % (масс.): 1—4 мм, не менее | 95 |
95 | |
| Не нормируется | |||
| в том числе 2—3 мм |
Не нормируется | 50 |
Не нормируется |
| —1 мм, не более | 4 | 4 | 4 |
| 1—3 мм, не менее Статическая прочность |
93 | Не нормируется |
|
| 5 | 7 |
5 | |
| гранул, Н/гранулу, не ме | |||
|
нее | |||
|
Рассыпчатость, °/о, не ме |
100 | 100 | 100 |
| нее | |||
Примечания. I. Массовую долю воды для продукта иа экспорт определяют методом Фишера; допускается определение методом сушки. 2. Массовую долю воды у потребителя определяют в момент приемки.
Вероятность случайного инициировании взрыва аммиачной селитры (на-пример, резкий удар, детонационная волна) значительно увеличивается при многократном фазовом переходе IV—>-III и с ростом содержания в ней влаги. Чувствительность к взрыву повышается в результате локального растворения и последующей перекристаллизации продукта, что приводит к увеличению era пористости.
Гранулированную аммиачную селитру производят в основном для использования в сельском хозяйстве в качестве простого азотного удобрении или в качестве азотсодержащего компонента для приготовления тукосмесей. Значительно меньше аммиачной селитры потребляется в технических целях.
Требования потребителей к качеству выпускаемой промышленностью аммиачной селитры отражены в ГОСТ 2—85, согласно которому выпускают товарный продукт двух марок А и Б (табл. 11,17). Аммиачную селитру с сульфатной и сульфатно-фосфатной добавками выпускают только с применением ПАВ: диспергатора НФ, жирных кислот нли аминов жирных кислот. Применение новых видов добавок допускается после согласования с министерствами-потребителями. Прочность гранул определяют в соответствии с ГОСТ 21560.2—82 при помощи приборов ИПГ-1, МИП-10-1 или ОСПГ-1М. Метод определения основан на разрушении гранул определенного размера при их одноосном сжатии между двумя параллельными плоскостями с фиксированием предельной снлы, необходимой для разрушения. Для испытания отбирают 20 гранул, застрявших в ячейках сита с диаметром отверстий
2 мм.
Статическую прочность гранул (X) в МПа вычисляют по формуле:
20S “ 20 (Jtd2cp/4) =0-063d\р '
где Pi — сила, необходимая для разрушения одной гранулы, Н (кгс); S — площадь поперечного сечения гранулы, см2; dcp — средний диаметр гранул, см (для получения результатов испытания в кгс/см2 результат, полученный по формуле, умножают на 10,2).
Важнейший качественный показатель — рассыпчатость гранулированной аммиачной селитры, упакованной в мешки, — определяется следующим образом (ГОСТ 21560.5—82): мешок с продуктом взвешивают и сбрасывают вруч
ную с высоты 1 м на твердую плоскую поверхность. Затем мешок разрезают и высыпают на сито с размером ячеек в свету 5 мм. После рассева (вручную нли прн помощи специального устройства) в течение 1 мин остаток продукта
П fn
где т— масса удобрения в мешке до рассева, кг; «1—масса остатка удобрений на сите, кг; п — число мешков с удобрением, подвергаемых испытанию.
Прн испытании нескольких мешков принимают среднее арифметическое результатов определения рассыпчатости каждого мешка.
Предприятия, выпускающие аммиачную селитру, должны гарантировать потребителю, что предусмотренные ГОСТ 2—85 качественные показатели продукта будут сохраняться в течение 6 мес прн соблюдении потребителем условий хранения, установленных стандартом.
Добавки, улучшающие качество продукта
Для получения гранулированной аммиачной селитры, не слеживающейся при длительном хранении на складах как в мешках, так и насыпью, в раствор аммиачной селитры перед его гранулированием вводят различные добавки. Кроме того, применение таких добавок часто сочетается с обработкой поверхности гранул раствором ПАВ с последующим опудрнваннем гранул различными порошками.
Добавки, вводимые в растворы илн плавы аммиачной селитры, можно подразделить на следующие группы:
добавки, связывающие свободную влагу;
добавки, влияющие на процесс полиморфных превращений нитрата аммония;
добавки, образующие центры кристаллизации.
Добавки, связывающие воду. К таким добавкам относится нитрат магния Mg(N03)2 (магнезиальная добавка), который в безводном состоянии может присоединять шесть молекул воды, образуя гексагндрат нитрата магния Mg(N03)2-6H20. В этом случае одна массовая часть (масс, ч.) Mg(N03)2 может связать «г0,7 масс. ч. воды. Находящийся в растворе аммиачной селитры нитрат магния постепенно обезвоживается в процессе получения высококонцентрированного плава аммиачной селитры. Безводный нитрат магиня, находясь в гранулах аммиачной селитры, полученных нз этого плава, связывает оставшуюся в них'влагу в химические соединения (кристаллогидраты магиня, двойные аммонийно-магниевые соли). В результате получается безводная аммиачная селитра, обладающая хорошими физико-химическими свойствами. Полиморфное превращение при 32 °С III-4V в такой аммиачной селитре отсутствует и заменяется метастабнльным превращением II—»-IV, протекающим при 48—51 °С в случае содержания 0,4% влагн. Поэтому при хранении на складах гранулы не претерпевают существенных объемных изменений и не разрушаются.
На отечественных предприятиях раствор магнезиальной добавки получают, растворяя в 35%-ной азотной кислоте порошок каустического магнезита, получаемый в качестве побочного продукта при обжиге магнезита и содержащий от 75 до 87% MgO (ГОСТ 1216—75). Реакцию разложения каустического магнезита проводят в реакторах периодического действия, по-
лучая раствор нитрата магния концентрацией 120 г/л (в пересчете иа MgO). После отстоя или фильтрации раствор нитрата магния вводят в производстве аммиачной селитры либо в аппараты ИТН, либо в растворы аммиачной селитры, поступающие на выпарку. При содержании Н20 (по Фишеру) в готовом продукте 0,3% оптимальное содержание в нем Mg(N03)2 составляет (в пересчете на MgO) 0,36% (масс.).
Гранулированная аммиачная селитра с добавкой нитрата магния пригодна для бестарной перевозки в мннераловозах илн вагонах типа «Хоппер>. Ее можио хранить насыпью в закрытых складах. При хранении fl полиэтиленовых мешках она сохраняет сыпучесть в течение длительного времени (более 6 мес). В мешках, не обеспечивающих герметизации, продукт может прн неблагоприятных условиях увлажняться н рекрнсталлнзоваться.
Применение магнезиальной добавки позволяет получать аммиачную селитру высокого качества, не прибегая к обработке гранул ПАВ и опудрнваю-щимн добавками. Поэтому прн проектировании новых цехов аммиачной селитры предусматривают использование этой добавки.
К этой же группе добавок относится так называемая доломитная добавка (ДЛМ), получаемая разложением азотной кислотой доломитов, содержащих 32—33% карбоната кальция (в пересчете на СаО) и 16—19% карбоната магния (в пересчете на MgO). Кусковой доломит разлагают 45—56%-ной азотной кислотой в реакторах периодического действия. Кислый раствор нейтрализуют газообразным аммиаком до содержания 0,2—0,3 г/л NH3, пропускают через фильтрпресс для отделения взвешенных примесей. Полученный раствор, содержащий 190—230 г/л нитратов магния и кальция (в пересчете на СаО), вводят в раствор аммиачной селитры, поступающий на упаривание, нз расчета содержания этих солей в готовом продукте 0,2—0,5% (в пересчете на СаО). Потерн азота при разложении доломита, связанные с выделением оксидов азота и уносом паров азотной кислоты, составляют 0,35— 0,5 кг (в пересчете на HN03) на 1 т аммиачной селитры. Доломитная добавка применяется на ряде отечественных предприятий.
Добавки, влияющие на процесс полиморфных превращений нитрата аммония. К этому виду добавок, применяемых в промышленности, относятся сульфатная, фосфатно-сульфатная и фосфатно-сульфатно-боратная добавки.
Сульфатная добавка представляет собой сульфат аммония, вводимый в раствор аммиачной селитры из расчета содержания его в готовом продукте 0,3—0,7% (NH4)2S04. Для этого в раствор аммиачной селитры, поступающий после аппаратов ИТН на донейтрализацию, при помощи специальных дозирующих насосов вводят соответствующие количества серной кислоты и газообразного аммиака. Сульфат аммония можно вводить также в виде водного раствора. Применение сульфатной добавки устраняет образование пыли аммиачной селитры прн грануляции плава в башне. Присутствие сульфатной добавки повышает дисперсность кристаллической структуры гранул, а также существенно снижает константу скорости превращения IV->-III. Сульфатная добавка не предотвращает разрушения гранул аммиачной селитры в результате полиморфных превращений при циклическом их нагреве н охлаждении. Ее применение в сочетании с обработкой поверхности гранул ПАВ позволяет получать гранулированную аммиачную селитру высокого качества. Благодаря простоте применения сульфатную добавку используют на ряде предприятий.
Фосфатно-сульфатная добавка состоит из фосфатов аммония и сульфата аммония, вводимых в раствор аммиачной селитры в виде растворов этих солей, или в виде фосфорной и серной кислот, нейтрализуемых затем газообразным аммиаком до pH раствора 5,5—6,8. Фосфаты и сульфаты добавляют из расчета содержания в готовом продукте 0,3—0,5% Р2О5 и 0,05—0,2% (NH4)2S04. Эта добавка стабилизирует полиморфное превращение нитрата аммония 11—>-I V и замедляет превращение IV—>-I II, а также замедляет разложение плава (при длительном его нагревании) аммиачной селитры и повышение его кислотности. Присутствие фосфатно-сульфатной добавки повышает стойкость гранул против разрушающего воздействия переменной температуры. Наиболее эффективна она при использовании термической фосфорной кислоты. Применение сульфатно-фосфатной добавки сочетают с обработкой гранул ПАВ. Сульфатно-фосфатная добавка, несмотря на ее высокую эффективность, не нашла широкого распространения в нашей стране из-за дефицитности термической фосфорной кислоты.
Фосфатно-сульфатно-боратная добавка отличается от фосфатно-сульфат-иой тем, что кроме фосфата и сульфата аммония она содержит также орто-борную кислоту. Эти компоненты вводят в раствор аммиачной селитры в виде водных растворов ортоборной кислоты, чистого диаммонийфосфата и технического сульфата аммония из расчета содержания их в готовом продукте соответственно 0,2%; 0,2% и 0,01%. Гранулы аммиачной селитры, содержащие эту добавку, практически не разрушаются от температурных колебаний. Эту добавку, получившую название «Пермален», используют за рубежом в сочетании с применением опудривающих добавок.
Добавки, образующие центры кристаллизации. Добавка в плав аммиачной селитры твердых нерастворимых примесей способствует получению гранул с мелкокристаллической структурой и повышает их прочность. В США применяют так называемую добавку «Нукло», представляющую собой тонко-измельченный сухой порошок бентонитовой глины с размером частиц не более 0,04 мм. Этот порошок вводят в высококоицентрированный плав (3% от массы селитры). Добавка «Нукло» повышает стабильность прочности гранул при циклическом изменении температуры в пределах 20—50 °С.
В качестве- добавок, образующих центры кристаллизации, могут применяться также тонкодисперсиые порошки кизельгура, каолина, перлита, а также аэросила. Аэросил является продуктом гидролиза тетрахлорида кремния в водородном пламени. Указанные добавки повышают прочность гранул, но ие оказывают существенного влияния иа их слеживаемость. Применение порошковидных добавок усложняет технологию производства аммиачной селитры, в частности работу грануляторов (особенно статических). В Советском Союзе порошковидные добавки не применяют.
Обработка гранул ПАВ. Выпускаемую в Советском Союзе гранулированную аммиачную селитру, содержащую сульфатную или фосфатно-сульфатную добавку, обрабатывают 40%-ным водным раствором диспергатора НФ, являющимся смесью полимерных соединений разной молекулярной массы. Его получают конденсацией сульфокислот нафталина с водным раствором формальдегида. При последующей нейтрализации едким натром получают дис-пергатор марки А, а при нейтрализации аммиачной водой — марки Б. Дис-пергатор НФ должен отвечать требованиям ГОСТ 6848—73 (табл. 11.18).
| Показатель |
Марка А | Марка Б, | |
| сухой |
жидкий | жидкий | |
| Внешний вид | Порошок серо | Жидкость ко |
Допускается |
| го цвета с ко-ричневьш оттенком |
ричневого цвета | осадок | |
| Содержание в сухом веществе, % | |||
| активного вещества, не |
45 | 45 | 40 |
| менее | |||
| золы, ие более | 38 | 38 | Не нормируется |
| нерастворимых в воде | 0,2 | 0,2 |
0,2 |
| веществ, не более | |||
|
железа, не более | 0,02 |
0,02 | 0,04 |
|
кальция, не более | 0,07 |
0,07 | Не нормируется |
| Влажность, %, не более |
5 | 68 | 57 |
| pH 2,5%-ного водного рас |
7-9 | 7-9 | 6-7,5 |
| твора | |||
Обработку гранул распыляемым раствором диспергатора НФ ведут либо во вращающихся барабанах, либо в месте пересыпки гранул селитры с транспортерных лент. Диспергатор наносят на гранулы из расчета 0,5 кг (в пбресчете на сухое вещество) на 1 т аммиачной селитры. За рубежом для обработки аммиачной селитры применяют как аииоиоактивные ПАВ (алкил-сульфаты, алкилсульфонаты, алкиларилсульфоиаты), гак и катиоиоактивные (соли первичных, вторичных и третичных алифатических и ароматических аминов). Эти препараты имеют различные фирменные наименования: «Гало-рил», «Флюидирам», «Лильамин», «Норам», «Флотигам» и др.
Опудривающие добавки. Для уменьшения слеживаемости гранул аммиачной селитры за рубежом применяют опудривание граиул мелом, диатомитом, каолином и другими добавками (примерно 3% от массы селитры). Поверхность гранул удерживает только часть добавленного порошка, что приводит к сильной запыленности складских помещений при складировании продукта насыпью, а также производственных помещений в процессе опудривания и транспортирования внутри цеха опудренного продукта. В Советском Союзе опудривание гранул аммиачной селитры не применяют. Весьма эффективным средством для устранения слеживаемости гранул является комбинированная обработка их ПАВ с последующим опудриванием. Но и при такой обработке пыление не устраняется.
Технологические схемы производства
До IX пятилетки в цехах аммиачной селитры использовали производившуюся в то время разбавленную азотную кислоту концентрацией 47—55% (масс.). При этом в аппаратах ИТН (нейтрализаторах) получали растворы селитры концентрацией 62—83% NH4N03. Конечная концентрация плава, поступавшего на грануляцию после упарки растворов селитры в вакуумных вы-
парных аппаратах, не превышала 98,5—98,7%. Железобетонные грануляционные башни, обеспечивающие высоту полета гранул 28—30 м, имели производительность 150—225 тыс. т/год.
С середины 60-х годов началось интенсивное перевооружение производств аммиачной селитры, направленное на повышение их технического уровня и качества готового продукта. Внедряются доупарочные аппараты, обеспечивающие повышение концентрации плава NH4N03 до 99,5—99,8%, грануляторы улучшенной конструкции и аппараты охлаждения гранулированной селитры в псевдоожиженном (кипящем) слое. -Для обеспечения темпов развития производства гранулированной аммиачной селитры на основе накопленного промышленного опыта и результатов научно-исследовательских работ в 1967— 1972 гг. ГИАП разработан и внедрен крупнотоннажный агрегат АС-67 мощностью 1360 т/сут. В 1972—1975 гг. разработан и внедрен агрегат АС-72 той же мощности.
Разработка и строительство агрегатов по новым технологическим схемам с применейнем оборудования большой производительности решало следующие задачи: снижение затрат и сроков строительства; снижение себестоимости продукции; повышение качества продукции; повышение производительности труда; улучшение защиты окружающей среды. _
Технологические схемы агрегатов предусматривали переработку азотной кислоты концентрацией НЫОз 58—60%, которую производили агрегаты УКЛ-7,3.
С целью дальнейшего снижения уровня загрязнения атмосферы н отказа от дефицитных и дорогостоящих добавок (фосфорнаи кислота и дисперга-тор НФ) и 1983—1984 гг. разработан проект модернизации агрегата АС-72. Агрегат АС-72М (модернизированный) внедряется на ряде предприятий азотной промышленности.
Основными стадиями производства гранулированной селитры являются:
нейтрализация 58—60%-ной азотной кислоты газообразным аммиаком в аппаратах ИТН;
донейтралнзацня раствора селитры, поступающей из аппаратов ИТН, н получение сульфатной добавки из введенной в донейтралнзатор серной кислоты;
упарка растворов селитры до высококонцентрнрованного плава;
гранулирование плава;
охлаждение гранул селитры;
обработка гранул ПАВ (диспергатор НФ);
очистка охлаждающего воздуха и сокового пара перед выбросом в атмосферу;
упаковка н хранение готового продукта.
Ниже приведено описание технологической схемы агрегата АС-67 с внесенными в нее изменениями, необходимость которых выявилась в процессе эксплуатации (рис. II-5).
Подогретая соковым паром в теплообменнике 2 до 70—80 °С азотная кислота и нагретый паровым конденсатом в теплообменнике 1 до 70—100 °С газообразный аммиак'при помощи системы автоматического регулирования
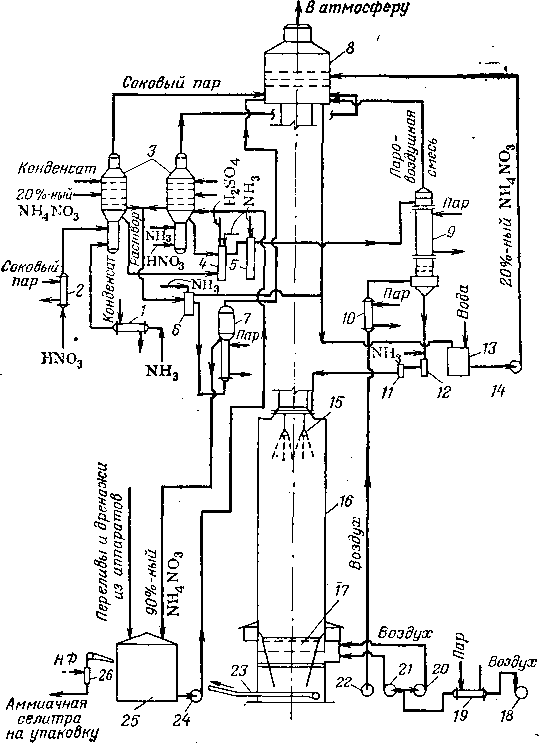
Рис. II-5. Технологическая схема агрегата АС-67, интенсифицированного
до мощности 1570 т/сут:
/-* подогреватель аммиака; 2 — подогреватель азотной кислоты; 3 — аппарат ИТН; 4— 6 — доиейтрализаторы; 7 — выпарной аппарат; 8 — скруббер; 9 — комбинированный выпарной аппарат с падающей пленкой; 10, 19 — подогреватели воздуха; И — фильтр; 12 — гидрозатвор — доиейтрализатор; 13 — бак Для раствора аммиачной селитры; 14, 24 — насосы центробежные; 15 — граиулятор; 16 — грануляционная башия; 17 — аппарат для охлаждения гранул в кипящем слое; 18, 20, 21 — вентиляторы; 22—нагнетатель; 23 — конвейер; 25 — хранилище для растворов аммиачной селитры; 26 — аппарат для обработки гранул ПАВ
и заданном соотношении дозируют в реакционную часть аппарата ИТН 3. Процесс нейтрализации ведут под давлением, близким к атмосферному, при температуре 155—160 °С. Раствор на выходе из аппарата имеет избыток кислоты в пределах 2—4 г/л раствора, что обеспечивает полное поглощение аммиака в реакционной зоне аппарата, расположенной в нижней его части.
В сепарационной зоне аппарата соковый пар отделяется от кипящего раствора селитры н поступает в верхнюю часть аппарата, в промывную зону на очистку от аммиака, брызг раствора селитры и паров HN03. На верхнюю тарелку промывной зоны подают конденсат сокового пара, полученный в подогревателе азотной кислоты 2, на вторую снизу тарелку — 20—25%-ный раствор аммиачной селитры нз промывного скруббера 8. В случае проскока аммнака нз реакционной зоны на вторую тарелку может быть подана азотная кислота. На выходе нз аппарата ИТН соковый пар содержит 2—4 г/л NH4NO3 и 1—3 г/л HN03. Полнота очнсткн сокового пара зависит от стабильности дозирования азотной кислоты и аммнака в реакционную часть аппарата ИТН н орошения тарелок промывной части аппарата. Стабильность работы аппарата ИТН обеспечивается системой автоматического регулирования процессом нейтрализации.
В донейтралнзаторе 4 и контрольном донейтралнзаторе 5 происходит нейтрализация свободной HN03 в растворе селитры и получение сульфатной добавки нз серной кислоты, дозируемой в донейтралнзатор 4. В случае проскока кислых растворов нз донейтралнзатора 4 в контрольный донейтра-лизатор 5 в последний автоматически подается аммнак. Емкость донейтралнзатора 5 служит буфером перед подачей растворов в выпарной аппарат 9, что исключает недопустимое попадание на упарку кислых растворов аммиачной селитры.
Раствор нз донейтралнзатора 5 концентрацией 88—92% NH4NO3, содержащий 0,1—0,5 г/л свободного NH3, упаривают под атмосферным давлением в комбинированном выпарном аппарате 9. В межтрубное пространство теплообменника подают пар давлением 1,3—1,4 МПа. В его трубном пространстве происходит упарка раствора до концентрации 99,0—99,5% NH4NO3. В нижней тарельчатой массообменной части аппарата на провальных тарелках со змеевиками, обогреваемыми паром, за счет продувки раствора воздухом прн 175—190°С происходит дальнейшее концентрирование плава до 99,7—99,8% NH4NO3. Продувочный В93ДУХ воздуходувкой 22 подают в подогреватель 10, где его нагревают паром давлением 1,2—1,4 МПа, а затем направляют в выпарной аппарат 9.
Стабильность концентрации плава на выходе нз аппарата обеспечивается системой автоматического регулирования подачи пара в аппарат по температуре плава на выходе нз него в пределах 175—185 °С. Прн нарушении температурного режима, который может повлечь за собой интенсивное разложение плава, автоматически прекращается подача раствора и пара в выпарной аппарат н включается подача парового конденсата для снижения температуры и подавления разложения.
Воздух нз аппарата загрязнен брызгами раствора селитры и ее аэро-золью, а также аммиаком и соковым паром. Содержание NH4NO3 в паровоздушной смесн, выходящей нз аппарата, достигает 6—10 г/м3, а аммнака 3— 5 г/м3. Поэтому паровоздушную смесь подают на очистку в промывной скруббер 8.
В 1981—1984 гг. ГИАП разработаны технические решения интенсификации агрегатов АС—67 до мощности 1575 т/сут. С этой целью поставлен выпарной аппарат 7, работающий под атмосферным давлением, н донейтралнзатор 6. Выпарная установка предназначена для упаркн промывных растворов из промывного скруббера 8 н промывных тарелок аппаратов ИТН 3.
Упаренный до концентрации 80—85% NH4NO3 раствор нз выпарного аппарата 7 сбрасывают в хранилище нестандартных растворов 25, откуда насосом 24 подают в реакционную часть аппарата ИТН 3. Соковый пар из вы* парного аппарата поступает в скруббер 8.
Процесс гранулировании и охлаждения гранул происходит в грануляционной башне 16, днищем которой является аппарат охлаждения гранул в псевдоожнженном (кипящем) слое 17.
Особенностью агрегата АС—67 является то, что весь воздух, поступающий в башню, проходит через кипящий слой гранул селитры. Для поддержания гранул в псевдоожнженном состоянии требуется определенная скорость воздуха по сечению аппарата. Независимо от нагрузки агрегата и температуры подаваемого воздуха его объемный расход остается постоянным (не менее 500 тыс. м3/ч).
В отличие от других схем, грануляционная башня агрегата АС—67 работает под избыточным давлением, равным сопротивлению промывного скруббера (около 1 кПа), установленного на верхней отметке грануляционной башни агрегата. Воздух нагнетается под решетку аппарата охлаждения гранул 17 вентиляторами 20, 21 производительностью 500 тыс. м3/ч и
200 тыс. м3/ч.
Плав в башне разбрызгивается шестью статическими леечными грануля-торамн 15, установленными в потолке башнн. Плав из выпарного аппарата 9 через гидрозатвор 12, в котором он донейтралнзуется газообразным аммиаком, н кассетные фильтры 11 направляется в распределительный коллектор грануляторов 15.
В связи с повышением требований к качеству гранулированной селитры
• (ГОСТ 2—85) завершено внедрение в агрегатах АС—67 внброакустнческнх грануляторов, что позволило увеличить выход гранул диаметром 2—3 мм до 70—80%. Поток гранул от грануляторов направлен на рабочую решетку аппарата охлаждения в кипящем слое диаметром 10,6 м, что позволяет получать продукт укрупненного гранулометрического состава в башне с высотой свободного полета грянул 30 м.
Температура воздуха, поступающего в башню после аппарата КС, равна 40—50 °С. Гранулы, образующиеся прн кристаллизации плава в полете, охлаждаются до 110—120 °С. Дальнейшее их охлаждение происходит в аппарате КС 17. В агрегате АС—67 по проекту был установлен двухступенчатый аппарат КС с раздельной подачей воздуха под I и II ступени охлаждения. В 1984 г. ввиду необходимости усиления несущей способности стволов башен аппарат КС был реконструирован в одноступенчатый с подачей всего воздуха (500—700 тыс. м3/ч) под рабочую решетку I ступени диаметром 10,6 м. Прн повышенной влажности воздуха илн в зимнее время во избежании залипання решетки аппарата охлаждения или резкого охлажденяя гранул часть воздуха, подаваемого в КС вентиляторами 20, 21, подогревают в теплообменнике 19, через который его прогоняют вентилятором 18.
Охлажденную гранулированную селитру направляют на обработку ПАВ. Обработку ведут в полых аппаратах 26 путем опрыскивания с двух сторон потока гранул водным раствором днспергатора НФ, распыленного прн помощи пневматических форсунок. Раствор НФ поступает в цех в железнодорожных цистернах. Его разгружают в цеховые емкости, насосами подают в подогреватель, где нагревают до 50—60 °С и направляют в форсунки аппарата обработки 26. Расход днспергатора НФ регулируют нз расчета его содержания в продукте 0,05—0,07%. Обработанную гранулированную селит-
ру упаковывают в мешкн н направляют на склад нлн отгружают потребителям.
На отметке +71 м грануляционной башни установлен промывной скруббер 8 с двумя двухпоточнымн тарелкамн. Устойчнван работа скруббера обеспечивается прн скорости потока газа по сечению скруббера 1,6—2,0 м/с, что соответствует суммарному расходу поступающего воздуха нз башнн (500—700 тыс. м3/ч), сокового пара (35—40 тыс. м3/ч) н паровоздушной смеси нз выпарного аппарата (35—40 тыс. м3/ч). Температура паровоздушной смесн, поступающей на очистку, 70—75 °С, содержание NH4N03— до
1300 мг/м3, NH3— до 250 мг/м3.
Тарелки скруббера орошаются 10—20%-ным раствором NH4N03 с содержанием 10—20 г/л HN03. Циркуляция раствора осуществляется двумя насосами 14 производительностью 160 м3/ч через бак 13. Степень очистки от се--лнтры н аммиака составляет 60—75%. С установкой в скруббере фильтрующих элементов степень очистки повышается до 85%.
,85А
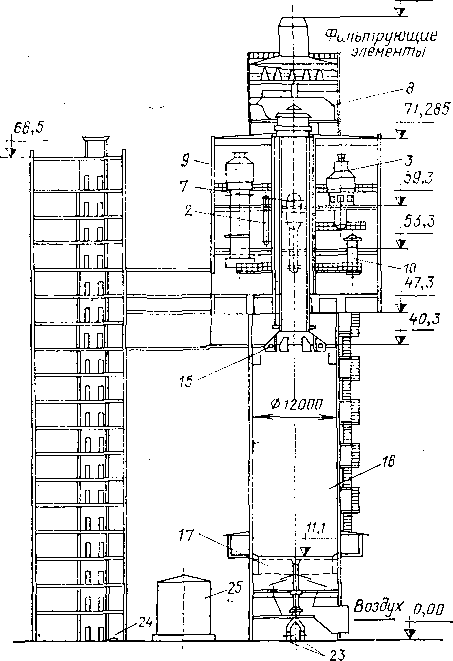
Рнс. II-6. Компоновка основного оборудования агрегата АС-67 (номера позиций те же, что и на рнс. II-5)
Все основное технологическое оборудование стадий нейтрализации и упарки растворов до высококонцентрнрованного плава, очистки выхлопов агрегата расположено в надстройке на грануляционной башне (рнс. II-6). Такое технологическое решение определялось следующими факторами:
использование небольшого числа единиц высокопроизводительного оборудования, которое могло быть размещено на грануляционной башне;
отсутствие в период разработки агрегата АС-67 отечественных насосов для перекачивания высококонцентрированного плава аммиачной селитры;
размещение технологического оборудования на верху башнн исключало промежуточное перекачивание растворов селитры после аппарата ИТН к выпарному аппарату и позволяло создать одну зону обслуживания основного технологического оборудования.
Охлажденный продукт из аппарата КС транспортерами подают в упаковочное отделение готового продукта, где производится обработка гранул диспергатором НФ н упаковка продукта в мешкн.
Вентиляторы для подачи воздуха в аппарат охлаждения размещают на нулевой отметке под навесом. Газодувка, подающан воздух в выпарной аппарат, расположена в закрытом помещении. Насос для перекачивания нестандартных растворов размещен в цокольном помещении производственно-вспомогательной башнн. Емкость для сбора нестандартных растворов, подаваемых в аппарат ИТН для переработки, размещена около башнн.
В производственно-вспомогательной башне расположены: центральный пункт управления; лаборатория, бытовые и служебные помещения, коммуникационный отсек с технологическими трубопроводами, электрораспределительные пункты, помещения вентиляции и отопления, пассажирский лифт.
Основное отлнчне агрегата АС-72 от агрегата АС-67 заключается в компоновке основного технологического оборудования нейтрализации и упаривания растворов, которое размещено на отметке ±0,00 в открытой металлической этажерке. В верхней части грануляционной башнн размещены промывной скруббер, вентиляторы н грануляторы. Вместо железобетонной, футерованной кислотоупорным кирпичом башнн применена облегченнан металлическая башня с несущими металлоконструкциями заводского изготовлении. Принятые решения удешевили и сократили сроки строительства агрегата, упростили эксплуатацию и ремонт оборудования.
Такая компоновка оборудовании стала возможной в результате применения специальных насосов для перекачивания плава на высоту примерно 70 м. Как показала практика эксплуатации, насосы надежны в работе, а система автоматического контроля и регулирования обеспечивает безопасность их эксплуатации.
Для повышении качества аммиачной селитры в агрегате АС-72 было предусмотрено применение сульфатно-фосфатной добавки, улучшена конструкция грануляторов, для охлаждения гранулированной селитры установлен трехсекцнонный выносной аппарат КС. Обработку гранул диспергатором НФ ^проводят в аппарате улучшенной конструкции. Этн мероприятия обеспечили ^выпуск продукта, пригодного для бестарного хранении в специальных складах и для перевозки железнодорожным и автомобильным транспортом навалом.
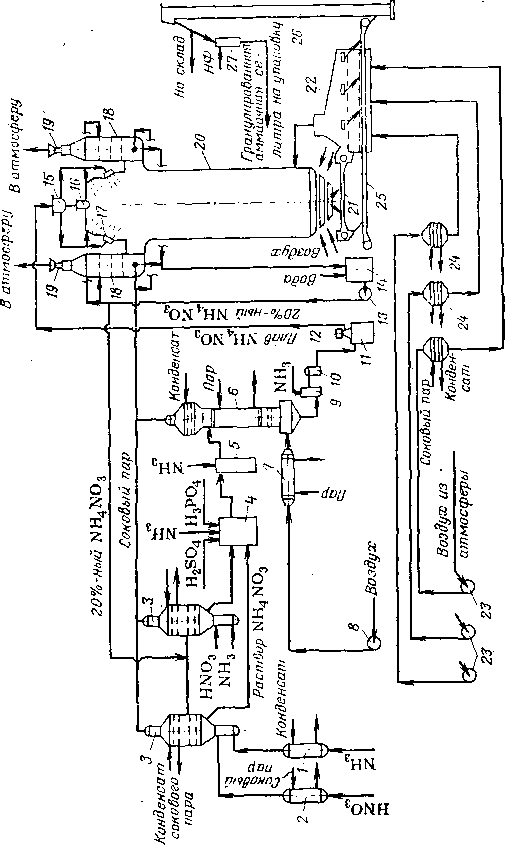
я
я
та
s
о
х
<п>
я
ГНОд ё?§°
«
о s
ft_ * и ¦'40 к t> g «ЧЭ eo^
S я I * -
«ч 1 5q*
S c^° о
s^.is
1НЦ
vo g н = «
-•S' * S. I
2 | a) u <o ai « I м Ocs I
s .SC4§'
я Q.S •* fc *> о « 3 5
та н «в q, 5
°* я 5 О 5
ь « 2 H fc « s S к ®
Я «8 X Oc-nh I ¦=* ь a® 1
¦ <C о 0) «о I Dfin^
¦e о S I ¦ •
Cf «Я ^
•*' I “-SS §
? So I® E
« H Ш ** 4)
S-g.'O'O 1
Я5 C. 4Q S C.^ I 'g, «
«J я '
в un* 2* «CQ к i "¦* о
«3 I I *0 ¦ i«« i &c '¦•fses
* S! 4> *
"Sf2*u % g g. 5 § s
O W ?* Q.3* * а И U cj H
« Л v в x o
Ч^У*С <s a> s;n
О H О Г( * о.
J я о о
s 2=5 _ я Й* S ч о§2&4
t- П К ?
О 2 се fr-> * а ? w
м 5 g*o Q*
2.5 &® 2
в1* о в g
О W й ? 5 У со , и та
О 0) И- ,
« о. 1 о « UCS н_
S СО** о?-*ь * В Л S -
ж 7 а Я л о? н ° о.
Ш I S 4> н-^ р- з<с
о? . о S S^e к о О „2**
S й|&-
*ё-«?ё ч в S и В-Лв!| о ? се та I fc та . X со _ Г'» а)
2.о Г"?
о 0.4^ ' *< та с О е ^ с 2 ¦> | "ч1я
сч »Я о. . , 3 я о r ДО с х
;«s
5 к
К с * § Я 4) 1=1
i - Зн
та 1 «ь й°0 :гВ «1 °* * *; 2
Рис. II-8. Компоновка основного оборудования агрегата АС-72 (номера позиций те же, что и на рис. II-7).
Очистку паровоздушной смеси из выпарного аппарата, сокового пара из аппаратов ИТН и воздуха нз грануляционной башнн проводят в скруббере, который имеет шесть секций с индивидуальным орошением ситчатых тарелок с отбойниками и вентилятором на каждую секцию. Вентилятор просасывает паровоздушную смесь через промывные тарелкн секции, что обеспечивает работу башни под атмосферным давлением и позволяет регулировать число работающих секций скруббера, а значит, и объем воздуха, поступающего в башию для охлаждении гранул селитры, в зависимости от температуры атмосферного воздуха.
Мощность агрегата АС-72 и основное сырье те же, что и агрегата АС-67. Первые агрегаты АС-72 введены в строй в 1976 г. По мере накопления опыта эксплуатации технологическая схема, схема автоматического управления процессом, а также отдельные узлы оборудования подвергались реконструкции, обеспечивающей более стабильную работу агрегата. На рис. II-7 показана технологическая схема с основными изменениями, внедренными по опыту эксплуатации агрегатов, а на рнс. II-8 — компоновка основного оборудования этой схемы.
Азотную кислоту (58—60%-ную) подогревают в аппарате 2 до 80—90 °С соковым паром из аппарата ИТН 3. Газообразный аммиак в подогревателе 1 нагревается паровым конденсатом до 120—160 °С. Азотная кислота и газообразный аммиак в автоматически регулируемом соотношении поступают в реакционные части двух аппаратов ИТН 3, работающих параллельно. Выходящий нз аппаратов ИТН 89—92%-ный раствор NH4N03 при 155—170 °С ; имеет избыток азотной кислоты в пределах 2—5 г/л, обеспечивающий полноту поглощения аммиака.
В верхней части аппарата соковый пар нз реакционной части отмывается от брызг аммиачной селитры, паров HN03 и NH3 20%-ным раствором аммиачной селитры нз промывного скруббера 18 н конденсатом сокового пара нз подогревателя азотной кислоты 2, которые подают на колпачковые тарел-кн верхней части аппарата. Часть сокового пара используют на подогрев азотной кислоты в подогревателе 2, а основную его массу направляют в промывной скруббер 18, где смешивают с воздухом нз грануляционной башнн, с паровоздушной смесью нз выпарного аппарата 6 н промывают на промывных тарелках скруббера. Промытую паровоздушную смесь выбрасывают в атмосферу вентилятором 19.
Раствор нз аппаратов ИТН 3 последовательно проходит донейтрализа-тор 4 и контрольный донейтралнзатор 5. В донейтрализатор 4 дознруют серную и фосфорную кислоты в количестве, обеспечивающем содержание в готовом продукте 0,05—0,2% сульфата аммония и 0,3—0,5% Р2О5. Дозировку кислот плунжерными насосами регулируют в зависимости от нагрузки агрегата.
После нейтрализации избыточной HN03 в растворе аммиачной селитры нз аппаратов ИТН и введенных серной и фосфорной кислот в донейтралн-заторе 4, раствор проходит контрольный донейтралнзатор 5 (куда аммнак автоматически подается только в случае проскока кислоты нз донейтралнза-тора 4) н поступает в выпарной аппарат 6. В отлнчне от агрегата АС-67 верхняя часть выпарного аппарата 6 снабжена двумя снтчатымн промывными тарелками, на которые подают паровой конденсат, отмывающий паровоздушную смесь нз выпарного аппарата от аммиачной селитры. В остальном работа выпарной установки не отличается от описанной ранее (агрегат АС-67).
Плав селитры нз выпарного аппарата 6, пройдя гндрозатвор-донейтралн-затор 9 н фильтр 10, поступает в бак 11, откуда его погружным насосом 12 по трубопроводу с антндетонацнонной насадкой подают в напорный бак 15, а затем к грануляторам 16 илн 17. Безопасность узла перекачивания плава обеспечивается системой автоматического поддержания температуры плава прн его упарнваннн в выпарном аппарате (не выше 190 °С), контролем и регулированием среды плава после донейтралнзатора 9 (в пределах 0,1— 0,5 г/л NH3), контролем температуры плава в баке 11, корпусе насоса 12 н напорном трубопроводе. При отклонении регламентных параметров процесса перекачивание плава автоматически прекращается, а плав в баках 11 н выпарном аппарате 6 прн повышении температуры разбавляют конденсатом.
Предусмотрено гранулирование двумя типами грануляторов: виброакус-тнческнмн 16 и моноднсперснымн 17. Более надежными и удобными в работе оказались внброакустнческне грануляторы, которые н эксплуатируются на крупнотоннажных агрегатах.
Плав гранулируют в прямоугольной металлической башне 20 с размерами в плане 8X11 м. Высота полета гранул 55 м обеспечивает кристаллизацию и остывание гранул диаметром 2—3 мм до 90—120 °С при встречном потоке воздуха летом До 500 тыс. м3/ч и знмой (прн низких температурах) до 300—400 тыс. м3/ч. В ннжней части башнн расположены приемные конуса, с которых гранулы ленточным конвейером 21 направляют в аппарат охлаждения КС 22.
Аппарат охлаждения 22 разделен на три секции с автономной подачей воздуха под каждую секцию решетки кипящего слоя. В головной его части имеется встроенный грохот, на котором отсеиваются комки селитры, образовавшиеся вследствие нарушения режима работы грануляторов. Комкн направляют на растворение. Воздух, подаваемый в секции аппарата охлаждения вентнляторамд_ 23, подогревают в аппарате 24 за счет тепла сокового пара нз аппаратов ИТН. Подогрев производят прн влажности атмосферного воздуха выше 60%, а в зимнее время во избежание резкого охлаждения гранул. Гранулы аммиачной селитры последовательно проходят одну, две нли трн секции аппарата охлаждения в зависимости от нагрузки агрегата и температуры атмосферного воздуха. Рекомендуемая температура охлаждения гранулированного продукта в зимнее время — ниже 27 °С, летом—до 40—50 °С. При эксплуатации агрегатов в южных районах, где значительное число дней температура воздуха превышает 30 °С, третья секция аппарата охлаждения работает на предварительно охлажденном воздухе (в испарительном аммиачном теплообменнике). Количество воздуха, подаваемое в каждую секцию, 75—80 тыс. м3/ч. Напор вентиляторов 3,6 кПа. Отработанный воздух нз секций аппарата прн температуре 45—60 °С, содержащий до
0,52 г/м3 пыли аммиачной селитры, направляют в грануляционную башню, где он смешивается с атмосферным воздухом и поступает на промывку в промывной скруббер 18.
Охлажденный продукт направляют на склад нли на обработку ПАВ (днс-пергатором НФ), а затем на отгрузку навалом илн на упаковку в мешки. Обработку диспергатором НФ ведут в полом аппарате 27 с центральнорасположенной форсункой, опрыскивающей кольцевой вертикальный поток гранул, илн во вращающемся барабане. Качество обработки гранулированного продукта во всех применяемых аппаратах удовлетворяет требование ГОСТ 2—85.
Гранулированную аммиачную селитру хранят на складе навалом в буртах высотой до 11 м. Перед отправкой потребителю селитру из склада подают на рассев. Нестандартный продукт растворяют, раствор возвращают на упарку. Стандартный продукт обрабатывают диспергатором НФ и отгружают потребителям.
Емкости для серной н фосфорной кислот н насосное оборудование для их дознровання скомпоновано в самостоятельный блок. Центральный пункт управления, электроподстанция, лаборатория, служебные и бытовые помеще-ння расположены в отдельном зданнн.
В 1984 г. ГИАП разработана технологическая схема агрегата АС-72М (рнс. 11-9), в которой учтен обобщенный опыт эксплуатации агрегатов АС-72. Основные отличия модернизированного агрегата заключаются в следующем: для кондиционирования применена магнезиальная добавка, что исключило потребление серной н фосфорной кислот, а также необходимость обработки гранул ПАВ;
установлен скруббер-нейтрализатор 8 для улавливания иепрореагировав-шего аммиака в донейтралнзаторах 4 н 5;
установлен скруббер 7 с фильтрующей насадкой для промывки Паровоздушной смесн из выпарного аппарата;
промывной скруббер 18 грануляционной башни оснащен элементами для фильтрующей очистки выхлопных газов;
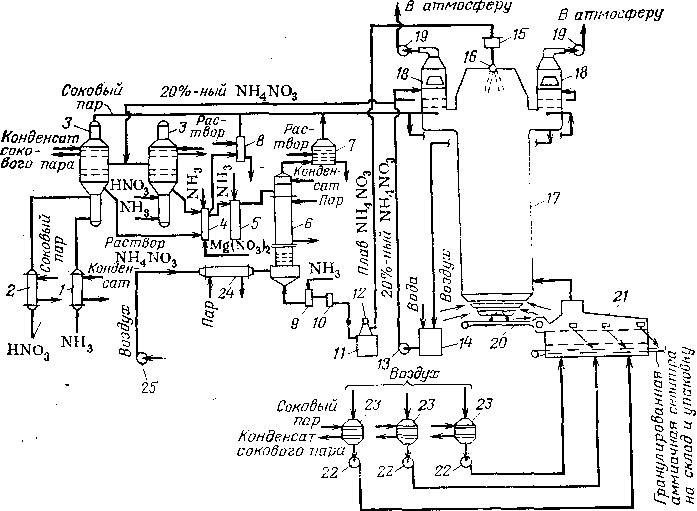
Рис. II-9. Технологическая схема агрегата АС-72М:
1, 2 — подогреватели соответственно газообразного аммиака и азотной кислоты; 3 — аппарат ИТН; 4, 5— донейтрализаторы; 6 — комбинированный выпарной аппарат; 7 — про-мыватель паровоздушной смеси; 8, 18 — скрубберы; 9 — гидрозатвор-донейтрализатор;
10 — фильтр плава; //•—бак для плава; 12 — погружной насос; 13 — центробежный насос; 14 — бак для раствора аммиачной селитры: 15 — напорный бак; 16 — гранулятор акустический; 17 — грануляционная башня; 19, 22 — вентиляторы; 20 — ленточный конвейер; 21 — аппарат охлаждения аммиачной селитры в кипящем слое; 23, 24 — подогреватели воздуха; 25 — нагнетатель воздуха
в схеме КИПнА усовершенствованы блокировки, обеспечивающие защиту процесса от повышений температуры в аппаратах ИТН, выпарном аппарате, баках и насосах для перекачивания плава селитры за счет дублирования приборов измерения температур и измерения pH растворов и плава.
В остальном основное оборудование соответствует оборудованию агрегатов АС-72 с небольшими изменениями, повышающими надежность его эксплуатации.
По компоновке оборудования и строительным конструкциям приняты следующие решения (рис. II-10):
этажерка отделения нейтрализации н упаривания растворов селитры выполнена из сборного железобетона; с целью защиты от сквозного продувания ветром и заноса снегом чона по периметру закрыта навесными щитами;
приборы автоматического контроля и регулирования, запорная арматура отделения нейтрализации и упаривания растворов размещены в закрытом отапливаемом помещении;
грануляционная башня выполнена в облегченных металлоконструкциях на высокопрочных болтовых Соединениях;
аппарат охлаждения размещен в отапливаемом помещении.
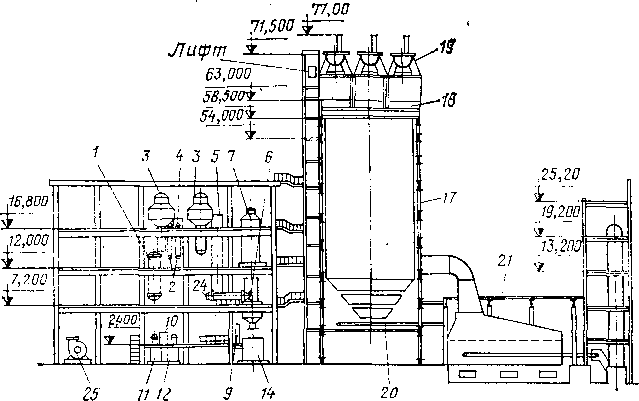
Рис. 11-10. Компоновка основного оборудования агрегата АС-72М (номера позиций те же, что и на рис. II-9)
Принятые решения в технологической и строительной частях улучшили условия эксплуатации и повысили надежность работы агрегата.
Основные показатели технологического режима, расходные коэффициенты и краткая характеристика оборудования для агрегатов АС-67, АС-72 и АС-72М приведены в табл. 11,19, 11,20.
Ниже описана установка для приготовления магнезиальной добавки.
Магнезиальную добавку готовят в виде 30—40%-ного раствора нитрата магния путем разложения азотной кислотой каустического магиезнта (рнс. И-ll; см. стр. 178).
Порошок магнезита из крытых железнодорожных вагонов ири помощи пневматического вакуумного разгрузчика 7 подают в силоса 5. Вакуум создается насосом 8. Воздух из силосов очищают в рукавном фильтре 4 и удаляют в атмосферу вентилятором 3. Из силосов порошок магнезита пневматическим подъемником 9 через объемный дозатор 6 подают иа приготовление магнезиальной добавки в три реактора 2, работающие периодически. В реактор по уровню заливают 10 м3 58%-ной азотиой кислоты и разбавляют ее конденсатом сокового пара из агрегата АС-72 и промывной водой из фильтрпресса до концентрации 35% HN03.
Магнезит дозируют в количестве, обеспечивающем полную нейтрализацию азотной кислоты. Для обеспечения лучшего контакта реагентов через раствор барботирует воздух. Для отвода тепла в реакторах имеются змеевики, в которых циркулирует оборотная вода.
Процесс разложения магнезита происходит в течение 3—5 ч при температуре не выше 80 °С. Раствор из реакторов собирают в емкость 10 и насосом 14 подают на фильтрпресс 1, где раствор отделяется от нерастворимого шлама, шлам промывается и направляется в отвал.
| Показатели режима по стадиям процесса | Агрегаты |
||
| АС-67 | АС-72 |
АС-72М | |
|
Подогрев исходных компонентов |
|||
| Температура, °С азотной кислоты газообразного аммиака |
70-80 70-100 | 80-90 120—160 | _ |
|
Нейтрализация | в аппарате ИТН | ||
|
Температура, °С Концентрация раствора на выходе из аппарата, % Содержание в растворе, г/л свободной HN03 после аппарата ИТН NH3 после донейтралнзатора |
145—160 88-90 2-5 | 150-170 89—92 2-5 | 150-170 89—92 2-5 |
| 0,1-0,5 |
0,1-0,5 | 0,1^0,5 | |
| Выпаривание | |||
| Концентрация NH4N03 на выходе, % Давление греющего пара в выпарном аппарате, МПа Температура плава, °С | 99,7 1,3-1,5 175-185 |
99,7 1,3-1,5 175—185 | 99,7 1,3—1,5 175-185 |
| Перекачивание | 99,8 %-н ого | плава | |
| Температура, °С Избыток NH3, г/л Давление, МПа |
175—185 0,1-0,5 1,0 | 175-185 0,1-0,5 1,0 | 175-185 0,1-0,5 1,0 |
|
Гранулирование | |||
| Температура, °С плава в грануляторах гранул после КС знмой летом Расход воздуха, тыс. м3/ч в каждую секцию в аппарат | 175-185 25—20 40-50 500-700 | 175-185 25—20 40-50 80 160—240 |
175-185 25—20 40--50 80 160-240 |
| Промывка воздуха н сокового пара | |||
|
Концентрация промывного раствора; г/л NH4NO3 HN03 | |||
| 10—20 10—20 |
10-20 10—20 | 10-20 10-20 | |
| Очищенный раствор направляют | в хранилище |
12, откуда | насосом 15 |
подают в производство аммиачной селитры. Промывные воды нз фильтрпресса собирают в емкости И, откуда ее насосом 13 направляют в реакторы 2 для разбавления азотной кислоты.
На установке для приготовления магнезиальной добавки в расчете на 1 т аммиачной селитры расходуется: 6,0 кг магнезиального порошка ПМК-83; 27 кг 58%-ной азотной кислоты; 17,1 кг конденсата сокового пара; 0,23 кВт-ч электроэнергии; 0,35 м3 оборотной воды.
| АС-67А | АС-72 | АС-72М | ||||
|
Наименование | на 1 т |
на 1 т | на 1 т |
на 1 т | иа 1 т |
на 1 т |
|
продукта | азота |
продукта | азота | продукта |
азота | |
| (34,7N) | (34,7N) | (34,58%N) | ||||
| Газообразный ам |
214 | 617 | 214 |
217 | 210,4 | 608,2 |
| миак (100% NH3), | 214,5 | 618 |
214,5 | 618 | 213 |
6!6 |
| кг Азотная кислота | 787 |
2268 | 786 | 2265 | 788,4 | 2280 |
| (100% HN03), кг | 791 | 2280 | 790 |
2276 | 792,6 | 2292,6 |
| (с учетом приго | ||||||
|
товления | магнези- | |||||
| альной добавки) | ||||||
| Серная кислота | 3,7 | 10,7 | 1,1 |
3,1 | — | — |
| (100%'H2.S04), кг | 4,1 | 11,8 |
1,2 | 3,5 | ||
| Фосфорная кисло |
— | — | 3,45 | 9,94 | — |
— |
| та (100% Н3Р04), | 4,0 | ¦ 11,5 | ||||
| кг | ||||||
|
Пар, ГДЖ | 0,88 |
2,55 | 0,75 | 2,18 |
0,84 | 2,43 |
| 1,00 | 2,89 | 0,88 | 2,55 | 0,96 |
2,80 | |
|
Электроэнергия, | 30,4 |
87,0 | 18,0 | 51,9 | 23,53 | 68,05. |
| кВтч | 32,0 |
92,0 | 19,8 | 57,1 |
28,24 | 81,7 |
|
Вода химически | — | — | 0,2 |
0,6 | 0,1 | 0,3 |
| очищенная, м3 |
0,2 | 0,6 |
0,1 | 0,3 | ||
|
Вода оборотная, м3 |
0,8 | 2,3 | 0,8 |
2,3 | 0,7 | 2,2 |
| 0,8 | 2,3 | 0,8 | 2,3 |
0,7 | 2,2 | |
|
Каустический маг | — | — | — |
— | 4 |
11,57" |
| незит (ПМК'83), | 5 | 14,46 | ||||
| кг | ||||||
| Воздух, м3 | 5 | 14,4 | ||||
| технологиче | 5 | 14,4 | 5 |
14,4 | ||
| ский |
||||||
| для КИП | 2,6 |
7,5 | 2,6 | 7,5 | 2,6 | 7,5 |
| Днспергатор НФ, | 0,44 | 1,2 | 0,44 |
1,2 | — | — |
| кг | 0,45 |
1,3 | 0,45 | 1,3 | ||
Примечания: I. Нормы определены исходя из производительности агрегато» 56,8 т/ч по готовому продукту, или 19,6 т/ч по азоту. 2. В числителе — расчетные (проектные) нормы расхода, в знаменателе — эксплуатационные нормы расхода сырья и: энергетических средств, принятые по лучшим достигнутым средневзвешенным показателям работы агрегатов нри условии использования мощностей на 80—100%. 3. Нормьв указаны без расхода энергетических средств на складе н в упаковочном отделении» 4. Норма расхода азотной кислоты в агрегате АС-72М указана с учетом ее расхода на приготовление магнезиальной добавки.
Аппаратурное оформление основных стадий производства
Нейтрализация азотной кислоты аммиаком В процессе нейтрализации азотной кислоты аммиаком реакция NHS + HN03 = NH4N03 + Q является практически необратимой и протекает с большой скоростью без образования побочных продуктов. Тепловой эффект этой реакции прн температуре 18°С, нормальном давлении и кондентраднн кислоты 100% составляет 144 936 Дж/моль. В реальном процессе применяют разбавленную азотную кяслоту концентрацией 47% (в старых схемах) н 58—60% (в современных). Количество выделяющегося тепла в этом случае меньше на величину теплоты разбавления кислоты водой н растворения аммиачной селитры. В большинстве современных схем реагенты поступают в нейтрализатор подогретыми, и тепло перегрева реагентов (свыше расчетных 18 °С) заметно влияет на конечную концентрацию получаемого раствора аммиачной селитры.
Конечная расчетная концентрация раствора аммиачной селитры определяется [4] суммарным количеством тепла, которое выделяется прн нейтрализации азотной кислоты различной концентрации (в зависнмостн от ее исходной температуры) н тепла нагретого аммиака.
Потеря тепла в окружающую среду (с непрореагнровавшнм сырьем в ИТН) несколько снижают расчетную конечную концентрацию н должны быть учтены прн тепловом расчете процесса. Следует учитывать также возможность разбавления получаемого раствора ннзкоконцентрнрованнымн промывными водами [4,20]. Принимая во внимание возможные отклонения отдельных значений используемых фнзнко-хнмнческнх констант от истинных, следует оценить точность расчета по указанному выше методу в 1 % концентрации раствора аммиачной селитры.
Процесс нейтрализации осуществляется в аппаратах, в которых тепло реакции частично используется для выпарнвання воды из раствора аммиачной селитры (аппараты ИТН).
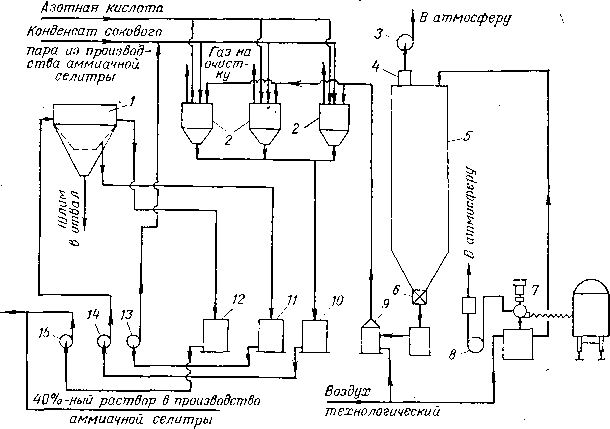
Рнс. 11-11. Технологическая схема приготовления магнезиальной добавки:
j — фильтр-пресс; 2—реактор; 3 — вентилятор; 4—рукавный фильтр; 5 — силос; ?—• объемный дозатор; 7 — пневморазгрузчик; 8 — вакуум-иасос; 9 — пневмоподъемник; /0«— емкость для раствора магнезита; И — емкость для промывных вод; 12 — емкость для 40%-ной магнезиальной добавки; /3-/5 —насосы
Рнс. II-12. Аппарат для проведения процесса нейтрализации ИТН-72
Современные аппараты нейтрализации, являющиеся, как правило, прямоточными реакторами с естественной циркуляцией, имеют весьма большие габариты. Основными частями аппарата ИТН являются распределители аммиака и азотной кислоты, реакционный стакан, сепарационная н очистная зоны. Приведенные скорости пара в реакционном стакане достигают 7 м/с. Циркуляция раствора аммиачной селитры в аппаратах ИТН обеспечивает разбавление азотной кислоты, поступающей в реакционную зону, и понижает давление ее паров, которое зависит от концентрации кислоты в растворе NH4NO3. Это также препятствует протеканию реакции в газовой фазе и образованию трудноуловимого аэрозоля.
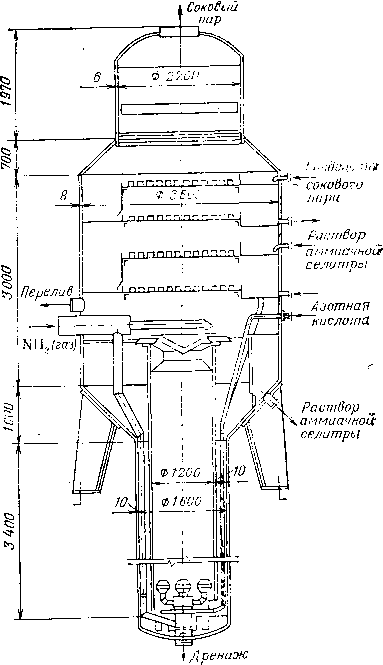
Кратность циркуляции в ИТН, представляющая собой отношение расходов циркулирующего а выходящего нз аппарата раствора селитры, имеет величину порядка ста.
Процесс нейтрализации целесообразно вести в слабокислой среде, чтобы избежать потерь аммиака с соковыми парами, вызванных весьма высоким парциальным давлением аммиака над слабощелочным рствором NH4NO3. Сказанное иллюстрируется таблицами, приведенными в работе [3].
Аппараты ИТН крупных агрегатов АС-67 и АС-72 снабжены сепара-цнонной частью с четырьмя колпачковыми тарелками, служащими для промывки сокового пара и снятия тепла его перегрева. Аппараты ИТН агрегато» АС-60 имеют промывателн, устанавливаемые отдельно.
В настоящее время в промышленности начинают применяться аппараты ИТН с обратным расположением распределителей (кислотного под аммиачным) н с лучше организованным распределением аммиака по сеченню реакционного стакана. Прн такой конструкции уносы кислоты н селитры с соковым паром после промывных тарелок снижаются примерно на порядок в достигают десятых долей грамма на литр конденсата сокового пара.
На рис. II-12 представлен аппарат ИТН, применяемый в агрегате АС-72. В этом аппарате подогретые газообразный аммнак и азотную кислоту по-
Отверстия для прохода циркулирующей жидкости
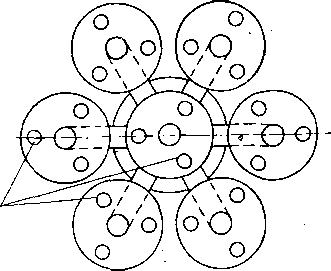
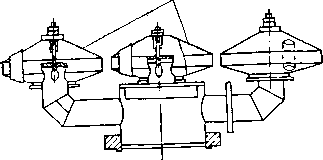
Рнс. II-13. Распределитель аммиака
дают в нижнюю часть реакционного стакана н равномерно распределяют по его сеченню, что достигается применением новой конструкции аммиачного распределителя (барботера), показанного на рнс. II-13. Образующаяся в процессе реакции парожидкостная смесь через щель между крышкой н верхним обрезом стакана выбрасывается в пространство под промывными колпачковыми тарелками, где от сокового пара отделяется содержащаяся в нем дисперсная фаза, после чего он поступает на промывку. Две ннжнне тарелки орошают
слабым раствором аммиачной селитры, который после контакта с паром сливается в нижнюю часть реакционной зоны. На двух верхних тарелках идет промывка конденсатом сокового пара, а образующийся слабый раствор аммиачной селитры выводится нз аппарата. Для окончательного отделения сокового пара от брызг жидкости на выходе нз аппарата установлен отбойник из трех слоев спиральной гофрированной ленты.
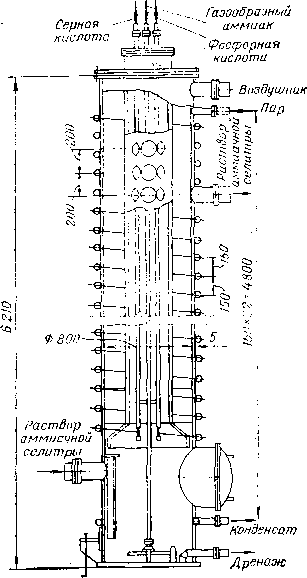
Полученный в результате реакции и циркулирующий концентрированный раствор аммиачной селитры (после отделения от него сокового пара) поступает в пространство между наружной обечайкой реакционной части и реакционным стаканом, создавая столб жидкости, обеспечивающий циркуляцию. Часть раствора отводят для дальнейшей переработки. Избыточную кислотность раство-
Паровоздушная . смесь
2- -
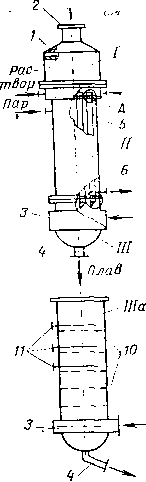
Раствор
Конденсат
Воздух
воздух
Плав
t
Узел А

Узел Б

ра снимают в донеитралнзато-ре (рнс. П-14). В нем аммнак распределяют по сеченню при помощи кольцевого барботера.
Раствор аммиачной селитры подают в нижнюю часть аппарата, где он поднимается в контакте с газом н выходит сверху.
Предусмотрена возможность ввода небольших количеств фосфорной и серной кислот, причем распределительные
головки кислотных барботеров изготовлены нз фторопласта.
Небольшое количество сокового пара, образующегося в результате реакции, отводят через воздушник.
Для лучшего перемешивания в донейтралнзаторе организована естественная циркуляция раствора, которая достигается в результате установки по центру аппарата реакционного стакана в виде цилиндрической обечайкн, имеющей в верхней своей части ряд отверстий. Отверстия предназначены для выхода пара н жидкости в кольцевое пространство между реакционным стаканом и наружной обечайкой.
I, 1а — очистная часть; 11 — трубчатая часть; 111, 111а — концентрационная часть; / — сетчатый отбойник; 2 — штуцер для вывода паровоздушной смесн; 3 — штуцер й коллектор для ввода воздуха; 4— штуцер для вывода упаренного рас-твора (плава); 5 — рабочие трубки € — хвостовик; 7 — зубчатый колпа чок; 8 — кольцевые перегородки 9 — снтчатые тарелки; 10 — проваль ные барботажные тарелкн; И — змеевнк
Выпарка воды из растворов аммиачной селитры
В завнснмостн от концентрации растворов ЫН^Оз, образующихся в аппаратах ИТН, могут быть применены различные системы упаривания.
Конструкции выпарных аппаратов, применяемых на отдельных ступенях, технологические параметры и схемы многостадийного производства аммиачной селитры описаны в работах [20—22].
Общим для всех систем является наличие стадии доупаркн [23, 24], на которой плав концентрируется до 99,6—99,8% NH4N03 и обеспечивается получение готового продукта с влажностью не более 0,3% (методом сушкн) в соответствии с ГОСТ 2—85.
Доупарочный аппарат (рнс. П-15) представляет собой кожухотрубную конструкцию, в которой осуществляется обмен теплом н массой между стекающим в виде тонкой пленки раствором селитры, обогреваемым паром из
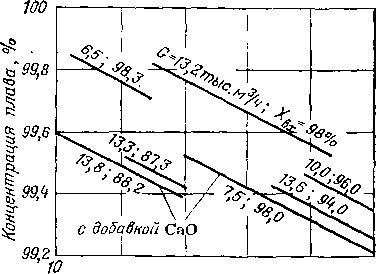
15 20 25 30
Производительность, т/ч
Рнс. П-16. Зависимость концентрации выходящего плава от расхода воздуха прн производительности G', давления греющего пара Р и концентрации входящих щелоков Хзх
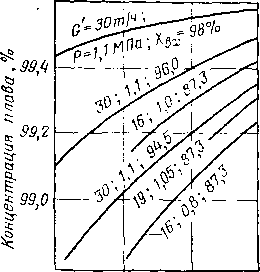
98,8
3 6 9 12
Расход воздуха, тыс.м3/ч
Рис. II-17. Зависимость концентрации выходящего плава от производителг -ностн при концентрации входящих щелоков хах и расхода воздуха G
межтрубного пространства, и движущимся в противотоке горячим воздухом. Ниже труб, для более глубокого упаривания, размещают концентрационные тарелки: лнбо в дополнительной обечайке, содержащей пять тарелок, из которых на трех верхних расположены греющие змеевики
(на рис. II-8 —секция Ша); либо две тарелки, встраиваемые в днище
аппарата (секция III). Трубки в верхней части снабжены индивидуальными распределителями жидкости 7, в ннжней — хвостовиками 6 специальной конструкции, обеспечивающими организацию входа в трубки газа н вывода нз ннх жидкости. В межтрубное пространство аппарата поступает греющий:
пар давлением 1,1—1,5 МПа. Воздух подогревается до 180 °С.
На рис. П-16 и П-17 приведены зависимости конечной концентрации плава от концентрации исходных растворов, их расхода, а также от расхода воздуха н давления греющего пара, полученные на аппарате с F= 127 м2.
Давление греющего пара в аппарате с пятнтарельчатой массообменной частью поддерживают на уровне 1,4—1,45 МПа, прн этом обеспечиваются
следующие показатели: температура получаемого плава 178—182 °С; содержание влаги в подаваемом воздухе 8—20 г/кг; температуры паровоздушной смесн после трубчатки 170—180 °С, на выходе из аппарата при орошении очистных тарелок 75— 85 °С.
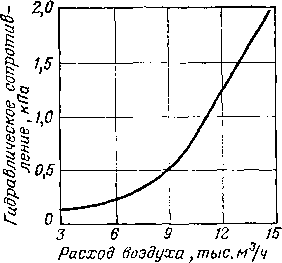
Рнс. II-18. Усредненное сопротивление агрегата доупарнвання (без тарелок) при различных расходах воздуха
На рнс. II-18 представлены усредненные результаты замера гидравлического сопротивления агрегата доупарнвання, включающего типовой аппарат производительностью 30 т/с с поверхностью труб 127 м2.
Математическая модель выпаркн со стекающей пленкой, нз которой вода 'отводится в парогазовый поток, описана в работе [25]. На основе этой модели составлена программа расчетов на ЭВМ. Результаты расчетов по этой программе — графики изменения концентраций раствора в пленке и его температур применительно к режиму выпаривания в стандартном доупарочном пленочном аппарате — представлены в работе [4]. Для рассмотрения теплообмена между парожндкостной смесью на тарелках н размещенными на ннх змеевиками могут быть использованы соотношения нз работ [26, 27].
Основным промышленным способом гранулирования аммиачной селитры является способ гранулирования нз расплава в башнях. Гранулирование в башне является безретурным процессом, не требующим установки оборудования для рассева продукта н последующей повторной переработки части его.
Начальной стадией процесса гранулирования является образование нз массы расплава отдельных капель, которое происходит прн струйном истечении жидкости нз рабочих отверстий грануляторов. Вытекающие нз отверстий струи оказываются гидродинамически неустойчивыми, нх поверхность приобретает волновой характер. По мере развития волнового процесса его амплитуда быстро нарастает до тех пор, пока не произойдет распад струй на отдельные капли.
Длина струй расплава аммиачной селитры, вытекающих со скоростями 4—7 м/с нз отверстий диаметром 0,9—1,1 мм, до точки распада составляет 10—20 см прн свободном развитии процесса. Наложение на струю вынуждающих колебаний с частотами (порядка сотен герц), близкими к собственной частоте, оказывает весьма сильное влияние на ее распад, резко сужая гранулометрический состав образующихся капель н уменьшая длину нерас-павшейся части струн [4].
Одним нз важнейших показателей гранулированной аммиачной селитры является гранулометрический состав. С 1977 г. действует ГОСТ 2—75, которым регламентируется получение гранулометрического состава, соответствующего показателям для продукта с Государственным Знаком Качества: товарной фракции (1—4 мм)—не менее 96%, фракции 2—3 мм — не менее 50%, мелочи (менее 1 мм) — не более 4%.
В цехах производства аммиачной селитры в настоящее время находятся в эксплуатации грануляционные башнн н грануляторы различных типов н размеров.
В производствах, построенных до 1972 г., железобетонные грануляционные башни имеют диаметр 16 м, высоту полета гранул 30 м. В нижней части таких башен расположены металлические конусы, через которые просасывается воздух для охлаждения капель плава н потока падающих гранул. В самом нижнем сеченнн конической части расположен охладитель кипящего слоя. Выбор относительно большого диаметра грануляционных башен прн нх сооружении был обусловлен нспользованнем центробежных грануляторов, дающих неравномерное распределение плотности орошения гранулами сеченин башни. Степень заполнения ее сечення не превышала 0,3—0,4. Проектная производительность такой грануляционной башнн 25—30 т/ч, средняя плотность орошения ее сечения 150 кг/(м2-ч).
В производствах аммиачной селитры на агрегатах АС-67 используют железобетонные башнн диаметром 12 м с высотой полета гранул до охладителя кипящего слоя, равной 30 м. Производительность такой башнн 60 т/ч, плотность орошения сечення увеличена до 600 кг/(м2-ч), а степень заполнения сечения — до 0,7—0,8. Охладитель' кипящего слоя расположен по всему диаметру башни.
Грануляционная башня агрегатов АС-72 выполнена нз металла, имеет прямоугольную форму сечением 11X8 м. Высота полета гранул увеличена до 50 м. Производительность такой башнн 60 т/ч, плотность орошения 700 кг/(м2-ч). В ннжней ее части расположены резиновые конусы. Воздух отсасывается вентиляторами, расположенными в верхней части башни нз ее периферийной зоны после узла очистки [28, 29]. В качестве основного варианта заложены акустические грануляторы конструкции НИИхнммаш — ГИАП, на которых сегодня работают почти все действующие агрегаты. Однако прямоугольная форма башни обеспечивает возможность использования в качестве другого варианта грануляторов — линейные внброгрануляторы конструкции ИТТФ АН УССР. После грануляционной башнн продукт направляется на доохлажденне в выносной охладитель кипящего слоя.
Для условий работы башен диаметром 16 м хороший гранулометрический состав продукта, соответствующий требованиям к продукту со Знаком Качества, обеспечивают шариковые пневматические внброгрануляторы Сумского филиала Харьковского Политехнического института, центробежные серийные секционные грануляторы Дзержинского филиала ЛенНИИхнммаша, линейные электродинамические внброгрануляторы ИТТФ АН УССР.
Конструктивные особенности этих грануляторов, принцип их работы и экспериментальные характеристики приведены в [28] — Труды ГИАП «Производство азотных удобрений», 1981 г., с. 39—53.
Стабильный гранулометрический состав продукта при работе внброгра-нуляторов обеспечивается в интервале изменения производительности ±15%, поэтому более эффективна система нескольких виброгрануляторов.
На агрегатах АС-67 работают серийные акустические грануляторы [30} производительностью 16±2 т/ч (серия АГС-16), а на агрегатах АС-72 производительностью 20±4 т/ч (серия АГС-20). Конструкция акустических грануляторов, изготовляемых Дмнтровградскнм заводом химического машиностроения, показана на рнс. II-19.
Особенностью работы акустического гранулятора является генерация вибрационных колебаний плава, создаваемых прн прохождении части его через сопло 2 и «набегание» потока на острне генерирующей пластины 3. Далее колебания плава передаются всей конструкции гранулятора, в том числе перфорированному днищу 5, из отверстий которого вытекают струн. В результате резонансных колебаний струй плава распад их на каплн упорядочивается, образующиеся гранулы получаются достаточно однородного размера.
На грануляционной башне агрегата АС-67 установлено 6 акустических грануляторов. Обычно в работе находятся 4 гранулятора, а два в резерве. Диаметр факела орошения в его ннжнем сеченин составляет около 4 м. На
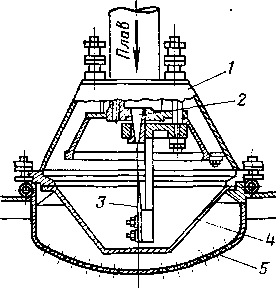
Рис. II-19. Акустический гранулятор НИИХИММАШ—ГИАП:
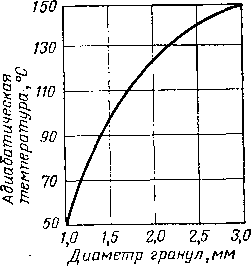
/ — корпус; 2 — сопло; 3 — пластина; 4 — сетчатый фильтр; 5 — перфорированное днище
Рнс. II-20. Зависимость (расчетная) адиабатической температуры гранул от диаметра гранул при Твозд=30°С, ГпЛ=175°С, w„=0,5 м/с, Gb/Gtb= 12
грануляционной башне агрегата АС-72 установлено 3 рабочих и 3 резервных гранулятора производительностью (каждого) 20 т/ч. Факел орошения грану-лятора на агрегате АС-72 имеет сечение в его ннжней части 4X5 м.
Акустические грануляторы просты в эксплуатации, надежны в работе.
На некоторых грануляционных башнях агрегатов АС-67 и АС-72 работают резонансные внброгрануляторы конструкции ИТГФ АН УССР, которые как и акустические грануляторы обеспечивают получение продукта с гранулометрическим составом, соответствующим показателям для продукта со Знаком Качества.
Системы акустических и резонансных грануляторов позволяют стабильно работать в широком диапазоне изменения нагрузок (12—60 т/ч).
IS
На гранулометрический состав продукта влияет диаметр отверстия, скорость истечения, концентрация плава. Влияние этих параметров рассмотрено в работе [31]. Методика расчета процесса грануляции в башннх позволяет произвести расчет траектории и дальности падения гранул в объеме башнн, на основе которого определяют профиль гранулирующего дннща. В методике [32] также приведены результаты расчета процесса теплообмена при гранулировании аммиачной селитры, которые позволяют определить температуру охлаждаемых гранул в зависимости от нх диаметра, удельного расхода воздуха и высоты падения гранул. На рис. II-20 показано влияние диаметра гранул на нх адиабатическую температуру (т. е. температуру, которая установится в грануле после выдерживания ее в адиабатических условиях) в конце их падения в грануляционной башне с #=30 м в летних условиях охлаждения (^В=30°С), удельном расходе воздуха QB/Qвт=10 кг/кг.
В последнее время в СССР и за рубежом намечается тенденция к применению процесса гранулирования в аппаратах с кипящим слоем [33, 34], в тарельчатых [35] и барабанных [34] грануляторах. Пока производительность единичных аппаратов такого типа не превышает 25 т/ч. Достоинством этих способов гранулирования является возможность получения более крупных н прочных гранул, например с целью замедления их действии в почве, а также для подкормки лесов прн разбрасывании с самолетов; недостатками — необходимость громоздкого оборудования для рассева и возврата продукта, очистного оборудования, повышенная энерго- н металлоемкость процесса.
В настоящее время, как правило, охлаждение гранулированной аммиачной селитры проводят в кипящем (псевдоожнженном) слое. Основными достоинствами этого способа являются простота практической его реализации и высокая интенсивность теплообмена КС, что обеспечивает достижение более низких, чем прн других способах, затрат на охлаждение.
В СССР и за рубежом созданы многочисленные конструкции охладителей на основе кипящего слоя с учетом специфики производства и требуемой производительности аппарата [4, 37]. В табл. 11,21 приведены основные характеристики охладителей конструкции ГИАП, применяемых в агрегатах производства аммиачной селитры. На рнс. II-21 и II-22 схематично показаны два аппарата, используемые в крупнотоннажных агрегатах АС-67 и АС-72 (см. табл. 11,22), которые в значительной степени отражают современный уровень применяемой техники.
Таблица 11,21. Промышленные охладители с кипящим слоем
| Тип |
охладителя, агрегат | ||
|
Показатели | двухступенчатый, АС-60 | одноступенчатый, АС-67 | тре.чсекцнон-ный, АС-72 |
| Площадь кипящего слоя, м2 | 20,0 | 88 | 36 (12x3) |
| Диаметр (длина, ширина) аппарата, | 5,0 |
12,0 | 2,4X15 |
|
м Производительность аппарата, т/ч: | 30,0 |
60 | 60 |
|
расчетная | |||
|
фактическая | 20—35 |
25—70 | 30—70 |
|
Расход воздуха: | 85-110 | 500—700 | |
| тыс. м3/ч | 240-300 |
||
| тыс. м3/т Характеристики решетки: | 2,4—5,5 |
6,4-28,0 | 3,4-10,0 |
|
диаметр отверстий, мм | 4,0 | 4,0 | 4,0 |
| шаг разбивки, мм | 12,0 |
12,0 | 12,0 |
|
доля свободного сечения, % |
10,0 | 10,0 | 10,0 |
| Сопротивление, кПа: |
|||
| аппарата | 4,0-4,5 | 3,5-4,0 |
3,0—4,0 |
| решетки с кипящим слоем | 0,8—1,2 |
0,8-1,2 | 0,8-1,2 |
|
Расход электроэнергии, кВт-ч/т |
5,0-10,0 | 12,6—42,0 |
6,5—15,0 |
| Среднее время охлаждения гранул, | 8,0 |
11,0 | 4,0 (1,3) |
|
мнн Температура, °С: гранул в КС | 120—150 | ||
| на входе и слой | 85-120 | 100-120 | |
| на выходе нз слоя | 15-50 |
20-50 | 20-50 |
|
воздуха на входе в КС | +35/+5 | +35/+10 | +40/—10 |
| (макс/мин) | |||
| Средний диаметр охлажденных гра | 1,2-2,0 |
ю 0 1 ю со |
2,0-2,5 |
| нул, мм |
|||
| Год внедрения аппарата в промышленность | 1969—1973 | 1973 |
1978 |
Рис. II-21. Охладитель гранул в агрегате АС-67:
j—ствол грануляционной башни; 2— решетка кипящего слоя; 3 — люк; 4— опора решетки; 5 —поддон; 6, 16 — воздуховоды; 7 —конвейер; 8 — выгрузочный клапан; 9 — трубопровод для выхода охлажденных гранул из кипящего слоя; 10— газораспределительная решетка; И, 13 — переливные пороги с механизмами для нх перемещения; 12 — площадка для обслуживания аппарата кипящего слоя; 14 — окно;
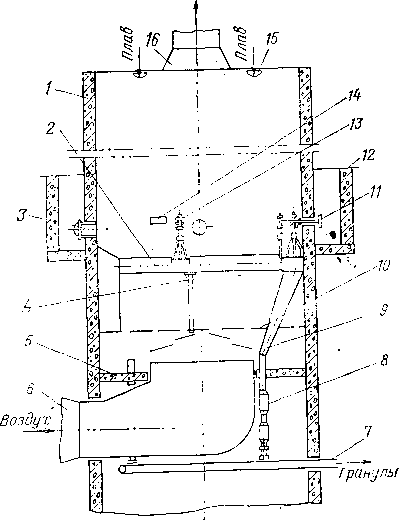
15 — разбрызгиватель расплава
В агрегате АС-67 кипящий слой размещен внутри грануляционной башнн по всему ее сеченню и играет роль не только охладителя, но н приемника горячих гранул в конце нх полета в башне.
В сочетании с усовершенствованием конструкции грануляторов применение такого кипящего слоя позволило интенсифицировать работу грануляционной башнн примерно в 4 раза.
В агрегате АС-72 кипящий слой расположен за пределами грануляционной башни н выполнен в внде прямоугольного аппарата, состоящего нз трех последовательно установленных секций, так что продукт может быть охлажден в одной, двух либо трех секциях, чем регулируется режим охлаждения. Аппарат имеет раздельные (в каждую секцию) подводы воздуха и общий воздушный коллектор над кипящим слоем, по которому воздух поступает в грануляционную башню и на последующую очистку.
Прн сопоставлении описанных конструкций охладителей следует указать, что в агрегате АС-72 кипящий слой имеет меньшие размеры, что примерно в два раза снижает расход охлаждающего воздуха, а также на более благоприятные условия регулирования режима охлаждения гранул. Однако в случае применения выносного охладителя не используется возможность кипящего слоя для мягкого торможения гранул в конце нх полета н башне, поэтому рабочую высоту башни в этом случае приходится увеличивать до 50 м (вместо 30 м), чтобы гранулы успели закристаллизоваться в достаточной степени до нх попадания на конуса грануляционной башнн (во избежании налипания).
Различные по форме, размерам и устройству охладители гранулированных удобрений с кипящим слоем имеют рнд общих конструктивных и эксплуатационных особенностей.
В этих аппаратах в качестве устройства, поддерживающего кипящий слой, применяют перфорированную пластину (решетку), которую обычно /Изготовляют нз нержавеющей листовой стали методом штамповки круглых отверстий. Диаметр отверстий ныбнрают в пределах 2—4 мм, свободное сече-
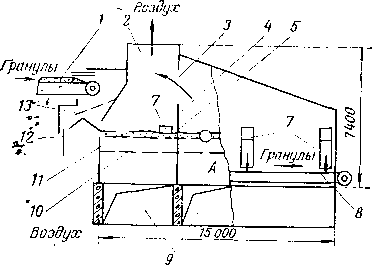
Рис. II-22. Охладитель гранул в агрегате АС-72:
/ — реверсивный ленточный конвейер; 2, 9 — воздуховоды; >3 — окно для вывода отрабо-тайного воздуха; 4 — перегородка между секциями кипящего слоя; 5 — заслонка; 6 — корпус аппарата; 7— канал для выгрузки охлажденных гранул; 8 — ленточный конвейер; /0 — газораспределительная решетка; //*- решетка кипящего слоя; 12 — канал для удаления комков из продукта; S3 — устройство для отсева комков
иие решетки — 8—10%. Как правило, решетку в аппарате устанавливают горизонтально либо с наклоном в 1—2° в сторону выгрузки продукта из аппарата.
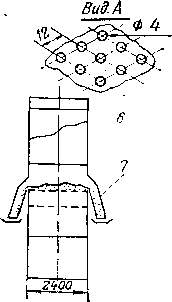
Охладители гранул снабжены устройствами, поддерживающими высоту кипящего слоя, в пределах 50—200 мм. Скорость подачи воздуха в кипящий слой задают в пределах 1,5—2,1 м/с, температуру охлаждающего воздуха варьируют в пределах 10—35 °С, время охлаждения гранул выбирают в пределах 2—10 мин.
Более подробная информация по расчетам и выбору конструкции охладителей с кипящим слоем изложена в работах [4, 37—40].
Краткая характеристика вспомогательного оборудования приведена в табл. 11,22.
Контроль и автоматизация производства [41—45]
Эксплуатирующиеся в настоящее время агрегаты по производству аммиачной селитры АС-67 и АС-72 оснащены централизованной системой автоматического регулирования (САР ТП), реализованной на средствах пневмо-автоматяки. САР агрегатов не имеют принципиальных различий, а отличаются лишь по компоновочному решению и конструктивному исполнению оборудования оператора.
По функциональным признакам централизованная САР ТП аммиачной селитры характеризуется наличием следующих подсистем:
1. Информационная подсистема, обеспечивающая сбор, преобразование и представление информации, включает:
контроль и регистрацию технологических параметров (давления, температуры, расходов, pH сред, уровней и др.) на вторичных пневматических приборах;
Агрегаты АС-72, АС-72М
Агрегат АС-67
Вид оборудования
Кожухотрубчатый четырехходовой теплообменник типа ТКВ (2 шт.). /7=94 м2, D = = 600 мм. Трубы 25Х2Х Х5000 мм, и=266. Материал — ВТ-1-0.
Кожухотрубчатый двухходовой теплообменник типа ТКВ. F= 125 м2, ?>=600 мм. Трубы 25X2X6000 мм,
= 266. Материал — низкоуглеродистая сталь марки 08Х22Н6Т. Теплоноситель — соковый пар из аппаратов ИТН
Кожухотрубчатый теплообменник одноходовой типа ТНГ. F= 125 м2, ?> = 600 мм. Трубы 25X2X6000 мм. Материал — углеродистая сталь. Теплоноситель — паровой конденсат (^«190°С, Р= 1,3—1,4 МПа)
Подогреватель азотной кислоты
Подогреватель газообразного аммиака
Подогреватель воздуха, подаваемого в выпарной аппарат
Подогреватель воз духа, подаваемого в аппарат охлаждения
Кожухотрубчатый теплообменник одноходовой типа ТКВ. F=219 м2, D = 800 мм. Трубы 25X2X6000 мм. Материал —. углеродистая сталь. Теплоноситель — паровой конденсат (^ж190°С,, Р= 1,3—1,5 МПа) Кожухотрубчатый теплообменник типа ТНГ. /7=500 м2г?>=1400 мм. Трубы 25X2X4000 мм, и=139. Материал — углеродистая сталь. Теплоноситель—пар (^«185— 190 °С, Р= 1,3—1,4 МПа)
Секции аппарата воздушно-
Кожухотрубчатый теплообменник типа ТНГ. /7= 500 м2> ?>=1400 мм, ?.=5250 мм. Трубы 25X2X4000 мм. Материал— углеродистая сталь. Теплоноситель — пар (t= 185—Ь90 °С, Р= 1,3— 1,4 МПа)
го охлаждении F=600 м2 по-оребренной поверхности-труб (ЛВГ-9-6-63/8-1-4 по ОСТ 26-02-15522—77), число труб 188. Габариты аппарата с кожухами ?.= =4640 мм,' В=2600 мм, Н= =4800 мм. Материал — углеродистая сталь. Теплоносителе — соковый пар из аппаратов ИТН (?= 100 °С) Нагнетатель центробежный Q=24 000 м3/ч, повышение давлении— 1800 мм вод. ст. Материал — углеродистая сталь. Электродвигатель JV=250 кВт, и=2965 об/мин
Нагнетатель пода чи воздуха в выпарной аппарат Вентилятор для подачи воздуха в аппарат охлаждения
Вентилятор центробежный ВДН-32Б, <3=500 000 м3/ч, напор 5,0 кПа. Материал — углеродистая сталь. Электродвигатель N = 1100 кВт, «=750/540 об/мин
Вентилятор центробежный ВДН-17, Q= 100 000 м3/ч,. напор 3,6 кПа. Электродвигатель N=160 кВт, и=1000 об/мин
Примечание. Кроме того в агрегатах АС-72 и АС-72М применяются вентиляторы для просасывания паровоздушной смеси через промывной скруббер грануляционной башни и насос для перекачивания высококоицентрированного плава аммиачной селитры (<=175—190 °С, р=1,43 т/м3, концентрация CNH4NO3 = 99,7—99,8%), характеристика которых приведена ниже:
1. Вентилятор центробежный ЦЧ-70 № 16, <2—100 000 м3/ч, напор 1,70 кПа Материал — нержавеющая сталь. Электродвигатель N=75 кВт, л=980 об/мин (с клииоремен-иой передачей на шкив вентилятора).
2. Вентилятор центробежный ДН-17НЖ, <2=100 000 м3/ч, напор 2,60—3,20 кПа. Материал — нержавеющая сталь. Устанавливается для скрубберов с фильтрующей очисткой. Электродвигатель N=*132 кВт, га=970 об/мин.
3. Погружной насос ХИО 45/90 ДКЩ. Подача — 45 м3/ч, иапор 90 м ст жидк, глубина погружения (=728 мм. Электродвигатель N=55 кВт, л=2960 об/мин.
контроль состояния технологического оборудования, запуска и останова механизмов;
световую ннднкацию отклонений от норм технологического режима и аварийного состояния, мнемоническое изображение технологического процесса, звуковую двухтональную сигнализацию.
2. Подсистема командных и управляющих воздействий обеспечивает: дистанционное управление с пульта оператора регулирующими органами, отсекателя-ми, электрозадвижками;
перевод системы регулирования в автоматический режим; автоматический перевод в безопасное состояние отсекателей и электрозадвижек, останов насосов в аварийных ситуациях.
Рабочее место оператора конструктивно выполнено:
в агрегате АС-67 на блоке мнемосхемы БМ-1 (вертикальный модуль) или БМ-2 (горизонтальный модуль);
в агрегате АС-72 на пульте оперативного управления ПОУ-ЗБ (ПОУ-ЗА).
Датчики
-А»
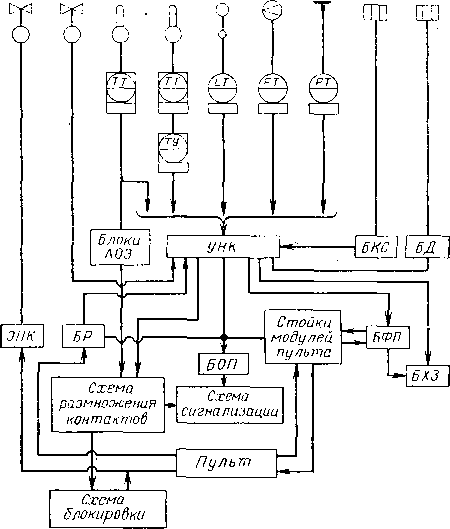
УНК — устройство непрерывного контроля; БКС — блоки контроля н сигнализации; БД— измерительные блоки рН-метров; БФП — блок функциональных приборов; БОП — блок обнаружения отклонений параметров; БХЗ — блоки хозрасчетных замеров; DP — блоки реле; ЭПК — стойка электро-пневмоклапанов
Рис. П-23. Структурная схема контроля и управления агрегатом АС-72М:
Регулирующие клапань/ и отсекатпели
Рис. II-24. Структурная схема ^
блока контроля н сигнализации рН-растворов и плава аммиачной селитры Б КС:
| рН-метр | рН-метр | |
|
(П-20!) | (П-201) | |
| 1 1 | ||
| ЭПП-63 |
ЭПП-63 | |
ЭПП-63 — электропневмопреобразователь; экм — электроконтактные манометры; П1РЗ — пневмо-реле;
ЭПК — электропневмоклапаны;
ПФ1.1 — сумматор пневматический (усредненный сигнал идет на пропорционально-интегральный регулятор н на пульт управления для контроля)
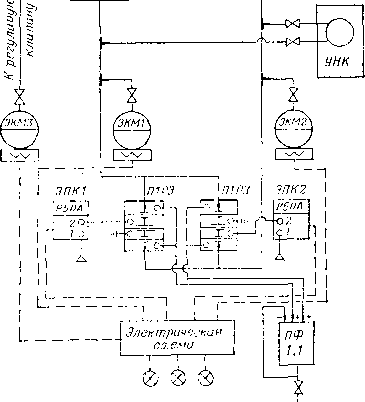
Усредненный
Дополнительная регистрация ряда параметров выполнена на стойках с приборами системы «Старт» типа ПВ.4.3Э.
Структурная схема САУ ТП для агрегата АС-72М дана на рис. II-23.
В качестве датчиков в системе используются в основном стандартные средства измерений:
диафрагмы камерные (ГОСТ 14321—73) н бескамер-ные (ГОСТ 14322—77) с диф-манометрами ДС-П или ДМ-П Для измерения расходов жидкостей и газов; для измерения расхода азотной кислоты диафрагмы укомплектованы измерительными преобразователями 13ДД11 модели 2516 либо дифманометрами фирмы «Хокушин» (Япония);
ротаметры типа РПО (ГОСТ 13045—85) для измерения расходов конденсата и слабых растворов аммиачной селитры; манометры типа ДМ-П; уровнемеры типа УБ-П;
термоэлектрические преобразователи типа ТХК-0515 либо ТХК.-0179; для измерения расхода плава аммиачной селитры применены индукционные расходомеры фирмы «Кент», работоспособные до температуры 220 °С;
при измерении уровня в емкостях с растворами и плавом селитры, а также при измерении давления соковых паров использованы преобразователи с фторопластовыми разделительными мембранами типа ДА либо ПД.
При измерении уровней в хранилищах растворов аммиачной селитры хорошо зарекомендовал себя пьезометрический способ с использованием нестандартной пьезотрубки, заканчивающейся широким раструбом с насечкой. Такой раструб позволяет хорошо прогреться напорному воздуху, насечка обеспечивает равномерный его выход по окружности, предотвращая тем самым закристаллизацию трубки.
Важнейшим параметром, определяющим безопасность процесса, является среда раствора аммиачной селитры. Сильное закисление плава повышает склонность его к терморазложению н, как следствие, к взрыву. Для исключения возможности закисления на стадиях донейтралнзацни, выпаривания и
(х) iv
:Щ\ Ш7
ю
№
Й
gr
Рис. 11-25. Структурнаи схема АСУ ТП в агрегате АС-72М:
/ — центральный пульт управления; II — щит контроля; /// — шкафы блоков; IV — мнемосхема; V — система технологической сигнализации; VI — система защитных блокировок; VII — вычислительный субкомплекс ТВСО-1; VIII — дублирующий вычислительный комплекс СМ 1634.06.002. Устройства: 1 — первичный преобразова
VII
тель-датчик; 2 — станция управления «СУРА-2»; 3 — аналоговый регулятор
РБАМ; 4, 5 — блоки системы «Каскад-2» ЛОЗ; 6 — электропневмопозицнонер ПЭП; 7 — аналоговый регистрирующий прибор А-543; 8 — мнлиамперметр самопишущий
КСУ-4; 9 — электропневмоклапан КЭП-6/3; 10 — регулирующий клапаи; 11 — органы дистанционного управления; 12 — видеотерминал алфавитно-цифровой ВТА-2000; 13 — устройство -печати знакосннтезирующее А521-4/6
перекачки плава предусмотрено автоматическое дозирование аммнака в раствор или плав, а при выходе значений pH среды за установленные нормы происходит автоматическая остановка агрегата.
Измерение среды растворов н плава значительно осложнено высокой температурой их кристаллизации, что приводит к практической невозможности «прямого измерения значений pH стандартными электродными системами. Для реализации потенциомётрического способа измерения pH применен метод лредварительной подготовки пробы анализируемого раствора, сущность которого заключается в охлаждении пробы нутем разбавления ее паровым конденсатом до температуры, приемлемой для нормальной работы серийных электродов, с последующим измерением значения pH разбавленного раствора. Разбавление происходит в устройстве инжекцнонного типа УРП-2И, оно же служит измерительной ячейкой для стандартных электродов.
Важное значение для высокопроизводительной работы агрегата имеет «адежность работы системы контроля и защиты. В связи с этим в агрегатах АС-72 предусмотрено:
дублирование измерительных цепей рН-метров с автоматическим обнаружением отказа датчика (рис. II-24);
повышение надежности схем температурного контроля за счет разделения цепей контроля, сигнализации и блокировки для каждого из датчиков.
Начиная с 1986 г., агрегаты АС-72М оснащаются электронными системами контроля и управления и вычислительным субкомплексом. Переход на электронную систему приборов вызван необходимостью повышения точности измерения и регулирования, унификацией проектных решений по автоматизации азотных производств, возможностью применения средств вычислительной техники. Основными датчиками новой системы являются универсальные взрывозащищенные измерительные преобразователи типа Сапфир-22ВН. В качестве вторичных и регулирующих приборов используются станции СУРА-2 с регуляторами РБАМ и блоки системы Каскад-2. Вычислительный субкомплекс выполнен на базе вычислительного терминала связи с объектом ТВСО-1 с микропроцессором СМ 50/60.
Автоматизированная система управления производством (АСУ ТП) аммиачной селитры характеризуется рядом дополнительных функций, определяемых наличием вычислительной подсистемы;
if сбор информации от датчиков с контролем измеренных значений иа достоверность;
; индикация на дисплейных модулях пульта оператора-технолога измеренных значений параметров по вызову;
нндикацня и регистрация на алфавитно-цифровом печатающем устройстве (АЦПУ) сообщений о нарушениях технологического режима;
оперативный расчет технико-экономических показателей работы смен и агрегата в целом;
печать сменных и суточных рапортов о работе агрегата; автоматизированный пуск агрегата и его перевод на заданный техноло- ч гический режим;
связь о вышестоящим вычислительным комплексом; оптимальное управление агрегатом при заданных нагрузках; диагностика неисправностей датчиков, исполнительных механизмов, линий связи;
диагностика и прогнозирование аномальных ситуаций в работе оборудования н агрегата в целом,
Структурная схема АСУ ТП в агрегате АС-72М представлена на рнс. II-25.
При хранении и транспортировании селитры надо учитывать ее гигроскопичность и пожароопасность, особенно прн упаковке в бумажные мешки.
ГОСТ 2—85 предусматривает 3 варианта ее транспортирования: в мешках, обычно 50-килограммовых; в контейнерах, обычно мягких, емкостью около 1 т; в незатаренном виде (насыпью). За этим, бестарным, «особом — будущее. Проекты современных цехов аммиачной селитры предусматривают хранение насыпью, отгрузку —в мешках и насыпью, иногда и в контейнерах.
Предельная емкость секции (изолированной противопожарными стенами) склада аммиачной селитры в зависимости от способа хранения показана ниже;
Способ хранения селитры........ В таре Насыпью
Предельная емкость секции склада, т
в азотной промышленности (Правила
1976 г.) ............................2500 . 20 000
в сельском хозяйстве (СНиП П-108—78)237 2500 5000
бумажные по ГОСТ 2226—75, пяти- нлн шестнслойные, преимущественно нз ламинированной полиэтиленом (1 слой), нлн, что менее желательно, нз бн-тумнрованной бумаги (2—3 слоя). Внутренний слой мешка должен быть из ламинированной илн битумироваиной бумаги.
ПЭ мешки надежнее бумажных обеспечивают сохранность селитры. Упакованный в них продукт менее пожароопасен. Бумага, особенно пропитанная селитрой, более подвержена загораниям от случайной искры или прн нагреве. Необходимо при затаривании всех видов селитры, кроме водоустойчивой марки ЖВК, постепенно переходить иа ПЭ мешки, тем более что они ие дороже бумажных.
Наиболее распространенные размеры мешков для селитры:
закрытых (с самоуплотняющимся клапаном), клееных — 84X50X13 см; открытых (с открытой горловиной) — 100x42 см. Масса мешков: ПЭ—>
210—260 г (толщина плеики 220—230 мкм), бумажных — 400—500 г.
Недостаточная прочность, негерметичность клапана, отклонения по размерам, разнотолщинность пленки н другие дефекты мешков приводят к потерям продукта и образованию пожароопасной просыпи. В договорах на поставку мешков нужно оговаривать нанесение типографской маркировки изготовителем. Перспективно применение агрегатов,, совмещающих изготовление ПЭ мешков из рукавной плеики, с их заполнением и запайкой.
Кипы порожних мешков следует хранить на поддонах, в закрытых складах, защищающих их от увлажнения (бумажные) или от прямых солнечных лучей (ПЭ).
Для комплексной механизации погрузочно-разгрузочных работ необходим переход от штучной погрузки к пакетированию мешков по ГОСТ 21929—76. В XI пятилетке пакетирование с обволакиванием термоусадочной пленкой осваивалось в одном из цехов. Оборудование для упаковки, пакетирования и отгрузки рассмотрено в работе [4]. В 1984 г. в одном из цехов освоили разработанную заводским КБ конструкцию устройства типа «робота», освободившего от напряженного труда расфасовщика селитры.
На стоимость тары приходится Около 10% себестоимости селитры, в большинстве цехов 5—7 руб/т. В 1984 г. иа одном из заводов в цехе, отгружавшем затаренную селитру, затраты на мешки составили 6,27 руб/т, в другом цехе, отгружавшем продукт в основном насыпью, — 1,70 руб/т, в пересчете иа всю выработку.
Устройство и эксплуатация заводских складов селитры, подготовка вагонов и погрузка должны соответствовать Правилам безопасности для неорганических производств азотной промышленности (1976 г.). В частности, склады должны быть одноэтажными, II степени огнестойкости, в иих запрещено хранить любые посторонние вещества, запас смазочных материалов, россыпь селитры. Для сбора россыпи в отдельных точках склада и на рампе должны быть расставлены мешки. Следует уделять особое внимание исправному состоянию полов и кровли склада. В сырую погоду следует подогревать приточный воздух.
При отсутствии свободного места на складе разрешается временное хранение селитры в ПЭ мешках на специальных открытых площадках на территории предприятий согласно нормам, утвержденным Минудобреннй.
На склады аммиачной селитры недопустим доступ посторонних лиц.
На узлы упаковки н погрузки приходятся 80—90% случаев травматизма в производстве аммиачной селитры. Основные его причины:
неисправность конвейеров, погрузочных машин, неисправность нли несовершенство конструкций ограждений, пересыпных устройств, сбрасывающих плужков, склизов, уплотнений и др.;
нарушения инструкций и правил безопасности — работа со снятыми ограждениями, чистка, уборка россыпи и, особенно, разборка «затора» мешков (образовавшегося на ленте) на ходу.
Во избежание загорания конвейерных лент, даже так называемых негорючих, следует предусматривать их блокировку, гуммировать приводные барабаны. Ленты должны стыковаться склейкой (вулканизацией), но не сшив-кой или заклепками, которые вызывают просыпь и быстрый износ ленты и роликов.
Перевозку аммиачной селитры в мягких контейнерах применяют только при смешанных перевозках, включая водный транспорт. Контейнер МКР-1,0С — мешок с квадратным днищем, изготовленный из нитепрошивного полотна, имеет внутренний 'полиэтиленовый вкладыш. Контейнер МКО-1,ОС— из того же материала, но рассчитан на несколько оборотов, имеет до четырех вкладышей. Эти виды контейнеров постепенно вытесняют многооборотные контейнеры МК-1.5Л из резинотекстильных материалов238.
В последние годы расширяются бестарные перевозки аммиачной селитры промышленным и сельскохозяйственным потребителям.
Хранение и транспортирование селитры насыпью обеспечивают: экономию тары; оптовая цена снижается на 4 руб/т (фактические затраты на тару значительно выше);
полную механизацию погрузочно-разгрузочных работ; снижение простоев вагонов под погрузкой и выгрузкой; снижение пожароопасности благодаря исключению горючей тары. Бестарное хранение селитры в промышленном масштабе в СССР начато в 1970—1972 гг., регулярные железнодорожные перевозки — в 1977 г.
При цехах с агрегатами АС-72 построены склады селитры насыпью емкостью 10 и 20 тыс. т. В XI пятилетке действовали 5 таких складов общей емкостью 70 тыс. т.
Здание склада шатровой формы (рис. II-26) высотой 24 м имеет металлические неоущне конструкции; перекрытие — из сборных железобетонных плит, покрытых алюминием.
Бурт селитры 7 (до 10 тыс. т) высотой до 11 м хранится на железобетонном поддоне И размером 48X36 м, выложенном кислотоупорным кирпичом, реже — легированной сталью. Селитра в бурт ссыпается с конвейеров 2. По сторонам поддона установлены ленточные конвейеры 10 и проложены рельсы 5 для передвижения кратцер-крана* 10, имеющего рабочую стрелу 8 со скребками. Селитра сгребается на край поддона и через дробилку 12 подается на конвейер 10, а затем — на погрузку насыпью или на упаковку.
Летом наружный воздух (до 40 тыс. м3/ч) подают в склад через кондиционер КТ-40, где он охлаждается до 10 °С при распылении захоложенной воды. Затем, нагревая воздух до 20 °С, снижают его относительную влаж-
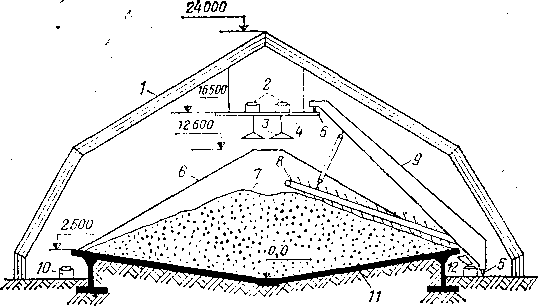
Рис. II-26. Склад незатаренной аммиачной селитры агрегата АС-72 (разрез):
1 — кровля; 2, 10 — ленточные конвейеры; 3 — зонты-рассеиватели;' 4 — конвейерный мостик; 5 — рельсы (подкрановые пути); 6 — торцевая подпорная стенка; 7 —бурт селитры; 8 —рабочая стрела кратцер-крана; 9 — кратцер-краи; 11 — поддон; 12 — дробилка
иость до 50%- Зимой подаваемый воздух лишь подогревают на 5—б°С, чем предотвращают конденсацию влаги на металлоконструкциях склада.
Предварительная выдержка селитры с фосфатно-сульфатной нли сульфатной добавкой в бурте (хотя бы несколько суток) — необходимое условие иеслежнваемостн при бестарных железнодорожных перевозках. Лучшие результаты получены прн отгрузке из бурта селитры при температуре не выше 25 °С. Аммиачная селитра с магнезиальной или калиево-магнезнальной добавкой подобной предварительной выдержки не требует, что подтверждается опытом последних лет. Одно из предприятий хранит селитру с магнезиальной добавкой в силосах нз двухслойной стали, общей емкостью 1000 т.
Интересен опыт Гомельского химического завода, на котором с 1972 г. эксплуатируется склад незатаренной селитры (емкость 1,5—2,0 тыс. т, высота бурта 2—3 м), оснащенный грейфердым краном. Наблюдения подтвердили, что при двухмесячном хранении, независимо от времени года, селитра с доломитной добавкой полностью сохраняет рассыпчатость (толщина поверхностной коркн не превышает 2 см). Анализы показыв'ают отсутствие запыленности воздуха в складе, а также отсутствие загрязнения селитры примесью-смазочных материалов.
Селитра с магнезиальной добавкой полностью сохраняла рассыпчатость при хранении насыпью в течение трех зимних месяцев в типовом складе Сельхозхимин. Этот склад, как и склад Гомельского завода, не был герметизирован. (
Из-за недостатка в сельском хозяйстве специальных складов незатарен-ную селитру отгружают в основном в период внесения удобрений по схемам «завод — поле» (автотранспортом) илн «завод — склад — поле». В последнем случае имеющиеся склады удобрений используют для приема селитры нзми-нераловозов и погрузки их в автомашины и прицепы, без длительного промежуточного хранения.
Летом, когда незатаренная селитра более подвержена увлажнению, удобрения используют, н длительного хранения не требуется. В межсезонье (ноябрь — февраль) селитру легче сохранить.
За 1981—1985 гг. только Северодонецкое ПО «Азот» отгрузило Харьковской и другим областям около 700 тыс. т селитры насыпью, в основном через типовые склады с грейферными кранами. Горные предприятия для перемещения селитры по складу и для ее отгрузки нередко используют скреперные лебедки. Промышленные потребители к концу XI пятилетки половину селитры получали насыпью, в XII пятилетке переведут на ее прием все основные, предприятия-потребители. }
Представляет интерес опыт США и Канады, где бестарный способ транспортирования селитры — основной. В семидесятые годы на шести- заводах суммарной мощностью лишь 3 тыс. т селитры в сутки имелось 7 складов насыпью емкостью от 11 до 30 тыс. т, а всего на 134 тыс. т. Два из этих заводов имели также склады селитры в мешках —на 5 и 10 тыс. т. Незата1-ренную селитру хранят на заводских складах много месяцев, поддерживая относительную влажность воздуха до 50%. Для отгрузки селитры со склада используют преимущественно погрузчики с двигателями внутреннего сгорания.
Описан крупный пожар на заводе в США (1973 г.), перебросившийся иа деревянное здание склада селитры насыпью. Произошел взрыв нескольких тонн селитры, загрязненной при утечке масла нз неисправного погрузчика. Погрузчик находился в зоне пожара н предполагают, что взрыв его топливного бачка предшествовал взрыву селитры. Последним было полностью разрушено деревянное здание склада, но весь бурт —14 тыс. т незатаренной селитры — почти не пострадал, оплавились лишь края бурта.
Исследования Института химической физики АН СССР (1979—1981 гг.) показали необоснованность литературных данных о возможности самопроизвольного разложения нли разогрева аммиачной селитры в процессе хранения больших буртов. Это же подтверждается отечественной н зарубежной практикой. Буртам незагрязнённой селитры любых размеров прн обычных температурах не угрожает саморазложение, независимо от продолжительности хранения.
Известны десятки загораний в вагонах при погрузке н перевозке затаренной селитры из-за взаимодействия ее просыпи с остатками прежних грузов, часто содержащих соединения цннка. Выделение тепла реакции вызывало загорания бумажных мешков, а это, в свою очередь, — разложение селитры. Хотя ни при' одном из этих пожаров не было перехода в детонацию и вероятность этого перехода ничтожно мала, но, учитывая возможность его катастрофических последствий, нужно неуклонно соблюдать действующие правила, в том числе в части подготовки вагонов (пп. 5.43—5.49 Правил безопасности неорганических производств азотной промышленности).
Незатаренную селитру транспортируют как автотранспортом (машины с укрытием), так и в мннераловозах — саморазгружающихся цельнометаллических вагонах бункерного типа (модель 11-740) грузоподъемностью 64 т. Мн-нераловозы разгружаются на обе стороны железнодорожного полотна, через боковые люки, открываемые прн помощи сжатого воздуха. В отдельных случаях применяют и хоппера-цементовозы, вмещающие 48—50 т селитры. Они имеют ннжнне разгрузочные люки, открываемые вручную.
Для перевозки аммиачной селитры должны применяться только арендованные или собственные минераловозы и цементовозы. Использование нх для перевозки любых других грузов категорически запрещается. Для защиты от коррозии внутренняя поверхность кузова должна быть покрыта эпоксидными или другими химически стойкими эмалями или составом ЭПС-100, разработанным Днепродзержинским ПО «Азот».
Хранение и транспортирование 80—90%-ных растворов аммиачной селитры, распространенное за рубежом преимущественно для производства комплексных удобрений, у нас не развито. Лишь одно предприятие успешно эксплуатирует с 1969 г. буферный склад 80%-ного раствора — две емкости по 5000 м3 каждая из двуслойной стали 0X2IH5T массой по 105 т. Предприятие имеет некоторый резерв мощности по выпариванию и гранулированию и при перерывах в подаче вагонов накапливает раствор, в дальнейшем перерабатываемый. Благодаря сокращению простоев из-за отсутствия вагонов, капитальные затраты на сооружение склада (500 тыс. руб.) окупились менее чем за два года.
Действующие Правила техники безопасности (1976 г.) не ограничивают емкость хранилищ растворов, но предусматривают порядок их устройства (п. 4.51 Правил). За pH растворов необходим постоянный контроль.
Производство водоустойчивой аммиачной селитры
По мере роста добычи полезных ископаемых и исчерпания доступных месторождений горнякам приходится вести взрывные работы в менее благоприятных условиях. Между тем в сырых или обводненных шпурах н скважинах основной компонент промышленных взрывчатых веществ — аммиачная селитра — быстро увлажняется.
Придание водоустойчивости достигается нанесением на частицы селитры гидрофобной пленки стеаратов железа (железной соли жирных кислот), образуемых при взаимодействии сульфата (окисного) железа с синтетическими жирными кислотами (СЖК):
Fe2(S04)3 + 6RCOOH = 2Fe(RCOO)3 + 3H2S04.
ГОСТ 14702—79 «Селитра аммиачная водоустойчивая» предусматривает выпуск двух марок продукта: ЖВК (кристаллического) и ЖВГ (гранулированного). Для получения селитры ЖВ обычная схема производства дополняется следующими стадиями: 1) приготовление водного раствора Fe2(S04b; 2) введение этого раствора в плав селитры перед его кристаллизацией («же-лезнение» плава); 3) подготовка гидрофобной смеси синтетических жирных кислот фракции Сп—С2о (ГОСТ 23239—78) с парафином (ГОСТ 23683—79) в соотношении 1 : 1; 4) обработка «железненной» селитры в процессе ее кристаллизации (ЖВК) или вслед за гранулированием (ЖВГ) гидрофобной смесью.
В водоустойчивой селитре и в промышленных ВВ на ее основе не устранена гигроскопичность. Однако благодаря гидрофобизации поглощаемая ими влага гораздо медленнее проникает в глубь слоя, задерживаясь в виде капелек на поверхности. Основная масса селитры сравнительно долгое время остается практически сухой [46, 47].
Водоустойчивость селитры ЖВ, а также аммиачно-селитренных ВВ определяется при помощи гидростатического прибора. В строго нормированных условиях испытаний навеску растертого в порошок вещества высотой слоя 10 мм подвергают воздействию постепенно возрастающего столба воды. По> достижении некоторой высоты, принимаемой за меру водоустойчивости, напор столба преодолевает капиллярное противодавление гидрофобных пор= испытуемого вещества. Об этом свидетельствует увлажнение (появление-пятна) фильтровальной бумаги, положенной поверх испытуемой навески. > Норма водоустойчивости для аммиачной селитры ЖВ — не менее 25, для аммиачно-селитренных ВВ — не менее 40 см вод. ст. Патроны этих ВВ могут по часу и более находиться в обводненных шпурах, полностью сохраняя свои детонационные свойства. Обычно качественные ВВ имеют водоустойчивость 60—90 см вод. ст., позволяющую выдерживать их в обводненных шпурах по 2 ч и более [48].
Наряду с основным показателем (водоустойчивостью) ГОСТ 14702—79 нормирует химический состав водоустойчивой селитры (в %):
Для селитры марки ЖВГ установлена норма содержания влаги — не более 0,8%. Кроме того, для нее нормируются: прочность на раздавливание — ие менее 3,00 Н на гранулу; содержание гранул 1—3 мм — не менее 92%.
Подготовка добавок. Водный раствор сульфата (окисного) железа можно получать из железного лома растворением его в серной кислоте с последующим доокислением азотной кислотой в присутствии серной [4]. Схема упрощается при использовании вместо лома готового железного купороса (ГОСТ 6981—75). Последний растворяют в горячей (80—90 °С) воде. Полученный раствор сульфата (закисного) железа концентрацией 140—160 г/л окисляют в реакторе азотной кислотой в присутствии серной кислоты:
6FeS04 + 2HN03 + 3H2S04 = 3Fe2(S04)3 + 2NO + 4НгО.
Выделяющиеся оксиды азота поглощают в скруббере водой. Раствор готовят с содержанием сульфата (окисного) железа 160—190 г/л (в пересчете на Fe); остаток закисного железа — не более 1 г/л, свободной кислоты — не более 10 г/л. Более низкая концентрация раствора сульфата (окисного) железа вызывает чрезмерное разбавление плава селитры.
Гидрофобную смесь получают в емкости, снабженной паровым змеевиком и мешалкой. В нагретую до 60—70 °С массу синтетических жирных кислот загружают парафин при одновременной подаче пара н перемешиваннн.
Поскольку ГОСТ 14702—79 предусматривает незначительный интервал по содержанию в продукте окисного железа (0,06—0,09%) и гидрофобной добавки (0,3—0,4%), а отклонения приводят к снижению водоустойчивости н выпуску брака, применяемые дозаторы должны обеспечивать точное регулирование подачи компонентов.
Получение селитры ЖВК. Раствор дознруют в плав аммиачной селитры после выпарного аппарата. Прн этом плав закнсляется н его одновременно донейтралнзуют газообразным аммиаком.
В отличие от обычной (неводоустойчнвой) чешуйчатой селитры, получаемой путем крнсталлнзацнн 98%-ного плава на охлаждающих вальцах, селитру ЖВК получают при замедленной (в две ступени) кристаллизации 96— 97%-ного плава. Снятая ножами с охлаждающего вальца незастывшая масса селитры поступает в глубокий двухвальный шнек-докрнсталлнзатор, где прн интенсивном перемешивании и обдуве воздухом ее опрыскивают распыляемой через форсунку смесью парафина и СЖК.
Сушка селитры, прн одновременном охлаждении не менее чем до 50 °С, завершается в сушильном барабане. Готовый продукт упаковывают в бнту-мнрованные бумажные мешкн. Воздух нз сушильных барабанов, а также отсасываемый от укрытий («зонтов») над охлаждающими вальцами н шнекамн-докрнсталлнзаторамн очищают в циклонах, а после них — в промывном скруббере. Образующийся в последнем раствор содержит прнмесь органических веществ, нз-за чего его нельзя возвращать на упаривание. Раствор этот добавляют к плаву в корыте охлаждающих вальцев.
В ГОСТ оговорено отсутствие в продукте комков застывшего плава. Образуются онн преимущественно нз-за нарушений режима илн износа барабана охлаждающих вальцев нли износа солесъемиых ножей. Однако даже прн исправном оборудовании продукт отличается неоднородным гранулометрическим составом. Содержание частиц мельче 0,5 мм в селитре ЖВК составляет около 50%. что приводит к значительному пылевыделенню н повышению сле-живаемостн ЖВК-
Для снижения слежнваемостн требуется' возможно более интенсивное охлаждение, желательно до температуры ниже 30 °С. Некоторый эффект может дать применение кондиционирующих добавок ПАВ (фуксин, днсперга-тор НФ н др.). Однако коренное улучшение физических свойств возможно лишь прн выпуске продукта в гранулированной форме.
Получение селитры ЖВГ. Раствор Fe2(S04b дознруют в буферный бак плава (перед гранулятором), куда одновременно подают аммнак. Выходящие из грануляционной башни «железненные» гранулы опрыскивают в смесительном барабане гидрофобной смесью, а затем охлаждают в аппарате КС.
В 1961—1971 гг. селитру ЖВГ выпускали на опытно-промышленной установке едного из заводов. Общий выпуск ее составил сотни тысяч тонн. Содержание частиц мельче 0,5 мм в селитре ЖВГ составляло доли процента, что позволяло почти полностью избежать запыленности. Выходящий нз аппарата КС запыленный воздух подавали в грануляционную башню.
В отлнчне от селитры ЖВК, водоустойчивая селитра ЖВГ является не только сырьем для заводского изготовления промышленных ВВ, но и основным компонентом так называемых простейших ВВ, изготовляемых на месте взрывных работ, например смешением аммиачной селитры с жидкими нефтепродуктами.
Введение органических добавок несколько снижает термическую стойкость селитры ЖВ по сравнению с обычной аммиачной селитрой, однако в случаях загораний иа временном складе, а также вагонов с селитрой перехода в детонацию не происходило. Сухая пыль водоустойчивой селнтрь!, скопляющаяся в воздуховодах, циклонах, на поверхности оборудования и на
транспортных устройствах, отличается повышенной чувствительностью к механическому воздействию (удару).
В настоящее время разрабатывается схема производства селитры ЖВГ, практически исключающая выхлопы вредных веществ.
2. КАЛЬЦИЕВАЯ СЕЛИТРА
Свойства кальциевой селитры. Кальциевая селнтра, нлн нитрат кальция, Са (NCb) 2 может кристаллизоваться в виде трех кристаллогидратов: Са(МОз)2-2НгО; Са(МОз)2-ЗНгО; Ca(N03)2-4H20. Прн 42,7°С тетрагндрат Са(М0з)2-4Н20 плавится, и прн дальнейшем нагревании до 172 °С полностью обезвоживается. Прн температуре выше 561 °С безводный ннтрат кальция разлагается по реакции:
[Ca(NOs)2 -> V2O2 + СаО + 2NO,.
Температура плавления Ca(N03)2 и кристаллогидратов нитрата кальция (в °С): Ca(N03)2 —56l±6; Ca(N03)2-2H20 — 40—51; Ca(N03)2-3H20 —40— 51,1; Ca(N03)2.-4H20 — 42,7,
Ннтрат кальция весьма гигроскопичен и хорошо растворяется в воде. В табл. 11,23—11,29 приведены данные о гигроскопичности, растворимости в воде нитрата кальция и других его свойствах. Прн производстве гранулированной кальциевой селитры к ее растворам, поступающим на упаривание, добавляют небольшое количество нитрата аммония. В табл. 11,30 н 11,31 приведены плотность и вязкость таких растворов.
Таблица 11,23. Гигроскопичность Ca(N03)2*4H20 [20]
| Температура, °С |
Давление водяных паров над насыщенным раствором, кПа | Равновесная влажность воздуха над насыщенным раствором, % |
| 15 |
0,955 | 55,9 |
|
20 | 1,300 | 55,4 |
| 25 | 1,605 |
50,5 |
| 30 |
1,984 | 46,7 |
|
40 | 2,666 | 35,5 |
Существует несколько способов производства кальциевой селитры: путем переработки растворов нитрата кальция, получаемых в качестве побочного продукта прн азотно-¦ кислотном способе производства сложных удобрений;
Таблица 11,24. Растворимость нитрата кальция в иоде
![]()
![]()
![]()
* Температура плавления.
** Температура кипения раствора.
|
Концент |
Темп | ература, СС | |||||
| рация | |||||||
|
Са(КОз)о, % (масс.) | 50 | 60 | 70 |
80 | 90 |
100 | 110 |
|
40 | 1,3600 | 1,3478 | 1,3365 | 1,3255 |
1 ,3175 | 1,3090 | 1,2980 |
| 45 | 1 ,4175 |
1,4055 | 1,3950 |
1,3850 | 1,3750 | 1,3655 | 1,3560 |
| 50 |
1,4750 | 1,4630 |
1,4535 | 1,4440 | 1,4340 | 1,4250 | 1,4150 |
| 55 | 1,5325 | 1,5220 | 1,5125 | 1,5025 |
1,4925 | 1,4830 | 1,4730 |
| 60 | 1,5900 |
1,5800 | 1,5625 |
1,5610 | 1,5515 | 1,5425 | 1,5320 |
| 65 |
1,6490 | 1,6390 |
1,6300 | 1,6202 | 1,6100 | 1,6015 | 1,5920 |
| 70 | 1,7070 | 1,6975 | 1,6885 | 1,6805 |
1,6705 | 1,6608 | 1,6510 |
| 75 | 1,7650 |
1,7570 | 1,7475 |
1,7403 | 1,7309 | 1,7200 | 1,7103 |
| 80 |
1,8245 | 1,8155 |
1,8075 | 1,8000 | 1,7910 | 1,7810 | 1,7708 |
| 85 | 1,8840 | 1,8750 | 1,8675 | 1,8600 |
1,8515 | 1 8415 | .1,8325 |
Т а б лица 11,26. Температуры кипения (°С) водных растворов Ca(NO>)2
| Концентрация С а (NO.- Ь, ('о (масс,) |
Давление, кПа | |||||
|
101,1 | 93,3 |
86,7 | 80,0 |
73,3 | 66,7 | |
| 32,4 | 104,8 | 103,1 | 101,5 | 99,0 |
96,8 | 93,9 |
|
38,3 | 106,4 | 104,7 |
102,5 | 100,8 | 97,6 | 95,7 |
| 43,6 |
108,5 | 106,2 | 104,5 | 102,3 | 99,8 |
97,0 |
| 48,5 |
109,8 | 108,0 | 106,4 |
104,5 | 102,0 | 99,4 |
| 53,0 | 112,4 |
110,6 | 108,2 | 106,9 | 104,5 | 102,5 |
| 58,9 | 117,0 | 115,4 | 113,7 | 111 ,7 |
109,5 | 107,0 |
|
65,5 | 124,0 | 122,2 |
120,4 | 118,0 | 115,0 | 112,5 |
| 77,9 |
143,3 | 141,8 | 140,0 | 137,8 | 135,5 |
132,5 |
Продолжение
Давление, кПа
| ция Са(ЫОз)2, % (масс.) | 60,0 | 53,3 | 46,7 |
40,0 | 33,3 |
26,7 | 20,0 |
13,3 |
| 32,4 |
91,0 | 87,9 | 84,2 |
80,7 | 76,2 | 71,0 | 65,2 | 58,0 |
| 38,3 | 92,8 | 89,8 | 86,0 | 82,5 |
77,6 | 72,2 | 66,6 |
59,2 |
| 43,6 |
94,8 | 91,8 | 97,5 |
84,0 | 79,2 | 74,0 | 68,7 | 60,7 |
| 48,5 | 97,0 | 94,5 | 91,0 | 87,0 |
82,3 | 76,2 | 71,2 |
62,3 |
| 53,0 |
100,0 | 97,5 | 94,5 |
90,0 | 85,5 | 79,0 | 73,0 | 63,4 |
| 58,9 | 104,3 | 100,7 | 97,6 | 94,5 |
90,0 | 84,7 | 78,0 |
69,6 |
| 65,5 |
110,0 | 106,6 | 103,1 |
98,8 | 95,0 | 90,6 | 84,4 | 76,0 |
| 77,9 | 130,0 | 126,4 | 122,0 | 117,0 |
112,5 | 107,5 | 101,5 |
— |
путем абсорбции нитрозных газов известковым молоком с последующей инверсией получеппых растворов азотной кислотой;
путем прямого взаимодействия известняка илн мела с азотной кислотой. Получение кальциевой селитры из тетрагидрата нитрата кальция. При получении сложных удобрений по азотпокнелотпому способу апатитовый концентрат или фосфоритную муку разлагают 58%-ной азотной кислотой. Прн этом получают раствор, содержащий фосфорную кислоту, нитрат кальция п другие нитраты, а также некоторый избыток азотной кислоты. Для персра-
|
Температура, СС | Концентрация Са(МОзЬ, % |
(масс.) | ||||
|
30,55 | 40 |
48,99 | 60 |
70 | 80 | |
|
50 | 1,26 | 2,05 |
3,80 | |||
| 60 | — | 1,72 | 3,13 | 7,73 |
51,29 | — |
|
70 | 0,91 | 1,45 |
2,70 | 6,13 | 35,47 | .— |
| 80 | 0,79 | 1,25 |
2,26 | 4,65 | 24,90 |
— |
| 90 |
0,69 | 1,09 | 1,95 |
4,09 | 14,32 | 105,62 |
| 100 | 0,61 |
0,96 | 1,71 |
3,71 | 15,43 | 78,04 |
| 110 | - |
- | - |
2,85 | 12,73 | 51,65 |
ботки этого раствора в сложные удобрения из него путем охлаждения до минус 3—5 °С выделяют большую часть нитрата кальция в виде крупных кристаллов тетрагидрата (ТГНК), которые отделяют центрифугированием или на барабанных вакуум-фильтрах. Фильтрат перерабатывают в сложные удобрения, а из промытых холодной азотной кислотой кристаллов ТГНК получают товарную кальциевую селитру. Для этого кристаллы ТГНК расплавляют при 60 °С и полученный раствор нейтрализуют газообразным аммиаком с таким расчетом, чтобы в товарной кальциевой селитре содержалось 4—6% (масс.) NH4N03.
Присутствие нитрата аммония в упаренных растворах нитрата кальция необходимо для ускорения процесса их кристаллизации. Нейтрализованный раствор упаривают н затем гранулируют в грануляционной башне.
Перед подачей в гранулятор в плав кальциевой селитры вводят неболь
шое количество сухого нитрата кальция, лизации. Полученный гранулированный продукт подвергают охлаждению и рассеву. Товарную фракцию обрабатывают ПАВ и отправляют на упаковку. Крупные фракции после дробления вместе с мелкой фракцией возвращают в процесс. Готовый продукт является смесью следующих нитратов: 81% NH4N03-5Ca(N03)2-
являющегося «затравкой» кристал-
Таблица 11,28. Удельная теплоемкость водных растворов Ca(NO.-s)2 при 21—51 °С
|
Концентрация Ca(N03)2, % (масс.) | Теплоем кость, кДжДкг-К) | Концент рация Ca(N03)2, % (масс.) | Теплоем кость, кДж/(кг-К) |
|
47,9 | 2,617 | 15,4 |
3,541 |
| 37,8 |
2,869 | 8,4 | 3,814 |
| 26,75 | 3,179 |
4,4 | 3,979 |
¦ЮНА 10% Ca(N03)2-2HA 9%
Са(МОз)2, что соответствует следую-
Таблица 11,29. Давление паров (кПа) над водными растворами Ca(N03)2
Температура, “С
| Са (ЫОзЬ, % (масс.) | 70 |
80 | 90 | 100 | НО | 120 |
130 | 140 |
| 50 | 18,0 | 29,3 |
44,0 | 64,7 | 97,3 |
|||
| 55 |
16,0 | 24,7 | 37,3 |
56,0 | 85,3 |
— | — |
— |
| 60 |
13,3 | 20,0 | 32,0 |
48,0 | 73,3 |
— | — |
— |
| 65 |
12,0 | 16,0 | 26,0 |
40,0 | 61,3 | 85,3 | — | —. |
| 70 | — |
10,7 | 18,7 | 31,3 |
50,0 | 69,3 | 96,0 | — |
| 75 |
— | — |
12,0 | 23,3 | 38,0 |
40,0 | 70,0 | 99,0, |
|
Концентрация Са(ЫОзЬ, % (масс.) | Температура, °С | ||||||||
|
S0 | 60 | 70 |
80 | 90 | 100 |
110 | 120 | 130 |
|
| 50 | 1,5420 |
1,4950 | 1,4860 | 1,4785 | 1,4680 | 1,4585 |
1,4522 | 1,4445 | 1,4380 |
| 55 | 1,5660 |
1,5570 | 1,5480 |
1,5410 | 1,5305 | 1,5200 | 1,5120 | 1,5080 |
1,5005 |
| 60 |
1,6282 | 1,6195 | 1,6105 | 1,6030 | 1,5945 |
1,5840 | 1,5780 | 1,5700 | 1,5635 |
| 65 |
1,6905 | 1,6820 |
1,6730 | 1,6660 | 1,6570 | 1,6480 | 1,6410 |
1,6340 | 1,6260 |
|
70 | 1,7530 | 1,7440 |
1,7360 | 1,7290 |
1,7200 | 1,7105 | 1,7040 | 1,6965 | 1,6900 |
| 75 | 1,8140 | 1,8060 | 1,7990 | 1,7920 |
1,7840 | 1,7745 | 1,7670 | 1,7600 | 1,7520 |
| 79 | 1,8660 | 1,8580 | 1,8500 | 1,8420 |
1,8340 | 1,8260 | 1,8180 | 1,8110 | 1,8025 |
* По отношению к содержанию Ca(N03b в растворе.
Таблица 11,31. Вязкость (МПа>с) водных растворов Ca(N03)2 с добавкой* 5% NH4N03
|
Температу | Концентрация Са (N03)j, % (масс.) | |||||
| ра, °С | 31,84 | 41,8 |
51,65 | 60 | 70 | 80 |
| 50 |
1,47 | 3,22 | 5,76 |
10,12 | ||
|
60 | — | — | 7,85 | - | — | |
| 70 | 1,06 |
1,59 | 3,85 | 6,30 | - | — |
|
80 | 0,94 | 1,38 |
2,73 | 5,25 | 22,80 | — |
| 90 |
0,82 | 1,22 | — |
4,40 | 17,20 | — |
| 100 | 0,72 |
1,07 | 2,13 | 3,65 | 14,20 | — |
| 110 | — | — | — | 3,20 |
11,40 | — |
|
120 | — | — |
— | 2,40 | 9,05 | 46,0 |
Инверсию проводят при обогреве острым паром н перемешивании раствора сжатым воздухом. Выделяющиеся оксиды азота возвращают на абсорбцию. Избыток азотной кислоты нейтрализуют газообразным аммиаком, получая при этом раствор с некоторым содержанием аммиачной селитры, необходимом для кристаллизации упаренного раствора кальциевой селитры. Последующие стадии процесса (упарка раствора, грануляция плава, охлаждение, ;рассев и обработка готового продукта) и качество продукта аналогичны соответствующим стадиям и показателям описанного выше процесса переработки вымороженных кристаллов Ca(N03)22394H20.
Получение кальциевой селитры обработкой известняка азотной кислотой [20]. Этот способ отличается от описанных выше тем, что раствор нитрата кальция получают, разлагая азотной кислотой куски известняка, загруженные в башню. Кислый раствор нитрата кальция циркулирует в башне, откуда его выводят в нейтрализатор, где нейтрализуют газообразным аммиаком. Затем нейтрализованный раствор с необходимым содержанием аммиачной селитры пропускают через фильтропрессы для удаления нерастворимого остатка. Последующие стадии процесса аналогичны описанным выше.
В нашей стране кальциевую селитру производят из нитрозных газов, поглощаемых известковым молоком, причем кристаллизацию упаренного плава проводят на кюльвальцах с получением чешуйчатого продукта, применяемого только для технических целей.
Физико-химические свойства калиевой селитры. Калиевая селитра (нитрат калия) представляет собой безводную кристаллическую соль белого цвета. При низких температурах калиевая селитра имеет кристаллы ромбической формы (модификация II), при 128°С — ромбоэдрические кристаллы (модификация I). Модификационный переход 11^-1 сопровождается поглощением 5,2±0,2 кДж/моль тепла [50, 51]. При охлаждении модификация I переходит в II через образование промежуточной фазы III, существующей в интервале температур 125—110 °С [52]. При нагревании переход II-»-III отсутствует. Теплота фазового перехода I—>-111 при 116°С составляет 3,01 ±0,03 кДж/моль, Ш->-И — 2,39±0,02 кДж/моль [51].
Основные физико-химические коистаиты нитрата калия [53] приведены ниже:
Молекулярная масса......................101,103
Термическое разложение нитрата калия начинается при 533—561 °С и происходит с образованием нитрита калия, кислорода и следов оксидов азота. С увеличением температуры от 660 до 700 и 800 °С резко увеличивается степень диссоциации нитрата каЛия, и в расплаве появляется не только нитрит, но и оксид калия КгО.
В расплавах KN03—iNaN03 [54] отмечена диссоциация N03- до N02_ и
02 при температурах ниже 300 °С, однако даже при 500—600 °С разложение нитратного расплава [55] незначительно.
Чистая калиевая селитра практически негигроскопична. Гигроскопическая точка [18] KN03 равна (%): при 10 °С — 97,0; 20 °С — 92,3; 30 °С — 90,5; 40 °С — 87,9; 50 °С — 85,0.
Нитрат калия не растворяется в этиловом спирте, диэтиловом эфире, растворяется в глицерине, этиленгликоле [56, 57]. Растворимость (С) KNO3 в воде [58, 59] значительно повышается с ростом температуры (t):
Свойства водных растворов нитрата калия в широкрм интервале температур и концентраций представлены в литературе: плотность [59, 63], вязкость [20, 63], теплоемкость [64], давление паров воды над растворами [20], теплопроводность. Данные по растворимости K1NO3 в растворах азотной кислоты приведены в работах. В присутствии KN03 смещается азеотроп [65] в системе HN03—Н20.
Производство калиевой селитры конверсионным способом. Конверсионные способы основаны на обменном разложении между нитратами натрия, кальция или аммония и хлоридом, сульфатом или карбонатом калия.
Во Франции [66] разработан и осуществлен на практике процесс, основанный иа реакции:
KCl + NH4N03 ч=* KN03 + NH4Cl. (11.13)
Методика расчета материального баланса данного процесса приведена в работе [67].
Существенным недостатком данного способа является необходимость после выделения нитрата калия при низких температурах выпаривать чрезвычайно агрессивные растворы хлорида аммония. Поэтому все оборудование, находящееся в контакте с NH4CI, изготовляется из углеродомолибдеиовой стали.
Разработанный в Швейцарии способ получения калиевой селитры заклю-
чается в обменном разложении хлорида калия с нитратом кальция:
2КС1 + Са(М03)2 2KN03 + CaCl2. (П-14)
Способ отличается многостадийностью: после выделения при температуре (—10) — (—20) °С нитрата калия маточный раствор выпаривают, а выделяющуюся при охлаждении до 20 °С двойную соль KN03CaCl2-2H20 возвращают на первую стадию. Из этой соли при охлаждении раствора до —10 °С может быть выделен СаС12-6Н20. Выход нитрата калия в данном способе не превышает 76%, при утилизации маточного раствора после отделения хлорида кальция выход KN03 может быть повышен до 92%.
Предложено проводить конверсию в среде изопропилового спирта [68], а также полиспиртов и кетонов [69], в которых KiN03 практически нерастворим, а СаС12 сравнительно хорошо растворим.
На основе нитрата кальция и сульфата калия разработан [70] конверсионный процесс получения нитрата калия:
K2S04 -Ь Ca(N03)2 -* 2KN03 + CaS04. (11.15)
В данном способе гипс отфильтровывают при 60 °С, а из фильтрата при охлаждении до 20 СС кристаллизуется нитрат калия. Во избежание потерь калия в виде двойной соли CaS04-K2S04-2H20 при кристаллизации гипса в раствор вводят избыток нитрата кальция и тщательно контролируют этот избыток. Примеси сульфатов и хлоридов магния и натрия, содержащиеся в сырье, выводят при упаривании маточного раствора. Получаемый таким образом продукт содержит до 99,9% KN03.
Наибольшее промышленное распространение получил, ставший традиционным, способ получения KN03, основанный на обменном разложении <NaN03 и КС1:
NaCl -f- KN03.
КС1 + NaN03
(11.16)
Равновесное содержание солей, участвующих в этой реакции, сильно зависит от температуры процесса. На рис. II-27 изображена диаграмма растворимости [71] четырехкомпоиеитной взаимной системы Na, K+l|N03~, С1_—Н20.
Методика расчета материального баланса данного процесса подробно изложена в литературе [80, 95]. Описание и расчет реального цикла конверсии наиболее точно могут быть произведены при помощи комбинации изотермического и изобарического сечений диаграммы [72, 73]. На рис. П-27 представлен пример расчета цикла для случая, в котором выпаривание и кристаллизацию NaCl проводят при атмосферном давлении, а кристаллизация KN03 завершается при 50 °С.
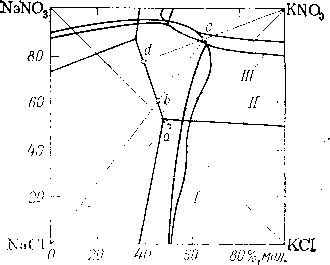
Сравнительно высокие солевые коэффициенты и небольшие объемы циркулирующих растворов [72, 73]
Рис. II-27. Растворимость в системе NaN03+KCl^KN03 + NaCl:
I — изобара растворимости при давлении 105 Па; //, /// — изотермы растворимости при 50 и 100 °С
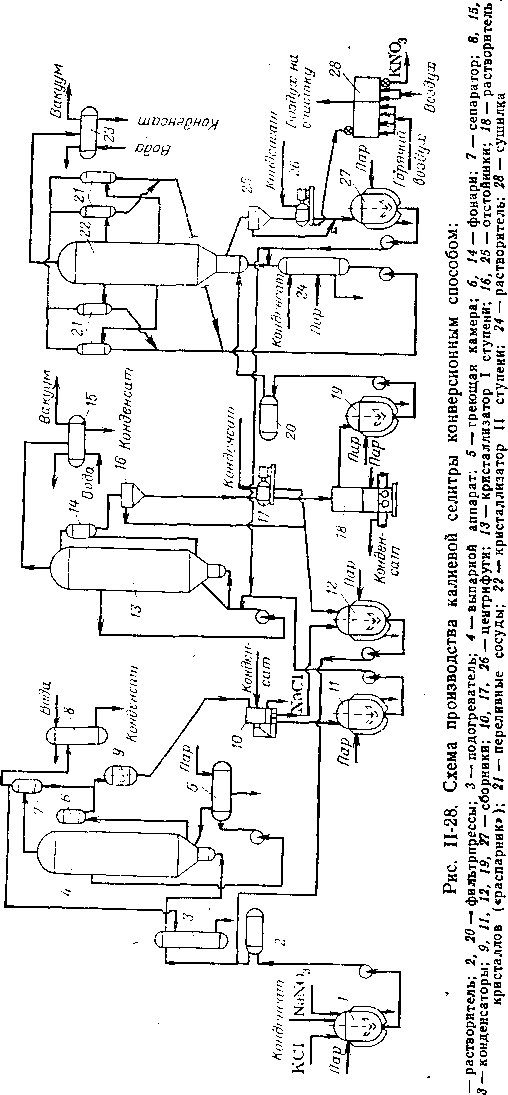
достигаются при соотношении K/N03 на луче упаривания в пределах 0,69— 0,96. При этом после отделении кристаллов хлорида иатрия содержание NaCl в упаренных растворах составляет 6,4—18,5% (масс). Циклы целесообразно проводить в интервале температур tm„ — 25 °С или tmn — 50 °С, для ЦИКЛЯ ^кип — 75 °С резко увеличиваются объемы циркулирующих растворов.
Сырьем для данного и ряда других способов получения калиевой селитры является хлорид калия (ГОСТ 4568—83). Для производства калиевой селитры применяют хлорид калия, получаемый галургическим методом с содержанием ие менее 95% КС1.
Нитрат иатрия применяют в виде раствора, получаемого обычно инверсией нитрит-нитратиых щелоков производства Na/N02 и NaN03, или нейтрализацией соды азотной кислотой. Примерный состав получаемых растворов: 40—45% NaN03, до 0,05% NaHC03+Na2C03, до 0,02% NaN02 и 0,1— 0.15% NaCl.
На действующих производствах процесс конверсии ведут периодически, когда по мере выпаривания воды в реактор неоднократно добавляют растворы, подвергаемые упариванию, a NaCl отделяют иа друкфильтре, и непрерывно. Принципиальная технологическая схема непрерывного производства калиевой селитры приведена на рис. II-28.
В растворителе 1 при 80—90 °С готовят эквимолекулярный раствор КС1 и NaN03 концентрацией 50—55%. Раствор подают на рамный фильтрпресс 2 и после отделения нерастворимых примесей смешивают с маточным раствором первой стадии кристаллизации для достижения необходимого соотношения K/N03 («0,75), подогревают до 90—100°С в подогревателе 3 и направляют в выпарной аппарат 4, где при 125—145 °С раствор упаривается и из него кристаллизуется хлорид натрия.
Осветленный маточный раствор из отстойной зоны выпарного аппарата насосом подают в трубки выносной греющей камеры 5, где нагревают паром 0,6 МПа до 130—150 °С н подают в сопло струйного иасоса. Кинетическая энергия струи в центральной трубе преобразуется в статический напор,обеспечивающий циркуляцию суспензии по замкнутому коитуру внутри выпарного аппарата.
Упаренный раствор плотностью 1,68—1,73 т/м3 выводят из выпарного аппарата в сборник 9, откуда подают на центрифугу 10. Кристаллы NaCl отделяют от маточника, промывают конденсатом до содержания не более 1— 2% KNO3. Маточный раствор, содержащий 7,5—8,5% (масс.) NaCl, плотностью 1,60—1,65 т/м3 смешивают с маточным раствором II ступени кристаллизации и направляют в вакуум-крнсталлизатор 13 I ступени кристаллизации.
В кристаллизаторе раствор охлаждается до 48—55 °С за счет самоиспа-рения воды под разряжением 10—13 кПа, при этом кристаллизуется KN03. Суспензию сгущают в отстойнике 16 и на центрифуге 17 отделяют кристаллы KN03 от маточника и промывают их. Осветленный раствор из отстойника и маточный раствор после центрифуги срабатываются, смешиваясь с исходным раствором.
ПервйЧные кристаллы KN03 с содержанием 1,4—1,7% NaCl растворяют в распарнике 18, куда подают конденсат сокового пара и острый пар давлением 0,4 МПа. 60—65%-ный раствор KN03 при 90—100 °С через рамный фильтрпресс 20 подают в кристаллизатор II ступени 22, где за счет самоиспа-рения под разрежением 12 кПа ои охлаждается до 48—52 °С и перенасыща-
/ — сепаратор; 2— центральная циркуляционная труба; 3, 4 — обечайки; 5 — труба для циркуляции осветленного раствора; 6 — насос; 7 — устройство для опо-КондеНСйТП рожнения; 8— сопло; 10 — конусы; 11 — фонарь; 12 —
крышка
Вторичный | ПСР
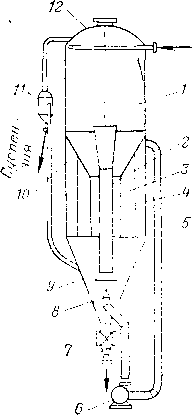
Исходный
раствор
ется по K.N03. Необходимый вакуум в кристаллизаторах I и II ступеней поддерживают последовательно установленными паровым эжектором и вакуум-насосом.
Осветленный раствор из отстойных зон кристаллизатора через переливные сосуды 21 поступает в растворитель со змеевиковым теплообменником 24, где растворяются излишние зародыши и мелкие кристаллы.
Суспензию K.NO3 сгущают в отстойнике 25, кристаллы K.NO3 отделяют от маточника и промывают паровым конденсатом иа центрифуге 26. Маточник с содержанием 46—48% K.NO3 и 1,8—2,4% NaCI подают иа рециркуляцию и I ступень кристаллизации.
Сушку и охлаждение калиевой селитры ведут в сушилках с кипящим слоем 28. Влажную соль шнеком подают в сушильную камеру, в иижиюю часть которой вентилятором подают подогретый до 160—180 °С воздух. Воздух подогревают паром давлением 1,3 МПа. Сухая соль пересыпается в камеру охлаждения, где ее охлаждают воздухом до 40 °С, и после упаковки направляют иа склад. Качество калиевой селитры соответствует ГОСТ 19790—74.
Расходные коэффициенты иа 1 т калиевой селитры:
0,87-0,89
0,80—0,81
160—190
12—16
290
160
Нитрат натрия (100% NaN03), т . Хлорид калия (95% КС1), т . . .
Электроэнергия, кВт-ч.....
Пар, ГДж..........
Вода, м3...........
Воздух технологический, м3 . . .
Основным недостатком данного способа получения KN03 является необходимость применения дефицитного сырья (№2СОз) и образование отхода NaCI, который из-за примесей KN03 имеет ограниченное применение.
Ниже дано краткое описание основного оборудования.
Кристаллизаторы. Для кристаллизации калиевой селитры применяют вакуумные кристаллизаторы с двойным циркуляционным контуром (рис. II-29). Кристаллизатор выполнен из нержавеющей стали, имеет высоту 11,65 м и диаметр 2,8 м. На второй стадии кристаллизации применяют аналогичные по конструкции классифицирующие вакуумные кристаллизаторы' с двумя отстойными зонами. Применяют также кристаллизаторы барабанного типа (длина 13 м, диаметр 1,2), охлаждаемые водой, которую подают в рубашку.
Выпарные аппараты. В периодических схемах применяют выпарные аппараты с естественной циркуляцией суспензии, с внутренней греющей камерой поверхностью 180 м2. Высота таких аппаратов 9,2 м, диаметр 2,4 м. В ие,-прерывных производствах применяют более эффективные, выполненные из титана аппараты такой же конструкции и размеров, как кристаллизатор (см. рис. II-29). Во виешием контуре аппарата раствор циркулирует через выносную греющую камеру — горизонтальный кожухотрубчатый теплообменник поверхностью 200 м2. Теплообменник имеет 510 трубок диаметром 0,038 м И длиной 4 м.
Друкфильтры, центрифуги. В периодических схемах шлам NaCl отделяют иа друкфильтрах диаметром 2,2 м и высотой 3,2 м. Друкфильтр по высоте разделен решеткой иа две части, фильтрование идет через металлическую сетку с мелким плетением. В непрерывных схемах для отделения NaCl применяют автоматические фильтрующие горизонтальные центрифуги с ножевой выгрузкой осадка типа ФГН-1253Т-1. Диаметр ротора 1,25 м, наибольшая частота вращения 1000 об/мии, наибольшая загрузка 400 кг.
Для отделения кристаллов K.N03 применяют непрерывные фильтрующие горизонтальные центрифуги с двухкаскадиым ротором и пульсирующей выгрузкой осадка типов 1/2ФГП-801К-6 и 1/2ФГП-801К.-7. Диаметр ротора 0,8 м, наибольшая частота вращения 1200 об/мии.
Сушилки. Для сушки и охлаждения KN03 применяют сушилки КС, разделенные иа зоны сушки и охлаждения регулируемой перегородкой. Сушилка Снабжена питателем и выгрузочным устройством. Диище сушилки выполнено из шпальтовой сетки и имеет уклон 4° в сторону выгрузки продукта. Размеры сушилки: ширина 2 м, высота 2,5 м, длина 4,7 м. Применяют также сушильные барабаны диаметром 1,6 м и длиной 11 м, вращающиеся со скоростью 3 об/мии.
Прямые способы производства калиевой селитры. Прямые способы получения калиевой селитры основаны иа взаимодействии хлорида калия с азотной кислотой, жидкими или газообразными оксидами азота:
(11.17)
(11.18)
(11.19)
(11.20)
ЗКС1 + 3HN03 = 3KN03 + 3HC1, 3HC1 + HN03 = NOC1 + Cl, + 2H20,
ЗКС1 + 4HN03 = 3KN03 + NOC1 + Cl2 + 2НгО, КС1 + N204 = KNO3 + NOC1.
При разложении хлорида калия 30—40% -ной азотной кислотой при температуре ниже 60 °С основным газообразным продуктом реакции является хлорид водорода. При концентрации HNO3 выше 40—50% и температуре 60—100 °С проявляется заметное влияние реакции (11.18) и в газовую фазу выделяются более летучие, чем хлорид водорода [72—74], хлор и иитрозил-хлорид. Реакция (11.18) обратима, она сдвигается вправо с увеличением кислотности раствора и повышением температуры. При разложении хлорида калия избытком 65%-иой HN03 при температуре 80—100°С реакция (11.18) практически полностью сдвинута в сторону образования NOC1 и С12.
Полная очистка реакционных растворов KN03 в 50—55%-иой HN03 от растворенных NOC1 и С12 (до 0,003—0,005% С1~) при атмосферирм давлении достигается дистилляцией при температуре 120—125 °С [75, 76]. Та же степень извлечения хлоридов [77] при давлении 0,15—0,24 МПа достигается при температурах 140—160°С.
Содержание хлоридов удается снизить до 0,05% при температуре 20— 50 °С и давлении 0,01—0,1 МПа за счет продувки через раствор газа (02,
. N2, воздух) с оксйдами азота при соотношении N204 к остаточному NOC1 0,4—0,7.
Извлечение С1~ в голове процесса имеет важное практическое значение, поскольку позволяет иа последующих его стадиях в качестве конструкционного материала оборудования применять вместо титана нержавеющие стали.
Образующийся в процессе иитрозилхлорид имеет ограниченное применение. Его перерабатывают в хлор путем окисления кислородом или азотной кислотой:
2NOC1 -f- 02 = 2N02 + С12,
(11.21)
(11.22)
NOC1 + 2HN03 = 3N02 + Н20 + 1/2С12.
Равновесие реакции (11.21) с повышением температуры сдвигается влево, поэтому окисление нитрозилхлорида необходимо проводить при температурах не выше 300—400 °С. В качестве катализаторов применяют Мп02, А120з, Сг20з, цеолиты, силикагель и др. [78, 79]. Для интенсификации данного процесса и достижения высокой степени превращения окисление NOC1 кислородом иа катализаторах А120з, Si02, А1г(ЗЮз)з проводят в две стадии [80]: иа лервой — при температуре 300—400 °С, иа второй—100—200 °С; при этом достигается выход хлора 76%',
Равновесие реакции (11.22) сдвигается в сторону образования С12 и ЫОг с увеличением концентрации азотной кислоты и температуры. При 70—90°С и 75—90% HNO3 степень окисления нитрозилхлорида составляет -60—90%. Окисление NOC1 происходит в основном в жидкой фазе, вклад гомогенного окисления NOC1 азотной кислотой становится существенным [81] при температурах 160—300 °С.
При окислении NOC1 80%-иой азотной кислотой при 80 °С в начестве побочного продукта [82, 83] образуется до 2% нитрилхлорида N02C1.
Смесь газов N204, NOC1, М02С1, С12 разделяют двухступенчатой ректификацией. Исследованиями фазовых равновесий показано [82, 84—86], что двойные системы иа основе этих компонентов близки к идеальным, за исключением N204—С12, в которой имеется резкое положительное отклонение от идеальности. Тонкая очистка хлора от азотсодержащих примесей требует значительного увеличения числа тарелок ректификационной колоииы. Предложено ректификацию вести до содержания 0,1—0,05% азотсодержащих примесей,’ а дальнейшую доочистку до 0,001%; проводить адсорбционно-каталитическими методами [82, 87, 88]. Лучшими характеристиками для очистки хлора от N02 и NOC1 обладают адсорбенты Н-эриоиит, Н-клиноптилолит, КСЙ-6С [87, 89], от NOjCl — НК-эрионнт, Н-клиноптилолнт [88, 90].
Жидкие оксиды азота могут быть использованы для получения азотной кислоты повышенной концентрации. При избытке N3O4 ие менее 2,5—3-крат-иого, по сравнению с теоретическим, давлении 0,65 МПа и температуре 60 °С получается [91] 80%-иая азотиаи ннелота.
В присутствии воздуха концентрация HNO3 увеличивается иа 2—4% с повышением температуры от 20—100°С, иа 2—5%—с увеличением давления в интервале 1—7 МПа и при давлении 4 МПа и температуре 80 °С составляет 79% при соотношении N204: Н20, равном 3:1, 81,5%—при соотношении 5:1, 83%—при 7:1, 85%—при 9:1. При степени окислеииости газа 99,9%, парциальных давлениях N02 0,5—0,8 МПа и температурах 35—55 °С равновесная концентрация НЫОз [92, 93] составляет 70—75%.
' Необходимая для окисления NOC1 азотная кислота с концентрацией выше азеотропной получается также при переработке растворов KN03 в азотной кислоте, так как в присутствии KNO3 смещается азеотроп в системе Н2О—HNO3. В зависимости от давления (и, соответственно, температуры кипения) и растворимости KNCT3 концентрация НЫОз в азеотропной точке может составить 90% и более.
При температуре кипеиия концентрация HNO3 в азеотропной точке следующим образом Зависит от содержания KNO3:
Ck.no3> % (масс.) 0 10 20 30 40 Насыщенный
раствор
Chno3» % (масс.) 68,2 74,5 77,8 80,6 84,5 100
Определенная в работе.[(^.концентрация HNO3 в азеотропной точке насыщенного по KNO3 раствора при температуре кипеиия составляет 81%.
На промышленной установке при отгонке из растворов KN03 в разбавленной азотной кислоте воды и последующей упарке растворов на схадин кристаллизации получают пары 75—85%-иой HN03.
Прямой способ получения калиевой селитры иа основе разложения хлорида калия азотной кислотой разработан и реализован в промышленном масштабе. На рис. II-30 приведена технологическая схема процесса, в котором разложение KCI проводят 65%-иой HNO3.
Азотную кислоту (55% НЫОз) охлаждают до 5—15 °С и смешивают с хлоридом калия в смесителе 2. Низкую температуру поддерживают для предотвращения взаимодействия и выделения газообразных продуктов реакции. Пульпа из смесителя поступает в реактор 3, куда после подогревателя подают горячую 65%-иую HN03 и 68—72%-иую азотную кислоту из куба колонны окисления иитрозилхлорида 5. В реакторе при температуре 80—90 °С н давлении 0,2 МПа происходит взаимодействие хлорида калия с 65%-иой азотной кислотой по реакции (11.19) и выделение в газовую фазу 80—* 90% хлора.
Основная реакция заканчивается в реакционной колонке // с ситчатыми тарелками, в которой за счет кипения раствора в кубе при 140—160 °С происходит отдувка растворенных СЬ и NOC1. На выходе из колониы получается раствор KNO3 в 50—55%-иой HNO3 с .максимальным содержанием хлоридов 0,03% и ниже (вплоть до следов).
Газы после реактора и реакционной колониы смешивают и с соотношением С12: NOC1, близким 1:1, направляют в колонну окислении иитрозилхлорида 5, где по реакции (11.22) происходит окисление NOC1 75—81%-иой азотной кислотой при 80—100°С. Азотная кислота за счет реакции раскисляется до 68—72% и поступает в реактор.
Газовая смесь, после колоииы окисления иитрозилхлорида в колоиие 6 осушается за счёт подачи флегмы, содержащей в основном N204, которую получают при частичной конденсации газа.
Осушенные газы, содержащие Cl2, N2O4, NOC1 и NO2CI, сжижают в конденсаторе 17 при температуре 0 — минус 5 °С и подают иа ректификацию в колонну отгонки хлора 20. Хлор отгоняется в верхней части колоииы, а смесь N2O4, NOC1, N02C1 кипит в кубе при 50 °С. Разделение газов ведут под давлением 0,35 МПа. Хлор при температуре 0 — минус 2 °С сжижается в конденсаторе 22, часть его в виде флегмы возвращают в верхнюю часть колои-
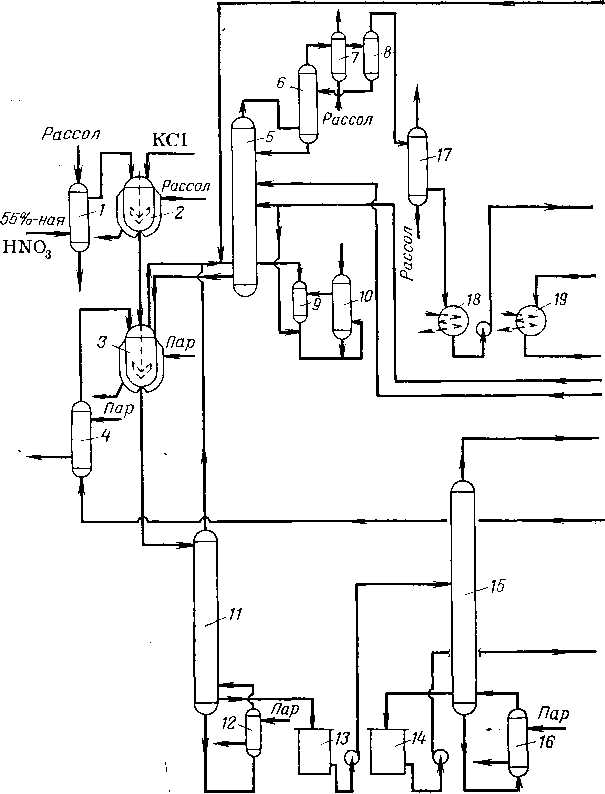
Рис. II-30. Схема производства калиевой селитры прямым способом
/ — теплообменник; 2 — смеситель; 3 — реактор; 4, 39 — подогреватели; 5 — колонна окис 23, 30, 35, 42 — сепараторы; 10, 12, 16, 21, 28, 33 — кипятильники; 11 — реакционная ко 20 — колонна отгонки хлора; 24 — адсорбер; 32 — колонна очистки окислов азота; 36 —
46 — су
иы 20. После очистки от азотсодержащих примесей в адсорбере 24 хлор (99,9% СЬ) подают иа склад в виде товарного продукта.
Кубовую часть разделяют в колонне очистки оксидов азота 32. Нитро-зилхлорид с примесями N02C1 и N02 отводят из верхней части колоииы и возвращают иа окисление. Жидкие оксиды азота с содержанием ие меиее 99,5% N204 отводят из куба колонны и подают в нижнюю часть абсорбционной колоииы 36.
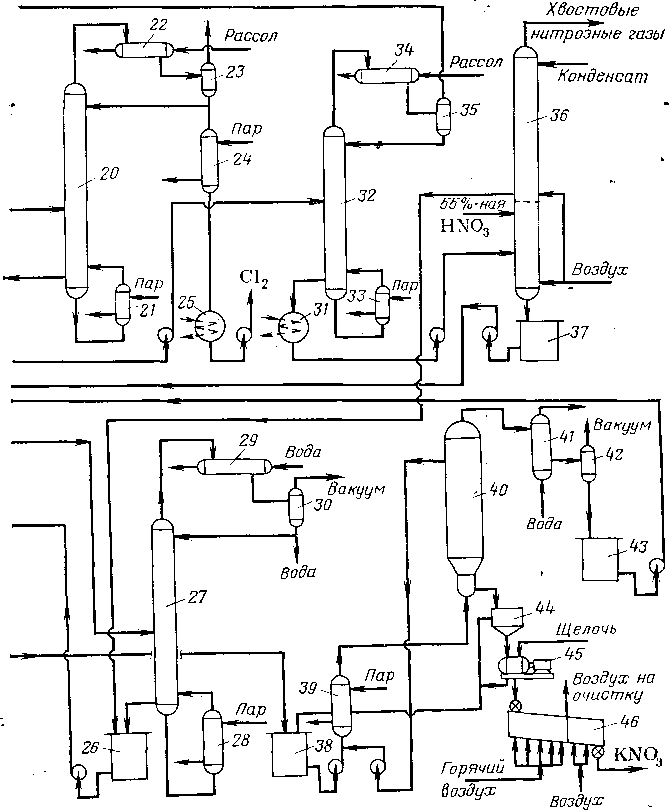
из неконцентрироваииой азотной кислоты и хлорида калия:
ления ннтрозилхлорида; 6 — колонна осушки; 7, 17, 22, 29, 34, 41 — конденсаторы; 8, 9, лоина; 13, 14, 18, 19, 25, 26, 31, 37, 38, 43 — сборники; 15, 27 — дистилляционные колонны; абсорбционная колонна; 40 — вакуум-крнсталлизатор; 44 — отстойник; 45 — центрифуга; шилка
Абсорбционная колонна разделена иа 2 части глухой (по жидкости) та-редкой. Нижнюю ее часть орошают 55—58%-иой HNO3. За счет оксидов азота кислота закрепляется до 80—81% HNOj при температуре 60—80 °С и давлении 0,6 МПа. В верхней части колонны, орошаемой паровым или кислым лонденсатом, улавливают непоглощенные в нижней части оксиды азота с получением 65%-ной HN03- Для кислотообразоваиия и отдувки оксидов азота в обе части колонны подают воздух.
иого раствора при 150—250 °С барботажом воздуха или под вакуумом отгоняют азотную кислоту. Остаток — раствор Н3Р04 и КН2Р04 возвращают в цикл. Выход KN03 увеличивается при вводе вместо части азотной кислоты ее / соли, например NH4N03.
Предусмотрено также получение тройных бесхлориых NPK-удобреиий путем аммоиизации маточного раствора. Нитрат калия и сложные удобрения получают также [97] на основе азотнокислотного разложения фосфатного сырья в присутствии бисульфита калия и серной кислоты.
Производство калиевой селитры катионообмеииым способом. Катионообменный способ получения калиевой селитры [20] схематично описывается следующими уравнениями:
2К (катионит) -J- Ca(N03)2 = Са (катионит) + 2KN03, (II. 25)
Са (катионит) -f 2КС1 = 2К (катионит) -f- СаС12. (11.26)
Катионирование проводят и реакторе, почти на всю высоту загруженном катионитом (зерна размером 1—2 мм, например марки КУ-1)-
В цикле зарядки через катионитовый реактор пропускают фильтрованный раствор КС1. В цикле конверсии последовательно пропускают частично конвертированный раствор нитрата кальция (в растворе содержится KN03) с получением продукционного раствора, содержащего около 200 г/л KN03 и 60—100 г/л Ca(N03)2, затем свежий раствор Ca(NOs)2 с получением частично конвертированного раствора, и, наконец, воду.
Свежий раствор Ca(N03)2, получаемый из известняковой щебенки и разбавленной азотной кислоты, предварительно фильтруют на рамных фильтрпрессах. Продукционный раствор упаривают и из него получают первичные кристаллы KNO3, а из них после перекристаллизации — продукт с содержанием 99,8% KN03.
Маточные растворы после первичной кристаллизации присоединяют к частично конвертированным растворам Ca(N03)2, маточные растворы после выделения готового продукта — к продукционным растворам.
Процесс не требует применения дефицитного сырья, несложен по технологическому и конструктивному оформлению, однако отличается большими объемами неутилизируемых стоков.
Нейтрализационный способ производства калиеиой селитры. Процесс производства калиевой селитры по этому способу [14, 75] состоит из двух основных стадий: 1) абсорбции нитрозных газов растворами едкого кали или поташа; 2) инверсии нитрита калия, образовавшегося в растворах щелочной абсорбции, в нитрат калия. Процесс этот аналогичен процессу получения нитрата натрия.
В некоторых случаях калиевую селитру получают прямой нейтрализацией растворов КОН или К2СО3 разбавленной азотной кислотой. Применяемые в качестве сырья КОН и К2СО3 содержат много примесей, поэтому для получения достаточно чистого нитрата калия приходится проводить перекристаллизацию. Раствор технического гидроксида калия (ГОСТ 9285—78) содержит 50—52% КОН и следующие основные примеси (в пересчете на 100%-ный продукт): 1,7—2% NaOH; 0,7—0,8% хлоридов (С1); 0,03—0,1% сульфатов (SO4); 0,15—0,3% КСЮ3 (твердый продукт применяется реже). Технический карбонат калия (поташ) (ГОСТ 10690—73) содержит: 92,5—98%
КгСОз; 0,6—5% №2СОз; 0,05—2% хлоридов (Cl); 0,4—0,9% сульфатов (SO*);
0,25-4% А1203.
После нескольких циклов переработки растворов калиевой селитры в маточных растворах накапливается большое количество примесей (хлориды, сульфаты, нитрат натрия и др.). Такие маточные растворы приходится отводить нз цикла и отдельно перерабатывать в удобрение.
Производство нитрата калия нейтрализацией щелочей азотной кислотой или оксидами азота вследствие необходимости затраты дорогого сырья (гидроксида калия или поташа) осуществляется редко.
Применение и качество калиевой селитры. Техническая калиевая селитра (ГОСТ 19790—74) содержит 99,9—99,7% KN03. Ее применяют во многих отраслях промышленности и в сельском хозяйстве. Продукт высшего сорта используют в производстве электровакуумного и оптического стекла, для обесцвечивания и осветления хрустальных и технических стекол. Калиевая селитра входит в состав дымных порохов и пиротехнических композиций, используется для производства эмалей, закалки металлов и т. д.
Калиевая селитра является ценным безбалластным удобрением, содержащим калий и азот. Наибольший эффект достигается при внесении ее под культуры, отрицательно относящиеся к хлору: сахарная свекла, виноградники, табак, садовые и ягодные культуры, цитрусовые и др. Вследствие высокой стоимости и дефицитности калиевая селитра пока в сельском хозяйстве имеет ограниченное применение, в основном для гидропоники.
4. НИТРАТ И НИТРИТ НАТРИЯ
Н. И. Смалий
Физико-химические свойства. Нитрат натрия NaN03 [98—103] (натриевая селитра) в чистом виде представляет собой бесцветные кристаллы — ромбоэдры гексагональной системы, технический продукт — прозрачные кристаллы с сероватым или желтоватым оттенком.
Основные физико-химические свойства нитрата натрия представлены ииже:
* По разным данным.
Значения растворимости нитрата натрия в воде, плотности и других свойств его водных растворов приведены в табл. 11,32—11,36.
| • Температу | Раствори | Твердая | Температу | Раствори |
Твердая | ||
| ра, “С |
мость, г/100 г | фаза | ра, °С | мость, г/100 г | фаза | ||
|
-6,7 | 20 \ |
Лед | 119* | 209,0 ] | |||
| — 12,7 |
40 / | 120 |
213,0 | ||||
| -18,1 | 61,5 | Эвтектика | 140 | 255,0 | |||
| 0 20 |
70,7 88,0 | 160 180 | 301.0 383.0 | XaNOj | |||
| 25 |
92,7 | 200 |
432,0 | ||||
| 30 | 104,9 | NaN03 | 225 | 724,0 | |||
| 60 | 124,7 |
254 | 1250 |
||||
| 80 |
148,0 | 289 |
4494 | ||||
| 110 | 176,0 | ||||||
* Температура кипения раствора при 0,0968 МПа (736 мм рт. ст.).
Таблица 11,33. Плотность (т/м3) водных растворов нитрата натрия
| 1 Концентрация, % (масс.) | Температура, °С | ||||||
| 10 25 |
40 | 50 | 60 |
80 | 100 | ||
| 1 10 20 26 30 35 45 Та | 1,0066 1,0712 1,1483 1,1977 1,2320 1,2770 1,3760 блица ] | 1,0037. 1,0656 1,1402 1,1888 1,2225 1,2668 1,3646 1,34. Темп | 0,9986 1,0584 1,1314 1,1791 1,2122 1,2560 1,3528 ература к | 0,9944 1,0532 1,1250 1,1721 1,2051 1,2486 1,3448 ипеиия во; | 0,9894 1,0473 1,1187 1,1655 1,1980 1,2413 1,3371 шых pacTi |
0,9779 1,0348 -1,1048 1,1507 1,1830 1,2258 1,3206 юров иитр | 0,9644 1,0208 1,0901 1,1355 1,1674 1,210 1,3044 ата |
натрия при 0,0981 МПа
| Температура кипения, "С | Концентрация, г/100 г | Температура кипения, вС | Концентрация, г/100 г |
Температура кипения, ”С |
Концентра* ция, г/100 г |
|
101 | 9 | 108 |
78,8 | 115 | 156 |
| 102 | 18,5 |
109 | 89 | 116 |
168,5 |
| 103 |
28 | 110 | 99,5 |
117 | 181 |
|
104 | 38 | 111 |
110,5 | 118 | 194 |
| 105 | 48 |
112 | 121,5 | 119 |
207,5 |
| 106 |
58 | 113 | 133 |
120 | 222 |
|
107 | 68 | 114 |
144,5 |
Таблица 11,35. Удельная теплоемкость водных растворов нитрата натрия
|
Температура, °С |
Концентрация, г/100 г |
Теплоемкость, кДжДкг-К) |
Температура, °С |
Концентрация, г/100 г |
Теплоемкость, кДжДкА-К) |
| 20 | 1.2 | 4,14 | 20 | 19,0 |
3,64 |
| 18 | 2,4 | 4,09 | 15-52 |
35,5 | 3,46 |
| 20 | 4,7 | 4,0 ч |
18 | 47,3 | 3,22 |
| 16-55 | 16,8 |
' 4,02 | 14-55 | 88,3 | 2,97 |
| Температура, °С | Концентрация, %\ (масс.) | |||||||
| 26,78 |
30,15 | 36,4 |
39,95 | 44,31 |
50,94 | 56,35 |
62,78 | |
| 60 |
0,695 | 0,776 | 0,9 |
1,008 | 1,256 | 1,638 | 2,067 | _ |
| 70 | 0,594 | 0,656 | 0,778 | 0,862 |
1,079 | 1,411 | 1,719 |
— |
| 80 |
0,528 | 0,586 | 0,679 |
0,747 | 0,928 |
1,201 | 1,492 | — |
| 90 | 0,492 |
0,522 | 0,582 | 0,642 |
0,795 | 1,017 |
1,288 | 1,659 |
|
100 | 0,431 | 0,463 |
0,534 | 0,574 | — | — | — |
1,500 |
| 105 |
— | — | — |
— | 0,669 | 0,856 | 1,070 | 1,394 |
| 110 | — | — | — | — |
— | - | - |
1,321 |
Теплопроводность % водных растворов нитрата иатрия при 32 °С представлена ииже:
Концентрация, % (масс.) . . 44 40 22 20
X, Вт/(м-К) ...... . 0,544 0,586 0,586 0,586
I, кал/(см-с-К) ............0,0013 0,0014 0,0014 0,0014
Нитрит иатрия в чистом виде представляет собой белые или светло-желтые кристаллы {103]. Основные его свойства представлены ииже:
Плотность, т/м3
|
Темпера |
Раствори | Твердая фаза | Темпе | Раствори |
Твердая | ||
|
тура, °С |
мость, | ратура, |
мость, | - фаза | |||
| г/100 г | °С |
г/100 г | |||||
| -2,8 | 6,29 1 | Лед |
40 | 95,7 | |||
| -8,7 | 19,5 ) | 50 | 107,0 | ||||
| -19,5 |
39,1 | Эвтектика |
60 | 112,3 | |||
| —9,5 | 57,5 |
NaN02 0,5H20 | 70 | 125,5 | |||
|
—5,1 | 71,2 |
NaND2-0,5H20 + NaN02 |
80 | 135,5 |
NaN02 | ||
| 0 |
71,4; 73 | 90 |
147,0 | ||||
| 10 |
78 | 100 |
160,0 | ||||
| 20 | 82,9; 81,8 |
NaN02 | 110 |
(163) 178,0 | |||
|
25 | 85,5 |
120 | 198,5 | ||||
| 30 | 91,5 | 128 | 219,5 | ||||
Таблица 11,38. Система NaN02—NaN03—Н20
| Концентрация, % (масс.) | Плотность, Т/мЗ | Твердая фаза | Концентрация, г/100 г воды | ||
|
NaNC>2 | NaN03 |
NaN02 |
NaN03 | ||
| Тем | пература 0 °С |
||||
| 42,0 |
0 | _ | NaN02 | 72,5 | 0 |
|
36,2 | 10,25 | 1,379 | » | 67,5 |
19,15 |
| 36,3 |
15,17 | 1,402 | » |
65,6 | 29,6 |
|
30,86 | 21,30 | 1,430 |
NaN02 + NaN03 | 64,6 | 44,5 |
| 27,62 |
22,82 | 1,415 |
NaN03 | 55,8 |
46,1 |
| 23,0 |
24,45 | 1,398 | » |
43,7 | 46,5 |
|
7,28 | 34,6 | 1,359 |
» | 12,5 | 59,2 |
| 0 | 42,25 |
1,352 | » | 0 |
73,2 |
|
Темп | ер а ту pa 18,5 °С |
||||
| 44,25 |
0 | 1,347 | NaN02 | 79,5 | 0 |
| 42,1 | 4,49 | 1,371 | » | 78,9 |
8,42 |
| 32,0 |
22,86 | 1,461 | NaN02 + NaN03 | 70,9 | 50,7 |
| 23,95 | 27,6 |
1,431 | NaN03 |
49,48 | 57,0 |
| 0 | 46,3 | 1,381 |
» | 0 | 86,1 |
| Темп | е р а т у р а 56,1 °С | ||||
|
51,8 | 0 | 1,407 |
NaN02 | 307,4 |
Q |
| 38,39 |
22,03 | 1,513 | » |
97,0 | 55,7 |
|
35,2 | 27,02 | 1,544 | » | 93,2 |
71,6 |
| 34,7 |
28,6 | 1,554 | iNaN02 + NaN03 | 94,6 |
78,0 |
| 29,8 |
31,8 | 1,530 |
NaN03 | 77,5 |
82,8 |
| 25,3 |
34,4 | 1,513 | » |
62,8 | 85,5 |
| Темп | е р а т у р а 98,5 °С | ||||
| 61,4 | 0 | 1,543 |
NaN02 | 159,0 | 0 |
| 55,25 | 9,36 |
1,559 | 156 |
26,5 | |
| 50,1 |
17,82 | 1,603 |
156,1 | 55,4 | |
|
40,2 | 33,3 | 1,696 |
» | 151,7 | 125,5 |
| 39,81 | 34,2 |
1,700 | NaN02+NaN03 | 153,1 | 131,5 |
| 38,5 | 34,65 | 1,696 | NaN03 | 143,5 |
129,0 |
Таблица 11,39. Состав жидкой фазы [% (масс.)] системы NaN02—NaN03—Н20 при высоких температурах
| Температура 119°С | Температура 140 °С | Температура 160 °С | |||
| NaN02 | NaNOj | NaNOj |
NaN03 | NaNOj |
NaN03 |
| 0 | 67,1 | 31,8 |
52,0 | 43,0 | 44,8 |
| 22,7 | 52,0 |
36,0 | 47,6 | 43,7 |
50,6 |
| 26 5 |
49,8 | 39,9 | 46,1 |
42,7 | 50,9 |
|
32’О | 46,0 | 42,5 |
43,7 | 43,0 | 51,8 |
| 40,3 | 40,6 |
45,0 | 39,2 | — | — |
| 44,5 |
34,0 | 48,0 | 34,9 | —• | - |
| 48,0 | 27,8 | 51,2 | 30,4 | — | |
| 56,6 | 14,4 |
— | — | — |
|
| 59,0 | 11,3 |
— | — | — | |
| 65,5 | 4,1 | — | — |
— | |
| 66,3 |
0 | — | — |
— | |
образующихся при абсорбции оксидов азота раствором соды. В отдельных случаях в небольших количествах получают иитрат иатрия в виде раствора нейтрализацией азотиой кислоты содой.
При абсорбции оксидов азота растворами кальцииироваииой соды протекают реакции:
Na2C03 + NO + N02 = 2NaN02 + C02,
Na2C03 + 2N02 = NaN03 + NaN02 + C02, при абсорбции оксидов азота раствором едкого натра реакции:
2NaOH + NO + N02 = 2NaN02 + H20,
2NaOH + 2N02 = NaN03 + NaN02 + H20.
Нитрит-иитратные растворы из соды и оксидов азота получают следующими способами:
Таблица 11,40. Система NaN03—NaN02—Н20 при отрицательных температурах
| Состав жидкой фазы, % (масс.) | Температура кристал- | Твердая фаза | ||
| NaN03 |
NaN02 | н2о |
||
| 3,0 3,64 7,4 12,0 15,3 16,9 18,6 19,5 20,0 20,0 22,2 32.0 32,7 38.0 | 40.0 27.2 26.0 35.2 23.3 32.5 30,93 22.5 28,0 26.4 19,45 6,8 6,5 0 | 57.0 69,16 66,6 52,9 61,4 50.6 50,47 58.0 52.0 53.6 58,35 61,2 60,8 62.0 | -3 -17,6 \ —20,3 J —5,3 —23,0 -5,0 \ -7,5 / -25,0 -10,2 1 — 12,0 / —25,0 л -19,3 -19,0 -16,4 ) | NaN02-0,5H20 + NaN03 JIeA+NaN02-0,5H20 NaN02-0,5H20+>NaN03 Лед +>N aN 02 • 0,5H20 NaN02 0,5H20+iNaN03 Л ед+NaN02 • 0,5H20 + NaN03 NaN02 • 0,5H20 + NaN03 Лед “Ь N aN 03 |
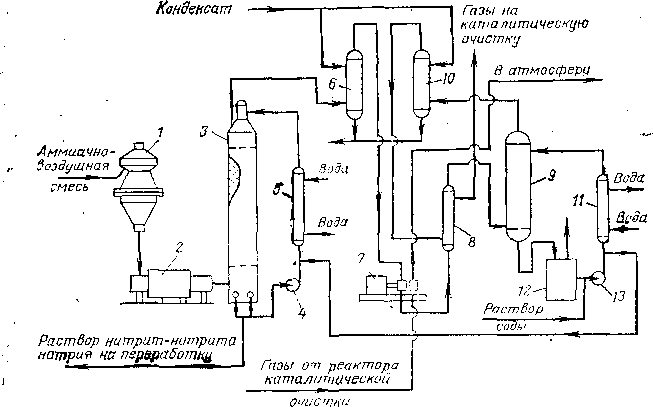
Рис. II-31. Схема установки для получения растворов нитрит-нитрата натрия из горячих иитрозных газов при повышенном давлении:
/ — контактный аппарат; 2 — котел-утилнзатор; 3 — абсорбционная башня первой ступе-ли; 4, 13 — иасос; 5, 11 — холодильники; 6, 10 — промыватели; 7 — нагнетатель; 8 — теплообменник; 9 — абсорбционная башня второй ступени; 12 — сборник
поглощением растворами соды оксидов азота низкой концентрации из отходящих газов производств иекоицеитрироваииой азотной кислоты под атмосферным давлением;
поглощение растворами соды горячих оксидов азота высокой концентрации при атмосферном или повышенном давлении.
Схема получения раствора иитрит-иитрата натрия из иитрозных газов высокой концентрации под повышенным давлением представлена иарис. IJ-31. Аммиачиовоздушная смесь поступает в контактный аппарат 1. Образующиеся в аппарате нитрозные газы охлаждают в котле-утилизаторе 2 до 210— 270 °С и направляют в абсорбционную башню I ступени 3, где оксиды азота охлаждаются и частично поглощаются растворами соды с образованием нитрита и нитрата натрия. Циркуляцию нитрит-иитратиых растворов в башне обеспечивают иасосом 4. Физическое и реакционное тепло процесса отводят водой в холодильнике 5. Продукционные растворы выдают из башни I ступени и направляют иа переработку в кристаллические продукты нитрат натрия н нитрит натрия.
После башни I ступени иитрозиые газы поступают в промыватель 6, где газы промывают конденсатом от капель раствора и далее направляют в нагнетатель 7, куда подают дополнительный воздух для окисления NO в NОг. В нагнетателе газы сжимают до 0,42 МПа и направляют в абсорбционные <5ашни II ступени 9, иитрозиые газы, после поглощения оксидов азота содовым раствором в башиях II ступени, проходят промыватель 10, откуда поступают в подогреватель 8. Подогретые от 50 до 250 °С газы направляют иа установку каталитической очистки от оксидов азота.
' Циркуляцию растворов в башие 9 обеспечивают иасосамн 13 через бак 12. Реакционное тепло отводят в холодильнике //. Свежий раствор соды добавляют к циркуляционному раствору башни 9.
Процесс разложения оксидов азота проводят в реакторе при 265—295 °С иа ванадиевом катализаторе. В качестве восстановителя применяют аммиак, который подают в соотношении (N0+N02) :NH3=I : 1,2. После очистки выхлопные газы направляют в турбодетаидер нагнетателя 7, где рекуперируют их тепло и повышенное давление. Газы после турбодетандера через выхлопную трубу направляют в атмосферу.
Схема переработки полученных иитрит-нитратных растворов в кристаллические продукты — нитрит иатрия и нитрат натрия — представлена иа рис. II-32.
Упарку растворов иитрит-нитрата натрия проводят в трехкорпусной выпарной установке. В I корпус подают свежий пар Ризб = 0,5 МПа, в остальные корпуса — вторичный (соковый) пар. Выпарные аппараты работают с принудительной циркуляцией по прямоточной схеме.
Для увеличения выхода готового продукта нитрита натрия и повышения его качества упаривание и кристаллизацию растворов нитрита натрия ведут по двухкоитурной схеме. Раствор нитрит-иитрата иатрия из отделения абсорбции оксидов азота поступает в сборник нефильтрованного раствора /, откуда его иасосом 2 через подогреватель 3 подают иа фильтрпресс 4 для очистки от механических примесей. Очищенный раствор после фильтрпресса
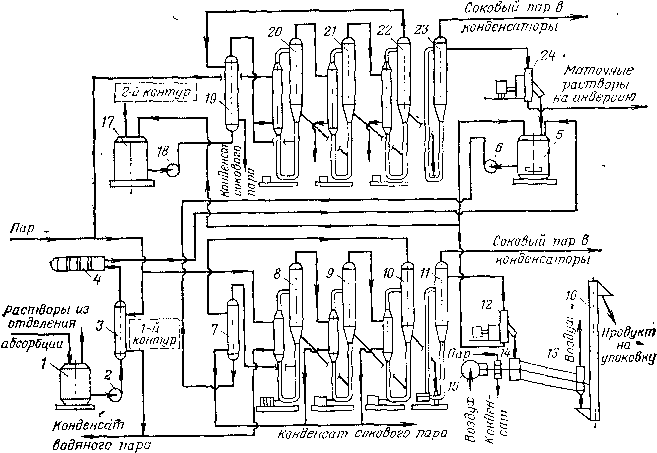
Рис. II-32. Схема установки для переработки иитрит-нитратиых растворов в кристаллические продукты:
1, 5 —сборники; 2, 6, 18 — иасосы; 3, 7, 19 — подогреватели; 4— фильтр-пресс; 8—10, 20—22 — выпарные аппараты; И, 23 — вакуум-кристаллизаторы; 12, 24 — центрифуги; 13—* барабанная сушилка; 14 — калорифер; 15 — вентилятор воздуха; 16 — элеватор; /7 —емкость
направляют в емкость 5. Сюда же для приготовления исходного раствора подают часть маточного раствора после центрифуг I контура и кристаллический иитрит натрия с примесью нитрата натрия после II контура выпарной установки.
Маточник после выпарной установки II контура с повышенным содержанием NaN03 направляют на инверсионную установку. Исходный раствор из емкости 5 насосом 6 через подогреватель 7 направляют на трехступенчатую выпарную установку I контура 8—10.
Раствор нитрита натрия концентрацией 54% (масс.) из III корпуса поступает в вакуум-кристаллизатор 11, а из него — в центрифугу 12. Кристаллы нитрита натрия влажностью 3—4 % направляют в барабанную сушилку 13, где сушат при 115—120 °С подогретым в калориферах 14 воздухом. Высушенный продукт направляют элеватором на склад.
Часть маточного раствора после центрифуги отводят в емкость 5, а другую часть — в сборник 17 II контура для дополнительного извлечения нитрита натрия из раствора. Работа II контура концентрирования растворов аналогична работе I контура.
Получаемую после центрифуги 24 соль направляют в емкость 5, а маточные растворы подают на установку, где в колонне при 80—90 °С происходит превращение (инверсия) нитрита натрия в нитрат натрия путем окисления нитрита разбавленной азотной кислотой:
3NaN02 + 2HN03 = 3NaN03 + 2NO + Н20.
Образующиеся в результате инверсии оксиды азота удаляют из раствора воздухом и направляют на переработку в азотную кислоту или на получение раствора нитрит-нитрата натрия. После инверсии раствор нейтрализуют содой.
Растворы нитрата натрия после инверсии перерабатывают в кристаллический продукт по схеме, аналогичной схеме I контура с получением нитрата натрия.
Применение и качество нитрата и нитрита натрия. Нитрат натрия — физиологически щелочное удобрение, содержащее 16,47% азота. Применение его наиболее целесообразно на кислых почвах. Весьма эффективно внесение натриевой селитры под сахарную свеклу, особенно под кормовую свеклу, ее применяют также под пшеницу, лен. Применяют и для розничной торговли. Нитрат натрия в виде раствора используют для производства калиевой селитры конверсионным методом.
Нитрат натрия применяют в химической, пищевой, стекольной, металлообрабатывающей, металлургической и других отраслях промышленности.
Таблица 11,41. Требования к нитрату натрия
| Показатели | Норма для сорта |
|
| высшего |
1-го | |
| Содержание, % (масс.) NaN03 (на сухое вещество), не менее | 99,8 | 99,5 |
| Н20, не более |
0,5 | 1,0 |
|
нерастворимых в воде веществ, не более | 0,03 | 0,04 |
| хлоридов (на NaCl, %) не более |
0,15 | 0,5 |
|
окисляемых веществ (на NaN02, %), не более | 0,01 | 0,015 |
|
Показатели | Норма для сортов | ||
| высшего |
1-го | 2-го | |
|
Содержание, % (масс.) NaN02, не менее | 99,0 | 98,5 |
97,0 |
| NaN03, не более | 0,8 | 1,0 |
2,3 |
| хлоридов (на NaCl), не более | 0,17 |
Не нормирует | |
|
нерастворимого остатка, не более |
0,03 | 0,03 | 0,07 |
| НгО, не более |
1,4 | 1,7 | 2,5 |
i;;l Согласно ГОСТ 828—77 нитрат натрия выпускают двух сортов
(табл. 11,41).
Нитрат натрия упаковывают в четырех- и пятислойные бумажные ламн-!ji нированные мешки; пяти- и шестислойные битумированные мешки, внутрен-| ний, соприкасающийся с продуктом, слой бумаги должен быть непропитан-ным; полиэтиленовые открытые и полиэтиленовые клапанные мешки.
Нитрат натрия токсичен, при попадании в организм человека в крови может образовываться метгемоглобин. Он негорюч, являясь окислителем, спо-1 собствует самовозгоранию горючих материалов. Для защиты организма от I пыли натриевой селитры необходимо применять очки, противопылевый респи-; ратор, резиновые перчатки, спецодежду. При возникновении пожара тушить большим количеством воды, огнетушителями ОП-3 или ОП-5, азотом, сухим |: песком, асбестовым покрывалом.
[. Нитрит натрия применяют в производстве азокрасителей, в строи-
5|i: тельной индустрии (как добавку к бетону для ускорения его твердения), впи-|| щевой промышленности (как вещество, консервирующее мясо и мясные из-[; делия), в йодной промышленности (как окислитель для выделения иода из coll' лей), в станко- и машиностроительной индустрии (для термической закалки л, деталей, а также в качестве защитного средства при атмосферной коррозии). |!! Его применяют также в металлургической, бумажной, резиновой и текстиль-П ной промышленности, в медицине; в сельском хозяйстве (для уничтожения jjjj повилики — цветкового паразита на люцерне).
||| | Нитрит натрия выпускают в виде кристаллического продукта (табл. 11,42) ||i| в соответствии с ГОСТ 19906—74 (изменение № 1).
jjl! В качестве ингибитора коррозии может быть использован только выс-
ший сорт. Растворы нитрита натрия, применяемые в производстве капролак-! тама из фенола, должны содержать 280 г/л NaN02 и не более 7,0 г/л NaN03, 0,005 г/л Fe, 1,4 г/л С1.
I Кристаллический нитрит натрия упаковывают в бумажные непропитанные мешки, вложенные в бумажные битумированные мешки и бумажные мешки,
|: ламинированные полиэтиленом. По соглашению с потребителем разрешается
:|| упаковывать нитрит натрия в полиэтиленовые мешки.
|| Нитрит натрия ядовит, взрывобезопасен, способствует самовозгоранию
Hi горючих материалов. При попадании его в организм человека наблюдается jj расширение сосудов и образование в крови метгемоглобина. При попадании || | влажного нитрита натрия на кожу человека наблюдается раздражение. Ин-' Г дивидуальные защитные средства — противопыльный респиратор, защитные очки, рукавицы.
Не допускается совместное хранение нитрита иатрия с другими веществами. Не допускается совместная перевозка нитрита натрия с горючими Be-ществами и продуктами питания.
5. СУЛЬФАТ АММОНИЯ
Я. Я. Поляков
Физико-химические свойства сульфата аммония. Химически чистый сульфат аммония (NH4)2S04 представляет собой бесцветные кристаллы ромбической формы плотностью 1,769 т/м3, содержащие 21,2% азота. Физико-химические свойства сульфата аммония представлены ниже:
Молекулярная масса............................132,14
Теплота кристаллизации из водного раствора, кДж/кг 82,3
Сульфат аммония постепенно разлагается при нагревании до температуры выше 100 °С, превращаясь в NH4HS04; при 513 °С полностью разлагается иа аммиак и серную кислоту. Давление аммиака над твердым (NH4)2S04 при
Таблица 11,43. Растворимость (NH4)2S04 в воде
| Температура, °С |
Раствори мость, % (масс.) | Твердая фаза | Температура, °С |
Раствори мость, %¦ (масс.) | Твердая фаза |
| -5 -10 —15 -19 -10 0 5 10 | 17.0 ) 28.0 36,0 ) 39,8 40.5 41,35 41,65 42.05 | Лед Лед+ + (NH4)3S04 (эвтектика) (NH4)2S04 | 15 20 25 30 40 50 60 100 | 42,45 42,85 43,30 43,75 44,70 45.8 47,0 50.8 / |
(NH4)2S04 |
Таблица 11,44. Плотность (т/м3) водных растворов (NH4)2S04 [52]
|
Концентрация (NH4)2S04, % (масс.) |
Температура, °С | ||||||
|
10 | 30 |
40 | 60 |
60] | 80 |
100 | |
| 1 |
1,0058 | 1,0015 | 0,9980 | 0,9939 | 0,9890 |
0,9777 | 0,9644 |
|
10 | 1,0600 | 1,0542 |
1,0503 | 1,0460 |
1,0412 | 1,0304 | 1,0185 |
| 20 | 1,1186 |
1,1117 | 1,1077 |
1,1033 | 1,0986 | 1,0833 | 1,0772 |
| 30 |
1,1757 | 1,1681 |
1,1640 | 1,1597 | 1,1550 | 1,1451 | 1,1346 |
| 35 | 1,2037 | 1,1960 | 1,1919 | 1,1876 |
1,1829 | 1,1731 | 1,1629 |
| 40 | 1,2314 |
1,2237 | 1,2196 |
1,2153 | 1,2107 | 1,2011 | 1,1910 |
| 45 |
_ | _ | — |
1,2429 | 1,2384 |
1,2290 | 1,2189 |
|
50 | — | — | — | — |
— | 1,2568 | 1,2466 |
|
Концент рация, % (масс.) |
Темпера тура кипения, »Cj | Концентрация, % (масс.) |
Темпера тура кипения, °С | Концентрация, % (масс.) |
Темпера тура кипеиия, °С | Концентрация, % (масс.) |
Темпера^ тура кипенияг °С |
| 8 |
100,55 | 19 | 101,51 |
30 | 102,9 | 41 | 104,9 |
| 9 |
100,62 | 20 | 101,62 | 31 | 103,05 |
42 | 105,2 |
| 10 | 100,72 | 21 |
101,75 | 32 | 103,2 |
43 | 105,4 |
|
11 | 100,78 | 22 |
101,85 | 33 | 103,35 | 44 | 105,7 |
| 12 | 100,85 | 23 | 102 | 34 |
103,55 | 45 | 105,9 |
| 13 | 100,95 |
24 | 102,1 | 35 |
103,7 | 46 | 106,25 |
| 14 | 101,05 |
25 | 102,2 | 36 | 103,9 | 47 |
106,6 |
| 15 |
101,12 | 26 | 102,35 |
37 | 104,05 | 48 | 106,9 |
| 16 |
101,21 | 27 | 102,45 | 38 | 104,3 |
49 | 107,3 |
| 17 | 101,31 | 28 |
102,6 | 39 | 104,45 |
50 | 107,65 |
|
18 | 101,4 | 29 |
102,75 | 40 | 104,7 | 51 | 108,Ij |
!: 205 °С равно 66,7 Па, при 300 °С — 6,67 кПа. Относительная влажность воз-'! духа над насыщенным при 30 °С раствором сульфата аммония равна 79,2%.
При растворении 1 экв. (NH4)2S04 в 1 л воды прн 19,6 °С поглощается около I1: 4,184 кДж тепла. При разбавлении водных растворов происходит поглощение fji тепла. В табл. 11,43 приведены данные о растворимости сульфата аммония в воде; она мало изменяется прн изменении температуры. В табл. 11,44—11,46 I дана характеристика водных растворов сульфата аммоння. Ниже приведены : значения удельной теплоемкости (с) водных растворов сульфата аммония и -различной концентрации (С) прн 19—51 °С:
| C(NH4)2so4. % (масс.) . . . 3,5 12,8 32,8
! с, кДж/(кг-К) ............4,03 3,68 3,09
г;|р Получение сульфата аммония из аммиака коксового газа. В коксовом 8 газе содержится 7—10 г/м3 аммиака, который перерабатывают в сульфат ам-j!| мония чаще всего по так называемому полупрямому способу. Процесс, проводимый по этому способу, состоит из следующих стадий: первичного охлаждения коксового газа и выделения из него смолы; переработки иадсмоль-ной воды, образующейся при охлаждении газа, с последующей отгоикой аммиака; переработки аммиака в сульфат аммония.
Технологическая схема сульфатного отделения коксохимического произ-|! водства изображена на рис. II-33. Очищенный от смолы и охлажденный до
Таблица 11,46. Вязкость (мПа*с) водных растворов (NH4)2S04
| емперату- |
Концентрация (NH4)2SOj, % |
(масс.) | ||||
| ра, &С | 5,45 |
6,2 | 10,4 | . 12,8 | 18,75 |
31,6 |
| 20 |
1,088 | 1,196 | 1,455 | 2,394 | ||
|
25 | 0,942* | 0,983 |
— | 1,08 | 1,44** | _ |
| 40 |
0,713 | 0,725 | 0,766 |
0,807 | 0,994 |
1,644 |
| 60 |
0,512 | — | 0,551 | — | 0,73 |
1,203 |
| 80 |
0,395 | — | 0,424 |
— | 0,571 | 0,927 |
* При концентрации 3,2% (NHibSOi. ** Прн концентрации 20,9% (NH4)2SO<.
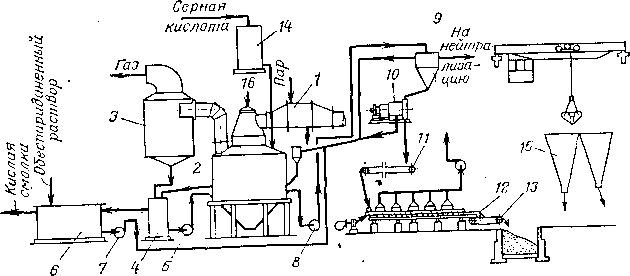
Рис. II-33. Технологическая схема сульфатного отделения:
/ — подогреватель газа; 2 — сатуратор; 3 — ловушка: 4— циркуляционная кастрюля; 5 — циркуляционный насос; 6 — сборник маточного раствора; 7, 8— насосы; 9 — кристалло-приемник; /0 — центрифуга; И. /3 — транспортеры дли сульфата аммония; 12 — сушилка; 14 — напорный бак серной кислоты; 15 — бункера для сухой солн; 16 — ввод аммиачных паров
25—30 °С газ направляют в паровой подогреватель 1, в котором его нагревают до 60—80 °С, а затем пропускают через сатуратор 2, где содержащийся в газе аммиак поглощается серной кислотой, поступающей из напорного бака 14. После отделения от брызг кислого маточного раствора в ловушке 3 и охлаждения водой в конечном холодильнике (на рис. не показан) газ очищают от бензольных углеводородов и направляют потребителям для дальнейшего использования. В выходящий из подогревателя 1 газ по трубопроводу 16 вводят аммиак, получаемый при переработке надсмольной воды в аммиачно-известковой колоние (на рис. не показана). При взаимодействии серной кислоты с аммиаком образуется сульфат аммония:
2NH3 + H2S04 = (NH4)2S04.
При снижении кислотности находящегося в сатураторе 2 раствора до 6— 8% свободной H2SO4 из него начинают выпадать кристаллы сульфата аммония, оседающие в коническом днище сатуратора. Образовавшуюся пульпу (смесь кристаллов и насыщенного раствора сульфата аммония) насосом 8 перекачивают из сатуратора в кристаллоприемиик 9, из верхней части которого маточный раствор стекает обратно в сатуратор, а сгущенная пульпа поступает в центрифугу непрерывного действия 10.
Выходящие из центрифуги кристаллы сульфата аммония содержат «2% влаги. При такой влажности кристаллический сульфат аммония слеживается. По мере снижения влажности слеживаемость уменьшается и при содержании влаги менее 0,2% сульфат аммония практически не слеживае’гся. Поэтому после центрифуги 10 кристаллы транспортером 11 подают в сушилку 12. Применяют сушилку различного вида: типа вибрационносуши,;ьного транспортера, на котором кристаллы высушивают в токе горячего (110— 130 °С) воздуха, или получившую большое распространение в отечественной коксохимической промышленности сушилку с кипящим слоем, в которой предусматривается как сушка, так и охлаждение соли. Воздух входит в сушилку при 125—130°С, выходит из нее при 40—50 °С.
Избыток маточного раствора непрерывно поступает из сатуратора через1, гидрозатвор в циркуляционную кастрюлю 4, откуда его насосом 5 возвращают в сатуратор. Такая циркуляция раствора позволяет поддерживать постоянный уровень раствора в сатураторе и выводить из него смолистые вещества («кислую смолку»). Кроме того, она способствует хорошему перемешиванию жидкости в сатураторе и равномерному росту находящихся во взвешенном состоянии кристаллов сульфата аммония. Воду вводят в сатуратор с серной кислотой и с аммиаком, поступающим из дистилляпионных установок. Вода испаряется за счет тепла, затрачиваемого ил подогрев газз в подогревателе 1, и ее пары удаляются из сатуратора вместе с газом.
Нормальньн"! режим работы установки такого типа характеризуется следующими основными показателями:
При низкой кислотности раствора (1—2%) из него выпадают более крупные кристаллы и возникает опасность забивки сатуратора солью, ухудшается поглощение аммиака и увеличиваются его потери. При повышенной кислотности раствора увеличивается растворимость в нем сульфата аммония и получаются мелкие кристаллы сульфата аммония, плохо отмывающиеся на центрифугах. При кислотности выше 11 % выпадение кристаллов прекращается, так как образуется легко растворимый в воде бисульфат аммония:
NH3 + H2S04 = NH4HS04.
Расходные коэффициенты на 1 т сульфата аммония, содержащего 20,5% азота:
Серная кислота (100%-иая), т . . 0,75—0,76
Аммиак, т....................0,26—0,27
li Ниже приводится описание основных аппаратов, применяемых в этом
| процессе.
J;; Сатуратор барботажного типа (рис. II-34) представляет собой
ii' стальной цилиндрический аппарат с коническим днищем, футерованный кис-11;; лотоупорными плитками. Газ поступает по центральной барботажной газо-;!;¦ подводящей трубе 2, погруженной в раствор. Через перелив 4 в циркуляционную кастрюлю непрерывно отводят маточник (верхний слой), который затем насосом по трубе 7 и через перемешивающее сопло 6 возвращают в ll; сатуратор. Пульпу из нижней части сатуратора отсасывают по трубе 5.
;i;| Технические характеристики барботажного сатуратора приведены ниже:
Рис. II-34. Сатуратор с
центральной барботажной трубой и выносной кислотной ловушкой:
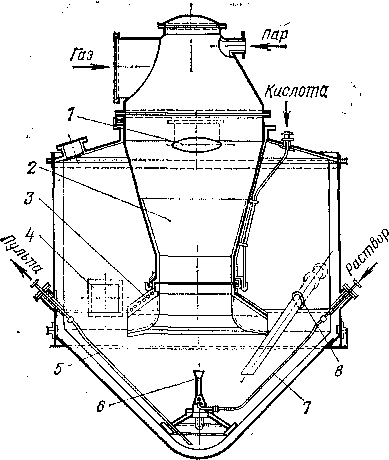
7 — штуцер для выхода газа из сатуратора; 2—центральная барботажная труба; 3 — барбо-тажный зонт; 4 — штуцер для перетока маточного раствора в циркуляционный бак; 5 — труба для вывода кристаллической эульпы; в — перемешивающее гопло; 7 — труба для подачи маточиого раствора в сопло;
8 — труба для ввода маточного
раствора (из центрифуги)
В отечественной коксохимической промышленности в сульфатных отделениях применяют автоматические непрерывного действия
центрифуги типа
НГП-800 и НГП-2К-800К производительностью (при крупнокристаллической соли) соответственно 2,5—3 и 4—6 т/ч. Все детали центрифуг, соприкасающиеся с рабочим раствором, изготовлены из стали марки X17H13M3T.
Получение сульфата аммония из отходов производства капролактама
[104]. С развитием производства капролактама возросло количество сульфата аммония, получаемого в качестве побочного продукта (на 1 т капролактама получается от 1,8 до 4 т сульфата аммония). Сульфат аммония образуется
в результате протекания побочных реакций на стадиях синтеза гидроксил-
амиисульфата, в процессе оксимирования циклогексанона и при нейтрализации эфира сульфата капролактама. После расслаивания продуктов оксимирования водный слой содержит примерно 25—42% сульфата аммония, 1—3% Нитрата аммония, 0,1—0,5% органических примесей (циклогексанои, цикло-гексаноноксим).
Растворы, содержащие сульфат аммония, перерабатывают либо методом многоступенчатой вакуумкристаллизации, либо методом выпаривания «на кристалл» (рис. II-35).
Со стадии оксимирования раствор, содержащий 25—40% сульфата аммония, поступает в испаритель 1, в котором при абсолютном давлении 20 кПа испаряется часть воды. Раствор отделяется от паров в сепараторе 2
и, пройдя подогреватель 3, поступает в испаритель-кристаллизатор 8, верхняя часть которого — испарительная, иижняя — кристаллизационная. Раствор из кристаллизационного объема испарителя, смешанный со свежим упаренным раствором, поступает в подогреватель 5, где при атмосферном давлении перегревается на 2—3°С выше температуры кипения насыщенного раствора (110— 111 °С). В испарительном объеме испарителя-кристаллизатора 8 часть воды из раствора испаряется, ои становится лересыщенным и, стекая в нижнюю часть кристаллизационного аппарата, проходит снизу Вверх через слой кристаллов сульфата, что обеспечивает получение крупных кристаллов. Из нижией части ристаллизатора 8 пульпу, содержащую примерно 20% кристаллов, насосом 9 ткачивают в сгустители 19 и 22, откуда оиа поступает на центрифуги 20
;!!» 23-
Маточный раствор из сборников 21 и 24 возвращают в испарители-кристаллизаторы 8 и 114, а кристаллы из центрифуг влажностью примерно 2% подают в сушилку 26 с кипящим слоем, в которую через калорифер 27 воздуходувкой 28 подают горячий воздух. Выходящий из сушилки воздух промывают в скруббере 29, орошаемом конденсатором сокового пара, и при температуре 45—50 °С с содержанием ие более 10 мг/м3 пыли сульфата аммония выбрасывают в атмосферу.
Соковый пар из испарителей 8 (Р=0,1 МПа) проходит в сепаратор 7, затем его используют для обогрева испарителя 1 и подогревателя 11. Для улавливания свободного аммиака нижний каплеотбойник орошается разбавленной (1 г/л) серной кислотой. Соковый пар (/=60°С) из испарителя-кристаллизатора 14, перерабатывающего раствор сульфата аммония со стадии нейтрализации, конденсируется в конденсаторе 15, из которого конденсат сбрасывают в канализацию через барометрический сборник 17.
Получаемый по этому способу сульфат аммония содержит выше 70% кристаллов размером более 1 мм. Недостатком описанной технологической -схемы является необходимость выводить часть маточного раствора из цикла кристаллизации, перерабатывающего растворы со стадии оксимирования, И устанавливать для этого дополнительную аппаратуру. Энергозатраты на 1 т
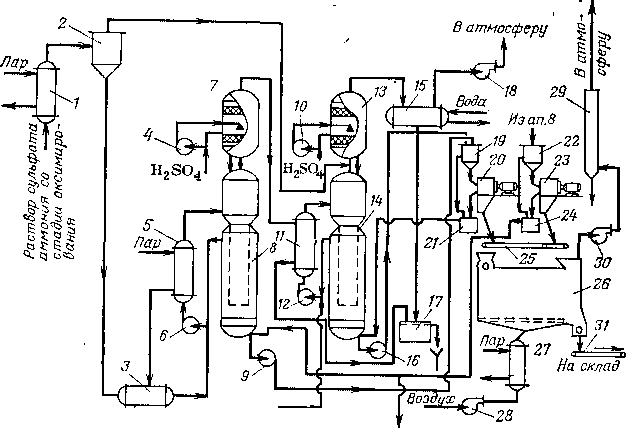
Конденсат
Раствор сульфата аммония со стадии нейтрализации
Рис. II-35. Схема выделении сульфата аммония методом выпаривания на
«кристалл»:
/ — испаритель; 2, 7, 13 — сепараторы; 3, 5, 11 — подогреватели; 4, 6, 9, 10, 12, 16 — насосы; 8, 14 — испарители-кристаллизаторы; 15 — конденсатор; 77 — барометрический сборинк; 18 — вакуум-насос; 19, 22 — сгустители; 20, 23 — центрифуги; 21, 24 — сборники маточного раствора; 25, 31 — транспортеры; 26 — сушилка; 27 — калорифер; 28, 30 — воздуходувки; 29 — промывиой скруббер
ООО
| Показатель |
Норма для сорта | |
|
высшего | 1-го |
|
| Внешний вид |
Гранулы белые или | Не нормируется |
|
прозрачные крис | ||
| таллы | ||
|
Содержание в продукте, %: | ||
| азота (на сухое вещество), не ме | 21 |
21 |
| нее |
- | |
| воды, не более | ||
|
гранулированном | 0,6 |
— |
| кристаллическом | 0,2 | 0,3 |
| доля серной кислоты, не более |
||
|
гранулированном | 0,5 |
— |
| кристаллическом | 0,03 | 0,05 |
| Г ранулометрический состав — содер | ||
|
жание в продукте фракции, %, не ме |
||
| нее: | ||
| гранулированном (1—4 мм) | 90 | — |
| кристаллическом (+0,5 мм) |
80 | Не нормируется |
| остаток на сите 6 мм |
Отсутствие | То же |
| Рассыпчатость, % | 100 | 100 |
сульфата аммония составляют: 26—30 кВт-ч электроэнергии, 56 м3 воды и 2,27—2,47 МДж водяного пара.
Применение и качество сульфата аммония. Сульфат аммония используют главным образом в сельском хозяйстве в качестве удобрения для основного внесения на сероземах и черноземах. Он относится к физиологически кислым удобрениям. Поэтому после длительного его применения необходимо производить известкование почвы.
В соответствии с ГОСТ 9097—82 сульфат аммония выпускается высшего и 1-го сорта (табл. 11,47). Сульфат аммония транспортируется насыпью либо упакованный в бумажные или полиэтиленовые мешки.
6. МЕДЛЕННОДЕЙСТВУЮЩИЕ УДОБРЕНИЯ [1061 Я. Я. Поляков
Аммиачные формы азота в удобрениях подвергаются в почве процессу нитрификации — окислению до азотной кислоты (до ионов N03~) под действием аэробных бактерий. Нитритные соединения подвергаются процессу денитрификации, ~е. е. восстановлению нитратного азота бактериями-денитрифи-каторами до газообразных форм азота (N, N20, NO).
Процесс нитрификации аммонийного азота в нитратную форму с последующим вымыванием, нитратов из почвы водой, а также процесс денитрификации приводят к потере 30—50% всего вводимого в почву азота. Для снижения этих потерь разрабатывается и начала внедряться технология медленнодействующих азотных удобрений (МДУ), имеющих ряд преимуществ перед обычными азотными удобрениями [107]:
МДУ возможно вносить в почву в один прием в количествах, достаточных для обеспечения растений азотом на весь период их роста, в то время
как обычные легко растворимые азотные удобрения приходится вносить несколько раз, чтобы не повредить почвенную микрофлору высококонцентриро- j
ванными растворами солей, образующимися во влаге почвы. Это дает большую экономию труда;
медленная растворимость в воде МДУ и медленное поступление азота в почву резко снижают его потери от вымывания дождевыми осадками или поливными водами, что уменьшает загрязнение грунтовых вод нитратами (особенно на легких почвах);
постепенное и равномерное использование азота МДУ в течение вегетации растений повышает степень использования азота и содействует повышению качества урожая. В случае применения легко растворимых в воде азотных удобрений может происходить накопление нитратов в растениях, ухудшающее качество урожая (особенно овощей).
К медленнодействующим азотным удобрениям, получаемым химическим путем, относятся: уреаформ, изобутилендикарбамид (ИБДК), оксамид.
Уреаформ. Уреаформ является смесью полимеров метиленкарбамида, содержащей непрореагировавший карбамид. Такую смесь получают путем конденсации карбамида с формалином при их мольном отношении >1. Уреаформ выпускают в виде белого порошка, чешуек или гранул. Быстродействующей формой азота является непрореагировавшая часть карбамида. Азот водонерастворимой формы уреаформа постепенно выделяется в почву в результате биологического распада.
В США уреаформ выпускают с содержанием азота не менее 35% (в том числе 60% в воднорастворимой форме). Его получают из разбавленного или из концентрированного раствора формальдегида. В разбавленном растворе формальдегида карбамид реагирует в присутствии кислотного катализатора. Полученную суспензию отфильтровывают, гранулируют и высушивают, а фильтрат снова возвращают в процесс. Недостатком процесса является необходимость фильтрации и циркуляции фильтрата, а также сушки готового продукта. К достоинствам процесса следует отнести хорошее качество и высокий выход продукта. За рубежом получают уреаформ из концентрированного раствора формалина на небольших установках (18,4 т/сут) при мольном отношении карбамид: формальдегид=3. Карбамид, формалин н 90%-иый водный раствор триэтаноламина при температуре 50—60 °С подают в реактор, где при pH 8 образуется метиленкарбамид. Затем постепенно добавляют 1,1—1,3% 20%-ного раствора серной кислоты. Смесь подают на ленточный конвейер, на котором она затвердевает. После дробления и сушки в течение 40 мин горячим (100 °С) воздухом в ленточной сушилке уреаформ, содержащий 1,5% влаги, после охлаждения рассеивают на ситах. По этому способу затраты энергии меньше, чем при получении уреаформа из разбавленных растворов, но регулировать процесс сложнее. В год выпускается 1,5—
2, 3 тыс. т уреаформа.
В Советском Союзе разработан и осваивается на укрупненной полупромышленной установке медленнодействующее удобрение — продукт конденсации смеси формалина и карбамида (так называемый КФУ). Проведенные СоюзНИХИ испытания эффективности такого удобрения показали, что коэффициент использования азота при его применении составляет 75—80%. Применение КФУ под хлопчатник по сравнению с карбамидом повышает его урожайность.
Изобутилеидикарбамид. Изобутилеидикарбамид (ИБДК) получают по реакции:
2NH2CONH2 + (СН3)2СНСНО ->• (NH2CONH)2CHCH(CH3)2 + Н30.
Реакцию проводят либо при взаимодействии твердого карбамида с жидким нзомасляиым альдегидом, либо при взаимодействии растворов. При соотношении карбамид : альдегид=2 реакция протекает до конца.
По этому способу в реактор-смеснтель с лопастной мешалкой подают твердый карбамид с небольшим содержанием серной кислоты и распыленный жидкий альдегид. Выходящий из реактора продукт содержит 8% влаги и <1% непрореагировавшего карбамида. Кислотность нейтрализуют щелочью. Пары воды и альдегида выводят из реактора, конденсируют, конденсат разделяют и альдегид возвращают в процесс. Тепло, выделяющееся в реакторе, используют для испарения избытка альдегида. Скорость реакции регулируют количеством катализатора (кислоты).
При микробиологическом разложении ИБДК в почве образуется изомас-ляный альдегид, частично выделяющийся в атмосферу, а частично окисляющийся в изомасляную кислоту, которую микроорганизмы используют в качестве источника углерода. Получаемый в процессе разложения ИБДК карбамид гидролизуется до аммиака и диоксида углерода. Азот ИБДК используется растениями на 50—70%. ИБДК наиболее распространенное в Японии медленнодействующее удобрение. В 1979 г. выпущено 40 тыс. т. ИБДК. ИБДК производится также в ФРГ.
Оксамид. Оксамид (CONH2)2 — диамид щавелевой кислоты — медленнодействующее воднонерастворимое удобрение — белое, негигроскопичное, нетоксичное, кристаллическое вещество, содержащее 31,8% N. В процессе гидролиза или биологического разложения оксамида из него выделяется азот в форме, доступной для растений. Выпускается в полупромышленном масштабе в Великобритании, США, Японии и ФРГ.
Синтез оксамида основан на реакции окисления цианистого водорода в дициаи [—(CN)j—] с последующим его гидролизом. Реакция окисления цианистого водорода диоксидом азота протекает при низких температурах в присутствии катализатора — нитрата двухвалентной меди:
2HCN + N02 ->• (CN)2 + N0 + H20.
Выделившийся оксид азота после окисления кислородом превращается в диоксид азота, который возвращают в процесс. Гидролиз дициана проводят при температуре 5°С в присутствии концентрированной соляной кислоты, являющейся для данного процесса 'катализатором:
(CN)2 + 2H20 -v (CONH2)2.
Из реактора, в котором проходит первая стадия процесса, газообразный дициаи и оксиды азота поступают в абсорбер, в котором дициан поглощают ацетоиитрилом, а оксиды азота из абсорбера после окисления возвращают в реактор. Дициаи отгоняют из раствора в отпарной колонне и направляют в башню-гидролизер, где образуется оксамид, который выводят в виде кристаллов из иижией части гидролизера.
На 1 т оксамида, получаемого по описанному выше способу, расходуется
674,0 кг цианистого водорода, 83,3 кг диоксида азота, 24,0 соляной кислоты,
2,03 кг нитрата меди, 2,4 кг ацетонитрила и 153,0 м3 кислорода.
Медленнодействующие азотные удобрения, содержание добавки ингибиторов нитрификации. Ингибиторы нитрификации ограничивают жизнедеятельность почвенных бактерий (nitrosomonas), расщепляющих аммиачные формы азота и превращающих их в нитратную в первой стадии процесса нитрификации. Их применение удлиняет период усвоения аммиачного азота на 1,5—
2,0 мес и в 1,5—2 раза снижает потери азота в газообразной форме, а также потери, вызываемые вымыванием нитратов водой.
Ингибиторами нитрификации являются многие срединения, в том числе дициандиамид (ДЦДА); 2-хлор-6(трихлорметил)пнрилидин («эн-сёрв»); 4-амнно-1,2,4-триазол (АТС); карбамоил-3(5)-метилпиразол (КМП) и др.
Ингибиторы нитрификации применяются вместе со сложными удобрениями, жидким аммиаком, аммиачной водой, азотсодержащими растворами, с карбамидом. Например, дициандиамид (ДЦДА) может быть введен непосредственно в плав карбамида перед его грануляцией.
Капсулированиые медленнодействующие удобрения. Для замедления проникания удобрений в почву прибегают к так называемому способу капсу-лирования, т. е. к покрытию гранул удобрений полупроницаемыми пленками. Для создания таких пленок применяют воски, серу, тальк, минеральные масла, полимерные вещества и др. Разработаны способы обработки гранул карбамида серой с использованием фонтанирующего слоя. По этому способу гранулы карбамида обрабатывают расплавленной серой, впрыскиваемой в псевдоожи-жеииый слой гранул, который создается потоком горячего воздуха, вдуваемого в иижнюю часть гранулятора.
Производство и потребление медленнодействующих удобрений — относительно невелико. Ежегодное мировое потребление медленнодействующих удобрений составляет около 40 тыс. т. Спрос на медленнодействующие удобрения в США и Канаде составляет 190—200 тыс. т в год (большей частью в виде уреаформы и карбамида, обработанного серой). Медленнодействующие удобрения находят применение дли удобрения дернообразующих трав, в любительском садоводстве и огородничестве (в оранжереях, питомниках растений). Изучается эффективность их использования под хлопок, кукурузу, рис и другие сельскохозяйственные культуры.
7. ЖИДКИЕ АЗОТНЫЕ УДОБРЕНИЯ [1081 В. А. Клевке
В качестве жидких азотиых удобрений применяются: аммиачная вода
(водный аммиак), аммиакаты, а также жидкий (безводный) аммиак, довольно широко используемый в сельском хозяйстве некоторых зарубежных страи (например, в США) как высококоицеитрироваиное удобрение (82,5% азота). Физико-химические свойства аммиака рассмотрены в 1-й книге «Справочника азотчнка».
Согласно ГОСТ 9—77 выпускаются две марки аммиачной воды I-го и 2-го сорта. Продукт марки А предназначен для сельского хозяйства, марки Б — для промышленности. В аммиачной воде 1-го сорта должно содер-
Таблица 11,48. Растворимость [% (масс.)] аммиака в воде при повышенном давлении
|
Избыточное давление, кПа | Температура, °С | ||||||||||
| -30 |
—20 | —10 |
0 | 10 |
20 | 30 |
40 | 60 |
80 | 100 | |
| 20,26 | 43,1 | 36,4 | 30,6 | 25,3 |
20,2 | 15,5 | 11,0 |
6,8 | |||
| 50,65 | 56,7 | 47,5 | 40,6 | 34,7 |
29,4 | 22,4 | 19,7 |
15,2 | 7,1 |
— | — |
|
101,3 | 85,6 | 61,5 |
51,2 | 43,8 | 37,8 | 32,5 | 22,5 |
22,8 | 14,0 | 6,2 |
— |
| 151,35 |
— | 81,3 | 59,9 | 50,3 | 43,3 |
38,4 | 33,2 | 28,6 |
19,8 | 16,6 | 3,3 |
| 202,6 | — |
_ | 70,1 | 56,6 | 48,3 | 41,8 |
36,3 | 31,4 | 22,5 |
14,1 | 6,7 |
|
253,25 | — | _ |
86,8 | 62,7 | 52,6 | 45,4 | 39,6 |
34,5 | 25,5 | 17,0 |
9,1 |
| 303,9 |
— | — | — |
70,2 | 56,8 | 48,7 | 42,4 | 37,1 |
28,0 | 19,5 | 11,5 |
| 405,2 | — |
— | — | 93,0 |
65,6 | 54,7 | 47,3 | 41,4 | 31,8 |
23,4 | 15,4 |
|
506,5 | — | — |
— | — | 79,0 | 61,1 | 52,0 |
45,3 | 35,0 | 26,5 |
18,6 |
| 607,8 |
— | — | — |
_ | 97,1 | 68,1 | 56,4 | 49,0 |
37,9 | 29,2 | 21,4 |
| 810,4 | 93,5 | 67,0 |
56,0 | 42,9 | 33,6 | 25,7 | |||||
| 1013 |
82,4 | 63,0 | 47,3 |
37,2 | 29,0 |
||||||
жаться не менее 25% NH3, 2-го — не менее 22% NH3. Плотность 25%-ной аммиачной воды при 20 °С составляет 0,907 т/м3, температура ее замерзания —56°С; 22%-ная аммиачная вода замерзает примерно прн —33°С. Растворимость аммнака в воде и давление паров аммнака над его водными растворами представлены в табл. 11,48 и 11,49.
Для сравнения ниже показано давление паров (р) NH3 иад жидким аммиаком прн различной температуре (t):
t, 0С ... О 10 20 40 50 70
р, МПа . 0,427 0,612 0,852 1,546 2,022 3,298
Общее давление паров аммнака н воды над 20 н 25%-ной аммиачной водой прн 20 °С равно соответственно 29,87 н 44,58 кПа.
Принципиальная схема получения аммиачной воды показана на рнс. II-36. Сырьем в данном процессе являются газообразный аммнак, подаваемый под избыточным давлением 0,2 МПа нз цеха синтеза аммнака (через распределительный щит) в колонну 3 тарельчатого типа с колпачками. Сюда же поступает газообразный аммнак со склада жидкого аммнака, выделяющийся прн его наливе в цистерны. Нижняя часть колонны 3 представляет собой трубчатый теплообменник, предназначенный для отвода, части теплоты растворения аммнака в воде. По трубкам теплообменника движется охлаждающая вода, в межтрубном пространстве циркулирует водный раствор аммиака, через слой которого барботнрует газообразный аммнак, одновременно рас-
Та блица 11,49. Давление (кПа) паров NH3 иад аммиачной водой
| Концентра | Температура, °С | ||||||
| ция NHa, % (масс.) | 0 | 10 | 20 |
30 | 40 |
50 | 60 |
|
5 | 1,948 | 3,608 |
6,903 | 10,799 |
17,572 | 27,664 | 42,196 |
| 10 | 3,838 |
6,855 | 11,706 |
19,185 | 30,331 | 46,396 | 68,954 |
| 15 |
6,606 | 11,459 |
19,052 | 30,491 | 47,129 | 70,687 | 102,991 |
| 20 | 10,899 |
18,505 | 29,957 | 46,876 | 72,394 | 104,991 |
149,787 |
| 25 |
16,999 | 27,931 | 44,730 | 68,701 | 102,245 |
147,854 | 208,782 |
Из цеха синтеза
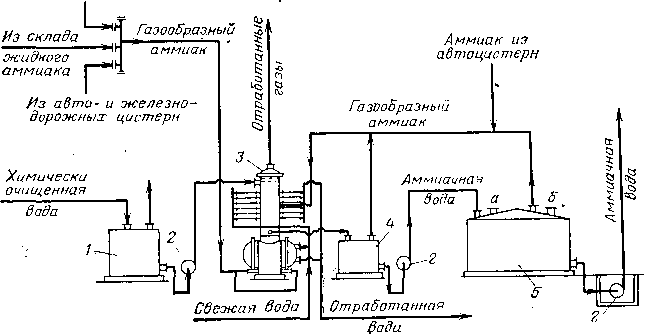
Рнс. II-36. Принципиальная схема получения аммиачной воды:
/ — сборник химически очищенной воды; 2 — центробежные насосы; 3 — колонна для получения аммиачной воды; 4 — промежуточный сборник; 5 — хранилище; а — дыхательный клапан с огнепреградителем; 6 — предохранительный клапан
творяясь в жидкости. Остаток непоглощенного аммиака поступает в верхнюю часть колонны, где проходит через колпачковые тарелки. На тарелках расположены змеевики, в которых циркулирует охлаждающая вода. Во избежание забивки колонны солями жесткости аммиак поглощают химически очищенной водой.
Продукционная 25%-ная аммиачная вода нз колонны поступает в сборник 4, откуда ее перекачивают в хранилище 5. Из хранилища аммиачную воду насосом по гибким шлангам подают в железнодорожные нлн автомобильные цистерны для отправки потребителям. Газообразный аммнак, выделяющийся прн наливе цистерн, а также нз хранилищ прн длительном хранении в них аммиачной воды, направляют в колонну 3 на абсорбцию водой. Склад аммиачной воды размещают около заводских железнодорожных путей, возле которых сооружается эстакада для налива цистерн.
При совместном нлн раздельном растворении в аммиачной воде аммиачной селитры, кальциевой селитры, карбамида и некоторых других компонентов получаются растворы, называемые аммиакатами (твердые аммиакаты образуются при взаимодействии некоторых твердых солей с газообразным или жидким аммиаком и представляют собой комплексные соединения кристаллического строения). Аммиакаты как правило светлые жидкости (допускается также желтоватая окраска), плотность которых зависит от их состава и колеблется в пределах 0,9—1,25 т/м3. Давление паров над аммиакатами значительно ниже давления паров над жидким аммиаком. Состав аммиакатов, полученных на основе аммиачной селитры, соответствует формуле NH4N03--NH3-nH20; аммиакаты на основе кальциевой селитры и аммиачной селитры
Таблица 11,50. Растворимость некоторых нитратов в различных средах
| Нитрат |
Растворимость, г/1000 г | |||
| в воде | в 75%-иой аммиачной воде | в 85% -вой аммиачиой воде | в 100%-ном жидком аммиаке | |
| Температура 0°С | ||||
| HaNOg | 707 |
736,9 | 828,7 | 1274 |
| Ca(N03)* | 1010 | 759,3 | 719,3 |
821,7 |
| KN03 |
132,5 | 135,3 | 108,1 | 105.2 |
|
Температура 25 °С | ||||
|
nh4no3 | 2090 |
_ | — | 3587,0 |
| NaN03 | 927 |
— | - | 986,7 |
| Са([1ЧОз)г | 1380 | — | — |
803,5 |
| KN03 |
382,5 | — | — |
103,4 |
имеют следующую формулу: (CaNO)3- NH4N03 • nNH3 • /пН20. В сельскохозяйственной практике в качестве жидких удобрений применяются также так называемые углеаммиакаты — смеси водных растворов карбоната аммония, аммиака и карбамида или аммиачной селитры. Растворимость некоторых нитратов в воде, аммиачной воде и жидком аммиаке показана в табл. 11,50. Растворимость (PNaNOg) натриевой селитры в водных растворах аммиака различной концентрации (Cnhs) при 0 °С представлена ниже:
CnHo. % (масс.) . 0 20 40 60 80 100
PNaN03, % (масс.) 41,4 31,5 33,0 39,5 47,0 55,0
При 15°С в водных растворах аммиака концентрации 7,3; 9,0 и 10,5% (масс.) растворяется соответственно 39,8; 38,7 и 37,8% (масс.) NaNC>3, плотность таких растворов соответственно 1,253; 1,233 и 1,212 т/м3.
Мольные теплоты растворения нитрата натрия в жидком аммиаке и в воде составляют соответственно 14070 и 20935 Дж/моль, а нитрата аммония 23865 и 26500 Дж/моль.
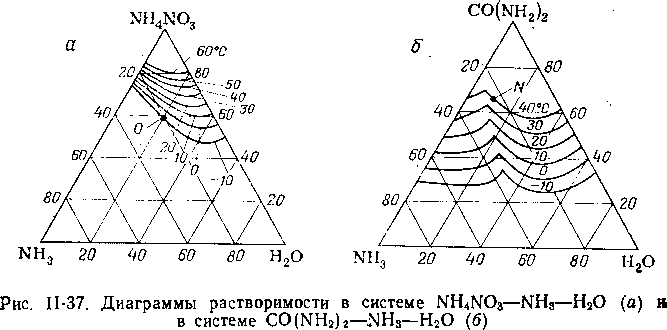
| Состав насыщенного раствора, % (масс.) |
|||
|
nh4no3 |
CO(NHj)2 | Твердая фаза | |
При NH3:(NH3+H20)=0,2
6,0
9,97
20.4 35,25
42.0 47,8
53.0
52.05
51.0
35.5 -
36.5 35,3 33,85 34,0
6,75
16,75
22,9
34,5
CO(NH2)2
NH4N03+C0(NH2)2
nh4no3
При NH3:(NH3+H20) =0,3
CO(NH2)2
5,0
8,97
19.2 33,8 41,6
50.2 55,5 53,97 52,85
53.7
33.8
34.8 34,3 33,6 32,5
5,75
14,55
20,15
CO(NH2)2+NH4NO*
nh4no3
При NH3:(NHj+H20)=0,4
j CO(NH2)2
3,98
7,97
18,00
32,50
40,20
46,54
52,27
58,05
56,15
55,0
32,50
33,1
34.0
33.40
33.0
27.40 26,14
4,75
12,35
17,4
J CO(NH2)2-0,1INH3+NH4NO» nh4no3
При NH3: (NH3+H20) =0,5
35,52
2.97
6.98 16,98 29,34 37,30
47.50 55,40
61.50 59,43 58,0
36,3
35,43 CO(NH2)s
32,88 32,50
I CO(NH2)2.0,25NH3+NH4NOj
24,05 23,25
3 75
10,10 [nh4no3
14,85
| Состав насыщенного раствора, % (масс.) |
Массовое соотношение NHa :(NHj3+ +Н20). в растворе | Твердая фаза | ||
| NH4NO3 | CO(NHj)j | |||
| 36.8 34.8 31.7 39.9 31,6 31.8 | 46,8 46.1 47.1 49.5 46.6 46.6 | 0,4 0,501 0,538 0,581 0,610 . 0,600 |
CO(NH2)2 | |
|
53.1 53.1 53.2 53,4 | 43,0 43,2 43.4 43.5 | 0,495 0,498 0,600 0,701 |
C0(NH2)2 + NH4N03 | |
| 59.8 61,1 61,6 57,0 68.8 |
28,1 25,1 25.5 37,9 13.6 |
' 0,380 0,457 0,490 0,686 0,740 |
NH4N03 | |
Диаграммы растворимости тройных систем NH4NO3—NH3—Н2О и CO(NH2)2—NH3—Н20 представлены на рис. II-37. Вершины равносторонних треугольников соответствуют 100%-ному содержанию каждого из компонентов системы, длина стороны треугольника принимается за 100%. Точки, лежащие на сторонах треугольника, соответствуют составу смеси двух компонентов системы, например 20% NH4NO3 и 80% NH3 или 30% NH4NO3 и 70% Н20, или 40% Н20 н 60%i NH3 и т. д. Прямые линии, параллельные сторонам треугольника, отсекают на его сторонах отрезки, сумма которых равна стороне треугольника. Следовательно, точки, расположенные внутри треугольника, соответствуют составу смесей трех компонентов системы, суммарная концентрация которых равна 100%- Так, точка 0 (рис. II-37,а), лежащая иа изотерме растворимости при —10°С, соответствует смеси 20% Н20, 60%
NH4N03 и 20% NH3. В точке N (рис. II-37, б), расположенной на изотерме растворимости при 40°С, тройная смесь содержит 10% Н20, 65% CO(NH2)2 и 25% NH3.
Раствор NHj на Удобрительной
улавливание
а.
с°!
NH,
Ц
| •w. _L | * |
S' „ | ir 5Г | |
| 1 |
Вода | |||
| L | ---l-ч ( | |||
| * ГГ ” -r-r-J | У - | и u | ||
Вода
Рис. II-38. Принципиальная схема производства аммиакатов:
'/ — транспортер; 2— бак для приготовления аммиаката; 3, 7 — иасосы; 4 — водяной холодильник; 5 — хранилище аммиаката; 6 *— гидрозатвор
Б табл. 11,51—11,53 приведены данные о совместной растворимости в системе МВДОз-СО(МН2)2—NHa-HjO.
Принципиальная схема производства аммиакатов изображена на рис. II-38.
В бак 2 заливают некоторое количество воды. Через распределитель аммиака, расположенный в нижней части бака, пропускают газообразный аммиак для получения 10—15%-ной аммиачной воды. На стадии поглощения аммиака раствор в баке циркулирует при помощи центробежного насоса 3. Когда концентрация аммиачной воды достигнет 10—15%, в бак начинают подавать горячий 75—82%-ный раствор аммиачной селитры. Процесс образования аммиакатов при взаимодействии раствора аммиачной селитры с аммиа-
Т а блица 11,53. Совместная растворимость в системе CO(NH2)2— NH3—С02— Н20 прн 0°С
| Состав насыщенного раствора, % |
(масс.) | Общее содержание азота, % (масс.) | |||
|
СО(ЫН2)2 | NHa |
со2 | НаО | Твердая фаза | |
Температура 0°С
| — | 18,62 |
22,77 | 58,61 | 15,33 \ |
| 9,08 | 16,83 |
20,63 | 53,46 | 18,09 1 |
| 17,43 | 14,46 | 17,81 | 50,30 |
20,03 [ |
| 23,74 |
12,59 | 15,35 | 48,32 |
21,45 J |
| 27,69 | 10,51 | 12,73 |
49,07 | 21,58 |
|
29,19 | 9,25 | 11,54 |
50,02 | 20,64 1 |
|
31,41 | 7,85 | 9,72 |
51,02 | 21,11 |
|
33,45 | 5,25 | 6,52 |
54,78 | 19,93 J |
(NH4)2C03 + NH4HC03
То же + СО(1ЧН2)2 CO(NH2)2
Температура 10 °С
45.62
40.28 36,43
34.29 33,3
27,17
26.85
24.86
23,01
20.62 16,99
8,03
54,38
49,36
46,64
44,02
42,63
38,51
38,56
42.13
43.14 44,28 46,09 51,0 56,30
21,27
22.57
23.41 24,08 24,43
25,72
25,82
24,10
23.58 22,67 22,05 19,33
16.41
4,60
7,81
9,83
10,82
15,97
16.15 15,21
15,60
15,86
17.16 18,77 19,93
5,76
9,12
11,86
13.25
18,35
18,44
17,80
18.25 19,24
19.76 21,93
23.77
То же+ (NH4)2C03-b
+nh4hco3
NH4HC03+(NH4)2C03
CO(NH2)2
Температура 20°С
55,45
51.42 46,83 42,98
38.43 37,86 37,52 41,59
16,6
18,39
20,95
23,06
25,43
26,35
26,79
25,92
24,31
23,50
22,20
20,58
19,24
15,38
13,57
8,28
20.24 18,88
18.25 16,94 15,80 12,48 10,87
6,73
6,20
12,72
19,50
26,53
34,28
38.04
43.4
Состав не определялся'
|
(плотность 1,07—1,12 т/м3) | ||||||
| Состав; % |
(масс.) |
Содержание азота, % |
Температура выпадения твердой фазы, °С | |||
| NH4NO3 |
co(NHa)a | NH3 |
Нао | общее |
аыкдного | |
| 45,1 | 15,2 | 20,1 |
19,6 | 39,4 | 7,1 |
—32,1 |
| 40,1 |
15,1 | 22,6 | 22,2 |
39,68 | 7,04 | —36,2 |
| 40,3 | 20,0 |
20,1 | 19,6 | 40,0 | 9,3 | —29,6 |
| 50,0 | 10,0 | 20,0 | 20,0 | 38,7 |
4,7 | -28,3 |
Таблица 11,55. Некоторые карбамидо-аммиачиые удобрения, применяемые в США
| Содержание азота, % (масс.) |
Состав, % (масс.) |
Плотность при 15 °С, Т/мЗ | Избыточное давление паров при 40 °С, МП«з | Температура выпадения твердой фалы, °С | |||
| NH3 | н2о |
NH4NO3 | CO(NH2)2 | ||||
| 37,0 | 25,0 |
32,5 | 35,3 |
1,05 | 0,П | 1,1 |
|
| 37,0 | 30,0 |
37,3 | — | 26,5 |
1,0 | 0,14 | —14 |
| 37,1 | 25,0 |
23,3 | — | 35,3 | 1,09 | 0,14 | • 1,1 |
| 41,0 | 19,0 | 12,0 | 58,0 |
11,0 | 1,16 | 0,07 |
—14 |
| 44,4 |
24,5 | 9,5 | 56,0 |
10,0 | 1,11 | 0,15 | -26 |
| 44,4 |
25,0 | 10,0 | 55,0 | 10,0 | 1,11 |
0,15 | —29 |
|
44,4 | 26,0 | 12,0 |
50,0 | 12,0 | 1,08 | 0,17 | —22 |
| 45,3 | 30,6 | 26,3 | — | 43,1 |
0,97 | 0,34 | 7,9 |
| 45,4 | 36,8 |
30,7 | — | 32,5 |
0,93 | 0,4 | -9 |
| 45,5 | 30,5 |
16,2 | — | 43,3 | 1,06 | 0,35 |
1,1 |
| 45,5 |
36,1 | 23,3 | — |
32,5 | 0,99 | 0,45 | -15 |
| 46,0 |
31,1 | 26,1 | — | 43,8 | 0,97 |
0,42 | 5 |
| 46,0 | 37,3 | 29,8 |
— | 32,9 | 0,93 |
0,49 | -17 |
|
49,0 | 33,0 | 8,9 |
45,1 | 13,0 | 1,03 | 0,36 | -27 |
Таблица II,56. Аммиакаты на основе аммиачной и кальциевой селитры
| Маркк аммиакатов* | |||
|
Показатели | А |
Б | В |
|
Состав, % (масс.) NH3 |
14—17 | 23—26 | 18—20 |
| Ca(N03)2 |
— | — | 25-28 |
| . nh4no3 |
64-67 | 53-56 | 27-30 |
| Н20 | 22-16 | 24—18 | 30-22 |
| Содержание азота, % (масс.) |
34-37,5 | 37,5-41 |
30,5-31,6 |
| Температура выпадения твердой фа | 9 |
—25 | —35 |
|
зы, °С Избыточное давление паров (NH3+ | 10,1 | 111,1 | 10,1 |
| +Н20) при 40 °С, кПа | |||
* Аммкакат марки А предназначен для примевеиия в теплое время.
ком сопровождается выделением тепла. Отвод этого тепла осуществляется при цирнуляции раствора между баком 2 и водяным холодильником 4. Температуру циркулирующего раствора поддерживают в пределах 20—25 °С. Не-прореагировавшнй аммиак направляют в скруббер на улавливание. Когда состав циркулирующего раствора будет соответствовать требуемому составу готового аммиаката, его перекачивают в хранилище 5, откуда насосом передают в автоцистерны, а затем развозят по распределительным пунктам.
Если аммнакат получают из смесн аммиачной и кальциевой селитры, то в бак 2 одновременно с аммиачной селитрой загружают соответствующее количество Ca(N03)2 в виде сухрй соли нли 75—80%-ного раствора.
Вся аппаратура, применяемая прн получении аммиакатов на основе аммиачной селитры, изготовляется из алюминия или нержавеющей стали. Прн изучении свойств аммиакатов различного состава было установлено, что аммиакаты на основе аммиачной селитры вызывают более интенсивную коррозию стаЛи, чем аммиакаты, в которых наряду с аммиачной селитрой содержится кальциевая селитра. Поэтому целесообразно применение аммиакатов примерно следующего состава: 20% NH3> 30% NH4NO3, 27,7% Ca(N03)2,
22,3% Н20.
Аммнакат такого состава содержит 31,9% азота, его плотность при 20 °С равна 1,25 т/м®; давление паров при 20—30 °С составляет примерно 0,1 МПа. Аммиакаты — более концентрированные жидкие азотные удобрения, чем аммиачная вода; особенно необходимы для аммонизации суперфосфатов и тукосмесей, позволяющей улучшить их физические свойства и агрохимическую эффективность. К числу таких аммиакатов можно отнести аммиакаты иа основе аммиачной селитры и карбамида (табл. 11,54 и 11,55), а также иа основе аммиачной и кальциевой селитры (табл. 11,56).
Смесь растворов карбамида и нитрата аммония (растворы КАС) [109]
Я. Я. Поляков
Растворы КАС представляют собой смеси водных растворов карбамида и нитрата аммония с содержанием азота 28% (КАС-28), 30% (КАС-30),
32% (КАС-32) и 34i% (КАС-34). Все эти растворы содержат 0,5% свободного аммиака и 0,2% (в пересчете на Р2О5) фосфатов аммония — ингибиторов для подавления коррозии. Другие характеристики этих растворов приведены в табл. 11,57.
Растворы КАС цмеюТ ряд преимуществ перед другими жидкими азот-
Таблица 11,57. Характеристика растворов КАС
Растворы
Показатели
КАС-30
КАС-32
КАС-28
Содержание, % (масс.) NH4NOa СО (NHj)a НаО
Объемная плотность при 15,6 °С, т/м3
43.3
35.4 20,3
1,327
ными удобрениями. Основное из них — низкое содержание свободного аммиака. Это практически исключает потери азота из-за летучести свободного аммиака при погрузочных операциях, транспортироваиин и внесении КАС в почву, которые имеются в случае применения аммиакатов и жидкого аммиака. При применении растворов КАС отпадает необходимость в создании дорогостоящих герметизированных хранилищ и в использовании специальных, рассчитанных иа повышенное давление, цистерн для перевозки этих растворов. Наличие в растворах КАС ингибитора коррозии в присутствии незначительного количества свободного аммиака (pH растворов =7,5) позволяет перевозить и хранить их в емкостях, изготовленных из обычной углеродистой стали.
При применении в сельском хозяйстве растворов КАС нет необходимости немедленного внесения их в почву, для этой цели могут быть использованы высокопроизводительные наземные агрегаты, а также авиация, что неприемлемо в случае применения аммиакатов и жидкого аммиака. Более высокая* чем у аммиаксодержащих азотных удобрений, плотность растворов КАС дает возможность уменьшить затраты иа создание складов и транспортных средств для их хранения и перевозки. Широкий диапазон температур кристаллизации различных марок КАС (до минус 26 °С) позволяет перевозить и хранить круглогодично растворы КАС, соответствующие по составу различным климатическим условиям районов их потребления.
Растворы КАС (28—32) могут быть получены различными способами. Ниже дается описание способа, предусматривающего использование концентрированных растворов карбамида и аммиачной селитры.
Раствор карбамида концентрацией =70% при температуре »117°С непрерывно поступает из цеха карбамида в смеситель (трубу с насадкой), куда одиовремеиио из цеха аммиачной селитры вводят концентрированный (82— 91%-ный) горячий (129—144°С) раствор аммиачной селитры. Из смесителя смесь, охлажденную в теплообменнике примерно от 119 °С до температуры ие выше 40 °С, направляют в донейтрализатор, в который подают ингибитор коррозии (раствор фосфатов аммония, фосфорную кислоту или раствор ЖКУ) из расчета содержания в КАС 0,2% Р205. Содержание свободного аммиака регулируют* вводя в донейтрализатор газообразный аммиак.
Вся аппаратура для приготовления растворов КАС изготовляется из нержавеющей стали марки 08Х22Н6Т, хранилища для готового охлажденного раствора — из обычной углеродистой стали.
Трудности описанного крупнотоннажного непрерывного способа производства КАС связаны с необходимостью точного дозирования поступающих в смеситель концентрированных растворов (карбамида и нитрата аммония) в связи с отсутствием строгого постоянства их концентрации.
Существует также способ получения растворов КАС по так называемой интегральной схеме. По этой технологии используют непосредственно плав карбамида, а непрореагировавший аммиак нейтрализуют азотной кислотой на отдельной установке. Полученные плавы карбамида и нитрата аммония смешивают и к полученной смеси растворов добавляют ингибитор коррозии.
Растворы КАС в больших количествах применяются в США. Увеличивается их производство в Западной Европе. В СССР также планируется создание ряда крупных установок для производства этих эффективных жидких азотных удобрений.
Карбамид вырабатывается в соответствии с требованиями ГОСТ 2081—75, который с изменениями продлеи до 1988 г. (постановление Госстандарта № 2719 от 29.05.81). В зависимости от назначения выпускается карбамид марок А и Б. Марка А предназначается для промышленности и для животноводства, марка Б — в качестве удобрения.
Физико-химические свойства
Б. П. Мельников
Карбамид CO(NH2)2 (мочевина) или амид карбаминовой кислоты кристаллическое вещество без запаха. Технический продукт имеет белый или слегка желтоватый цвет. Чистый карбамид содержит 46,67% азота в амидной форме.
Основные физико-химические константы карбамида [110, 111]:
Внешний вид..............Белые иглы или ромбиче
ские призмы
Молекулярная масса......................60,056
Температура плавления, °С:
Теплоемкость, Дж/(моль-К):
при 25 °С............................93,198
при 136°С (жидкость)..................127,864
Свободная энергия образования при 25 °С,
Диполышй момент при 25 °С:
Карбамид, нагретый в вакууме до 120—130 РС, возгоняется без разложения. При более высоких температурах .(160—190 °С) разлагается с образовавшем цианата аммоння. При атмосферном давлении И температуре 180— 190 °С карбамид распадается с образованием биурета, циаиуровой кислоты к аммелида. При температуре выше 200 °С карбамид разлагается иа аммиак в циануровую кислоту.
Биурет — белый кристаллический продукт, образующий кристаллогидрат, — является продуктом конденсации двух молекул карбамида [111]:
2H2N—СО—NH2 -^ H2N-CO~NH-CO-NH2 + NH3.
Растворимость биурета в воде [111]:
Растворимость, % (масс.) 0,5 2,0 7,0 20,0 53,5
Температура, вС . . . . 0 2,5 50 75 105,05
Карбамид в растворе практически устойчив йри температуре не выше, 80 °С. Растворимость карбамида в различных Жидкостях и другие его свойства представлены в табл. 11,58—11,70.
Таблица 11,58. Растворимость карбацмда в воде
| Температура, »С |
Раствори мость, % (масс.) | Температура, °С | раствори-:: мосгь, 1 % (масс.): : | Температура, °С | ' Растворимость, ': % (масс.) |
| 0 | 40,00 | 45 |
64,72 | 93,8 |
85,24 |
| 7 |
44,00 | 50 |
67,23 | 95,0 |
87,00 |
| 17 |
50,00 | 55 |
69,58 | 104,4 |
89,64 |
| 20 |
51,83 | 60 |
71,88 | 107,0 |
90,00 |
| 25 |
54,58 | 65 |
74,11 | 109,9 |
91,78 |
| 30 |
57,18 | 70 |
76,28 | 115,3 |
93,78 |
| 35 |
59,87 | 75,3 |
77,56 | 120 |
95,00 |
| 40 |
63,80 | 84,4 |
81,42, |
Таблица 11,59. Растворимость карбамвда в жидком аммиаке
| Температура, °С |
Раствори мость, ,% (масс.) | Температура, °С | Раствори мость, ,% (масс.) |
Температура, ‘С |
Раствори мость, [% (масс.) |
| -30 |
| 1 ^ 17,9 | 35,9 |
62,8 | 66,0 |
80,7 |
| -26,4 |
20,8 | 40,9 |
68,0 | 66,5 |
81,4 |
| -5,0 |
31,8 | 43,0 |
72,3 | 78,0 |
83,6 |
| 5,8 |
38,8 | 44,7 |
73,2 | 81,0 |
84,8: |
| 14,5 |
45,1 | 44,9 |
73,2 | 82,0 |
85,0 |
| 20,5 |
49,2 | 45,0 |
75,6 | 101,0 |
91,1 |
| 26,0 |
54,3 | ! 50,0 |
75,9 | ||
|
31,5 | 58,1 |
61,8 | ^9,3 |
| Температура, "С | Спирт | ||||||
|
этанол | пропанол | изопро панол |
изобута- нол |
изоамн> ловый |
капрнло- вый |
аллил о-вый | |
| 0 | 2,6 | i,6 |
1,0 | ||||
|
10 | 4,0 | 2,0 |
— | 1,3 | 0,7 | — | — |
| 20 | 5,4 |
2,6 | 6,2 | 1,7 |
1,2 | 0,6 | 9,5 |
| 30 | 7,2 |
3,6 | — | 2,3 | 1,6 | — |
— |
| 40 | 9,3 | 4,8 | — |
3,1 | 2,1 | — |
— |
| 50 |
11,7 | 6,2 | — |
3,7 | 2,7 | — | — |
| 60 | 15,1 | 7,7 |
— | 4,4 | 3,4 | — | — |
| 70 | 20,2 |
9,8 | — | 5,3 | 4,1 | — |
— |
| 80 |
— | 12,3 | 23 | 6,3 | 4,9 |
— | —, ¦¦ |
| 90 | - | 17,0' | — | 8,2 |
5,5 | — | —- |
Таблица 11,61. Растворимость карбамида в системе CO(NH2)2-CH3OH [111]
Метастабильиая растворимость
Растворимость, г CO(NHs)«
Темпера
тура,
°С
Равновесная фаза
г CO(NH»)s
100 г СНзОН
твердая фаза
100 г СНзОН
| —78 |
0,3 |
| —25 |
2,9 |
| -15 | 3,9 |
| —10 | 4,9 |
| 0 | 7,7 |
| 10 | 12,5 |
|
15 | 16,4 |
| 19 | 20,5 |
| 20 |
22,0 |
| 30 |
27,7 |
| 40 | 35,3 |
| 50 | 46,0 |
| €0 | 62,8 |
СО (NH2)2-СНзОН
CO(NH2)2
CO(NH2)2
СО(МН2)2-СН3ОН
CO(NH2)2
CO(NH2)2
Таблица 11,62. Растворимость* карбамида в некоторых органических
растворителях [111]
| Растворитель | Температура, °С • |
Растворимость, г/100 г растворителя |
| Этиловый эфир |
15-20 | 0,0004 |
|
Глицерин | 15 | ~50 |
| Пиридин | 20-25 | 0,96 |
| Водный 50%-ный раствор пиридина | 20—25 | 21,53 |
|
Этилацетат | 25 |
0,08 |
* Карбам ид нерастворим в хлоррформе.
Таблица 11,63. Температура кипения (°С) водных растворов карбамида [111]
0,10
0,76
0,137
1,19
9,24
0,25
27,81
0,57
|
Концентра |
Давление, кПа | |||||||
|
ция раствора, % (масг.) |
13,3 | 26,6 |
39,9 | 53-? |
66,5 | 79,8 |
93,1 | 101.3 |
| О | 52,0 |
66,6 | 76,4 |
«3,5 | 89,0 |
93,8 | 98,0 |
100,4 |
| 1G |
52,3 | 66,8 |
76,4 | 83,8 |
89,6 | 94,3 |
98,5 | 100,8 |
| 20 | 52,9 |
67,9 | 77,7 |
85,0 | 90,8 |
95,6 | 99,8 |
102,2 |
| 30 |
54,0 | 68,6 |
78,9 | 86,1 |
92,1 | 96,9 |
101,2 | 103,7 |
| 40 | 55,3 |
70,2 | 80,3 |
87,7 | 93,6 |
98,7 | 103,0 |
105,4 |
| 57,2 | 72,5 | 82,4 |
89,8 | 95,8 |
101,0 | 105,4 |
107,7 | |
| 60 |
60,1 | 75,5 |
85,0 | 92,8 |
98,7 | 104,0 |
108,3 | 110,8 |
| 70 | 64,9 |
79,8 | 89,5 |
97,2 | 103,3 |
108,5 | 112,7 |
115,2 |
| 75 |
— | 83,0 |
92,6 | 100,5 |
106,5 | 111,5 |
115,7 | 118,0 |
| 80 | — |
86,6 | 96,9 |
104,5 | 110,6 |
115,4 | 119,4 |
121,5 |
| 85 |
— | 91,6 |
102,5 | 109,9 |
115,7 | 120,4 |
124,2 | 126,0 |
| 90 | — | — | 110,6 | 117,4 |
122,9 | 127,3 |
130,7 | 132,5 |
| 95 | ~ | — | 121,3 | 127,7 |
132,4 | 136,3 |
139,6 | 141,2 |
Таблица 11,64. Массовая доля карбамида в парах над его водными растворами [111]
|
Общее давление над раствором, кПа | Концентрация раствора, % (масс.) |
Температура кипения раствора, °с | Концентоация карбамида в парах, % (масс.) |
Общее давление над раствором, кПа | Концентрация раствора, % (масс.) |
Температура кипения раствора, ЭС |
| 3,5 |
31,6 | 29,0 |
0,041 | 15,5 |
23,4 | 56,0 |
| 4,0 | 21,0 |
30,6 | 0,46 |
22,0 | 21,56 |
64,7 |
| 4,0 |
42,1 | 32,3 |
0,083 | 26,6 |
33,6 | 68,5 |
| 6,6 | 54,9 |
45,0 | 0,117 |
26,6 | 65,3 |
78,3 |
| 8,0 |
21,1 | 43,0 |
0,067 | 36,0 |
93,2 | 105,5 |
| 8,0 | 51,1 |
46,5 | 0,23 |
40,6 | 24,65 |
68,0 |
| 13,3 |
26,5 | 53,5 |
0,13 | 43,3 |
96,48 | 116,0 |
| 13,3 | 49,4 |
56,3 | 0,31 |
60,3 | 33,6 |
89,8 |
| 15,3 |
55,9 | 56,5 |
0,24 |
а
«5 —
Cl П. > Н И U U
у я о.» СО ®
* exesw 3 Я
Ж И ей-
Таблица 11,65. Плотность и вязкость насыщенных водных растворов
карбамида [111]
Ds -_о
EG5^
Cf .
Я CS
а е(
И «в ЕС s*-*
¦-Г 03 О SO О о Q.C3
*35
с
2
С
*
2,52
2,04
1,82
1,73
Ч
С
|
32,5 | -11,5 |
1,103 |
| 40,0 |
0 | 1,122 |
| 50,0 | 17 |
1,141 |
| 60,0 |
35 | 1,158 |
| 70,0 | 56 |
1,176 |
| 80 |
78 | 1,193 |
1,84 |
| 85 |
91,5 | 1,202 |
2,03 |
| 90 |
104 | 1,210 |
2,35 |
| 95 |
119 | 1,220 |
2,58 |
| 100 |
132,6 | 1,227 |
2,58 |
Ч Я 5
«С
tS -я я C.ct
Таблица 11,66. Плотность и вязкость водных растворов карбамида при атмосферном давлении и температуре кипеиия [111]
|
Концентрация карбамида, % |
Температура, кнпеяия, °С |
Плотность, т/м3 |
Вязкость, мПа-с |
Концентрация карбамида, % |
Температура, кипения, °С |
Ъ А Ь и о ? н о ч С | Вязкость, мПа-с |
| 0 |
100,0 | 0,938 | 0,282 |
70 | 115,2 | 1,140 | 0,805 |
| 10 |
100,0 | 0,986 | 0,315 | 80 | 121,5 |
1,165 | 1,08 |
|
20 | 102,0 | 1,011 |
0,350 | 85 | 126,5 | 1,177 | 1,29 |
| 30 | 103,7 | 1,035 | 0,405 | 90 |
132,5 | 1,187 | 1,57 |
| 40 | 105,4 |
1,062 | 0,465 | 95 |
141,0 | 1,199 | 1,85 |
| 50 | 107,7 |
1,088 | 0,540 | 100 | 155,0 | 1,210 |
2,0 |
| 60 |
110,8 | 1,113 | 0,640 |
I а блица 11,67. Поверхностное натяжение (Н/м) водных растворов карбамида [111]
| Концентрация карбамида, % (масс.) |
Температура, | °с | -Г......... | ||||||
| 20 | 40 |
60 | 90 |
100 | 110 |
120 | 1зо |
140 | |
| 10 |
0,0731 | 0,0694 | 0,0657 | 0,0618 | 0,0586 | ||||
| 20 |
0,0735 | 0,0693 |
0,0655 | 0,0610 | 0,0570 | — | — | _ | _ |
| 30 |
0,0735 | 0,0692 | 0,0654 | 0,0613 | 0,0574 |
— | _ | — |
— |
| 40 |
0,0735 | 0,0692 | 0,0653 | 0,0611 | 0,0570 |
— | — | — |
— |
| 50 |
0,0735 | 0,0692 | 0,0652 | 0,0609 | 0,0568 | ||||
| 60 |
— | 0,0692 | 0,0651 | 0,0607 | 0,0565 |
0,0542 | |||
|
70 | — | — |
0,0650 | 0,0606 | 0,0563 | 0,0539 | — |
— | — |
| 80 | — | — |
— | 0,0604 | 0,0560 |
0,0537 | — | — | — |
| 90 |
— | — | — |
— | — | 0,0534 | 0,0512 | — |
— |
| 95 | 0,0508 | 0,0485 | 0,0460 |
||||||
Таблица 11,68. Удельная теплоемкость водных растворов карбамида [111]
| Концентрация карбамида, % (масс.) |
Температура, “С |
Теплоемкость Ср, мДж/(г-К) |
Концентрация карбамида, % (масс.) | Температура, °С | Теплоемкость Ср, мДж/(п-К) |
| 20 |
22 | 3987,5 | 45 |
22 | 3177,8 |
| 55 | 3983,4 |
53 | 3265,7 | ||
|
77 | 3979,2 |
74 | 3269,9 | ||
| 70 | 76 |
1875,7 |
Таблица 11,69. Термодинамические функции карбамида в идеальном газовом состоянии [Ш]
| Температу |
^ ГГ w / вал if» 1Г \ | S', |
О О а: 1 О ? |
2° - |
| ра, °с | '-'р» /аЖДМОЛЬ |
Дж/(моль-К) | т | I |
| Дж/(моль-К) |
Дж/(моль-Ю | |||
| 25 ¦ | 55,39 | 270,51 |
38,73 | 231,45 |
|
27 | 55,64 | 270,88 |
38,81 | 232,07 |
|
127 | 73,23 | 289,31 |
45,26 | 244,05 |
|
227 | 88,76 | 307,35 |
53,59 | 257,95 |
|
327 | 101,07 | 324,64 | 59,54 | 265,11 |
| 427 | 114,22 | 341,22 | 63,60 | 277,63 |
| 527 | 126,69 |
357,30 | * 65,94 | 291,36 |
| 627 | 136,70 |
372,79 | 72,47 |
300,32 |
| 727 |
147,37 | 387,78 | 75,74 | 312,04 |
Таблица 11,70. Насыпная плотность гранулированного карбамида (влажность продукта 0,5—1,7%) [112]
|
Содержание [в % (масс.)] гранул размером, мм |
Насыпная плотность, т/м3 | Содержание [в % (масс.)] гранул размером, мм |
Насыпная плотность, т/мЗ | ||||||
| 2 | 2-1 |
1—0,5 | 0,5 |
2 | 2—1 |
1-0,5 | 0.5 | ||
| 4,2 | 87,0 | 5,8 | 3,0 | 0,682 |
0,6 | 72,4 | 25,7 |
1,3 | 727 |
|
3,2 | 88,2 | 6,0 |
2,6 | 0,688 | 1,9 | 79,4 | 17,0 |
1,7 | 680 |
| 6,2 | 82,0 | 7,9 |
3,9 | 0,692 | 6,6 |
73,0 | 19,0 | 1,4 | 670 |
| 6,5 |
90,4 | — |
3,1 | 0,736 | 2,2 |
80,0 | 16,8 | 1,0 | 670 |
| 1,9 |
83,1 | 13,5 | 1,5 | 0,674 | 1,4 |
72,8 | 23,2 | 2,6 |
710 |
| 0,6 |
75,6 | 22,1 | 1,7 |
0,701 | 5,5 | 78,5 | 14,7 | 1,3 |
678 |
| 0,9 | 76,7 | 19,4 | 3,0 |
0,703 | |||||
Номограмма для определения вязкости водных растворов карбамида
[113] показана на рис. II-39. На правой шкале средней прямой нанесены массовые концентрации (С) растворов CO(NH2)2 (в %), иа левой шкале этой прямой — температуры (fH), при которых растворы становятся насыщенными. Соединив точку заданной температуры иа левой шкале (fH) с точки концентрации раствора иа шкале (С) к продлив прямую до пересечения со шкалой вязкости г) (Па-с), в точке пересечения найдем искомую вязкость раствора. Например, динамическая вязкость 50%-иого раствора карбамида при 60 °С составляет 0,925 мПа ¦ с, температура насыщения такого раствора /„=15 °С.
Изобарные теплоемкости Ср твердого карбамида имеют следующие значения [Ш]:
t. °С.....—13 —3 7 17 25 27 37 47
Ср, Дж/(моль • К) 82,86 85,79 88,30 90,94 93,16 93,70 96,38 99,23
Давление паров аммиака (Pnh3) иад насыщенными растворами карбамида в жидком аммиаке представлено ниже [111]:
| t, °С . . . . | -26,4 |
5,8 | 23,9 | 35,9 | 40,9 | 44,7 |
| РШа, МПа . . | 0,13 | 0,47 | 0,76 |
0,92 | 0,94 | 0,90 |
| t, °С . . . . | 44,9 | 61,8 | 81 |
82 | 101 | |
|
^Nh8, МПа . . | 0,91 |
1,11 | 1,34 | 1,35 |
1,25 |
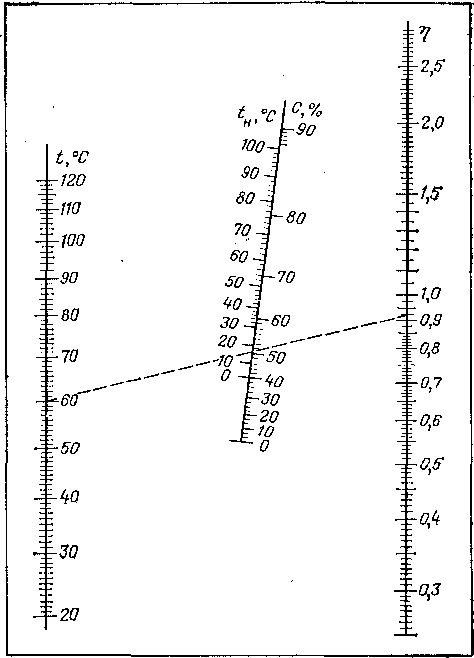
Рис. II-39. Номограмма для определения вязкости г) (в мПа-с) водных растворов карбамида
Давление пара (Р, Па) аммиаката карбамида CO(NH2)a-NH3 для температур 78,5—46 °С может быть рассчитано по формуле [111]:
7820 , „ „
lgP — — 4>57j +9,2»
Теплота разложения СО (NH2) 2 ¦ NH3 составляет 7285,0 Дж/моль. Гигроскопические точки (W в % относительной влажности воздуха)? карбамида при различных температурах приведены ииже [111]:
«С .... 10 15 20 25 30 40 50
W » . . . . 81,8 79,9 80,0 75,8 72,5 68 62,5
Например:, карбамид хранится при 10 °С, и если относительная влажность выше 81,8%, то карбамид будет поглощать влагу, т. е. увлажняться,-
| 5 И | if |
- |
| / ^ /а | / / Ч 0,54 1 \ ' 0,60 ч \ |
0,65 |
| 1 г |
' Экстр функ |
?мумы ции |
100 150 200 250
Температура, °С
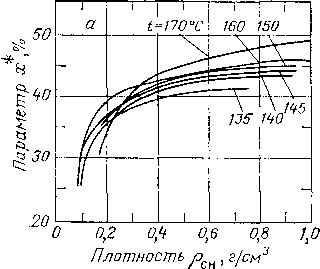
20
ко
О
^Отношение (мольн.) NH3: С02 ''
^ 300 200 100
Избыток С02, %
^ 05 0,66 1,0 2,0
1^’г-0)
Отношение (мольн.) NH3 : С02 2 к 6 8
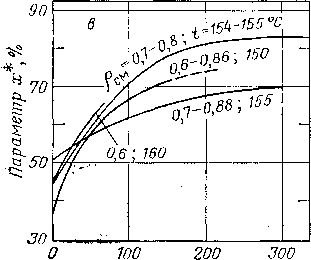
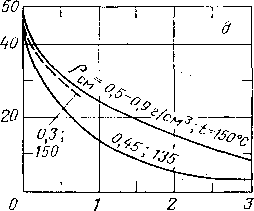
Отношение (мольн.) Н20: С02
Избыток JMH3, %
Рис. II-40. Зависимость х* от различных факторов [111, 114]:
*а — от плотности заполнения реактора при мольном соотношении в исходной реакционной смесн ЫНз:СОа(?)=2 и НаО : С02(^0“0; б — от t прн L—2, W=0 и различных значениях рсм, г/см3 (пунктирная лнння — геометрическое место точек экстремумов функции); в —от L (прн избытке NH3 сверх стехиометрического количества) прн №“0 и различных значениях рсм н t\ г — от L (прн избытке С02 сверх стехиометрического количества) прн №=0, и плотности загрузки реактора по карбамату аммония рк а=
“0,226 г/см3; д — от W при L=*2 н различных значениях t и рсм
•если же относительная влажность воздуха ииже 81,8%, то продукт будет выделять влагу, т. е. подсушиваться.
Кинетика (изменение во времени т) накопления влаги кристаллическим карбамидом (содержание воды в образце от его начальной массы W) прн 16°С и 100%-ной относительной влажности воздуха [111] показана ииже:
% ч .... 0 1 24 48 72 96 144 166 192
W, % (масс.) 0 4,23 31,7 39,73 77,7 111,48 145,40 166,6 176,06
Насыпная плотность кристаллического карбамида с содержанием воды 0,5% (масс.) составляет 0,640 т/м3, насыпная плотность гранулированного продукта выше и зависит от его гранулометрического состава (см, табл. 11,70).
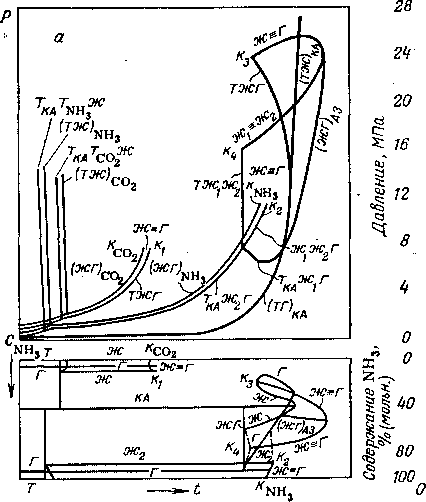
Рис. II-41. Диаграммы состояния системы [113] NH3—СО2: а — схематическое изображение; б — полуколнчественная диаграмма; Т, Ж, Г — соответственно твердое, жидкое н газообразное состояние; КА — карбамат аммония; аз — азео-тропная смесь; Жь Ж* — соответственно первый н второй растворы в области расслоения жидкости; Жг=Г — критическая лнння (тождественность агрегатных состояний); —» критическ«е точки; ЖхНЖг — граница области расслоения жидкости (тождественность
составов растворов)
| —1— 5 | 1 |
....."I | ...........1......¦¦¦ |
I* "К |
| - | \ \ \ | ij- | ||
|
- | X |
fl- / | ||
|
- | \ |
/- | ||
| - |
1 1 | / |
||
| ;/ |
» it ч-7 | - | ||
| г | 1,— | | | 1 |
|
.т | ) ,и |
—Г1 | ] | 1 |
| _ |
'Ч |
¦ 7» | ||
| 1 | 1 |
.........1 | гг | 1 |
40 80 КО 160 200’
Температура, °С
Физико-химические основы синтеза
|Д. М. Горловский|, В. И. Кучерявый, Ю. А. Сергеев
Для промышленного производства карбамида во всем мире используют открытый русским химиком А. И. Базаровым способ синтеза из NH3 и СОг.
Термодинамику образующейся по реакции Базарова газожидкостной систе
мы NH3—СО2—CO(NH2)2—Н2О (далее именуемой системой синтеза карбамида) определяет ряд равновесий [114], основными из которых являются: 2NH3r-J-СО/ 4F=fc H2NCOONH4*+ 125,60 кДж/моль, (И.27) H2NCOONH4* 4=4: CO(NH2)2* + Н2Ож— 15,49 кДж/моль, (11.28) NH3r NH3*+ 12,98 кДж/моль, (11.29)
Н2Ог ч=з= Н2Ож +70,76 кДж/моль. (П-,30)
| о 5 | со, co(nh2)^ | (2NH3) | ||
| г j 2: W (N . |
в | W о - U.J |
\ж+г \
2NH3)
---'г
(2NH3) СО(Ш2)2СОа
&
Рис. II-42. Элементы пространственной диаграммы состояний [115] системы NH3—-СО2—--СО (NН2) 2—-Н20 при 160 °С:
а — проекция азеотропной точки Л иа композиционный квадрат состава системы. Длина отмеченных фигурными скобками отрезков от произвольной точки ваутри квадрата до сторон HjO—СОа и HjO—NH3 определяет содержание компонентов — 2NHj и С02, а по диагонали 2NHs—С02 — содержание Н20. Для точек, расположенных справа от линии 2NH3—COs, содержание Н2О отрицательно, что соответствует избытку CO(NHj)j сверх стехиометрического количества по реакции (11.28); б — зависимости Р от состава в двойных системах, образующих стороны композиционного квадрата и диагональ 2NH3—СОг; в — зависимости Р от состава в вертикальных плоскостях, линии пересечения которых с композиционным квадратом (/—/ и II—И) параллельны его диагоналям и проходят через точку Д.
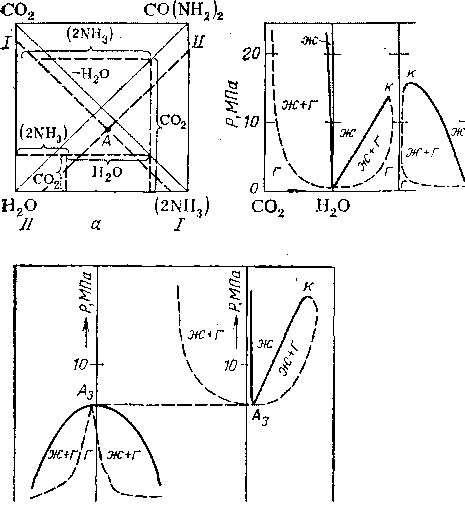
ж+г
Считают [115], что при повышенных температурах (порядка 180°С и выше) необходимо также учитывать равновесия:
СО/ ч=* С02ж, (11.31)
2NH,» + С02ж
(11.32)
КД'СОО]\!Н4ж.
Графики зависимости равновесной степени превращения С02 в карбамид .(х*) от различных параметров системы NH3—С02—СО(МН2)2—Н20 показаны на рис. 11-40. Сведения о влиянии избытка CO(NH2)2—сверх стехиометрического количества по реакции (11.28)—иа х* имеются в работе [114].
Для вычисления х* (%), применительно к жидкой фазе системы синтеза в интервале /=160—230°С, Р=9—100 МПа, L = 2—6 и U7=0—1,6, предназначено уравнение [116]:
** = 94,31 L— 139,9ZA6— 4.284L2— 26.091F + 2,664WL +
+ l,54f— 0,09346fL — 10~М,059^—97,82..., (11.33)
тде L—NH3: С02 (мольн.); W—Н20 (изб.) : С02 (мольн.).
Коэффициент множественной корреляции г** = 0,992, среднеквадратичное ¦отклонение расчетных значений х* от экспериментальных о>= 1,6;%.
Из уравнения (11.33) следует, что кривые зависимости x*—t проходят -через максимум. Считают [115], что при f>k*max равновесие (11.31) сдвигается вправо, а равновесие (11.32)—влево; эти процессы конкурируют о
Рис. Н-43. Равновесие жидкость— газ в системе NHj— —С02—CO(NH2)r-Н20 при
эквимолыгом соотношении воды и карбамида (W—0) и постоянном давлении [115]
Верхнегребнебап I линия газа |
Верхнегребневая линия жидкости
Критические
линии
co(nh21-h,o
Проекции
изотерм
жидкости
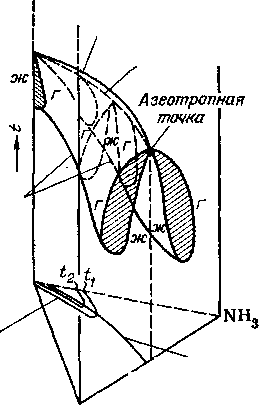
СО,
Проекция 'верхнегребневой линии жидкости
реакцией (11.28) и окончательно подавляют ее при критических параметрах [114].
Фазовые равновесия в системе синтеза карбамида в значительной мере зависят от свойств системы NH3—С02, для которой характерно образование азеотропных смесей и существование области расслоения двух жидкостей (рис. II-41).
Образующийся в результате взаимодействия NH3 и С02
карбамат аммония мало растворим в жидком аммиаке (меиее 0,1% прн 60°С) [111]. В присутствии карбамида растворимость H2NCOONH4 в жидком NH3 значительно возрастает. Добавка к H2NCOONH4 воды (как и аммиака) снижает температуру плавления смеси. Диаграммы плавкости систем NH3—СОг—Н20 и NH3—СОг—CO(NH2)a—Н20 имеются в книге [196], данные по равновесию жидкость — газ в системе NH3—С02—Н20 содержатся в работе [115].
Явление азеотропии для системы синтеза карбамида иллюстрируется рнс. 11-42. Геометрическое место точек, соответствующих максимальным температурам кипения жидкости при постоянном давлении, называют [115, 118] верхнегребиевой линией (рис. II-43 и II-44).
В связи с образованием азеотропных смесей, возможностью перехода из гетерогенного состояния (жидкость — газ) в гомогенное (жидкость либо газ) и другими особенностями [114] системы NH3—С02—CO(NH2)a—НаО выразить зависимость равновесного давления Р* от t, L, W, рсм для широкого интервала параметров процесса синтеза в внде одного обобщенного
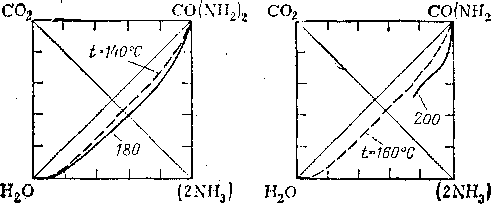
Рис. II-44. Составы жидкой фазы на раввовесно-гребиевой линии прн постоянной температуре [115]
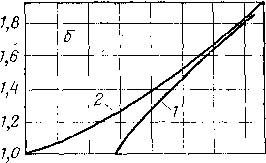
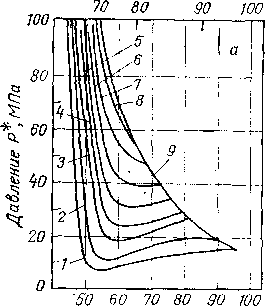
Содержание (2ЦНъ),%[мольн.)
§
X
а
К
&->
§1
|!
<3 юо
70
80
90
| Л | |||||||
|
1 |
2 | ||||||
ПО 160 180 200 220 2W 260 Температура ,°С
Рис. II-45. Зависимость Р*—от концентрации NH3 в исходной смеси с СОг
(И7=0):
а —в точках начала капения жидкости прн различных температурах [115); 1 —160 °С;
2 — 180 °С; 3 — 200 “С; 4 — 210 °С; 5 — 220 “С; 6 — 230 °С; 7 — 240 X; 8 - 250 °С; 9 — линия, соответствующая геометрическому месту критических точек;
<5 —от температуры применительно к верхнегребневой (/) и критической (2) линиям
[115]
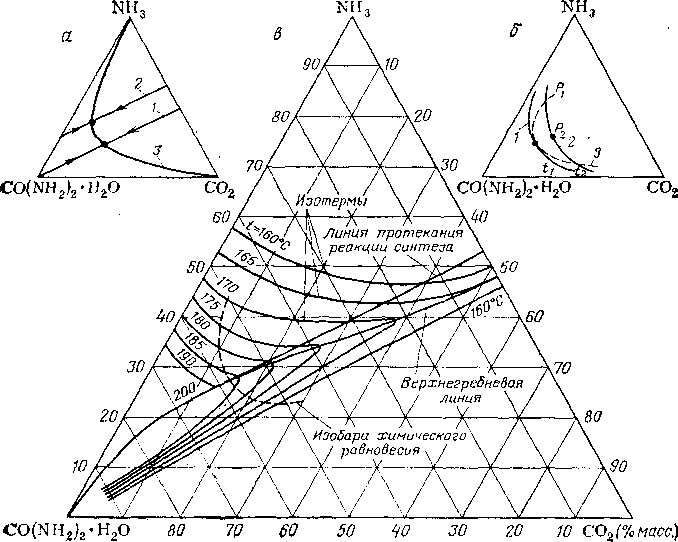
Рис. II-46. Характеристики процесса синтеза карбамида [118]; а—реакционные линии: / — превращение HaNCOONH«-*-CO(NHsh+HjO при L=»2; 2 — коиверсая смеси NHa и СОг при L=2; 3 — изотерма химического равновесия; б — Ливан хвмического равновесия: 1, 2 —изотермы прн Т\>Тг\ 3 —изобара при Pi>Pi; в —диаграмма процесса в реакторе синтеза карбамида при W—0
уравнения не удается. По экспериментальным данным составлены [114] интерполяционные уравнения для вычисления Р*, а также L', Ргр, ргр, frp, р», где U—характеризует минимум.
На кривой Р*—L при заданных t, рСм, К7; Ртр, ргр, Up— параметры системы в точке начала кипеиия жидкости [на границе перехода из
однофазной области (жидкость) в двухфазную (жидкость — газ)]; рж — плотность смеси в однофазной области (жидкость).
Полуэмпнрический метод расчета характеристик системы в точках начала кипения жидкости изложен в работе часть экспериментальных
данных [115] приведена на рис. II-45.
Располагая перечисленными выше сведениями, можно построить линии
химического равновесия, реакционные линии и графически отобразить ход
процесса в реакторе синтеза карбамида [118] (рис. II-46). Опытные данные по газо-жидкостному равновесию (рис. И-47) позволяют оценить соотношение NH3: С02 в газовой фазе, при котором состав сосуществующей жидкости находится вблизи верхнегребневой линии.
Для вычисления объемной доли жидкости ф* (%) в равновесной системе синтеза карбамида при г‘== 170—210 °С, рСм=0,3—0,9 т/м8, L=2—6, W=0— 1 получено уравнение [111, 114]:
Рис. 11-47. Диаграмма газожидкостного новесин в системе синтеза карбамида при «О и Ряг 13 МПа [118]
Ф* = -0,01Ш + 63, 9рсМ + 11,14LpCM + 5, 9р'*см— — 0,3L + 0,61F— 2,4.
/¦„ = 0,992, а<р = 2,59%.
Массовую долю жидкости 'ф* в равновесной системе синтеза при W—0 описывает уравнение [111, 114]:
-КО
§•
I 150 &
| / |
к- | й\ |
г | ||
| / г+эн | л |
'С+Г | |\ | ||
| \ | |||||
| 1 |
т_._ | \ _______I._____ |
|||
20 40 60 80 100
Содержание, % (масс.)
№
о
со2
NH,
(11.34)
г|)* = —0,501 f + 0,408фсм+ 0,0372(L + 22, 2рсм — + 10.02L— 3,18L2 -f- 0,193L3 +113,9. гф = 0,989, Оф = 1,02%.
44,9рсма +
(И.35)
Методика расчета т|>* при W>0 имеется в работе [114].
Для вычисления р*см при t—150—220°С, Р—10—100 МПа, L=2—6, IF=0 составлено уравнение [111, 114]:
реи» = 10-3.9,550*+ 10-М,8335/2+ 0.3110L— 10-2-3,4540La —
— 10-4-6,3340LP+ 10-°-1,5918fP— 1.3357Р-1 + 1,3996. (И.36)
rp = 0,980; 0р = 0,019 т/м3.
Этим же уравнением пользуются и для ориентировочной оценки зиачеиая р*тг в двухфазной области жидкость — газ. Зная р*см, можно вычислить
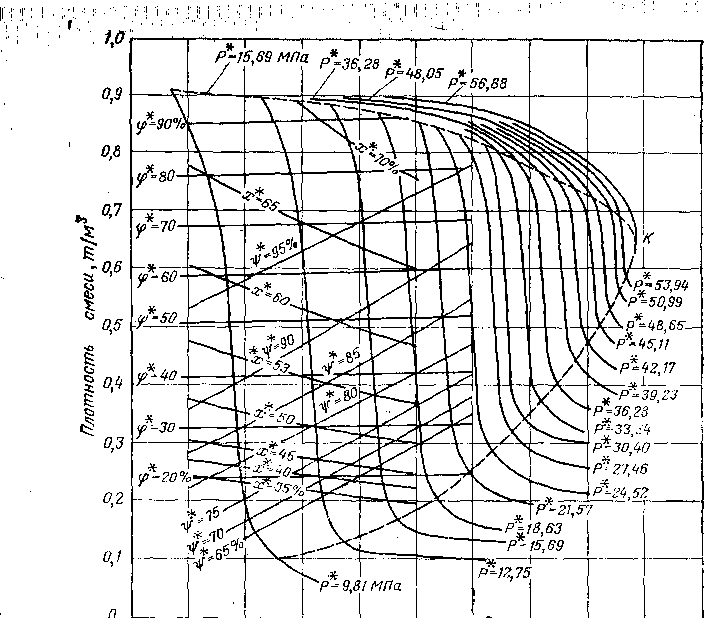
423 433 Ш 453 463 473 483 493 503 513 523
Температура, К
Рис. II-48. Диаграмма термодинамических свойств системы NH3—С02—
—CO(NH2h—Н2О прн L—4 н IF=0,5 [114]. Под нижней ветвью пунктирной параболической кривой расположена однофазная область — газ, над верхней ветвью — однофазная область — жидкость, между ветвями — двухфазная жидкость — газ, К — критическая точка
плотности сосуществующих жидкой рж н газовой рг фаз по формулам:
__, ЮО —-ф 4
Рж - ф Рсм > Рг — 200_ ф Рсм ¦
На рнс. II-48 изображена диаграмма, наглядно отображающая функциональную связь н закономерности изменений х*, ф*, ijj* в двухфазной области жидкость — газ, а также Р* прн различных значениях t, рсм, L, W.
Равновесные составы фаз в системе синтеза карбамида приведены в работе [119], уравнения для интерполяции этих данных содержатся в книге
Среди известных из литературы математических описаний равновесия Процесса синтеза карбамида наибольший интерес представляет разработка 1,120]. Для равновесий и реакций (11.27)—(11.30) уравнения коистаит равно-
весия выражают в виде: *1-
КЯ:
tf4 =
/® ®NH3 f°COj N’ ®NHS N'oo,
А/ . rf°K.a(P- 1) 1 *
(11.37)
(11.38)
(11.39)
(11.40)
^K.aexPj I
L RT J*
WK.a exp L KF
/°NHS N’NH3
Г^н,(Р-1)Т
/0H2O N'h20
[f°H2oCP-l)l * «Н2Оехр щ- J
где /° nh3, /°соа, /° н2о — летучести компонентов газовой фазы при температуре и давлении смеси; ДиР — изменение объема при реакции синтеза; N't — мольиан доля компонента в газовой смесн; vnh3 — парциальный мольный объем аммиака в жидкости; v°i, Ni — соответственно мольный объем чистого жидкого компонента и его мольная доля в растворе.
Графики зависимости этих констант (/Ci—Ка) от температуры приведены в кинге [111].
Предложено [120] уравнение для вычисления t, Р, L (при ИР=0), прн которых возможен синтез карбамида из газообразных МНз и СОг:
/° 2ЫН, N’ 2МН„ /°СО, Л"С02
ONHj (P— 1)'
j^V
(Р-1)
Ka exp
Ki exp
RT
RT
KJ° aNH, N' aNH3 /°C02N’co2
(11.41)
+ 2
= 1.
I (о°к.а+ &vp)(P— 1) exp RT
Еслн сумма слагаемых в левой части уравнения (11.41) меньше единицы, то карбамид не образуется.
На основе изложенной термодинамической модели вычислены значения давления, необходимого для образования из газообразных NHa н СОа жидкого H2NCOONH4 как химической основы получения карбамида [111, 120].
Исследованиями механизма образования карбамида установлено, что его синтез протекает по двум конкурирующим направлениям с преобладанием реакции (11.28) при низких (до 180 °С) температурах и реакций:
H,NCOONH4* ^==fc^NH4CNO* + Н2Ож, (11.42)
NH4CNO*4=fc СО(Ш2)2ж, (11.43)
при более высоких температурах [114].
Полуэмпирическое уравнение кинетики синтеза карбамида в условиях идеального вытеснения имеет следующий внд [114]:
х* + W
¦W
XX*-
18
44
17
"О
Чсо*’
W
1-
где х, Р — соответственно значения степени конверсии С02 и давления в реакторе к моменту времени т; k0 — константа скорости синтеза карбамида (значения kc можно найти в книге [114]).
Кинетическое уравнение процесса синтеза карбамида прн идеальном смешении [114]:
1
*в(*в+№0(1 — х*)‘ х* (х* + IF)
(11.45)
Рсм
где хв — степень конверсии С02 в плаве, выводимом из реактора синтеза; <7сОа — удельная нагрузка реактора по С02, кг/(м3-ч).
По результатам лабораторных исследований кинетики синтеза карбамида вычислены [114] ориентировочные значения предельно достижимой удельной 74
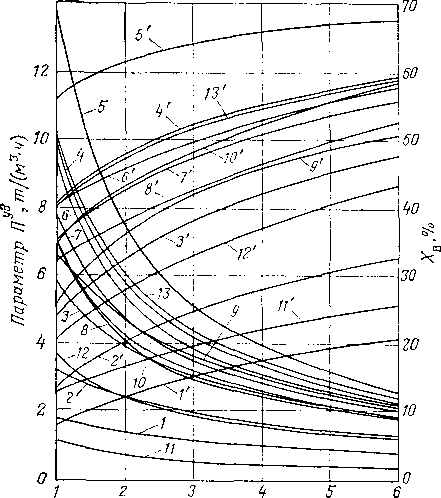
3 4
Время Т, мин
Рис. И-49. Зависимость /7УД — т (1—13) и Хв — т (1'—13') [114]:
| № кривых |
t, °с | L |
Рсм- кг/м3 |
№ кривых | t, °с | L |
W | Рсм’ КГ/м3 | |
| 1,1' | 165 |
4 | 0 | 750 | 8,8' | 190 |
4 | 0,8 | 750 |
| 2,2' | 173 |
4 | 0 |
750 | 9,9' | 190 |
3 | 0,5 | 750 |
| 3,3' | 180 |
4 | 0 | 750 | 10,10' | 190 |
5 | 0,5 | 750 |
| 4,4' | 190 |
4 | 0 | 750 | 11,11' | 190 |
4 | 0,5 | 300 |
| 5,5' | 210 . |
4 | 0 | 750 | 12,12' | 190 |
4 | 0,5 | 600 |
| 6,6' | 190 |
4 | 0,2 | 750 | 13,13' | 190 |
4 | 0,5 | 850 |
| 7,7' | 190 |
4 | 0,5 | 750 |
Рнс. 11.50. Схема изменения состава жндкостн в системе NH3—С02— CO(NH2)2—Н20 при контактировании с газообразным С02 [118]:
Li — состав жидкости, способной абсорбировать газообразный С02 при контактировании с ним; Li — состав жидкости, при контактировании с которой газообразный С02 не конденсируется, а образуется смесь состава точки В. Газовая фаза смеси соответствует по составу точке G/, а жидкая — точке Li. Жидкость в точке La' обеднена по сравнению с жидкостью по содержанию NH3 и СО* (обогащена по содержанию карбамида и воды)
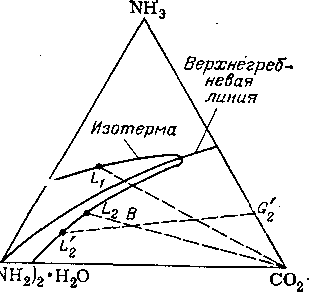
производительности Пуд промышленных аппаратов идеального вытеснения (рнс. II-49). Кривые, характеризующие скорость реакции гидролиза карбамида в водных растворах, помещены в книге [111].
Рнс. II-50 иллюстрирует изменение состава плава синтеза прн стриппииг-дистнлляции в токе С02, а рис. II-51— при стриппинг-дистнлляции в токе NH3. На диаграммах (рис. И-52) приведены экспериментальные даииые, относящиеся к процессу дистилляции плава синтеза при пониженных давлениях [111]. Методика вычисления степени отгоики летучих компонентов при дистилляции плава синтеза изложена в работе [111].
Номограммы для определения теплоемкости, вязкости, теплопроводности, температуры кипеиия и плотности водных растворов карбамида, таблицы значений теплоты растворения карбамида в воде, поверхностного натяжения водных растворов карбамида, содержания карбамида в парах иад его водными растворами — все эти сведения, необходимые для расчета процессов переработки водного раствора карбамида, имеются в источниках [111, 114]. Диаграмму фазовых равновесий в системе карбамид — вода см. в работе [Ш].
В связи с неизбежным образованием в процессе производства карбамида примеси биурета на рис. II-53 приведена диаграмма растворимости в системе карбамид —биурет—вода. В книге [111] даиы также политермические
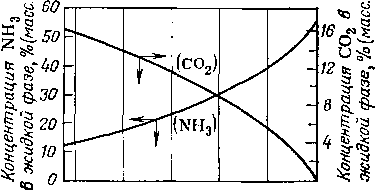
50 60 70 80 90 100
Концентрация NH3 8 газовой (разе, %(масс.)
Рис. И-51. Зависимость концентрации С02 и NH3 в жидкой фазе от концентрации NH3 в газовой фазе для плава с мольным отношением CO(NH2)2: Н20=1 при 180 °С и 18,36 МПа [111]
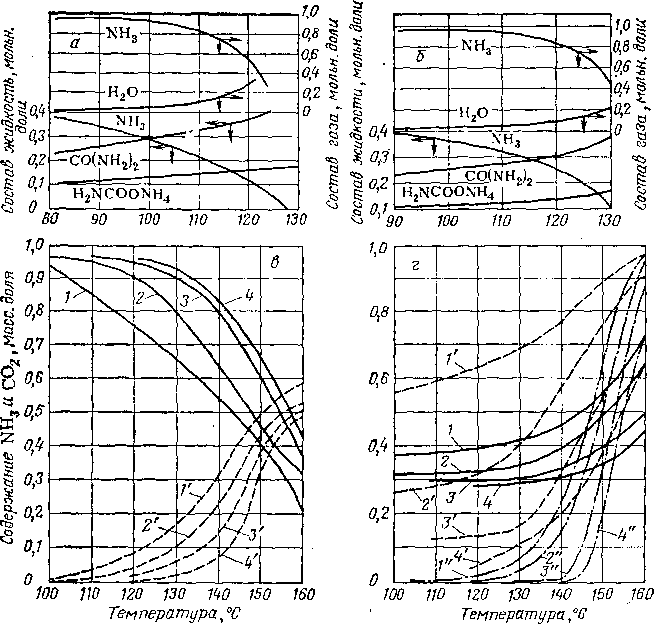
Рис. 11-52. Диаграммы для определения составов сосуществующих фаз в процессе дистилляции плава синтеза [111]: а —составы жидкой и газовой фаз в равновесной системе ЫНз—С02—CO(NH2)2—НаО прн \S7=0, мольном соотношении CO(NH2)2 : COj=7:3 н давлении 1,5 МПа; б — то же, прн давлении 2,0 МПа; в— состав газа, сосуществующего с жидкостью после дистилляции плава синтеза (содержащего до переработки 42,6% NHs, 12,9% COs, 28,4% СО(ЫН2)2 и 16,1% (Н20) при общем давлении 2, 3, 4 н 5 МПа соответственно: 1—4 — массовые доли NH3; 1'—4’ — массовые доли С02;
г —то же. для жидкости: 1—« — массовые доли CO(NH2)3; 1'—4'— изобары степени отгонки общего NHs; 1"—4" — изобары степени диссоциация H2NCOONH4
диаграммы систем биурет—вода и карбамид — биурет, а в книге [114] — номограмма для определения скорости образования биурета при обезвоживании водного раствора карбамида.
Требования к качеству аммиака и диоксида углерода В. В. Лебедев
Сырьем для получения карбамида служат жидкий аммиак и газообразный диоксид углерода, поступающие из аммиачного производства. В них содержатся инертные по отношению к основному процессу примеси; водород, азот и другие вещества, присутствие, которых оказывает отрицательное влияние иа выход карбамида при синтезе.
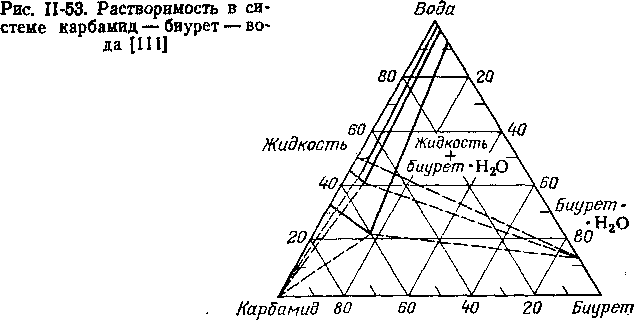
Хромоникельмолибдеиовые стали, применяемые в производстве карбамида, коррозиоиио устойчивы по отношению к плаву лишь при наличии пассивированной пленки, для создания и непрерывного возобновления которой в диоксид углерода дозируют кислород. Это обусловливает возможность образования в отдельных узлах схемы взрывоопасных смесей водорода с кислородом.
Влияние инертных примесей иа выход карбамида. Присутствие инертных по отношению к реакции синтеза карбамида газообразных примесей (водород, азот, кислород и др.) способствует увеличению относительного объема газовой фазы и тем самым переходу части аммиака из жидкой фазы (плава) в газовую.
В свою очередь, уменьшение содержания аммиака в плаве вызывает снижение равновесия степени превращения карбамата аммония в карбамид. Кроме того, присутствие инертных газов приводит к увеличению удельного объема реакционной смеси, что сокращает время ее пребывания в реакторе, и соответственно снижает выход карбамида. Общее уменьшение выхода карбамида прн этом может быть рассчитано по уравнению [111]:
lg*=r— 0,06 lg# + 1,833,
где у — содержание инертных газовых примесей в объемных процентах; х — степень превращения карбамата аммония в карбамид в процентах.
Относительное снижение степени превращения карбамата аммония (диоксида углерода) в карбамид при разных мольных соотношениях между аммиаком и диоксидом углерода иллюстрируется рисунком II-54.
Влияние примесей горючих газов (водорода) иа взрывоопасность в узла? конденсации и абсорбции аммиака. Реакционный плав представляет собой смесь карбамида, карбамата аммония, аммиака и инертных газов — водорода, кислорода, азота и др. При выделении карбамида из продуктов реакции в газовую фазу отгоняется аммиак, диоксид углерода и все инертные примеси.
В узлах конденсации и абсорбции аммиак и диоксид углерода удаляются из смеси и возвращаются в цикл синтеза, а в газовой фазе остаются все инертные газы и незначительное количество нескондеисированиого аммиака.
Рис. 11-54. Относительная степень превращения диоксида углерода в карбамид:
1 — данные Оцука при отношении NHa: СО*“*5; 2 — данные Лебедева при
| N.7 | ||
| ... .1 1 .1.....! | 1 1 I 1 | 1 ! It — |
NHs: СОа“*4 (за 100% принята степень превращения в отсутствие примесей)
it
So
Е fc
Is
^ 85
В зависимости от исходного содержания горючих (водорода) в аммиаке и диоксиде углерода в газовой фазе могут образовываться взрывоопасные смесн [111].
0 1 2 з 4 5 6 7 в 9 10 п 12 13 iu15 Расчетами установлено, что при Содержание газовых примесей в С02, условии дозирования кислорода в ви-
°/о (об.)
v ' де воздуха до содержания в днокси*
де углерода 0,5—0,8% допускается примесь горючих в С02 не более 0,05% (объемных), а в аммиаке не более 0,028 м3/т. Для получения диоксида углерода с таким содержанием горючих необходимо проводить отдувку горючих нз раствора моноэтаноламнна или каталитическое выжигание горючих нз газообразного диоксида углерода. Аммнак, получаемый в крупных агрегатах, обычно содержит допустимое для процесса синтеза карбамида количество горючих примесей.
Промышленные схемы производства карбамида В. В. Лебедев, Б. П. Мельников
Известны [110, 111, 114, 121] технологические схемы получения карбамида из аммиака и диоксида углерода, основанные на следующих процессах: однопроходный процесс, прн котором отгонку нз плава избыточного аммиака и разложение карбамата аммония проводят дросселированием до атмосферного давления н подогревом. Весь выделенный в газовую фазу аммиак перерабатывают в другие продукты (нитрат, сульфат нли карбонат аммония);
процесс с частичным рециклом аммиака, в котором путем дросселирования до 1,6—1,8 МПа отгоняют значительную часть избыточного аммиака. Последний конденсируют и возвращают в цикл. Окончательную отгонку аммнака и разложение карбамата аммония ведут прн атмосферном давлении с переработкой выделенного аммнака в побочные продукты;
процесс с раздельным возвратом в цикл аммиака и диоксида углерода, основанный на селективном извлечении одного нз компонентов из газовой фазы, получаемой прн дистилляции под атмосферным давлением;
процесс с рециркуляцией раствора нли суспензии углеаммонийных солей — так называемый жидкостный рецикл; процесс с рециркуляцией горячих газов;
стрнппннг-процесс, в котором отгонку избыточного аммиака и разложение карбамата аммония проводят в токе аммиака или диоксида углерода при давлении синтеза;
интегральный процесс, основанный на объединении схем производства аммнака и карбамида.
В настоящее время в мнре эксплуатируются в основном схемы с «жидкостным рециклом» как с применением, так и без применения стриппнига. В этих схемах в зависимости от условий возможно частичное или полное замыкание рецикла.
В значительно меньшем объеме используются схемы с частичным рециклом аммиака, и полностью вышел из употребления однопроходный процесс. Процесс с рециркуляцией горячих газов и интегральная схема находятся в стадии отработки.
Частичный рецикл. Агрегаты, действующие в Советском Союзе по схеме с частичным рециклом аммиака (рнс. II-55) мощностью 100 т/сут, были созданы иа базе научно-исследовательских и опытных работ, проведенных под руководством Б. А. Болотова (Государственный институт высоких давлений), В. В. Святухина (Чернореченский химический завод, г. Дзержинск) и
Н. А. Гольдберга (Дзержинский филиал ГИАП).
Процесс основан на взаимодействии аммиака н диоксида углерода в жидкой фазе при мольном соотношении (3—4) : 1 (избыток аммиака над стехиометрией 75—10Qi%), давлении около 20 МПа и температуре 180— 190°С, с передачей газовой фазы после дистилляции на переработку в аммиачную селитру.
Жидкостный рецикл в виде водных растворов углеаммоиийиых солей. Впервые жидкостный рецикл был разработан Миллером [Пат. США
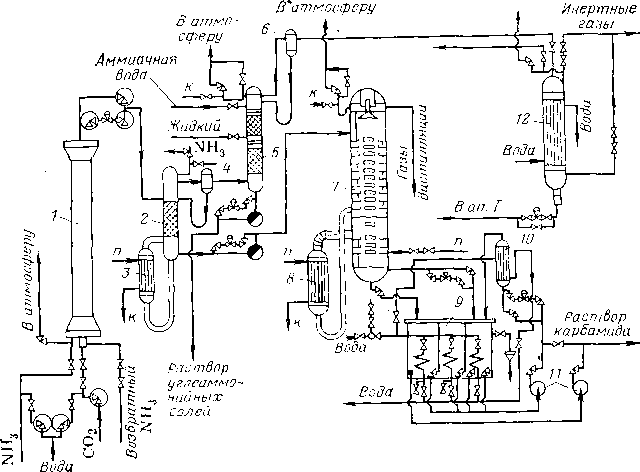
Рис. II-55. Технологическая схема получения карбамида с частичным рециклом:
1— колонна синтеза; 2 — колонна дистилляции первой ступени; 3, 8, 10— подогреватели; 4 — брызгоотделитель; 5, 6 — колонны фракционирования; 7 — колонна дистилляции второй ступени; 9 — сборник растворов карбамида; И — центробежные нас осы; 12 — конденсатор аммиака; п — пар; к — конденсат
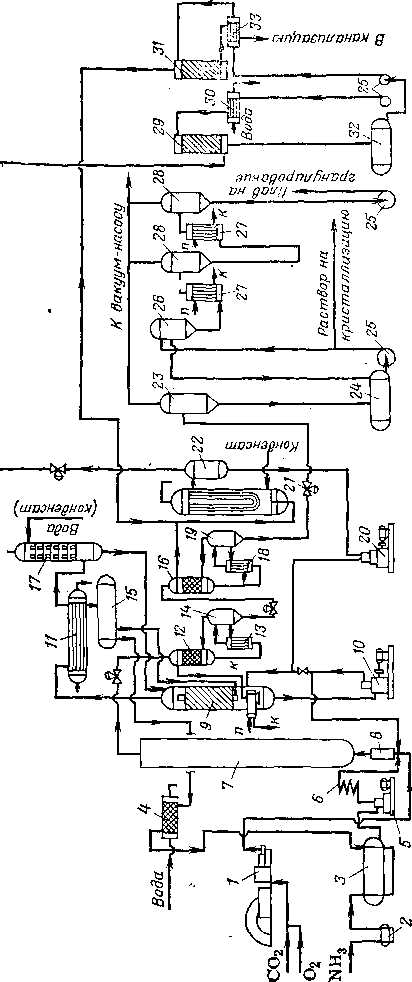
'й ь-
CX. о
ГО e*
-- R ’ SJ
К oco Я «*¦ a> S I .3 сз 1 o> в f_ аэ ^ a г л ^ , ee S< R
--.з «
со «
>* . - ! -Ю 43 f I e О кь^ -J О if *c5 * X л a» У у 4
« О O
° -У * * о
о 2 «“
О Я «и\о ,
В I J5 I
«* ' *« т
S ?> = з
3 |1&
5 s'fsf ® .««I
6 2-& . е
S е * -
, ‘ ?sp w
к ^ <и«^ ю
я •*а-*?
я « i 5 5
Щ М ^ W
4 К .0.0 § g^lgg
О 0 4»
« 5 а ? *Г
s s3* I
<4 . о toj
8 J. ” t” « ^ & я . 2ю » ¦» S’ о.
4 п? О g *§*¦'' s 1!5
§ I-S
о 5 -°
5
-- I ..з
г! я и
Н IN g *
. и S ч «О -о S
“? s; § |
~ «§1 64 м Л
> “ А<
о ..л ? Я о- * . Л *- ®
и Й2 1
SsS
•&§...
I " » <N I §
..e>"
О...Л О Л «
йч“
s?; I = 5s-
Л ft) Ч.
** I
д OS • Я gb у
ill g® а
§1 8 , «чю
I"?
K ia'J,
« o*SJ So 4 f- .«. • • н 2 3 л « ?* f-
~ Jc2
o ^5S> - &og
x <-
Q- ff*
И С *
ж Si
О S5 • *
x О л
rS
a>
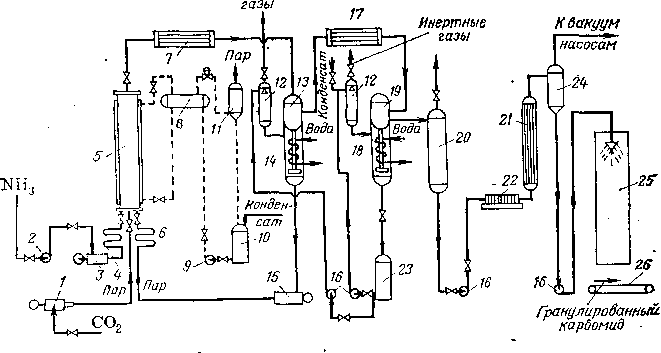
Рис. II-57. Технологическая схема получения карбамида по способу «Мои-
текатини»:
/ — компрессор; 2, 3 — аммиачные насосы; 4, 6, 7, 17 — подогреватели; 5 —колонна синтеза; 8 — напорный бак; 9, 16 — центробежные насосы; 10 — сборник; //, 13, 19, 24 — сепараторы; 12 — аппараты для отделения инертных газов; 14, 18 — конденсаторы; 15 — карбаматный насос; 20 — сборник раствора карбамида; 21 — выпарной аппарат; 22 — фильтр-пресс; 23 — промежуточный сборник; 25 — грануляционная башня; 26 — транспортер
1898093; 1933; 2116881, 1934], который предложил вести процесс синтеза карбамида в присутствии значительного избытка аммиака (мольное соотношение NH3: С02=7,5). Большую часть аммиака возвращают в процесс после первой ступени дистилляции. Газовую фазу после второй ступени дистилляции, содержащую NH3 и С02, поглощают водой и возвращают в цикл в внде раствора углеаммонийных солей. В последующем в этот процесс было внесено много усовершенствований, значительно повысивших его эффективность.
Ниже приводится краткое описание способов и схем, запатентованных разными фирмами.
Способ «Стамикарбон» (Голландия) заключается в том, что образование рециркулируемого раствора углеаммоиийиых солей (УАС) осуществляется под давлением в первой ступени дистилляции (рис. II-56). Это позволяет снизить содержание воды в смеси, поступающей в реактор, и тем самым увеличить удельный сърм карбамида по сравнению с процессом Миллера.
Технологический режим синтеза: давление 19—20 МПа, температура
180—190 °С, мольное отношение NH3: С02 : Н20=3,8—4,0 : 1 : 0,5—0,6. В узлах дистилляции первой и второй ступеней (12—14 и 16—19) соответственно давление 1,7—1,8 и 0,2—0,3 МПа, температура 160 и 140 °С. Отмывка аммиака от диоксида углерода и образование раствора УАС происходят в промывной колонне 9 и конденсаторе 21. Аммиак конденсируется в аппарате И и возвращается в цикл через смеситель 8, куда поступают также раствор УАС и диоксид углерода.
Раствор карбамида укрепляют до 72—74% в вакуум-испарителе 23, а затем в системе двухступенчатой выпарки прн конечном остаточном давлении 4—5 кПа — до 99,7—99,8%, затем плав гранулируют. Товарный гранулированный карбамид отвечает требованиям ГОСТ 2081—75.
Соковый конденсат очищают от аммиака и диоксида углерода в узле абсорбции — десорбции. Газовую фазу (NH3, СОг, Н20) возвращают в систему через конденсатор 21.
Способ «Моитекатини» (Италия) основан на исследованиях Фаузе-ра [Франц. пат. 1328081, 1933 г.]. Основное отличие от способа «Стамикар-бон» состоит в том, что весь аммиак конденсируется совместно с диоксидом углерода в конденсаторах 14, 18, образуя водио-аммиачный раствор УАС (рис. II-57). Поддержание при дистилляции первой ступени более высокого давления (2—4,5 МПа) дает возможность частичного использования теплоты, выделяющейся в конденсаторе-абсорбере 14, для разложения карбамата аммония во второй ступени дистилляции. Технологический режим: давление 20,0 МПа, температура 180—190 °С, мольное отношение NH3: С02 : Н20= =5 : 1 : 0,54 (мол.); в первой ступени дистилляции— 150°С н 2,5 МПа, а во второй — 135 °С и 0,3 МПа.
Способ «Тойо К о а ц у» (Япония) отличается применением повышенного давления синтеза 23,0—25,0 МПа при поддержании 180—190 °С и мольном соотношении NH3: С02: Н20=3,7—4 : 1 : 0,4, а также трехступенчатого дросселирования до 1,8; 0,3 МПа н атмосферного давления при температурах соответственно 155, 130 и 150 °С (рис. II-58). Переработку раствора карбамида проводят вакуум-кристаллизацией с последующим плавлением кристаллов н гранулированием плава. Описанные схемы явились основой дли последующего усовершенствования технологии н создания крупных современных агрегатов.
В настоящее время наиболее распространенными схемами с жидкостным рециклом являются схемы, разработанные фирмами «Стамикарбон» (Голландия), «Текнимонт» и «Снампрожетти» (Италия), «Мицуи Тоацу» (Япония).
Схема «Стамикарбон» (рис. II-59) основана на принципе разложения карбамата, иепрореагировавшего в карбамид, при давлении синтеза путем
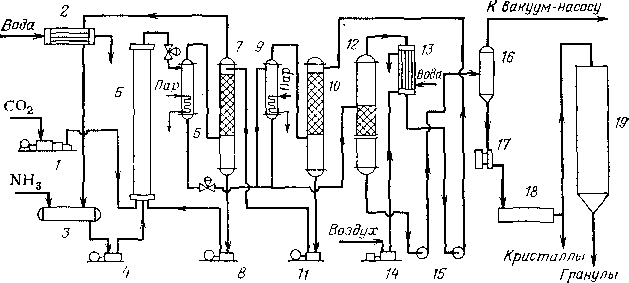
Рис. II-58. Технологическая схема получения карбамида по способу «Тойо
Коацу»:
/ — компрессор; 2 — конденсатор; 3 — сборник аммиака; 4— аммиачный насос; 5 — колонна синтеза; 6, 9, 12 — сепараторы; 7, 10 — абсорберы; 8, И — карбаматные насосы; 13 — холодильник; 14 — воздуходувка; 15 — центробежные насосы; 16 — вакуум-кристал-лнзатор; 17 — центрифуга; 18 — сушилка; 19 — грануляционная башия
В конденсатор ВаАтнЛт. - Из абсорбера
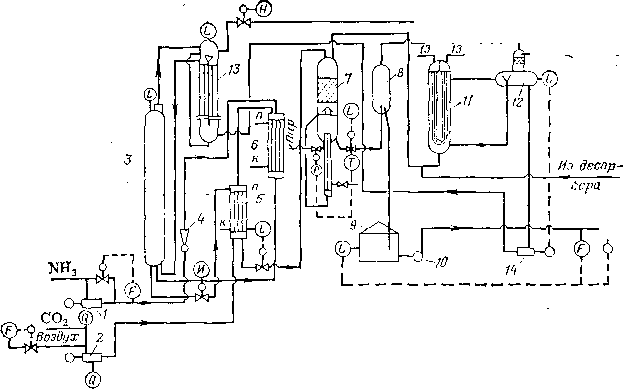
На 8ьтарн([ •ИЗ-
Рис. II-59. Технологическая схема стриппинг-процесса получении карбамида по способу фирмы «Стамикарбон» и автоматического регулирования процесса:
/ — аммиачный насос; 2 — компрессор; 3 — реактор; 4 — эжектор; 5 — стриппер; 6, II — конденсаторы; 7 — разлагатель низкого давления; в —сепаратор; 9 — сборник; 10 — центробежный насос; 12— абсорбер; 13 — скруббер высокого давления; 14 — насос (пунктиром обозначены импульсные, командные линии КИП и А); О — автоматический анализ; L — уровень; Т — температура; F — расход; Р — давление; / — показание; R— регистрация; А — сигнализация; Н — ручное управление; с — регулирование, управление; г — соотношение
подогрева и подачи в раствор, выходящий из реактора, диоксида углерода — так называемый стриппннг процесс.
Диоксид углерода, сжатый до 15,2—14,5 МПа, компрессором 2 подают в стриппер 5, где происходят разложение карбамата аммония.
Газовая фаза поступает в конденсатор высокого давления 6, куда также насосом 1 через эжектор 4 подают жидкий аммиак. В конденсаторе 6 происходит частичное превращение аммиака н диоксида углерода в карбамат; образовавшийся раствор поступает в реактор 3, где идет дальнейшее образование карбамата аммония и его превращение в карбамид.
Полученный раствор, состоящий из карбамата аммонии, карбамида, аммиака и воды, из реактора поступает в стриппер, где при 170—190 °С и 14,3—15,2 МПа происходит разложение карбамата (как указано выше). После стриппера 5 раствор карбамида! поступает в разлагатель низкого давлении 7, у которого имеются встроенный теплообменник и вверху ректификационная колонна. В разлагателе 7 при 0,25 МПа и 130—140 °С происходит разложение оставшегося карбамата и отгон аммиака н диоксида углерода из раствора. Тепло, необходимое для разложения карбамата аммония, обеспечивается подачей пара во встроенный теплообменник. После этого раствор через сепаратор 8 и емкость 9 насосом 10 подают на выпарку, а упаренный раствор на граиулицию. Готовый продукт в виде гранул 1—4 мм поступает на склад.
Из разлагатЁля низкого давлении 7 газовая фаза поступает в конденсатор низкого давления 11. Полученный раствор насосом 14 подают в скруббер
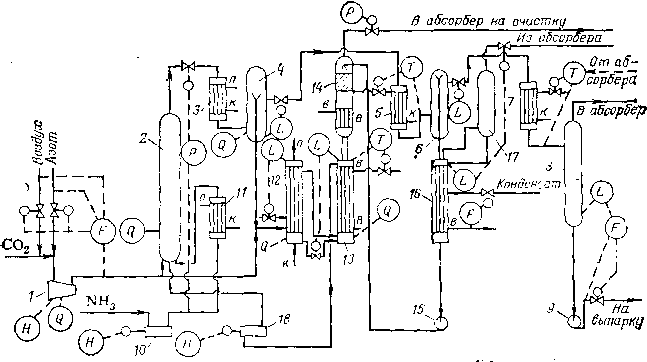
Рнс. 11-60. Технологическая схема получения карбамида по способу фирмы «Текнимонт» и автоматического регулирования процесса:
1 — турбокомпрессор; 2 — реактор; 3, 5— подогреватели; 4> 6, 8— сепараторы^ 7, 11 — подогреватели; 9, *5 — центробежные насосы; 10— аммиачный насос; 12, 13 — конденсаторы; 14 — абсорбер; 16 — конденсатор среднего давления; - 17 — промыватель; 18 — карбаматный насос (обозначения автоматических регуляторов те же, что и на рнс. 11-59)
высокого давления, а оттуда в реактор 3. Газовая фаза перед выбросом в атмосферу проходит кислую промывку в абсорбере (на схеме не указан), где окончательно очищается от аммиака.
По схеме «Текнимонт» (рис. II-60) диоксид углерода центробежным четырехступенчатым компрессором 1 сжимают до давления 20,0—22,Q МПа и подают в реактор 2, куда подают также аммиак (иасосом 10) и раствор карбамата аммония (насосом 18). В реакторе при давлении 20—22 МПа н температуре около 195 °С происходит образование карбамата аммония, а затем и карбамида. Степень конверсии СО2 в карбамид составляет 60—62%. Полученный в реакторе 2 плав, состоящий из карбамида, карбамата, аммиака н воды, дросселируют до давления 7 МПа, а затем в подогревателе 3 нагревают до 185—190 °С паром давлением 2 МПа. В подогревателе происходит разложение карбамата иа NH3 и С02. Парожидкостная смесь из подогревателя 3 поступает в сепаратор 4, где газовая фаза отделяется от раствора. Раствор поступает в подогреватель второй ступени 5, а газовую фазу направляют в конденсаторы 12, 13, где соответственно прн 137—145 °С и 110—115°С образуется раствор карбамата аммония, который дальше иасосом 18 подают в реактор 2.
Раствор карбамида из сепаратора 4 дросселируют до давления 1,1— 1,2 МПа и направляют в подогреватель 5, где прн 150—155 °С идет разложение оставшегося карбамата на NH3 и СО2. Газожидкостная смесь поступает в сепаратор 6, где происходит разделение фаз. Газовая фаза поступает в конденсатор 16, откуда конденсат насосом 15 через абсорбер 14 подают в конденсатор высокого давления 13, а затем в реактор 2. Раствор из сепаратора 6 дросселируют до давления 0,15—0,25 МПа и направляют в подогреватель 7, где при 125 °С происходит дальнейшее разложение карбамата ам-моння на NH3 и С02. Газожидкостную смесь разделяют на жидкую фазу и газ в сепараторе 8.
Раствор, содержащий примерно 71% карбамида н около 3% NHs и С02, поступает на выпарку, а газовая фаза на абсорбцию. Образующийся раствор углеаммоииевых солей возвращают снова в цикл.
По схеме, основанной на методе «Мицуи Тоацу» н «Т о й о Энджи-ннринг Корпорейшеи» (рис. II-61), диоксид углерода турбокомпрессором 1, жидкий аммиак иасосом 3 и раствор карбамата аммония насосом 2 под давлением 23—25 МПа подают в реактор 5. Синтез карбамида проводят при 23 МПа и 180—190°С. Плав из реактора дросселируют до
1,8 МПа и направляют в разлагатель среднего давления 6, где при 155— 158 °С происходит почти полное разложение карбамата аммония и отгон аммиака и диоксида углерода из раствора. Раствор карбамида из разлагателя среднего давления дросселируют в разлагатель низкого давления 7 до давления 0,2—0,3 МПа, где при 135 °С происходит полное разложение карбамата аммония и выделение /NH3 и С02 из раствора.
Для более полного отделения из раствора 1NH3 и С02 в разлагателе низкого давления используют принцип стриппингования, для чего в нижнюю часть разлагателя подают диоксид углерода от компрессора 1. Для окончательного выделения NH3 и С02 раствор карбамида из разлагателя 7 напраз-ляют в обогреваемый сепаратор 8, а из него в вакуум-кристаллизатор 9. Кристаллы из раствора отделяют в цеитрофуге 10, затем сушат, расплавли-ют и плав гранулируют.
Газовая фаза из разлагателя среднего давления, содержащая NH3, С02 н Н20, поступает в абсорбер-промыватель 11, где происходит отмывка аммиака от диоксида углерода. Полученный раствор карбамата насосом 2 подают
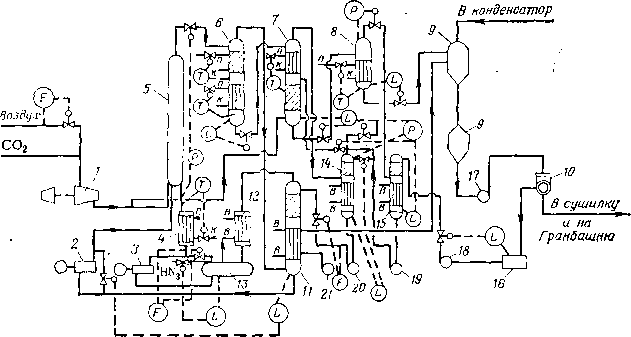
Рис. II-61. Технологическая схема получения, карбамида по способу фирмы «Мицуи — Тоацу» и автоматического регулирования процесса:
| / — турбокомпрессор; 2 — карбаматный насос; 3 —аммиачный насос; 4 — подогреватель; р.. 5 —реактор; 6, 7 — разлагателя среднего н низкого давления; 8 — сепаратор; 9 — вакуум-15 кристаллизатор; 10 — центрифуга; // — абсорбер; 12 — конденсатор; 13 — емкость аммиа-ка; 14 — абсорбер низкого давления; 15 — газовый конденсатор; 16 — емкость маточного ( .раствора; 17—21 — центробежные насосы (обозначения автоматических регуляторов те ff; же, что и на рнс. II-59)
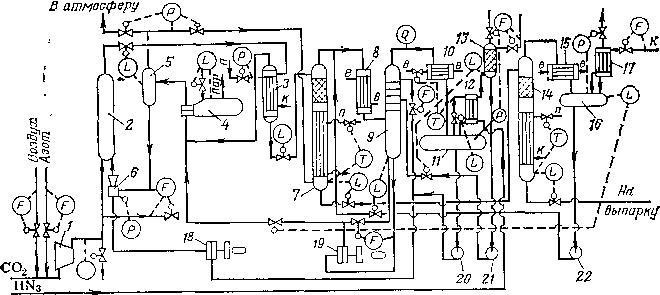
Рис. 11-62. Технологическая схема получения карбамида по способу фирмы , «Снампрожеттн» и автоматического регулирования процесса:
1—турбокомпрессор; 2— реактор: 3— стриппер; 4— конденсатор; 5 — сепаратор; 6 — эжектор; 7— разлагатель среднего давления; 8 — конденсатор; 9— промыватель; 10 — конденсатор аммиака; —сборник аммиака; 12 — холодильник; 13 — абсорбер; 14 — разлагатель низкого давления; 15 — конденсатор; 16 — сборник раствора карбамата; 17 — хвостовой конденсатор; 18— аммиачный насос; 19 — карбаматный насос; 20—22 — центробежные насосы (обозначения автоматических регуляторов те же, что и на рнс. II-59)
в реактор 5. Газовая фаза, состоящая в основном из аммиака н инертных газов, попадает в конденсатор 12, где аммиак конденсируется н стекает В емкость NH3, а газы для окончательной очистки от аммнака проходят абсорбер (иа схеме не указан), затем их выбрасывают в атмосферу. Аммиак из емкости 13 насосом 3 через подогреватель 4 подают в реактор 5.
Маточный раствор насосом 18 возвращают в цикл синтеза через газовый конденсатор 15, абсорбер низкого давления 14 и абсорбер-промыва-тель 11. Маточный раствор абсорбирует диоксид углерода и аммиак, выделяемые из разлагателей 6, 7 и сепаратора 8. Таким образом осуществляется полный рецикл непрореагировавшнх NH3 и СО*
Схема «Снампрожетти» (рис. II-62) так же как и схема «Стами-карбон» основана на принципе разложения карбамата аммония при давлении синтеза путем стриппингования. Но в отличие от схемы «Стамнкарбон» стриппиигование NH3 и С02 проводят не диоксидом углерода, а аммиаком. Диоксид углерода турбокомпрессором 1 под давлением 15,0—15,5 МПа подают в реактор 2 и частично в конденсатор 4. Жидкий аммиак из сборника 11 центробежным насосом 21 под давлением около 2,3 МПа падают на орошение промывной колонны 9 и на всасывающую линию аммиачного насоса 18. Этим насосом аммиак сжимают до 24,0 МПа и подают в эжектор 6. где его применяют в качестве эжектирующей жидкости при подаче раствора карбамата из сепаратора 5 в реактор 2.
В реакторе происходит образование карбамида. Степень конверсии при данных условиях составляет 59—60;%, поэтому из реактора выходит раствор, содержащий карбамид, карбамат, аммиак и воду. Этот раствор поступает в подогреватель (стриппер) 3, где за счет тепла и выделяемого аммиака происходит разложение карбамата аммония, а также отгонка продуктов разложения и избыточного аммиака из раствора. Тепло подводится паром давлением 2,6 МПа.
Газовую фазу смешивают с карбаматным раствором, поступающим со ьторой ступени дистилляции, и диоксидом углерода, подаваемым турбокомпрессором 1, затем направляют в конденсатор 4, где образуется раствор карбамата. Раствор через сепаратор 5 эжектором 6 подают в реактор 2. Раствор карбамида и неразложившийся карбамат дросселируют в разлагатель среднего давления. При 1,8 МПа и 150—160 °С происходит разложение оставшегося карбамата. Тепло для разложения подводят конденсатом пара высокого давления, выходящим из стриппера 3.
В разлагателе среднего давления применяют принцип стриппингования ииертными газами, поступающими из сепаратора 5. Газовая фаза из разла-гателя среднего давления поступает в конденсатор 8 и далее в промыватель 9. В конденсаторе 8 аммиак и диоксид углерода абсорбируются раствором карбамата аммония, поступающим из отделения регенерации при низком давлении (0,3—0,4 МПа). В конденсаторе почти полностью абсорбируется С02, а инертные газы, насыщенные аммиаком и водой, нз нижней части промывателя поступают в верхнюю, оборудованную тарелками. Тарелки верхней части промывателя орошают аммиаком и аммиачной водой, за счет чего из аммиака удаляются диоксид углерода и вода. Промытый аммиак с инертным газом поступает в конденсатор 10, а затем в сборник NH3. Аммиак конденсируется в холодильнике ~12 за счет холода, отдаваемого поступающим в сборник 11 свежим аммиаком (при минус 30—минус 34 °С). Инертные газы перед выбросом в атмосферу очищают от аммиака в абсорбере 13, орошаемом конденсатом.
Раствор карбамата из разлагателя среднего давления дросселируют до давления 0,45—0,3 МПа и направляют в разлагатель низкого давления 14 (в его верхнюю часть). Газовая фаза из верхней части поступает в конденсатор 15, где происходит конденсация газовой фазы с образованием раствора углеаммонневых солей, который стекает в сборник 16. Центробежным насосом 22 его подают в конденсатор среднего давления 8. Раствор карбамида (72—75%-ный) из нижней части разлагателя низкого давления направляют на выпарку, а затем на грануляцию.
Показатели процессов производств карбамида, эксплуатируемых в СССР в настоящее время, приведены в табл. 11,71.
Новые технологические процессы. В настоящее время интенсивно ведутся научно-исследовательские и инженерные разработки в области производства карбамида. Они направлены на снижение энергетических затрат, загрязнения окружающей среды, капитальных вложений, на повышение качества продукции и производительности труда. Это достигается следующими путями:
повышением степени превращения исходных веществ в карбамид за счет увеличения мольного отношения NH3: С02 и повышения давления; наиболее полной утилизацией тепла;
повышением степени разложения карбамата аммония прн давлении синтеза за счет применения в дистилляции различных стриппинг-агентов; применением высокоэффективных пленочных подогревателей; применением центробежных машин; полной автоматизацией процесса.
Имеется несколько процессов, обеспечивающих повышенную экономическую эффективность производства карбамида. Наиболее известными из них являются: процесс фирмы «Монтэдисон» с двухизобарным рециклом (процесс
IDR) и усовершенствованный процесс фирмы «Мицуи — Тоацу» и ТЭК (процесс ACES). В указанных процессах усовершенствования касались главным образом синтеза и дистилляции. Особое внимание было уделено повышению степени конверсии за счет увеличения мольного отношения аммиака и диоксида углерода. Усовершенствования схем направлены на соединение воедино преимуществ стрилпииговой и нестриппииговой технологии получения карбамида.
Процесс производства карбамида фирмы «Монтэдисои» базируется на применении двух стриппиигов (один на аммиаке, другой на диоксиде углерода) и новой конструкции реактора. Отделения синтеза и рецикла с двумя стрипперами работают под одним и тем же давлением. Опытная установка мощностью 300 т/сут по новой технологии была смонтирована фирмой <Фертимон» на базе старой установки в г. Сан Джузеппе ди Каире в Италии мощностью 300 т/сут в 1981 г.
Отделение синтеза со стриппингованием показано на рис. II-63. Одна из особенностей процесса связана с заново разработанным реактором. Он разделен на две части разделительной тарелкой. Верхняя часть значительно больше нижней. Реактор содержит ряд перфорированных тарелок и стояк, через который раствор проходит из верхней части в нижнюю. НгРверху реактора имеется газовое пространство, из которого инертные газы отводит ® карбаматный конденсатор.
Жидкий аммиак и раствор карбамата подают снизу в верхнюю часть реактора, где он поднимается вверх, а затем по стояку поступает вниз ниж-яей части реактора. Туда же подают пары аммиака, создавая благоприитные условия для достижения близкой к равновесной степени конверсии. Раствор выходит из нижней части реактора сверху и поступает в первый разлагатель (стриппер), в который подают NH3 (примерно 40% от общего количе-
Таблица 11,71. Процессы производства карбамида в СССР
| Процесс производства | ||||||
| Показатели |
частичный рецикл аммиака |
жидкостный рецикл УАС |
интенсифи цированный агрегат | стриппннг ДИОКСИДОМ углерода | сгрнппннг аммиаком | усовершен ствованный жидкостный рецикл |
| Мощность агрегата, тыс. т/год Срок ввода первого агрегата, год Расходные коэффициенты: | 35-42 |
90- | 115-135 | 330 |
450 | 450 |
|
4961 | 1963 | 1970—1975 | 1979 | 1979 |
1980 | |
| аммиак, кг/т |
582 | 580 | 580 | 580 | 580 |
580 |
|
электроэнергия, кВт/т пар, ГДж/т | 200 | 150 |
150 | 180 | 66 |
65 |
| 4,19 |
5,44 | 5,44 | 3,22 |
— | 4,82 | |
|
оборотная вода, м3/т |
100 | 200 | 200 |
75 | — | 10 |
| природный газ, ГДж/т |
— | “ | “ | 5,86 | ||
|
общие энергорасходы, тут/т |
0,270 | 0,315 | 0,315 |
0,2160 | 0,2250 |
0,2360 |
Рис. II-63. Технологическая схема ! получения карбамида с двойной изобарной рециркуляцией (процесс IDR):
1— реактор; 2 — сепаратор; 3 — конденсатор; 4 — разлагатель в токе С02; 5 — разлагатель в токе NHa
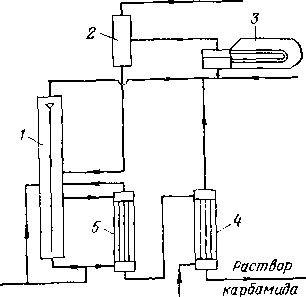
ства), подогретый до 200°С. Тепло-|Т вой баланс поддерживают за счет подачи пара в межтрубное пространство разлагателя. Газовую фазу, вы-ходищую из разлагателя, направляют в низ верхней части реактора, в котором газ конденсируется, отдавая тепло конденсации раствору.
Раствор из первого разлагателя поступает во второй стриппер, где в качестве стриппинг-агента используют диоксид углерода. В аппарат подают | весь диоксид углерода, участвующий в процессе. Газовая фаза из второго ¦|:! разлагателя поступает в карбаматный конденсатор, в который также подают !: раствор углеаммониевых солей с дистилляции среднего и низкого давления. ,;1_ Тепло, выделяющееся при конденсации, регенерируют с получением пара р! низкого давления. Раствор из второго разлагателя направляют на дистилляцию среднего и низкого давления, а потом на выпарку и- грануляцию.
Основным преимуществом процесса явилась улучшенная регенерация тепла, а, следовательно, снижение расхода пара. Фактически все тепло реак-: ции и тепло, расходуемое в разлагателе, регенерируется в карбаматном конденсаторе в виде пара давлением 0,6 МПа. Общий расход пара составил 600 кг/т. При оптимизации процесса фирма ожидает расход пара понизить 1 до 300 кг/т.
j;; Технологическая схема процесса Мицуи Тоацу Кэмикол (МТС) и ;! Тойо Энджиниринг Корпорейшен (ТЕС)—МТС/ТЕС сочетает ; в себе применение высоких отношений NH3 и С02 в синтезе и стриппингова-| иия диоксидом углерода в разлагателе высокого давления, работающем при давлении синтеза. Технологический процесс был испытан на опытной установке в Японии (в г. Тиба) на заводе фирмы «Мицуи Тоацу» (МТС). ^Сущность нового процесса заключается в повышении степени конверсии за. | Счет увеличения избытка аммиака при мольном отношении NH3 и С02 рав-|]ным 4 и повышенной температуре (до 195°С). За счет конденсации непро-| реагировавших аммиака и диоксида углерода при высоком давлении полнее утилизируется тепло. Это тепло используется для разложения карбамида в последующих ступенях дистилляции.
j В новой технологической схеме (рис. II-64) системы синтеза, разложения карбамата и его конденсации работают при одном и том же давлении. Рабочее давление синтеза 175 кг/см2, температура в реакторе 190 °С, мольное отношение NH3: СОа=4. Жидкий аммиак подают в реактор, а диоксид углерода — в стриппер. Отходящий из стриппера газ со значительным ^Содержанием С02 поступает в конденсатор карбамата, где примерно 60% лаза конденсируется и абсорбируется в растворе углеаммониевых солей, поступающих из абсорбера среднего давления. Тепло образования карбамата
Рис. II-64. Технологическая схема получения карбамида фирм МТС/ТЕС (процесс ACES)
рекуперируют с образованием пара давлением 0,5 МПа, а также используют для подогрева раствора, поступающего нз стриппера на следующую стадию разложения. Газожидкостную смесь из конденсатора возвращают обратно в реактор. Раствор из стриппера с содержанием примерно 12% аммиака поступает на следующие стадии разложения — среднего и низкого давления, работающие при 2,0 н 0,3 МПа.
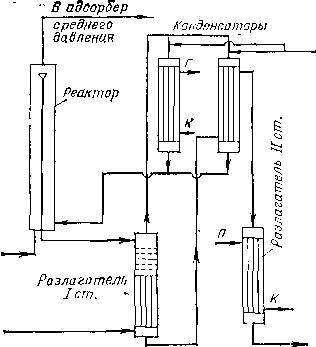
Для создания условий отпарки раствора при мольном отношении NH3/C02 ие более 3 была создана специальная отпариая колонна. Снижение мольного отношения аммиака к диоксиду углерода с 4 до 3 достигается за счет адиабатного контакта раствора из реактора с высококонцентрированным по диоксиду углерода газом. Для обеспечения адиабатного контакта может быть применен аппарат с тарелками или насадкой. Отпарная колонна для нового процесса фирмы ТЕС/МТС состоит нз двух частей: верхней — тарельчатой части н нижней — пленочного теплообменника. Верхняя часть предназначена для регулирования отношения аммиака и диоксида углерода в растворе, а нижняя — для эффективного подвода тепла, необходимого для разложения карбамата. Общий расход пара составляет 500—600 кг/т.
Компрессоры диоксида углерода В. А. Тарасов
Для перемещения и сжатия диоксида углерода применяют поршнев&е и центробежные компрессоры. Характеристики компрессоров приведены в табл. 11,72 и 11,73.
Область целесообразного применения поршневых компрессоров ограничена подачей 9000 нм3/ч (здесь и далее объем газов приведен к нормальным условиям). На крупных агрегатах карбамида производительностью 1100 т/сут и выше выгодно применять центробежные компрессоры. Агрегаты карбамида производительностью 600 и 1000 т/сут обычно снабжены центробежным н поршневым компрессорами, работающими последовательно. Поршневые компрессоры используют в качестве дожимающих.
Для привода компрессоров, как правило, применяют электродвигатели, что обеспечивает высокую эксплуатационную надежность. В некоторых случаях для привода центробежных компрессоров оказывается целесообразным применение паровой турбины. Рабочие параметры пара и расход пара в отборе приведены в табл. 11.74. В каждом конкретном случае выбор типа привода определяется технико-экономическим расчетом.
Специфика компремировання до давления 15,0—25,0 МПа связана со свойствами диоксида углерода, применяемого для синтеза карбамида. Диоксид углерода, поступающий в производство карбамида, насыщен влагой, содержит кислород до 0,8% и небольшие количества сульфидов, главным образом сероводорода. Это обусловливает его коррозионную активность в присутствии капельной влаги. Кроме того, газообразный диоксид углерода имеет относительно большую плотность и может прн определенных условиях превращаться в жидкость в процессе сжатия в компрессоре.
На некоторых установках для защиты компрессоров от коррозии применяют осушку диоксида углерода до остаточного содержания влаги не более 1 г/м3. По ряду причин установки осушки стабильно не обеспечивают указанного содержания влаги. В случае нарушения работы установки осушки условия работы компрессора практически не отличаются от условий работы на влажном газе. Технико-экономнческие расчеты показали, что целесообразно применять компрессоры, специально предназначенные для компремировання насыщенного влагой диоксида углерода. В этих компрессорах межступенча-тая аппаратура, трубопроводы всасывающих линий, линий продувок и сброса конденсата выполнены из нержавеющих сталей.
Для обеспечения работоспособности и предотвращения повышенного коррозионно-эрозионного износа деталей собственно компрессора, соприкасающихся с газом, температуры газа на входе ступеней несколько увеличены. Обычно на всасывании последней ступени компрессоров температуру газа поддерживают не ниже 47 °С. Еще лучшие результаты достигаются при поддержании температуры в пределах 55—75 °С. Температуру газа на всасывании остальных ступеней поддерживают в пределах 35—40 °С. Вода, содержащаяся в газе, должна быть свободна от поташа, этаноламинов, ванадия, хлоридов и солей хрома.
В поршневых компрессорах прн перемещении и сжатии влажного газа смазка не только уменьшает механический износ деталей, но и в определенной степени является защитой от нх коррозионно-эрозионного износа. Поэтому расход масла, подаваемого в цилиндры двух последних ступеней, составляет 150—230 г/ч. Для обеспечения надежной масляной пленки на деталях поршневых компрессоров применяют масло вязкостью 24—28 сСт при 100 °С.
Высокая эксплуатационная надежность компрессоров, как показывает опыт их эксплуатации, обеспечивается применением специальных материалов ¦i для изготовления деталей собственно компрессора, соприкасающихся с газом. В поршневых компрессорах модернизированных конструкций на последних ступенях применяют нержавеющие хромистые н хромоникелевые стали — для клапанов, полимерные материалы, бронзы, легированный чугун — для колец и сальников, легированный чугун, нержавеющие стали — для втулок цилиндров, нержавеющие стали — для поршней.
В связи с необходимостью подачи смазкн в цилиндры поршневых ком-«I прессоров 1 м3 (при нормальных условиях) диоксида углерода на выходе нз компрессоров содержит до 0,025 г масла пря металлических сальниках и Г опорных частях поршня и до 0,010 г, если сальники и опорные части поршня | выполнены из фторпласта и его композиций с графитом и стекловолокном.
В корпусах высокого давления центробежных компрессоров применяют
I нержавеющие стали для колес, диафрагм. Наиболее уязвимые для коррозии
| Номинальный режим работы | ||||||||
|
Изготовитель | Тнп я марка | •jr | 8 « | условия всасывания | «3 X 4> | частота вращения вала (корпус низкого давления), с—1 | ||
| Ж Л 3" л < о ¦ с | развиваем* давление (абс,), МЛ | темпера-1 тура, °С | давление (абс.), МПа | >, н о о 5 Я В* | ||||
| «Демаг», ФРГ |
Двухкорпусный, 10МН4В/ /10СМНЧВ | 18000 | 2,73 |
45 | 0,10 | 2+2 |
143,4 | |
| ЧКД Прага, ЧССР | Двухкорпусный «Бабетта», 5MA78+2RVA39 | 19550 | 2,805 | 45 |
0,098 | 2+1 | 110 |
|
| «Нуово-Пиньр-не», Италия | Двухкорпусный, 2MCL607+ +2BCL306a | 24275 |
15,2 | 45 | 0,098 |
2+2 | 118,83 | |
| «Нуово-Пиньо-нё», Италия |
Трехкорпусный, 2MCL607 + +BCL305a+ + BCL205b | 24837 | 21,68 |
45 | 0,1 | 2+ +1+1 | 117,5 | |
| «Хнтачи-Пинь-оне», Япония |
Трехкорпусный, 2MCL607+ + BCL305a+ +BCL205b | 24158 | 25,6 |
35 | 0,1 | 2+ +1+1 | 118,8 | |
Прямечаияе: Подача компрессоров указана для газа, приведенного к нормаль
Привод
Диапазон н способ регулирования подачи
? 3 * о
§? С о х
Н ? л 2 ч 2
3
§.
CQ
е
к
тип и марка
с н
и а-8| аз S
с(
о
X
425
Электродвига
тель
АЕГ,
ФРГ
4200
От 100 до 75%, изменением давления на всасывании
25
235
Электродвигатель синхронный, 1ЕВ155— 75—4
ЧКД
Прага,
ЧССР
7,866
4,39
4800
25
От 100 до 70%, изменением давления на всасывании
«Нуово-
Пиньо-
не»,
Италия
Паровая турбина конденсационная с промежуточным отбором пара, ЕК1100
7260
(8470
макс.)
1,93
106
118,83
(126
макс.)
От 105 до 76%, изменением частоты вращения вала
1,93
Паровая турбина конденсационная с промежуточным ' отбором пара, FT901
109,8
Франк о-
Този
Италия
7740
(8360
макс.)
117,5
(126
макс.)
От 103 до 68%, изменением частоты вращения вала
1,97
Паровая турбина конденсационная, К1100-2
Фудзи
Элект
рик,
Япония
7850
(8300
макс.)
40,31
118,8
(126
макс.)
От 109 до 77%, изменением частоты вращения вала
|
Номинальный режим работы | |||||||||
| Изготови |
Тип и марка | а* а |
й) Ч «1 | условия всасывания | Ь | а . | |||
| тель | «г а* <я § с | развива< мое дав нне (аб< МПа | темпе ратура, °С | давле ние (абс.). МПа | число с пеней | частота вращен! вала, с- | мощное* на валу кВт |
||
| ЧКД Прага, ЧССР «Борзиг», Западный Берлин |
Горизонтальный, однорядный, ПЛК‘920 Оппознтный четырехрядный | 3000 5300 | 19.7 19.7 | 35 | 0,1 0,1 | 5 5 | 2,08 4,92 | 820 1130 | |
|
«Маннес- манн'Меер», ФРГ |
Оппозитный четырехрядный, BFV 320 |
— | 19,7 | 35 | 0,1 | 5 | 5 | 1100 | |
|
Сумской машзавод, СССР Сумской машзавод, СССР |
Оппозитный четырехрядный, 4М16— 100/200 Оппозитный четырехрядный, 4IM16— 100/200М1 |
4800 | 19.7 19.7 |
35 35 | 0,101 0,101 |
5 5 С | 6.25 6.25 | 1208 ИЗО | |
| «БорЗИГ»,; Западный Берлин | Оппозитный четырехрядный, BX45/4S5. | 7200 |
19,7 | 40 | 0,101 | 5 | 5 | 1780 | |
| «Демаг», ФРГ | Оппозитный дожимающий четырехрядный, 41В2— С2/148 | 18000 | 15 | 38 | 2,7 | 2 | 4,55 |
— | |
| ЧКД Прага, ЧССР | Оппозитный дожимающий, четырехрядный, 4ДВК210— 10 | 19350 | 15 | 40 |
2,746 | 2 | 5 |
1295 | |
|
«Ишикайа-зима Хари-ма», Япония |
Оппозитный четырехрядный, 100— 40С1—6—5 | 8700 | 25 |
40 | 0,101 | 5 |
5 | 2340 | |
Примечания: 1. Подача компрессоров указана для газа, приведенного к нор цилиндров и сальников.
Электродвигатель
Расход
Масса, т
Диапазон и способ регулирования подачи
тнп, марка, изготовитель "
ч 2 о 5 я
'S S *
X я и «Кто К h 3-
га о о га о
XXX
100
0,4-
0,5
37,2
930
40
0,6-
0,8
100
33,5
14,5
1250
0,6-
0,8
15,55
10,15
1250
29,5
114
0,74
0,6
0,6
0,6
1,33
125,5
1250
11,2
7,17
27,8
84
9,2
11,8
1250
35
200
9,15
1900
39
18,35
110
1250
57,5
150
30,85
35,15
1500
334
29,65
2600
20
От 100 до 70%, отжимом всасывающих клапанов I ступени
От 100 до 72%, отжимом всасывающих клапанов I ступени; от 72 до 60%, присоединением дополнительного мертвого пространства II ступени
От 100 до 70%, отжимом всасывающих клапанов I ступени
От 100 до 70%, отжимом всасывающих клапанов первой ступени От 100 до 70i%, ступеичато-присо-единением дополнительных мертвых пространств на I и IV ступенях От 100 до 70%, присоединением и регулированием дополнительных мертвых пространств иа I и II ступенях От 100 до 75%, присоединением дополнительных ¦ мертвых прост
ранств
От 100 до 68%, присоединением дополнительных мертвых прост
ранств
От 100 до 50%, регулированием перепуска с нагнетания на всасывание I ступени
Синхронный, 1ДМ513—| 4ДЕ11—2, AEQ, ФРГ
Синхронный, IEB229—44,
—20Z, ЧКД Прага, ЧССР
Синхронный с маховиком, Токио Сибаура, Япония
Синхронный, SD3/20, исполнение ДЗ Шорх, ФРГ
Синхронный, СДК 16—51— 16
Синхронный, СДКП—2— 18—41—16
Синхронный, К7830/20В, Шорх, ФРГ
Синхронный,
ЕВ 450—20—48
Синхронный, Снменс, ФРГ
| Марка турбины | Параметры пара |
Расход пара в отборе, т/ч | |||||
| на входе | на выходе | в отборе | |||||
|
давление (абс.), МПа |
температура, °С | давление (абс.), МПа | температура, °С | давление (абс.), МПа | температура, °С |
||
| ЕК 1100 | 3,92 |
380 | 0,0245 |
) | 2,75 | 350 |
71,2 |
| FT 901 |
4 | 405 | 0,0245 |
«50 | 2,06 | 315 | 70 |
| К1100—2 |
3,97 | 370 | 0,03 | J | — | — | - |
и эрозии места в корпусах высокого давления защищены наплавкой из нержавеющих сталей.
В компрессорах предъявляются повышенные требования к отделителям капельной влаги и системам удаления влаги. Обычно применяют автоматические системы влагоудаления. Попадание влаги во внутренние полости компрессора приводит к уменьшению межремонтного пробега.
Поршневые компрессоры модернизированных конструкций на всасе и нагнетании снабжены устройствами для снижения неравномерности давления в межступенчатых аппаратах н коммуникациях. Снижение неравномерности давления наряду с правильным выбором мест и способов креплений обеспечивает уровень, вибрации в пределах норм. Центробежные компрессоры, как правило, снабжены приборами, постоянно замеряющими уровень вибрации валов в нескольких плоскостях.
Компрессоры диоксида углерода имеют необходимые приборы и средства автоматики для обеспечения безопасной эксплуатации и управления как по месту, так и с центрального пункта. Некоторые поршневые машины снабжены устройствами для программного запуска и остановки.
Автоматизация производства карбамида
В. И. Кондратьев, В. Н. Беляева
Характерной особенностью цехов, поставленных фирмами «Текнимонт» (Италия), «Сиампрожеттн» (Италия) н «ТЭК» (Япония), является применение средств контроля и автоматизации с электронными цепями передачи информации. Группа цехов поставки нз ЧССР оборудована приборами, основанными на пневматических методах передачи информации. Производства карбамида, построенные на основе отечественных проектов, также используют средства контроля н автоматизации с пневматическими входами н выходами.
Описание схемы автоматизации каждого нз цехов приведено в том же порядке, который принят для описания технологии производства.
Отличительные особенности схемы автоматизации по методу фирмы «Стамикарбон» (см. рис. 11-59):
использование автоматического анализатора для определения водорода в линии СОг на входе в цех;
использование автоматического анализатора для определения кислорода в линии С02 после компрессора I ступени;
автоматическое регулирование подачи воздуха в линию диоксида углерода;
l'j'^::!^|^рейнё:уро6ня плава карбамида в реакторе;
дистанционное управление уровнем плава и давлением в реакторе; обеспечение стабильного давления синтеза регулированием давления пара в котлах стриппера (на схеме не показано);
контроль мольного соотношения NH3: СОг в реакторе прн помощи автоматического промышленного хроматографа, установленного после скруббера 13.
Для обеспечения непрерывной н стабильной работы производства в дополнение к перечисленному выше предусмотрено автоматическое управление следующими процессами и параметрами:
подачей аммиака в реактор 3 через эжектор 4 (регулирующий клапан установлен на байпасе к насосам 1);
температурой жидкого аммиака на входе в стадию синтеза (иа схеме ие показано);
уровнем раствора карбамида в стриппере 5; уровнем в котлах;
температурным режимом в разлагателе карбамата низкого давления 7 путем поддержания давления поступающего пара в разлагатель с коррекцией по температуре;
уровнем в разлагателе 7;
температурой в конденсаторе 11 (на схеме не показано); уровнем в абсорбере 12\
изменением частоты вращения вала насосов 14\
подачей раствора карбамида на выпарку с коррекцией по уровню в сборнике 9.
Отличительными особенностями схемы автоматизации по методу фирмы «Текиимоит» (см. рис. 11-60) является: автоматическое регулирование соотношения диоксида углерода и воздуха, а также воздуха и азота иа линии всасывания компрессора; возможность дистанционного управления производительностью компрессора н насосами жидкого аммиака и карбамата. Для обеспечения взрывобезопасности ииертиых газов в абсорбере 14 осуществляется контроль стационарным промышленным хроматографом, сигнализирующим. соотношение 02:iN2 в трубопроводе иа линии всасывания II ступени компрессора. При помощи автоматических анализаторов на аммиак контролируется целостность футеровки реактора карбамида 2, сепаратора 4, а также конденсатора 12.
Для обеспечения непрерывной н стабильной работы производства предусмотрено автоматическое управление:
соотношением диоксида углерода и воздуха, воздуха и азота на линии всасывания компрессора 1;
давлением в реакторе карбамида 2;
уровнем в сепараторах I и II ступеней дистилляции плава 4 и 6; уровнем в конденсаторах I и II ступеней 12, 16; давлением в I ступени дистилляции;
температурой в теплообменниках к сепараторам I и II ступеней дистилляции;
температурой в I ступени конденсаторов карбамата и подачей конденсата во II ступень;
температурой в теплообменнике сепаратора III ступени с автоматической корректировкой по уровню абсорбера;
расходом раствора карбамида с автоматической корректировкой по уровню в сепараторе III ступени;
уровнем и температурным режимом и сепараторах иыпарки I и II ступеней (на схеме не показано);
выведенными на нормальный технологический режим процессом абсорбции— десорбции и температурой, уровнем и давлением и системе (иа схеме ие показано);
температурным режимом воздушных холодильников (путем измеиеиия положения лопастей вентиляторов н жалюзийиых решеток холодильников) для всего производства.
Структура схемы автоматизации по методу фирмы «Мицуи Тоацу» и «Тойо Инжиниринг Корпорейши» (см. рис. II-61) определяется технологической схемой трехступеичатой дистилляции плава карбамида и трехступеича-той абсорбции для утилизации аммиака, а также наличием отделения кристаллизации, плавления и дальнейшей грануляции. Схема иключает автоматическое регулирование (стабилизацию) следующих параметров производства:
уровня жидкого аммиака в емкости 13;
подачи (расхода) и температуры жидкого аммиака на иходе в реактор 5;
подачи воздуха и диоксид углерода на лииии всасывания компрессора 1; давления в реакторе 5;
уровня и температуры в кубе разлагателя среднего давления 6; уровня и температуры в разлагателе низкого давления 7; уровня, температуры и давления в сепараторе 8;
подачи (расхода) раствора углеаммоииевых солей в абсорбер высокого давления 11;
уровня раствора углеаммоииевых солей в абсорбере 11 (регулирующий клапан установлен на байпасе иасосов 2);
давления и уровня раствора углеаммоииевых солей в абсорбере низкого давления 14;
уровня раствора углеаммониевых солей в газовом конденсаторе 15; уровня в сборнике маточного раствора 16;
Наличие кристаллизующихся, коррозиониоспособных и токсичных сред в производствах карбамида обусловили ряд характерных особенностей выбора контрольно-измерительных приборов в том числе:
датчики давления иа растворах карбамида, карбамата и газах дистилляции защищаются от воздействия среды мембранными разделителями;
измерение уровня раствора карбамата при повышенных давлениях осуществляется по методу измерения дифференциального давления гидростатического столба воды (конденсата), подаваемой в аппарат через импульсные линии дифмаиометра. В данном случае вода защищает дифмаиометр от коррозии и закристаллизации импульсных линий;
датчики расхода для основных потоков (растворы карбамида, карбамата и углеаммоиийиых солей) осиоиаиы иа ротаметрических либо электромагнитных (индукционных) методах измерения.
Помещения иасосиых высокого и низкого давления, а также помещения, в которых возможно выделение водорода либо других взрывоопасных газов, оборудуются газосигнализаторами, оповещающими обслуживающий персонал
о нарушении в воздухе предельно допустимых концентраций.
Отличительные черты схемы автоматизации по методу фирмы «Сиампро-жетти» (ем. рис. II-62): применение регулятора постоянного расхода воздуха в линию диоксида углерода;
применение регулятора постоянного расхода азота в линию диоксида углерода;
непосредственный контроль содержания горючих компонентов и инертных газах иа иыходе из промыиателя 9 для обеспечения взрывобезопасных условий производства;
применение сепаратора 5 и автоматического регулирования уроиия в нем (сбросом плава карбамида из реактора 2).
Для обеспечения непрерывной и стабильной работы производстиа предусмотрено автоматическое управление:
выбросом диоксида углерода и атмосферу при повышении давления и коллекторе перед реактором 2;
подачей аммиака в реактор через эжектор 6 (регулятор давления аммиака);
уровнем конденсата и конденсаторах 4;
уровнем карбамида в стриппере 3 и давлением пара иа входе и стриппер;
циркуляцией раствора карбаматных солей в кубе промывателя 9; давлением газов дистилляции, подаваемых в разлагатель среднего давления 7;
уровнем раствора карбамида в разлагателях среднего и низкого давления 7 и 14;
температурой в теплообменниках разлагателей 7 и 14; уровнем в сборнике 16 (выдачей раствора солей в конденсатор карбамата из промывателя 9);
уровнем в промывателе 9 (подачей раствора солей из сборника 16); уровнем в абсорбере 13 (выдачей раствора солей в промыватель 9); орошением промывателя 9; орошением и давлением в абсорбере 13 и хвостовом конденсаторе 17;
распределением диоксида углерода в реактор 2 и конденсаторы карбамата 4;
температурным режимом воздушных холодильников, а также режимом защиты холодильников от замораживания в осеиие-зимиий период;
уровнем жидкого аммиака в приемном сборнике, температурой аммиака на входе в сборник аммиака.
С начала 80-х годов в производствах карбамида начали ииедряться автоматизированные системы уЯравлеиия технологическим процессом (АСУТП) на базе электронно-вычислительных машин (ЭВМ). Внедрение АСУТП позволяет перейти к качественно новому, более совершенному этапу в организации упраилеиия объектом. Помимо традиционных функций средств автоматизации, АСУТП позволяет эффективно решать задачи оптимального управления технологическим процессом, используя его математические модели, выполнять расчеты иеизмеряемых приборами параметров и техиико-экономи-ческих показателей, реализовать задачи автоматизированного-пуска я остановки производства и другие.
АСУТП создаются, как правило, иа двухуровневом принципе. Основной задачей «нижнего» уровня является конт/оль за ходом технологического процесса и непосредственное цифровое управление (НЦУ) исполнительными механизмами (ИМ). НЦУ означает, что ЭВМ непосредственно вырабатывает и осуществляет управляющее воздействие на ИМ (клапан, отсекатель, насос и т. п.). «Ннжний» уровень реализуется при помощи децентрализованных (распределенных) программно-технических комплексов, в которых функции контроля и управления распределяются между несколькими (многими) микро-ЭВМ, каждая из которых может работать независнмо от других. Этим достигается высокая надежность (живучесть) системы управления в целом. Рабочее место оператора-технолога в АСУТП организуется за компактным пультом, оснащенным всеми необходимыми устройствами для контроля н управления процессом и позволяющим оператору работать сидя.
«Верхний» уровень системы решает, в основном, задачи по обработке я хранению общепроизводственной информации, выполняет сложные расчеты н реализуется иа базе централизованных программно-технических средств с применением мнин-ЭВМ.
Складские комплексы производства карбамида оборудуются установками промышленного телевидения.
III. МАТЕРИАЛЫ, КОМПРЕССОРЫ И ГАЗГОЛЬДЕРЫ
Ответственный редактор Б. М. Гусев
1. МЕТАЛЛЫ И СПЛАВЫ
Углеродистые и легированные стали и сплавы, контактирующие с паром и газовыми средами
О..М. Копьева, Н. Ф. Черменская
В последние годы в отечественной азотной промышленности широкое распространение получили крупнотоннажные агрегаты по производству аммиака, в которых протекает более интенсифицированный технологнческяй процесс, чем в ранее применявшихся схемах. На многих стадиях заметно возросли давления и температуры, что обусловило необходимость применения новых материалов, которые должны характеризоваться высокой сопротивляемостью воздействию различных газовых сред (азотоводородоаммиачной, водородсодержащей), а также серосодержащих дымовых газов и др., стабильностью структуры и механических свойств при длительной эксплуатации (не меиее 100 ООО ч), высокой жаропрочностью. Особое значение приобрела проблема повышения надежности эксплуатации оборудования, решению которой способствует разработка и внедрение систематического эксплуатационного контроля оборудования с применением новых более совершенных методик. Это позволяет оценить состояние материалов оборудования на основании установленных зависимостей между структурным состоянием и работоспособностью.
В таблицах и графиках, приведенных ниже, приняты следующие обозначения механических характеристик и свойсти жаропрочности: о, — временное сопротнвлеине; ао,2 — условный предел текучести;
6s —относятельиое удлинение;
? — относительное сужение;
КС — ударная вязкость;
о1 т—предел длительной прочности при данной температуре н заданном вре* мени испытания;
a1 v — предел ползучести при заданной температуре н скорости ползучести;
К~ — скорость коррозии (убыль массы на единицу поверхности в час).
Коррозионная стойкость в газовых средах О. М. Копьева, Н. А. Михайлова
Коррозия в азотоводородоаммиачных средах. В азотоводородоаммиачиых средах при температуре выше 250 °С происходит коррозия металлических материалов с образованием нитридов на поверхности и насыщением глубинных' слоев азотом и водородом. В результате этих процессов ухудшаются пластические свойства металлических материалов, т. е. происходит «охрупчивание». Данные по стойкости различных сталей в азотоводородоаммначиой среде представлены в табл. 111,1 и на рнс. III-I и III-2.
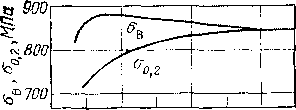
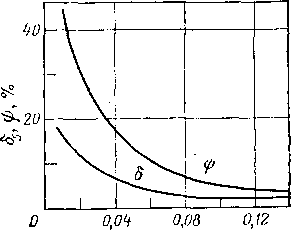
Содержание азота,%
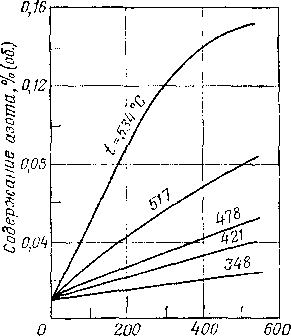
Время испытания ,ч
Рис. Ш-1. Зависимость содержания азота в основном металле стали 20ХЗМВФ от времени при разных температурах испытания
Рнс. Ш-2. Зависимость механических свойств стали 20ХЗМВФ от содержания азота в основном металле
Таблица 111,1. Стойкость сталей в аммиаке и азотоводородоаммиачной
среде [1]
| Режим выдержки образцов |
Механические свойства | «1 § | ||||||||
| Марка | парциальные давления, МПа | 8. F |
V га* X | ев |-и | га С | 1 О М СЗ сг м | ||||
|
PNH3 | pN, |
рн, | 1 НУ |
й о. 0) « 3 а | кн S ч о |
Й м о | * «о | * S X S о ,&в U Я | ||
| 20Х2МА |
Исходное состояние | — | — | 620 |
480 | 24 | 63 |
— | ||
| 8,0 |
6,0 | 18,0 | 350 |
1028 | 630 | 460 | 18 | 50 |
0,043 | |
| 8,0 |
6,0 | 18,0 | 380 |
1684 | 600 | _ |
4 | 12 | 0,290 | |
| 8,0 | 6,0 | 18,0 | 380 |
3428 | 580 | _ |
2 | 6 | 0,570 |
|
| 22ХЗМ |
Исходное состояние | — | — | 720 |
560 | 20 | 65 |
— | ||
| 8,0 |
6,0 | 18,0 | 350 |
1028 | 730 | 540 | 17 | 58 |
0,037 | |
| 8,0 |
6,0 | 18,0 | 380 |
1684 | 650 | _ |
5 | 12 | 0,230 | |
| 8,0 | 6,0 | 18,0 | 380 |
3428 | 630 | _ |
2 | 5 | 0,470 |
|
| 18ХЗМВ |
Исходное состояние | — | — | 750 |
550 | 20 | 62 |
““ | ||
| 8,0 |
6,0 | 18,0 | 350 | 1028 | 720 |
520 | 11 | 56 |
0,01 | |
| 8,0 |
6,0 | 18,0 | 380 |
1684 | 680 | — | 4 | 10 | 0,24 | |
| 8.0 | 6,0 | 18,0 | 380 |
3428 | 650 | — | 3 | 8 |
0,47 | |
| 20ХЗМВФ | Исходное состояние |
— | — | 900 |
820 | 18 | 50 |
— | ||
| 8,0 |
6,0 | 18,0 | 350 | 1028 | 870 |
760 | 16 | 40 |
0,039 | |
| 8,0 |
6,0 | 18,0 | 380 | 1681 | 840 |
— | 6 | 14 |
0,220 | |
| 8,0 |
6,0 | 18,0 | 380 |
3428 | 850 | — | 4 | 10 | 0,290 | |
| I5X5M |
Исходное состояние | — | — | 480 |
330 | 30 | 65 |
— | ||
| 8,0 |
6,0 | 18,0 | 350 |
1028 | 470 | 320 | 24 | 55 |
0,033 | |
| 8,0 |
6,0 | 18,0 | 380 |
1684 | 470 | — | 16 | 16 |
0,310 | |
| 8,0 |
6,0 | 18,0 | 380 |
3428 | 460 | — | 5 | 14 |
0,590* | |
| 12Х18Н10Т | Исходное состояние |
— | — | 610 |
280 | 36 | 67 |
—1 | ||
|
20,0 | — | — |
450 | 1930 | _ |
— | — | — | 0,43 | |
| 20,0 | — | _ |
410 | 1060 | — |
— | — | — | 0,08 | |
| 8,0 | 6,0 | 18,0 |
425 | 1320 | 600 |
270 | 26 | 55 |
0,18 | |
| 8,0 |
6,0 | 18,0 | 410 | 1410 | 610 |
260 | 28 | 60 |
0,08 | |
| 12,0 |
5,0 | 15,0 | 410 | 1744 | 600 |
260 | 29 | 60 |
0,10 | |
| 12,0 |
15,0 | 15,0 | 385 | 1411 | 620 |
270 | 30 | 64 |
0.0& | |
| 20Х23Н18 | Исходное состояние |
— | - | 500 |
280 | 24 | 65 |
— | ||
| 20,0 |
— | — | 150 | 1930 | _ | — | — | — |
0,2 | |
| 20,0 |
— | — | 410 |
1060 | — | — | — | _ | 0,03 | |
| 8,0 | 6,0 | 18,0 | 425 |
1320 | 520 | 280 |
22 | 58 | 0,07 |
|
| 8,0 | 6,0 |
18,0 | 410 | 1410 | 510 | 270 | 23 | 60 | 0,02 | |
| 12,0 | 5,0 |
15 0 | 410 | 1744 |
500 | 260 | 22 |
58 | 0,02 | |
| 12.0 | 5,0 | 15,0 | 385 | 1411 |
500 | 270 | 25 |
60 | 0,00 | |
|
12Х25Н16Г7АР | Исходное состояние | — |
— | 820 | 500 |
34 | 71 | — |
||
| 8,0 | 6,0 |
18,0 | 425 | 1320 | 830 | 500 | 30 | 67 | 0,05 | |
| 8,0 | 6,0 |
18,0 | 410 | 1410 |
— | — | 32 |
68 | 0,02 | |
| 12,0 | 5,0 | 15,0 | 410 | 1744 | _ | _ | 32 | 66 | 0,02 | |
|
12,0 | 5,0 | 15,0 |
385 | 1411 |
— | 33 | 70 |
0,00 | ||
Таблица 111,2. Индукционный период (то, ч) водородной коррозии различных конструкционных сталей
|
Температура, °С | При давлении 1 МПа | Прн давлении 2,2 МПа | ||||
| сталь 20 | сталь 35 | сталь ЗОХМА | сталь 20 |
сталь 35 | сталь ЗОХМА |
|
| 150 | 1,1-Ю9 | 6,Ы08 |
2,7-10* | 1,9-108 | ||
| 200 | 3,7-107 | 2,2-107 | — |
9,4-10» | 6,7-10® | |
| 250 | 2,4-10е | 1,5.10е | — |
6,1.10» | 4,5-10» | |
| 300 | 2,5-10» |
1,5-10* | 1.10® |
6,6-Ю4 | 4,7-104 |
8-10* |
| 350 |
3,810* | 2.4-104 |
— | 9,8-10® | 7,3-10® | 1,6-Ю7 |
|
400 | 7,6-10* | 4,8-10® | 1.10* | 2-10® |
1,5-10® | 9-10» |
|
450 | 2,0108 |
1,2-10® | — | 490 |
380 | 1,1.10" |
| 500 | 570 | 375 | 4 10е | 15,0 |
120 | 3,7-10* |
|
550 | 200 | 130 |
1,7-10» | 51 | 40 | 1,5.10* |
| 600 |
80 | 53 |
7-105 | 20 | 16 | 6-104 |
| 700 | 16 | 11 |
2-105 | 4 | 3,5 | 1,5• 104 |
|
750 | 8 | 6 |
— | 2,5 | 1,8 |
—¦ |
Водородная коррозия сталей. В водородосодержащих средах атомарный водород при температуре выше 200 °С проникает (диффундирует) в металл, взаимодействует с карбидами с образованием метана, который, накапливаясь на границах зерен, приводит к их разрыву, вызывая снижение механических свойств (прочности и пластичности). Металлические поверхности, контактирующие с водородом, обезуглероживаются. Разрушение металлических материалов наступает по истечении индукционного периода водородной коррозии (то), продолжительность которого зависит от степени легирования стали, температуры н парциального давления водорода.
Индукционный период водородной коррозии сталей 20, 35 и 30ХМА, рассчитанный по формулам [2] для нормальных условий эксплуатации аппаратов в отделении сероочистки н конверсии аммиака, а также для случаев возможных перегревов, указан в табл. 111,2.
Рекомендации по областям применения различных конструкционных сталей— в табл. 111,3 н на рнс. III-3 [4].
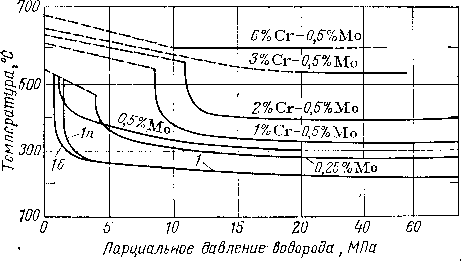
Рис. III-З. Предельные условия применения углеродистых н легированных сталей в водородсодержащих средах:
/—углеродистая сталь; 1,а — без сварки; 1,6 — после сварки или горячей гибки
Таблица 111,3. Предельно-допустимые температуры применения конструкционных сталей в водородосодержащих средах [3]
| Парциальное давление водорода, МПа | |||||||||||||
|
Маркса | 0,1 | 1.6 | 2,5 | 5 | 10 | 15 | 20 | 30 | 40 | 50 |
60 | 70 | 80 |
| Вст4, Вст5, ВстЗ, СтЗсп |
260 | 250 | 240 |
225 | Применять не рекомендуется | ||||||||
| 05, 08, 10, 25, 15К, 20К, 22К, 16ГС, 09Г2С, 10Г2С1 | 290 | 280 | 260 | 230 | 220 |
210 | 200 | 190 |
185 | 180 | 175 | 170 | |
| ЗОХМА, 12МХ, 12ХМ, 15ХМ, 12Х1МФ | 475 |
450 | 400 | 345 | 310 | 290 |
250 | 235 | 220 |
205 | 195 | 190 | |
| 12Х2МФСР, 15Х1М1Ф |
600 | — | — | — | 380 |
330 | 325 | 320 |
310 | 300 | — | — | 280 |
| 12Х2МФБ, 25Х2М1Ф, 22ХЗМ |
600 | 550 | 400 | ||||||||||
| 18ХЗМВ | 400 | ||||||||||||
| 20ХЗМВФ | 510 |
_ | |||||||||||
| 15Х5М, 15Х5М-У, 15ХВФ, 15Х5ВФ-У | 590 |
570 | 550 | 540 |
525 | 510 | |||||||
| Х8, 12Х8ВФ, ХЭМ |
—1 | — | - | — | - |
— | 565 | — |
— | — | — | — | |
| 08X13, 12X13, 20X13, 30X13, 14Х12В2МФ, 15Х12ВНМФ | 600 | ||||||||||||
| 08Х18НЮТ, 12Х18Н10Т, 12Х18Н12Т, 10Х17Н13М2Т | * | 600 | |||||||||||
| 20Х25Н20С2, 40Х25Н20С2 Стали двухслойные: | |||||||||||||
| Ст. 3 + +08X13; Ст. 3 + 12Х18Н10Т, 20К+08Х13, 20К+ ЮХ17Н13М2Т, 12МХ+08Х13, 16ГС + +08X13, 16ГС+ 12Х18НЮТ | 530 | 480 |
430 |
420 | |||||||||
Таблица 111,4. Коррозия металлов и сплавов в серосодержащих газах (испытание в течение 1000 ч)
|
Содержание |
К-, | а I |
Содержание |
к-. | П, | ||
| меркаптанов в газе, мг/м3 |
/. °с | Г/(м2-Ч) |
мм/rod | меркаптанов в газе, мг/м3 | t. °Cj |
Г/(М5-Ч) | ии/год |
| Сталь 20" |
Ст | а ль 45Х25Н20С2 | |||||
| 80 |
400 | 0,0275 | 0,03 | 80 | 900 |
0,0405 | 0,04 |
|
80 | 450 | 0,0722 |
0,07 | 80 | 1000 | _ | 0,35* |
| 80 | 500 | 0,063 | 0,06 | 80 |
1100 | — | 0,40* |
| 400 | 450 |
0,109 | 0,11 | 400 |
1000 | — | 0,15* |
| С | таль 12ХМ | Ci |
г а ль Х25Н20С2 | ||||
|
80 | 400 | 0,022 |
0,02 | 80 | 900 | — | 0,45* |
| 80 | 450 | 0,028 | 0,03 | 80 |
1000 | — | 0,55* |
| 80 | 500 |
0,0535 | 0,05 | 80 |
1100 | — | 2,0* |
| 400 | 450 |
— | 0,5* | 400 | 1000 | — |
0,2* |
| С 1 |
-аль Х18Н10Т | Сплав ХН45Ю | |||||
| 80 |
600 | 0,0028 | ~0,003 | 80 | 900 | _ | 0,45* |
| 80 |
650 | 0,0025 | 0,003 | 80 | 1000 |
— | 0,4* |
| 80 | 700 | 0,0024 |
0,003 | 80 | 1100 |
— | 0,7* |
|
400 | 650 | 0,0076 |
0,008 | 400 | 1000 | — | 0,4* |
* Оспины н питтинговая коррозия (указана средняя глубина питтингов, мм). Для остальных материалов в таблице характерна равномерная коррозия.
Таблица 111,5. Предельно-допустимые температуры применения жаростойких сталей и сплавов (ГОСТ 5632—61)
|
Сталь | Температура начала интенсивного окалино-образова-ння, °С | Рекомендуемая максимальная температура, 0С | Сплав | Температура начала интенсивного окалинооб-разования, ЬС |
Рекомендуемая максимальная температура, °С |
| 20Х23Н18 |
1050 | 1000 | ХН78Т | 1100 | 1050 |
| 12Х25Н16Г7АР | 1050 |
1000 | |||
| ХН70Ю | 1200 | 1150 | |||
| 20Х25Н20С2 | 1050 | 1000 | |||
|
ХН60Ю | 1200 | 1150 | |||
| ‘36Х18Н25С2 | 1100 | 1050 | |||
| ХН45Ю |
1300 | 1250 |
Таблица 111,6. Скорость коррозии К~ жаростойких сталей и сплавов в различных газовых средах
| Материал | Кислород технический (1000 “С) | Воздух (1000 “С) | Продукты сгорания природного газа (1050 °С) |
Воздух+1,Э% ;so2 |
|
20Х25Н20С2 | 0,62 | 0,26 | ||
| ХН45Ю |
0,038 | 0,17. | 0,93 | 1,49 |
| ХН60Ю |
— | — | 1,49 | 1,42 |
| ХН70Ю |
0,120 | 0,14 | 1,10 | - |
Примечание. Для кислорода проводят циклические испытания, для остальных сред — непрерывные.
600 800 200 400 .600 вОО
Температура , °С
Рнс. III-4. Изокорры (лнннн равной скорости коррозии П, мм/год) для углеродистых сталей, содержащих 0—5% хрома (а), и для хромоникелевых аустеннтных сталей типа 18—8 (б)
Высокотемпературная коррозия в серосодержащих газовых средах. Прн воздействии серосодержащих газов на конструкционные стали прн высоких температурах на их поверхности образуются оксиды и сульфиды. В табл. 111,4 представлены данные по коррозии различных сталей в средах с разным содержанием меркаптанов. Видимое уменьшение глубины питтинговой коррозии с ростом содержания серы в газе связано с усилением общей коррозии металла, прн этом массовые потери металла на единицу поверхности возрастают.
Для длительной (не менее 10 лет) эксплуатации в серосодержащих средах могут применяться стали, равномерная коррозия которых составляет не более 0,1 мм/год; стали, склонные к образованию оспин н питтингов, применять не рекомендуется.
На рнс. III-4 показана коррозионная стойкость (нзокорры) различных сталей в зависимости от температуры н концентрации сероводорода [5].
Высокотемпературное окисление. Предельные температуры применения
жаростойких сталей и сплавов, используемых в азотной промышленности, представлены в табл. 111,5, а стойкость в различных окислительных средах — в табл. 111,6.
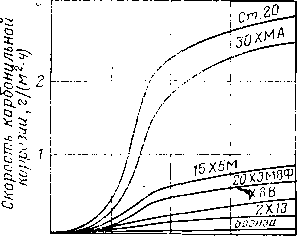
О 20 40 60 80
Концентрация оксида.
Карбонильная коррозия, сопровождающаяся образованием летучих карбо-
Рнс. III-5. Зависимость скорости карбонильной коррозии (К) различных сталей и сплавов от концентрации С оксида углерода при 200 °С и давлении 32 МПа
, 7а{(Ю.)
53
is
с*-э
сэ
I»
| а |
А | |||
| V \о \\^ Wrs \\о | ||||
|
ф |
100
150
200
250
300
| & |
|||||
| ¦30 хм/ | |||||
|
j/20*.Z | МВФ^ |
X.2X/J | |||
100 150
ZOO 250 300 350
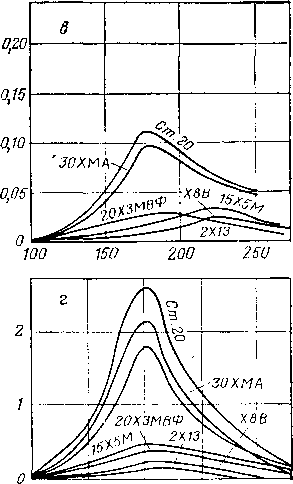
100
150 ZOO 250 300
1
0 | f 2 §
•О
1
a
Рнс. III-6. Зависимость скорости карбонильной коррозии различных сталей и бронзы от температуры при разных условиях испытания: а~Р=32 МПа; С=75% (об.); б — Р=32 МПа; С=35% (об.); 8 —32 МПа; С=15% (об ); г — Р=20 МПа; С=75% (об.)
ннлов железа и других элементов, проявляется прн воздействии на металл газовых сред, содержащих оксид углерода в интервале 100—300 °С. При температурах ниже 100 °С процесс коррозии практически не идет, а прн температуре выше 300 °С коррозия незначительна нз-за разложения оксида углерода с выделением чистого углерода. Зависимость скорости карбонильной коррозии от различных параметров для ряда металлических материалов показана на рис. III-5 и III-6 [6].
Углеродистые теплостойкие стали для аппаратов и трубопроводов агрегатов аммиака О. М. Копьева, В. А. Смирнова
Для изготовления данного оборудования наиболее распространенными в отечественной н зарубежной практике являются стали перлитного класса: углеродистые, марганцовистые, хромомолибденовые и хромомолнбденована-диевые. Химический состав и механические свойства однотипных сталей различных поставок приведены в табл. 111,7 и 111,8, а данные по длительной прочности сталей, эксплуатируемых в системе парообразования прн температурах выше 450 °С, — в табл. 111,9.
sf
S
сз
О
| % •*<? | ||
| ед* ‘ в | | | |
| 4JW ,яе | и | |
| ЭЭ1Г09 эн *пэ | ||
| 5 ? |
||
| 04 |
а> ¦=; о >о | |
| 00 | 0) S | |
| 2 | ||
|
0) | ||
| О а> S | О | |
| ЙЭ | ||
| аз | ||
| и | ||
| о | ||
|
СО | ||
|
Мп | ||
| О | ||
| ь* Q. |
||
| сз | ||
| и | ||
| л | ||
| г5 | ||
О СЧ СЧ ©*1 сч сч сч сч
ОСЧСЧЮ
ssssss;
SSS;
OtOlCtO
«О со сч оо оо сч со со ^
I I
и
о
4 ев а
Q.
«
Н
ев
5
X
а
а
н
Q. ' О
В “ ? о
* 5
X §•
* с 3 я
s >а
<5 4» а ч н л о н
8»
s S
м *
в|
а о
н а:
о ~
а * о * w « ев § М ©
а н Н о
а п &я 1-
ев
X
ююиоо
IC СО СО h» О ООО*
И I |
о ООО тр Тр •*«
о о о о
ICICUO
S833
о о о о
| IC IC LC IC LC to тр со со со со со со ооооооо | ||
|
ооооооо | ||
| 1С1С1С Тр ^ тр тр тр тр Тр ооооооо | ||
|
ооооооо | ||
| 1 1 I м м | S | |
| 5 | М М М 1 |
|
| ч |
03 | |
| cd | н | |
| н |
о | |
| а | М 1 ! ( 1 I | О) |
| а> | ||
| я | • о | |
|
а S | О ООО со СОСО со | S а |
| Е( | О ООО | о |
|
о | 1 II 1 М 1 |
ST |
| Си |
IC IClClC | S |
| а> |
cd | |
| сз |
О ООО | и |
|
>> | 1C |
cd |
| СО ‘05 О) С5 Oi 05 С) |
со тр тр тр тр тр тр СО о ооооооо
о осГо’ооосГ
О
ю
• о - « « «
О О О О О
I о о о о о o'
ю
3
о о о о о о о" о
о
о"
S
сз
cd
со тр — TpSo>
о
со
сч СЧ <?> СО со 00
ООО
I I I
со СО ^
—«^ТР
ООО
X
я
О)
*3
Ю
К
«=3
о
?
О О О О О 1C о
I I I I Iго.I
Г!*ЮЮЮ10 ою
О^ОО <N<N<N<NJN СЧ
ТТ77Т7о-
СЬ сО 1C Ю iC со - »00 00 оо -оо - - ж©
ООО
ООО
о
о
хк V/VV/V/V V
со
00
сч
-СО СЧ 00 О •
о сч сч сч сч со
I О О О ООО
SV/V/V/WV
— СО
-О СОСО -
сч о сч сч сч о
! О О о"
.....'/(N
о"
1C
сч
л СО
сч со
* V/V/V/?®o
со
I °0
' й ю о
СП —
?
н
00
<
и?о
oSu < < < < ч^
п с/5 с/5 с/5 с/5 с/5 00 и <<<<<<
с
К
< н
о
ЮОЮь-up coup Q 03 сч U<о со«Ь ю «2 Сч С—, ’*и ’*н ’*н —< 3 3?
<?> iC iC iC iC < CQ — с/5 С/5
- о о
0 <? СО О со г-».
^ LO LO LO LC Ю Ю . 00 00 00 -н *-* -н
н сч сч сч ic ю ic
cj <tj <$ << <с <
о л
тр ч '
и
| OOOONSW-сч со сч сч сч сч СЧ |
a | сч ЙЙ СЧ СЧ 2 сч | со сч |
| о оо о сч сч со о <о со о> — сч <о СЧ — — сч сч сч сч | 1 3001 | осч<о*ссчоо 00 СЧ ^ СО to h. сч СЧ СЧ СЧ СЧ сч сч | 1C сч |
| О СО СЧ СО со to Ni СО 00 СЧ 1C 1C О OV 1C со Тр тр тр ю to /Jill}} | со ю — СО оо _ ?л о ^ оо сч о О О тр tO IC LC Ю СО | -541 | |
|
IIIIM о<о —• <о со сч сч гр —< 1C 00 00 сч о» тр со со со со тр Ч3« |
<<ф 1 1 1 III со сч со со оо оо сч iC оо *т 55 со Тр гр гр гр | [456- | |
| 1 1 1 1 1 1 1 | со | 1 1 1 1 ] 1 | 1 |
| 1 1 1 1 1 1 1 |
о | О 1 1 и 1 1 | 1 |
| 1 1 1 1 1 1 1 | 1 | I [ I I I I I | -0,60 |
| 1 1 1 М 1 1 | I |
(МММ | 1 1C |
Ю ЮЮЮЮЮ ю со со СО со со со тр со о о о о о о о о
о
. V I
3 I аа оо ° o'
и _
^ со
s I
4 ri о ^
s О , о _
s о
о ^ о- о
X I
о
Тр
Кос 4 со”
оЗ
ь- О
iC СО « 00 СЧпС
о о о о
2сч^:^
й ннн
п с/5 с/5 с/5 и <<<
<<03 и
; ^ t""» t"*» N
IS X ^ oo oo
^ о о сч^сосо
< —'Сч
Таблица ,111,8. Длительная прочность сталей различных поставок, применяемых в системе парообразования агрегатов аммиака
|
Сталь | Стандарт |
Максимальная расчетная температура, °C | at* за 105 ч. МПа |
| 15ХМ | ТУ 14-3-460—75 | 500 | 155 |
| ЮСгМоЭЮ | DIN | 500 | 140 |
| A182GrFll | ASTM | 500 | 150 |
| S1PA22 |
JIS | 500 | 125 |
| 13СгМо44 | DIN | 500 | 140 |
| AI82GrF12 | ASTM | 500 | 126 |
| 12Х1МФ | ТУ 14-3-460—75 | 550 |
97,5 |
| S1PA24 |
JIS | 550 | 79 |
| A213GrT22 | ASME |
550 | 72 |
|
14MoV6.3 | DIN 17175 | 550 | 112,5 |
* При максимальной расчетной температуре.
Зависимости механических свойств наиболее распространенных сталей вт температуры представлены на рис. III-7—III-9, а от структуры для стали 15ХМ — иа рис. III-10. Влияние температуры и структурного состояния на длительную прочность жаропрочных сталей перлитного класса показано иа рис. 111-11—111-14. При построении температурных зависимостей использованы данные работ [7—10].
| ^,Ф,% | |
|
100 | |
| 80 | 2,0 On} |
|
60 - | |
| 4Д - | |
| 21) - |
0,5 |
| 0 | |
500
Ш
;300
м
-200
?
100
|
k | a | ||||
| A- | |||||
|
^0,2 | |||||
| s\ | KC- | ||||
500
ЧОО
300
| V | 5 | ||||
| \ | |||||
| ___- | xi | iv | |||
| 4 | У |
KC | |||
100 200 300 tfOO 500 600
|
300 | |
| 80 | % |
| RO- | 10,0 |
|
’ IM | |
|
0,75% | |
| 40 |
‘ * |
| - |
0,505? |
| 20 |
0,25^ |
|
0 | |
~200 (о°
Рнс. 111*7. Зависимость мехаииче- jgoских свойств углеродистых сталей от температуры: а — сталь 20; б — сталь 22 К „
Таблица 111,9. Характеристика отечественных и импортных сталей,
\ и горячей воды в агрегатах аммиака
Мп Si Сг Мо
Трубы, фасонные
| Сталь 20 | ТУ 14-3-450—75 |
0,17— | 0,35- |
0,17— | 0,25 | — |
| 0,24 |
0,65 | 0,37 | ||||
| S1458 | DIN 17175,3 |
0,22 | 0,45 | 0,IO- |
— | — |
| О.35 | ||||||
| STPT 38-S-H | JIS | 0,25 | 0,So- |
0,IO- | — | — |
| О.90 |
О.35 | |||||
|
STPG 38-SB-42 | JIS | 0,24 | 0,8 | 0,15— |
— | — |
| 0,30 | ||||||
| А106GrB | ASTM | 0,30 | 0,29- |
0,10 | — | — |
| 1,06 |
||||||
| А182 |
ASTM | 0,28 | 0,60— | 0,IS- | — |
0,44- |
|
0,90 | о.35 |
0,65 | ||||
| STPA12 |
JIS | 0,IO- | 0,30- |
0,IO- | — | 0,45- |
| О.20 |
0,80 | О.50 |
0,65 | |||
| А204GrB |
ASTM | 0,20 | 0,90 |
0.IS- | — | 0,45— |
|
О.30 | 0,60 | |||||
| 15ХМ | ТУ 14-3-450—75 |
0,ll- | 0,40— | 0,17— | 0,80— | 0,40— |
| о.16 | 0,70 | 0,37 | 1,10 |
0,55 | ||
| 10CrMo910 |
DIN 17175,3 | 0,15 | 0,40- | 0,IS- | 2,0- |
0,9— |
|
0,60 | О. 50 | 2,5 |
1.1 | |||
| 13GMo44 |
DIN 17175,3 | 0,IO- | 0,40— | 0,IS- | 0,7- |
0,40- |
| О.18 | 0,70 | О.35 |
1,0 | 0,50 | ||
|
12Х1МФ | ТУ 14-3-460—75 |
0, OS- | 0,40- | 0,17— | 0,90— | 0,25- |
| О.15 | 0,70 | 0,37 | 1,20 |
0,35 | ||
| А213 GrT22 |
ASTM | 0,15 | 0,30— |
0,50 | 1,90- |
0,87— |
|
0,60 | 2,60 |
1,13 | ||||
| STPA-24 |
JIS | 0,15 | 0,30— |
0,5 | 1,9— | 0,87- |
| 0,60 | 2,6 | 1,13 |
||||
| 14MoV6,3 | DIN 17175,3 |
0,1- | 0,30— |
0,IS- | 0,So- | 0,50— |
| 0,18 |
0,60 | О.35 | О.60 |
0,65 |
Стальные отливки
| 20ХМЛ | OCT 108-961-04—80 | 0,15— | 0,40— | 0,20— |
0,40— | 0,40- |
| 0,25 | 0,90 |
0,42 | 0,70 | 0,60 |
||
| A217 GrWCB | ASTM |
0,20 | 0,50- | 0,60 | 1,00— | 0,45- |
| 0,80 | 1,50 | 0,65 | ||||
|
Сталь 25Л | OCT 108-961-04—80 |
0,22— | 0,35- |
0,29- | 0,30 | |
| 0,33 | 0,90 |
0,52 | ||||
|
A216 GrWCC | ASTM | 0,25 | 1,21 | 0,60 |
0,40 | 0,25 |
| A216 GrWCB | ASTM | 0,30 |
1,00 | 0,60 | 0,4 | 0,25 |
| SCPH2 |
JIS | 0,30 | 1,0 | 0,60 | — |
— |
применяемых для изготовления трубных элементов трубопроводов пара мощностью 450—500 тыс. т/год
| не более | ев С ? CQ ь | ев С ? N О | in О | «я .S * <*5 |
V Страна-по ставщик |
||||
| V | Ni j | S |
Р | Си |
н е | менее | ||||
детали и переходы
| — | <0,25 | 0,025 | 0,030 |
0,30 | 420— 560 |
220 | 24 | 0,50 |
СССР |
| — |
— | 0,05 | 0,05 |
— | 450— 550 |
260 | 21 | 0,50 |
ФРГ |
| — | 0,035 | 0,035 |
0,20 | 380 | 220 |
30 | 0,55 |
Япония | |
| — |
— | 0,04 | 0,035 |
— | 420— 500 |
230 | 23 | 0,55 |
Япония |
| — |
— | 0,058 | 0,048 | — | 414 |
241 | 22 | 0,60 |
США |
| — |
— | 0,045 | 0,045 |
— | 492 | 281 | 25 | — |
США |
| — |
— | 0,035 | 0,035 |
— | 390 | 210 | 30 | — |
Япония |
| — |
— | 0,040 | 0,035 |
— | 486— 586 |
276 | 21 | — |
США |
| — |
0,25 | 0,025 | 0,035 |
0,20 | 450— 650 |
240 | 21 | 0,60 |
СССР |
|
0,04 в cyxv | о о о" V/ | 450— 600 |
270 | 20 | 0,60 |
ФРГ | |||
| — |
— | 0,04 | 0,04 |
— | 450— 580 |
300 | 22 | 0,60 |
ФРГ |
| 0,15- 0,30 | <0,25 | 0,025 |
0,025 | 0,20 | 450— 650 | 280 | 21 |
0,60 | СССР |
|
— | — | 0,030 |
0,030 | — | 414 | 217 | 30 |
0,60 | США |
|
— | — | 0,030 |
0,03 | — | 420 | 210 | 30 |
0,60 | Япония |
|
0,25— 0,35 (KOpi | iyca | 0,040 армат | 0,04 у р ы и | др-) | 500— 700 | 370 | 20 |
0,60 | ФРГ |
|
— | — | 0,040 |
0,040 | 0,30 | 450 | 250 | 18 |
0,50 | СССР |
|
— | — | 0,045 |
0,040 | — | 483 | 276 | 20 |
0,60 | США |
|
— | 0,30 | 0,045 |
0,040 | 0,30 | 450 | 240 | 19 |
0,35 | СССР |
|
0,030 | 0,50 | 0,045 |
0,040 | 0,50 | 483 | 276 | 22 |
0,55 | США |
|
0,030 | 0,5 | 0,045 |
0,040 | 0,50 | 483 | 248 | 22 |
0,55 | США |
|
— | — | 0,04 |
0,040 | — | 490 | 250 | 22 |
0,55 | Япония |
|
Сталь | Стандарт | Состав, %, | ||||
| С | Мп |
Si | Си | Мо | |
||
| 20ХМЛ А217 GrCS | ГОСТ 7832—65 ASTM | 0,15— 0,25 0,20 | 0,40- 0,90 0,40- 0,70 |
0,20- 0,42 0,75 | 0,40-0,70 4,00— 6,50 | 0,40— 0,60 0,45— 0,65 |
Поковки
|
Сталь 20 | ОСТ108-030-И 3—77 |
0,17— | 0,35- |
0,17— | 0,25 | — |
| 0,24 |
0,65 | 0,37 | ||||
| S25C | JIS |
0,22— | о, so- | 0,15— | — | — |
| 0,28 | о.60 |
0,35 | ||||
|
А105 | ASTM | 0,22— | 0,60— | 0,35 |
— | — |
| 0,35 | 1,05 | |||||
| А182 GrFl 1 |
ASTM | 0,IQ- | 0,30— | 0,50— | 1,00— |
0,44- |
| О.20 | 0,80 | 1,00 |
1,50 | 0,65 | ||
|
15ХМ | ГОСТ 8479—70 |
0,ll- | 0,40- |
0,17— | 0,80— |
0,40- |
| ГОСТ 4543—71 | КП25. гр. IV |
о.18 | 0,70 |
0,37 | 1,10 |
0,55 |
| А182 GrFl2 |
ASTM | 0,IQ- |
0,30- | 0, IQ- |
0,80- | 0,44— |
| О.20 |
0,80 | О.60 |
1,25 | 0,65 |
Шпи
|
30ХМ | ГОСТ 4543—71 |
0,26- | 0,40- | 0,17— | 0,80— | 0,15— |
| 0,34 | 0,70 | 0,37 | 1,10 |
0,25 | ||
| А193 GrB7 |
ASTM | 0,38- | 0,75- |
0,20- | 0,80- |
0,15— |
| А320 GrL7 |
0,48 | 1,00 |
0,35 | 1,10 | 0,25 |
|
| ASTM | 0,38- |
0,75- | 0,20— | 0,80- | 0,IS- | |
|
0,48 | 1,00 | 0,35 |
1,10 | О.25 | ||
|
SCM3 | JIS | 0,33— |
0,60- | 0,15— |
0,90- | о, is- |
| 0,38 | 0,85 |
0,35 | 1,20 | о.30 |
Гай
|
Сталь 40 | ГОСТ 1050—74 |
0,37- | 0,60— | 0,17— | 0,25 | — |
| 0,45 | 0,80 |
0,37 | ||||
| Сталь 35Х | ГОСТ 4543—71 |
0,31— | 0,50- | 0,17— | 0,80— | — |
| 0,39 | 0,80 |
0,37 | 1,10 | |||
| f А193 GrB7 | ASTM |
0,38- | 0,75- | 0,20— | 0,80- | 0,15— |
| 0,48 | 1,00 | 0,35 | 1,00 |
0,25 | ||
| I A194 Gr7 |
ASTM | |||||
| A194 Gr4 | ASTM |
0,40- | 0,70- | 0,15- | — | 0,20- |
| 0,50 | 0,90 |
0,35 | 0,30 | |||
| S45C | JIS |
0,42— | 0,60- | 0,15— | — | — |
| 0,48 | 0,90 |
0,35 |
| не более * | га С S ю с | га С S еэ «Г с | аг И о | Е * оЧ 2S | Страна- поставщик | |||||
| V | Ni |
S | р | Си |
не м е и е е | |||||
| — | — |
0,040 | 0,040 | 0,30 |
450 | 250 | 18 | 0,50 | СССР |
|
| — | — |
0,045 | 0,040 | — | 621 | 414 | 18 | 0,60 | США |
|
| (ф л а | н ц ы к <0,25 |
др) 0,035 | 0,030 |
0,30 | 420— | 220 |
24 | 0,50 | СССР |
| — | — |
0,035 | 0,030 | — | 560 450 | 270 |
27 | 0,55 |
Япония |
| — |
— | 0,050 | 0,040 |
— | 483 | 248 | 22 | 0,60 |
США |
| — |
— | 0,040 | 0,040 |
— | 492 | 281 | 20 | 0,65 |
США |
| — |
0,30 | 0,035 | 0,035 |
0,30 | 480 | 250 | 22 | 0,50 |
СССР |
| — ' |
— | 0,035 | 0,035 |
— | 492 | 281 | 20 | 0,65 |
США] |
| л ь к и |
<0,30 | 0,035 | 0,035 | 0,30 | 950 |
750 | 11 | 0,80 |
СССР |
| — |
— | 0,040 | 0,040 |
— | 880 | 740 | 16 | 0,80 |
США |
| — |
— | 0,040 | 0,040 |
— | 862 | 724 | 16 | 0,80 |
США |
| — |
— | 0,030 | 0,030 |
— | 950 | 800 | 15 | 0,80 |
Япония |
| к и |
0,040 | 0,035 |
580 | 340 |
19 | 0,50 | СССР |
||
| — | — |
0,035 | 0,035 |
930 | 750 | 11 |
0,70 | СССР | |
|
— | — | 0,04 |
0,04 | — | 880 | 740 | 16 |
0,80 | США |
|
— | — | 0,040 |
0,035 | — | 880 | 760 | 16 |
0,60 | США |
|
— | — | 0,035 |
0,030 | — | 700 | 500 | 17 |
0,55 | Япония |
СО
г
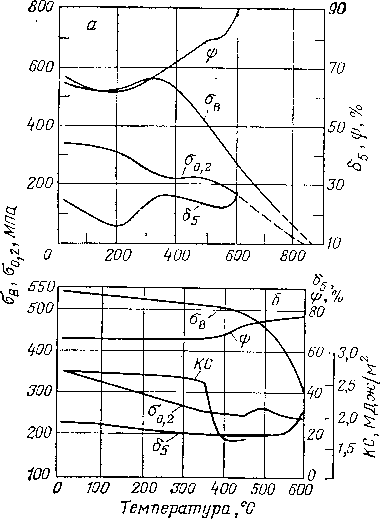
Рис. III-8. Зависимость механических свойств теплоустойчивых сталей от температуры: а —типа 20М; б—15ХМ; в — 20ХЗМВФ; г —15Х5М; / — нормализация 1000 °С, отпуск 700 °С; 11 — отжиг §50—870 X. печь, воздух
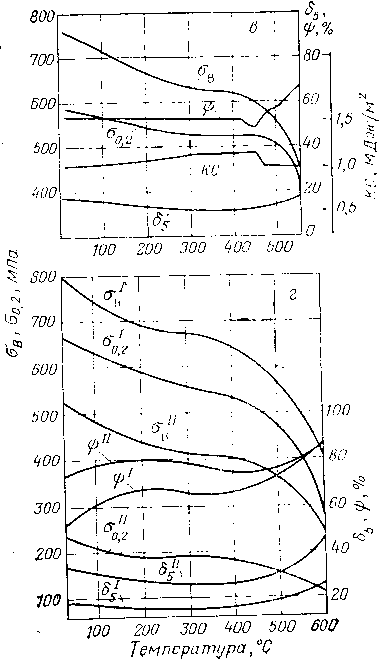
$5,f,b/c
&в
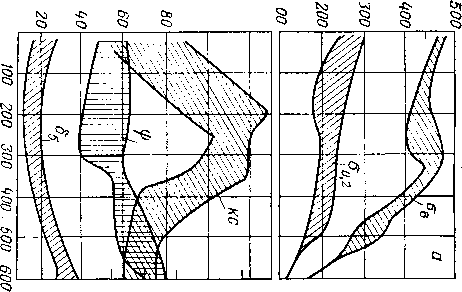
,Л* j"-* CV) C\5 Jw
^ ^ Q
КС, МДж1мг
tNO
СЭ
§
*—x
05 CO w
^5 О
PS-
8 я
" « r1 Ks cb Xx •
— rt> ^
s ^ x I я ? 1 JS 2- ns
S tO CO
•©¦x 3
So
OB О K« в G
Оэ
<=> о
.. СЛ
xq с • a
I ©s.f
со
8
«V
5 N) ^ S
ct, О Q ta
-n t
I
I
| Ж | |
|
: pll | r |
| 1 J'^'Y | |
| pf | |
| i ixj4® | |
|
nisi |
О Q
^,Ч>,МПа
О1! -«О
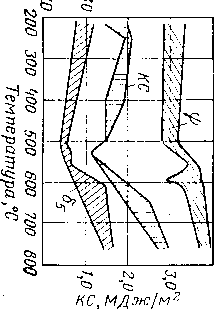
| 5101111 | |
| f Blf | |
| Q1l | |
|
™ IЩ | |
| J ж | |
J\> JLq 'Ъч
КС,МДж/мг
|
p | ? |
Ш | |||
| § | t\J | ||||
| 1тъ if 03 ' | |||||
| \\Y' | ¦M | ||||
’ ^o,2 у МПа
Ш g § § §
са са
МГ/а
1
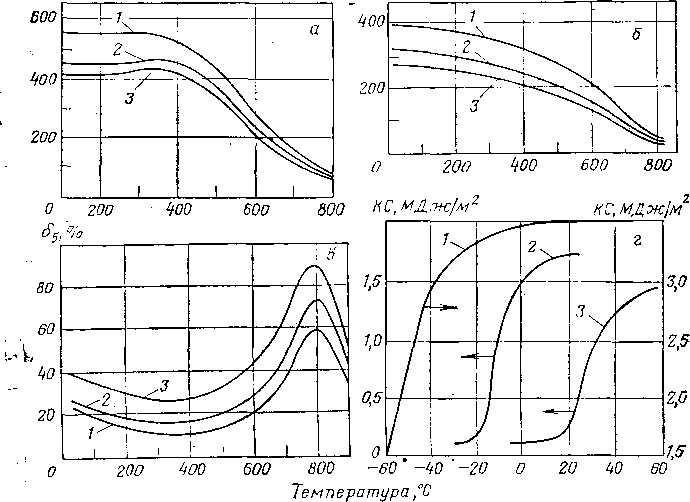
Рис. 111-10. Влияние структурного состояния стали 15ХМ на механические свойства при различных температурах:
/ — феррит+перлнт; 2 — феррнт+остатки перлитных зон со скоагулироваиными карбидами; 3 — феррит+карбиды; а — временное сопротивление разрыву (ав); б — условный нредел текучести (О02); в — относительное удлинение (б5); г —ударная вязкость (КС)
200
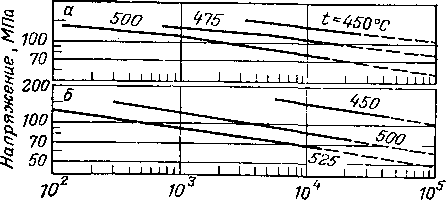
Рис. 111-11. Длительная прочность углеродистых сталей при различных тем-
тературах: а — сталь 15К; б — сталь 22К
Время до разрушения , ч
| 7////^¦'//', ; >1 —> | __1.............*...... |
| 1 1 1 I м ч | 1 ! ! 1 ! ’ II/ I 1 | . 1 III |
| * |
||
| ' |' /| V | ||
|
~ ..... I. I 1 1 i 1 Я | I 1 ним |
1 I ! I Н И |
700
600
500
Ш
300
200
150
WO
60
60
| t*450°C Z~ | |
| t f¦¦¦ — — tmm | "---— |
| - '--- 1 | |
| ITT--5So |
|
| -------- | ---- |
| i i i i i i i ni i ? i i mi | 1 1 i 1 и II |
10J
W
Ж
время до разрушения^
Рис. III-12. Длительная прочность теплоустойчивых сталей при различных температурах в состоянии поставки:
|
300 | |
| ?пп | |
| 150 | |
| 100 | |
|
вп | |
| е- | |
| г: | ;т |
| 200 | |
|
м | 1Ы) |
| юп | |
| ? |
вп |
| п. | |
| 7.00 | |
| 1Ь0 | |
|
100 | |
| 70 | |
| 50 | |
| 20 |
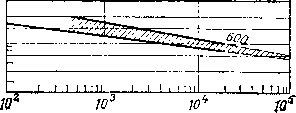
Время до разрушения, V
а — 15ХМ; б —12Х1МФ; в— 12Х1МФ; в — 15Х1М1Ф; г — 20ХЗМВФ
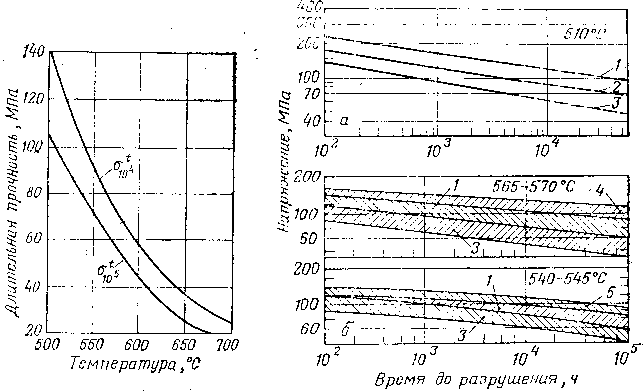
Рнс. III-I3. Зависимость длительной прочности стали I5X5M от температуры
в течение I04 и I05 ч
Рнс. III-14. Зависимость длительной прочности теплоустойчивых сталей I5XM (о) и 12Х1МФ (б) от структурного состояния прн разных температурах:
1 — феррнт+перлнт; 2— феррит+перлит+карбнды: 3 — феррнт+карбнды; 4 — бейннт;
5 ~ феррит+бейнит
Жаропрочные стали и сплавы Н. Ф. Черменская
К числу новых материалов относятся центробежиолитые стали и сплавы 45Х25Н20С, 30Х24Н24Б, 10Х20Н32Б, 40Х25Н34Б, 50Х25Н35К15В5С, а также деформируемые сплавы типа Х20Н32ТЮ.
Эти материалы применяются для изготовления трубиых элементов ра-диантных секций трубчатых печей и Других деталей, работающих в области температур 800—1100°С. Центробежнолитые трубы из указанных материалов поставляются различными предприятиями и фирмами по определенным стандартам или техническим условиям. Наряду с марочным составом материала и его свойствами стандартами на поставку центробежнолитых труб определяются их размеры, состояние макростроения металла, в том числе — поверхностных слоев со стороны наружной и внутренней поверхностей труб. Цеит-робежнолитые трубы из материала аналогичного марочного состава, изготовленные различными фирмами и отвечающие требованиям различных стандартов, имеют различные фирменные наименования. Например центробежнолитые трубы из стали типа 45Х25Н20С имеют наименования: НК 40, Ману-рит 20, Термалой Т 47 и др.
Сведения о химическом составе, механических свойствах, жаропрочности и стойкости к воздействию различных газовых сред указанных материалов представлены в табл. 111,10—111,17 и на рис. III-15—111-27. При построении зависимостей использованы данные работ [11—14].
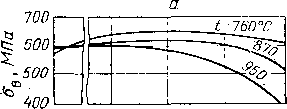
| t=7O0°C |
||||
| 1 1 > |
) 1 ! ! | ~7‘~~7= 800 900 \ \ \ |
о- 300
200
I m
| 700 / 800доо- | ||||
| 1 1 1 1 1 |
1 1 1 | 1111 | /- |
| 1 • ' \ I | |||||
| 700 900 |
|||||
| ! ! ! 1 1 |
I... 1.1 | пп |
ГвоаТ-г- | ||
101 Ю2 103 104 О 100 500 1000 5000
| I | |||
| 870, 760 , gsd _У -.f.-- |
|||
Длительность старения , ч
Рис. III-15. Зависимость механических свойств центробежнолитых сталей 45Х25Н20С (а) и 10Х20Н32Б (б) от длительности старения при различных
температурах
Рис. III-16. Зависимость механических свойств центробежнолитой стали 45Х25Н20С от температуры испытания в различных состояниях:
1 — после отливки; 2 — после старения при 950 °С
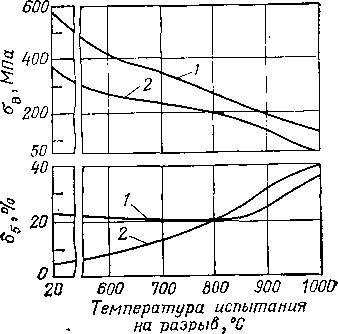
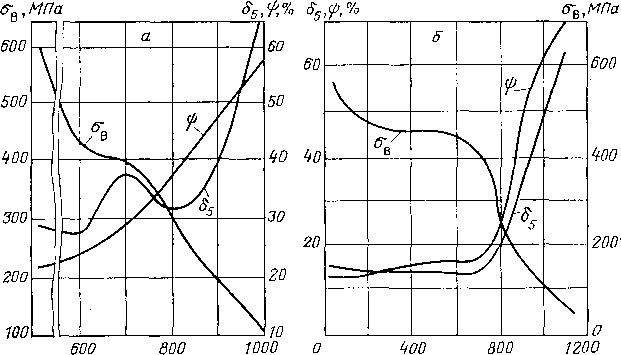
Температура, °С
Рис. III-17. Зависимость механических свойств центробежнолитых сталей типов 30Х24Н24Б (а) и 40Х25Н34Б (б) от температуры в состоянии после
отливки [18, 20]
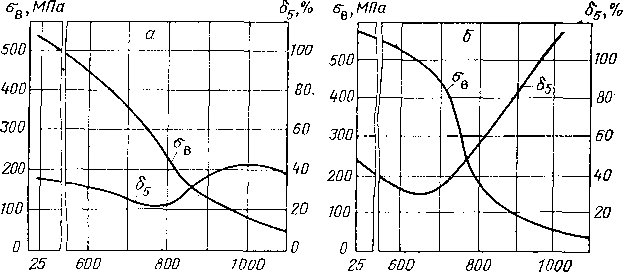
Т ем пература', °С
Рис. 111-18. Зависимость механических свойств центробежнолитого сплава 10Х20Н32Б (а) и деформируемого сплава Х20Н32Т (Инколлой 800) [16] (б)
от температуры
Обозначение материала изготовителями
Ре акционные
| 45Х25Н20С [12] |
Термалой Т47, | ASTM А297 |
НК40 |
| Манурит 20 . | ASTM А351 | НК40 |
|
| Термакс 2520G |
DIN17006G | X40CrNiS12520 | |
| - | НКС49902—74 |
25Cr20Ni | |
| - | ТУ 26-02-793—77 | 45Х25Н20С | |
| -30Х24Н24БС | 1NCO 519 [11] | - | - |
| КНР24С | - |
- | |
| - |
ТУ 26-02-793—77 | 30Х24Н24БС |
|
| - | ТУ 26-02-793—77 | 35Х24Н24Б | |
| Реакционные трубы и стояки | |||
| 40Х25Н34Б 112] | Манурит 36Х* | ||
| КНР35С |
' | ||
|
Стояки (газоотво- | |||
|
¦50Х25Н35В5К15 [12] | Термакс 25/36КС | DIN17006 | Термакс 25/36 |
| Супертерм |
ASTM А-297 | Супертерм | |
| НКС49902—74 |
25Cr35Ni5W15Co | ||
Выходные,се к-
| 10Х20НЗЗБ [12] | Манурит 900** | — |
— |
| КНР32С | — | - | |
| ТУ 26-02-793—77 |
10Х20Н32Б |
* Пат. 362756, 1967 (США).
*• Пат. 538481, 1967 (Франция); Пат. 3833358, 1971 (США).
Таблица 111,11. Термостойкость центробежнолитых сталей*
| 30Х24Н24Б |
45Х25Н20С | |||
| нагрев |
охлаждение |
(КНР24С) | (НК 40) | |
| i 100 | 20 |
50 | 30 | |
| 1000 | 20 | — |
93 | |
* Число циклов до появления трещин прн испытании.
| Сг | N1 |
Si | Мо | S |
Р | Мп |
| н | е более | |||||
Другие
МПа
| ®0,2> | в, |
| МПа | % |
Ф. %
не менее
245.2
441.3
10
10
Си <0,2
Nb 1,4-1,
Nb 1,0-2,0
Nb 1,3-1,7 Си<0,2 Nb 1.3—1,7 Си<0,1
246,2
10
490—686
трубы
|
В | 0,2— | 24-28 |
18—22 | <2 | 0,5 | 0,04 |
0,04 | 2 |
|
I'1 | 0,5 | |||||||
| 0,35— |
23—27 | 19—22 |
1,5 | 0,5 |
0,04 | 0,04 |
1,75 | |
| 1 !,1; |
0,45 | |||||||
| 1 ' | 0,35- | 23—27 |
19-22 | 1,5 | 0,5 | 0,04 | 0,04 | 1,75 |
| 111 | 0,45 | |||||||
| г | 0,35— | 23—27 | 19—22 | 1,0—1,75 | 0,5 |
0.03 | 0,03 |
1,75 |
|
0,45 | ||||||||
| |,Г | 0,35- | 24—27 |
18—21 | 1,0—1,6 |
0.5 | 0,03 |
0,03 | 1,75 |
|
0,45 | ||||||||
| 0,25— | 23-26 |
23—26 | 0,5—1,5 |
— | 0,01 | 0,03 | 1.0 | |
| 1 *' |
0,35 | |||||||
| Г/ | 0,25- |
23—26 | 23—26 |
1,5 | — | 0,03 | 0,03 | 1,5 |
| ! | 0,35 | |||||||
|
0,25— | 23—25 | 23-25 | 1,0—1,35 | 0.5 | 0,03 | 0,03 | 0,5— | |
| III: Г | 0,35 | 1,0 | ||||||
| li:,; | 0,3- |
23—25 | 24-26 |
0,6—0,9 | 0,5 |
0,03 | 0,03 | 0,5— |
| 0,38 | 1.0 |
(газоотводящие трубы)
| ;г: | 0,35— | 23—27 | 33—35 | 1,5 | _ |
0,03 | 0,03 | 1.5 |
Nb 1,5 |
| 0,45 | |||||||||
| 0,4— | 24-28 | [34-37 | 2,0 | — | 0,03 |
0,03 | 2,0 | Nb 1,5 | |
| 0,5 |
дящие трубы)
| 0,43— | 24—28 | 33-37 |
О Г to о |
_ | 0,035 |
0.035 | 0,1— | W 4—5,5 | 473—523,3 | 308,7— |
3—7 |
| 0,53 |
0,7 | Со 13-17 | 451,8 | ||||||||
|
0,43— | 24—28 | 33-37 | о Г о |
— | 0,035 | 0,035 | 0,75— | W 4—6,5 |
|||
| 0,53 |
2,0 |
Со 13—17 | |||||||||
| 0,45— | 25-28 |
34—37 | 1,2—1,6 |
— | 0,02 | 0,025 |
0,7 | W 4,5—5,5 | |||
| 0,55 |
Со 14—16 | ||||||||||
| Си<0,2 |
| ц и о н н ы е | колл | е к т о р | |||||||||
|
0,1 — | 19-23 |
30-35 | 1,25 | _ | 0.03 | 0.03 |
1,5 | Nbl ,0-1,5 | |||
| 0,15 | ' | ||||||||||
| 0,06— | 19-23 | 28-34 | 1,0 |
— | 0,03 | 0,03 |
1.5 | Nb 0,5—1,8 |
442 | 186 | 25 |
| 0,16 | |||||||||||
| 0,08— | 19—21 | 31-34 | 0,8 |
— | 0,03 | 0.03 |
0.5— | Nb 0,4-1,35 | |||
| 0,15 | 1,2 |
||||||||||
Таблица 111,12. Результаты коррозионных испытаний (мм/год) центробежнолитых сталей
| Режим | Коррозионные потерн, мм/год | - | |||
|
t, °С | 30Х24Н24Б |
45Х25Н20С | |||
|
среда | Т, 5 |
(КНР24С) | (НК 40) | ||
| Воздух | 1000 |
100 | 0,32 | 0,25 |
|
| Воздух | 1100 | 100 | 4,6 |
4,6 | |
| so2 | 1000 | 5 | 2,3 | 2,3 | |
|
H2S + 85 % V205 |
900 | 5 | 5,0 |
3,4 | |
Таблица 111,13. Сопротивляемость науглероживанию центробежнолитых сталей (% углерода в слоях)
|
Сг.аль | t, °с |
х, ч |
Толщина слоя» мм | ||
|
0,0—1,0 | 1,0—2,0 |
2,0—3,0 | |||
| 30Х24Н24Б (0,24% С) 45Х25Н24С (0,40% С) П р и м е ч Т а б | 1000 1100 1000 1100 а н и е. В скоб л н ц а 111,14 | 100 100 100 100 ках указано ис Механичесю | 0,08 1,81 0,04 1,72 ходное содержа ie свойства ci | 0,07 1,17 0,01 1,09 ние углерода. тлава ХН32Т |
0,07 0,67 0 0,64 [13] |
| Длительность старения, ч |
Температура испытания на растяжение, “С | ста, МПа |
а0,2- МПа | а», % | 'Р. % |
| 3000 5000 10 000 3000 5000 10000 3000 5000 10000 Таблиц | 20 600 750 850 20 600 20 20 600 20 750 20 20 20 850 20 20 850 а 111,15. Мех | Без на 515 380 252 143 Температ 637 450 692 656 483 Температ 547 239 542 532 Температ 529 142 527 526 145 анические сво >т 1150°С на | г р е в а 205 129 110 93 ура 600°С 353 255 405 367 288 ура 750 °С 238 121 224 206 ура 850 °С 240 102 244 213 106 йства сплава воздухе [14] | 50.7 38,9 28.3 39 36.7 287 32.7 34 26 50 42.7 46.7 48,0 50 36.7 46.7 49.3 43.3 ХН45Ю nocj |
75.7 55,9 37 44.7 64.1 56.4 64.1 60,11 52 73 47.5 73.7 71.0 15.8 45,4 77.1 77,0 42,3 ie закалки |
|
Температура испытания, .•с | ств, МПа |
ст02, МПа | trE, % | % | КС, МДж/м», не менее |
| 20 800 900 1000 1100 1200 | 600—750 150—180 70—90 50—60 30—40 20—30 | 300-350 100—150 60—70 30-40 20—30 | 50-60 30-36 35-40 40-50 70—80 80—100 | 55—58 30—33 35—40 40—50 55—60 75—85 | 2,500 2,200 1,600 1,000 1,800 |
Таблица 111,16. Влияние старения на механические свойства сплава ХН45Ю, предварительно закаленного от 1150 °С на иоздухе [14]
|
Температура старения*, °С |
ав, МПа | а0 2, МПа | а5, % |
| Без старения | 600-750 |
300—350 | 50—60 |
|
700 | 935 | 635 |
18,5 |
| 800 |
794 | 458 | 29,0 |
| 900 | 710 |
317 | 22,5 |
|
1000 | 645 | 225 |
46,0 |
* В течение 1000 ч.
850 900 350 1000 1100
600 700 800 300 1000
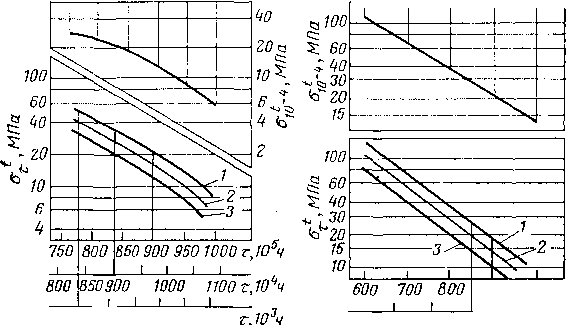
900 950 W00 1100 800 850 900 950 1000 1100
900 1000 г,10° ч
L
700 800 900 1000 г,10 ч 750 800 850 900 950 1050 '5*:
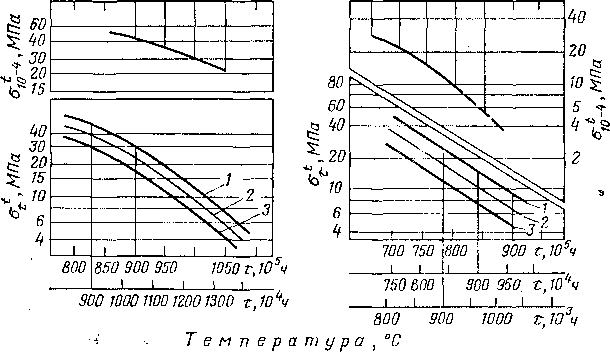
Рис. 111-19. Диаграммы ползучести (скорость 10~4%/ч) н длительной прочности центробежнолитых сталей: а — 45Х25Н20С (Манурит 20, НК.40); б — сплав типа 10Х20Н32Б (Манурит 900); в — 40Х25Н34Б (Манурит 3GX); г — Х20Н32Т (Манурит 800) [15]; 1 — верхняя граница; 2 — среднее значение; 3 — иижняя граница
Рис. III-21. Зависимость длительной прочности цеитробежиолитой стали 45Х25Н20С от температуры предварительного старения в течение 5000 ч при различном растягивающем напряжении
850 900 950
Температура старения , °С
1000
Рис. Ш-20. Длительная прочность центробежно-литой стали 45Х25Н20С в различных состояниях:
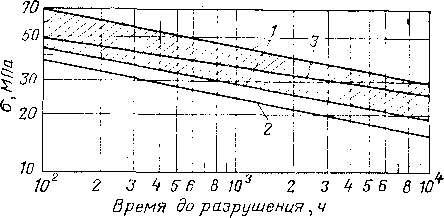
1 — после отливки; 2 — после эксплуатации при 900—925 °С в течение 28 000 ч; 3 —после эксплуатации в течение 28 000 ч и последующего отжига „ при 1200 °С в течение 1 ч
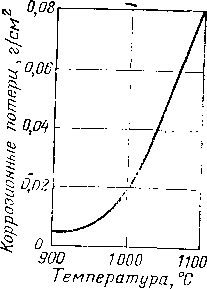
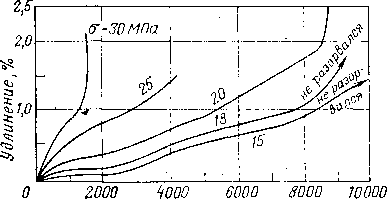
Время,у
Рис. 111-22. Первичные кривые ползучести цеитробежиолитой стали 45Х25Н20С при 900 °С и различных растягивающих напряжениях
Рис. 111-23. Зависимость коррозионных потерь цеитробежиолитой стали типа 10Х20Й32Б (КНР32С) от температуры испытания в течение 300 ч в воздушной среде [16]
Таблица III,17. Длительная Прочность за 1000 ч некоторых окалииостойких материалов (МПа) [12, 14]
Температура испытаний, °С
| Материал | 800 | 900 |
1000 | 1100 | 1150 |
1200 |
| Х23Н18 |
40 | 20 | 7,5 |
_ | __ | |
| Х25Н16Г7АР | 50 |
23 | 8,0 | — |
— | - |
|
Х25Н20С2 | 35 | 12 |
7,0 | — | — | - |
| 45Х18Н25С | 50 | 20 | 7,0 | — | — | - |
| ХН60Т | 45 |
16 | 6,5 | — | — | - |
|
ХН45Ю | — | — |
10 | 5 | 4 |
2,5 , |
| ХН70Ю |
50 | 18 | 8 |
4 | 3 | 2 |
| ХН78Т | 47 |
21 | 8 | 4,2 |
2,8 | 1,5 |
>ю%МПа
| НК40 |
КНР35С |
Супертерм | |
| 1 |
800 900 1000
Темлератлура, °С
1100
as
§
П. -
,3? ?
I § 1 ?
| 1 ..... j | ||||
| 1 ! | ||||
| 1 " | ||||
1 г з 4
Расстояние от поверхности,
Рис. III-24. Зависимость напряжения разрушения за 10240 ч от температуры испытания иа длительную прочность различных центробежнолитых сталей и
сплавов [18, 21, 22]
Рис. III-25. Сравнительные кривые науглероживания цеитробежнолитых сталей типа 45Х25Н20С (НК 40) и 40Х25Н34Б (КНР35С) [21]
| л 1 | ||||
| г ч - °ч | ||||
| - | л 8 | |||
| ! О 1 л 7 |
! | |||
| 1 1 1 : | .Ч. |
|||
200 Ш 600 800
Температура ,°С
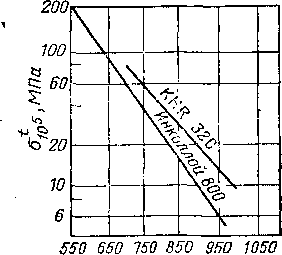
Температура °0
100
80
&
§: 60 <^‘40 20
О
Рис. III-26. Зависимость допускаемых наприжеиий и длительной прочности сплавов Х20Н32Т от температуры [24, 28]:
1 — допускаемые для Инколлоя 800; 2 — допускаемые для ХН32Т; <? —минимальная дли* тельная прочность Манурита 800 за I05 ч
Рис. 111-27. Зависимость напряжения разрушении за 10s ч и длительной прочности цеитробежиолитого сплава 10Х20Н32Б (КНР32С) и деформируемого сплава Х20Н32ТЮ (Инколлой 800) от температуры испытания [16]
Нержавеющие стали и сплавы4' Н. М. Пахомова
Нержавеющие аустенитные хромоникелевые стали в настоящее время остаются основными конструкционными материалами, используемыми для изготовления технологического оборудования производств азотиой промышленности. Широкое применение аустенитных хромоиикелевых сталей в качестве коррозионно-стойких, жаростойких, жаропрочных н криогенных конструкционных материалов обусловлено их коррозионной стойкостью, высокой технологичностью при горячей н холодной пластической деформации, хорошей свариваемостью. Отечественная промышленность выпускает разнообразные марки сталей типа 18—10, различающиеся содержанием углерода, хрома, никеля, а также наличием дополнительных легирующих элементов. Основными легирующими элементами хромоникелевых сталей, обеспечивающими их коррозионную устойчивость, являются хром н никель.
Хром,- добавляемый в количестве 18,%, придает сталям способность к пассивации н тем самым сообщает стойкость в окислительных средах. Присутствие в стали никеля способствует образованию однофазной аустенйтной структуры н повышает стойкость стали в активном состоянии. По сравнению с хромистыми сталями присутствие никеля облегчает пассивацию хромоннке-левых сталей в средах неокнслительного характера.
Группа хромоннкелевых сталей включает следующие основные марки: 12Х18Н9, 17Х18Н9, 12Х18Н9Т, 07Х18Н10, 08Х18Н10, 08Х18Н10Т, 12Х1810Т, 03Х18Н11, 06Х18Н11, 03Х18Н12, 03Х18Н12Б, 08Х18Н12Т, 12Х18Н12Т,
08Х18Н12Б, различающиеся в основном содержанием углерода н наличием титана н ниобия (ГОСТ 5632—72). Химический состав этих сталей указан в табл. 111,18.
Хромоникелевые стали обладают стойкостью как в азотной кислоте, так н в азотнокислых средах, в фосфорной кислоте (до 60% Н3Р04 и температуре до 100°С), в органических кислотах (50%-ная лимонная прн температуре кипения, 70%-ная уксусная кислота, 10%-ная муравьиная при 100 °С и др.), в растворах солей, а также щелочей (до 50% прн 120 °С). Стали этой группы обладают высокой стойкостью в атмосферных условиях, кроме морской среды, где они склонны к питтннговой коррозии. В средах неокнслительного
характера, а также в средах, содержащих ноны--активаторы (например,
хлориды), стали отличаются пониженной стойкостью. В присутствии хлоридов стали подвергаются пнттннговой, щелевой коррозии и коррозионному растрескиванию (КР). Повысить стойкость этих сталей в средах неокислнтельного характера к питтинговон н щелевой коррозии можно путем легирования элементами, обладающими способностью пассивироваться в этих условиях, например молибденом. Легирование молибденом повышает стойкость сталей к общей коррозии в средах неокнслительного характера н к локальным видам коррозии (питтинговой, щелевой, КР), но снижает стойкость сталей в окислительных средах. Так, в 65%-ной кипящей азотной кислоте в
Таблица ill,18. Химический состав [% (масс.)] нержавеющих сталей и сплавов (ГОСТ 5632—72)
ю
со ю со Ю со
о о о о о
СО W Тр СО 05 <N <N <N СМ -И
о о о о о
— О СЧ —< t"-СЧ СЧ СЧ СЧ —
о 0^0
OO CO (N О)
о" о" I I I V/ V/ Я. ® °l
—< —< N-
00 оо Тр тР оо
о" о о о о
V/ V/ V/ V V/
V/ V/ V/ V/
о
о I о
v/w
о
оо
ю
с
СТ)
| ю | ||
| со | с | |
| ю | СТ) |
оо |
| с |
4—• | со |
| СТ) | н | S |
| см |
СП | |
| н |
S | |
| со |
со | со |
| к | X | к |
| сч | *—< |
со |
| см |
см | сч |
| X | X | X |
|
оо | 00 | со |
| о | о |
о |
гС1 со
CD А
к 8
2, w
oj Н И сч
^ аз
со «
гс 2
?* оо
со <с> со
’"7 м< со
к О о 351512
Ю О О) X
— СЧ —' СО
Ё—I ?—I Ё-Ч t—<
< с < <5
rt» со со о>
X X X X О 00 СО со
— ООО
Я U
СП СТ)
н н
<N со
S ?
СО lO
х ?
X X
ОО оо
о о
2 н н ^
§ 3 3 е
- § S 2 ? 00 00 [ tr <N СМ bi
? х к 2
X X X X со со со о
О О О -и
оо 00 оо оо оо оо оо
о о 315
| о | о | о | о | о | о |
ю | ю | ||||||||||||||
| — |
со | Тр |
со | Тр4 |
со | со | со |
сч | ci | ||||||||||||
|
л | 1 | 1 1 |
1 | 1 |
1 | 1 | 1 |
1 |
1 | 1 | |||||||||||
| Z | 1 |
1 1 | 1 | а |
о | о |
о | о | ю |
ю | ю | 1 | 1 | оо |
оо | ||||||
| о |
оГ | со** | <М | со~ | <М |
сч | csf |
"s | * | ||||||||||||
| •—1 | |||||||||||||||||||||
| со | |||||||||||||||||||||
| o' |
ю | ||||||||||||||||||||
| 00 hs. | 00 |
со | 05 | 1 | со |
Тр | ю | ||||||||||||||
| О О | О | о" |
о* | © | сГ |
о* | ST |
о" |
о | о | |||||||||||
| н | 1 | 1 1 1 | 1 | 1 | 1 | д |
1 | 1 |
Ол | I |
1 | ||||||||||
| ч ч |
и | и | и | со |
ю | o' | U | см | (N | ||||||||||||
|
to ю | 1C |
ю | to | ю |
o’ | о" | Г 1 |
to | о |
о" | |||||||||||
| "w* |
|||||||||||||||||||||
| ю |
|||||||||||||||||||||
| ю |
ю w W | ю | ю |
ю | ю | ю |
ю | ю | 15 |
ю | ю | ю |
ю | Г-- | h*. | ю | ю | ю | ю | ю | |
| со | со со со |
со | со | со | со | со |
со | со | со |
со | со | со | о | сч |
со | со | со |
со | со | ||
|
№ | о | ООО |
о^ | Ож |
о | о | о |
о | о^ | о |
о | о | о |
о | о | о | о | о | о | ||
| о" |
ООО | о | о | о | о | о | о | о | о | о | о | о | о" | о” |
о | о" | о |
о* | o' | о |
ооооооооооооооооою
СЧСЧСЧСЧСЧСЧСЧСЧСЧСЧСЧСЧСЧСЧСЧСОСЧО ООООООООО ©Л ОООООООО
0000000000000000*0*0
Ю Ю Ю
CM (N И см
Ол о о о о
ОООООООООООООООО
Ф05050505050500оэс00000юююю
7777777777777777
ООО^ООООООООООООО
NNNNNKN^OOCDOCJCjC-CO
Ю СО О
ОООООООООООСЧСОСО—<—<C4 СЧСЧСЧСЧСЧСЧСЧСЧСЧСЧСЧ I О О I I I
V V/ V/ V/ V/ V/ V/ ® V/ V/ ® ю. ь
— CO Tp
00 05
00 OO 00 00 00 00 GO 00 OO 00 00 ^ 00 00 00 00 СО Ю
о о" о о" о о" о о" о" о" o' о" о~ о о" о" о" о
юооооооо
I I I I I 7 I I I I
— ЮОООООООоО
СО СО СО СЧ — <N <N
V/ V/ V/ V/ V/ V/ V/
о о о о о
<М
-^COtNCOrOOOoOCOCOCOrOOOCOCO - Я. ’"I ° ~“¦ О О О О О —¦ —1 о о
Ч ^,о о о" о" о о о" о о о о о" о"
г v/ V/ V/ V/ V/
V/ V/ V/ V/ V/ V/
S к
$,?, н н
<м со
? S
со СО
5 ?
fN. fx.
СО to -и — h-05 Ю ?4
СТ)
ххххххххх
WNCNOOCNOOCOOO — О — ОО-н—<
течение 144 ч скорость коррозии стали 10Х18Н10Т составляет 2,06, стали 08Х22Н6Т —0,69, а (.тали 08Х18Н12М2Т —11 г/(м2-ч) [15, 16].
Отечественная промышленность выпускает ряд сталей, легированных f молибденом: 08Х17Н13М2Т, 10Х17Н13М2Т(ЭИ448), 10Х17Н13МЗТ(ЭИ432),
'Ч 08Х17Н1ЗМЗТ(ЭП580), 03Х17Н14М2 (ГОСТ 5632—72). Химический состав Деталей приведен в табл. 111,18.
Стали, легированные молибденом, применяются для изготовления оборудования в производствах капролактама, карбамида, серяой, фосфорной и органических кислот, для работы в средах, содержащих сернистые соединения. Однако в иеокислительных средах повышенной агрессивности (например, серная кислота, экстракционная фосфорная с примесями фтористоводородной кислоты) стойкость сталей типа 17—13—(2)3 оказывается недостаточной. Для работы в среде сериой кислоты при повышенных температурах разработаны стали 06ХН28МДТ (ЭИ943) и 03ХН28МДТ (ЭП516) с повышенным содержанием хрома, никеля н добавкой меди (см. табл. 111,18). Эти стали применяются для изготовления оборудования, работающего в среде , серной кислоты любой концентрации при температурах 80 °С [15, 16].
Одним из наиболее опасных видов локальной коррозии, которому в определенных условиях подвергается оборудование из аустеиитных нержавеющих сталей, является межкристаллитная коррозия (МКК)- Прн поражении МКК металл практически не изменяет своего внешнего вида, но вследствие избирательного растворения границ зерен теряет прочностные свойства и может рассыпаться в порошок. Склонность к межкристаллитной коррозии стали могут приобретать в результате нагревания в интервале температур 450—850 °С, т. е. в процессе сварки. Технологические среды, в которых проявляется склонность сталей к МКК, весьма разнообразны. В азотной промышленности одной из основных технологических сред, вызывающих МКК, является азотная кислота и азотнокислые растворы.
Природа МКК сложна н определяется многими факторами [15, 16]. По современным представлениям основными причинами МКК являются обеднение границ зерен хромом и другими легирующими элементами за счет образования и выделения по границам зерен карбидов хрома, или б-феррита либо a-фазы; растворение избыточных фаз, возникновение сегрегаций по границам зерен, повышенный уровень дефектности решетки по границам зерен аусте-нита. В зависимости от окислительных условий среды МКК протекает по тому или иному механизму. Так, в восстановительных средах основной причиной МКК считается обеднение границ зерен хромом, а в сильиоокислитель-ных средах — отрицательное влияние сегрегаций таких примесных элементов, как кремний, фосфор и др.
Прн одновременном снижении содержания кремния (0,03%) и углерода (0,02%) удалось получить сталь новой марки 02Х18Н11, более стойкую к МКК в азотнокислых средах, чем сталь марки 03Х18Н11 [17].
Основные способы борьбы с МКК заключаются в Снижении содержания углерода в стали, легирование ее элементами — сильными карбидообразова-телями, которые связывают углерод в нерастворимые карбиды и тем самым снижают его содержание в твердом растворе (Ti, Nb), в термической обработке (закалке нли длительном отжиге).
С целью экономии никеля его частично или полностью заменяют марганцем и азйтом или просто снижают содержание иикеля в стали. Первый1
путь — замена никеля на марганец и азот с сохранением аустенитной струк-Туры. Аустенитиообразующее влияние марганца значительно слабее никеля, " поэтому для получения аустенитной структуры сталей на хромомарганцевой1 основе в сталь дополнительно вводили либо иикель, либо азот, либо оба элемента вместе. Промышленностью освоен выпуск следующих марок сталей на хромомарганцевой основе: 10Х14Г14Н4Т (ЭИ711), ЮХ14АГ15 (ДИ-13), 07Х13АГ20 (ЧС-46), 03Х13АГ19 (ЧС-36), ОЗХ19АГЗНЮ, 20Х13Н4Г9,
12Х17Г9Н4, 07X21Г7АН5.
Марганец — элемент, не склонный к пассивации, поэтому в окислительных условиях стойкость сталей определяется содержанием хрома. Стали, содержащие 14% хрома, обладают достаточной коррозионной стойкостью только в слабоагрессивных средах. Так, скорость коррозии стали 10Х14Г14Н4Т не превышает 0,1 мм/год в 5—10%-ной азотной кислоте до 80 °С, а в
65%-ной при 20 °С н т. д.
Хромомарганцевые стали обладают хорошей технологичностью и сохраняют высокую пластичность при низких температурах. Сочетание коррозионной стойкости е хорошей технологичностью позволило успешно использовать их вместо аустенитиых хромоникелевых сталей при изготовлении криогенной техники и оборудования для ряда сред слабой агрессивности.
При сохранении содержания хрома на уровне 18% и частичной замене иикеля на марганец и азот удалось получить сталь марки ОЗХ19АГЗШО, которая по своей коррозионной стойкости ие уступает стали 03Х18Н11. Сталк обладает более высокими прочностными характеристиками, что позволяет при использовании ее для изготовления оборудования снижать его металлоемкость. В настоящее время из стали ОЗХ19АГЗНЮ изготовлена и успешно эксплуатируется нижняя часть абсорбционной колонны производства некон-цеитрированиой азотной кислоты в агрегатах АК-72.
Второй способ экономии никеля, заключающийся в снижении содержания никеля в стали до 6%, привел к получению двухфазной аустенитно-ферритиой структуры и некоторому ухудшению технологичности стали. В то же время аустенитно-ферритная структура обладает рядом преимуществ ПО1 сравнению с чисто аустенитной. Аустенитно-ферритиые стали характеризуются относительно высокими пределами текучести и прочности при удовлетворительных пластичности и ударной вязкости и хорошей свариваемостью. Это позволяет сократить удельный расход металла при изготовлении оборудования.
Отечественная промышленность выпускает аустенитно-ферритные стал» следующих марок: 08Х22Н6Т(ЭИ53), 08Х21Н6М2Т (ЭИ54), 08Х18Г8Н2Т
(КО-3), 03Х23Н6 (ЭИ68), 03X23H6M3 (ЭИ67). По коррозионной стойкост» эти стали не уступают хромоникелевым типа 18—10, а в ряде технологических сред — даже более стойки, в частности к питтинговой коррозии и КР.
Двухфазные стали являются полноценными заменителями хромоникелевых сталей и используются для изготовления сварной аппаратуры производств амМиака, неконцентрированной азотной кислоты в агрегатах АК-72», АК-72М, УКЛ, в производстве аммиачной селитры, капролактама, карбамида, сложных удобрений, адипиновой кислоты и др. Из них изготавливают колоииы, теплообменники, реакционное и емкостное оборудование, трубопроводу и арматуру.
|
Сталь | Сортамент |
ГОСТ, ТУ | Сварка |
Испытание на МКК |
|
12Х18Н10Т 08Х18Н10Т | Толстый лист Тонкий лист Лента Проволока Трубы горячеде- формированные | ГОСТ 7350—77 ГОСТ 5582—75 ГОСТ 4986—78 ГОСТ 18143—72 ГОСТ 9941—72 | Все виды ручной и автоматической. Для ручной электродуговой сварки могут быть использованы электроды ЦЛ-11, ЦЛ-9; для автоматической сварки—АН-18, АН-26 в атмосфере аргона и под флюсами используют проволоку Св-04Х22Н 10БТ, Св-05Х20Н9ФБС, Св-06Х21Н7БТ, Св-08Х19Н10Б То же | Методы AM и АМУ (ГОСТ 6032—84). Продолжительность кипячения в испытательном растворе 15 и 8 ч. Испытания проводят на образцах после провоцирующего нагрева при 650 °С в течение 1 ч. То же |
Свойства и применение. Применяется в качестве коррозионно-стойкого, жаростойкого и жаропрочного материала. Коррозионно-стойкий в 60%-ной азотной кислоте до 80°С, растворах органических кислот, солей. В азотной кислоте может проявлять склонность к МКК, ножевой коррозии. Обладает пониженной стойкостью в средах неокислительного характера и средах, содержащих ионы-активаторы. Используется для изготовления сварного оборудования — колонного, емкостного, теплообменио-го, реакционного — и применяющегося в криогенной технике. Область применения от :—269 до +610 °С. Давление не ограничено. Обладает лучшей стойкостью против МКК и ножевой коррозии. Применяется от —253 до +610°С; давление не ограничено
Толстый лист Тонкий лист Сорт
08Х18Н12Б
7350-77
5582—75
5949—75
9940—72
9941—72
Трубы горячеде-формированные Холоднодеформи-рованные
Ручная и автоматическая. Для ручной сварки электроды ЦЛ-11 (СВ-07Х19Н10Б), 03Л7 (Св-
01Х19Н9, Св-02Х19Н9); для автоматической сварки под флюсом — проволоку Св-08Х19Н12Б,
07Х21Н9ФС
Методы AM и АМУ (ГОСТ 6032—84) на образцах после провоцирующего нагрева при 650 °С в течение 1 ч. Продолжительность испытания 24 и 8 ч соответственно
Свойства и применение. Обладает повышенной стойкостью против МКК ножевой коррозии в азотной кислоте и азотнокислых средах. Рекомендуется применять в условиях, где сталь 08Х18Н10Т не обладает достаточной стойкостью. Применяется от —196 до +610°С; давление не ограничено
Толстый лист 6— 20 мм 20—50 мм 40—70 мм
ТУ 14-1-490-72
03Х18Н11
ТУ 14-1-2144—72 ТУ 24-3-15-873—75
Все виды ручной и автоматической сварки. Для ручной сварки — электроды марки ОЗЛ-22, для автоматической — в среде защитного газа и под флюсом Св-01Х18Н10, флюс марки АН-18
Метод ДУ (ГОСТ 6032—84) на образцах с дополнительным провоцирующим нагревом при 650 °С в течение 1 ч. Скорость коррозии не должна превышать 0,5 мм/год после любого из 5 циклов кипячения в 65%-ной азотной кислоте
Свойства и применение. Сварные соединения стали обладают высокой стойкостью против МКК в средах окислительного характера, не подвержены ножевой коррозии. В 65%-ной азотной кислоте — коррозионно-стойкий до 100 °С. Используется для сварного оборудования емкостного, теплообменного, трубопроводов производства азотной кислоты, аммиачной селитры, сложных удобрений, адипиновой кислоты и др. Применяется от —253 до +610 °С
Метод ДУ (ГОСТ 6032—84)
Лист толщиной 6—20 мм, шириной 1200—1500 (при толщине от 6 до 7 мм ширина листов не более 1200 мм).
Трубы холодноде-формированные бесшовные диаметром 25—89 мм
02Х18Н11
ТУ 14-3-1401—86 на промышленную партию с гарантированной стойкостью против МКК
ТУ 14-1-3071—80 (на опытно-промышленную партию, действует до 1990 г.)
Вести в среде аргона или комбинированным способом (для листа толщиной 6 мм). Корень шва варить в среде аргона, остальное — электродами. В качестве присадочных материалов применяют проволоку Св-01Х18Н10 (ТУ 14-1-2975—79) и электроды марки ОЗЛ-22 (ГОСТ 10052—75, тип Э-02Х21Н10)
Свойства и применение. Рекомендуется применять: в средах неконцентрированной азотной кислоты, аммиачной селитры, адипиновой кислоты и др., содержащих азотную кислоту при повышенных температурах; для изготовления холодильников-конденсаторов, трубопроводов, нитрозных газов, продувочных колонн, днищ абсорбционных колонн, аппаратов ИТН, т. е. химической аппаратуры, работающей при температуре от —253 до +450 °С и давлении до 5 МПа
| О | |||||
|
Сталь | Сортамент |
ГОСТ, ТУ | Сварка |
Испытание на МКК |
08X17H13M2T
10X17H13M2T
10X17H13M?T
i
08Х17Н15МЗТ
03X17H14M3
Толстый лист Сорт
ГОСТ
ГОСТ
ГОСТ
ГОСТ
ГОСТ
ГОСТ
ГОСТ
ГОСТ
ГОСТ
ГОСТ
ГОСТ
ГОСТ
ГОСТ
ГОСТ
Толстый лист Тонкий лист Лента
Толстый лист Тонкий лист Лента Сорт ¦
Проволока Толстый лист Тонкий лист Сорт
Трубы горячеде-формированные Трубы холодноде-формированные Толстый лист .8— 20 мм
Толстый лист 4—
11 мм
Толстый лист 20— 50 мм
Тонкий лист 0,8—
3,9 мм
Сорт
Поковки
Трубные заготовки диаметром 80—
180 мм 7350—77
5949—75
7350—77
5580—75
4986—78
7366—77
5582—75
4986—79
5949—75
18143—72
7350—77
5582—75
5949—75
9940—72
ГОСТ 9941—72
ТУ 14-1-1154—74
ТУ 14-1-1541—75
ТУ 14-1-2144—77
ТУ 14-1-692—72 ГОСТ 5582—75
ТУ 14-1-240—72 ТУ 14-1-1847—76
ТУ 14-1-213^—77
Все виды сварки. Для ручной свар ки сталей 08Х17Н13М2Т, 10Х17ЩЗМ2Т, 10X17H13M3T,
08Х17Н15МЗТ используют элект роды НЖ-13 и ЭА-400/10у. Для автоматической сварки применяют проволоку Св-04Х19Н11 и Св-06Х19Н0НЗТ и флюсы АН-2 6, АНФ-14, АНФ-6
Для ручной электродуговой сварки используют ¦ электроды марки 03Л-20. Автоматическую сварку в среде защитного газа и под флю сом проводят с использованием проволоки Св-01Х19Н18Г10МА и проволоки из стали 03X17H14M3 (ЭИ551)
Для сталей 10Х17Н13М2Т, 10X17H13M3T и 08Х17Н13М2Т, 08X17H13M3T используют методы AM и АМУ (ГОСТ 6032—84) иа образцах после провоцирующего нагрева при 650 °С в течение 1 ч. Продолжительность испытания 24 и 8 ч. Сталь 03Х17Н14М2Т испытывают иа склонность к МКК по методу ДУ (ГОСТ 6032—84) иа образцах без провоцирующего нагрева в кипящей 65%-ной азотной кислоте. Скорость коррозии ие должна превышать 0,5 мм/год
| диаметром 180— | ТУ 14-1-2134—77 | |
| 270 мм | ||
| диаметром 90— | ТУ 1-1183—74 | |
| 160 мм |
Свойства и применение. Стали с Мо обладают лучшей стойкостью к питтииговой коррозии в хлоридсодержащих средах, чем стали типа 18—10, являются стойким материалом в органических кислотах: в 50%-иой лимонной кислоте при температуре кипения, в 10%-ной муравьиной кислоте до 100°С, 5%-, 10%- и 25%-иой серной кислоте до 75°С, в 50%-иой уксусной кислоте до 100 °С и в 80%-ной — до 80 °С, 25%-ной фосфорной кислоте прн температуре кипения и в 40%-ной до 100 °С. Стали ,08(10)Х17Н13М2(3)Т широко применяются для изготовления аппаратуры производства карбамида (колонны ректификации, сепараторы, подогреватели, промывная колонна, трубопроводы и др.), капролактама (ректификационные колонны, холодильники-конденсаторы, колонны отг^ики сероводорода, трубопроводы, экстракторы, насосы и др.), серной кислоты, нитрофоски, экстракционной фосфорной кислоты.
-it
-
21—438
Для изготовления наиболее ответственного оборудования этих производств, работающего в жестких условиях, используют сталь 03X17H14M3T. Интервал применения сталей: 10Х17Н13М2Т —от ¦¦—253 до +350 °С, 10X17H13M3T — от —196 до +350°С, 08Х17Н13М2Т — от —253 до +700 °С, 08Х17Н15МЗТ— от —196 до +600°С, 03X17H14M3T —от —196 до +600°С, 03X17H14M3 — от —196 до +450 °С. Давление — без ограничения
ГОСТ 7350—77 ГОСТ 5582—75 ГОСТ 5949—75 ГОСТ 4986—78
06ХН28МДТ
(ЭИ943)
Толстый лист Тонкий лист Сорт Лента
Сваривается ручной и автоматической сваркой в среде защитного газа. При ручной сварке применяются электроды 03Л-17у, прн автоматической сварке — сварочную проволоку марки 01Х23М28МЗДЗТ (ГОСТ 2246—70) и флюс- марки АН-18
Методы В и ВУ (ГОСТ 6032—84). Продолжительность испытания 144 и 48 ч соответственно. По ГОСТ 7350—77 и ГОСТ 5949—75 испытания проводят после провоцирующего нагрева при 700 °С в течение 20 мин (ГОСТ 5582—75), при 650 °С в течение 1 ч
Свойства и применение. Применяется в серной кислоте любой концентрации при температурах до 80 °С. Используют для изготовления оборудования производств серной и экстракционной фосфорной кислот, сложных минеральных удобрений, получаемых методом сернокислотного и азотиокислотного разложения фосфатного сырья. Максимальная температура эксплуатации сварных соединений +350 °С при соблюдении требований по стойкости к М1?К
| Сталь | Сортамент | ГОСТ, ТУ | Сварка | Испытание на МКК |
| 03ХН28МДТ (ЭП516) | Толстый лист Гонкий лист Сорт Трубы | ГОСТ 7350—77 ТУ 14-1-756—73 ГОСТ 5949—75 ТУ 242-122—75 |
Сваривают с использованием проволоки Св-01ХН28МДТ различными видами сварки. Для ручной электродуговой сварки используют электроды 03Л-17у и 03Л-18УП, для автоматической ¦— флюс АН-18. Склонен к образованию горячих трещин |
Методы В и ВУ (ГОСТ 6032—84), продолжительность испытания 144 и 48 ч соответственно. Обладает лучшей стойкостью к МКК, чем сплав 06ХН28МДТ |
Свойства и применение. Применяется для изготовления аппаратуры, работающей в производствах экстракционной форнои и серной кислот, кремнефтористоводородной до 25%-ной концентрации при температуре до 70 °С и др.
фос-
Толстый лист
08Х22Н6Т
(ЭП53)
Тонкий лист Сорт
Трубы горячеде-формированиые холоднокатанные горяче- и холодно-катаииые
ГОСТ 7350—77 ТУ 14-1-52—71 ТУ 14-1-894—74 ГОСТ 5582—75 ГОСТ 5949—75 ГОСТ 9940—72
ГОСТ 9941—72 ТУ 14-3-59—72
Применяют ручную и автоматическую сварку с использованием проволоки Св-08Х19Н10Б. Для ручной электродуговой сварки используют электроды ЦЛ-11, для автоматической — флюс АН-26
Методы AM и АМУ (ГОСТ 6032—84) на образцах после провоцирующего нагрева при 550 °С в течение 1 ч. Продолжительность кипячения в испытательном растворе 24 и 8 ч соответственно
Свойства и применение. Обладает высокой коррозионной стойкостью в азотной кислоте различных концентраций, и в ряде окислительных сред. В 30%-ной азотной кислоте применяют до температуры 80 °С в 60%-иой — до 60 °С. Обладает высокой стойкостью в подкисленных растворах аммиачной селитры при температурах до 150 °С, в нейтральных растворах аммиачной селитры и плаве при различных температурах, включая 185 °С, в 98%-ной серной кислоте до 50 °С. Обладает высокой стойкостью в хлоридных (против растрескивания) и щелочных средах. Используется для изготовления оборудования в производствах азотной кислоты, аммиачной селитры, капролактама, карбамида; в пищевой, нефтехимической, фармацевтической и других отраслях промышленности. Изготавливают колонное, емкостное и теплообменное оборудование, трубопроводы и др. Рекомендуется как заменитель стали типа 18—10, интервал эксплуатации сварных изделий от —70 до +300 °С
03Х23Н6 Толстый лист ТУ 14-1-10—71 Ручная сварка электродами марки Метод AM (ГОСТ 6032—84) на
(ЭИ68) толщина 6-20 мм ОЗЛ-22 образцах после провоцирующего
у ' . .. п*,, . -гг нагрева при 550 С в течение 1 ч,
продолжительность испытания 24 ч. Метод ДУ—-скорость коррозии не должна превышать 0,5 мм/год
Свойства и применение. Рекомендуется в качестве заменителя низкоуглеродистых сталей 03Х18Н11 и ОЗХ18АГЗНЮ для изготовления сварной аппаратуры в производствах азотной кислоты, аммиачной селитры, капролактама, нитроаммофоски методом азотнокислотной переработки апатита.
Обладает повышенной стойкостью против ножевой и межкристаллитнои коррозии. Интервал эксплуатации от /0 до
+300 °С.
ГОСТ 7350—77 Все виды сварки с исполь-
ТУ 14-1-894—74 зованием сварочной проволоки
ТУ 14-1-10—74 Св-04Х19Н11МЗ и проволоки
ТУ 1-52-71 06Х21Н6М2Т. Для электродов ис-
ГОСТ 5582—75 пользуется покрытие УОНИ-13 и
ТУ 5949—75 АНВ-17. При автоматической
ТУ 14-3-59—72 сварке —флюс АН-26. Механиче
ские свойства не ниже свойств основного металла. Стойки против МКК и не требуют термической обработки., Подвергается гибке и штамповке в холодном и горячем состояниях и' обработке резанием
Свойства и применение. Применяется для изготовления сварной химической аппаратуры: теплообменников, емкостей, реакторов трубопроводов, арматуры преимущественно в восстановительных средах. По коррозионной стоикости успешно используется в качестве заменителя аустенитных хромоникелевых нержавеющих сталей, легированных молибденом, в производствах капролактама, карбамида, фосфорной, серной и уксусной кислот, сульфата аммония и др. Предел применения от 4 дс +300 °С
| Толстый лист |
ТУ 14-1-10—71 | Ручная сварка электродами марки |
|
толщина 6—20 мм | ОЗЛ-22 | |
| толщина 4—11 мм |
ТУ 1-1541—75 | |
|
Тонкий лист | ТУ 1-1905—76 |
|
| толщина 0,8— | ||
| 3,6 мм | ||
| Сорт | ТУ 14-1-1554—75 |
Методы AM и АМУ (ГОСТ 6032—84) после провоцирующего нагрева при 550 °С в течение 1 ч. Продолжительность испытания 24 ч.
Толстый лист
08Х21Н6М2Т
(ЭП54)
Тонкий лист Сорт
Трубы горяче-
холоднодеформи-
рованные
| Сталь | Сортамент | ГОСТ, ТУ | Сварка | Испытание на МКК |
| ОЗХ22Н6М2 (ЭИ67) | Толстый лист Тонкий лист |
ТУ 14-1-10—71 ТУ 14-1-1541—75 ТУ 14-1-1905—76 | Все виды ручной сварки. При ручной электродуговой сварке используют электроды марки 03Л-20, при аргоно-дуговон — проволока 03Х17Н14М2 (ЭП55) | Метод AM (ГОСТ 6032—84) после закалки и провоцирующего нагрева прн 550 °С в течение 1 ч. Продолжительность испытания 24 ч. По методу Д испытания проводят в виде трех циклов по 48 ч в закаленном состоинии. Скорость коррозии не должна превышать 0,5 мм/год |
Свойства и применение. По коррозионной стойкости не уступает хромоникелевым аустеиитным сталям и используется в качестве заменителя при изготовлении химической аппаратуры в производствах капролактама, карбамида, серной уксусной фосфорной кислот. Предел применения от —70 до +300 °С. ; -
Методы AM и АМУ (ГОСТ; 6032—84). Продолжительность испытания 15 и 8 ч соответственно. Испытания проводят на образцах после дополнительного провоцирующего нагрева при 550 °С в течение 1 ч
Свойства и применение. Является стойкой в азотной кислоте (до 60%) при температуре не выше 50°С. По коррозионной стоикости^ в горячей и кипищей 10—50%-ной азотной кислоте не уступает стали 08Х18Н10Т. Стонкаи в 40%-ной фосфорной и 50 Л -ной уксусной кислотах до температуры 80 С. Может заменять хромоиикелевые стали 18—10 при изготовлении оборудования для сред средней агрессивности: сборников (70%-иые растворы при 60 °С, 70%-ные карбамида сульфата аммония при 80 С), промывной башни нитроолеумного отделения — 60—65%-иая азотная кислота при 40 °С, окислительной башни — 55 /о-наи азотная кислота при 30 С, трубопроводов 47%-ная азотная кислота при 40 °С. Рекомендуется для изготовления котлов железнодорожных цистерн, перевозящих капролактам, нитрат аммония, желтый фосфор, 50%-ную азотную кислоту 114]. Сварное оборудование может эксплуатироваться в интервале от —50 до +300 °С.
08Х18Г8Н2Т
(КО-3)
Толстый лист Тонкий лист Трубы
ТУ 14-1-894—74 ТУ 14-132-89—74 ТУ 14-3-387—75
Ручная и автоматическая сварки, ручная осуществляется электродами ЦЛ-11, автоматическая — проволокой из стали’08Х19Н10Б или 08Х20Н9Г7Т с флюсом АН-26 (ГОСТ 9087—69)
Лист
03Х13АГ19
(ЧС-36)
07Х13АГ20
(ЧС-46)
Трубы
Лист
Трубы диаметром 8 и 32 мм; диаметром 89, 108 и 159 мм
Ручная дуговая сварка электродами Э-07Х 20Н9, Э-04Х20Н9,
ТУ 14-1-743—73 ТУ 14-3-301—74 ТУ 14-1-2640—79 ТУ 14-3-1322—85
ТУ 14-3-1323—85
Э-08Х20Н9Г2Б при отсутствии требований по стойкости к МКК-Обладает хорошей технологичностью
Свойства и применение. Рекомендуется для слабоагрессивиых сред, не вызывающих МКК, взамен 08(12)Х18Н10Т. По данным НИИХИММАШа и ГИАПа, стали 03Х13АГ19 и 03Х13АГ20 коррозионно-стойки в насыщенных нейтральных растворах солей (нитратах, сульфатах, карбонатах) до 95 °С, в 20%- и 40%-ных растворах едкого натра при 95 °С, в органических продуктах (207о-ном моноэтаноламине при температуре до 100 °С), простых спиртах и полиэфирах до 120 °С. Не подвержены коррозионному растрескиванию в горячих (до 150 °С) концентрированных растворах хлоридов (MgCl2, КС1, NaCI). Стойкость к этому виду коррозии выше более чем в 100 раз, чем стойкость аустенитных хромоникелевых сталей. Отмечена пониженная стойкость хромомаргаицевых сталей против общей коррозии в растворе 42%-ного MgCl2 при 150°С. Могут быть рекомендованы дли изготовления химического оборудования, работающего в средах, в которых коррозионно-стойка углеродистая сталь и предъявляются требования по чистоте продукта. Для растворов азотной кислоты (до 30%) при температуре до 60 °С и серной кислоты с окислителями при невысоких температурах может быть рекомендована только сталь 03Х13АГ19. Для растворов хло^-ридов, в которых скорость коррозии не превышает 0,2 мм/год, рекомендуется сталь 07Х12АГ20, обладающаи более высокой стойкостью против точечной коррозии, чем сталь 03Х13АГ19. Применение сталей 03Х13АГ19 и 07Х13АГ20 допустимо при содержании в растворе до 100 мг/л хлорид-ионов и при температуре до 40 °С. Высокой коррозионной стойкостью обладает сталь 07Х13АГ20 в дистиллированной воде, насыщенной С02, при температуре до 140 °С в условиях работы кипятильника МЭА-раствора (20% МЭА, 130°С), регенератора МЭА — раствора (20% МЭА, 120°С), регенератора раствора «Карсол» (К2С03 16%, КНСОз 8—10%, ДЭА 1,9%, V205—0,4%, 1Ю°С) [15].
Из стали ЧС-46 изготавливают емкости для фенола в производстве капролактама. Сварное оборудование из сталей ЧС-46, ЧС-36 может эксплуатироваться в интервале от —70 до +300 °С и давлении до 2,5 МПа
ш
| Скорость коррозии, мм/год | Коррозионный балл |
| До 0,00015 | 10 |
| От 0,00015 до 0,0005 |
9 |
| (вкл.) | |
| От 0,0005 до 0,0015 | 8 |
| От 0,0015 до 0,003 |
7 |
| От 0,003 до 0,01 |
6 |
| От 0,01 до 0,02 |
5 |
| От 0,02 до 0,1 | 4 |
| От 0,1 до 0,5 | 3 |
| От 0,5 до 1,0 | 2 |
| От 1,0 до 5,0 | 1 |
Таблица 111,21. Коррозионная стойкость аустенитных и аустенитно-феррнтных нержавеющих сталей в растворах азотной кислоты
| Концентрация, % (масс.) | Температура, °С |
Скорость коррозии, мм/год |
Концентрация, % (масс.) |
Температура, "С | Скорость коррозии, мм/год |
| Сталь марки 12Х18Н10Т | |||||
| 1 | 100 |
0,001 | 50 | Кипение | 0,13 |
| 5 |
100 | 0,005 | 65 |
65 | 0,009 |
|
10 | 100 | 0,010 |
70 | 60 | 0,003 |
| 2 | 150 |
0,070 | 70 | 80 |
0,03 |
| (МКК) | |||||
|
30 | Кипение | 0,051 | 98 | 20 | 0,02 |
| (МКК) | |||||
| С | таль марки 03Х18Н11 |
||||
| 5 | 100 |
0,003 | 70 | 60 | 0,003 |
| 10 |
Кипение | 0,003 |
70 | 80 | 0,03 |
| 2 | 150 |
0,054 | 98 | 20 |
0,02 |
| 65 |
100 | 0,04 | |||
| Сталь |
марки 08Х22Н6Т | Сталь | марки ОЗХ19АГЗШО | ||
|
1 | 100 | 0,0012 |
65 | 80 | 0,008 |
| 5 | 100 |
0,004 | 65 | Кипение | 0,19 |
| 10 |
Кипение | 0,004 |
65 | НО | 0,46 |
| 2 | 150 |
0,074 | 80 | 60 |
0,02 |
| 65 |
65 | 0,009 | 80 |
80 | 0,15 |
| Сталь марки ОЗХ19АГЗНЮ |
|||||
| Температу | Концентрация НЫОз, |
/о (масс.) | |||
| ра, °С | 1 | 10 |
20 | 30 | 40 |
| 130 | _ |
0,17/0,18 | 0,32/0,32 |
0,7/0,66 | |
| 140 |
- | 0,12/0,12 | 0,3/0,3 | 0,50/0,50 | — |
| 170 | 0,071 | — | — | — |
— |
| (сварная) | |||||
Примечание. Дробный показатель: в числителе —- скорость коррозии целой стали в мм/год, в знаменателе — сварной стали.
Таблица 111,22. Коррозионная стойкость аустенитных и аустенитио-феррнтных сталей в производственных растворах
(мм/род)
| Раствор | 12Х18Н10Т |
10Х17Н13М2Т | 08Х22Н6Т |
03Х23Н6 | ОЗХ18АГЗН10 |
| 60% NH4N03+30% hno3 | 0,33 | 0,42 |
0,63 | 0,30 | 0,17 |
| 0,14 | 0,40 |
0,20 | 0,12 | 0,01 | |
| 60% NH4N03+30 г/л HNO3+6O г/л | 0,20 | 0,13 | 0,14 | 0,10 |
0,10 |
| h2so4 | 0,10 | — |
0,12 | 0,10 | |
|
90% NH4N03+1% НзРО4+0,5% h2so4 | 0,001 0,001 | — | 0,003 0,005 |
0,001 0,001 | |
|
Диспергатор НФ | — |
— | 0,001 0,001 |
— | |
| 47% HNOj+суперфосфорная | 0,049 0,129 (69 °С) 0,101 0,240 (80 °С) |
Серная кислота, сталь 06ХН28МДТ, 80°С, 100 ч
|
h2so4, % (масс.) |
Скорость коррозии, мм/год |
HijSOi, % (масс.) |
Скорость коррозии, мм год |
H2SO,. % (масс.) |
Скорость кор роз V] и. мм/гол |
| 10 | 0,015 (100 ч) |
40 | 0,140 | 70 |
1,14 |
| 20 |
0,0080 | 50 | 0,009 |
80 | 0,31 |
|
30 | 0,230 | 60 |
0,20 | 90 | 0,27 |
Примечание. В числителе скорость коррозии в жидкой фазе, в знаменателе — в газовой фазе.
В связи с тем, что нагрев сталей от 450 до 800 °С сопровождается процессами, приводящими к возникновению хрупкости при температуре 475 °С и выделению избыточных фаз — ст-фазы из феррита и карбидов из аустеиита — пластичность н ударная вязкость таких сталей снижается. Вследствие этого рабочая температура ограничивается +300 °С для всех аустенитно-феррит-ных сталей. За рубежом температурный уровень эксплуатации, в частности сплава X3CrMnNiMoN 25.6.4, ограничивается +280 °С [18].
Сортамент, свойства и области применения нержавеющих сталей приведены в табл. 111,19.
Коррозионная стойкость металлов оценивается, согласно ГОСТ 13819—68, по десятибальной шкале. При сплошной коррозии и коррозии пятнами в за» внсимости от скорости разрушения к ГОСТ 13819—68 даны изменения № 1, которые соответствуют шкале коррозионной стойкости, приведенной в табл. III,20.
Hr!T.
Таблица 111,23. Сопоставление отечественных и зарубежных
| Химический |
состав, % (шах) | |||
| ГОСТ 6032-72 | С | Сг |
Ni | другие элементы |
| 12Х18ВД | 0,12 | 17,0-19,0 | 8,0—10,0 |
— |
| 17Х18Н9 |
0,20 | 17,0-19,0 |
8,0—10,0 | — |
|
12Х18Н9Т | 0,12 |
17,0-19,0 | 8,0—9,5 | Ti 5ХС-^0,8 |
| 12Х18Н10Т 12Х18Н12Т | 0,12 |
17,0-19,0 | 8,0—9,5 | Ti 5ХС-Ь0,8 |
| 08X18H1QT |
0,08 | 17,0—19,0 |
9,0—11,5 | Ti 5ХС-г-0,7 |
| 08Х18Н12Б | 0,08 |
17,0—19,0 | 11,0—13,0 | Nb ЮХС-г-1,1 |
| 03Х18Н11 |
0,03 | 17,0—19,0 |
10,5—12,5 | — |
|
08Х17Н13М2Т | 0,08 |
16,0-18,0 | 12,0—14,0 | Мо 2-ьЗ; Ti 5XC-J-0.7 |
i'iir
'iv""'|!' U\, ¦
11Й
]®r
В табл. 111,21 и 111,22 приведена коррозионная стойкость некоторых сталей в производственных растворах, по данным ГИАП и справочной литературы. Сопоставимые марки нержавеющих хромоннкелевых сталей СССР и других страи приведеиыигтЯОл. ГГ1,23.
У'
iiL:

| " : й
Выпускаемые в настоящее время-илеокохромистые стали (^бтГсойержания хрома и углерода относятся к мартенситному^(20Х13, 30X13,.
1 "4.QX 13)/; мартенсито-ферритному (12X13) нли ферритному классу (08X13, 12X17, 08Х17Т, 08Х18Т1, 08Х18Ф2Т1, 15Х25Т, 15X28).
Наиболее широкое применение в азотной промышленности нашли стали 12X13 и 08X13. Эти стали используются практически во всех производствах для изготовления крепежа, внутренних устройств (например, тарелок и поддерживающих деталей в колоннах), для стоков. Биметалл из стали 08X13 применяется для изготовления различных емкостей, сборников, скрубберов-охладителей в производствах аммиака, карбамида, катализаторов, а также для Листки газов.
В отличие от углеродистых сталей сталь 08X13 не подвержена коррозионному растрескиванию в растворах мояоэтаноламина, поташа и в воде, насыщенной СОг-
S.
"'!'' \
: j
Повышение содержания хрома до 17—28% в ферритных сталях значительно увеличивает их коррозионную стойкость практически во всех средах. Однако применеиие этих сталей в сварных изделиях ограничивается малыми толщинами (до 3 мм) в связи с низкой ударной вязкостью околошовиой Зоны Сталь 08Х17Т в виде тонкого листа применяется для облицовки
Ж
грануляционных башен в производстве аммиачной селитры, трубы для отвода стоков в производстве карбамида. Стали 15Х25Т и 15X28 применяют в
SA-240 TYPE 302 SA-240 TYPE 302
Шве
ция,
SIS
ФРГ,
DIN
ЧССР
2337
2345
17440
X10CrNiTil8,9
17740
X10CrNiNbl8,9
17740
X2CrNi 18,9 17740
X5CrNiMol8,10
SA-240 TYPE 321 SA-240 TYPE 347 SA-24Q TYPE' 304 SA-240 TYPE 316
качестве жаропрочных материалов при изготовлении реакторов каталитической очистки производства иеконцентрироваиной азотной кислоты.
Сталь 08X13 выпускается в виде толстого листа (ГОСТ 7350—77), тонкого листа (ГОСТ 5582—75), сорта по ГОСТ 5949—75, труб горячедеформи-рованиых (ГОСТ 9940—72) и холоднодеформированиых (ГОСТ 9941—72) и применяется в области температур от —40 до +550 °С; давление не ограничено (ОСТ 26-291—79). Сваривается различными видами сварки с использованием проволоки Св-07Х25Н13, Св-13Х25Н18, Св-08Х20Н9Г7Т, Св-Х13.
Стали 12X17, 08Х17Т выпускаются в виде толстого листа
(ГОСТ 7350—77), тонкого листа (ГОСТ 5822—75), сорта (ГОСТ 5949—75) и горячедеформированных труб (ГОСТ 9941—72). Стали 12X17 и 08Х17Т являются ограниченно свариваемыми материалами, что обусловлено низкой пластичностью и ударной вязкостью сварного шва и околошовной зоны. При этом сталь 12X17 обладает худшими механическими свойствами и подвергается межкристаллитной коррозии. Введение титана способствует повышению коррозионной стойкости и механических свойств сварных соединений [20]. В качестве сварочных материалов рекомендуются проволоки аустенитного класса Св-08Х20Н15ФБЮ, Св-08Х20Н9Г7Т, Св-06Х25Н12ТЮ под флюсом АН-26.
Сталь 08Х17Т может применяться в интервале от 20 до 700 °С для изготовления деталей и внутренних устройств, не подлежащих контролю Госгортехнадзора (ОСТ 26-291—79).
Сталь 15Х25Т выпускается в виде толстого листа (ГОСТ 7350—77), тон, рого листа (ГОСТ 5582—75), сорта (ГОСТ 5949—75), горячедеформированных труб (ГОСТ 9940—72) и холоднодеформироваиных труб (ГОСТ 9941—72) :|и применяется в интервале от 20 до 1000°С для деталей и внутренних-устройств, ие подлежащих контролю Госгортехнадзора.
1||и Сталь подвергается сварке, однако из-за повышенной хладоломкости сварных соединений может применяться лишь при температурах выше 100 °С.
Z12GNT18—9 Z12QNT18—9
Z6CNT18—10
Z6CNNbl8—10
Z2CN18—10
Z6CND18—12
Франция,
A. F. N. O. R.
17246
Таблица 111,24. Коррозионная стойкость ферритиых сталей в производственных средах
| Условия испытания | Скорость коррозии стали, мм/год | |||
| концентрация, % |
температура, °С | 08X13 |
08X17 | 15Х25Т |
| Азотная кисло та | ||||
| До 70 | 20 | 0,004 | 0,001 |
0,001 |
| 10 |
Кипение | 0,05 | 0,02 | 0,01 |
| 20 |
» | 0,8 | 0,06 | 0,05 |
| 30 |
» | 1,68 |
0,13 | 0,1 |
| 40 | » | 2,3 |
0,4 | 0,1 |
| 50 | » | 6,2 |
0,6 | 0,3 |
| 56 | » | 8,0 |
0,6 | 0,3 |
|
Выше 90 | 20 | До 1 | 0,1 | 0,1 |
| « « | Кипение |
10 | До Ю | ДоЗ |
| Аммиак (0,2% Н20, | жидкая и газовая фаза) | |||
| _ | 16—20 | 0,001 | 0,001 |
0,001 |
| — | 30 | 0,001 | 0,001 |
0,001 |
| Аммиак | (раствор) | |||
| До 28 | 20-100 |
0,01 | 0,01 | 0,002 |
| Аммиачная селитра | ||||
| До 64 | 20 | 0,002 |
0,002 | 0,001 . |
|
До 64 | 80 | 0,09 |
0,05 | 0,01 |
|
До 64 | 125 | 1,43 |
0,1 | 0,1 |
| Моноэтаноламин, насыщенный С02 | ||||
| 20 |
130 | 0,03 | 0,003 | 0,002 |
| 20 |
150 | 0,02 | 0,003 | 0,008 |
| 20 |
180 | 0,01 | 0,03 | 0,01 |
|
Вода, насыщенная С02 | ||||
| — | 40 |
0,32 | 0,015 | 0,008 |
| —. | 80 |
0,08 | 0,008 | 0,016 |
| — | 100 |
0,01 | 0,01 | 0,008 |
В качестве сварочного материала применяют аустенитную проволоку CB-07X25H13, CB-13X25H18, Св-06Х25Н12ТЮ.
Сталь 15X28 выпускается в виде тонкого листа (ГОСТ 5582—75), сорта (ГОСТ 5949—75), горячедеформироваиных труб (ГОСТ 9940—72) и холоднотянутой проволоки (ТУ 14-1-1019—74). Применение стали для изготовления сварных конструкций ограничено их хладоломкостью и возможно только для изготовления изделий, эксплуатируемых при температурах выше 100— 150 °С. Обладает высокой жаростойкостью (до 1100 °С) и используется для изготовления деталей печей (поддонов, опор, подовых труб, цементационных ящиков и др.).
Коррозионная стойкость выпускаемых хромистых сталей в ряде сред азотной промышленности представлена в табл. 111,24, составленной по результатам коррозионных испытаний, проведенных в ГИАП, а также по имеющимся литературным данным [21—23].
Обозначения высокохромистых сталей по стандартам различных стран представлены в табл. 111,25.
Таблица III,25. Сравнительные обозначения высокохромистых; сталей по стандартам различных стран
|
Страна | Марки сталей | ||||
| СССР, ГОСТ 5632—77 |
12X13 | 20X13 | 12X17 |
08X17Т | 15Х25Т |
| ФРГ | Х10Сг13 |
Х20Сг13 | Х8Сг17 |
Х8СгТИ7 | — |
| № 4001 | № 4021 |
№ 4016 | № 4501 | ||
| США, AISI/SAE | AISI 403 |
AISI 430 | AISI 430Ti |
||
| Англия, EN/BS |
56AM(EN) | 56С (EN) | 60 (EN) | — | — |
| Франция, A. F. N. О. R. |
Z12C13 | Z20C13 | Z8C17 | — | Z15C27 |
| Швеция, SIS | 2302 |
2303 | — | — |
2322 |
| Япония, JIS | SEC1 | — |
SEC5 | — | — |
| ЧССР, CSN | 17021 |
17022 | 17041 |
17041+Ti | 17061 |
|
ВНР, MS2 | K0R1 | K0R2 | K0R4 | — |
|
Н. М. Васильева, Л. М. Яковлев
Хромоиикелевые стали в сильиоокислительиых средах находятся в траис-пассивном состоянии и подвергаются межкристаллитной коррозии. Весьма высокой стойкостью в концентрированной азотной и хромовой кислотах обладают стали, содержащие в своем составе около 4% кремния. В табл. 111,26 приведены некоторые марки зарубежных высококремнистых сталей, предназначенных для работы в сильиоокислительиых средах. Высокая устойчивость кремннйсодержащих сталей проявляется только при концентрациях азотиой кислоты свыше 75—80%. При содержании кремния более 4% наблюдается дальнейшее повышение коррозионной стойкости стали в концентрированных растворах азотной кислоты. Одиако широкое применение кремнийсодержащих сталей при изготовлении аппаратуры ограничено тем, что при сварке наблюдается интенсивное выделение карбидов хрома и силицидов в металлической матрице преимущественно по границам зерен. Это объясняет повы-
Т а блиц а 111,26. Химический состав некоторых высококремиистых сталей
| Марка |
Страна |
Химический состав, % | (масс.) | Скорость коррозии в 98%-ной HNOa | |||||
| С | Si | Mn | Ni | Cr | прочие | мм/год |
при темпе ратуре, °С | ||
| SN-I | Япония | 0,03 | 4,0 |
1,0 | 14,0 | 17,5 |
<0,1 | 60 | |
| SN-3 | Япония |
<0,02 | 5—7 | <10 | 16—18 | 8—14,5 |
0,07 | 20 | |
| Силикалой-Б | Япония |
0,02 | 3,8 | 2,0 | 9,0 | 19,0 | Mo 1,6 Cu 1,6 РЗЭ 0,03 | 0,02 |
50 |
| X2CrNiSil815 |
ФРГ | <0,02 | 3,7— 4,3 | <2 | 15,0 |
18,0 | Mo<0,2 N2 0,022—0,028 | 0,07 | 8S (после закал- |
|
X2CrNiSil815 | Швеция |
<0,015 | 4,0 | 0,7 |
15,0 | 17,5 |
0,06 | 86 | |
шенную восприимчивость этих сталей к межкристаллитной коррозии, особенно в зонах сварных швов [24]. Склонность к выделению избыточных фаз у сталей, содержащих кремний, типа X2CrNiSi 1815 возрастает пропорционально времени отжига, поэтому считают [25], что содержание кремния в аусте-иитиых сталях должно быть ограничено 4%.
К числу отечественных высококремиистых сталей, предназначенных для работы в высокоокислительных средах, относятся стали марок 15Х18Н12С4ТЮ (ЭИ654), 02Х8Н22С6 (ЭП794).
Аустеиитно-ферритиаи сталь марки 15Х18Н12С4ТЮ (ЭИ654) предназначена для изготовления сварного оборудования, работающего в среде концентрированной азотной кислоты (98%, температура до 50°С). Сталь этой марки применяется для изготовления колоии нитроолеумной абсорбции, холодильников концентрированной азотной кислоты, конденсаторов жидких оксидов азота, газодувок, арматуры, иасосов, трубопроводов. Ее химический состав приведен ниже:
Состав С Si Мп Сг
Содержание,
% (масс.) .... 0,12—0,17 3,8—4,5 0,5—1,0 17,0—19,0
Состав ¦ ¦ • . ¦ Hi Ti А1
Содержание,
% (масс.) .... 11,0—13,0 [0,4—0,7 0,13-0,35
Структура стали—аустеиитио-ферритная. Количество ферритиой фазы ие должно превышать 20%- При 600—800°С происходит выделение сиг-ма-фазы, падение вязкости и пластичности. Следует избегать длительного пребывания материала при указанных температурах. При нагревании до 900—950°С необходимо быстрое охлаждение (воздухом или водой).
Механические свойства стали иа момент поставки:
Сварка. Сталь 15Х18Н12С4ТЮ сваривается ручным способом. Для ручной электродуговой сварки используют электроды марки ОЗЛ-З иа про-
Та блица 111,27. Сортамент стали 15Х18Н12С4ТЮ
| Полуфабрикат |
Технические условия | Толщина нли днаметр, ни |
| Сталь тонколистовая: | ТУ 14-1-3669—83 | |
| холодиокатаниая | 0,8—3,0 | |
|
горячекатанная | 2-3,9 | |
| Сталь тонколистовая: | ТУ 14-1-2476—78 | |
| холодиокатаниая |
0,7—5,0 ' | |
|
горячекатанная | 3,0-6,0 | |
| Сталь толстолистоваи | ТУ 14-1-1337—75 | 5—40 |
| Сталь толстолистовая |
ГОСТ 7350—77 | 4—50 |
| Трубы бесшовные холодиодеформиро- | ТУ 14-3-310—74 | 6-89 |
| ваииые |
Таблица 111,28. Скорость коррозии несварных образцов стали 15Х18Н12С4ТЮ в азотной кислоте (мм/год)
| Концентрация HNOj, % | Температура |
°С | Концентрация HN03, % |
Температура | “С | ||
| 20 | 40 | 60 |
20 | 40 | 60 |
||
| 56 | 0,005 |
0,018 | 0,055 | 90 |
0,001 | 0,015 | 0,031 |
| . 74 | 0,002 |
0,018 | 0,053 | 98 | 0,003 | 0,040 |
0,063 |
| 80 | — | 0,020 | 0,050 | ||||
волоке из стали 03Х17Н14С4; для аргоио-дуговой сварки — присадочная проволока Св-15Х18Н12С4ТЮ. Сварка разработана применительно к оборудованию, работающему при температуре от —40 до +200 °С и давлении до 2,5 МПа.
Сортамент стали марки 15Х18Н12С4ТЮ приведен в табл. 111,27.
Коррозионная стойкЬсп!. Скорость коррозии основного металла стали 15Х18Н12С4ТЮ в растворах азотной кислоты приведена в табл. III,28. В 98;%-ной азотной кислоте при температурах выше 45—50 °С сварные соединения стали подвергаются межкристаллятиой коррозии. На основании опыта эксплуатации и результатов обследования коррозионного состояния оборудования применение стали 15Х18Н12С4ТЮ в концентрированной азотной кислоте можно рекомендовать до температуры не выше 50 °С.
Стойкость стали 15Х18Н12С4ТЮ против межкристаллитиой коррозии проверяют путем выдержки образцов в кипящей 72%-ной азотной кислоте в течение 24 ч (ГОСТ 11125—78). Режим провоцирующего иагрева: выдержка образцов при 650 °С в течение 30 мин и охлаждение иа воздухе. Для обнаружения межкристаллитиой коррозии образцы после испытаний загибаются до 90° согласно ГОСТ 14018—80. Радиус закругления оправки должен быть ие более трех толщин образца. Отсутствие трещии иа поверхности изогнутого образца, за исключением продольных трещин и трещии иа кромках, свидетельствует о стойкости против межкристаллитиой коррозии. При наличии ножевой коррозии сварные образцы следует считать ие выдержавшими испытание. Если изгиб невозможен, образец можио оценивать металлографическим способом по ГОСТ 6032—84 (инструкция НИИХИМмаш: «Метод испытания на стойкость против межкристаллитиой коррозии стали 02Х8Н20С6 н 15Х18Н12С4ТЮ», 1984).
Сталь 02Х8Н22С6 (ЭП794). Аустеиитиая сталь марки 02Х8Н22С6 предназначена для изготовления сварного оборудования, работающего под воздействием концентрированной 98%-ной азотной кислоты при температуре до 90 °С.
Сталь применяют для изготовления колони концентрирования, холодильников-конденсаторов, холодильников продукционной кислоты и другого теплообменного оборудования, иасосов, арматуры, трубопроводов. Ее химический состав:
Состав . . С Мп Si Сг Ni S Р
Содержание,
ЛЬ (масс.) . <0,02 <0,6 5,4—6,7 7,5—10,0 21,0—23,0 <0,02 <0,03
Допускаются отклонения по содержанию углерода иа +0,01%, хрома, никеля, кремния на ±0,1% каждого.
Структура. После оптимальной термической обработки (закалки от 1050—1100 °С в воде) сталь имеет чисто аустенитную структуру. Основной металл открытой выплавки имеет неоднородную аустенитную структуру: наблюдаются отдельные выделения кремнистой фазы и их скопления, имеющие розеточное строение, а также ликвационные и карбидные полосы. Основной металл, полученный вакуумно-дуговым или электрошлаковым переплавом и подвергнутый продолжительной аустенизации, имеет более высокую однородность.
В условиях длительного нагрева при 550—850 °С в стали 02Х8Н22С6 наблюдается выделение избыточной фазы, содержащей примерно 9% кремния, 8,5% хрома, 21,'% никеля (остальное — железо), что снижает ударную вязкость и коррозионную стойкость стали [26].
Физические свойства:
Опытно-промышленное производство и эксплуатация оборудования из стали 02Х8Н22С6 показали склонность металла шва к образованию горячих трещин, ухудшение механических свойств сварных соединений, ие удовлетворяющее требованиям ОСТ на аппаратуру ответственного назначения, и склонность металла в зоне термического влияния после сварки к межкри-сталлитной коррозии [27].
Сортамент стали 02Х8Н22С6 приведен в табл. 111,29.
Сварка. Наибольшее распространение при изготовлении сварного оборудования из стали 02Х8Н22С6 получила технология ручной аргоно-дуговой сварки с использованием присадочной проволоки, идентичной по составу основному металлу (Св-01Х8Н22С6). В этом случае сварные соединения подвергаются последующей аустенизации с охлаждением в воде. При невозможности осуществления термической обработки сварных соединений применяется комбинированная технология сварки: аргоно-дуговая с присадочной проволокой Св-01Х8Н22С6 в сочетании с ручной дуговой сваркой электродами типа Э-11Х15Н25М6АГ2 (марка ЭА-399/9 по ГОСТ 10052—75). При этом в первую очередь выполняется высококремнистый слой шва (со стороны контакта с коррозионной средой) [27].
Можно применять сталь 02Х8Н22С6 для изготовления опытно-промышленного оборудования, ие подведомственного Госгортехнадзору и эксплуатируемого при температуре от —40 до +120°С.
При изготовлении оборудования из стали 02Х8Н22С6, предназначенного для производства концентрированной азотной кислоты, ее сварные элементы должны быть подвергнуты термической обработке после сварки. Конструкция сосудов и аппаратов должна обеспечивать возможность объемной тер-
| 1 Полуфабрикат | Технические условия | Толщина или диаметр, ми |
| Сталь тонколистовая холоднокатан-ная марок 02Х8Н22С6-ПД (ЭП794-ПД) и 02Х8Н22С6-Ш (ЭП794-Ш) | ТУ 14-1-3802—84 | 1,5-3,9 |
| Сталь толстолистовая горячекатанная марок 02Х8Н22С6-ПД (ЭП794-ПД) и 02Х8Н22С6-Ш (ЭП794-Ш) |
ТУ 14-1-3801—84 | 4—11 |
| Заготовка трубная из стали марки D2X8H22C6 (ЭП794) специальных способов выплавки | ТУ 14-1-3660—83 | 180 |
| Трубы бесшовные холодно- и теплодеформированные из стали 02Х8Н22С6 (ЭП794) | ТУ 14-3-1024—81 |
25—57 |
| Прутки из коррозионно-стойкой стали марок 02Х8Н22С6 (ЭП794), 02Х8Н22С6-ПД (ЭП794-ПД), 02Х8Н22С6-Ш (ЭП794-Ш), 02Х8Н22С6-ИД (ЭП794-ИД) | ТУ 14-1-3812—84 | 12—100; квадратного сечения 75, 85, 100, 125 |
| Проволока стальная сварочная марки Св-02Х8Н22С6 (ЭП794) |
ТУ 14-1-3233—81 | 2—4 |
| Сталь листовая двухслойная коррозионно-стойкая | ТУ 14-1-3816—84 | 25—55 (толщина плакирующего слоя 8— 10 мм) |
мической обработки всех свариых соединений, соприкасающихся с рабочей средой.
Коррозионная стойкость. Легирующие элементы обладают аддитивным свойством. В стали 02Х8Н22С6 содержание (по отдельности) хрома 8,05% (ат.) и кремения 10,7% (ат.) меньше необходимого для достижения первого порога устойчивости. В связи с этим потенциал полной пассивации этой стали в среде прн рН=0 должен быть таким же, как и для железа, т. е. 0,58 В. Потенциал полной пассивации стали 02Х8Н22С6 составляет 0,3 В, что близко к потенциалу полной пассивации кремния и сплава железа с 20% (ат.) кремния [28].
В концентрированной азотной кислоте стойкость стали обусловлена формированием защитного слоя S1O2 [29]. Зависимость скорости коррозии стали 02Х8Н22С6 от концентрации и температуры азотной кислоты приведена на рис. III-28.
Применение стали 02Х8Н22С6 эффективно только при работе с высококонцентрированной азотной кислотой. Причем высокая стойкость этой стали обусловлена наличием свободной от выделений полностью аустенитиой структуры.
Большое тепловложение при сварке приводит к коррозии в зоне термического влияния. Скорость коррозии термообработаиных после сварки образцов в 98%-ной HNO3 при 100°С не превышает 0,2 мм/год, межкристаллитная коррозия зоны термического влияния отсутствует. Термообработанное оборудование может применяться для работы в азотной кислоте (ие ниже 80%-ной) при температуре до 80 °С.
Рис. HI-28. Зависимость коррозии высококремнистой стали 02Х8Н22С6 от температуры при различной концентрации азотной кислоты (а) и от концентрации при различной температуре (б)
Контроль стали 02Х8Н22С6 на стойкость против межкристаллитиой коррозии аналогичен указанному выше для стали 15Х18Н12С4ТЮ. Отличие состоит в режиме провоцирующего нагрева, который для стали 02Х8Н22С6 заключается в выдержке при 600 °С в течение 20 мин и охлаждении на воздухе, -После испытаний загиб образцов стали 02Х8Н22С6 осуществляют с использованием оправкн с радиусом закругления не более одной толщины образца (инструкция НИИХИМмаш, указанная на стр. 333).
Испытание на стойкость против межкристаллнтной коррозии проводят на образцах в состоянии поставки, а также на образцах, подвергнутых провоцирующему нагреву н последующей закалке. Металлопрокат, не выдержавший испытания на стойкость против МКК в состоянии поставки, но выдержавший испытания провоцирующего нагрева с носледующей закалкой, допускается к использованию для изготовления узлов и деталей, подвергаемых закалке.
Титан
Титан относится к металлам, используемым для изготовления оборудования, работающего в агрессивных средах. Защита металла основана на его пассивации оксидными слоями.
Технически чистый титан широко применяют при изготовлении оборудования для работы в условиях воздействия разбавленных растворов НЫОз при температурах выше 100 °С. В азотной промышленности длительное время находятся в эксплуатации титановые подогреватели хвостовых газов, скоростные холодильники, продувочные колонны, холодильники нитрозных газов, подргреватели азотной кислоты и другие аппараты. Титан находит также Широкое использование в производстве карбамида для изготовления по-
«к. 111,30. Некоторые зарубежные марки Технически чистого титана, аналогичные Применяемому в СССР и за рубежом
| : Титан (ГОСТ) | США |
Англия | ФРГ |
Швеция | Япония |
| ВТ1-0 | Т135А * • 1 |
115, 120 | 30, 35, 35D |
ATi 24 | KS50LF |
|
ВТ1-00 {ГОСТ 19807—74) | Т75А (Titanium Metals); Ti30, Ti70 (Acmko Steel); T1P02, T1P04 (AIMCA) | 130 (IMI) • | 55 (Continent) ; RT12, RT15, RT18, RT20 (TiKRUTAN) |
ATi 30; ATi 35 (Avesta titan) | KS40LF |
догревателей 1-й ступени дистилляции, в качестве футеровки колонн синтеза, клапанных пластии углекислотных компрессоров, блоков карбаматных насосов и др., т. е. там, где нержавеющие молибденовые стали обладают недостаточной коррозионной стойкостью [30].
Физические свойства титана:
Коэффициент теплового расширения (0—100°С),
1/°С............ ............8,9-10-®
; В нашей стране в зависимости от содержания примесей выпускают технически чистый титак марок ВТЬО, ВТ1-00. В табл. III,30 приведены некото-I рые зарубежные аналоги отечественного титана марки ВТ1-0, а в табл. 111,31 !; приведен химический состав технически чистого титана, выпускаемого в СССР, и некоторых его зарубежных аналогов.
Структура. Прн 882 °С титан претерпевает кристаллографическое Превращение: выше этой температуры структура металла представляет собой' 1; объемно-центрированную решетку (P-фаза), ниже — гранецентрированную ре-шетку (а-фаза).
Механические свойства титана зависят от наличия в твердо» растворе небольших количеств кислорода и азота. Ниже приведены механиче-
Та блица 111,31. Химический состав титановых сплавов (титан — основа)
Содержание, %, ие более
Марка
Страна
На
Fe
N2
0,07
0,05
0,10
СССР
Япония
Италия
Швеция
0,30
0,20
0,05
0,10
0,20
0,10
0,20
0,25
0,04
0,04
0,05
0,06
0,010
0,008
0,01
0,013
ВТ1-0
ВТ1-00
KS50LF
KS40LF
SB338Cr3
SB265Crl
ATi24
,ATi30
ATi35
Временное сопротивление, МПа:
ВТ1-0 .......................350—500
ВТ 1-00 ................................300—450
Предел текучести, МПа:
ВТ1-0 ...................300—420
ВТ1-00 ................................250—380
Относительное удлинение для ВТ 1-0 н ВТ-00, %, не менее . ...............................30
Титан при комнатной температуре является сравнительно пластичным металлом. Допускаемая деформация между отжигами составляет 95%. Технически чистый титан достаточно мягок н легко поддается холодной штамповке, а более высокопрочные сплавы хорошо обрабатываются ковкой.
Сварка титана и большинства его сплавов может производиться арго-ио-дуговым методом при защите аргоном высшего сорта (ГОСТ 10157—79) обеих сторон шва. В качестве сварочного материала при сварке титана марок ВТ1-0 и ВТ1-00 используют проволоку марок соответственно ВТ1-00 (ОСТ 1-90015—78) и ВТ1-00 (ТУ 1-9-922—77).
В азотной промышленности находит применение технически чистый ти-таи ВТ1-0, ВТ1-00, который выпускается в сортаменте, приведенном в табл. 111,32 и 111,33.
Коррозионная стойкость. В растворах азотной кислоты титан стоек к коррозии как при комнатной температуре, так и прн температуре кипения [31, 32]. Титан широко используется для изготовления реакторов, теплообменников и другого оборудования, применяемого в производстве азотной кислоты (до 70%) прн температурах до 315 °С [32]. В отличие от нержавеющих сталей титан не подвергается перепассивации в растворах сильных окислителей, поэтому применение титанового оборудования для работы в азотной кислоте при температурах свыше 100 °С экономически более выгодно, чем из нержавеющих сталей [33, 34].
При воздействии на титан чистой азотной 30—60%-ной кислоты и ее конденсатов, при постоянном обновлении растворов, температурах порядка
Таблица 111,32. Характеристика листового титана
Технические требования к изделию
Марка (ГОСТ, ТУ)
Толщина листа, мм
ВТЬО, ВТ1-00 (ОСТ 190013—81) ВТ1-00
(ГОСТ 19807—74, ОСТ 190013—81)
ВТ 1-0
(ГОСТ 19807—74, ОСТ 190013—81)
0,1 — 1,50 (лента) 0,3—10,5
12,0—60,0
11.0—150,0 0,3—10,5
ОСТ 1-90218—76, ОСТ 1-90042—71
12.0—60,0 11,0-150,0
ОСТ 190013—81
ГОСТ 22178—76, ОСТ 1-90218—76, ОСТ 1-92042—75, ОСТ 190042—71 ОСТ 1-90024—71 ГОСТ 23755—79 ГОСТ 22178—76,
ОСТ 1-92042—75,
ОСТ 1-90024—71 ГОСТ 23755—79
Примечание. Рабочие условия: температура стеики от —50 до +300 °С. давление среды 100 МПа.
ОСТ 190050—72 (трубы катанные и тянутые)
ОСТ 190050—72
6-62
6-62
83—480
25—102
ВТ1-00
(ГОСТ 19807—74, ОСТ 190013—81) ВТ1-0
(ГОСТ 19807—74, ОСТ 190013—81)
ГОСТ 21945—77 (трубы бесшовные горячекатанные)
ОСТ -190051—79 (трубы сварные)
ВТ1-0, ВТ1-00 (ГОСТ 19807—74,
ОСТ 190013—81)
Примечание. Рабочая температура от —50 до +300 "С.
100 °С он может подвергаться значительной коррозии [35—37]. Так, ректификационная установка, работающая при атмосферном давлении или остаточном давлении 450 ГПа и при воздействии ~40%-ных растворов азотной кислоты, изготовленная из титана ВТ1-0, подвергалась коррозии со скоростью соответственно 1,2 и 0,5 мм/год [38].
Таблица 111,34. Коррозионная стойкость тнтана
| Среда |
Концентра ция, % (масс.) |
Температура, °С | Скорость коррозии, мм /год |
Литература |
| Азотная кислота | 1-5 | 170 | 0,002 | [45] |
| 30 | Кипение |
0,02 | [34] | |
| 40 | (108) 120 130 Кнпенне | 0,02 0,04 0,02 | [34] | |
| 50 | (112,6) 120 130 Кипение | 0,06 0,05 0,02 |
[34] | |
| 60 |
(117) 120 130 104 | 0,02 0,08 0,04 | [46] | |
| 65 | 175 | 0,125 | [43] | |
| Азотная кислота: | ||||
| при интенсивном |
40 | 80 | 0,2 |
[40] |
| обновлении раствора аэрированная |
70 | 270 | 1,25 |
[43] |
|
неаэрированная | 90 |
Комнатная | 0,125 |
[43] |
| красная дымящая | — | 20 |
Взрывоопас | [37] |
| с 20% N02 то же, более 2% |
20 | но 0,125 |
[37] | |
|
no2 | ||||
| белая дымящая | — |
20; 160 | 0,125 | [37] |
| Аммиак, диоксид уг |
— | 160 | 0,001 | [46] |
| лерода (производство карбамида, 1-я ступень дисталляции) |
![]()
Небольшое содержание в азотной кислоте ионов тнтана, хрома, молибдена, алюминия и других металлов способствует пассивации тнтана [38—41]. Прн накоплении в растворе продуктов коррозии титана происходит его пассивация в необновляемых растворах и резкое снижение скорости коррозии [39].
В красной дымящейся азотной кислоте титан и его сплавы подвержены пирофорной реакции, которая может начинаться при комнатной температуре
[42]. Способность к самовозгоранию возрастает при увеличении содержания диоксида азота в азотной кислоте до 20% (максимальная растворимость) и уменьшается при разбавлении кислоты. Присутствие примерно 2% воды почти полностью предотвращает самовозгорание в этой среде [37, 43].
По стойкости прн действии хлоридов титан значительно превосходит нержавеющие стали. Однако в присутствии хлорид-ионов он может подвергаться щелевой и питтинговой коррозии при превышении пороговых значений концентраций и температуры, поэтому титан ие следует применять в концентрированных водных растворах хлоридов при температурах выше 130 °С
[43].
Титан технической чистоты обладает хорошей стойкостью к коррозионному растрескиванию в водных средах, содержащих хлориды [44]. Благодаря высокой коррозионной стойкости к действию хлоридов и азотной кислоты титан нашел широкое применение при изготовлении скоростных холодильников, холодильников нитрозных газов и других аппаратов, в которых используется охлаждающая вода с повышенным содержанием хлоридов.
Для работы в азотной кислоте при повышенных температурах необходимо применять технически чистый титаи марок ВТ1-0, ВТ1-00, применение титана других марок, легированных цирконием, алюминием, ванадием и др., нередко приводит к значительной коррозии [45].
В табл. III,34 приведены данные по коррозионной стойкости технически чистого тнтаиа в азотной кислоте различных концентраций.
Алюминий н алюминиевые сплавы характеризуются малой плотностью (2,7 г/см2), удовлетворительной прочностью (а„= 49-^88 МПа) и низкой твердостью (НВ 13—28), хорошей пластичностью (6=25—45%), значительной теплопроводностью н электропроводимостью, гигиеничностью, благодаря чему они нашли широкое применение в различных отраслях народного хозяйства.
Алюминий обладает высокой пластичностью как в холодном, так н в горячем состоянии: его можно прокатывать, и он поддается глубокой вытяжке, хорошо сваривается контактной газовой и аргоно-дуговой сваркой; его можно паять и склеивать. Однако алюминий плохо обрабатывается реза-инем и отличается низкими литейными свойствами.
Алюминий обладает высокой коррозионной стойкостью в самых разнообразных газообразных н жндкнх агрессивных средах. Его высокая коррозионная стойкость обусловлена способностью к самопассивации. В результате иа его поверхности в присутствии кислорода воздуха образуется защитная оксидная пленка алюминия AI2O3.
¦1 ": i'
Алюминий стоек в среде сернистых соединений, т. е. значительно лучше, чем другие металлы, противостоит действию сероводорода как в газовой, так и в жидкой фазах.
Алюмиинй медленно подвергается коррозии в разбавленной н очень кон-I центрированной серной кислоте и с большой скоростью — в интервале промежуточных концентраций. Так, в 80%-ной серной кислоте скорость коррозии [^алюминия технической чистоты при 20°С составляет более 30 г/(м2-ч) [43].
! а В азотной кислоте коррозия алюминия увеличивается с повышением концентрации ее до 30%, а затем начинает убывать. В интервале концеитра-г!;'йий меиее 15%-и выше 50% коррозия незначительна при комнатной темпера* !;йгуре, но с повышением температуры скорость коррозии возрастает. В борной || ;'кислоте алюминий подвержен слабой коррозии. Алюминий подвержен разру-; : шению в щавелевой и муравьиной кислотах, в трихлоруксусной и некоторых j Других хлоридсодержащих органических кислотах. В ледяной уксусной кис-] ||:Яоте алюминий достаточно стоек. Однако скорость коррозии его возрастает рс разбавлением кислоты. Он стоек в большинстве растворов неорганических р,солей, однако подвергается питтннговой коррозии в присутствии ионов-акти-ваторов (С1~, F~ и др.).
|i|f Большое влияние иа скорость коррозии алюминия в кислотах оказывает температура, при возрастании которой на 10 °С скорость коррозии может увеличиваться вдвое [43].
ii " В растворах щелочей оксидная пленка алюминия не обладает достаточ-;:яой защитной способностью, и алюминий разрушается особенно в растворах lie рН>9.
Коррозионная стойкость алюминия в значительной степени определяется йего чистотой, т. е. содержанием примесей железа и кремния. В зависимости Щот степени чистоты (ГОСТ 11069—74 «Алюминий первичный марки») разли-|||чают алюминий особой чистоты — 99,999%, высокой чистоты, содержащий от >!' 99,95 до 99,995% А1, и технический — от 09,50 до 99,85% А1. Алюминий вы-Ij! сокой чистоты обладает большей коррозионной стойкостью в концентрированной азотной кислоте по сравнению с техническим алюминием А-7—А-85 и рекомендуется для изготовления оборудования, контактирующего с этой средой.
||1|!' Срок службы оборудования .из алюминия высокой чистоты в среде кон-||j|l Центрированной азотной кислоты в 3—5 раз выше срока службы оборудования из технического алюминия.
Ili.i; Алюминий выпускают в виде плит, листов, труб, ленты, фольги. Макси-накальное допустимое давление для сосудов и аппаратов из алюминия не бо-|1 ,лее 0,6 МПа, максимальная рабочая температура среды для аппаратов, рабо-тающнх под давлением, не выше 70 °С, под наливом — 150 °С.
||i Алюминий и его сплавы применяются также для изготовления аппарату* щ ры, работающей при температурах от —70 до —196 °С, так как в области ||!:низких температур наблюдается повышение прочности этих материалов.
Jlli Алюминий используется для изготовления отбелочных колонн, хранилищ, ¦йадстерн для перевозки концентрированной азотной кислоты, теплообменной Iрйппаратуры в производстве этой кислоты, сборников, емкостей, реакционного ¦Оборудования.
ij! Из сплавов алюминия достаточно высокими механическими свойствами и ¦Вудовлетворительиой коррозионной стойкостью обладают алюминиевомагние-
|
Среда | Темпе ратура, °С | Скорость коррозии. мм/год | Среда |
Температура, °С | Скорость коррозии, ММ/год |
|
Азотная кислота: | ' | Серная кислота: | |||
| до 70% | 20 | 0,25—5,8* | 90—98% |
20 | <0,1 |
| 60 | >10,0 |
выше 70% | 20—100 |
>10,0 | |
| от 90% до ды |
20 | От <0,001 |
Нитрат натрия (ка | 20-100 |
Отсутст |
| мящей | до 0,002 | лия) | вие | ||
|
50 | От <0,125 |
Нитрат калия | Расплав |
0,41 | |
| до 0,19 | Нитрат алюминия: |
||||
| 100 |
>10,0 | водные (до |
От 20 до | 0,004 | |
|
Серная кислота: |
64%) растворы | кипения |
|||
| до 5% | 20 | 0,1—1,0 | концентриро | Расплав | 0,005 |
| 190 | 0,16 |
ванный | |||
|
0,5% | 140 | 0,08 |
|||
| 10—60% |
20-60 | 1,0—3,0 | |||
| 20—100 |
>10,0 |
* В зависимости от чистоты.
вые сплавы. Из литейных сплавов наиболее стойки в коррозионно-активиых средах сплавы с кремнием — АЛ4, АЛ4В и магнием — АЛ8, АЛ 13, а также силумины, содержащие 10—13% кремния, — СИЛ-1, СИЛ-2. В азотной кислоте сплавы с кремнием более стойки, чем алюминий.
В табл. 111,35 приведены данные по скорости коррозии алюминия в некоторых агрессивных средах.
2. НЕМЕТАЛЛИЧЕСКИЕ ХИМИЧЕСКИ СТОЙКИЕ МАТЕРИАЛЫ
Природные кислотоупорные материалы. К природным кислотоупорным материалам относятся горные породы, содержащие не менее 55% кремнезема (андезит, бештауиит, гранит, кварцит, базальт), которые обладают высокой химической стойкостью и механической прочностью. Кислотостойкость в азотной и серной кислоте составляет 95—99%. Применяются в качестве самостоятельных конструкционных материалов, для футеровки химических аппаратов, а также в качестве наполнителей при изготовлении кислотоупорных замазок [47].
Кислотоупорная керамика. Устойчива к действию всех минеральных и органических кислот, за исключением плавиковой (кислотостойкость составляет 96—98%), но не устойчива к щелочам. Водопоглощение керамики составляет 3—12%.
Применяется для изготовления кислотоупорного кирпича (ГОСТ 474—80), кислотоупорных и термокислотоупорных плиток (ГОСТ 961—79), кислотоупорных насадок (ГОСТ 14612—83), труб камнелитных (ГОСТ 26620—83).
Плавленые неметаллические материалы. Каменное литье отличается исключительно плотной структурой, водопоглощение составляет не более 0,16%, стойкость к серной кислоте 99,8%, в соляной — 99,3%. Литье устойчиво во всех кислотах (кроме плавиковой). Изделия из каменного литья обладают высокой механической прочностью и абразивостойкостью, ио невысокой
![]()
даропрочиостъю. Применяется для изготовления футеровочноЙ плитки, клинового кирпича, втулок, желобов для футеровки трубопроводов, различных фасонных изделий.
Кварцевое стекло содержит 98—99% кремнезема. Обладает высо» кой термостойкостью. Устойчиво к действию минеральных и органических кислот любых концентраций (кроме плавиковой и фосфорной), но не устойчиво к щелочам; не разрушается при резкой смене температур. Применяется для изготовления химической аппаратуры (холодильники, реакторы, выпарные чаши), а также труб (ГОСТ 8680—77), работающих при температурах до 300 °С.
Силикатное стекло устойчиво к минеральным и органическим кислотам (за исключением плавиковой), но разрушается растворами щелочей. Применяется для изготовления химической аппаратуры и деталей для нее, труб. Трубы из силикатного стекла и фасонные части к ним выпускают по ГОСТ 8894—77. Применяют также изделия из боросиликатного и алюмо-силикатного стекла с высокой термической и химической стойкостью.
Эмалированные изделия [48] устойчивы к действию минеральных и органических кислот (за исключением плавиковой, кремнефтористоводородной, их солей) и щелочных растворов концентрацией до 4% (рН=14). Неустойчивы к действию концентрированных растворов и расплавов щелочей. Условия эксплуатации эмалированной аппаратуры: температура от —30 до +270 °С, давление до 1,6 МПа. Промышленность выпускает эмалированные вертикальные и горизонтальные сборники, мерники, резервуары, аппараты с перемешивающими устройствами, выпарные чаши, фильтры, теплообменники и колонны. В зависимости от агрессивности рабочей среды эмалированную аппаратуру выпускают с кислотостойким, кислотощелочестойким и универсальным стеклоэмалевым покрытием для эксплуатации в различных условиях.
Ситаллыи шлакоситаллы — стеклокрнсталлические химически , стойкие конструкционные материалы, обладающие высокой термостойкостью, устойчивостью к резкому перепаду температур, высокой механической прочностью и износостойкостью. Технические ситаллы применяют для изготовле-
1 ния химического оборудования, приборов, труб и арматуры, сосудов, работающих под давлением. Из шлакоситаллов выпускают трубы и футеровочные плитки размерами от 100X100 до 250X350 мм, толщиной от 8 до 25 мм. Ситаллы отличаются высокой стойкостью во всех минеральных кислотах при температуре до 300 °С, в том числе в смеси азотной и серной кислоп
Композиции на основе жидкого стекла. Кислотостойкие композиции (замазка, раствор, бетон) [49] применяются в качестве связующего при футеровке химической аппаратуры, устройстве кислотостойких полов и облицовке конструкций, а также как самостоятельный конструкционный материал для полов и фундаментов под оборудование. Они устойчивы к кислотам любых концентраций (кроме плавиковой), но совершенно неустойчивы к щелочам и разрушаютси при длительном воздействии воды. Композиции готовят иа месте производства работ и применяют при температуре не ниже +10 °С.
В состав композиций входят: жидкое стекло (ГОСТ 13078—81), кремне-фторид натрия (ГОСТ 87—77) в качестве отвердителя и кислотоупорные
1 наполнители — щебень, кварцевый песок и молотый наполнитель с кислото-стойкостью ие менее 97% и влажностью ие более 1%.
¦|
![]()
на основе черных вяжущих материалов [40]. Компс^я основе битума Я каменноугольного пека изготовляют путем введен нителей в расплавленные вяжущие. В качестве наполнителей применя лотые кислотоупорные материалы: Кварцевый песок, кислотоупорный щебень, асбест. Композиции применяют в виде мастик, растворов и бетонов, отличающихся степенью наполнения. Мастики применяют для нанесений водонепроницаемой прослойки, для наклейки рулонных материалов {рубероида, гид-ронзола, бризола), в качестве вяжущего' при облицовке строительных конструкций штучными материалами,, для защиты строительных конструкций н аппаратов от действия разбавленных растворов кислот, щелочей н солей при температурах от —20 до +60 °С. Битумные растворы и бетоны применяют в конструкциях кислотостойких полов, для защиты фуиДймемтЬв и устройства кислотостойких отмосток.
Битумные композиции неустойчивы к горячим концентрированным кислотам, окислителям и органическим растворителям.
Полимерные материалы, Полимеры и компознциовиые материалы иа их основе находят все более широкое применение в машиностроении и для за-‘ щиты от коррозии ?50—53].
Полиэтилен обладает хорошей морозостойкостью, ио невысок# теплостойкостью. Устойчив к растворам кислот, щелочей н солей, но не устойчив к окислителям и воздействию ультрафиолетовых лучей, особенно при нагревании. Прн нормальной температуре набухает в большинстве органических растворителей. Имеет высокие диэлектрические свойства*'негорюч. Легко поддается механической обработке, хорошо сваривается ввЮТОМ при 200— 220 °С.
'ii-iiii:
я:
;>! ;¦
il'
lijlj ¦¦
I
К;
Выпускают полиэтилен низкой плотности (высокого Давд^рня, ПЭВД) ио ГОСТ 16337—70 и высокой плотности (низкого давления, ПЭНД), отличающиеся физико-механнческими свойствами.
Применяется для изготовления пленкн (ГОСТ 10354—82). листов, труб (ГОСТ 18599—83) диаметром 6—600 мм и длиной 6,8,10 и 12 м. Трубы предназначены для работы при давлении от 0,1 до 1 МПа и температуре 20—60°С.
Полипропилен (ТУ 6-05-1902—81) обладает лучшими механическими свойствами и более высокой термостойкостью, но более ннчкой морозостойкостью, чем полиэтилен, менее склонен к окислительной деструкции. Химическая стойкость полипропилена Такая же, как полиэтилена. Детали из полипропилена хорошо поддаю*ся бварке. Применяется для изготовлений труб, машиностроительных деталей, пленкн, формованных и литых изделий, в частности насадочиых тел в виде колец Палля. Температура эксплуатации изделий из полипропилена от —10 до +100°С.
Винипласт (поливинилхлорид) выпускается по ГОСТ 14332—78Е, обладает высокой механической прочностью и химической стойкостью в ие-. окислительных агрессивных средах, набухает в болышйстве^ органических растворителей, негорюч, легко обрабатывается механически, Жмется в нагретом состоянии, сваривается горячим воздухом.
Выпускается в виде листов (ГОСТ 9639—71), труб (ГОСТ 19034—82), пленки (ГОСТ 16272х—79). Применяется в качестве конструкционных дате-* риалов и защитных покрытий. I ;
ластовые трубы длиной до 6 м и диаметром до 300 мм применяют ля транспортирования агрессивных жидкостей под давлением до 1,6 МЩ ри Температуре до 60 °С.
Ф т о р о п л а с т ы —наиболее химически стойкие из всех известных промышленных' термопластов, обладают исключительно высокими аитикоррози-;ными и диэлектрическими свойствами, тепло- и морозостойкостью.
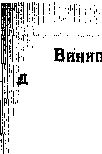
Фторопласт-4 (ГОСТ 10007—80Е) обладает достаточна высокими меха-ческими свойствами, по химической стойкости превосходит благородные ^металлы, эмали, спецстали, устойчив к действию всех кислот (включая и рскую водку) и окислителей, щелочей; не набухает и не растворяется в растворителях, ие смачивается водой и ие набухает в ией, ие горюч. Разрушается только под действием расплавленных щелочных металлов, элементио-го фтора и трифторида хлора.
' Фторопласт хладотекуч, поэтому изделия из него ие могут работать под нагрузкой 3 МПа даже при комнатной температуре.
Применяется Для изготовления различных уплотнительных деталей и химически стойких изделий, прокладок (для закрытых фланцев), сальниковых !иабивок, манжет, седел клапанов, сильфонов, стаканов, вентилей, кранов, !мембраи, труб и других деталей. Трубы из фторопласта выпускают диаметром до 600 мм для работы под давлением до 0,5 МПа и при температуре № —60 до +150 °С. ¦
Фторопласт-4В (ГОСТ 14906—77) по своим механическим свойствам и имнческой стойкости не уступает фторопласту-4. На его основе изготавлв-ают специальные смазкн н уплотнительные материалы ФУМ (ТУ 6-05-1570-^-)• .
Фторопласт-3 (ГОСТ 13744—76), фторопласт-ЗМ (ТУ 6-05-1812—77), '|фторопласт-32л (ОСТ 6-05-432—78) и фторопласт-42 (ГОСТ 25428—82) уступают по свонм свойствам Ф-4.
Фторопласт-32л и -42 растворимы в некоторых органических раствори-лях. Применяются для получения антикоррозионных лаков.
Пеитапласт (ГОСТ 52283—75)—одни из наиболее перспективных временных химически стойких термопластов. Обладает высокой стойкостью jk большинству органических растворителей, слабым и сильным кислотам и Мелочам, но ие стоек при действии сильных окислителей (азотная и дымящая рная кислота),. Легко сваривается горячим воздухом. Применяется в качестве конструкционного материала, а также защитного покрытия. Максимальная температура эксплуатации 120—135 “С.
f Фаолит (МРТУ 6-05-1169—69) получают на основе жидкой резольной фенолоформальдегидиой смолы и кислотостойкого наполнителя. Выпускают трех марок: А, В, Т, различающихся видом наполнителя. Выпускается в виде i-отовых изделий; труб и фасонных частей к ним (МРТУ 6-05-1170—69), аппаратуры и изделий фаОлитовых (МРТУ 6-05-1268—69), а также в виде полуфабрикатов: сырых листов, прессмассы и замазки (МРТУ 6-05-1003—66), фаолит стоек к серной (до 70%), соляной (до 37%), фосфорной, уксусной,, до 50%), муравьиной, щавелевой, молочной кислотам, некоторым органиче-:им растворителям. Фаолит марки Т стоек * плавиковой кислоте. Не стоек азотной н хромовой кислотам, ацетону, спирту и щелочам.
Текстолит (ГОСТ 5—78) по химической стойкости несколько усту-ает фаолиту, но значительно превосходит его по механической прочности.
Легко поддается механической обработке. Выпускается в виде листов и плит, применяемых для изготовления различных деталей и труб для транспортирования агрессивных жидкостей при температуре До 80 °С, и давлении до 0,3 МПа.
Стеклопластики [54] представляют собой материалы, состоящие из стекловолокнистого наполнителя и связующих (различных термореактивных и термопластичных олигомеров). Наиболее широкое распространение получили связующие на основе полиэфирных, эпоксидных, фенолоформальдегид-ных олигомеров. Химическая стойкость стеклопластиков определяется химической стойкостью связующего. Наибольшей химической стойкостью обладают стеклопластики на основе эпоксидных и фенолоформальдегидных смол. Промышленность выпускает листы, трубы, газоходы, цилиндрические емкости.
Антегмит [47] — химически стойкий теплопроводный антифрикционный материал, устойчив к действию растворов солей и кислот, неустойчив к окислителям и щелочам. Устойчив к большинству органических растворителей. Выпускается антегмит марок ATM-1, АТМ-1Т н ATM-к, отличающиеся теплостойкостью и физико-механическими свойствами. Применяется для изготовления теплообменной аппаратуры, футеровочиых плиток, трубопроводов.
Пропитанный графит [55, 56], Графит — материал, сочетающий высокую химическую стойкость и теплопроводность с хорошими механическими свойствами. Недостатком его как конструкционного материала является большая пористость (до 35%). При пропитке графита различными химически стойкими смолами его открытая пористость снижается до нуля. Для пропитки наиболее пригодна фенолоформальдегидная смола. Пропитанный графит стоек к большинству органических растворителей, его применяют для изготовления теплообменной аппаратуры, работающей в агрессивных средах.
Арзамит — коррозионностойкая, водонепроницаемая, отверждающаяся на холоду замазка на основе резольной фенолоформальдегидиой смолы с порошкообразным наполнителем и кислотным отвердителем. Применяют в качестве связующего при футеровке аппаратуры штучными материалами, для склеивания деталей из пропитанного графита, антегмита, фаолита, стеклопластиков.
Арзамит выпускают трех марок: арзамит-4, арзамит-5 (ТУ 6-16-1133—67) и арзамит универсальный (МРТУ 6-05-1061—67).
Замазки арзамит-4 и -5 стойки к неорганическим кислотам и солям, воде, бензойной кислоте, водяному пару (до 180°С), хлорбензолу, не устойчивы к азотной, плавиковой кислотам, растворам щелочей, фенолам, окислительным средам; арзамит-5 стоек в слабых щелочах. Арзамит универсальный устойчив к действию кислот — серной до 98%, соляной до 33%, ледяной уксусной, 10%-ному раствору едкого натра, переменным средам кислота — щелочь и к растворителям — бензолу, толуолу, ацетону, бутилацетату при 20— 100°С.
Замазку арзамит можно эксплуатировать при температуре до 170 °С.
Рулонные антикоррозионные материалы. Рубероид (ГОСТ 10923—82) применяется в качестве кровельного материала, гидроизоляционного подслоя футеровок, в конструкциях кислотостойких полов, для защиты фундаментов. Устойчив к разбавленным растворам кислот, кислым водам, растворам солей.
Гидроизол (ГОСТ 7415—74) применяется для устройства гидроизоляционных слоев и защитных покрытий металлических трубопроводов. Устойчив в тех же средах, что и рубероид.
Из о л (ГОСТ 10296—79)—гидроизоляционный и кровельный рулоииый Материал, применяется для устройства гидроизоляционных слоев в конструкциях кислотостойких полов. Приклеивается битумом.
| Б риз о л (ГОСТ 17176—71) — применяется в качестве гидроизоляционного слоя. Устойчив в разбавленных растворах кислот, растворах солей.
Полиизобутилен устойчив к растворам кислот и щелочей, ио ие устойчив к большинству ароматических растворителей и масел, разрушается Ькислителями^Полиизобутилеи хладотекуч, допускаемая нагрузка на иего не Превышает 0,3 МПа; сваривается горячим воздухом при 150—200 °С, приклеивается к металлу или бетону специальными клеями.
Полиизобутилен выпускают в виде листов; его применяют для футеровки аппаратуры, для устройства гидроизоляции; в качестве самостоятельного материала его можно использовать при температурах от —30 до + 60°С, а
ill
в качестве подслоя в комбинированных футеровках — от —45 до +80°С.
Резина (мягкая), полуэбонит и эбоиит [57, 58] широка
№ применяются для гуммирования аппаратуры, работающий в агрессивных !средах. Мягкую резииу используют также в качестве прокладочного материала (ТУ 38.1051559—83, РТМ 38-405-35—77).
1
Резиновые покрытия устойчивы в растворах кислот высокой концентрации, щелочей, солей, но разрушаются в окислительных средах и в большинстве растворителей. Обладают высокой износостойкостью, эластичностью, высокой механической прочностью.
ИПолан [59, 60] — покрытие латексное, антикоррозионное, применяется в качестве подслоя под футеровку для хранилищ иеокислительных сред и к : кислот (серной, фосфорной, плавиковой, кремиефтористоводородиой). Выпус-кается трех марок: М, 2М (по металлу) и Б (по бетону) по ТУ 38-106473—84. Лакокрасочные материалы [61—63]. Наиболее доступным и дешевым ви-]; дом защиты металлов от коррозии как в атмосфере промышленных пред-Г приятий, так и в водных растворах являются лакокрасочные покрытия. В азот-ной промышленности для защиты металла применяются многослойные noli крытия иа основе химически стойких лакокрасочных материалов: перхлорвиии-ловых, сополимеров винилхлорида, хлорсульфироваиного полиэтилена, эпок-; !: сидных, кремнийоргаиических, фенольных и др.
3. ТЕПЛОВАЯ ЗАЩИТА ОБОРУДОВАНИЯ БЛОКОВ ПАРОВОГО РИФОРМИНГА ПРИРОДНОГО ГАЗА
Тепловая защита является неотъемлемой частью аппаратурного оформ-¦| леиия блоков риформинга, особенно в крупнотоннажных агрегатах аммиака. Щ Без иее невозможно обеспечение надежности работы агрегата и безопасности : обслуживающего персонала. В качестве элементов тепловой защиты используют огнеупорные изделия различных классов и широкую номенклатуру огнеупорных и теплоизоляционных бетонов, легковесных изделий иа волокии-, стой основе, уплотнений и мертелей.
ifwtiipsiffilf liiffipffill'!! ¦! iii: !i i;i ,,v;! mi;; ¦:
блица III,36. Рекомендуемые тяжелые огнеупорные материалы для футеровки трубчатой и вспомогательной печей
Отечественные аналоги материалов ЧССР
Материалы по проекту ЧССР
МЛО-62 ТУ 14-8-207—76
ША
Siiral
Т-50
Stiral
К-60
ГОСТ 390-69
62
25,0
24
2,0
1450
1800
28
20,0
24
2,0
1300
1730
40
25,0
20.5
2.05
1430
1740
irhilj::;
j-.-":.
Щ:......
'!
Й
i
Содержание А120з, % не менее Предел прочности при сжатии, МПа ие менее
Пористость открытая, %, ие более Кажущаяся плотность, г/см3, не более
Температура начала деформации Под нагрузкой, °С, не ниже
Огнеупорность, °С, не ниже
49-61
40,0-50,0
18—22 2,1—2,3
1530
1790
59-61
40,0-50,0
18—21 2,3-2,4
1550
1790
Таблица 111,37. Рекомендуемые легкие огнеупорные материалы для футеровки трубчатой и вспомогательной печей
| Показатель | Материал по проекту ЧССР |
Отечественные аналоги материала ЧССР | Материал по проекту ЧССР |
Отечест- • венный аналог материала ЧССР | Материал по проекту ЧССР | Отечест венный диалог матери ала ЧССР | |
| я § |
ю о Ч а * ? . | |Л о ч X < | ОО ьо.Ь | со о 1 ч Он % |
% VI а ? |
те *5 а | |
| Температура применения, °С Кажущаяся плотность, г/м3, не более | 1260 | 1300 |
1300 | 1400 | 1300 |
1300 | 1300 |
|
0,49 | 0,5 | 0,5 |
0,8 | 0,8 | 1,2 | 1,3 | |
| Предел прочности при сжатии, МПа, не менее |
1,5 | 1,5 | 1,5 | 5,0—6,0 | 2,5 | 3,0—5,0 | 3,5 |
| Дополнительная усадка при максимальной рабочей температуре, %> не более | 0,1 | 1,0 |
1,0 | 0,3 | 2,5 | 0,5 | 1,0 |
| Коэффициент теплопроводности, кДж/(м-ч-К), не более | 0,71 |
1,26 | 0,96 | 1,34 | 1,47 | 2,09 |
2,51 |
| Примечание: ТУ 14-8-31Й—79: | МКРЛ-0,5, МКРЛ-0,8 н | ШЛ-1,3 —по ГОСТ 5040—78; АНЛ-0,5 — по | |||||
iTi» 6 Jt 'и цаill ж :i теплоизоляционные 'ЙЩйЙ?;
для футеровки Трубчатой й вспомогательной печей
| Показатель | Материал по проекту ЧССР - |
Отечественный аналог материала ЧССР | Материал по проекту ЧССР |
———'I'iii'Htli'i Отечественный аналог материала ЧССР |
| Ceraform | МКПИ-350 ГОСТ 23619^-79 | Carosil НТ-1 |
«Перлиталь» ТУ 36-1815—74- | |
|
Температура применения, о/-> |
1260 | 1150 | 1000 | 875 |
| Объемный вес, т/м3 Коэффициент теплопроводности, кДж/(м-ч-К) Предел прочности при сжатии, МПа | 0,16 0,71 | 0,25 0,84 | 0,24 0,29 (при 350 °С) 1.4 | 0,25 0,67 (при 350 °С> 0,3 |
Продолжение
| Показатель |
Материал по проекту ЧССР | Отечественные аналоги материала ЧССР | |
| Као wool |
МКРВ, МКРР ГОСТ 23619-79 | ВК-1 ТУ 6-11-245—72 | |
| Температура применения, °г | 1260 |
1150 | 1100 |
|
Объемный вес, т/м3 | . | 0,13 | 80 |
| Коэффициент теплопро |
— | — | 0,41 |
| водности, кДж/(м-ч-К) |
(при 400 °С) | ||
| Предел прочности при | — | — | — |
| сжатии, МПа | |||
Особо следует подчеркнуть требования к химическому составу и термо-механическим свойствам бетонных смесей и корундовых изделий, применяемых в аппаратах вторичного рнформинга. Содержание в иих оксидов кремния и железа ие должно превышать соответственно 0,5 и 0,3% (масс.). Ограничение по оксиду кремния связано с возможностью образования при
34!

Таблица 111,39. Мертели, рекомендуемые для кладки огнеупорных изделий
|
Показатель | Материал по проекту ЧССР | Отечественный аналог материала ЧССР |
Материал по проекту ЧССР |
Отечественный аналог материала ЧССР |
| СК | ШТ-1 ГОСТ 6137-61 | С-1 | МШБ ТУ 14-8-144—75 ;; | |
| Содержание, % ,: А120з, не меиее и РегОз, не более Огнеупорность, °С, ие ниже |
81,69 0,70 1850 | 38 1.6 1730 | 36,5 1,63 1710 |
ч 35 ' 5 1630 |
ilillI.!ii.!i.! nljillilisijliii

| Компоненты отечественной бетонной массы |
Состав бетона, масс. ч. | Расход материала на 1 м3 футеровки (для ручной укладки), кг |
Завод-нзготовнтель |
|
Цемент особочистый высоко-глииоземистый марки 500—800 (ТУ 21-20-34—78) либо цемент кТалюм» (ТУ 6-03-339—78) | 1,0 |
650 | Опытный завод НИИЦЕМЕНТА (г. Подольск, Московской области) |
| Шлифзерно (ОСТ 2МТ 71-5— 78) из нормального электрокорунда с номером зернистости 80—200 и крупностью основной фракции соответственно 1000— ВО и 2500—2000 мкм (ГОСТ 3647—71) | 3,0 |
1950 | Бокситогорский завод Пикалевского ПО «Глинозем» Мни-цветмета |
| Материал шлифовальный белый — электрокорунд фракции минус 160 мкм (ТУ 2-036-712— 77) | 0,15 |
97,5 | То же ; |
вторичном риформииге летучих гидратов кремния, которые осаждаются иа поверхности котлов-утилизаторов, что может привести к снижению парообразования в агрегате и снижению его производительности. Ограничение по оксиду железа связано с опасностью выделения углерода в порах бетонной футеровки и ослаблению его прочностных свойств. В СССР в настоящее время эксплуатируются агрегаты аммиака с конструкцией тепловой защиты, состоящей из огнеупорных изделий и материалов, поставляемых по импорту. Отечественной промышленностью освоен ряд изделий и материалов, которые
Таблица 111,41, Рекомендуемый состав отечественной бетонной массы (аналог «Пликаст Стройигляйт»)
| Состав бетона, масс. ч. | ---ф— Расход материала на 1 м3 футеровки, кг | |||
|
бетонной массы | для торкретирования | для ручной укладки | для торкретирования | для ручной укладкн |
| Цемент глиноземистый (ГОСТ 969—77) марки 400—500 | 1,0 | 1,0 | 400 | 400 |
| Глинозем — технический оксид алюминия (ГОСТ 6912—74) | 0,5 |
0,5 | 200 | 200 тг |
| Песок из шамота с частицами размером 0— 3 мм (песок получают дроблением боя шамотного кирпича по ГОСТ 390—69) | 3,0 | 2,5 |
1200 | 1000 |
|
Компоненты отечественной бетонной массы | Состав бетона, масс. ч. | Расход материала на 1 м3 футеровки для ручной уклад-кн, кг |
Завод-нзготовнтель |
|
Цемент особочистый высоко-глиноземистый марки 500—600 (ТУ 21-20-34—78) | 1,0 | 480 | Опытный завод НИИЦЕМЕНТА (г. Подольск, Московской области) |
| Заполнитель корундовый пористый для теплоизоляционных бетонов ТУ 14-8-106—74; размер частиц 0—5 мм) | 2.5 |
1280 | Семилукский огнеупорный завод Мии-чермета (г. Семилуки, Воронежской области) |
с успехом эксплуатируются вместо импортных (табл. 111,36—111,43). Из-за недостатка места в справочнике приведена номенклатура только огнеупор-иых изделий н материалов наиболее распространенных агрегатов типа АМ-70 н АМ-76. ^
Таблица 111,43. Рекомендуемый состав отечественной бетонной массы (аналог «Пликаст Вероляйт Р-6» и «Пликаст Аирляйт»)
| Состав бетона, масс. ч. | Расход материала на 1 м3 футеровки, кг | |||
| бетонной массы | для торкретирования | для ручной укладки |
для торкретирования | для ручной укладки |
|
Глиноземистый цемент марки 500 (ГОСТ 969— 77) Диатомовый песок (объемная плотность ^0,5 т/м3), полученный дроблением диатомового кирпича (ГОСТ 2694— 78) с частицами размером 0—5 мм | 1.0 | 1,0 |
320 | 320 |
|
1,0 | 0,75 | 320 |
240 | |
| Вермикулит вспученный фракционированный марки 150—200 (ГОСТ 12865—67) с частицами размером 0,6—5 мм | 0,4 | 0,2 |
130 | 65 |
|
Глииа огнеупорная молотая марок ПГОСА, ПГОСБ, ПГОСВ (ТУ 14-8-90—74) с частицами размером 0—0,25 мм | 0,3 |
0,25 | 100 | 80 |
| Порошок кислотоупорный марки ПК-1 (ТУ 21-РСФСР-695—76) | 0,5 |
0,5 | 160 | 160 1 |
Примечание. Изготовитель кислотоупорного порошка — Кондопожский завод камнелитейных изделий и минерального сырья (г. Кондопога Карельской АССР).
Конструктивное оформление тепловой защиты
Ниже рассмотрено конструктивное оформление тепловой защиты трубчатых печей н шахтных реакторов Вторичного риформинга.
Трубчатая печь типа ППР-1360 в агрегатах аммиака серий АМ-70 и АМ-76, а также поставленных фирмами «ТЕК» и «КЛЕ», состоит из радиа241 «ионной камеры, камеры конвекции и встроенного вспомогательного котла (см. т. 1, с. 85—90). ППР-1360 — сложный агрегат, тепловая защита которого состоит из ряда типовых элементов. Принцип.конструктивного оформления теплового ограждения зависит от условий работы отдельных узлов трубчатой печи.
Защита вертикальных стеи (боковых и торцевых) радиационной камеры двухслойная. Слой, прилегающий к обшивке печи, выполнен из легковесных волокнистых плит толщиной 50 мм. Плиты при помощи специального клея наклеивают иепосредствеиио иа металлическую обшивку камеры радиации. Рабочий огнеупорный слой, соприкасающийся с дымовыми газами при температурах вплоть до 1000—1100 °С, выполнен из легковесных огнеупорных кирпичей*. Каждый четвертый ряд кладки (по горизонтали) дополнительно крепят при помощи закладной арматуры, выполненной из жаропрочной проволоки или прутка, укрепленных на металлической обшивке вертикальных стеи. Кроме того, на внутренней стороне обшивки вертикальных стен по всей их длине имеется пять горизонтальных полок для создания промежуточной опоры вертикальной кладки. Температурные швы в зоне горизонтальных полок имеют ширину 12 мм.
По вертикали иа боковых и торцевых стенах расположены температурные швы шириной около 12 мм. Расстояние между температурными швами примерно от 1500 до 1700 мм. Температурные швы зачеканены огнеупорным волокнистым материалом.
Под камеры радиации по сечению газоходов футерован в три слоя: 1) слой волокнистых плит, теплоизолирующих обшивку пода; 2) легковесный огнеупор класса ША; 3) огнеупорный кирпич того же класса. Между газоходами под футерован двумя первыми слоями.
Вертикальные стены газоходов выложены из огнеупорного кирпича в виде газосборных стен-решеток. Перекрытия газоходных туннелей выполнены из муллито-корундовых плит или бетонных огнеупорных блоков.
Нижиие коллекторы трубных экранов защищены фасонными огнеупорными су пер легковесны ми блоками иа волокнистой основе. Блоки крепят при помощи никельсодержащей листовой окожушки. Все более широкое распространение получает теплоизоляция нижних коллекторов из огнеупорных волокнистых матов, усиленных тканными огнеупорными материалами, например кварцевой тканью.
Горелочные камни пусковых горелок, горелок пароперегревателя, потолочных горелок и горелок вспомогательного котла выполнены из муллито-корунда. Их монтируют либо в металлическом корпусе горелок, либо в амбразурах из огнеупорной кладки.
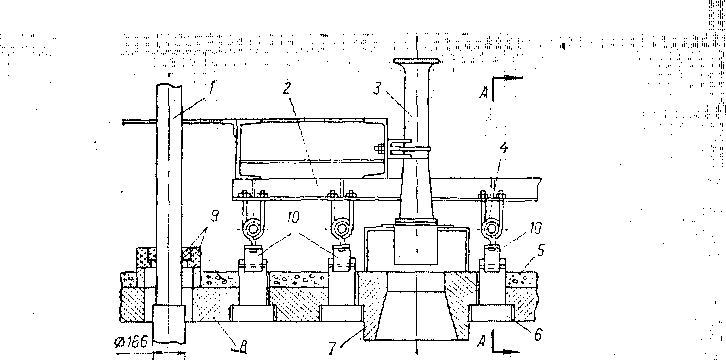
Подвесной свод радиационной камеры выполнен из фасонных огнеупоров с повышенным Содержанием оксида алюминия. Конструкция свода по функциональному признаку состоит из огнеупоров трех типов: 1) собственно подвесных замковых кирпичей с опорными кромками; 2) фасонных кирпичей, укладываемых иа опорные кромки замковых кирпичей; 3) сальниковых фасонных кирпичей реакционных и подъемных труб. Некоторые конструктивные узлы подвесного свода показаны на рис. 111-29 и III-30. Кроме того, для герметизации и устранения подсосов, холодного воздуха подвесной свод закрыт стяжкой из суперлегковесного бетона толщиной 50 мм. В конструкции свода предусматривают температурные зазоры между кирпичами в пределах 1,5—2,0 мм. ' ' ‘
^ Л /4
......L..
т
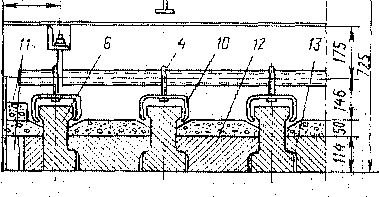
Рис. III-29. Фрагмент подвесного свода трубчатой печи в агрегате аммиака мощностью .1360 т/сут AM-70, АМ-76, «ТЕК» и «КЛЕ»:
/ — реакционная труба; 2-ч балка Крепления металлической фурнитуры подвесного свода; 3 —потолочная горелка; 4 — крюк подвески; 5 — термоизоляционная стяжка свода;
? —основной (замковый) кирпич подвесного свода с четырьмя опорными кромками: 7 — горелочный камень; 8 —¦ файониые огнеупорны® изделия; Р —• фасонные изделия сальникового уплотнения реакционных труб; 10 — скоба подвески; 11 у- огнеупорные изделия :Е тепловой защиты узла сопряжения подвесного свода и вертикальной стены радиационной камеры; 12 — фасонный;.оГнеупор; 13—-зазор Между огнеупорами (3 мм); И — балка каркаса радиационной камеры
Рис. 111-30. Фрагмент подвесного свода трубчатой печи в зоне вывода подъемной трубы:
/ — фасонные изделия свода; г —подъемная (газоотводящая) труба с переходным узлом; 3 — огнеупоры фасонные сальникового уплотнения подъемных труб
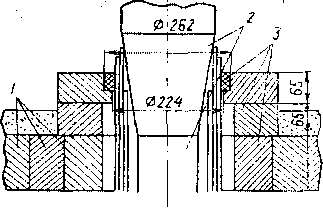
Конструкция тепловой защиты топочной камеры вспомогательного котла аналогична конструкции радиационной камеры трубчатой печи. Особенностью тепловой защиты вспомогательного котла является установка огиеотбойиых (огнеотражательных) стенок из огнеупорного кирпича, расположенных в нижней части топочной камеры котла, а также применение огнеупорной обмазки иижинх и верхних коллекторов трубиых экранов.
Конвективная камера футерована прочным теплоизоляционным торкретбетоном с применением закладной арматуры, приваренной к внутренней поверхности металлических панелей обшивки. На входе в камеру конвекции дымовых газов из радиационной камеры установлены отражательные стены (по числу газоходов радиационной камеры). Переходная зона футерована в два слоя — огнеупорный рабочий слой и теплоизоляционный слой из бетона или волокнистых плит.
Боров, соединяющий дымовые тракты трубчатой печи и вспомогательного котла, футерован теплоизоляционным торкрет-бетоном с применением закладной арматуры. Он оборудован шибером для регулирования разрежения в котле и температуры дымовых газов иа входе их в камеру конвекции трубчатой печи.
Передаточный коллектор между трубчатой печью и шахтным реактором паровоздушной конверсии имеет тепловую защиту сложной конструкции. Коллектор футерован теплоизоляционным бетоном, который при помощи кессона нагнетают в межтрубиое пространство, образованное цилиндрическим Корпусом из низколегированной стали и внутренней облицовкой из ииколоя. Обшивка нз инколоя секционирована, имеет телескопическое сопряжение секций, которое обеспечивает температурное расширение металла без его деформации. Для обеспечения воздушного зазора между бетоном и облицовкой из ииколоя, имеющими разные коэффициенты температурного расширения, в период монтажа облицовки ее обертывают тонким картоном или крафт-бумагой, которые выгорают при первом же разогреве агрегата до рабочих температур. Как правило, завод-изготовитель поставляет иа площадку строительства агрегата аммиака заранее футерованный передаточный коллектор. По месту футеруют только зоны монтажного стыка. Футерованный коллектор помещен в водяную рубашку, охлаждаемую деминерализованной водой.
Независимо от конъюнктурных и других факторов при разработке системы тепловой защиты аппаратов вторичного риформинга для обеспечения нормальных условий проведения технологических процессов необходимо . Применение следующих конструктивных элементов;
встроенный или выносной футерованный смеситель конвертированного газа и воздуха;
однослойная или двухслойная бетонная футеровка аппарата с жестким ограничением по содержанию оксидов кремния и железа в рабочем слое; закладная арматура из жаропрочной стали, которая приварена к внутренней поверхности аппарата;
j|| s'! фасонные корундовые изделия опорного свода с жестким ограничением ПО содержанию оксидов кремния и железа;
корундовые шары и иасадочные тела той же степени чистоты;
‘!1 водяная рубашка, особенно в случае футеровки в один слой огиеупор-! !«ым бетоном;
средства температурного контроля внутренней и наружной поверхности аппарата;
облицовка из ииколоя отдельных узлов и отводов;
!:¦ термочувствительная окраска для аппаратов, не имеющих водяную рубашку.
ь Корпус шахтного реактора футеруют заливкой в опалубку (при оДио-слойиой футеровке) тяжелого огнеупорного бетона или торкретированием (при нанесении двухслойной футеровки).
Все футеровочиые работы необходимо проводить прн температурах не «иже 15—20 °С. Для проведения этих работ в холодное время года следует сооружать тепляки. Необходимо помнить, что надежность работы системы тепловой защиты обеспечивается не только качеством изделий и материалов, |Яе только качеством футеровочных работ, ио также неукоснительным выпол-}!нением инструкций и графиков разогрева и сушки футеровки как после строительства агрегата, так и после ремонта.
Пример графика сушки футеровки трубчатой печи:
!; 1. Разогрев до 200 °С со скоростью 15 град/ч.
!|; 2. Выдержка при этой температуре в течение 48 ч.
3. Разогрев до 500 °С со скоростью 15 град/ч.
:h 4. Выдержка при температуре 500 °С в течение 24 ч.
5. РазТ5грев до 750 °С со скоростью до 50 град/ч.
[И 6. Вывод трубчатой печи иа рабочий режим.
" Огнеупоры, поставляемые для тепловой защиты крупных агрегатов аммиака типа АМ-70 и АМ-76 (трубчатая печь, вспомогательный котел, шахтный реактор II ступени), рассмотрены и сопоставлены с огнеупорами отечественных марок (см. табл. 111,36—111,44).
!: Трубчатая печь, входящая в оборудование агрегатов аммиака, сос
тоит из камеры радиации, камеры конвекции и дымоходных каналов. Футеровка этих блоков, а также вспомогательной печи выполнена из фасонных Огнеупорных (тяжелых и легковесных), теплоизоляционных изделий и бетонов.
! Радиационная камера состоит из тяжелых огнеупоров следующих 26 ти-пов: PR-6, PR-7, PR-28, PR-29, PR-30, PR-32, PR-33, PR-37, PR-36, PR-38, PR-39, PR-40, PR-41, PR-42, PR-43, PR-44, PR-45, которые изготовлены из материала марки Т-50; тйпов PR-34 и PR-35 — из материала марки |STV-1; PR-31, PR-56 — из материала марки Stiral К-60 для футеровки свода. Огнеупоры типа PR-23 (для футеровки дополнительных горелок) и типа
PR-27 (для перекрытия горелочных тоннелей) изготовлены из материала марки Stiral К-60.
Для футеровки вспомогательного котла применяют огнеупоры типов PR-6, PR-7, PR-8, PR-9, PR-10, PR-1J из материала марки Stiral Т-50; типов PR-12, PR-,13 из STV-1 (для футеровки свода).
Для футеровки горелок применяют огнеупоры типов PR-18, PR-I9, PR-20 из Stiral К-60.
Легковесные огнеупорные изделия выполнены из огнеупоров следующих 16 типов. Для футеровки трубчатой печи применяют огнеупоры типов PR-21, PR-22, PR-45 — для футеровки стен и типов PR-24, PR-25, PR-26 —для футеровки гляделок и люков-лазов, изготовленные из материала марки М-23, а также типа PR-45 — для горелочных тоииелей (газоходов)—из материала марки Tenselit II.
Для футеровки вспомогательного котла применяют огнеупоры типов PR-14, PR-45, PR-46, PR-47, PR-48, PR-50 из материала марки Stirozel 8 (PS-8)—для футеровки передней стены; типов PR-15, PR-16, PR-17 — для футеровки люков-лазов и гляделок; PR-49 — для футеровки горелок.
Теплоизоляционные изделия применяют в виде теплоизоляционных плит Caposil НТ-1 для теплоизоляционного слоя футеровки стеи печей и огнеупоров пяти типов: PR-51, PR-52, PR-53a, PR-54 из материала марки Сега-form — для футеровки выходного коллектора трубчатой печи.
Футеровка стен камеры радиации трубчатой печи двухслойная: 1) слой тепловой изоляции — плиты Caposil НТ-1 толщиной 50 мм; 2) огнеупорный слон — кирпичи типов PR-22 и PR-45 из материала марки М-23 толщиной 114 мм.
Под камеры радиации трубчатой цечи зафутероваи следующим образом: 1) слой плит Caposil НТ-1 толщиной 50 мм; 2) слой кирпичей типа PR-45 из материала марки М-23 толщиной 114 мм.
Стеиы горелочных тоннелей (газоходов) выполнены из огнеупоров типа PR-45 из материала марки ДТ-1, а два иижиих ряда огнеупоров—из материала марки Tenselit И. Перекрытия тоииелей произведены фасонными плитами типа PR-27 из материала «арки Stiral К-60.
Футеровка передней стены вспомогательного котла двухслойиаи: 1) слой тепловой изоляции — плиты Caposil НТ-1 толщиной 50 мм; 2) огнеупорный слой —кирпичи типа PR-45 из материала марки Stirozel (PS-8) толщиной 250 мм.
Под вспомогательного котла зафутероваи: 1) слой материала марки Caposil НТ-1 толщиной 50 мм; 2) два слоя кирпичей типа PR-45 из материала PS-8 толщиной 130 мм; 3) слой кирпичей типа PR-45 из материала ST-1 толщиной 65 мм.
Боковые стеиы коллекторных тоииелей и разделяющая стена вспомогательного котла изготовлены из огнеупоров типа PR-45 из материала марки ST-1, причем два нижних ряда кирпичей коллекторных тоииелей — из огнеупоров типа PR-45 из материала марки Stirozel 8 (PS-8).
Футеровка гляделок и люков-лазов вспомогательного котла изготовлена из огнеупоров типов PR-15, PR-16, PR-17 из материала марки Stirozel 8 (PS-8).
Горелочиые камии вспомогательной печи типа PR-18, PR-19 и PR-20 выполнены из Stiral К-60, фасонные кирпичи типа PR-49 — из PS-8.
Таблица 111,44. Свойства бетонов зарубежных (I) и отечественных
марок
| Бетонная масса | Объемная плотность, т/м3 | Предел прочности при изгибе после сушки при 110 “С, МПа | Коэффициент теплопроводности , кДж/(м-ч-К) | Температура применения, °С | ||||
| I | И | I |
II | I | II |
I | ||
| «Пликаст 40» | 2,70 | 2,70 |
9,85 | 10,16 | 5,53 | 5,49 | ||
|
«Пликаст Строигляй У> |
1,35 | 1,60 | 10,40 |
18,00 | 3,34 | 3,02 | 1260 | 1260 |
| «Пликаст Петроляйт» |
1,45 | 1,76 | 18,00 |
13,20 | 3,48 | 2,43 | — | |
|
«Пликаст Вероляйт Р-6» и Плнкаст Дирляйт» | 0,70 |
0,90—0,95 | 2,00 | 3,00 | 0,67 (при 300°С) |
0,88 (при 600 °С) | 1050 |
1000 |
Кроме того, при изготовлении футеровки трубчатой печи и вспомогательного котла использованы импортные бетоны «Пликаст Вероляйт Р-.6», «Пликаст Стронгляйт», «ГТликаст Аирляйт», «Пликаст Петроляйт 39». В отдельных узлах печей применяют, футеровки различной конструкции из бетонов. Футеровку изготавливают или однослойной (из одного йида бетона), или двухслойной — при этом в качестве теплоизоляционного слоя применяют теплоизоляционный материал Caposil НТ-1, либо теплоизоляционный бетон. В качестве материала огнеупорного слоя применяют бетон. Так, в камере par диации трубчатой печи изоляцйя стояков изготовлена из бетона «Пликаст Петроляйт 39», футеровка конвертора метана II ступени —из огиеупориогф; бетона «Пликаст 40»; футеровка штуцеров, верхней и нижней крышек, нижнего лаза и верха горловины конвертора — из теплоизоляционного бетона «Пликаст Петроляйт 39»; свод конвертора изготовлен из фасонных коруидог вых огнеупоров марки «Пираль АК 99»; футеровка горячего газохода от ; трубчатой печи до конвертора метана II ступени — из бетона «Пликаст Петроляйт 39». .
Кладка тяжелых огнеупорных изделий из материалов марок ША И МЛО-62 производится иа растворе из мертеля ШТ-1. Мертель затворяется водой.
Кладка легковесных огнеупоров из материалов марок МКРЛ-0,5, МКРЛ-0,8 и АНЛ-0,5 производится иа растворе из шамотиобокситового мертеля (см. табл. III,45).
В табл. 111,44 приведены даииые о свойствах бетонов из бетонных масс* зарубежных марок (I) и их аналогов отечественного производства (II).
Причины нарушения тепловой защиты
| Неполадки в работе тепловой защиты блоков парового риформиига Мо-
II 'Гут быть обусловлены следующими основными причинами: низким качеством исходных материалов и изделий;
Трубчатая печь
Разрушение блоков перекрытия газоходов нз-за низкой термостойкости материала Разрушение тепловой защиты иижних коллекторов из-за растрескивания окожушки или механических повреждений
Радиационная камера
Разрушение тепловой защиты передаточного коллектора из-за разрушения облицовки или разрыва корпуса коллектора
Разрушение тепловой защиты подъемных труб (узел соединения с передаточным коллектором) из-за некачественной заливки бетона Выпадение отдельных подвесных кирпичей свода или горелочных камней из-за низкого качества изделий или вследствие хлопков в топочной камере
Перегревы кожуха радиационной камеры из-за разрушения кладки вертикальных стен вследствие разупрочнения теплоизоляционного слоя или обрыва крючков, удерживающих огнеупорную кладку
Вспомогательный котел
Разрушение и выпадение горелочиых камней вспомогательного котла и кладки фронтальной стены из-за повышенной вибрации горелок котла
Разрушение футеровки коллекторов
Выпадение кирпичей подвесного свода из-за вибраций
Замена блоков во время остановки агрегата
Замена разрушенных блоков марки «Кероформ» новыми или применение волокнистых рулонных материалов и кварцевой ткани во время остановке агрегата
Восстановление бетонной футеровки и облицовки из инколоя во время остановки агрегата
Замена соединительного узла на новый при остановке агрегата
Замена кирпичей нли камней на новые при остановке агрегата
Восстановление теплоизоляционного слоя, кладки и закладной арматуры во время остановки агрегата. В случае небольших зон перегрева (примерно 0,5X0,5 м) можно применять волокнистые плиты марки ШВП-350, укрепляемые при помощи закладной арматуры
Замена разрушенных горелочных камней запасными во время остановки (допускается залнвка амбразуры огнеупорным бетоном), восстановление кладки фронтальной стены Восстановление бетонной футеровки во время остановки
Замена кирпичей на запасные или на кирпичи выполненные по бетонной технологии во время остановки
Коническая

и радиационной камерой
часть реак-
гора
Шестигранные корундовые плитки распределительной решетки конгаза
Фасонные корундовые изделия опорного купола (ка-тализаторная решетка)
Теплоизоляционный бетон (частичное разрушение)
Сильное повреждение облицовки из инколоя и бетоииой футеровки242
Разрушение теплоизоляционного бетона в горячей или холодной части камеры из-за разрыва пучков подогрева или хлопков в топочной камере
Шахтиый реактор Образование трещии глубиной более 100 мм, расслоение бетона, появление сколов, широких кольцевых трещин (более 5 мм) и т. д. вследствие низкого качества бетона, длительной эксплуатации, тепловых ударов, окисления и обрыва закладной арматуры
Разрушение плиток из-за тепловых ударов, выбросов при резкой подаче воздуха; забивка отверстий плиток боем катализатора, корунда н бетона
Разрушение вследствие длительной эксплуатации, сопровождающейся тепловыми ударами или перегревами при обрыве смесителя реактора
Котл ы-у тилизаторы Разрушение теплоизоляционного бетона нз-за низкого качества футеровки или из-за работы без подачи воды в водяную рубашку
Вспучивание облицовки, трещины и разрывы вследствие перегрева и резкого сброса давления в системе, значительное расслаивание и разрушение бетона по тем же причинам
остановки (допускаетси применение плит 350 для участков не более 0,5X0.5 м) Восстановление бетонной футеровки во время остановки агрегата в период демонтажа пучков подогрева технологических потоков
Удаление дефектных участков прн помощи бор-машинок с абразивными дисками, восстановление закладной арматуры, футеровка дефектных участков свежей бетонной смесью после специальной обработки (под «ласточкин хвост») кромок старого бетона
Замена плиток во время остановки агрегата (при отсутствии плиток допускается нх замена на корундовые шары диаметром 70 мм нли на смесь шаров диаметром 70 н 50 мм)
Замена всех деталей, имеющих сколы и трещины, на запасные; не допускается применение изделий из огнеупорного бетона
В случае небольших зон перегрева (0,3X0,3 м) и небольшого числа таких зон (не более 3—4) восстановление бетона производят путем набнвки вручную через окна в облицовке из ннколоя. В случае сплошных кольцевых зон перегрева необходимо удалить секцию облнцовкн н весь разрушенный бетон и произвести футеровку участка заново
Полная перефутеровка котла с заменой облицовки из инколоя н компенсирующих конических пе* регородок
низким качеством футеровочиых работ;
нарушениями нормального технологического режима (резкие смены температур при пусках и остановках, аварийные остановки, действие агрессивных сред и т. д.), -
В табл. 111,45 дана классификация причин нарушения тепловой защиты блоков парового риформиига и способов их устранения.
4. ТУРБОКОМПРЕССОРНОЕ ОБОРУДОВАНИЕ АГРЕГАТОВ НЕКОНЦЕНТРИРОВАННОЙ АЗОТНОЙ КИСЛОТЫ
Газотурбинная установка ГТТ-3 работает по следующей схеме (рис. Ш-31). Воздух засасывается осевым компрессором через фильтры и сжимается в нем до давления 0,34 МПа, нагреваясь при этом до температуры 174 °С. Затем проходит воздухоохладитель 6, где охлаждается до 40 °С, и поступает в нагнетатель 3, в котором сжимается до давления 0,72 МПа, нагреваясь при этом до температуры 135 °С. Из иагиетателя основное количество воздуха направляется на производство азотной кислоты, возвращаясь оттуда в виде хвостовых газов при температуре 730 °С и под давлением 0,52 МПа.
Перед турбиной хвостовые газы охлаждаются до температуры 700 °С в результате смешения с воздухом из нагнетателя 3, который проходит для этой цели через камеру сгорания 5. Полученная смесь попадает в турбину, где расширяется до давления, близкого к атмосферному, при этом температура газа снижается до 400 °С. Отработавшие в турбине газы Проходит чёрёз
котел-утилизатор, отдают часть тепла для выработки пара и через дымовую трубу уходят в атмосферу.
Полученная в результате расширения газов механическая энергия затрачивается на сжатие воздуха в осевом компрессоре и центробежном нагнетателе, а оставшаяся часть — через редуктор 2 передается электродвигателю 4 для выработки элек
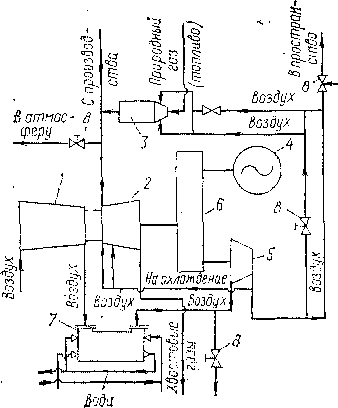
троэнергии. Количество избыточной мощности зависит от количества воздуха, отбираемого на производство, увеличиваясь по мере уменьшения отбора.
Газотурбинная установка включает следующие элементы;
1) турбокомпрессор, состоящий из осевого компрессора и газовой турбины;
Рис. 111-31. Схема газотурбинной установки ГТТ-3;
/ — турбокомпрессор; 2 —газовая турбина; 3 — камера сгорания; 4 — электродвигатель; о — нагнетатель; 6 — регулятор; 7 — воздухоохладитель; 8 — вентили '
2) редуктор для передачи вращения от турбины к электродвигателю и к нагнетателю;
3) разгонный электродвигатель, являющийся одновременно и электроге» !!
1Н(.ратором, с жидкое'! ньш регулятором скольжения;
4) нагнетатель;
J" 5) воздухоохладитель;1 ¦ i
6) камера сгорания; tin м 7) трубопроводы горячих хвостовых газов;
8) система регулирования и защиты;
9) система смазки агрегата;
I 10) щит управления и контрольно-измерительных приборов.
Ротор турбокомпрессора состоит из двух частей: барабанной и уп*
¦ ¦ лотиительиой. Барабанная часть ротора изготовлена из жаростойкой стали Типа ЭИ-802, другой конец вала изготовлен из стали 34ХМ и запрессован в расточке барабана компрессора. Уплотнительная часть ротора расположена между барабаном компрессора и барабаном турбины и оснащена уплотнитель* Е1ыми усиками. На переднем коице ротора закреплено рабочее колесо главного масляного иасоса. На задний конец насажена зубчатая полумуфта для соединения с валом редуктора.
На барабане компрессора имеются 16 рядов рабочих лопаток, изготовленных из стали 2X13 с хвостами зубчатого профиля.
На барабане турбины установлены 7 рядов рабочих лопаток. Лопатки двух первых рядов изготовлены из аустенитиого сплава ЭИ893, пять остальных— из стали перлитного класса 1X11МФ.
Jl'j'iii Подшипник со стороны выхлопа турбины является опорно-упорным. Корпуса опорного и опорно-упорпого подшипников отлиты заодно с нижней половиной корпуса компрессора.
Корпус турбокомпрессора состоит из двух половин: верхней и нижней, последняя -опирается иа стойки фундаментных рам при помощи 8 опорных лап.
Центробежный нагнетатель одностороннего всасывания имеет два; р 1бочих колеса. Корпус нагнетателя отлит из чугуна и имеет разъем в вертикальной и горизонтальной плоскости. Всасывающий и нагнетательный пат-Р'бки отлиты в нижней половине корпуса н направлены вииз. Установлена 1К1Я на фундаменте нижняя часть корпуса нагнетателя является основной ба-.оп, в которой крепятся направляющие аппараты, подшипники, обоймы уплот-1НИИЙ и другие неподвижные детали.
Валоповоротиое устройство представляет собой двухступенчатый горизои-п I ъиый редуктор, с помощью которого осуществляется вращение ротора турбокомпрессора с частотой 20 об/мии от электромотора, работающего при iih 1440 об/мии. Возможно также и ручное проворачивание вала агрегата пр» шглощи рукоятки, одеваемой на квадрат червячного вала. ifllfli1] " Камера сгорания обеспечивает работу агрегата в технологическом цикле, поддерживая температуру газа перед турбиной 700 °С. Для этого-
11 в камеру сгорания подают воздух, часть которого расходуется иа горение дежурного факела, а остальное — смешивается с хвостовыми газами и их тем;* игратура снижаетси от 730 до 700°С.
Огневая часть камеры сгорания выполнена из аустеиитной стали Х23Н1& и расположена в корпусе, выполненном из стали перлитного класса. Горе--
лочное устройство состоит из четырех основных горелок, одной дежурной горелки и воспламенителя. Газ к основным горелкам подводится через кольцевой коллектор. Дежурная горелка и воспламенитель имеют раздельный подвод газа. Для визуального наблюдения за факелом камера оснащена гляделкой.
Редуктор четырехвальный, горизонтального типа, с раздвоением мощности для привода нагнетателя и генератора. Привод нагнетателя состоит из шевронной зубчатой пары, передающей мощность до 2800 кВт при повышении числа оборотов от 5100 до 7395 в 1 мин. Привод генератора состоит из шевронной зубчатой пары с промежуточным колесом, передающей мощность до 1500 кВт с понижением числа оборотов от 5100 до 3000 в 1 мни.
Для охлаждения воздуха после сжатия в осевом компрессоре служит промежуточный воздухоохладитель. Он состоит из корпуса, в котором расположены два пучка труб с водяными камерами. Пучок труб состоит из передней и задней трубных досок с развальцованными в них сребренными трубками и двух водяных камер — передней и задней.
Система автоматического регулирования агрегата изменяет подачу топлива в камеру сгорания, что обеспечивает работу газотурбинной установки иа холостом ходу, иа энергетическом режиме при включении и отключении технологического цикла. Система регулирования, взаимодействуя с электрической схемой дистанционного управления и защиты, предохраняет турбоагрегат от аварий. В систему регулирования и защиты газотурбинной установки входят блок клапанов с ограничителем приемистости; регулятор скорости; сервомоторы перепускного, протнвопомпажиого и байпасного клапанов; реле осевого сдвига и давления воздуха; электромагнитный выключатель; бойковый и гидродинамический автоматы безопасности.
Рабочей средой системы регулирования служит масло, применяемое и для смазки подшипников.
Через блок клапанов топливный газ подается к дежурной, запальной и рабочей горелкам камеры сгорания. Блок состоит из сервомоториого устройства, коробки клапанов и ограничителя приемистости. Байпасный клапан сообщается с атмосферой трубопроводом, по которому продукты сгорания и хвостовые горячие газы из технологического контура подводятся к турбине. Открытие и закрытие байпасного клапана осуществляются с помощью масляного привода, работающего в системе предельной защиты.
Перепускной клапан соединяет воздухопровод после нагнетателя с камерой сгорания турбины при отключении технологического контура. Приводом перепускного клапана служит поршневой сервомотор, управляемый дифференциальным золотником.
Противопомпажный клапан является элементом защиты от помпажа и предназначена для выпуска воздуха в атмосферу.
Регулятор скорости поддерживает заданную частоту вращения турбины и используется также для дистанционного открытия стопорного и регулирующего клапанов во время пуска. Прн аварийной остановке регулятор скорости закрывает топливные клапаны и открывает байпасный клапан. Датчиком к гидродинамическому регулятору скорости служит главный насос.
Регулятор скорости вступает в работу с частотой 4800 об/мии. Расчетная Неравномерность регулятора скорости при номинальном числе оборотов составляет 5%.
Электродвигатель типа ФАЗ-800/6000, асинхронный, с фазным ротором, предназначен для разгона газотурбинного агрегата во время запуска и обеспечивает баланс мощности установки в рабочем режиме (подробнее см. разд. IV).
ni1 Для регулирования нагрузки газотурбинной установки в период запуска служит жидкостный регулятор скольжения ЖРС-700.
Техническая характеристика ГТТ-3 приведена ниже:
Производительность установки по воздуху, м3/ч..............87^000
Расход воздуха на технологические процессы, м3/ч............79 ОСЮ
Давление воздуха, МПа
Газотурбинная установка ГТТ-12. В состав газотурбинной установки ГТТ-12 (рис. Ш-32) входят воздушный компрессор 1, нагнетатель нитрозио-го газа 4, газовая турбина 2 и паровая турбина 5.
Особенностью схемы ГТТ-12 является наличие разрезного вала. Газовая турбина состоит из двух частей: турбины высокого давления (ТВД), которая приводит во вращение иитрозиый нагнетатель, и турбины низкого давления (ТНД), которая приводит во вращение воздушный компрессор. Паровая турбина соединена с валом нитрозного нагнетатели.
Осевой компрессор и нитрозный нагнетатель могут работать с различной частотой вращения. Такая схема в наибольшей степени соответствует ¦особенностям ее работы в цикле технологической установки с различным "давлением на стадиях окисления аммиака и абсорбции оксидов азота. Наиболее рациональной является работа нагнетателя иитрозных газов с постоянными максимальными оборотами на всех режимах. При этом запасы по пом-пажу машин будут максимальными. Воздушный компрессор при снижении нагрузки работает с меньшим числом оборотов и с минимальным сбросом, Ьоздуха в атмосферу. Разрезной вал позволяет свести к минимуму мощность, отбираемую со стороны при пуске. Для пуска машины достаточна мощность
¦ около 1000 кВт.
За счет увеличения чисел оборотов иитрозиого нагнетателя до максимальных еще в начале пуска общее количество сбрасываемого воздуха резко уменьшено. За счет уменьшения сбросов воздуха уменьшается и необходимая мощность при пуске относительно той, которая потребна в случае одно-вальной схемы.
Рис. Ш-32. Схема газотурбинной установки ГТТ-12:
/ — осевой компрессор; 2 — газовая турбина; 3, 6 — технологическое оборудование; 4 — нитрозиый нагнетатель; 5 — паровая турбина
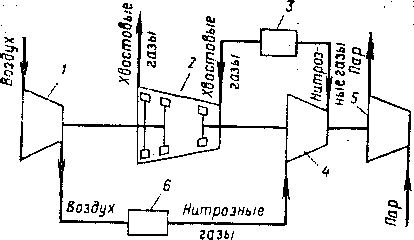
воздушного компрессора; турбины высокого давления; нитрозного нагнетателя и паровой турбины.
Ротор турбины высокого давления, ротор нитрозного нагнетателя и' ротор паровой турбины соединены между собой зубчатыми муфтами. Далее этот вал будет именоваться валом турбины высокого давления (ТВД).
Воздушный компрессор используют осевого типа. Корпус компрессора имеет горизонтальный разъем. Статор компрессора состоит из
11 рядов направляющих лопаток, установленных в кольцевых протечках корпуса. Ротор состоит из полого барабана, на котором установлены 10 ступеней рабочих лопаток. После 4-н ступени имеются 8 сбросных пусковых клапанов, через которые при оборотах ниже 4200 в 1 мин сбрасывается часть воздуха.
Барабан ротора на стороне нагнетания имеет отверстия, через которые воздух поступает во внутреннюю часть на охлаждение диска ТНД. У торца ротора на вал напрессовано центробежное колесо главного масляного насоса. Со стороны входа воздуха на валу имеются два гребня, одни из Которых служит упорным диском, а другой — базой для реле осевого сдвига. Здесь же установлено зубчатое колесо тахометрического комплекса «Турби-на> и зубчатое колесо валоповоротного устройства, а также автомат безопасности байкового типа.
Ротор осевого компрессора вращается в двух подшипниках: переднем — упорно-опориом — и заднем — опорном. Для предотвращения подсоса паров масла из переднего упорно-опорного подшипника в полость между ним и ротором подается воздух из цехового трубопровода. С этой же целью в канавки на горизонтальном разъеме всасывающей камеры поступает воздух после 4-й ступени компрессора.
Корпус газовой турбины состоит из трех частей, соединенных вертикальными разъемами. Базовой частью является средняя часть корпуса, к ней крепится впускной и выхлопной патрубки.
Во впускной и выходной частях корпуса турбины размещаются вставки из жаропрочной стали. Между вставками и корпусом помещают теплоизолирующий материал. На торцах средней части корпуса устанавливают обоймы направляющих лопаток турбин высокого н низкого давления. В средней части располагается вставка, по которой осуществляется перепуск газов нз турбины высокого давления в турбину низкого давления.
В местах проходов валов через корпус установлены лабиринтные втулки. К втулке ТВД подается воздух от осевого компрессора. Ротор турбины высо-
«ого давления — консольного типа, с двумя опорными шейками под подшипники. Диск иесет 87 лопаток высотой 73 мм, активного типа; средний диаметр ступени 1123 мм.
Турбина низкого давления состоит нз двух дисков, которые крепятся стяжными болтами к валу воздушного компрессора. Первый по ходу газа диск имеет 77 лопаток высотой 139 мм, второй по ходу — 77 лопаток высотой 182 мм. Средние диаметры ступеней — 1039 и 1082 мм.
Статор турбины имеет один венец направляющих лопаток турбины высокого давления н два венца лопаток турбины низкого давления. На валу ТВД установлено центробежное колесо масляного импеллера с радиальными отверстиями. Импеллер служит датчиком для регулятора скорости ротора ТВД.
Из-за особенностей компоновки машины на ротор ТНД действуют значительные неуравновешенные осевые усилия, которые при номинальном режиме составляют примерно 147 кН (15 000 кг), причем от осевого компрессора
63,7 кН, или 6500 кг, и от ТНД — 83,3 кН, или 8500 кг. Осевое усилие действует в сторону линии всасывания осевого компрессора и не может быть воспринято одним упорным подшипником. Разгружает ротор от осевых усилий главный масляный насос и специальное разгрузочное устройство. Часть осевых нагрузок уравновешивается давлением на диск рабочего колеса насоса, остальная часть осевых усилий разгружается путем подачи масла от нагнетания насоса в полость между зубчатым колесом валоповорота и неподвижным диском. Масло в эту полость поступает через регулятор перепада давления «газ перед ТВД —масло после насоса».
При снижении давления газа перед ТВД падает давление в газовой полости регулятора, соединенной трубкой с трубопроводом для подвода газа в турбииу. Одновременно усилием пружины перемещается мембрана, соединенная с клапанами в масляной полости регулятора, что приводит к уменьшению давления масла в разгрузочной камере. Это предотвращает осевой: сдвиг ротора при снижении давления газа перед турбиной при остановке. Остаточное осевое усилие действует в сторону входа воздуха в_ осевой компрессор и воспринимается подшипником.
В корпусе подшипников установлены опорный и опорно-упорный вклады^ ши, насос-импеллер, масляный выключатель, автомат безопасности, реле осевого сдвига, переднее маслозащитное кольцо, лабиринтная втулка, система масляных трубок для подвода масла на смазку и к системе регулирования..:: Опорный и опорно-упорный вкладыши установлены в расточках корпуса. Насос-импеллер служит датчиком регулятора скорости. Колесо насоса выполнено за одно целое с валом и представляет собой диск с радиальными отверстиями.
Нагнетатель нитрозного газа выполняется центробежного типа, четырехступенчатый. Он состоит из корпуса, диафрагм с диффузорами и ротора. Корпус включает литую нагнетательную камеру и сварную камеру всасывания, соединенные технологическим вертикальным разъемом. В нижней части корпус имеет всасывающий и нагнетательный патрубки. В верхней части корпуса просверлены четыре отверстия, через которые в проточную часть нагнетателя впрыскивается паровой конденсат для промывки проточной части. В нижней части корпуса имеются дренажи.
Опорный подшипник крепится к фундаментной раме. В корпусе спорно-
упорного, подшипника имеется паз для шпонки, позволяющий нагнетателю вместе с опорно-упорным подшипником перемещаться прн тепловом расширении,
Диафрагмы с диффузорами штампосварной конструкции разбирать не разрешается; онн имеют горизонтальный разъем. Рабочие колеса представляют собой клепаную конструкцию из диска, покрышки н штампованных лопаток коробчатого сечення. В концевые трехкамерные уплотнения через коллектор подается воздух от осевого компрессора, а прн остановке машины — от внешнего источника. Газ из задуммисного пространства отводится по трубопроводу в газовый промыватель.
Паровая турбина Р-3,5-40/15-1 имеет одно двухвенечное колесо скорости. При пуске турбины можно использовать пар прн начальном давлении 1,5 МПа с выхлопом после турбины в' атмосферу. При этом максимальный расход пара составляет около 30 т/ч. Корпус турбины имеет горизонтальный разъем. Пар в турбину подводится по двум патрубкам в две группы сопел. Верхний сегмент включает 13 сопел; инжний—12 сопел. На конец вала со стороны опорного подшипника насажена полумуфта для соединения' с иитрозным нагнетателем, а со стороны опорно-упорного подшнпинка — диск тахометра.
Пар подводится к турбине через блок, включающий запорный автоматический клапаи и два последовательно включенных регулирующих клапана с сервомоторами, служащими для регулирования количества пара, подаваемого в турбину. Протечки пара из лабнрнитов корпуса турбины, а также через уплотнения штоков клапанов собираются во внутренних камерах уплотнений, из которых отсасываются эжектором. Далее пар протечек направляется в деаэратор.
Критические обороты вала турбины низкого давления лежат выше рабочего диапазона. Частота вращения вала ТНД, при которой срабатывают приборы безопасности, 5500±80 об/мни.
Нитрозный нагнетатель изготовлен нз коррозионно-стойкой нержавеющей стали: корпус — нз стали 1Х18Н9Г, лопатки — из стали 1Х17Н2, основной и покрывной диски рабочих колес — из стали 1Х16НЗВ. Первая критическая частота вращения ротора нагнетателя — 1750 об/мни, вторая — 6250 об/мин. Максимальное число оборотов, при которых срабатывают приборы безопасности,— 5300+80 об/мин.
Проточная часть газовой турбины выполнена нз жаростойких и жаропрочных сталей и сплавов. В наиболее жестких условиях работает турбина высокого давления. Направляющая вставка изготовлена нз жаростойкой стали Х23Н20, направляющие лопаткн — нз жаропрочного сплава ХН65В9МНЮТ (содержание никеля 65%), рабочий диск ротора ТВД — нз жаропрочной стали 20Х128ВМФ, рабочие лопаткн ТВД —нз жаропрочного сплава ЭИ607А, рабочие лопаткн ТНД—нз стали 15Х12ВМФ.
Прн рабочей частоте 5000 об/мин напряжение в металле замковой части диска ротора ТВД достигает 134,4 МПа. Предел текучести стали 20Х12ВМФ при таком напряжении будет превышен прн температуре металла около 650 °С. Такая температура возможна прн отключении охлаждения диска' ротора. Для безаварийной эксплуатации турбины необходимо обеспечить надежную работу системы охлаждения турбины н не допускать повышения температуры на входе в турбину.
Циркуляционная принудительная система маслоснабжения обеспечивает : смазку подшипников и подачу масла в гидравлическую систему регулирования и "защиты. Масло подается в систему главным маслонасосом, расположенным на валу осевого компрессора, производительностью 96 м3/ч под давлением 1,2 МПа при полных оборотах, а при пуске н остановке—пусковым насосом. Для безаварийной остановки машины при отключении электроэнергии предусмотрен резервный насос с питанием от аккумуляторной батареи. В систему смазки н импеллер масло подается инжектором под давлением
0,05—0,1 МПа. Смазка опорно-упорных подшипников нитрозного нагнетателя и паровой турбины осуществляется под давлением 0,5 МПа.
Масло низкого и высокого давления охлаждают в водяных холодильниках и отфильтровывают в фильтрах тонкой очистки.
Масло для системы регулирования отбирают из линии нагнетания насосов и разделяют на поток силового масла .(давление до 1,2 МПа) и масло постоянного давления 0,5—0,6 МПа. Слив масла от подшипников и из систем регулирования собирают в «грязном» отсеке рамы — в маслобаке. Чистое масло забирают нз «чистого» отсека маслобака. Основная техническая характеристика машинного агрегата ГТТ-12 приведена ниже:
1,7 МПа и имеет максимальную мощность 2,5 МВт.
В отличие от ГТТ-12 в КМА-2 применена система смазки при одном давлении, что значительно упрощает эксплуатацию. Маслобак вынесен из рамы на маслостанцию, в которой расположены маслоохладители, маслофильтры, пусковые и аварийные насосы. Все напорные маслопроводы расположены виутрн сливных трубопроводов илн закрыты кожухами для снижения пожароопасности.
Изменена также система разгрузки ротора ТНД от осевых усилий, которая осуществляется путем применения воздушного думмиса, т. е. за счет увеличения диаметра ротора осевого компрессора за последней ступенью.
Изменена также конструкция ротора нитрозного нагнетателя, что повышает надежность работы машины и всего комплекса в целом.
Путем обварки рабочих лопаток рабочих колес на периферии увеличена жесткость рабочих колес.
В машине применена новая система охлаждения высокотемпературных деталей. Вместо охлаждения воздухом, который отбирается за компрессором и далее дожимается перед подачей в систему с помощью паровых эжекторов, в КМА-2 применяют охлаждение машины хвостовыми газами после реактора низкотемпературной очистки. Это повышает автономность работы системы охлаждения и производительность агрегата.
Для доступа к подшипникам ТВД без съема верхней половниы корпуса турбины выполнены специальные лючки.
5. КОМПРЕССОРЫ
В азотной промышленности иашлн применение разнообразные отечественные и импортные компрессоры, характеристика которых приведена в табл. 111,46—III,49.
Характеристика компрессоров для карбамида приведена в разд. II Справочника. Характеристика центробежных компрессоров для агрегатов аммиака мощностью 1360 т/сут дана в «Справочнике азотчика». Кн. 1. М.: Химия, 1986. Характеристика компрессоров для агрегатов азотной кислоты АК-72 и под давлением 0,716 МПа приведена выше на с. 73.
6. ГАЗГОЛЬДЕРЫ
Газгольдер — инженерное сооружение резервуарного типа, предназначенное для хранения газа под избыточным давлением в герметически замкнутом объеме. В зависимости от давления, прн котором хранится газ, газгольдеры подразделяют на газгольдеры высокого и низкого давления, а по способу герметизации газового объема — на мокрые и сухие. В мокрых газгольдерах герметизация газового объема осуществляется водяными затворами, в сухих газгольдерах — любыми другими способами.
Наиболее широкое распространение в азотной промышленности нашли построенные по типовым проектам мокрые газгольдеры низкого давления вместимостью 100, 300, 600,
1000, 3000, 6000, 10 000, 15 000,
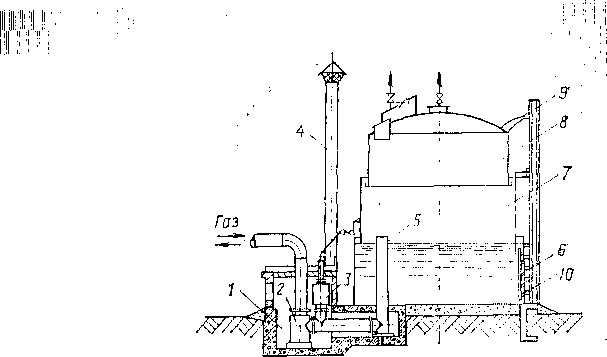
Рис. Ill 33 МВрй^ч'Щ^ьДЙр с донным вводом:
/ — камера ia-ювого ввода; 2 —гидравлический за гвор; 3 — клапан на и Ока автоматического сброса га-— труба сброса гааа; 5 —газо-стояк; 6 — резервуар гаЗголь-,ера; 7 — Телескоп; 8 — колокол;
— внешняя направляющая; 10 — внутренняя направляющая
|;|0 000 и 30 000 м3 с вертикальными направляющими и вво-Рдом газа под колокол снизу через дннще (донный ввод),
Предназначенные для хранения, стабилизации давления, смешения и усреднения концентрации различных газов под давлением до 4 кПа при температуре самовоспламенения не ииже 180 °С и скорости коррозии по отношению к углеродистой стали до
0,1 мм/год.
'!! На рис, Ш-33 схематически показан такой газгольдер. Газ хранят в газгольдере и колоколе 8 — вертикальном цилиндрическом резервуаре с крышей, без дна, который установлен в другом вертикальном цилиндрическом резервуаре 6 большего диаметра (с дном, но без крыши), заполненном водой.
! (Тоследняя обеспечивает герметизацию газового пространства внутри колокола. Прн заполнения газом пространства под колоколом 8 колокол всплывает, перемещаясь вертикально вверх по направляющим 9 к 10 наружного резервуара под Действием давления поступающего газа. Когда давление газа под колоколом уравновесится собственной массой колокола, подъем прекращается. При опорожнении колокол опускается вниз.
Колокол является подвижным звеном газгольдера. Собственная масса |;|сОлокола уравновешивает давление газа 1,5—2,0 кПа. Для увеличения давле-||;(йня газа Колокол догружают специальными грузами. Максимальная масса грузов должна быть такова, чтобы обеспечить давление газа под колоко-4,0 кПа.
!!;;[ В зависимости от объема хранимого газа мокрые газгольдеры строят |:!Й одним (Колокол) илн несколькими (колокол и телескоп) подвижными звеньями. Телескоп 7 — вертикальный цилиндрический резервуар без дна и крыши, газовое пространство которого в рабочем положении герметизируется сверху колоколом, а сийзу — водой наружного резервуара.
Газ поступает под колокол по трубопроводу газового ввода через гидрозатвор 2, устанавливаемый в камере газового ввода 1, и газовый стояк 5. ,;$абор газа нз газгольдера осуществляют в обратном порядке. Гидравлическое сопротивление газового ввода прн номинальной пропускной способности при-нято равнум 0,3—0,5 кПа.
В зависимости от свойств хранимого газа газгольдер монтируют с тру» ;г^ой 4 для сброса избыточного количества газа в атмосферу либо без нее. Сброс газа осуществляется автоматически через клапанную коробку 3, со-единенную подъемным устройством с телескопом 7. При достижении колоко-1]:ЯОм и телескопом положения «максимум» подъемное устройство открывает
|
Марка | Тип |
Сжимаемый газ |
| 1 Г-266/320 1 Г-217/200 ЗГ-117/200 ЗГ-50/200 | Г оризонтальный двухрядный » » Г оризонтальный однорядный |
Азотоводородная смесь Азот » Воздух |
|
Дожимающие компрессоры | ||
|
2Г-420-25/320 4Г-80/5,5-220 4Г-40/5,5-220 |
Горизонтальный двухрядный Однорядный | Азотоводородная смесь Воздух » |
|
Компрессоры на оппозитных | ||
| 6М40-320/320 | Шестирядный | Азотоводородная смесь |
| 6М40-320/200 Дожимающий 4М40-680-22-320 4М25-117/200 50ТГ-130/200 |
Четырехрядный » Однорядный | Азот Азотоводородная смесь Азот » |
| 50Т-130/200 |
» | Воздух |
| Примечание: Приведенные компрессоры имеют денного к нормальным условиям (20 °С и 0,1013 МПа). |
непосредственный привод от | |
| Таблица 111,47. Техническая характеристика импортных | ||
| Страна, фирма-поставщик |
Тип, марка компрессора |
Сжимаемый газ |
Чехословакия,
Франция, СФАК
Г оризонтальный двухрядный 2ШЛК-1420
Дожимающий оппозитный 6ЧБ-К330, 355
Г оризонтальный однорядный Р1К-920
Оппозитный восьмирядный 8ТБК-300
Оппозитный восьмиряднын 8ТБК-1000
Оппозитный восьмирядный 8ТБК-800
Оппозитный, десятиряднын, мультисервизный (КМ5+
+ КМ5), включающий:
дожимающий (7 цилиндр) рециркулятор (2 цилиндр) аммиачный (1 цилиндр)
Азотоводородная смесь »
Азот
Коксовый газ »
Азот
Азотоводородиая смесь »
| j | Плотность, КГ/емЗ | Производи тельность, мЗ/ч | Давление, МПа | Число ступе ней | Приводной двигатель | Масса, т | |||
|
начальное | конечное |
мощ ность, кВт |
частота вращения, об/мин |
ком прес сора |
двига теля | ||||
|
0,41—0,48 | 16000 | 0,0991 | 31,4 | б |
4000 | 125 | 290 |
80,0 | |
| 1,25 |
13000 | 0,0991 |
19,7 | 5 | 4000 |
125 | |||
| 1,25 | 7000 | 0,0991 | 19,7 | 5 |
2000 | 125 | 150 |
52,8 | |
| 1,293 | 3000 | 0,0952 |
19,7 | 5 | 1200 |
125 | 80 | 37,35 | |
высокого давления
| 0,41—0,48 | 25000 | 2,452 | 31,4 |
3 | 4000 | 125 |
- 173 |
| 1.293 |
4800 | 0,54 | 21,58 |
4 | 840 | 167 |
44,5 |
| 1,293 |
2400 | 0,54 | 21,58 |
4 | 420 | 167 |
23,6 |
базах
| 0,41—0,48 | 18600 | 0,0981 | 31,4 |
6 | 5200 | 300 |
206 | 36,2 |
| 0,0991 | * |
|||||||
|
1,25—0,09 | 18200 | 0,0991 | 19,72 | 5 |
5000 | 300 | 227 |
36,2 |
| 0,41—0,48 |
41500 | 2,256 | 31,4 | 4 | 5000 | 300 | 115 | 37,8’ |
| 1,25 | 7000 | 0,991 | 19,72 | 5 |
2000 | 300 | 87,9 |
16,0 |
| 1,25 |
5890 | 0,991 | 5 | 2000 | 300 |
97,4 | 13,4 | |
|
6350 | 0,981 | 15,11 | ||||||
| 1,293 | 6000 | 0,981 | 19,72 | 5 |
2000 | 300 | 100,0 |
16,5 |
электродвигателя. Производительность и плотность компрессора дана для газа, приве-
поршневых компрессоров
| 5^- || | Плотность, кг/м3 |
Производи тельность, мУч | Давление, МПа |
Число ступеней |
! Мощность па валу, кВт | Частота вращения, об/мин | 1 Мощность двигателя, кВт | Масса, т | ||
|
начальное | конечное |
компрес сора |
двигателя | |||||||
| 'i!: |
0,41-0,48 | 15900 |
0,0991 | 31,4 | 6 |
3760 | 125 | 4100 | 290 | 115 |
| М. | 0,41—0,48 |
25200 | 1,177 | 31,98 |
4 | 4247 | 300 | 5000 | 156 |
26,3 |
| 1,25 |
3000 | 0,0991 | 20,19 | 5 | 125 |
930 | 78 | 37,2' | ||
| !¦: | 0,515 |
17000 | 0,0991 | 1,57 | 3 | 300 |
2500 | 104 | 21,4 |
|
| :! | 0,515 |
34200 | 0,101 | 1,86 | 3 | 300 |
5000 | |||
|
I1 | 1,25 | 8400 | 0,101 | 20,19 |
5 | 2208 | 300 |
2500 | 104 | 19,7 |
| ;н | 0,41—0,48 |
40000 | 2,452 | 31,47 | 3 | 5100 |
333 | |||
|
Г! | 0,41—0,48 | 156000 | 31,47 | 33,89 |
1 | 920 | 333 |
6780 | 167,8 | 34,12 |
| !; Si..' | - |
7700 | 0,294 | 1,82 | 1 | 565 | 333 | |||
80,0
13,6
10,8
Страна, фирма-поставщнк
Оппозитный восьмнрядный Оппозитный, дожимающий тырехряднын
ФРГ, «воч с» ФРГ, ДЕМАГ
Однорядный
оппозитнын, до-десятнрядный
жнмающнй
Оппозитный
Франция
CIBA-10
Оппозитный
CIBA-6
шестщрядныи
Оппозитный дожимающий, тырехрядный 4НС/4ар
Италия
Оппозитный дожимающий
двухрядный 2НВ/200 ар Оппозитный трехрядный
ЗНГ/З
Оппозитный четырехрядный
4НГ/5
Оппозитный четырехрядный
4НД/4
ФРГ, «ВОЧ С» Горизонтальный циркуляционный однорядный Примечание. Производительность компрессора н
Азотоводородная смесь »
Кислород Коксовый газ Азотоводородная смесь Азот
Азотоводородная смесь »
Воздух
Природный газ Азот »
Водород
I
Газовая смесь
плотность газа дана для газа,
Таблица 111,48. Характеристика отечественных
|
Тип | Сжимаемый газ |
'Плотность, кг/м3 (при и. у.) |
| К-1500-62-2 | Воздух | 1,293 |
| К-905-61-1 | 1,293 | |
|
Нагнетатель НЦ-230-3,0-3,5 |
Азотоводородная смесь нли азот |
|
| 543ЦК-440/35 |
Воздух | 1,293 |
|
Нагнетатель 22ЦКО-42/8-38 |
Природный газ | — |
| ЗЦКК-160/6 |
Азотоводородная смесь нли азот |
|
| Нагнетатель 540-41-1* |
Ннтрозный газ | 1,2 |
| К-345/92-1 | Воздух | 1,293 |
| КТК-12,5/35 | Кислород | 1,41—1,429 |
| КТК-9,6/26 | » | 1,410—1,429 |
|
КТК-7/14 | » |
1,410—1,429 |
| щ j -Н_1!! |
1 1 | 1 |
Продолжение табл. Ш,47 | |||||||
| Плотность, кг/м3 |
Давление, МПа | Н СО | «3 Q, | Масса, т . i | ||||||
| I | Производи тельность, м3/ч | начальное |
конечное | Число ступеней | Мощность на валу, к | Частота в] щення, об/мин | Мощность двигателя, кВт |
компрес сора |
двигателя | |
|
0,41—0,48 0,38 | 25000 21300— 22400 | 0,0991 1,99 | 31,4 53,96 | 6 4 | 7065 | 214 250 | 7500 3900 | 240 115 |
68,5 | |
| 1,43 |
8950 | 0,68 | 2,65 |
1 | 662 | 500 |
765 | 24,6 Общая |
||
| 0,515 | 32000 | 0,099 | 1,86 |
3 | 4520 | 273 |
5000 | 240 | 29,6 |
|
| 0,38 | 24000 | 1,32- 1,57 | 32,37 |
3 | 3560 | 330 | 3900 | 125 |
24,7 | |
| 1,25 |
9000 | 0,099 | 17,66- 19,62 | 5 | 2184 |
333 | 2500 | 105 | 20,5 | |
| 0,38 | 35000 | 2,344 |
35,42 | 4 | 4520 |
250 | 4900 | 125,8 | 35,8 | |
| 0,38 | 19500 | 1,569 |
49,15 | 4 | 3370 |
214 | 3700 | 70 | 36 | |
| 1,293 | 21200 | 0,53- 0,55 |
19,62 | 4 | 3590 | 250 | 3850 |
110 | 36 | |
|
0,73 | 12000 | 1,864 |
3,53 | 1 | ' 345 | 600 | 380 |
7,5 | 7,5 | |
|
1,25 | 11000 | 0,1 |
22,65 | 3 | 1820 | 300 | 1950 |
64,7 | 16,3 | |
|
1,25 | 8250 | 1,01 |
19,62 | 5 | 2100 | 300 | 2250 |
54 | 25,2 | |
|
0,1 | 5200 | 0,099 |
5,89 | 4 | 1073 | 375 | 1180 |
42,5 | — | |
|
0,41-0,48 | 360 | 27,57 | 31,4 | 1 | 662 | 147 | 750 |
18,5 | 17,0 |
|
приведенного к нормальным условиям (20 °С и 0,1013 МПа).
центробежных компрессоров
| !¦ | ¦ Производительность, м3/мии | Условия всасывания |
Конечное давление, МПа |
Частота вращения, об/мнн | Мощность на валу, кВт | Частота вращения двигателя, об/мин | Масса, т | ||
|
темпе ратура, °С |
давле ние, МПа |
ком-прессора | двига теля | ||||||
| !' |
1590 | 20 | 0,0952 |
0,736 | 4470 | 7400 | 3000 | 82,1 |
23,5 |
| ; | 915 | 20 | 0,0952 |
0,736 | 5690 | 4500 |
3000 | 60,5 | 12.5 |
| 233 |
0,294 | 0,343 | 7600 |
— | — |
212,03 | |||
| н |
440 | 20 | 0,0952 |
3,53 | 9439 |
3000 | 81 | 66 | |
| 42 | 25 |
0,785 | 3,728 | 16800 |
3000 | 43,00 |
|||
| 160 |
0,0981 | 0,589 | 15436 | 3000 | 28,65 | ||||
| 540 | 50 | 0,094 | 0,412 |
8455 | 2040 | 2980 |
14,7 | 6,0 | |
| 370 | 0,0981 |
1,37 | 8600 | 2600 |
3000 | 36.7 | 12.7 | ||
| 208 |
0,10 | 3,434 | 13800 |
2700 | 3000 |
42.275 | |||
| , | 160 | 0,10 | 2,551 |
9440 | 3000 | ||||
| 117 | 0,10 | 1,373 | 13640 | 3000 | 24,90 | ||||
| Плотность, | ||
|
Тип | Сжимаемый газ |
кг/м3 |
|
(при н. у.) |
K-500-6I-1 2ЦЦК-10/300-12/10
Воздух
1,293
0,41-0,48
Азотоводородная смесь
0,41—0,48
2ЦЦК-Ю/350-10
1ЦЦК-7/300-14-12
АТКА-545-5000
»
»
Аммиачные*
Аммиак
АТКА-545-5000П
* Мощность встроенного турбодетандера 870 кВт, мощность на муфте электродвига ** Производительность аммиачного компрессора в МДж/ч (Мкал/ч).
Таблица III,49, Характеристика импортных
|
Страна, фирма | Тип, марка компрессора | Сжимаемый газ* | Плотность, кг/мэ |
| Франция | Двухкорпусный |
Воздух | 1,293 |
| Барель двухкорпусный |
Природный газ | 0,73 | |
| Италия |
Воздух | 1,293 | |
|
ФРГ | 1,293 |
||
| «Инвеста» |
» | 1,293 | |
|
Циркуляционный СР4-14/12 СР4-14/10 | Азотоводородная смесь |
0,5-0,448 | |
| Голландия, ОЧК | К-301-А/ВК-302 | Аммиак | — |
|
Чехословакия, ЧКД | «Анна» | » | — |
|
«Агата» ТК-1Р-284 | » |
— | |
| ТК-Р4444+Р393 | » | — | |
| «Грета» | Пропан | — |
* Производительность и плотность дана для газа, приведенного к нормальным усл< всасывания.
** Для аммиака и пропана дана хладопроизводительиость в МДж/ч (Мкал/ч).
| Условия всасывания | Конечное давление, МПа | 0s“ | ¦б | к к | Масса, т | |||
| Производительность, м3/мин | > 53 Ф о. Е >» S н . | 41 -ч -Я со <и с «в 5 | * аз Й S * О ** 33 5 а2 J2 ало V со о |
Я >* 2 ч * « & « н < Я ЙС | « S 5 Н "J L. 5 У СЗ В-5. Л о-«о Uajcfo | А и й 8. О СХ 53 * U с. | <0 Ь * есн | |
| 525 10,65 | 20 | 0,0952 28,449 | 0,883 31,49 | 7600 2970 |
3000 | 3000 2970 |
24,5 24 | 18,5 ,5 |
| (в условиях всасывания) 10,0 7,5 | 31,49 28,449 |
34,335 31,49 | 2970 2970 |
2970 2970 |
24.5 21.05 | |||
| 23(5500)** 18,8(4500)** | — | 17 12 | +38 (конденса ции) +48 (конденса ции) |
15000 14400 | 33,09 (без аппаратуры) » |
|||
теля составляет 1170 кВт, относительная влажность газа 60%.
центробежных компрессоров
|
Производи тельность* м3/с <м3/мнн) | Условия всасывания |
Конечное давление, МПа |
Частота вращения , об/мин |
Мощность на валу, кВт |
Частота вращения, об/ мин |
Масса, т | |||
| температура, °С | давление, МПа |
компрес сора |
приводного двигателя | ||||||
|
¦ | 6,83(410) | 25 |
0,096 | 3,433 | 12580 | 1490 | 53,0 |
U3,4] | |
|
(с аппарата? | |||||||||
|
4,93(296) | 20 | 0,804 | 3,747 | 16500 |
1375 | 1490 | 1 у UU И 1 22,3 I 7,0 | ||
|
11,91(715) | — | 0,0952 | 0,618 | 4250 |
3970-4130 | 1500 |
49,9 | ||
| (с аппара- | |||||||||
| 13,00(780) | — | 0,0981 |
0,618 | — | — |
1500 | турий) 45,0 | ||
| с аппара- типлй | |||||||||
|
8,33(500) | — | 0,0952 | 0,54 | — | _ | 3000 | турой | ||
| 0,11(6,66) |
— | 29,21 | 31,78 |
2970 | 402 | 2970 | 2 20,5 ] | ||
|
0,139(8,33) | _ | 34,33 | 36,30 | 2970 |
475 | 2970 | 2 20,5 | ||
| 31844** |
—10 | — | 1,53 |
13200 | 1490 | ||||
| (7,6) | |||||||||
| 13827(3,3) |
—15 | — | 1,53 |
12100 | 1708 | 2980 | |||
| 1 |
8799(2,1) | —10 | — | 26400 | 900 |
2980 | |||
| 16500 кг/ч, | — |
0,687 | 1,51 | 12070 |
1975 | 2980 | |||
| 19274(4,6) | |||||||||
| 12151(2,9) | —5 испарение |
10700 | 1153 | 1500 |
|||||
|
+36 конденсация | |||||||||
виям; для компрессоров марки СР4/14/10 и СР4/14/12—(ГХХ) для газа в условиях
клапан в клапанной коробке 3, и газ сбрасывается через трубу 4 в атмосферу. Прн положении колокола до «максимума» клапан в клапанной коробке-гидравлически отключен от газовой среды, для чего в клапанной коробке поддерживается постоянный уровень воды. Гндрозатвор 2 служит для отвода конденсата нз газа и отключения газгольдера от межцеховых газопроводов на период ремонтов и остановок.
Газгольдеры рассчитаны на применение прн температурах окружающего-воздуха до —39 °С включительно и прн сейсмичности 6 баллов.
Для обеспечения нормальной эксплуатации газгольдера и предотвращения его переполнения по достижении колоколом крайнего верхнего положения («максимум») нли образования вакуума под колоколом н смятия крыша в случае достижения нм крайнего ннжнего положения («минимум») предусматриваются следующие мероприятия:
непрерывные показания объема газа в газгольдере; ступенчатая световая и звуковая сигнализация положений колокола; автоматическое отключение газоподводящнх илн газозабнрающнх машин прн достижении колоколом положении «максимум» н «минимум». Блокировка колокола с газоподающнмн машинами по положению «максимум» производится для газгольдеров, подключенных по схеме «без трубы сброса газа».
По характеристике окружающей среды камера газового ввода газгольдеров, предназначенных для хранения взрывоопасных газов, отнесена к взрывоопасной зоне класса В-I по газам, образующим взрывоопасные смеси категорий ПА и ПВ н групп Tl, Т2, ТЗ, Т4. Территория вокруг газгольдера отнесена к наружной взрывоопасной зоне класса В-1г (ПУЭ-76, глава VII-3). Имеется электроосвещение в камере газового ввода и будке датчиков указания объема газа.
В газгольдере поддерживается температура воды 5 °С (в резервуаре) к температура воздуха 5°С в помещении камеры газового ввода н в будке-датчиков указания объема газа. В качестве теплоносителя для отопления принят насыщенный пар давлением 0,4 МПа н ГНас=143°С— для резервуара газгольдера и давлением 0,275 МПа, Гнас=130°С для камеры газового ввода н будки датчиков указания объема газа. Для подогрева воды в резервуаре газгольдера служат пароструйные элеваторы. С целью сокращения расхода тепла, затрачиваемого на подогрев воды в резервуаре, в газгольдерах, предназначенных к строительству в районах с температурой —30 °С н ниже, предусмотрено устройство вокруг газгольдера кирпичной нли панельной утепляющей стены. В проектах предусматривается приточная вентиляция помещения камеры газового ввода с механическим побуждением в объеме 12-кратного воздухообмена в час, без подогрева воздуха, периодического действия с включением за 10 мнн до входа обслуживающего персонала.
Наряду с газгольдерами с ннжннм вводом газа через дннще, разработаны мокрые газгольдеры вместимостью 100, 300, 600, 1000, 3000 и 6000 ма с вертикальными направляющими и боковым вводом. Конструктивной особенностью этих газгольдеров является надземный ввод газа под колокол через стенку резервуара (боковой ввод) и замена кирпичной утепляющей стены современными материалами, теплоизолирующими непосредственно стенкн резервуара газгольдера. По основным техническим характеристикам эти газгольдеры не отличаются от мокрых газгольдеров с донным вводом газа, но их применение позволяет значительно сократить расход строительных мате-
Рис. 111-34. Мокрый1 ГазГОлЩа дер с боковым вводом:
1 — камера газового ввода; 2 — гидравлический затвор; 3 — клапанная коробка автоматического1 •сброса газа; 4—труба сброса . газа; 5 — газовый стояк; 6 — резервуар газгольдера; 7 — коло--кол; 8 — внешняя направляющая; 9 — внутренняя направляющая
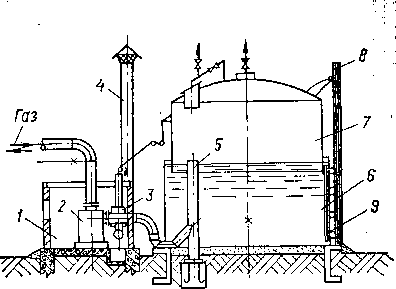
риалов н увеличить безопасность эксплуатации газгольдеров за счет ликвидации приямков под камерой газового ввода и газгольдером (рнс. III-34).
Основные технические характеристики, общие для мокрых газгольдеров с донным н боковым вводом, приведены в табл. 111,50.
По технологической схеме мокрые газгольдеры могут быть подключены на «тупнк» илн на «проход» газа со сбросом избыточного его количества в атмосферу, либо без сброса. Схема на «проход» газа применяется для обеспечения постоянного давления газа на входе его к потребителю прн неравномерной подаче газа нли для обеспечения постоянства состава газа прн смешении перед его потреблением. В остальных случаях мокрые газгольдеры подключаются к газовой сети по схеме на «тупнк». Вместимость газгольдера выбирают, как правило, исходя нз условий создания у потребителя газа промежуточного запаса газа На 10—60 мнн работы.
Сухне газгольдеры строят как низкого — до 4 кПа, так н высокого — от 0,2 до 3 МПа—давления. Герметизация газового объема газгольдеров низкого давления осуществляется с помощью специальных гибких элементов из эластичных материалов (гибкая секция), либо уплотнений поршневого типа. Наи-
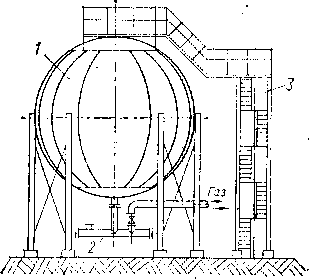
fl атмосферу
Рнс. III-35. Шаровой газгольдер:
/ — сферический резервуар; 2 — газовый коллектор; 3 — лестница
Рнс. 111-36. Сухой газгольдер постоянного давления:
/—•резервуар; 2 — гибкая секция; 3 — шайба (сплошная линия — положение гибкой секции при максимальном заполнении газгольдера; ¦ пунктирная лнння — положение гибкой секции при минимальном заполнении газгольдера); 4 — воздушник
о 6 о «•
* 5? *5 я о о а
* 5 * **
о g „ w ег ^ СО <о СО аз
0 в 2 <а
а 5 о 5
03 аз О
Я ° С
&2 Ь
СО * •
i3I§2
" Я&|Т
23о« §
1 г с“ь.°
S *** я я 2 *<ч я ас;^оН |=С « а) Й а>
2 12 я 2 ts
о О §, »§ё““
№ О. * S S
№ tr v V •
II «I
х . ^ва ^ &SS 5 S « S*« S 2
gIsl|
i s | s g
«Sog.^
Я и. О ai ® X э» о аз со аз о-о^в Я
н •у « “SsSS "'I * 5g - «8 8
=*:!! ЕХЯ S'®
^3 .вв
? ® Св Г? *
5 *- « 2 -а
S йк j н ЯШонЯ
S* °§“
ООО
я S b § ° |'°§СЙ SfiS-a
s§
ofe
csj rh
00 о со
S8
00 C4J
ю со
СОСО
§o о
о о
oo rh
о to
rh —
о о
— со со со
§o о
CO CO a> oo
LO CM
©-ОО*
-н
ta
о
Си
о о
rh rh rh 00 f-.
CM CM
о о о о
CM СМ оо СО rh —
Таблица 111,50. Характеристика газгольдеров
о о
о о a><o
СО CM
CM <N
о о о о
<N 1Л
00 о
rh —
О CD rh —
о
Q,
о
St
A
4
о
о о
ю ю О 00 — 00 СМ —
о о о со ю о rh rh
«
4
St
о о оо со rh о
—¦ Th
Ло«яН
0 S а s ®
fr я ев a> S
? Я с * о
1 а> § О S
¦в в S 5_
0 ” m с 3
1 5 о.* о
gg'SSS
О 0J X «
о) -г. в a S s * %* со о- * си
S5 * S <°
S§S§3
g 0) «в О у f- «у ев и
м I О. О. в)
ais^E
i^!§: г sas.3
^ и о к и
^so-S _ * 2 о> о> я в S* с ?
Я ОО
яя2у в< W Л 2 о
^ХО W | л
Я « S |
д. 0< и «я •
л 5 е1!?
°* -¦ 4 55 И
w га с 'w У Счь о
с я о S
? ч а о «он к ч « «
О о о ю со — о> ^
о ^ -Г сГ
о о о — rh <N tv. «о
cd
си
к
о
с
Н S3 о у в о
О ? м сз о Си ч ч
Я
я
л
4
cd
Я
5 о * cd Я
>»
Q,
в
ю §
°~51 §
о ~r~ R-О %. О
с Й X
„ О .2 cd я ч с^: w та о я О S
CQ X СО Я
« S ш Й о >» Р 2
o§gS § °<
<и
_ 5Г
о cd <-> си
ч
о
О) Tf
О I Я о V *—<
о .
н cd
ю5
2s
а!'
1§ «3 о “ ч о X
cd
с;
cd
«
о а-а Я ° S s* ю
s к >»
е Сч
. <У
cd Я
о
в
л
Ч Л cd н
s о я 2 X Я я 5 Я в
О)
я
CQ
ч
! О
.. Оч
Я Й «?
cd (_
* И-
со Я
о* я 3
st в
2 >* я сисе я
ж ??
§ s
33 СП
cd
Ct
°Е
со
| 4,0 1,94 | OilOCO OrfSO <N 00 <N to CO <N <N | 29000 10500 |
| СМ | ||
| О — |
00 <N rh О | о о |
| orhioo | о р |
|
| rh <N | OOSrh | со h- |
| со rh | ||
| CM | ||
| о — | — со oo о |
о о |
| ^¦MOO |
о р | |
| rh <N |
to ю rh rh | — I4- оо rh |
| со о со | CD — LO О | о о |
|
M 00 M о | о о | |
|
rh <N | со CM CN CN | — CN LO — |
| о S | О 00 о о | о о |
|
—« 00 о | о о | |
|
rh ся | — Oi |
—Г оя со — |
X
3
я
| № | CQ | |
| cd | о | |
| ta | си |
|
| о и | н о | |
| о |
CQ | |
| я |
||
| о | ||
| к | к | |
| cd | cd | |
| я | я | |
| CQ | cd |
га |
| S |
к | |
| н |
н | |
| ев |
>, | cd |
| я | CL | я |
| CL, и | си | |
| о | cd |
о |
| я |
я | я |
см — см © h*. cvj 00 Q lONtDO
со ю rh
»я •
Я м
я о
Я. У
оС
Я м
^ оо о о <N со a> О CO f-. h- 00
о a>
О C4J СО О
со оо о
<?> t"- h- О LO rh — —•
о оо csj о rh см оо © со ь- ь-—«ою — ——
более широкое применение нашли сухие газгольдеры высокого давления для воздуха и инертных газов вместимостью 600 м3 на давление 0,8 МПа, строящиеся по типовому проекту. Устройство шарового газгольдера схематически показано на рнс. Ш-35.
Для изотермического хранения жидкого аммиака применяют сухие газгольдеры постоянного давления (рис. 111-36) вместимостью 400 м3 с гибкой секцией, выполняемые по индивидуальным проектам. Газгольдеры предназначены для поддержания избыточного давления азота в межстенном пространстве резервуара (100—120 Па). Гибкая секция имеет форму конуса, изготавливается нз прорезиненной ткани и герметически крепится верхним краем к стенке резервуара, а иижним краем — к шайбе. При подаче газа в газгольдер гибкая секция начинает подниматься вверх, поднимая за собой шайбу, которая служит для направления движения гибкой секции без перекосов. Масса шайбы подбирается с таким расчетом, чтобы в газгольдере создавалось давление газа 100—200 Па.
7. ОРГАНИЗАЦИЯ РЕМОНТНОЙ СЛУЖБЫ [64—66]
По мере развития азотной промышленности значительно повышается ответственность ремонтных служб за обеспечение постоянной работоспособности и заданной производительности агрегатов (производств) при минимальных ремонтно-эксплуатационных издержках. Затраты на ремонт и поддержание оборудования в рабочей готовности составляют 13—15% себестоимости продукции; от качества ремонтов и сокращения их продолжительности зависит бесперебойная работа оборудования и конечные результаты основной деятельности предприятий — использование производственных мощностей, прибыль и рентабельность.
Предприятия имеют свои ремонтно-механические производства (РМП), которые обеспечивают:
проведение капитальных и текущих ремонтов оборудования основных и вспомогательных производств силами службы главного механика предприятия;
изготовление, а также восстановление запасных частей к оборудованию, сменного и нестандартизированиого оборудования.
Подразделения РМП могут также привлекаться к выполнению заказов для нужд капитального строительства (особенно в период монтажа н пуска технологических производств) и других заказчиков.
К объектам РМП относятся:
ремоитно-механическнй завод (РМЗ) илн ремонтно-механический цех (РМЦ), предназначенные для проведения капитальных и текущих ремонтов съемного технологического оборудования и изготовления запасных частей, используемых прн ремонте, а также Для изготовления сменного и нестандар-тизированного оборудования;
специализированный цех централизованного ремонта технологического оборудования, выполняющий на крупных предприятиях поузловой капитальный и текущий ремонт несъемного технологического оборудования и являющийся опорной базой специализированных бригад по ремонту несъемного оборудования;
зонные кустовые мастерские, предназначенные для выполнения текущих ремонтов и несложного капитального ремонта технологического оборудования производств, расположенных в зоне, территориально удаленной от РМЗ (РМЦ);
цеховые механические мастерские, предназначенные для технического обслуживания н текущего ремонта оборудования;
склад ремонтно-механического производства, предназначенный для хранения материалов, запасных частей, оборудования, поступающего в ремонт и отремонтированного.
Отраслевым нормативным документом, регламентирующим порядок планирования, подготовки, организации, проведения, контроля и учета различного вида работ по техническому обслуживанию и ремонту является «Система технического обслуживания и ремонта .оборудования предприятии Министерства по производству минеральных удобрений». Этот документ состоит нз двух разделов: общих указаний по планированию, организации, проведению н отчетности по техническому обслуживанию и ремонту оборудования; нормативов на остановочный ремонт предприятий, производств, цехов и особо важных объектов. Эти нормативы предусматривают определенную периодичность ремонта, его продолжительность и трудоемкость. Системой предусматривается два вида ремонта — текущий и капитальный. Каждый вид оборудования имеет свой межремонтный период — время его работы между двумя последовательно проведенными ремонтами —, свою структуру ремонтного цикла, под которой понимают чередование ремонтов в определенной последовательности н через определенные промежутки времени, и ремонтный цикл — время работы оборудования, находящегося в эксплуатации между двумя капитальными ремонтами.
В течение ремонтного цикла осуществляется один капитальный ремонт. Число текущих ремонтов NT определиют по формуле
JVT = -5—— 1.
число технических осмотров составляет
_РЦ _ РЦ
tто ^т ’
где РЦ — длительность ремонтного цикла, ч; tr0 — межосмотровой период, ч; U — межремонтный период, ч.
Для составления планов ремонтов и расчета требуемой численности рабочей силы для их проведения необходимы нормативы трудовых затрат для каждого вида ремонта. Нормативы трудоемкости ремонтов, приведенные в Системе, определены как средние величины (в чел.-ч для ремонтных рабочих
4-го разряда прн шестиразрядной сетке) и предназначены только для предварительной оценки объема ремонтных работ. Для расчета численности ремонтных рабочих по основным специальностям необходимо установить струк-туру трудовых затрат в процентах к общим затратам на ремонт. В табл. 111,51 в качестве примера приведена структура трудовых затрат для некоторых видов оборудования.
¦ Таблица III,51. Структура трудовых затрат (в °/0 от общего объема
ремонтных работ)
| Слесарные | Станочные |
Антикорро зионные |
Прочие | |||||
|
Оборудование |
работы при ремонте | |||||||
| капи таль ном |
теку щем | капи таль ном | теку щем | капи таль ном |
теку щем | капи таль ном | теку щем | |
| Г азодувки Колонные аппараты | 65 | 80 | 25 | 15 | 5 | — | 5 | 5 |
| насадочные |
65 | 85 | 10 |
5 | 15 | — |
10 | 10 |
|
тарельчатые | 65 |
85 | 15 | 5 |
10 | — | 10 |
10 |
| Компрессоры |
60 | 80 | 30 |
15 | 5 | — |
5 | 5 |
Среднегодовые трудозатраты на ремонт однотипного оборудования можно рассчитать по формуле
(&-)
Тт + Тк
где Тг — среднегодовая трудоемкость ремонтов, чел.-ч; 8640 — годовой календарный фонд времени, ч; Кг.и — коэффициент технического использования оборудования; п — число единиц однотипного оборудования, находящегося в эксплуатации; Ц н Цт — межремонтный ресурс, соответственно ремонтного-цикла и межремонтного периода, машино (аппарато)-ч; Тт и Тк — трудоемкость соответственно текущего и капитального ремонтов, чел.-ч.
Общую потребность в ремонтных рабочих определяют, исходя из суммы-трудоемкости ремонтных работ в расчете на год, которую, в свою очередь, определяют на основе годовых графиков ремонта оборудования.
Число рабочих, необходимых для выполнения работ по техническому обслуживанию однотипного оборудования, рассчитывают по формуле
1
i=l
где К — потребное число рабочих для технического обслуживания; Ф — действительный годовой фоид времени рабочего, ч; у — коэффициент переработ-п
кн норм; 2 Bi — суммарное число физических единиц однотипного оборудова-
i=i
ния; ti — среднемесячное нормативное время на выполнение технического обслуживания единицы оборудования (устанавливается аналитическим методом-на основе исследования затрат рабочего времени на техническое обслуживание).
Общую численность рабочих для технического обслуживания находят суммированием результатов, полученных по приведенной выше формуле для-всего наличного оборудования.
Выработку одного рабочего ремонтно-механической службы определяют по формуле
В=ОР/Ч,
где ОР — общий объем работ, выполненный ремонтно-механнческой службой предприятия, тыс. руб.; Ч — численность ремонтных рабочих, чел.
Число единиц основного оборудования механосборочных участков (цехов) определяют на основе трудоемкости станочных работ по формуле
„_ Тст-^и
С - Ф„К3 '
где Тот — трудоемкость станочных работ, чел.-ч; Ки — коэффициент, учитывающий увеличение трудоемкости на изготовление нестандартнзнровэнного оборудования (принимают в пределах 1,05—1,1); ФСт—действительный (расчетный) годовой фонд времени работы станка при двухсменной работе, ч; Кз — коэффициент загрузки оборудования (принимают в пределах 0,8—0,9).
Численность рабочих-станочннков находят из соотношения
п _ Тст-Ки-^з
Нст~ ФрЯмо ’
где Фр — действительный годовой фонд времени работы рабочего, ч; Кмо — коэффициент, учитывающий возможность многостаночного обслуживания и совмещения профессий (принимается равным 1,05—1,10).
В целях обеспечения бесперебойной и надежной работы оборудования, улучшения планирования и учета потребности в запасных частях н их расхода прн проведении ремонтно-эксплуатационных нужд необходимо иметь их соответствующий запас. Норму запаса деталей для ответственного оборудования можно рассчитать на основе значений трех показателей Hmin, Нтз и Нmax: Нmin — минимальное число деталей, ниже которого не должен снижаться запас деталей на складе; Нтз — число деталей, при снижении запаса, до которого необходимо дать заказ для пополнения запаса; Нтах — макси-.мальное число деталей, выше которого не должен быть нх запас на складе (равняется сумме числа деталей, соответствующего Нтin, н числа деталей, соответствующего Ятз).
Норму запаса деталей определяют по формуле
где К — коэффициент возможного увеличения расхода запасных частей (принимают в пределах 1,2—1,5); Р — нормальная партия изготовляемых запасных частей, исчисляемая по формуле
Р = ABCDlalbIT,
где А — число действующих одномодельных единиц оборудования; В — число одноименных деталей оборудования; С — коэффициент задержки, который зависит от времени, расходуемого на оформление заказа и доставку запасных частей на склад заказчику: С=1,1—1,2 для запасных частей, изготавливаемых на предприятии, эксплуатирующем оборудование; С=1,2—1,5 в случае получения запасных частей со стороны; D — срок, иа который создается заказ, мес.; Т — срок службы деталей, мес.; 1а — понижающий коэффициент, который зависит от числа одноименных едиинц оборудования; 1Ь—понижающий коэффициент, который зависит от числа одноименных деталей единицы оборудования.
Для расчетов приняты следующие значения 1а и h в зависимости от значения А и В:
Значения Ятз и Ятах определяют по формулам
Нтз = //min Р> Нmax — Нmin,Q—2)-Р.
Для правильного планирования объемов производства запасных частей в ремонтно-механических цехах необходимо знать величину их производственной мощности, под которой понимают способность закрепленных за предприятием средств труда (технологической совокупности машин, оборудования, агрегатов, установок, производственных площадок) к максимальному выпуску продукции за год (суткн, смену) в соответствии с установленной специализацией, кооперированием производства и режимом работы.
Определение величины производственной мощности ремонтно-механического цеха производится на основе следующих исходных данных:
номенклатура и количественные соотношения изготавливаемой продукции, установленные планом;
число единиц оборудования, находящегося в распоряжении цеха н вновь вводимого в течение года;
действительный фонд времени работы оборудования; трудоемкость выпускаемой продукции и передовые технические нормы производительности оборудования.
Расчет производственной мощности проводят по всей номенклатуре изготавливаемой РМЦ продукции. Производственную мощность определяют в стоимостном выражении, т. е. в тех же единицах измерения, что н при планировании производства продукции.
Расчет производственной мощности ремонтно-механического цеха проводят в следующей последовательности:
1. Составляют ведомости технологического оборудования цеха по формам 0—2 «Сводная ведомость технологического оборудования», 0—2М «Сводная ведомость металлорежущих станков», которые должны соответствовать по металлообрабатывающему оборудованию форме № 75—ТП статистической отчетности.
2. Рассчитывают коэффициент приведения действующих норм к прогрессивному уровню по форме Ц—3.
3. Указывают действительный годовой фонд времени работы еднннцы оборудования в соответствии со сменностью работы станков. Действительный годовой фонд времени работы оборудования определяют исключением нз номинального (режимного) годового фонда времени потерн времени на пребывание оборудования в ремонте, составляющее 3% прн двухсменной работе оборудования.
4. Рассчитывают трудоемкость статочных работ иа изготовление деталей по номенклатурному плану производства запасных частей, утвержденному Союзазотом. Составляют сводную таблицу трудоемкости станочных работ по группам оборудования и разделам номенклатурного плана (химическое оборудование и запасные части к нему, запасные части к насосному оборудованию и к компрессорному оборудованию и т. д.). Общую трудоемкость по группам станков корректируют на прогрессивный процент выполнения норм выработки. Определяют ведущую группу оборудования н число станков, принимаемое прн расчете производственной мощности.
5. Производственную мощность по изготовлению машяностронтельной продукции РМЦ предприятия определяют по формуле
Мп = Шв,
где N — годовая программа по изготовлению запасных частей и оборудования, тыс. руб.; Пв — производственная возможность водущей группы оборудования:
Пв = яФг/Т,
где п — число станков ведущей группы, принятое в расчет; Фг — годовой -фонд времени работы единицы оборудования, ч; Т — трудоемкость изготовления продукции ведущей группой оборудования, ст.-ч.
Важное значение для нормального протекания производственных процессов на предприятии имеет качество ремонта, которое зависит от таких основных слагаемых как качество ремонтной документации, качество технологического оборудования, качество запасных частей, качество труда ремонтников.
На каждом предприятии необходимо создание комплексной системы управления качества ремонта. Применительно к ремонтному производству главная цель КС УКР заключается в достижении и поддержании высокого качества ремонта с наименьшими затратами общественного труда. Эта цель достигается реализацией следующих задач:
совершенствование организации и управления производством; установление и планирование качества ремонтов оборудования и проведение организационно-технических н других мероприятий, обеспечивающих заданный уровень качества;
своевременная и качественная подготовка производства; внедрение в производство прогрессивной технологии ремонта н новейших достижений науки и техники;
метрологическое обеспечение качества ремонта; совершенствование организации технического контроля; совершенствование системы морального и материального стимулирования •качества ремонта.
Определение экономического эффекта от внедрения КС УКР следует производить на основании анализа результатов производственно-хозяйственной деятельности предприятия до и после ее внедрения.
Основными критериями для расчета экономической эффективности КС УКР являются:
экономия от сокращения сроков простоя оборудования в ремонте; экономия от снижения затрат на проведение ремонтов;
экономия or снижения затрат на техническое обслуживание оборудования по отдельным видам обслуживания (введение послеосмотровых ремонтов) ;
экономия от снижения себестоимости изготовления запасных частей; экономия от изготовления запасных частей с более высокой категорией качества.
1. ОБЩАЯ ЧАСТЬ
Некоторые важнейшие физические константы:
Заряд электрона, Кл....................1,602-Ю-18
Масса покоя, кг
электрона..........................0,9109.10~27
протона . .....................1,6726-10~27
Основные уравнения приведены ниже.
Закон Ома:
/ = U/Z,
где I — ток, A; U—напряжение, В; Z — сопротивление, Ом.
Полное сопротивление
где R=p(l/s)—активное сопротивление; Xl=2nfL — индуктивное сопротивление; Хс= 1/|(2я/С)—емкостное сопротивление; р — удельное электрическое сопротивление, Ом-мм2/м; I — длина проводника, м; s — сечение проводника, мм2; L — индуктивность, Н; С — емкость, ф; f — число периодов в 1 с, Гц.
Частота вращения магнитного потока в статоре электродвигателя (об/мин):
где р — число пар полюсов статорной обмоткн.
Вращающий момент электродвигателей
M = mPjn,
где М — момент силы, кгс; Р — мощность, кВт; п — частота вращения, об/мнн. Механическая постояннаи времени разбега электродвигателя
Тм = сэч/тм,
где CD2 — маховой момент, кгс/м2.
^ <oz; §2 оо~~
ooN.oo — oooNTo'N.^fOooo^ooooBoo© <0 0©*© ©
“о2ч М « Р 2
я Й ® 2* гТ 3*2 « ® и
ЯДл 0,0в *« «ЩО —
§8|й“ь
Ы '
СЧ — т!«00 —• CM — — CM —. <м CO —•
0.(0
g н fflO .u
Is ess?
r s 0) О Q, .*
U н о 4> fcf
Таблица IV, 1. Основные характеристики токопроводящих металлов и сплавов
00 00 00
e(
О *«4. в
олТ п. н «в с о * о о5Г ч « н с са
CM cr> I ^
о. ® о Й-0-O.K'i н^.в яЛч «л о asq 0,0 о
CD
CD
oo ю
- -Tf —•
—* © о ©
| © ©(OQS I I OO ^ I C5^CO®« I I ~*
о sn g-o о gC
с * t *7
я л я
К -J
CD
CM
Tf« © ©
s
8 8|?? sag **g
ft Й « § s
e(a) о н *
>>^®o
О
> о * ^ о о - оо О
I I |ю
Ю 00 О
<5
00 00 о
N. —
CD < 00 см' h- со с
os:
cu 0.5
с в g «
ч в X С
e( u f- ^ щ о и cu as «
С
S О CM
О CD CD
S-O-OOQQCOW Ю 1 © CM N- I Й0ОО CD I CO CM I CD О О Ю 00 —« О
со о
00 05
&s
“¦чУ
1»
S ч
111 в H

§g
St:
ч
С
CM ^ CM ©
о*.
о
| Ю CM | © | a | ю CM 00 CO CM ^ |
| 7s- | CD 1 1 | 0 | | | ^ — © 4!f О N. 1 4^-1 1 1 1 — |
| 0 — 0 | co — 0 | 00 Ю | © © О ОЮ © CO CM ^ |
| — | 00 | ©Г | © © |
SN. о
Q О Ю Ю -Ю СМ © ю ю ^ ОО 0)0^0 0)00 05^ IOCT5N 05 00 со »¦—*
CD CD CD CD ^ см Ю CD CO —' CM ^ CD CM 00
¦ I I 2 I I I ! I I I II I I I I I I I I
ю О ю Ю Ю О © CD N. OON.O ©©N.00
05 05 0^f00^f0>0> Ci OOOO—*
00 CM ^WNC0inCDO5»- 05 —• CD Ю CD
-Г —~ ---* o" ©" ©" o~ ©Г — o’ ©~ ©" ©” ©" o*
4 I I I I I I I I 1 I I I
О 00 CM — ОЮОО© Ю cocooowowo too
OOCi’tlO , О , CM 00 00 CM 00 О —* . , N. ©
00 00 —* CM [ СО О ^ CM j CM — — — CM Ю CM I [ 00
© © © © ©.— © o"o o~ d'c’oVo'o'o’ ©**©*’
со •— со *ю —* -см Ю оо О 00 О CD со N. ю оо -со -сою
§СМ 1C © *!f со О ^ N. со CD О СМ О — —* о о см *— ю « ©О -О -~*© -О о 05 СМ о —- « о©
• ^ - © - О © -О • ------
Г1Г1П r-ч ~еп о ©ООООО л
о о о CD О О ОО©©©—©©©©©О о©
I I l& I IS I II I N I I N I I? 13 И
CD —• СО *Ю —< -СМ Ю оо о 00 О CD со N. Ю 00 -ср -со ю
о СОЮ © о
см N. - со О оо
^ N. СО ю ^ СМ
См—«CM'-^CON-O—*©-чО^<
10 1 ” I IS8 IS IS м
8-2-
Ю
©
|
Параметр | Медноза- кисные | Селеновые |
Германиевые | Кремниевые |
| Плотность тока прн охлаждении, А/см2 | 80 | |||
|
естественном | 0,04 |
0,07 | 40 | |
|
искусственном | 0,14 |
0,20 | 100 | 200 |
| Обратное напряжение (эффективное), В | 6 |
25 | 110 | 380 |
| Максимальная рабочая температура, °С Коэффициент полезного действия, % | 50 | 85 | 65 | 140 |
|
78 | 92 | 98,5 |
99,6 | |
| Относительный объем элементов | 30 |
15 | 3 | 1 |
| Внутреннее падение напряжения, В | 0,2 | 0,6 |
0,5 | 0,7 |
Стрела провеса проводов линии передачи
/ = lzy/8a,
где I — длина пролета между опорами, м; у — удельная нагрузка проводов, кгс/(м-мм2); а—механическое напряжение в проводе, кгс/мм2.
Число периодов колебания шнн в секунду
где е — модуль упругости (для меди 8= 1,25-10е кгс/см2, для алюминия е=0,72-106 кгс/см2); /— момент инерции шин, см4 (для плоских шин /=> =Л63/12, h и Ь—стороны сечения; для круглых шин /=0,05 rf4, где d — диаметр шины); g — нагрузка на единицу длины пролета, кгс/см.
Коэффициент к, учитывающий изменения допустимой токовой нагрузки на аппараты и проводники в зависимости от условий нагрева
k—~\/ (0Д— вр)/(вд— 6о)>
ДиЯЯР
Т ¦ j
где 0Д допустимая температура, °С; 0Р и 0О — расчетная и фактическая окружающая температура, °С.
Таблица IV,3. Удельная электропроводимость водных растворов электролитов при 18°С (104 Ом-'-см-1)
|
Содержание безводного электроли* ¦ та, % | КС1 | NaCl | NHjCl |
ZnSOj | C11SO4 | кон | NaOH | H2SOi |
НС1 |
| 5 |
690 | 672 | 918 |
191 | 189 |
1969 | 2085 | 3940 |
|
| 10 | 1359 |
1211 | 1776 | 321 |
320 | 3125 | 3093 | 3915 | 6302 |
| 15 | 2020 | 1642 | 2586 | 415 |
421 | _ | 3490 |
5432 | _ |
| 20 | 2677 | 1957 |
3365 | 469 | _ |
— | 3284 | 6527 |
7615 |
| 25 |
— | 2135 | 4025 |
480 | — | — | 2717 | — |
— |
| 30 | — | — | — |
444 | — | 5555 |
2074 | 7388 | 6620 |
| 40 | 4595 |
1206 | 6800 | 5152 |
|||||
| 50 | — |
— | — | — |
— | — | 820 | 5405 | |
| 90 | — | — |
— | — | — |
— | — | 1075 | - |
Порядок высших гармоник, генерируемых многофазным выпрямительным агрегатом на стороне переменного тока,
v — npdb 1,
где v — порядок высших гармоник; п — целое число (1, 2, 3, 4 и т. Д.); Р — число фаз выпрямительной установки. Токи высших гармоник выпрямительного агрегата
где / и /, — величины первой и высших гармоник.
В табл. IV, 1 — IV,3 приведены характеристики проводников, полупроводников и электролитов.
Для азотной промышленности с непрерывным технологическим процессом, для которого характерна относительно ровная электрическая нагрузка, максимальная потребная мощность Ртах (кВт) наиболее просто определяют с помощью коэффициента спроса Кс'.
Р max = КсРу <
где Ру — установленная мощность электроприемников, кВт.
В данном случае решающее значение для введения коэффициента спроса Кс оказывает не обычное несовпадение максимумов нагрузок, а наличие реального разброса потребных мощностей для отдельных однотипных агрегатов, а также сопротивлений потокам технологических газов и жидкостей через трубопроводы, аппаратуру, катализаторные слои.
Суммарно разброс достигает ±60%, что требует введения обоснованного расчетного запаса при оценке мощности, необходимой для отдельного агрегата. Последующее его постепенное исключение возможно на вышестоящих участках электрической сети.
Рекомендуется вводить коэффициент спроса, равный 0,9, на всех ступенях суммирования нагрузок (на силовых распределительных пунктах 0,38— 0,66 кВ, на шинах КТП, на шинах 6—10 кВ распределительных подстанций
и, наконец, на шинах ГПП или ПГВ).
Расчет времени использования максимальной нагрузки и потерь
Число часов работы производств химической промышленности обычно равно 8000, из них максимум нагрузки приходится на 7000—7500 ч.
Для условий азотной промышленности годовые графики нагрузки имеют степенную зависимость, которая в относительных единицах может быть определена по формуле
Р, = <®,
* *
/
где Р. — относительные величины нагрузки; t, — относительная их продолжительность за год; а — степенная зависимость годового графика нагрузки.
Тогда продолжительность (время) использования максимума нагрузки будет равна:
1
Г,== J** 'ai*= a-f 1 *
0
Потери мощности соответственно равны
АР = t2a.
*
Время потерь
1
Т* = j = "2a+1.....'
о
Отсюда
г. = Г,/(2-Г.).
Абсолютное значение максимума потерь (ч/год) равио:
Т
т= 2— У/8760 *
2. КЛАССИФИКАЦИЯ ПРОИЗВОДСТВЕННЫХ ПОМЕЩЕНИЙ И НАРУЖНЫХ УСТАНОВОК ПО ПОЖАРО- И ВЗРЫВООПАСНОСТИ
В производствах азотной промышленности перерабатывают различные газы и жидкости, отличающиеся как физико-химическими, так и пожаро- и взрывоопасными свойствами. Поэтому разнообразен выбор электрооборудования как в общепромышленном исполнении, так и взрывозащищенном.
Классификация производственных помещений - по общей характеристике среды приведена в главе 1-1 ПУЭ—76 [1].
Газы и газовые смеси с относительной плотностью по воздуху меньше единицы (например, водород, природный газ, азотоводородная смесь) скапливаются в основном вверху, поэтому в установках для получения водорода, компрессорных станциях природного, водяного и полуводяного газов, азО-товодородной сМеси и других аналогичных помещениях наиболее опасной ивляется верхняя зона помещения. Устройство вытяжных шахт и фонарей позволяет значительно уменьшить или полностью устранить вероятность образования в помещениях опасных концентраций указанных газов.
Пары легковоспламеняющихся жидкостей и газы с относительной плотностью больше единицы (особенно с плотностью в пределах 1,5—2) скапливаются внизу помещения. Так, например, в насосных установках бензина, бензола, циклогексаиа наиболее опасной является нижияя зона. В связи с этим помимо общеобменной вентиляции весьма важным является устройство В таких помещениях местных отсосов от оборудования.
Смеси воздуха с парами легковоспламеняющихся жидкостей (ЛВЖ) относятся к взрывоопасным, если температура вспышки смеси не превышает 61 °С, причем опасными являются ЛВЖ с температурой вспышки паров ниже 28 °С и самыми опасными — с температурой вспышки паров ниже 15 “С.
Взрывоопасные смеси газов и царов с воздухом в зависимости от температуры самовоспламенения подразделяются на шесть групп [2]:
| Группа | Т. самовоспл. | Группа |
Т. самовоспл. |
| Т1 |
Выше 450 | Т4 |
Выше 135 до 200 |
| Т2 |
Выше 300 до | ||
| 450 | Т5 |
Выше 100 до 135 | |
| ТЗ |
Выше 200 до | ||
| 300 | Тб |
Выше 85 до 100 |
При нормальном режиме работы электрооборудования как при длительном, так и при кратковременном иагреве температура наружных его частей должна быть ниже иижиего предела температуры самовоспламенения окружающей взрывоопасной смеси.
Одним из наиболее распространенных взрывозащитиых устройств электрооборудования является флаиценая (щелевая) защита. Взрывоопасные смеси газов и паров с воздухом (промышленные газы и пары) в зависимости от размера БЭМЗ (БЭМЗ — максимальный зазор между фланцами оболочки, через который ие происходит передача взрыва из оболочки в окружающую среду при любой концентрации смеси в воздухе) подразделяются на три категории [2]:
Категория БЭМЗ, мм
IIА Более 0,9
IIB Более 0,5 до 0,9
НС До 0,5
В СССР категории и группы взрывоопасных смесей определяет Всесоюзный научно-исследовательский, проектио-коиструкторский н технологический институт взрывозащищеииого и рудничного электрооборудования — ВНИИВЭ (г. Донецк).
С 1980 г. введен ГОСТ 12.1.011—78, в котором приводятся новые обозначения классификации взрывоопасных смесей газов и паров ЛВЖ с воздухом по категориям (ИА, ИВ, IIC) и группам (TI, Т2, ТЗ, Т4, Т5, Тб); к категории I относится рудничный метай, к категории II — промышленные пары в газы.
В табл. IV,4 в соответствии с ГОСТ 12.1.011—78 приведено распределение взрывоопасных смесей по категориям и группам.
Таким образом, к наиболее опасным можио отнести среды, содержащие тяжелые газы и пары (плотностью 1,5—2,0 г/см3), с низким иижним пределом взрываемости (до 2,5%) и низкой температурой самовоспламенения (а для паров ЛВЖ еще и с низкой температурой вспышки — меиее 15 °С).
При определении степени опасности сред, содержащих взрывоопасные газы и газовые смеси, а также пары ЛВЖ, необходимо учитывать ие только конечный продукт производства, но также и исходные продукты, участвующие в технологическом процессе, причем отдельно для каждого помещения. Чаще всего исходные и конечные продукты производства имеют разную степень взрывоопасности.
Таблица IV,4, Распределение взрывоопасных смесей веществ с воздухом по категориям и группам
Метан (рудиичиый)
I
IIA
Т1
Т1
Аммиак, аллилхлорид, ацетои, ацетоиитрил, бензол, беизотифторид, вииилхлорид, вииилиденхло-рид, 1,2-дихлорпропаи, дихлорэтан, диэтиламин, диизопропиловый эфир, доменный газ, изобути-леи, изобутаи, изопропилбензол, кислота уксусная, метан (промышленный), метилацетат, а-ме-тилстирол, метилхлорид, метилизоциоиат, метил-хлороформиат, метилциклопропилкетон, метилэтил-кетон, оксид углерода, пропаи, пиридии, растворители Р-4, РС-1, Р-5, разбавитель РЭ-1, сольвент нефтяной, спирт диацетоновый, стирол, толуол, трифторхлорпропан, трифторпропаи, три-фторэтан, трифторхлорэтилеи, триэтиламин, хлорбензол, циклопеитадиен, этаи, этилхлорид, Алкилбензол, амилацетат, ацетаигидрид, ацетил-ацетон, ацетилхлорид, ацетопропилхлорид, бензин Б95/130, бутан, бутилацетат, бутилпропиоиат, вииилацетат, винилидеифторид, ¦ диатол, диизо-пропиламин, диметиламин, диметилформамид, изо-пеитан, изопрен, изопропиламии, изооктаи, кислота пропионовая, метиламии, метилизобутилке-тои, метилметакрилат, метилмеркаптаи, метил-трихлорсилан, 2-метилтиофеи, метилфураи, моио-изобутиламин, метилхлорметилдихлорсилаи, оксид мезитила, пеитадиеи-1,3, пропиламин, пропилен; растворители № 646—649, РС-2, БЭФ, АЭ; разбавители: РДВ, РКБ-1, РКБ-2, спирты: н-бутиловый, изобутиловый, изоамиловый, трет-бутиловый, изопропиловый, метиловый, этиловый; трифторпропилметилдихлорсилаи, трифторэтилен, трихлорэтилен, изобутилхлорид, этиламии, этилацетат, этилбутират, этилеидиамии, этилеихлор-гидрин, этилизобутират, этилбензол, циклогекса-иол, циклогексанон.
IIA
Т2
ИА
ТЗ
Бензины А-66, А-72, А-76, растворитель для резиновой промышленности («Галоша»), Б-70, экстракционный, бутилметакрилат, гексаи, гептан, дизельное топливо ДЗ, диизобутиламин, дипропил-амин, изовалериановый альдегид, изооктилен, камфен, керосин, морфолин, нефть, петролейиый эфир, полиэфир ТГМ-3, пеитаи, растворитель № 651, скипидар, спирт амиловый, триметиламии, топливо Т-1, ТС-1, уайт-спирит, циклогексан, цик-логексиламин, этилдихлортиофосфат, этилмеркап-таи
НА
Т4
Ацетальдегид, альдегиды изомасляиый, масляный, пропиоиовый, декаи, тетраметилднамииометаи, 1,1,3-триэтоксибутаи
IIA
ИА
IIB
Т5
Тб
Т1
Коксовый газ, синильная кислота (HCN)
| Категория | Группа | Вещество |
| ив | Т2 |
Дивинил, 4,4-диметилдиоксаи, диметилдихлорси-лан, диоксан, диэтилдихлорсилан, камфорное масло, кислоты акриловая, метилакрилат, метил-винилхлорсилан, нитрил акриловой кислоты, иит-роциклогексаи, оксиды этилена, пропилена, 2-ме-тилбутилена-2; растворители: АМР-3, АКР; три-метилхлорсилан, формальдегид, фуран, фурфурол, эпихлоргидрин, этилтрихлорсилаи, этилен |
| IIB | ТЗ |
Акролеин, винилтрихлорсилан, сероводород, тет-рагидрофуран, тетраэтоксилан, топливо дизельное (зимнее), формальгликоль, этилдихлорснлаи, этилцеллозольв |
| IIB | Т4 | Дибутиловый и диэтиловый эфиры, диэтиловый эфир этиленгликоля |
| IIB |
Т5 | — |
|
IIB | Тб | — |
| IIC | Т1 |
Водород, водяной газ, светильный газ, водород 75% + азот 25% |
| ис | Т2 | Ацетилен, метилдихлорсилан |
| IIC | ТЗ | Трихлорсилан |
| 1IC | Т4 |
— |
| IIC |
Т5 | Сероуглерод |
| ис | Тб | — |
Таблица IV,5. Классы взрывоопасных зон
Характеристика
Класс
В-I Зоны, расположенные в помещениях, в которых выделяются горю
чие газы или пары ЛВЖ в таком количестве и с такими свойствами, что они могут образовать с воздухом взрывоопасные смеси при нормальных режимах работы, например, при загрузке или разгруз ке технологических аппаратов, хранении или переливании ЛВЖ, Находищкхся в открытых емкостях, и т. п.
В-Ia Зоны, расположенные в помещениях, в которых при нормальной
эксплуатации взрывоопасные смеси горючих газов (независимо от нижнего концентрационного предела воспламенения) или паров ЛВЖ с воздухом не образуются, а возникают только в результате аварий или неисправностей В-16 Зоны, расположенные в помещениях, в которых при нормальной
эксплуатации взрывоопасные смеси горючих газов или паров ЛВЖ с воздухом не образуются, а возможны только в результате аварий или неисправностей, и отличаются одной из следующих особенностей:
I) горючие газы в этих зонах обладают высоким нижним концентрационным пределом воспламенения (15% и более) и резким запахом при предельно допустимых концентрациях по ГОСТ 12.1.005— 76 (например, машинные залы аммиачных компрессорных и холодильных абсорбционных установок).
Характеристика
2) помещения, где размещены производства, связанные с обращением газообразного водорода и в которых по технологическим условиям исключается образование .взрывоопасной смеси в объеме,, превышающем 5% свободного объема помещения, имеют взрывоопасную зону только в верхней части. Взрывоопасная зона условно-принимается от отметки 0,75 общей высоты помещения (считая от уровня пола), ио не выше кранового пути, если ои имеется (например, помещения электролиза воды, зарядные станции тяговых и. стартериых аккумуляторных батарей). Этот пункт не распространяется на помещения с турбогенераторами, имеющими водородное охлаждение, при условии, что помещение обеспечено вытяжной вентиляцией с естественным побуждением; в этих электромашииных помещениях имеется нормальная среда.
Класс
В-1г
Пространства у наружных установок: технологических установок,, содержащих горючие газы или ЛВЖ (за исключением наружных установок аммиачных компрессорных установок), надземных и подземных резервуаров с ЛВЖ или горючими газами (газгольдеры), эстакад для слива и иалива ЛВЖ, открытых нефтеловушек, прудов-отстойииков с плавающей нефтяной пленкой н т. д. Сюда же относятся пространства у проемов за наружными ограждающими конструкциями помещений с взрывоопасными зонами классов В-1, В-Ia и B-II (исключение составляют заполненные стеклоблоками проемы окон), пространства у наружных ограждающих иоиструк-ций, если иа них расположены устройства для выброса воздуха н» систем вытяжной вентиляции помещений с взрывоопасными зонами^ всех классов или если они находятся в пределах наружной взрывоопасной зоны; пространства у предохранительных и дыхательных; клапанов емкостей и технологических аппаратов с горючими газами и ЛВЖ.
Для наружных взрывоопасных установок взрывоопасная зона класса В-1г считается в пределах до:
а) 0,5 м по горизонтали и вертикали от проемов за наружными ограждающими конструкциями помещений с взрывоопасными» зонами классов В-I, B-Ia; B-II;
б) 3 м по горизонтали и вертикали от закрытого технологического аппарата, содержащего горючие газы или ЛВЖ; от вытяжного вентилятора, установленного снаружи (иа улице) и обслуживающего помещения с взрывоопасными зонами любого класса;
в) 5 м по горизонтали .и вертикали от устройства для выброса-' из предохранительных и дыхательных клапанов емкостей и от технологических аппаратов, содержащих горючие газы или ЛВЖ, от* размещенных иа ограждающих конструкциях зданий устройств систем вытяжной вентиляции помещений с взрывоопасными зонами» любого класса;
г) 8 м по горизонтали и вертикали от резервуаров с ЛВЖ или: горючими газами (газгольдеров), при наличии обвалования — в пределах всей площади внутри обвалования;
д)" 20 м по горизонтали и вертикали от места открытого слива? и налива для эстакад с открытым сливом и наливом ЛВЖ.
Эстакады с закрытыми сливо-наливными устройствами, эстакады и опоры под трубопроводы для горючих газов и ЛВЖ не относятся к взрывоопасным, за исключением зон в пределах до 3 м: по горизонтали и вертикали от запорной арматуры и фланцевых. соединений трубопроводов, в пределах которых электрооборудование должно быть взрывозащищеииым для соответствующей категории и группы взрывоопасной смеси.
S-II Зоны, расположенные в помещениях, в которых выделяются во
взвешенном состоянии горючие пыли или волокна в таком количестве и с такими свойствами, что они способны образовать с воздухом взрывоопасные смесн при нормальном режиме работы (например, при загрузке и разгрузке технологических аппаратов) B-IIa Зоны, расположенные в помещениях, в которых при нормальной
эксплуатации не возникают опасные состояния, характерные для зон класса B-II, а такие состояния возможны только в результате аварий или неисправностей.
Примечание. Зоны лабораторных и других помещений, в которых небольшое количество горючих газов и ЛВЖ недостаточно для создания взрывоопасной смеси в объеме, превышающем 5% свободного объема помещения, и в которых работа с горючими газами и ЛВЖ ведется без применения открытого пламени, относятся к классу В-16. Эти зоны не относятся к взрывоопасным, если работа с горючими газами и ЛВЖ ¦проводится в вытяжных шкафах или под вытяжными зонтами.
Ниже приведена классификация взрывоопасных зон помещений и наружных установок в зависимости от производственных факторов и физико-хи-•мическнх свойств парогазовоздушных смесей.
Согласно главе VII-3 ПУЭ-76 [2], в зависимости от возможности появления взрывоопасной смеси, взрывоопасные зоны делят на классы •{табл. IV,5).
При определении класса взрывоопасных зон принимают следующее:
A. Взрывоопасная зона в помещении занимает весь объем помещения, «если объем взрывоопасной смесн превышает 5% свободного объема помещений.
Б. Взрывоопасной считается зона и пределах до 5 м по горизонтали и -вертикали от технологического аппарата, из которого возможно выделение •горючих газов илн паров ЛВЖ, если объем взрывоопасной смеси равен или менее 5% свободного объема помещения. Помещение за пределами взрывоопасной зоны следует считать невзрывоопасным, если нет других факторов, создающих в нем взрывоопасность.
B. Взрывоопасная зона наружных взрывоопасных установок ограничена ^размерами, приведенными в табл. IV,5.
Камеры вытижных вентиляторов, обслуживающих взрывоопасные зоны любого класса, относятся к тому же классу взрывоопасности.
Для вентиляторов, установленных за наружными ограждающими конструкциями н обслуживающих помещения с взрывоопасными зонами классов 'В-1, В-Ia и В-И, электродвигатели принимаются как для зоны класса В-1г.
Камеры приточных вентиляторов, обслуживающих взрывоопасные помещения, относится к невзрывоопасным, если их воздуховоды оборудованы са--мозакрывающимнся обратными клапанами, ие допускающими проникновения взрывоопасных смесей в приточные камеры прн прекращении подачи воздуха. Обратные клапаны должны быть установлены в местах пересечения воздухо-гводов со стенами нлн перекрытиями. При отсутствии обратных клапанов камеры приточных, вентиляторов относятся к взрывоопасным зонам того же •класса, что и обслуживаемые ими помещения.
Зоны в помещениях или для наружных установок в предела* до б м горизонтали н вертикали от аппарата, в котором присутствуют или могут [Образоваться взрывоопасные смеси, а технологический процесс ведется с применением открытого огия, а также зоны, в которых технологические аппараты дмеют раскаленные части нлн поверхности, нагретые до температуры самовоспламенении горючих газов, паров ЛВЖ, горючей пыли нли волокон, ие •носятся в части их электрооборудования к взрывоопасным. Классификацию зоны в помещениях или дли наружной установки за пределами указанной [пятиметровой зоны следует определять в зависимости от технологических процессов, которые в ннх проводятся.
Если в зоне помещения или наружной установки твердые, жидкие и газообразные горючие вещества сжигаются в качестве топлива или утилизируются путем сжигания, то такая зона не относится в части ее электрооборудования к взрывоопасной.
В помещениях котельных, встроенных в здания и предназначенных для работы на газообразном или жидком топливе (температура вспышки 61 °С и ниже), необходимо предусматривать определенный минимум взрывозащищен-ных светильников, включаемых перед началом работы котельной. Выключатели для светильников устанавливаются вне помещения котельной. Электродвигатели вентиляторов, включаемых Перед началом работы котельной установки, н их пускатели, выключатели н другие аппараты, должны быть взры-возащнщенными для соответствующих категорий и групп взрывоопасных смесей, если оии установлены внутри помещений котельных установок. Проводка к вентиляционному электрооборудованию и к светильникам должна соответствовать классу взрывоопасной зоны.
J
Hi
Отдельные, изолированные от взрывоопасных, помещения газоанализаторов для анализа взрывоопасных газов, паров н газовых смесей могут быть отнесены к невзрывоопасным, если объем помещения таков, что при полном разрыве газоподводящей трубки одного газоанализатора (независимо от их числа в данном помещении) и при давлении газа в нем не более 8 мм вод. сТ (78,5 Па) нижний предел взрываемости газа в смесн с воздухом не может быть достигнут в течение 1 ч.
Важнейшими профилактическими мероприятиями, повышающими надежность работы производств, явлиются саннтарно-техническаи вентиляция, предусматриваемая во всех помещениях, и автоматическая сигнализация при возникновении взрывоопасной концентрации.
В табл. IV,6 приведена классификация производственных помещений и наружных установок азотной промышленности по пожаро-взрывоопасиости, составленная в соответствии с главами VII-3 н VII-4 ПУЭ—76. [2].
111:
Ниже приведены требования к помещениям с распределительными устройствами и другим электрооборудованием, которые могут быть встроены во взрывоопасные помещения либо пристроены к ним. Запрещается непосредственное размещение распределительных устройств напряжением до 1000 В и выше, трансформаторных н преобразовательных подстанций с электрооборудованием общего назначении во взрывоопасных зонах любого нласса. Они могут сооружаться в отдельных помещениях встроенными илн пристроенными к помещениям со взрывоопасными зонами либо быть отдельно стоящими. Допускается встраивать (или пристраивать) помещения распределительных устройств (РУ), трансформаторных подстанций (ТП), в том числе комплект-
396
Класс взрыво- или по-жаро-опас-ной зоны по ПУЭ-76
Категория по СН н П 11—90-81
Общая характеристика среды
Отделение, цех или корпус
Архитектурно-строительные формы сооружения
Взрыво-, пожароопасность среды
частично импортном оборудовании.
Блок 5
1.7. Отделение синтеза аммнака
|
Наружная установка |
Атмосферные условия | А | IIB-T1 —газовая смесь |
В-1г |
| То же |
То же | А | IIB—Т1 — конвертированный газ | В-1г |
| » | » |
А | IIC-T1 —азотоводородная смесь; IIB-T1 — конвертированный газ |
В-1г |
| Наружная установка | Атмосферные условия | А | IIC-T1 — газ после МЭА очистки от СОг; IIB-T1 конвертированный газ | В-1г |
| Одноэтажное здание высотой 17 м с площадками на отметке 6 м | Химически малоактивная |
А | IIC-T1 — азотоводород-иая смесь; IIA-T1 — природный газ |
В-1а |
| Наружная установка | Атмосферные условия | А | IIC-T1 — газ на входе в отделение метаниро-вания и на выходе из него | В-1г |
| То же | То же |
А | IIC-T1 — азотоводородная смесь; IIB-T1 продувочные н танковые газы | В-1г |
Производство аммиака мощностью 450 тыс. т/год на отечественном и
Агрегат синтеза аммиака АМ-76
1.1. Отделение сероочистки Блок 1.1
1.2. Отделение конверсии метана Блок 1.2
1.3. Отделение конверсии оксида углерода
Блок 1.3
1 4. Отделение моноэтаноламино-вой очистки
Блок 3 1.5. Отделение компрессии
Блок 4
1,6, Отделение метаниро.вания
| - •• | • • | |||
|
Наружная установка |
Атмосферные | А |
IIC-T1 — азотоводород | В-1г |
| условия |
ная смесь; IIB-T1 | |||
| Одноэтажное здание вы |
Нормальная | Д |
Невзрывоопасная | — |
| сотой 7,2 м | ||||
| То же, высотой 15 м | То же | Г |
Непожароопасное | — |
| роизводство азотиой кислоты. Агрегаты | АК-72 и АК-72М | / | ||
|
Помещение | Оксиды азота | Д | Невзрывоопасная | — |
| То же | То же | Б |
IIA-T1 — аммиак | В-16 |
| Наружная установка |
Атмосферные | Д |
IIA-T1 — аммиак | В-1г |
| условия | ||||
| То же |
Окснды азота, | д |
Невзрывоопасная | — |
| пары азотной | ||||
| кислоты | ||||
| » | То же | д |
То же | — |
|
» | Атмосферные |
г | То же | |
| условия | IIA-T1 — аммиак | В-1г | ||
|
Помещение | Пары соляной | Д ' | Невзрывоопасная, азо | — |
|
кислоты | товодородная смесь, на | |||
| личие открытого огня |
||||
| Наружная установка | Оксиды азота, | д | Неззрывоопасная | — |
| пары азотиой |
||||
|
кислоты | ||||
Блок 6
1.8. Абсорбционно-холоднльиая станция Блок 9
1.9. Насосная (установка пи тельных насосов)
Блок 1.2
1.10. Котельная
Блок 2
2.1. Помещения для газотурй ного агрегата и контакти аппаратов
Зона в раднусе 5 м от д* фереициальных маномет{ расхода аммиака и флан] вых соединений, обратн< клапана на линиях газообразного аммиака и от смеа контактного аппарата
2.3. Отделение охлаждения промывки нитрозного газа
2.4. Отделение абсорбции
2.5. Отделение каталитическ< очистки; зона в радиусе 5 от воздушника в блоке н греза газа
2.6. Помещение для регенерат платиновых сеток
2.7. Насосная склада
со
со
Класс : во- или пожаро-опасной зоны по ПУЭ-76
Категория по СН и П 11—90-81
Взрыво-
Архитектурио-строитель-ные формы сооружения
Общая характеристика среды
пожа роопа сность среды
Производство аммиачной селитры мощностью 460 тыс. т/год. Агрегат АС-72
| Наружная установка | Химически ак |
Б | IIA-T1 — аммнак |
| тивная, пыль | |||
| ная, влажная | |||
| Помещение | Пыльная, влаж | В | Горючая пыль |
| ная | |||
|
Надстройка для разме | То же | В | То же |
| щения грануляторов | |||
| Помещение |
Пыльная | В |
Горючая пыль |
| Наружная установка | Химически ак |
В | Невзрыво- и непожаро |
| тивная | опасное | ||
|
Помещение | То же |
В | То же |
|
Помещение (склад го | Пыль аммиач | В | Горючая пыль |
| тового продукта) | ной селитры | ||
| Пронзвод | ство карбамида | ||
|
Помещение | Химически ак | Б | IIA-T1 — аммнак |
| тивная | |||
| Помещение |
Нормальная | Д . |
Невзрывоопасная |
| » | Химически ма | Б |
ИА-Т1 — аммиак |
| лоактивная |
П-П
В-16
В-16
Блок I:
3.1. Нейтрализация н выпарка
В-1г (площадки на отметках 7,2; 12 н 16 м)
П-Н
П-Н
П-И
Блок II 3.2. Насосная плава
3.3. Отделение грануляции
3.4. Отделение охлаждения про дукта
Блок III
3.5. Склад кислот н днспергатора НФ, сливной стояк для фосфорной кислоты
Насосная кислот
3.6. Отделение обработки гранул диспергатором НФ. Склад готового продукта насыпью, упаковочное отделение
4.1. Отделение синтеза и дистилляции раствора карбамида
4.2. Отделение компрессии диоксида углерода (экспаизерного газа)
4.3. Насосная для перекачивания жидкого аммиака и углеам монийных растворов
каталитической
| Наружная установка |
Атмосферные | Б |
ТГА-ТТГ*--^-аммиак |
|
условия | |||
|
Помещение | Нормальная |
В | Минеральные масла |
| То же |
Химически ак | Д |
Невзрывоопасное |
|
тивная | |||
|
» | Влажная |
В | Раствор карбамида |
| Помещение |
Пыльная | В | Пыль карбамида |
| То же |
Нормальная | В |
Пыль карбамида |
| » | То же | В |
Бумага, полиэтилен |
|
» | Пыльная | В | Пыль полиэтиленовая |
| » | Химически ак |
А | Краска |
| тивная | |||
| Химически ма |
Д | Нев зрывооп асное |
|
| лоактивная | |||
| » |
Пыльное | Д | Пыль карбамида, не |
| взрывоопасное | |||
| Газгольдеры | |||
| Металлическое сооруже |
,_ | IIB-T1 — коксовый газ | |
| ние | IIC-T1 — водяной газ, | ||
| водород |
|||
| IIC-T2 — ацетилен и др. | |||
|
Одноэтажное заглублен |
Нормальная | А | То же |
| ное здание |
|||
|
Металлическое сооруже | — | —. | » |
| ние | |||
| Одноэтажное здание |
Нормальная | А | * |
Л-1
П-На
П-П
В-1а
П-П
В-1г
В-1
4.4. Узел приема жидкого мнака, абсорбции н д( цни, колонны синтеза и денсатора аммиака
4.5. Маслопункт
4.6. Отделение переработки растворов карбамида
4.7. Грануляционные башни
4.8. Отделение расфасовки и упа ковки
4.9. Склад готовой продукцш
(тара бумажная или полн
этиленовая) в мешках
4.10. Склад порожней тары
4.11. Отделение изготовления по лиэтиленовых мешков
4.12. Отделение красок
п-и
П-II П-Н
4.13. Отделение очистки
5.1. Газгольдер мокрый с подземным вводом газа через днище для взрывоопасных газов ,
5.2. Камера газового ввода
5.3. Газгольдер мокрый стальной с вертикальными направляющими и боковым вводом для хранения под давлением взрывоопасных газов
5.4. Камера газового ввода
¦ных (КТП) и преобразовательных подстанций (ПП) в помещения со взрывоопасными зонами классов B-II и B-IIa, а также В-Ia и В-1б С легкими горючими газами и ЛВЖ.
Запрещается встраивать РУ, ТП и ПП в помещения с взрывоопасными зонами классов В-1:, В-Ia и В-16 с тяжелыми нли сжиженными горючими газами, а также пристраивать и встраивать в помещения зоны класса В-I с легкими газами РУ, ТП и ПП, питающее установки с тяжелыми или -сжиженными горючими газами, как правило, должны быть отдельно стоящими. При технической вевозможиости или экономической нецелесообразности •сооружения их отдельно стоящими и разрешается пристраивать эти здания, яо прн этом уровень пола в РУ, ТП н ПП, а также дно кабельных каналов и приямков должны быть выше пола смежного помещения с Взрывоопасной зоной и поверхности окружающей земли не меиее чем на 0,15 м. Обязательным является также выполнение других требований к ним, изложенных «иже:
а) над и под встроенными помещениями запрещается размещать помещения с взрывоопасными зонами всех классов;
б) окна встроенных и пристроенных РУ, ТП и ПП рекомендуется выполнять из стеклоблоков толщиной не меиее 10 см.
Встроенные и пристроенные РУ, ТП (в том числе КТП) н ПП должны ¦соответствовать следующим требованиям:
а) иметь собственную, независимую от помещений с взрывоопасными зонами приточио-вытяжиую вентиляцию, выполненную так, чтобы было исключено попадание взрывоопасной смеси через вентиляционные отверстия;
б) при примыкании РУ, ТП и ПП к помещениям с взрывоопасной зоной класса В-I и к помещениям с взрывоопасными зонами классов В-Ia и В-16 ¦с тяжелыми или сжиженными горючими газами, должна быть предусмотрена приточная вентиляция с механическим побуждением с пятикратным обменом воздуха в час, которая обеспечивала бы в помещениях небольшое избыточ*-ное давление, исключающее доступ в них взрывоопасной смеси;
в) приемные устройства для наружного воздуха должны быть расположены в местах, где исключено образование взрывоопасных смесей;
г) стены, отделяющие РУ, ТП и ПП от помещений с взрывоопасными зонами всех классов, должны быть выполнены из несгораемого материала с пределом огнестойкости не меиее 0,75 ч, оштукатурены с двух сторон к ие иметь дверей и окон;
д) через стены, отделяющие РУ, ТП и ПП от помещений с взрывоопасными зонами классов В-Ia и В-16 с легкими горючими газами и ЛВЖ, а также с взрывоопасными зонами классов B-II н B-IIa, допускается выполнять отверстия для прохода кабелей и труб электропроводок, причем отверстия ¦И отрезки труб должны быть плотно заделаны негорючими материалами;
е) ввод кабелей и труб электропроводок в РУ, ТП и ПП нз помещений с взрывоопасными зонами класса В-I н из помещений с взрывоопасными зонами классов В-Ia и В-16 с тяжелыми или сжиженными горючими газами должен осуществляться через наружные стены, при этом рекомендуется располагать их вверху стеи; отверстия для кабелей после их прокладки должны быть тщательно заделаны негорючими материалами.
Выходы из РУ, ТП и ПП должны выполняться в соответствии с противопожарными нормами проектирования зданий и сооружений. Расстояния
![]()
jki'Hbtx дверей и окон встроенных и при-I строенных РУ, ТП н ПП до наружных дверей и окон помещений с взрывоопасными зонами классов В-I, В-1а и B-II должны быть ие менее 4 м до неоифьтающихся окон И ие меиее 6 м до дверей и открывающихся окон. Расстояние до окон, заполненных стеклоблоками толщиной 10 см и более, не нормируется.
Расстояния от наружных установок с взрывоопасными зонами класса В-1г и помещений с взрывоопасными зонами классов В-1, В-Ia и B-II до отдельно стоящих РУ, ТП и ПП должны удовлетворять требованиям, изложенным в табл. IV,7. Расстояния для классов В-16 н B-IIa ие нормируются и
Таблица IV,7. Минимально допустимые расстояния от помещений и наружных установок с взрывоопасными зонами до отдельно стоящих РУ, ТП и ПП
| Помещения и наружные установки |
Минимально допустимые расстояния до РУ, ТП и ПП, м | |
| закрытых |
открытых | |
С тяжелыми илн
сжиженными горючими 10
газами
15
Помещения с выходящей в сторону РУ, ТП и ПП противопожарной стеной без проемов и без устройств для выброса воздуха из систем вытяжной .вентиляции
40
60
80
60
во
Помещеняя с выходящей в сторону РУ, ТП и ПП стеной с проемами Наружные взрывоопасные установки, расположенные у стен зданий (в том числе емкостя)
100
горючими
0,8 (до открыто установленных трансформаторов)
15
25
Резервуары (газгольдеры)
горючими газами и ЛВЖ, с пылью или волокнами
легкими
Помещения с выходящей в сторону !,РУ, ТП и ПП противопожарной стеной, без проемов и без устройств для выброса воздуха из систем вытяжной вентиляции.
Не нормируется
6
12
Помещения с выходящей в сторону РУ, ТП и ПП стеной с проемами Наружные взрывоопасные установки; установки, расположенные у стеи здаинй (в том числе емкости) Сливио-иаливиые эстакады со сливом или наливом ЛВЖ: открытым закрытым Резервуары и резервуарные парки, емкостные сооружения с ЛВЖ (до обвалования)
30
15
30
60
25
60
60
40
Резервуары (газгольдеры) с горючими газамя (до обвалования)
Примечание. Расстояния считаются от стен помещений с взрывоопасными зонами или от наиболее выступающих частей наружных взрывоопасных установок до стен закрытых и до ограждений открытых РУ, ТП и ПП.
принимаются в соответствии со СНиП по проектированию генеральных планов промышленных предприятий в зависимости от степени огнестойкости зданий и сооружений. В отдельно стоящих РУ, ТП и ПП, питающих электроустановки взрывоопасных зон с тяжелыми или сжиженными горючими газами и расположенных за пределами расстояний, указанных в табл. IV,7, не требуется выполнять подъем полов н устанавливать приточную вентиляцию с механическим побуждением, если в этом нет необходимости по каким-либО' другим соображениям.
Прокладывать трубопроводы с пожаро- и взрывоопасными, а также вредными и едкими веществами через РУ, ТП и ПП запрещается.
В пристроенных и встроенных подстанциях можно устанавливать трансформаторы как внутри, так н у наружных стен. Трансформаторы с масляным охлаждением должны быть размещены в отдельных камерах, двери которых должны иметь предел огнестойкости ие менее 0,6 ч. Двери камер, оборудованных вентиляцией с механическим побуждением, должны иметь уплотнение притворов; выкатка трансформаторов должна быть только наружу.
Герметизированные трансформаторы с усиленным баком, без расширителя, с закрытыми вводными и выводными устройствами (например, трансформаторы КТП и КПП), с охлаждением как негорючей жидкостью, так и маслом допускается размещать в общем помещении с РУ, ТП и ПП, не отделяя трансформаторы от РУ перегородками. Выкатка трансформаторов должна быть предусмотрена наружу или в смежное помещение.
В соответствии с уровнем взрывозащиты или степенью защиты оболочек для каждого класса взрывоопасной зоны отдельные колонки и шкафы управления электродвигателями с аппаратами и приборами допускается устанавливать непосредственно во взрывоопасной зоне любого класса, но число таких колонок и шкафов рекомендуется по возможности ограничивать.
Ниже приведена классификация пожароопасных зон: зона класса П-1 — расположена в помещении, где имеются горючие жидкости с температурой вспышки выше 61 °С;
зона класса П-Il — расположена в помещении, в котором выделяются горючая пыль илн волокна с ннжним концентрационным пределом воспламенения более 65 г/м3 воздуха;
зона класса П-На—расположена в помещении, в котором обращаются твердые горючие вещества;
зона класса — П-Ш — расположена вне помещения, в котором обращаются горючие жидкости с температурой вспышки выше 61 °С или твердые горючие вещества.
3. ЭЛЕКТРОСНАБЖЕНИЕ
Е. Н. Приклонский
Электроснабжение производств азотной промышленности в основном осуществляется от районных электрических сетей напряжением 110 или 220 кВ. На районных подстанциях сооружаются две отходящие ячейки в ОРУ — 110—220 кВ; от подстанций прокладываются воздушные или кабельные линии питания к двум трансформаторам напряжением 110—220/6—10 кВ.
В условиях интенсивного загрязнения атмосферы желательно подводить питающие линии 110—220 кВ от двух разных районных подстанций, имеющих диаметрально противоположное размещение иа генплане, что исключает одновременное загрязнение изоляции обеих линий и источников питания.
В большинстве случаев иа главных понизительных подстанциях (ГПП) или подстанциях глубокого ввода (ПГВ) напряжением 110—220/6—10 кВ Предусматривается установка трансформаторов мощностью от 2X25 до 2x80 мВ-А. Эти трансформаторы имеют расщепленные вторичные обмотки йапряжением 6 или 10 кВ. Это позволяет снизить токи короткого замыкания н токи однофазного замыкания на землю, а также обеспечить условия, облегчающие выявление точек повреждения изоляции в распределительных ‘ тях.
Открытые и закрытые распределительные устройства на 110 или 220 кВ ГПП или ПГВ обычно выполняются по упрощенным схемам с минималь-м числом аппаратов и точек изоляции, подвергаемой загрязнению. Широко спользуются схемы с отделителями и подачей отключающего импульса на головные выключатели районной подстанции по контрольным взаимно-резер-вируемьш кабелям.
Распределительные кабельные сети 6—10 кВ в основном прокладывают ;~а технологических или специальных кабельных эстакадах. Для особо ответственных, взрывоопасных производств, связанных с длительным периодом алаживания технологического процесса, по возможности используют схему Перекрестного питания от разных ГПП или ПГВ, расположенных с противоположных сторон площадки.
Схемы питания заводских распределительных устройств иа 6—10 кВ по возможности принимаются одноступенчатыми, что сокращает выдержку (время) максимально токовых релейных защит. Распределительные устройства на 6—Ю кВ должны быть размещены в комплектных шкафах типа КРУ С выкатными тележками, обеспечивающими максимальную безопасность при ^обслуживании и ремонте устройств, а также индустриализацию монтажно-устроительных работ.
От распределительных устройств на 6—10 кВ питаются высоковольтные синхронные или асинхронные двигатели, индукционные регуляторы, комплектные трансформаторные подстанции (КТП) напряжением 6—10/0,38—0,66 кВ и выпрямительные трансформаторы. Электродвигатели мощностью 2500 кВт и выше обычно получают независимое питание от ГПП илн ПГВ; для их подключения выбирают участки сети до реактирования, что ограничивает посадку напряжения на общих собирательных шииах 6—10 кВ при пуске.
Заводские комплектные трансформаторные подстанции (КТП) напряжением 6—10/0,38—0,66 кВ питаются от парных магистральных кабельных линий, прокладываемых по технологическим и специальным кабельным эстакадам; КТП мощностью от 2X160 до 2x2500 кВА обычно размещаются в отдельных помещениях, встроенных в технологические цеха или пристроенных к ним. От шин напряжением 380/220 или 660/380 В питаются силовые и осветительные распределительные пункты.
Помимо двух основных источников питания, получаемых от энергосистемы напряжением 110—220 В после трансформации иа 6—10 и на 0,38—0,66 кВ, азотные производства имеют третий источник для потребителей особой группы первой категории (с. 414).
Третий сетевой независимый источник питания, обычно рассчитан на потребную мощность не более 1000 кВА, подключается по схеме АВР вместо
обоих основных. Иногда для Этих потребителей исключаются обычные перерывы питания, создаваемые схемами АВР. В этих случаях предусматривается четвертый источник питания (агрегат бесперебойного питания АБП-1500), от которого питаются быстродействующие приборы технологических блокировок, цепи счетио-решающих машин и электрифицированные задвижки. Агрегат бес-иеребойиого питания состоит из выпрямительного устройства, аккумуляторной батареи, инвертора, преобразующего постоянный ток в переменный, в быстродействующих коммутационных устройств защиты и автоматического переключения.
Предприятия азотной промышленности имеют ровный график нагрузки, поэтому для компенсации реактивной мощности служат нерегулируемые конденсаторные установки 380 В. При этом регулирование осуществляется С помощью высоковольтных конденсаторных установок и синхронных двигателей 6—10 кВ.
Для повышения надежности и качества эксплуатации электроустановок на предприятиях азотной промышленности предусматривается телемеханизация диспетчерского управления электроснабжением с устройствами сигнализации, измерения и управления минимальным числом вводных и секционных высоковольтных выключателей, которые ие охвачены схемами автоматизации включения резервного питания. В систему диспетчерского управления включаются устройства автоматического учета потребления реактивной и активной энергии и мощности в часы максимума и минимума нагрузки.
JI. Г. Ежова
В зависимости от класса взрывоопасной зоны электрооборудование выбирают либо во Взрывозащищениом исполнении с соответствующим уровнем Взрывозащиты, либо общего назначения с определенной степенью защиты оболочки. Одним из наиболее надежных является взрывоиепроиицаемое исполнение взрывозащнщенного электрооборудования, широко распространенное во взрывоопасных производствах азотиой промышленности.
Взрывозащищеиное электрооборудование, изготовленное для более опасной среды, можио применять в менее опасной среде При отсутствии соответствующего электрооборудования, Если в настоящее время промышленность не выпускает взрывозащищеиное электрооборудование в нужном исполиеини (например, для среды IIC—Т1), вопрос о замене решается органами Глав-госэиергоиадзора с предварительным согласованием со Всесоюзным научно-исследовательским проектно-конструкторским и технологическим институтом взрыиозащищениого электрооборудования (ВНИИВЭ, г. Донецк). При получении такого разрешения допускается применение взрывоиепроиицаемых электродвигателей с короткозамкнутым ротором в условиях взрывоопасных сред более высокой категории, чем та, для которой они изготовлены, ио в качестве закрытых обдуваемых электродвигателей в исполнении повышенной надежности против взрыва. При этом должны соблюдаться соответствующие условия (загрузка ие более 80%, отключение в аварийном режиме за время ие более 10 с).
Рю*:ртдарёдеайЙлЬиая электроаппаратура применяется в ышленком исполнении; для большей надежности ее выносят m в рнвооч к-|Кых помещений в отдельные изолированные от производства но\и тения Электрооборудование в исполнении повышенной иадежиостн прочи взрыва (защита вида «е») разрешается устанавливать во взрывоопасных зо-!нах класса В-Ia и меиее опасных при условии, что механизмы, иа которых оио установлено, ие будут подвергаться перегрузкам, частым пускам и pej0«spr:;i сам. Такое оборудование должно иметь защиту от перегрузок с временем срабатывания ие более ?е — времени, и течение которого электрические машины нагреваются пусковым током от температуры, обусловленной продолжи* тельной работой при номинальной нагрузке, до предельной температуры. i s Заводы-изготовители выпускают взрывозащнщеиное электрооборудование с маркировкой по ПИВЭ (по свидетельствам, оформленным до 1970 г.) и с маркировкой по ПИВРЭ [3] (по свидетельствам, оформленным иа вновь разработанное электрооборудование с 1970 г.). Маркировка согласно ПИВЭ зависит от вида исполнения взрывозащиты и иаивысшей категории и группы взрывоопасной смеси, для которой данное электрооборудование признано взрывозащищеииым. Маркировка согласно ПИВРЭ зависит от уровня вэрыво-: защиты и иаивысшей категории и группы взрывоопасной смеси, для которой данное электрооборудование признано взрывозащищеииым; вид взрывозащиты указывается отдельно. !
Начиная с 1980 г. в соответствии с ГОСТ 12.2.020—76*, вводится йоваЯ:" маркировка взрывозащищениого электрооборудования, которая полностью соответствует публикации Международного электротехнического комитета (МЭК) 79—9. Сравнительная маркировка взрывозащищениого электрооборудования приведена в табл. IV,8.
Большое распространение во взрывоопасных производствах получили электродвигатели серии ВАО — асинхронные, обдуваемые, во взрывоиепроницаемой оболочке в исполнении ВЗГ иа напряжение 380 или 660 В и мощностью 0,27—100 кВт. Эти электродвигатели предназначив,' .ж продолжительной работы во взрывоопасных зонах всех классов, в которых возможно образование взрывоопасных смесей газов или паров ЛВЖ с воздухом, отнесенным к 1-й, 2-й и 3-й категориям и группам А, Б и Г (по ПИВЭ), а также во взрывоопасных зоцаХ классов B-II и В-Па.
Электродвигатели серии ВАО имеют модификации по взрывозащите В4Г и В4Д, которые изготовляют небольшой мощности (до 10 кВт) н в ограниченном количестве. Электродвигатели серии ВА02 изготовляют иа напряжение 380/660В мощностью 55—200 кВт с маркировкой по взрыво'-.ам :и* ВЗТ4-В. Кроме того выпускают электродвигатели серии ВАО на иапря > i i и. 6000 В мощностью 200—1000 кВт с маркировкой по взрывозащите ВЗТ4-В.
Электродвигатели серии В — асинхронные, обдуваемые, до взрывоиепроницаемой оболочке, с маркировкой по взрывозащите ВЗТ4-В на напряжение 380 или 660В — предназначены для продолжительной работы во взрывоопасных зонах всех классов, в которых возможно образование взрывоопасных смесей газов или паров ЛВЖ с воздухом, отиесейиым к 1-й, 2-й и 3-й категориям и группам самовоспламенения Т1, Т'г, ТЗ, Т4 (по ПИВРЭ), а также во взрывоопасных зонах классов B-II и В-IIa. Электродвигатели | имеют модификацию, по взрывозащите: В4Т5-В.
Взрывоопасная смесь (ВОС) газов и паров с воздухом
Электрообо
| категория |
группа |
группа |
Температурный класс | |||||
|
обозна чения |
БЭМЗ, мм | обоз наче ние |
температура, °С |
обоз наче ние |
для категории ВОС |
обозна чение |
темпе ратура |
для группы ВОС |
ПУЭ-65, ПИВЭ
А
Б
Г
Д
>450 >300 до 4 50 > 175 до 300 >120 до 175
>0,65 до 1,0 >0,35 до 0,65 До 0,35
ПУЭ-65, П И ВРЭ-ОАА684-053—67
>1
Т1
Т2
ТЗ
Т4
>450
>300 до 450
>200 до 300 >135 до 200
>0,65 до 1,0
>0,35 до 0,65 До 0,35
ПУЭ-76, ГОСТ 12.1.011—78
| и | Т1 | >450 | ГОСТ 12.2.020 | —76* | ||||
| НА | >0,9 |
Т2 | >300 до 450 |
II | IIA, ПВ, | Т1 |
450 | Т1 |
| IIC |
||||||||
|
ТЗ | >200 до 300 |
IIA | НА | Т2 |
300 | Т1, Т2 | ||
|
ИВ | >0,5 до 0,9 |
Т4 | >135 до 200 |
IIB | IIA, IIB |
ТЗ | 200 | Т1, Т2, |
| ТЗ | ||||||||
| IIC | До 0,5 | Т5 |
>100 до 135 | IIC | IIА, ИВ, | Т4 | 135 |
Tl, Т2, |
| Тб |
>85 до 100 | IIC |
Т5 Тб | 100 85 |
ТЗ, Т4 Tl, Т2, ТЗ, Т4, Т5 С Tl по Тб | |||
Электродвигатели серии ВАСО — асинхронные, вертикальные, предназначены для безредукторного привода вентиляторов аппаратов воздушного охлаждения с непосредственной посадкой вентиляторов иа вал электродвигателя. Устанавливаются во взрывоопасных зонах всех классов, в которых по условиям работы возможно образование взрывоопасной смеси газов
| II |
взрывозащищенного электрооборудованяя | ||
| ь и if 1 | рудование | ||
| ji.:; |
Взрывозащита |
Пример | |
|
уровень | вид |
||
В — взрывонепроницаемая оболочка П — продувка под избыточным давлением И — искробезопасиая электрическая цепь К — кварцевое заполнение С — специальный вид Н — защита вида «е»
А — автоматическое отключение электроэнергий
М — масляное заполнение
В4А
В — вид взрывозащиты;
4 — категория смеси,
А — группа смеси
|
Н-повышениой на | То же |
| дежности | |
| В-взрывобезо- | |
|
пасное | |
|
О-особовзрыво- | |
|
безопасное | |
| 2 — повышенной | d — взрывонепроиицаемая |
|
надежности | оболочка |
| 1 — взрывобез | р — продувка под избыточ |
|
опасное | ным давлением |
| О — особовзры | i — искробезопасная элект |
|
вобезопасное | рическая цепь |
| q — кварцевое заполнение | |
| о — масляное заполнение | |
| s — специальный вид | |
| е — защита вида «е» |
- уровень взрывозащиты; • категория смеси,
— группа смеси
нли паров ЛВЖ с воздухом 1-, 2- и 3-й категорий и групп А, Б, Г (по ПИВЭ).
lExd II ВТЗ
• уровень взрывозащиты;
— общий знак взрыво-защищениостн
- вид взрывозащиты;
IIB — группа электрооборудования • температурный класс
Электродвигатели серии СТДП — синхронные, взрывозащищенные, продуваемые под избыточным давлением, предназначены для продолжительной работы в качестве электропривода насосов, турбокомпрессоров, нагнетателей и других быстроходных механизмов. Электродвигатели имеют взрывобезопасный уровень взрывозащиты с маркировкой В4Т5-П (по ПИВРЭ) и могут применяться в помещениях с взрывоопасными зонами всех классов, в которых могут образоваться взрывоопасные смеси газов или паров ЛВЖ с воздухом всех категорий и групп.
Взрывобезопасный уровень взрывозащиты электродвигателя обеспечивается только прн наличии автоматического отключения электродвигателя от всех источников электроэнергии при снижении избыточного давления воздуха в системе продувки ниже установленного предела. Если при снижении избыточного давления подается только сигнал опасности, уровень взрывозащиты электродвигателя снижается до уровня повышенной надежности против взрыва (НЧТ5-П).
Мощность электродвигателей этой серии 630—12 500 кВт, напряжение 6000 или 10 000 В. Возбуждение электродвигателей осуществляется от бес-щеточных возбудителей серии БВУП.
Электродвигатели серии СДКП2 — синхронные, взрывозащищенные, продуваемые под избыточным давлением, предназначены для электропривода поршневых, газовых и аммиачных компрессоров в помещениях со взрывоопасными зонами всех классов, в которых могут образоваться взрывоопасные смеси газов или паров ЛВЖ с воздухом всех категорий и групп. Маркировка взрывозащиты: В4Т5-П (по ПИВРЭ). Мощность электродвигателей 315—500 кВт, напряжение 6000 или 10 000 В. Возбуждение электродвигателей осуществляется от возбудителей серии ТЕ8-320 с системой управления и автоматического регулирования тока возбуждения.
Продуваемые электродвигатели могут быть охлаждены по разомкнутой или замкнутой системе. В первом случае охлаждающий чистый воздух (наружный) направляется в двигатель, а нагретый выбрасывается из взрывоопасного помещения. При таком способе охлаждения необходим фильтр для очистки наружного воздуха от пыли. Наружный воздух может быть загрязнен газами или парами, вызывающими коррозию, поэтому более целесообразна замкнутая система охлаждения с применением встроенного или отдельно устанавливаемого водяного воздухоохладителя.
Электродвигатели серии АТД (2АЗМП) — асинхронные, быстроходные (3000 об/мин), в закрытом продуваемом исполнении, с замкнутой системой вентиляции, с двумя секциями воздухоохладителя, расположенными в корпусе статора; предназначены для привода насосов, нагнетателей, компрессоров и других механизмов; при таком исполнении отпадает необходимость в устанавливаемом отдельно воздухоохладителе и воздухопроводах. Маркировка взрывозащиты: В4Т5-П (по ПИВРЭ). Мощность 315—5000 кВт, напряжение 6000 В. Электродвигатели этой серии устанавливают в помещениях со взрывоопасными зонами всех классов, в которых возможно образование взрывоопасных смесей газов или паров ЛВЖ с воздухом всех категорий и групп.
Изготовляемые в настоящее время масляные электромагнитные пускатели серии ПМ7010А и ЦМ702А в исполнении повышенной надежности против взрыва, с маслонаполненными элементами имеют маркировку НМБ или НМГ и пригодны для всех взрывоопасных сред зоны классов В-Ia и менее опасных. Однако ввиду недостаточной надежности пускателей ПМ701А их применения следует избегать.
'ЭДЕ и ВзрывозащищеииЫе универсальные переключатели серии *¦* УП5800 в маслонаполнениом исполнении с маркировкой МОД пригодны для 3) взрывоопасных зон классов В-I, B-Ia, В-16 для всех сред.
Посты управления серии КУ-90 и ВЗТ4 во взрывонепроницае-мой оболочке предназначены для дистанционного управления электромагнитными пускателями, контакторами и другими аппаратами управления н сигнализации. Посты могут применяться во взрывоопасных зонах классов с взры-.оопасными средами категорий и групп до ЗГ и опасных по пыли.
Посты упраилення серии КУ-700 в маслонаполненном исполнении с маркировкой по взрывозащите МОД предназначены для коммутации ;епей управления в стационарных установках взрывоопасных зон всех клас-:ов, для всех категорий и групп взрывоопасных смесей, и опасных по пыли.
В зрывозащищеиные светильники изготовляются следующих типов: ВЗГ-200АМ, ВЗГ/В4А-200М, Н4БН-150, Н4Б-300МА, ВЗГ-100, :В4А-60 с лампами накаливания и типов НОГЛ 1X80, НОГЛ 2X80, НОДЛ 1x40 с люминисцеитными лампами в исполнении повышенной надежности против взрыва. В настоящее время светильники НОГЛ и НОДЛ снимают с производства и заменяют соответственно светильниками Н4Т4Л н Н4Т5Л, которые можно применять во взрыиоопасной зоне классов В-Ia и B-IIa со средой всех категорий и групп Т1-Г-Т4 или Т1-т-Т5.
Светильники типов ВЗГ-200АМ, ВЗГ-100, ВЗГ/В4А-200М, В4А-60 предназначены для установки во взрывоопасных зонах всех классов со средой 1, 2-й и 3-й категорий, группы А, Б, Г или для среды всех категорий, группы А.
В табл. IV,9 даны указания по выбору электрооборудоиания для внутренних и наружных электроустановок в производствах азотиой промышленности.
Капитальный ремонт, замена и восстановление деталей взрывозащищенного электрооборудования должны производить только зарегистрированные в Госгортехнадзоре СССР специализированные ремонтные предприятия — заводы, цеха, мастерские, соответственно оборудованные и имеющие на проведение этих работ разрешение вышестоящей организации (министерства, ведомства). Такое разрешение выдается в тех случаях, когда специализация ремонтного предприятия подтверждена комиссией, назначенной вышестоящей организацией с обязательным участием представителей Госгортехнадзора СССР и Главэлектроремоита Минэлектротехпрома СССР.
Для обеспечения безаварийной работы электрооборудования как в общепромышленном, так и во взрывозащищенном исполнении должна предусмат-I риваться система планово-предупредительного ремонта (ППР), включающая ряд мероприятий, выполняемых по заранее составленным графикам. Система ППР позволяет предупредить повышенный износ деталей и обеспечить наи-I больший возможный срок службы электрооборудования в условиях эксплуатации.
Для предприятий азотной промышленности целесообразно предусмотреть ;! следующие категории электроприемников в отношении надежности их элек-; тросиабжеиия.
Электроприемннкн 1-й категории — электроприемники, работающие круглосуточно, перерыв в их электроснабжении может привести к нарушению сложного технологического процесса, повреждению дорогостоящего основного
| Для производственных |
|||
| Отделение или корпус | Класс взры |
Среда | Электродвигатели трехфаз |
|
воопасной | |||
| зоны | 380 В или 660 В | ||
1.1. Сероочистка
1.2. Конверсия метана
1.3. Конверсия оксида углерода
1.4. Моиоэтаиоламино-вая очистка
1.5. Метанирование
1.6. Синтез аммиака
1.7. Компрессия
| В-1г | IIB-T1 |
|
В-1г | IIB-T1 |
|
В-1г | IIC-T1 |
| IIB-T1 | |
| В-1г |
IIB-T1 |
| IIC-T1 |
|
| В-1г | IIC-T1 |
| В-1г | IIB-T1 |
| В-1а | IIA-T1 |
| IIC-T1 |
1. Производство
Взрывонепроницаемые серий В, ВА02, ВАО с маркировкой ВЗТ4-В ВЗГ
Допускается в исполнении повышенной надежности против взрыва с маркировкой ВЗТ4-В, ВЗГ по согласованию с Г осэнергоиадзором в каждом конкретном слу чае
1.8. Насосная (установка питательных на сосов)
Нормаль
ная
Закрытые обдуваемые серии 4А, А02, АОЗ и др.
2. Производство азотной
ратов
2.2. Установка испаре ния аммиака
2.3. Отделение охлаж
ческой очистки; по мещеиие регенерацш платиновых сеток насосная склада
| В-16 (зона | Невзрыво |
Закрытые обдуваемые |
| 5 м от | опасная, | серии 4А, А02, АОЗ и др. |
| дифмано- | оксиды |
|
| метров и |
азота, IIA-T1 | |
|
фланцев) | ||
| В-1г | IIA-T1 | |
|
> | Невзрыво опасная, оксиды азота |
3. Производство аммиачной
| 3.1. Нейтрализация н | В-1г |
IIA-T1 | Закрытые обдуваемые |
| выпарка |
(отметка | (аммиак), |
серии 4А, А02, АОЗ и др. |
| 7,2; 12; | химически |
||
| 16м) |
активная | ||
| 3.2. Насосиая плава | П-Н |
Влажная | |
| 3.3. Отделение грануля | П-П |
Пыль ам | |
|
ции | миачной |
||
| селитры, | |||
|
влажная |
2.1. Помещения
уставовок
класс
взры
воопасной
зоны
вытяж
ка/приток
вытяжные системы
6000 в
нлн 1000 В
Кнопочные посты управления
Для санитарно-технических вентиляционных установок
Электрооборудование
приточные системы
аммиака А М-76
| Взрывоне | Серии |
В-1г |
| проницае | КУ90-ВЗТ4-В, | невзры |
| мые серии |
ПВ-В4Т5-В, | воопас |
| ВАО с | КУ-700 |
ная |
| маркиров |
||
| кой взг |
||
| Закрытые |
Серии ПКЕ | Невзры |
| серии |
воопас | |
| АТД |
ное |
Закрытообдувае-мые серии 4А, А02, АОЗ и др. Блоки управления вынесены из камер или шкафы управления серии ЯУ-5000 в камерах. К.п.у. в защищенном н закрытом исполнении серии ПКЕ, ПКУ-15
Взрывонепроницаемые серии В, ВА02, ВАО.
Блоки управления вынесены из камер.
К- п. у. взры-вонепроиицае-мые серии КУ 90-ВЗТ4-В, ПВ-В4Т5-В, Маслонаполненные сернн КУ-700
Обычные
кислоты А К-72 и А К-72М
|
Серии СДК, | Серии ПКЕ, | В-16 |
| ПКУ-15 | невзрыво | |
|
СДС А02 и др. |
опасная | |
| селитры | АС-72 | |
|
— | То же |
Невзры |
| » |
воопасное |
Блоки управления в открытом исполне-вынесен-ные из камер
Закрытые обдуваемые сернн 4А, А02, АОЗ и др.
Блоки управления в открытом исполнении вынесены из камер или шкафы управления серии ЯУ-5000 в камерах К. п. у. в защищенном и закрытом исполнении серии ПКЕ, ПКУ-15
Закрытые обдуваемые серии 4А, А02, АОЗ и др.
Блоки управления в открытом исполнении или шкафы управления серии ЯУ-5000 в камерах. К. п. у. в защищенном и закрытом исполнении серии ПКЕ, ПКУ-15
| —---,- Для производственных | |||
|
Отделение или корпус |
Класс взры- |
Среда | Электродвигатели трехфаз |
|
воопасной зоны |
380 В или 660 В | ||
| 3.4. Отделение охлаждения продукта 3.5. Склад кислот и дис-пергатора НФ, насосная кислот 3.6. Отделение обработки гранул дисперга-тором НФ и склад насыпью |
п-н Невзрыво-и непожароопасное П-П | Пыль аммиачной селитры Химически активная Пыль аммиачной селитры | |
| 3.7, Склад готового продукта насыпью, упаковочное отделение | п-п | То же | |
4. Производство
|
4.1. Отделение синтеза н | В-16 | IIA-T1 | Закрытые обдуваемые |
|
дистилляции |
серии 4А, А02, АОЗ н др. | ||
| 4.2, Отделение компрес | — | Невзрыво | То же |
| сии |
опасная | ||
| 4.3. Отделение иасосов | В-16 |
IIA-T1 | » |
|
для перекачки жид | |||
| кого аммиака | В-1г | ||
|
4.4. Узел приема жидко | IIA-T1 | » | |
| го аммиака, абсорб | |||
|
ции и десорбции | |||
| 4.5. Маслопуикт |
П-1 | Минеральные масла |
* |
| 4.6, Отделение перера | ,— |
Невзрыво | То же |
| ботки растворов |
опасная | ||
|
карбамида | ¦Ш | ||
| 4.7. Грануляционные | П-П |
Пыль | » |
|
башии, отделение |
карбамида | ||
|
расфасовки, склад | |||
| готовой продукции |
|||
| в мешках, склад по | |||
| рожней тары, отде | |||
| ление изготовления | |||
|
полиэтиленовых | |||
| мешков | |||
| 4.8. Отделение каталити | Невзрыво | » | |
| ческой очистки, |
опасная | ||
|
склад карбамида на | |||
| валом | |||
| 4.9. Отделение красок | В-1а |
Краски | Взр ывоиепроиицаем ые |
| серии В, ВАО, ВА02 н др. |
Для санитарно-техинческнх вентиляционных установок
установок
Электрооборудование
класс
взры
воопасной
зоны
вытяж
ка/приток
ного тока
Кнопочные посты управления
вытяжные системы
приточные системы
6000 В
или 1000 в
карбамида
| Невзры- воопасное | ||
| » | 1 | |
| 1 | » | |
| > | 1 | |
| То же |
» | |
| » iii! ¦' | » | |
| V, | Серии КУ-90-ВЗТ4-В, ПВ-В4Т5-В, КУ-700 |
В-1г |
| 11 |
Невзры воопасная |
Закрытые обдуваемые серии 4А, А02, АОЗ и др,
>локи управ- Блоки управления леиия в откры- в открытом истом исполие- полнеиии, вынесеи-иии выиесеиы иые из камер, илн из камер шкафы управле
ния серии ЯУ-5000 Киопочиые посты управления в защищенном и закрытом исполнении серии ПКЕ, ПКУ-15
См. 1,1
|
Отделение илн корпус |
Класс взрывоопасной зоны | Среда |
Электродвигатели трехфаз | |
| 380 В или 660 В | ||||
| 5. Г а з г о | ||||
| 5.1. Газгольдер мокрый [В-1г |
11В-Т1, | Должны быть вынесены 1 | ||
| с подземным вводом | IIC-T1, |
за пределы камер газо | ||
| газа через дншце |
I1C-T2 и др. | вого ввода | ||
| для взрывоопасных | ||||
|
газов | ||||
| Камера газового | В-1 | |||
|
ввода | ||||
| 5.2. То же, но с боко | В-1 г | I1B-T1, | То же |
|
| вым ВЫВОДОМ |
I1C-T1, | |||
| Камера газового | В-1а | 1IC-T2 и др. | ||
| ввода | ||||
|
Примечания: 1. Пусковая аппаратура (блоки управления) обычно выносятся | ||||
2. К. п. у.— кнопочные посты управления.
оборудования с возможной опасностью для жизни людей, значительному ущербу народного хозяйства, массовому браку продукции.
Электроприемники 1-й категории должны обеспечиваться электроэнергией от двух независимых взаимно резервирующих источников питания и перерыв их электроснабжения прн нарушении питания от одного из источников может быть допущен лишь на время автоматического восстановления электроснабжения.
Из состава электроприемников 1-й категории выделиется особая группа, бесперебойная работа которой необходима для безаварийного останова производства с целью предотвращения угрозы жизни людей, взрывов, пожаров ^повреждения дорогостоящего основного оборудования.
Для электроснабжения особой группы электроприемников 1-й категории должно быть предусмотрено дополнительное питание от третьего независимого взаимно резервирующего источника питания. В качестве такого независимого источника питания для особой группы электроприемииков и в качестве второго независимого источника питания для остальных электроприемииков 1-н категории могут быть использованы местные электростанции, электростанции энергосистем (в частности, шнны генераторного напряжения), специальные агрегаты бесперебойного питания, аккумуляторные батарен и т. п.
Электроприемиики 2-й категории — электроприемники, перерыв электроснабжения которых приводит к массовому нарушению в выпуске продукции,
Для санитарно-техинческих вентиляционных установок
установок
Электрооборудование
класс
взры
воопасной
зоны
вытяж
ка/приток
иого гока
Кнопочные посты управления
приточные системы
вытяжные системы
6000 В или1 1000 В
Л ь Д е р Ы
| — |
Серии | — | — | Взрывонепрони |
| КУ-90-ВЗТ4-В, | BI—г | цаемые серии В, | ||
| ПВ-В4Т5-В. | ВА02, BA0. | |||
| К. п. у. взрывоне |
||||
|
проницаемые | ||||
|
Целесообразно |
серии | |||
| вынести из камер |
КУ-90-ВЗТ4-В, | |||
|
газового ввода |
ПВ-В4Т5-В | |||
| То же | То же | То же |
из производственных помещений (невзрывоопасные). Они имеют открытое исполнение.
массовым простоям рабочих, механизмов и промышленного транспорта. Снабжать такие электроприемники энергией следует от двух независимых взаимно резервирующих источников питания. При нарушении электроснабжения от одного из источников питания допустимы перерывы электроснабжения на время, необходимое для включения резервного питания действиями дежурного персонала или выездной оперативной бригады.
Питание электроприемников 2-й категории допускается по одной кабельной линии, состоящей не менее чем из двух кабелей, присоединенных к одному общему аппарату. Прн наличии централизованного резерва трансформаторов и возможности замены поврежденного трансформатора в течение не более 1 сут, допускается питание электроприемников 2-й категории от одного трансформатора.
Электроприемники 3-й категории -определения приемников первой и роприемники вспомогательных цехов складов вспомогательных материалов осуществляться от одного источника в электроснабжении, необходимые для ремонта элемента системы, не превышают 1 сут.
- все остальные, не подходящие под второй категорий, например элект-ремонтно-механических мастерских, и др. Электроснабжение их может питания при условии, что перерывы или замены поврежденного
Категорирование электроприемников производств азотной промышленно сти по надежности электроснабжения приведено в табл. IV, 10.
| Класс взрывоопасной зоны | Электропрнемникн — двигатели | |||
|
Характеристика среды 1 |
назначение |
категория по ПУЭ-76 -1- |
Основания для отнесения к указанной категории | |
Отделение или помещение, установка
1.1. Сероочистка, конверсия метана и оксида углерода моноэтаноламиновая очистка, метанирование, синтез аммиака
1. Производство
IIB-T1
IIC-T1
1.2. Компрессия
IIC-T1 от места
1.3. Электроприводы запорной арматуры
1.4. Вентиляционные ки
установ
1.5. Насосные для водопроводов производственио-про тивопожарного назначения
1.6. Электроосветительные установки: рабочего освещения
аварийного освещения
В-1г
аммиака АМ-76 1
В-1а В зависимости установки
То же
В зависимости от места установки
То же
Для центробежных насосов, вентиляторов и других механизмов То же
Для задвижек
Для санитар-но-техннческих вентиляторов Для цеитро бе’жных насосов
Осветительные приборы То же
Для
ных
отдель-задвижек рекомендуется категория 0.
1
1
Для противопожарного водопровода в отдельных случаях рекомендуется категория 0
1 I
Во избежание нарушения сложного технологического процесса и уменьшения выпуска продукции
То же
Во избежание нарушения в управлении технологическим процессом
Во избежание образования опасных концентраций горючих газов
Во избежание нарушения сложного технологического процесса и уменьшения выпуска продукции, для ликвидации пожаров и взрывов
Как для производства в целом
Во избежание нарушений в управлении технологическим процессом

2. Производство азотной кислоты
| 2.1. Помещение для газотур | Невзр ывоопасная | Для компрес |
2 | ||
| бинного агрегата и кон | соров, насосов, | ||||
| тактных аппаратов |
вентиляторов | ||||
| 2.2. Охлаждение, абсорбция, | Химически активная |
То же | 2 | ||
| очистка, регенерация | В зависимости от места | Для санитар- | |||
| 2.3. Вентиляционные установ | В |
2 | |||
| ки |
установки | но-техниче- |
отдельных | ||
| скнх вентиля |
случаях | реко- | |||
| торов |
мен дуется | 1-я | |||
| 2.4. Электроосветительные |
категория |
||||
| установки: | Осветительные | ||||
| рабочего освещения | То же | 2 | |||
|
приборы | I |
||||
| аварийного освещения | То же | То же |
|||
Во избежание нарушения технологического процесса
Во избежание уменьшения выпуска продукции
То же
Во избежание возникновения опасных концентраций токсичных газов и паров
2. Производство аммиачной селитры АС-72 В-1г
3.1. Нейтрализация и выпарка
П-Н
3.2. Насосная плава, отделения грануляции, охлаждения, обработки гранул, склад готового продукта, упаковочная
3.3. Вентиляционные установки
3.4. Электроосветительные установки для рабочего и аварийного освещения
IIA-T1 — аммиак
Пыль аммиачной селитры
В зависимости от места установки
| Для вентиля | 2 |
|
торов и насо | |
|
сов' | |
| Для вентиля | 2 |
|
торов, транс | |
|
портеров | |
| Для санитар- | 2 |
|
ио-техниче- | |
|
ских вентиля | |
|
торов |
Во избежание уменьшения выпуска продукта
То же
св
8
S'
а
03
№
S
6Д
о
S
Я
о
5
>>
к
CJ
ч
3
п
св
«2
a
ь.
S *
я з m eL
I °
X OJ
ss
K*
5*
=i о _. я
5 я * « я и
3
at
о
о
Ci.
о
«
л
ч
«
О _ а •№
ss
ef
«1 св
<у
х
аз
«в «е.
? 5
Ж S
Л Sf
ЛО V-
со >. <и
О Он о ей сн
Си *
5 >>
I «-5-
6 X К д
«
S3
>>
с
и * О
св
«
св
S3
Е
Е
св
о
CQ
•S3
о
к
н
о
аф ?? и с
св
«=с
к
S
св
\о
Он
<N «
О
а
со
Я
-7-О
а ?-<
о * а к у а о о о о, а
^ a, а)
2 О fc X
Я (ч с,
05 О —.
ч к 2
S3 о Е к Ё я ^ в Я 50 -
3 а> Сн си RB h j
Он а се х о
h S3 Л
X ы о вон св о К 0^5 s S к * н 5 х я 3 0 0)
в §
? 8 § 8 Св «
« 2 «
585
о
а
<V
*
е2
ч
о
а
со
X
О
Он
С
. н а
о
н
т 3
5 *
О. (U
св
е=С
S3 S л в Ч ЧЭ
з & с 3
Н
Н
<
Л Я»
а ы та я
Xfc
К
св
ЕС
О
Св
С
О
о
а
3
Он
а о n S ч оа о Я
СО Я
•j е ? m О О
5 Г»
CQ
CQ
>Х
О
X
Он
о
S3
* S
* ? 03 о
S *я Е о. св о> Си
О)
в
S § •*¦ et
S3 *
« се
S CQ =Г S3
к tr ч « ч а s 2> н сх, о О) s в
К
ч
ш 4
в? л 2
Sd 5
а °
* о
* Св
U а
? % се <
о X
1* 5 s
в
о
я
pf
к
ч
и Й се
си се
о
к
св
си SJ « Зо«
з«! s &g
Н ве а S3 5 о ИЗО
QJ 6t
а о
О U
О И О о а * а, Я*® Ё И Й “ 2 Я ч 5 а СГ) >,«
С^.’
О «
X я eg а
“! S*
Я ?2 •« •“*
хо
О
3
а
аз
о
S3
§
о
а
к
Он ,
се .У S 'S
4) *в
к
Си
I ё
к | а к а.*
вЯЗ о о. к о,?>ч ¦ Ь к се н
3d а Я 5 a11 s СП «CQ id
а
о М. се о. д * о в
аз 5s «•? ? о"® Я п о с&ъ Я о О. s
*2
irt
со
¦ч*
СО
*Ф
rj* 4J*
V. ДАННЫЕ О РАЗВИТИИ АЗОТНОЙ ПРОМЫШЛЕННОСТИ
А. Н. Афанасьев
Производство синтетического аммиака и продуктов на его основе начато в СССР в 1928 г. на Чернореченском химическом заводе в цехе мощностью» 8 тыс. т. Позднее его мощность возросла до 20 тыс. т. Синтез осуществляли при 75—80 МПа по способу фирмы «Казале» из водорода, полученного железопаровым способом, и азота, выделенного из воздуха. Там же азотированием карбида кальция было создано производство цианамида кальция.
Общий объем производства синтетического аммиака в 1929 г. во всех, странах мира составил примерно 1450 тыс. т, а объем получаемого связанного азота — 2336 тыс. т, в том числе (%) '¦
* Производство прекращено в начале 30-х годов.
В 1981 г. СССР занял первое место в мире по объему производства аммиака. Динамика развития производства с 1940 по 1985 год приведена в табл. V,l.
Мироиое производство аммиака в 1983 г. оценивалось в 93,3 млн. т (при мощности 125—130 млн. т), в том числе (мли. т):
* Максимум в 1981 г. составил 17,3 млн. т.
Доля производства аммиака в СССР возросла с 10% в 1940 г. до 22%, в 1980 г.
В настоящее время предприятия по производству аммиака размещены почти во всех экономических районах страны, что приближает производство
Таблица V,l. Производство аммиака в СССР (тыс. т натуры)
|
Продукт | 1940 | 1950 | 1955 | I960 |
1965 | 1970 | 1975 |
1980 |
| Аммиак синтетический Прирост | 338 203 | 566 228 | 952 386 | 1393 441 |
3814 2421 | 7630 3816 |
11 998 4368 | 16 734 4736- |
Itiiiiiiii.......i!i!iiii]|J|!||||j(|j| 5 illfjf j! ji'¦ | :|f ||l|ii if !'j! ¦! if Jif fiiilf ffl ff jlf If! I;!H If:! jf
T а б лица V,2. Размещение производств аммиака по экономическим районам (% от мощности)
| Экономические районы |
I960 | 1970 |
1980 | 1985 |
| -Северный, Северо-Западный район | . | 5,1 | 8,2 | 7,5 |
| Западный (Прибалтика, Белоруссия) | - | 7,9 | 8,5 |
8,7 |
| Центральные |
14,1 | 15,5 | 13,8 | 12,6 |
|
Волговятскнй, Поволжье | 1,5 | 6,5 | 13,0 |
16,8 |
| Северный Кавказ | — | 5,1 |
5,8 | 5,1 |
|
Украина | 39,5 | 23,9 | 26,8 | 22,9 |
| Закавказье | 6,7 |
5,1 | 1,7 | 2,1 |
| Урал | 10,7 |
6,9 | 8,7 | 7,2 |
| Сибирь | 15,9 |
9,1 | 5,0 | 5,9 |
| Средняя Азия и Казахстан | 11,6 | 14,9 | 8,5 | 11,2 |
азотных удобрений к потребителям, сокращает дальность перевозок. Проектируется строительство новых заводои на Дальнем Востоке и в Сибири. За период с 1950 г. чнсло предприятий, производящих аммнак, увеличилось более чем в 5 раз. Размещение предприятий по производству аммиака в СССР приведено в табл. V.2.
Производство аммиака в довоенный период основывалось на применении синтез-газа, полученного газификацией кокса, и коксового газа от расположенных вблизи коксохимических заводов, а также электролитического водорода. В 50-е годы были открыты крупные месторождения природного газа яа Северном Кавказе, Украине, позже—в Средней Азии, Западной Сибири а др., возросла его добыча. Это создало предпосылки к использованию природного газа в качестве сырья для производства аммиака, метанола.
При переводе производства аммнака с коксового на природный газ себестоимость аммиака сократилась примерно Вдвое. По мере совершеистиования производства на базе природного газа коксовый газ с 80-х годов утратил свое значение, и его использование резко сократилось. В табл. V,3 приведена сырьевая структура производства аммиака [1].
В табл. V.4 [2] приведена структура мощностей по производству аммиака яа предприятиях СССР.
Предприятия первых пятилеток по производству аммиака строились иа основе газификации кокса проектной мощностью 30 тыс. т в трех линиях
Таблица V,3. Сырьевая структура производства аммиака (%) [1]
| Сырье |
1955 | I960 |
1965 | 1970 |
1975 | 1980 |
1985 |
| Кокс, уголь | 44,5 | 32,0 |
15,9 | 10,4 | 5,7 |
1,5 | 1,2 |
|
Коксовый газ | 34,0 |
32,1 | 18,2 | 14,2 |
11,7 | 5,3 | 1,6 |
| Природный газ* |
— | 16,3 | 59,9 | 72,3 | 79,6 |
92,2 | 94,6 |
|
Прочие | 21,5 | 19,6 | 6,0 | 3,1 |
3,0 | 1,0 | 2,6 |
* В том числе из синтез-газа цехов по производству ацетилена, нанример в 1985 г. меиее. 1%.
Таблица V,4. Струитура мощностей предприятий по производству аммиака (% от выпусиа)
| Мощность групп предприятий, тыс. т/год | 1960 |
1970 | 1975 |
1980 | Мощность групп предприятий, тыс. т/год |
I960 | 1970 |
1975 | 1980 |
| До 200 | 45 | 15,5 | 8,9 | 4,6 | До 1000 | 13,4 |
23,1 | ||
| До 400 |
55 | 35,3 | 18,2 |
5,9 | До 1500 |
— | — | 19,2 | 15,7 |
| До 600 |
— | 35,1 | 25,6 | 13,1 | Свыше 1500 |
— | — |
— | 21,9 |
|
До 800 | — | 14,1 |
14,5 | 15,7 |
(фактически 40 тыс. т). Мощность линий на основе коксового газа превышала 18 тыс. т аммнака. Общая мощность предприятия составила 72 тыс. т после расширения. Производства аммиака, переводимые с кокса на природный газ, имели мощность около 200 тыс. т и расширялись до 600—700 тыс. т (Новомосковский, Северодонецкнй ХК). Мощность первых производств на ^азе природного газа составляла 115—220 тыс. т; производство имело 2— 3 линни, мощность некоторых нз них возросла в дальнейшем до 350— 500 тыс. т.
В 70-х годах мощность новых производств аммиака составляла 200— 450 тыс. т в линии. Создание линий по 410—450 тыс. т (AM-70, АМ-76) стало возможным при внедрении процесса паровой конверсии природного газа в трубчатой печи под давлеинем 30—35 МПа, применении центробежных компрессоров с паровым приводом и другого крупвого оборудования. При этом начали создаваться предприятия мощностью до 1000— 1500 тыс. т/год и более.
Мировое производство минеральных удобрений возросло в 8,9 млв. т NPK в 1939 г. до 119,8 млн. т в 1981—1982 гг., в том числе азотных с 2,6 до 62,3 млн. т азота. Соотношение NPK в потребляемых удобрениях изменилось с 1:1,65:1,04 до 1:0,51:0,4, т. е. резко возросла доля азота.
Доля СССР в мировом производстве азотных удобрений увеличилась с 7,6% в 1939 г. до 18,6% в 1982 г. Наибольшие количества азотных удобрений произведены в 1982 г. (млн. т азота): в СССР—11,6; США—10,5; КНР —10,45; Индии —3. ij Практически все азотные удобрения получают на основе синтетического
s аммиака; доля коксохимического сульфата аммония, чилийской селитры, циа-!| намида кальция невелика и составляет в сумме ие более 4%.
!; В табл. V.5 приведена структура производства минеральных удобрений
в СССР [3], а в табл. V,6 [1] — ассортимент азотных удобрений.
Длительное время аммиачная селитра была основным азотным удобрением. В конце 50-х годов начато производство карбамида в цехах мощностью 20 тыс. т, затем она составила 70—120 тыс. т (агрегаты мощностью : по 35 тыс. т). В целях обеспечения потребности животноводства в карбамиде, а также в связи с широким применением карбамида в качестве удобрения и в промышленных целях производство его в 60-х годах сильно возросло. Началось строительство цехов мощностью 180—360 тыс. т (с агрегатами на 90—180 тыс. т), а в X пятилетке — по 330—450 тыс. т/год.
| Структура | 1950 |
I960 | 1970 | 1980 |
1985 |
| Минеральные удобрения, | 1236 |
3280 | 13 099 | 24 767 | 33 225 |
| тыс. т питательных веществ в том числе азотные: | |||||
| тыс. т N | 392 |
1003 | 5423 | 10 241 |
14 220 |
| % |
31,7 | 30,5 | 41,5 |
41,4 | 42,8 |
|
фосфорные |
3585 | 8594 | |||
| тыс. T Р20б | 532 | 1193 | 6455 | ||
| % | 43,1 | 36,4 | 27,4 | 26,0 |
25,8 |
| калийные (и борные) | |||||
| тыс. т КгО |
312 | 1084 | 4091 |
8071 | 10411 |
|
% | 25,2 | 33,1 |
31,1 | 32,6 | 31, 4 |
Таблица V,6. Ассортимент азотных удобрений (%) [1]
|
Удобрение | 1955 |
I960 | 1965 | 1970 |
1975 | 1980 | 1985 |
| Аммиачная селитра |
78,0 | 73,0 | 55,3 | 45,0 | 44,8 |
39,6 | 33,5 |
|
Карбамид | — | 2,1 | 17,2 | 27,3 |
25,9 | 27,5 | 32,0 |
| Сульфат аммония |
20,3 | 17,8 | 10,9 |
7,3 | 6,8 | 5,5 | 4,5 |
| Жидкие | — | 3,4 |
13,9 | 14,5 | 10,9 |
12,8 | 13,4 |
|
Сложные | — | 0,1' | 1,3 | 4,8 |
10,7 | 13,9 | 16,1 |
| Прочие | 1,7 |
3,6 | 1,4 | 1,0 | 0,9 | 0,7 |
0,5 |
Сульфат аммония выпускается как побочный продукт при производстве кокса, капролактама и других продуктов.
В 60-х годах начато производство жидких азотных удобрений, первоначально в виде аммиачной воды, а с 70-х годов — жидкого аммиака для непосредственного внесения в почву. В XI пятилетке создано крупное производство жидкого комплексного удобрения N:P=10:34. В табл. V,7 приведен ассортимент жидких удобрений в СССР (по азоту).
В 60-х годах на Невннномысском химическом комбинате выпускали в небольших количествах жидкое азотное удобрение—раствор карбамида и аммиачной селитры («плав»), содержащий 30% азота. Из-за отсутствия в те годы эффективного ингибитора коррозии углеродистой стали производство было прекращено. С 1983 г. вновь начаты работы по подготовке к применению в сельском хозяйстве такого удобрения (раствор КАС); предполагает -
Таблица V,7. Ассортимент жидких азотных удобрений (% по азоту)
| Удобрение |
К65 | 1970 | 1975 |
1980 | 1S85 |
|
Аммиачная вода | 99,5 |
99 | 88,6 | 77,1 |
47,4 |
| Аммиак безводный | — | — | 4,0 | 16,8 |
37,7 |
| Жидкие комплексные удобрения | — | — | — | 0,3 |
11,5 |
| Углеаммиакаты и прочие | 0,5 | 1,0 |
7,4 | 5,8 | 3,4 |
|
Удобрение | Соотношение NPK, % | 1970 |
1975 | 1980 |
| Нитрофоска | 11 : 10: 11 | 18,7 | 7,9 |
15,4 |
| Ннтрофос |
23 : 17 : 0 н др. | 8,0 |
3,8 | 2,5 |
|
Нитроаммофоска | 17 : 17: 17 |
22,9 | 13,5 | 7,7 |
| Азофоска | 16:16:16 ' | — |
— | — |
|
Нитроаммофос | 23 : 23; 16 : 25 и др. | 17,8 | 36,8 | 28,5 |
| Аммофос | 11 : 50 : 0 и др. | 23,4 | 28,6 |
39,8 |
| Диаммофос | 18:50:0 | — |
6,0 | 3,2 |
|
Аммонизированный суперфосфат и др. | - | 9,2 | 3,4 | 2,6 |
| Жидкие комплексные удобрения | 10 : 34 : 0 | “ | 0,3 |
си строительство ряда установок мощностью по 500 тыс. т раствора (28— 32% азота) с использованием в качестве ингибитора фосфата аммония и др.
Развивается производство сложных удобрений. В табл. V,8 приведен ассортимент сложных удобрений (по азоту).
Первое производство сложных удобрений — нитрофоски — было начато в 1961 г. на Новомосковском ХК по схеме азотносернокнслого разложении апатита. В последующие годы были построены четыре производства по такой же схеме, а также производства нитроаммофоски и нитроаммофоса на базе экстракционной фосфорной кислоты (через аммофос н нитрат аммония) и путем нейтрализации аммиаком смеси фосфорной (термической) и азотной кислот.
В 1982—1984 гг. введены в действие на ряде химических заводов (Новгородский и др.) производства нитроаммофоски (азофоски) по схеме азот-нокнслотного разложения апатита с вымораживанием нитрата кальция н переделом его в аммиачную селитру и мел.
На многих предприятиях выпускается аммофос, пригодный н для сухого тукосмешения, диаммофос в качестве кормовой добавки, жидкие комплексные удобрения (ЖКУ).
Среди других азотных удобрений (см. табл. V,6) получают также натриевую и кальциевую селитру, а также калиевую селитру и цианамид кальции, имеющие в основном промышленное назначение.
В ассортименте азотных удобрений, производимых в капиталистических н развивающихся странах в 80-х годах, возросла доля карбамида (32%) за счет уменьшения доли нитратов аммония (20%); доли сульфата аммония (6%), жидких (21%) и сложных (21%) удобрений относительно устойчивы.
Для каждого периода развития промышленности связанного азота характерны свои особенности.
Развитие технологических процессов производства аммиака на базе природного газа представлено в табл. V,9, где сгруппированы производства по процессам конверсии.
Для первых производств аммиака в 50-х годах был принят процесс па-рокнслородной конверсии природного газа в реакторах шахтного типа при давлении, близком к атмосферному. При переводе производств аммиака с твердого топлива на природный газ в процессе конверсии к кислороду до-
Таблица v,9. Структура процессов производстиа аммиака из природного газа (%)
| Процесс |
Мощность, т/сут |
1965 | 1970 |
1975 | 1980 |
1985 |
|
Парокислородовоздушная прн ат |
180 | 69,9 | 60,6 |
40,0 | 16,4 | 10,1 |
| мосферном давлении |
220 | 27,3 | 19,5 | 14,1 | 7,5 | 4,8 |
| Парокислородная при атмосфер | ||||||
| ном давлении | 17,1 | 19,0 | 9,7 | 7,6 | ||
| Парокислородная под давлением | 330 | 2,8 | ||||
| 2—3 МПа | 9,6 | 7,7 | 9,3 | |||
|
Паровая и паровоздушная кон |
600 | — | 2,8 |
|||
| версия под давлением 3—3,5 МПа | 58,7 | 68,2 | ||||
| Паровая и паровоздушная кон | 1360 | — |
— | 17,3 | ||
|
версия под давлением 4 МПа |
бавляли воздух (источник азота) и сохраняли все последующие стадии (включая медноаммиачиую очистку конвертированного газа от оксида углерода). Далее на новых производствах (Щекинский, Невинномысскнй химические комбинаты) применялась парокислородиая конверсия, моноэтаноламн-новая очистка от диоксида углерода с удалением остатков оксида углерода и инертных примесей промывкой жидким азотом под давлением 2 МПа. Синтез аммиака вели при 30 МПа.
Выполненные в те годы расчеты показали некоторые преимущества паровой конверсии в трубчатых печах. Однако дефицит жаропрочных труб, а также наличие опыта конверсии углеводородов коксового газа в шахтных реакторах и удобство доконверсии в них метана из синтез-газа от производства ацетилена послужили основанием для разработки процесса в шахтных реакторах.
В начале 60-х годов с целью увеличения выпуска удобрений и снижения капитальных затрат на производство азотной кислоты были построены четыре завода для производства аммиака и аммиачной воды для непосредственного внесения в почву и семь таких производств для переработки аммиака в карбамид и др. Производство аммиака осуществляли по наиболее простой и освоенной схеме с парокнслородновоздушной конверсией, моноэтаноламиновой и медноаммиачной очистками конвертированного газа.
В целях повышения эффективности производства аммиака в 1966— 1970 гг. введены в действие производства иа основе парокислородной под влиянием 2—3 МПа высокотемпературной (Куйбышев, Гродно) и каталитической конверсии (Невннномысск, Новгород, Гродно). Для очистки газа от диоксида углерода применяли, в частности, растворы поташа с добавкой активатора — диоксида мышьяка (процесс фирмы «Монтекатини»), охлажденного метанола (процесс фирмы «Лурги»), а для выделения оксида углерода — промывку газа жидким азотом.
В 60-х годах в ГИАП начались работы по созданию новых эиерготехно-логических схем производства аммиака в агрегате (линии) мощностью 850— 1500 т/сут с паровой конверсией природного газа в трубчатой печи под давлением до 4 МПа. Так, в 1970 г. было введено в строй производство аммиака, оснащенное оборудованием фирмы «Энса», мощностью 600 т/сут
(200 тыс. т в год). Производство осуществлялось по схеме с паровой в трубчатых печах и паровоздушной конверсией природного газа при 3 МПа, глу-! бокой конверсией оксида углерода, моноэтаиоламииовой очисткой от диоксида углерода и метанированием остатков диоксида и оксида углерода; синтез аммиака вели под давлением 35 МПа. Для сжатия азотоводородиой смеси, циркуляции ее и сжатия аммиака применяли многоцелевой поршневой компрессор с электроприводом, а для сжатия воздуха и природного газа — центробежные компрессоры.
В эти же годы в ГИАП было завершено проектирование производств мощностью 1360 т/сут по энерготехиологической схеме (АМ-70), организовано изготовление оборудования и катализаторов, не уступающих по качеству зарубежным.
В 70-е годы на ряде предприятий были введены в действие производства аммиака мощностью 1360 т/сут с использованием оборудования фирмы «ТЕС» (Япония). Отличие ее от схемы фирмы «Энса» заключается в применении для удаления диоксида углерода раствора поташа с добавкой пен-токсида ванадия, получении пара высокого давления (до 10 МПа) с утилизацией тепла конверсии и использованием паровых приводов ко всем компрессорам.
В 1974—1975 гг. были введены в действие первые производства аммиака мощностью 1360 т/сут (АМ-70) с частичным использованием импортного оборудования на Новомосковском и Северодонецком ПО, а в 1976—1980 годы еще пять таких объектов (схемы АМ-70 и АМ-76) на других предприятиях.
В XII пятилетке будут использованы технологические линии АМ-600 и АМ-76 (1360 т/сут), а также усовершенствованные и интенсифицированные лниии АМ-660 и АМ-80.
Одним из критериев эффективности производства является минимально возможная энергоемкость производства (без значительного увеличения капитальных затрат). По практическим данным, в производстве аммиака мощностью 1360 т/сут расходуется не меиее 1,4 т условного топлива (около 42 ГДж, или 10 Гкал), мощностью 600 т в сутки —не менее 1,45 т у. т., с парокислородной конверсией под давлением —не меиее 1,75 т у. т. В связи с этим как в СССР, так и в других странах продолжается разработка новых технологических процессов и оборудования для производств аммиака, направленная к снижению удельных расходов энергоресурсов до 30—32 ГДж (7— 7,5 Гкал) за счет лучшего использования тепла во всех стадиях, применения физических сорбентов диоксида углерода, снижения давления в синтезе до 10—15 МПа и ряда других мероприятий.
До 2000 г. и, вероятно, до 2020 г. для производства аммнака в качестве сырья сохранитси природный газ. Однако перспективным может оказаться использование дешевых сибирских (канско-ачинских и др.) углей путем их газификации с получением синтез-газа, а также полукоксования с переработкой газовой фазы в синтез-газ.
Успехи в области энергетики позволят совершенствовать электро- и термохимические процессы получения водорода, плазмохимические процессы окисления азота воздуха, использовать ядерную энергию в процессах конверсии и др. при условии их экономичности.
| Схема |
Мощность, т/сут | I960 |
1965 | 1970 | 1975 | 1980 | 1985 |
| Производство неконцентрированной азотной кислоты: при атмосферном дав |
58 | 27 |
17 | 9 | 7 |
0,7 | |
| лении при давлении абсорбции | 120-135 |
4 | 46 | 58,3 |
38,7 | 33,7 | 26,3 |
| 0,35 МПа при едином давлении | 50—85 | 38 | 27 | 18 |
11,4 | 6,6 | 5,1 |
| 0,6—0,8 МПа при едином давлении | 355 | _. | _ | 6,7 | 43,3 | 47,2 | 46,6 |
| 0,716 МПа прн давлении окисления | 1150 | _ | _ | _ | — | 5,5 | 19,3 |
| 0,4 МПа и абсорбции 1,1 МПа Производство аммиачной селитры: чешуированной | 31,7 | 15,2 | 2,6 | 0,6 | |||
|
водоустойчивой | — |
5,3 | 4,5 | 4,9 |
3,1 | 2,8 | 2,3 |
| гранулированной |
600—700 | 63 | 80,3 | 92,5 | 77,2 |
68,2 | 55,9 |
|
то же, в агрегатах | 1360 |
— | — | — | 19,1 | 29,0 |
41,8 |
| АС-67, АС-72 Производство карбамида: опытные |
100 | ||||||
| с частичным рециклом | 100 | — | 34 | 13 |
7~,5 | 5,5 |
1,0 |
| с жидкостным рециклом | 270—370 |
— | 66 | 87 |
•92,5 | 74,2 | 45,6 |
|
усовершенствованные |
1000 | — | — |
— | — | — | 23,5 |
| 1360 | — | — |
— | — | 20,3 |
29,9 |
В производствах азотной кислоты и азотных удобрений применяют технологические процессы, приведенные в табл. V, 10. Из эксплуатации постепенно выводятся металлоемкие цехн азотной кислоты с абсорбцией при атмосферном давлении, с процессом под единым давлением 0,6—0,8 МПа. Намечен вывод агрегатов мощностью 120—135 т в сутки (45 тыс. т в год), имеющих высокое удельное электропотребление.
Производство азотной кислоты будет осуществляться в агрегатах большой единичной мощности — 355 и 1150 т/сут. Особое внимание уделяется снижению вложений и удельных расходов платиноидных катализаторов (применение двухступенчатого катализатора, улавливание платиноидов и др.).
Разработаны процессы, обеспечивающие практически полную очистку отходящих (после абсорбции) газов от остатков оксидов азота (каталитическое разложение н др.). Осуществление процессов абсорбции под давлением обусловило получение кислоты более высокой концентрации (до 60%). что позволило сократить расходы пара при производстве удобрений.
Производство концентрированной азотной кислоты основано на применении упаренной (до 92%) серной кислоты, нитрата магнии в качестве водоотнимающего средства и прямого синтеза из оксидов азота.
Развитие производства аммиачной селитры идет в направлении укрупнения агрегатов и цехов (до 450—520 тыс. т на одну грануляционную башню), а также улучшения качества удобрения с целью обеспечения сухого тукосмешении, хранения навалом и бестарной перевозки. Подобраны соответствующие минеральные добавки (магнезиальная, сульфатная и др.), применяется покрытие гранул диспергатором НФ и др. Для промышленных целей выпускается водоустойчивая н пористая аммиачнаи селитра.
Карбамид становится в СССР наиболее массовым азотным удобрением, что обусловлено высоким содержанием азота (46%), лучшими физическими свойствами, эффективностью применения в сельском хозяйстве и др. При совершенствовании производства карбамида используется опыт СССР и других стран. В XII пятилетке намечается ввести в действие производство карбамида по схеме АКД мощностью 1500 т/сут, в которой учтен опыт работы действующих цехов и разработки ГИАП в области повышения интенсивности процессов и энергосбережения.
Развитие технологии свизаиного азота в зарубежных странах. С середины 60-х годов начали применяться новые энерготехнологические линии по производству аммиака мощностью 900—1360 т/сут, разработанные фирмами Ай-Си-Ай (Великобритания), «Келлог», «Кемико» (США), «Топсе» (Дания) и др. В 1980 г. свыше 50% мощностей по производству аммиака в капиталистических и развивающихся странах приходилось на эти линии. Строительство линий большей мощности было признано фирмами экономически нецелесообразным. В 1980 г. 71,5% аммиака получали на основе природного газа, 21 % — нз нефтепродуктов.
В 70-х годах в результате роста цеи на углеводородное сырье началось строительство предприятий по производству аммиака и удобрений в газодобывающих странах Ближнего Востока, Северной Африки, Южной Америки.
В 80-е годы фирмы США («Браун», «Келлог» и др.) и Великобритании разработали и начали внедрять новое поколение производств аммиака с меньшим на 15—30% удельным расходом энергетических средств.
Среди твердых азотных удобрений наибольшее распространение получил карбамид (32% в ассортименте 1982 г.). Фирмы Голландии («Стамикарбон»), Италии («Снампрожжети», «Текнимонт» и др.) и Японии разработали экономичные технологические схемы и укрупненное оборудование для производства карбамида мощностью 1000—1500 т/сут.
Ведутся работы по улучшению качества аммиачной и известково-аммиачной селитры (20% в ассортименте). Новые установки строят для замещения устаревших, а также для обеспечения раствором установок жидких удобрений.
В США свыше 50% составляют жидкие азотные удобрения (безводный аммнак, азотные растворы). Широко применяются жидкие азотные удобрения в Канаде, Мексике, Франции. В США эксплуатируются установки получения растворов солей по так называемой интегральной схеме (смешение раствора селитры, полученной нейтрализацией газов дистилляции, с раствором карбамида после дистилляции).
* * *
За последние годы советская азотная промышленность, заняв первое место в мировом производстве аммиака и азотных удобрений, успешно осваивает новые технологические процессы в агрегатах большей мощности по энер-готехнологическнм схемам. Растет производительность труда на этих предприятиях. Так, и период 1970—1985 гг. в основной группе предприятий подотрасли она уиеличилась и 2,3 раза.
Капиталовложения и разиитие азотной промышленности по отношению к VIII пятилетке составляли и IX пятилетке 125%, и X — 260%, и XI — 190% (без попраиок на цены и расценки). Из иих иа создание мощностей по про-ивводству аммиака и удобрений расходоиалось 55—60% от общих затрат. При дальнейшем совершенствовании технологии и внедрении ресурсосберегающих процессов возрастет эффективность работы предприятий промышленности связанного азота.
VI. ТЕХНИКА БЕЗОПАСНОСТИ
В. Ф. Заказное, Г. М. Антощенко, М. Т. Матюхина
Большинство предприятий азотной промышленности перерабатывает горючие нетоксичные вещества. При нарушении режима работы и этих производствах, а также при возникновении различных аиарий и неполадок возможно попадание в рабочие помещения и зону обслуживания оборудоиания на открытых площадках больших количести пожаро- и взрывоопасных и токсичных иеществ & виде газов, парой и пыли, что и ряде случаев приводит к иозникноиению взрыиов, пожарои и отравлению работающих.
Для обеспечения безопасности работы предприятий азотной промышленности следует рукоиодстиоиаться приведенной и табл. VI, 1 классификацией производстиениых процессои по взрьшопожарной опасности, а также категорий зданий, и которых размещены эти процессы, по минимально допустимой огнестойкости. В этой таблице наиболее опасные произиодстиа азотной промышленности отнесены к категории «А» (по водороду) или «Б» (по аммиаку). Так как исе эти произиодства не только изрыво-, но и пожароопасны, огнестойкость строительных конструкций для них принята во всех случаях не ниже II степени [1].
К размещению и эксплуатации производсти, отнесенных по степени взры-ио- и пожарной опасности к категории «А» и «Б», предъяиляются повышенные требования, подробно изложенные и строительных, противопожарных и отраслевых правилах и нормах.
В табл. VI,2 указаны пожароопасные свойстиа сырья, вспомогательных иеществ и продукции азотиой промышленности. Особо следует отметить опасности, возникающие при использоиании кислорода. Пожаро- и изрывоопас-ность веществ в атмосфере кислорода резко иозрастает, так как снижаются температуры вспышки, иоспламенения, самовоспламенения, минимальная энергия воспламенения, значительно расширяются пределы воспламенения (в ос-ноином иерхний) и детонации, увеличииаются скорость распространения пламени, давление взрыва, средняя и максимальная скорости нарастания давления.
Трудногорючие и многие негорючие иещества н кислороде становятся горючими. Насыщенная газообразным кислородом одежда иоспламеияется от любого источника огия. Промасленная одежда и атмосфере кислорода загорается в отсутствие источника огня. Масла И жиры и атмосфере сжатого
Таблица VI, 1- Классификация производственных процессов и произиодственных объектом по степени пожаро-и взрыноопасности [1]
| Объект |
Категория пожаро-и взрывоопасности процессов |
|
Производство аммиака | |
|
Цех конверсии метана: | |
| наружная установка агрегатов |
|
| конверсии метана н оксида углерода | А |
| помещение насосов сатурацнонных циклов | А |
|
газгольдеры кислорода | В |
| станция редуцирования природного газа | А |
| кислорододувное отделение |
В |
| Цех газовой компрессии: | |
|
отделение метанироваиия | А |
| машинный зал |
А |
| Цех водной и водно-щелочной очистки: | |
| машинный зал | А |
| скрубберное отделение |
А |
| дегазаторное отделение | А |
|
Машинный зал газодувного отделения: | |
| экспанзерного газа | Д |
|
отделение очистки экспанзерного газа | Д |
| Цех моноэтаноламиновой очистки: | |
| моноэтаиоламиновая очистка | А |
|
газгольдеры горючих газов |
А |
| Цех медноаммиачной очистки: | |
|
отделение очистки конвертироианного газа: | |
| машинный зал | А |
|
скрубберное отделение | А |
| помещение десорберои | А |
| отделение регенерации медноаммиачного рас |
|
| твора: | |
| площадка совмещенных регенераторои | Б |
| регенерация медноаммиачного растиора | Б |
|
машинный зал аммиачных компрессоров | Б |
| площадка конденсаторов жидкого аммиака |
Б |
| Цех синтеза аммиака: | |
|
отделение синтеза аммиака |
А |
| помещение циркуляционных насосов | А |
| площадка холодильников-конденсаторов, сепа |
А |
| раторов колонн синтеза аммиака, сборников | |
| жидкого аммиака | |
| вентильное помещение |
А |
| Щитовое помещение складов жидкого аммиака |
Д |
| Насосное отделение склада жидкого аммиака |
Б |
| Площадка хранилищ жидкого аммиака | Б |
| Отделение компрессии аммиака при складе | Б |
| Площадка конденсаторов аммиачно-холодильного | Б |
| отделения | |
| Площадка хранилищ аммиачной йоды и рампа | Б |
|
налива цистерн | |
|
Помещение для ремонта аммиачных баллонов | Д |
|
Помещение для наполнения баллонои аммиаком | Б |
|
Помещение для хранения наполненных балловой | Б |
|
Цех разделения воздуха: | |
| машинное отделение |
Д |
| аппаратное отделение | Б |
|
аммиачное отделение | Б |
|
Объект | Категория пожаро-и взрывоопасности процессов |
| Щелочная | д |
| Газгольдерная кислорода |
В |
| Камера фильтров (воздушных) | д |
|
•Склад масел | В |
| Щитовое отделение | В |
| Лаборатория |
В |
| Прнямки, тоннели, каналы | В |
|
Наполнительная кислородных баллонов: | |
| наполнительная | В |
|
реципнентная | В |
| отделение наполненных баллонов | В |
| отделение порожних баллонов | д |
| ремонтно-испытательная мастерская | В |
|
отделение сушки баллонов |
Б |
| Помещение для приготовления и хранения красок |
Б |
| Зарядная для аккумуляторов автопогрузчиков |
А |
| Аккумуляторная | А |
|
Производство иек онцеитриро в а ино и | |
| азотной кислоты |
|
| ¦Фильтровальная станция | В |
|
Отделение турбокомпресснн воздуха и ннтрозных | д |
|
газов | |
|
Отделение конверсии | Б |
| Отделение абсорбции |
Д |
| Склад кислоты | Д |
| Отделение каталитической очистки хвостовых га |
Б |
| зов |
|
| Производство концентрированной | |
|
азотной кислоты | |
|
Автоклавное отделение | В |
| Аммиачно-холодильная установка | Б |
|
Кислородное отделение | В |
| Установка турбокомпрессорных агрегатов |
Б |
| Склад концентрированной азотной кислоты |
В |
| Маслопункт | В |
|
Производство аммиачной |
селитры |
Маслохозяйство отделения компрессии углекис- В
лоты
Помещение для наполнения баллонов и склад хранения углекислоты Отделение углеаммоннйных растворов
Д
Б
кислорода самовозгораются. При контакте сжатого кислорода с маслом в случае его попадания в цилиндры компрессоров и другое оборудование происходит интенсивное окисление масла, быстрое повышение температуры и скорости испарения масла, образование взрывоопасной парогазовой смесн и ее воспламенение (взрыв). Прн попадании масла внутрь вентиля илн редуктора баллона со Сжатым кислородом, как правило, происходит взрыв с последующим интенсивным горением металла баллона в атмосфере истекающего кислорода. Жидкий кислород чрезвычайно опасен прн контакте с органическими веществами, так как образует с ними взрывоопасные смесн.
Наибольшую опасность в азотной промышленности представляют производства аммиака и азотной кислоты, так как прн нарушениях режима в этих производствах возможно выделение в рабочую зону водорода, аммиака, оксидов азота и углерода, сероводорода и других горючих н токсичных газов. При недостаточной герметичности аппаратуры и коммуникаций, а также прн аварийном выбросе таких газов в атмосферу, как правило, может возникать сильная загазованность рабочих помещений и близлежащей территории. Поэтому герметизации аппаратуры и очистке отходящих газов следует уделять особое внимание.
В табл. VI,3 приведены основные показатели, характеризующие токсичность сырья, вспомогательных веществ и продуктов.
Количество вредных веществ, содержащихся в атмосфере и водоемах,, не должно превышать предельнодопустнмых норм, указанных в табл. VI,3. При невозможности обеспечения требуемой степени очистки газон от вредных примесей, высота выброса должна быть выбрана с таким расчетом, чтобы рассеивание газов в приземном слое происходило до предельно допустимых: концентраций.
Для защиты воздуха населенных пунктов от вредных производственных выбросов органами Государственного санитарного надзора установлены са-интарно-защнтиые зоны (минимально допустимые расстояния от населенных мест до промышленных предприятий), указанные в табл. VI,3.
Большое значение имеет правильное отнесение пронзводстн к соответствующим группам производственных процессов по санитарной характеристике. В табл. VI,3 для предприятий азотной промышленности в соответствии со строительными нормами даиа соответствующая единая классификация групп производственных процессов.
Одним из важнейших показателей, которые необходимо учитывать при эксплуатации действующих производств, а также прн разработке н проектировании новых технологических процессов, явлнются взрывоопасные характеристики веществ.
В табл. VI,4 приведены взрывоопасные и токсичные свойства газовых смесей, применяемых в азотной промышленности, а в табл. VI,5 — основные данные о взрывоопасности сырья, вспомогательных веществ и продукции азотной промышленности.
С ростом температуры н давления величина ?min снижается. Для смесей с кислородом минимальная энергия поджигания примерно иа дба порядка меньше величины ?тщ для соответствующих смесей с воздухом.
Следует отметить, что несмотря иа то, что нормальная скорость пламени (Uп) аммначно-воздушной смеси невелика (0,07 м/с), при ее сгораинн в-замкнутом объеме давление возрастает и шесть раз, что приводит к разру-
^ Таблица VI,2. XapaKtejtattHki сырья, вспомогательных веществ и гфбдукцйй азотной проМЫШЛёнйдети [2,3]
Ю __________
Применение и роль в азотной промышленности
Температура самовоспламенения, °С
Характеристика
Вещество
Аммиак NH3
Азотная кислота HNO3
Аммиачная вода (25%-ный водный раствор аммиака)
Аммиачная селитра
(нитрат аммония)
NH4NO3
Ацетилен С2Н2
Бензол СбНб
Водород Н2
Конечный продукт производства аммиака; основное сырье для производства азотной кислоты и азотных удобрений
Конечный продукт производства азотной кислоты; основное сырье для производства азотных удобрений Применяется в качестве удобрения, а также для очистки технологических газов от С02
Конечный продукт (удобрение и техническая соль)
Продукт пиролиза метана, примесь в коксовом газе
Сырье для производства капролактама, пары — примесь в коксовом газе
Сырье для производства аммиака, примесь в исходном газе при получении карбамида
При нормальных условиях газ с резким запахом, с воздухом и кислородом образует взрывоопасные смеси
650
Бесцветная, негорючая ядовитая жидкость, сильный окислитель
Бесцветная жидкость с запахом аммиака, пожаро- и взрывоопасность принимается по аммиаку Твердое негорючее кристаллическое вещество белого цвета; сильный окислитель, склонный к тепловому и химическому разложению с выделением кислорода. Температура начала разложения зависит от условий нагревания селитры и наличия примесей. При нагревании в закрытом или полузакрытом объеме тепловое разложение может перейти во взрыв Бесцветный взрывоопасный газ с характерным резким запахом; с медью, серебром, ртутью н нх солямн образует взрывоопасные ацетилеинды Бесцветная, прозрачная, легковоспламеняющаяся жидкость, пары образуют с воздухом и кислородом взрывоопасные смеси Бесцветный горючий газ без запаха, с воздухом и кислородом образует взрывоопасные смеси
335
534
510
Гидразиигидрат NH2NH2OH Днацетилеи С4Н2

g Гндразин NH2NH2
л
OO
OO
Применяют для приготовления гидра зингидрата
Бесцветн ая, легковоспламеняющаяся н взрывоопасная жидкость, ядовита
Карбамид (NH2)2CO Кислород 02
Мояоэтаиоламии
NH2CH2CH2OH
Нитрат натрия (азотнокислый натрий, натриевая селитра) NaNOa Оксид углерода СО
Применяют прн химической обработке воды
Побочный продукт при получении ацетилена
Конечный продукт (удобрение, кормовая добавка, исходное вещество для синтезов)
Получают разделением воздуха методом глубокого охлаждения: применяют при коивереин углеводородных газов, газификации твердого топлива, при прямом синтезе азотной кислоты, в производстве карбамида (вводится в диоксид углерода для предотвращения коррозии)
20%-нын раствор — поглотитель С02 при очистке газов в производстве аммиака
Побочный продукт производства разбавленной азотной кислоты, выпускается в качестве товарного продукта Содержится в газах для производства аммиака и в углекислом газе
Основное сырье аммиака
Бесцветная легковоспламеняющаяся жидкость, ядовита
Взрывоопасный горючий газ, легко полимеризуется при обычной температуре со взрывным распадом Твердое горючее кристаллическое вещество
Бесцветный негорючий, ио активно поддерживающий горение газ, с горючими газами, парами горючих жид костей и горючей пылью образует взрывоопасные смеси в широком диапазоне концентраций
Бесцветная маслянистая горючая жидкость с запахом аммиака, пары образуют с воздухом и кислородом взрывоопасные смеси Бесцветный негорючий порошок; спо собствует самовозгоранию горючих материалов Бесцветный, горючий токсичный газ, без запаха, с воздухом и кислородом образует взрывоопасные смеси Бесцветный горючий и взрывоопасный газ
Прн контакте с оксидами железа и чугуном снижается до 23 °С 267
200
640
"Ш
т
450
610
со
| Предельно допустимые концентрации | |||||||||
|
Вещество | Токсичное действие | в воздухе рабочей зоны производственных помещений, мг/м3' | в атмосферном воздухе населенных мест, мг/м3 | в воде водоемов санитарно-быто | Класс опас | Марка защитного про | Группа производственных процессов (СНиП 11-92—76) | Ширина санитарно- защитной |
|
| мзкен- мальиая разовая |
среднесу точная |
вого водопользования, мг/л |
ности | тивогаза | зоны, м | ||||
|
Аммиак | Вызывает острое р аз д р аж ени е ели зи с-тых оболочек, слезоточение, ожоги слизистых оболочек, удушье; жидкий аммиак обжигает кожу |
20 | 0.2 | 0,04 | 2 (по азоту) | 4 |
Фильтрующий марки КД илн М |
Ш-б | 1000 |
|
Азотная кислота | Ядовита, вызывает тяжелые ожоги кожи, слизистых оболочек; пары раздражают дыхательные пути | 1,0 | 0,4 |
0,4 | 2 |
Фильтрующий марки В | Ш-а | 1000 - | |
| Азот | Нетоксичный газ, однако в атмосфере азота человек погибает из-за отсутствия или недостатка кислорода (менее 18%) | • |
|||||||
|
Сероводород | Сильный яд, при высоких концентрациях вызывает потерю сознания и смерть | 10 |
0,003 | 0,008 | 2 | Фильтрующий марки В |
Ш-а | 1000 | |
|
Серная кислота | Вызывает ожоги кожи, пары раздражают и прижигают слизистые оболочки | 1,0 |
0,3 | 0,1 | Не допускается | 2 | То же | Ш-а | 1000 |

Цианистый водород
1000
0,05 (по мышьяку)
Фильтрующий марки А
Фильтрующий марки СО
111-а
0,003
3,0
0,04
0,06
0,3
III-6
5,0
20
111-а
1000
Р00
1000
500
1000
0,085
Фильтрующий марки
В
2,0
0,6
То же
То же
2,0 (в
счете
N02)
пере-
на
0,5
Ш-а
0,5
0,15
0,5
Противопы-левой респиратор
То же
Н-Д
10,0
Н-е
0,5
Мышьяковистый ангидрид
Оксид углерода
Едкий и атр (гидроксид натрия)
Диоксид азота iN02
Моиоэтанол-
амии
Оксид азота МО
Карбамид
Сильный яд, вызывает быстрое удушье и паралич дыхательных путей
Сильный яд, вызывает острое н хроническое отравление Вызывает токсическое действие вследствие образования при вдыхании соединения с гемоглобином крови
Вызывают общую слабость, головокружение, онемение ног, при сильных отравлениях — тошноту, замедленное действие, возможен смертельный исход Оказывает токсическое действие на центральную нервную систему
Вызывает раздражение кожи
Вызывает ожоги, рас' творяет белковые вещества с образовани ем струпьев и рубцов, особенно опасно по падание в глаза

о
о
о
I
о • ?
о
о
со
О
О
to
a i 2-2
н???сГ Э I « еС*='-"й «'О ^ .
>» w S 5 *-*'' p. Q 3 g*—i С® as w
ё-
S
i,®
i.*"
l-.a
85 3 « ©S§g
Си
<0
>,я
Оч
I’fic
©Is
3 § в л
ю & * *« н &§* egg
>.
о,
1 s< S3. © 2 «
||e
*1
U i к
УУ h «0 ffl о 4,1 О
cs
&B «
О ' о , к
5 S О «
О в 5 Й8 Ч«щО»Ч
® А*0^
g § ! S 2 =¦ "*S§§
09 ' f4 CS
>»
s
ю
о"
о - « СЧ св
о
с
25
ю
o'
О К
« a
•а ЮЪ
3 5? *
О aJ’v-
*ч,Ь
A eJ * <0 o
#'2 *"
о SI O Q e>
ЖЙЗ
со
о"
>»
«
СО
Я
5
Е
СО
о
с
& о
О. н «¦>»
ю
о*
Й « « «' >*** п X
S ю § з S-S
§S|S|a
ч? G 5 ^ о я •* м S ex ? н
о
о»
55 § S
• 2В Н <У «0,28
I s:
; н «
OS»
rl5.
се т
W О. w S 3 S
? «g s«§
s all’»
а,1» Я So я ^Segog
О о я о. mass О Н э « ч
~ *¦ * № o 5 л 5 © s
« ?
S*g s
ed ef Я
§ Ssg
I s Hi
i? ЙЗ ^ ?? *
b»*BS 0) a>
J? 5Й 4 R * S П
о о Ш >> >> И Е?
So н 3 я ч j 2 Я н
¦ o3glgg д&58
§ s&*
шт
8§
s5
§*°
се
Я СО'
я &*
«эй
1-85 &
6 *5 сё л 3 *
ч
Я
н
о
Sf
<
Ю
шеаню оборудования, если онб не рассчитано на такое давление [2] По своим взрывоопасным свойствам аммиачно-воздушная смесь при повышении температуры до 200 “С становится близкой к природному газу при комнатной температуре. С ростом температуры расширяются также пределы воспламенения большинства горючих смесей.
В табл. VI.6 приведены пределы воспламенения некоторых распространенных горючих смесей при атмосферном давлении и повышенных температурах Установлено, что для большинства углеводородовоздушиых смесей увеличение температуры на 100 “С приводит к повышению верхнего предела воспламенения на 12-—16% и снижению нижнего предела воспламенения на 8-12% [17].
Соответствено при снижении температуры пределы воспламенения сужаются.
Взрывоопасность предприятий азотной промышленности в значительной степени зависит от применения в отдельных производствах водорода, имеющего широкие пределы воспламенения, высокую скорость распространения пламени и малую энергию воспламенения.
Особую пожаро- и взрывоопасность представляют собой нарушения герметичности уплотнений, выход из строя клапанов или разрушение аппаратов, трубопроводов, что Приводит к значительным утечкам водорода к образованию, водородвоздушиой смеси.
Ниже приведены значения пределов воспламенения смесей водорода о воздухом и кислородом при температурах —150 и —170 °С и различных давлениях И 81:
0.1 МПа 1.0 МПа
н— 170°С и —150 4:
На— воздух . 6,0—67,9 7,2—64,0
Н2 — кислород 5,8—92,0 6,8—88,8
В этих условиях давление взрыва смесей водорода с воздухом и кис-* лородом более чем в 2 раза превышает давление взрыва прн 20 °С. Поэтому необходимо особо тщательно соблюдать меры безопасности при работе с во* дородом при низких температурах.
ДЛв Подавляющего большинства горючих газов при увеличении давления нижний предел воспламенения практически не изменяется, а нерхний значительно расширяется. Исключение составляют смеси водорода с ноздухом, пределы воспламенения которых практически не изменяются с увеличением i давления от 0,1 до 20 МПа. Пределы воспламенения смесей СО с ноздухом при 20 °С и различном давлении сужаются (табл. VI,7).
Ниже Приведены максимальные экспериментальные значения Un для смесей горючях газов с кислородом при 0,1 МПа и 20 °С [10, 16]:
м/с и.л, м/с
: Эти значения примерно на порядок больше соответствующих скоростей для газоноздушных смесей. С ростом температуры скорость Ua увеличивается.
Состав, % (об.)
Смесь
Токсичные свойства
СН4
н2
со2
со
n2
Аг
СаНв
СзН8
Пределы воспламенения, % (об.)
Природный газ (по составу соответствует газу Стазропольского месторождения)
97,6
0,5
1,5
0,15
0,25
5,0-15,0
Наркотическое и удушающее действие
Коксовый газ:
5,59
обогащенный топливный (богатый газ)
57,48
0,98
18,48
14,72
С„Н2п—1,74, 02—1,01
5,29-19,5
То же
57-61
для синтеза NH3
24-27
5,0-8,0
До
3,0
До
5,0
См. примечание
4,1—73,0
Конвертированный газ после парокислородной конверсии природного газа и конверсии СО под давлением:
'0,17 МПа
0,42
72,08
22,59
3,75
0,68
0,48
4,1—51,0
Общеядовитое
действие
| —- 2,0 МПа | 1,74 | 70,18 |
24,30 | 2,46 | 0,52 | 0,80 | — |
— | 4,15—68,0 | То же |
| Конвертированный газ (после высокотемпературной конверсии попутного газа кислородом и конверсии СО под давлением 3,0 МПа) | 0,38 |
65,76 | 25,90 | 3,7§ | 3,40 | 0,81 | 4,1—73,0 | » | ||
| Конвертированный газ (после второй ступени конверсии СО под давлением 2 МПа на низкотемпературном катализаторе) | 0,18 | 61,34 |
17,75 | 0,28 | 20,19 |
0,26 | 4,0-73,5 | » | ||
| Свежий синтез-газ | 0,4—0,7 |
67—69 | 0,5- 1.5 |
28-30 | 0,5- 1.0 |
0,3— 0,4 | — |
— | 4,0—73,0 | » |
| Азотоводородиая смесь |
0,3-1,2 | 74—75 | 24,5— 25 | До 0,3 | 4,0—75,0 (по Н2) | Наркотическое действие |
^ Примечание. Содержание C„H2ri - 1,8-3,2%, СаН„-0,1-0,5%, Os - до 0,8%, HjS-0,3-1,4% (дб.); С«Н, - до 4 г/«*. С)0Н»-0,2 г/м\
eg NO — 0,4—0,8 см3/м3.
| Продукт |
Пределы восп % (об.) |
ламенения •с |
иа• м/с | ||
|
в воздухе | в кислороде |
ВИЖН. | верхи. | ||
| Аммиак | 15—28 |
13,5-80 | — | — |
0,07 |
| Аммиачная вода | 15-28 | 13,5-80 | — | — |
0,07 |
| Ацетилен |
2,5-100 | 2,5-100 | — | — | 1,56 |
| Ацетилен (распад) | — | .— | — |
13 | 0,02 |
|
Бензол | 1,4—7,1 |
— | 14 | — |
0,48 |
| Бутан |
1,8-9,1 | — | — |
— | 0,38 |
|
Водород | 4,0-75 |
4,0-96 | — | — |
2,80 |
| Диацетилен (распад) | — | — | — | — |
2,82 |
| Метан |
5,0-15,0 | 5,1-61 | — 187 | — | 0,35 |
| Метанол | 6,7-36 |
— | 7 | 39 |
0,57 |
| Оксид углерода | 12,5-74 | 15,5—94 |
— | — | 0,45 |
| Пропан | 2,1-9,5 |
2,3—55 | —102 |
— | 0,41 |
Примечание. Здесь U„ — нормальная скорость пламени воздушной смеси; dKp — Поджигания смеси с воздухом; .Ртах —максимальное давление взрыва смесн с воздухом.
Для большинства углеводородовоздушных смесей в интервале 0—400 °С повышение температуры иа 100 °С приводит к увеличению Uu в 1,5—2 раза [19].
Давление на скорость гореиия действует по-разному. Известна общая приближенная зависимость: если величина Un для смесей, с воздухом больше
0,5 м/с, то с ростом давления скорость Uu увеличивается; если меньше 0,5 м/с, то с ростом давления скорость Ua уменьшается. Значения скоростей Ua для смесей ацетилена с воздухом и кислородом не зависят от давления.
В длинных трубопроводах особенно при использовании мощных источников поджигания возникает детонация даже в сравнительно медленно горящих углеводородовоздушных смесях. Смеси горючих газов и паров с кислородом хорошо детонируют. Как правило, концентрационные пределы детонации уже пределов распространения дефлаграционного горения. В табл. VI,8 приведены значения пределов детонации и максимальных скоростей распространения детонации для некоторых горючих газов. Эти данные получены
Таблица VI,6. Пределы воспламенении [% (об.)] смесей некоторых газов с воздухом и кислородом при 0,1 МПа [8, 9, 12, 17]
|
Смесь | 100 °с |
200 “С | 300 *с | 400 °с |
| NH3 — воздух Hj — воздух СН< — воздух СО — воздух СО— кислород | 14,2-30 4,0-76 4,5-16 11.5-75,5 11.5-95 |
13,2-32,1 3,5-77,5 4,0-17 10,5-77 11,0-95 | 12,2—34,2 3.5-80 3.5-18 9.5-78,5 10.5-95 |
11,3-36,3 3.0-82 3,2-19 9.0-80 10,0-95 |
вспомогательных вещем в ^ при 20°С и 0,1 МПа [4,8—161
| <гкр , мм |
мДж | ''max- МПа | Минимальное содержание Ог при разбавлении смеси, % (об.) | Минимальная огнс-гаеительная концентрация, % (об.) | |||
| азотом |
диоксидом углерода |
Na | со, |
||||
| 9 |
170 | 0,6 |
13 | Взаимодей ствует | 18 |
Взаимодей ствует | |
| 9 | 170 |
0,6 | 13 |
_ | 18 |
— | |
| 0,8 | 0,02 | 1,03 |
6,5 | 9,0 |
70 | 57 | |
| 85 | 104 |
1,15 | —. |
_ | — | ||
| 3,0 | 0,22 | 0,90 | 11,5 |
14,4 | 45 |
30 | |
| 3,5 | 0,25 | 0,86 |
12,3 | 14,9 |
41 | 29 | |
| 0,8 | 0,01 |
0,74 | 5,0 |
7,9 | 76 |
62 | |
| 1,0 | - | 1,15 |
__ | — |
— | ||
| 3,7 |
0,?8 | 0,72 |
12,8 | 15,6 |
37 | 26 | |
| 2,2 | 0,2 |
0,74 | 10,4 |
13,4 | 52 |
34 | |
| 2,9 | 8 | 0,73 |
5,6 | 5,8 |
69 | 53 | |
| 2,7 | 0,25 |
0,86 | 11,6 |
14,3 | 45 |
32 | |
|
критический диаметр гашения пламени смесн с воздухом; fimin - |
МИИИМ! | льная энергия | |||||
при использовании в качестве источника поджигания искры и тепла, ныде-ляемого при переплавлении проволоки. Прн использовании более мощных источников поджигания пределы детонации смесей углеводородов с воздухом расширяются.
I :
Скорость детонации сильно зависит от состава горючей смеси и незначи-
Таблица VI,7. Пределы воспламенения некоторых газовых смесей при 20 °С и повышенном давлении [8, 9, 12]
| Смесь | Давление, МПа | ||||
|
1,0 | 2,0 |
3,5 | 4,0 |
6,0 | |
| СН« — воздух СН*—Ог СО — воздух СО—02 | 5,0-71 15-65 15-92,5 | 19-60 15,5—92,5 | 4,9-44,0 |
20—57 | 5,0-82 |
Продолжение
| Смесь | . Давление, МПа | ||||
| 7,0 | 8.0 |
12,0 | 14,0 | 20,0 ' | |
| СН4 — воздух СН4—Ог | 4,8—52,0 | — | — | 4,6-59,0 4,5-84 | 4,0-60 |
| СО — воздух СО—02 |
— | 21—52 |
21-52 | (при 14,5 МПа) |
— “г |
Таблица VI,8. Концентрационные пределы н максимальные скорости распространения детонации при 0,1 МПа и 20 °С [20—22]
|
Паз | Пределы детонации, % (об.) |
Скорость детонации, м/с |
Пределы дефлаграции. % (об.) | Пределы детонации, % (об.) | Скорость детонации, м/с |
| В | смеси с | В смеси с | |||
|
воздухом |
кислородом | ||||
| Аммиак | _ | _ |
13,5-80 | 25,4—75,4 | 2980 |
| Ацетилен |
4,5-100 | 2000 | 2,5-100 | 3,5-100 | 2960 |
| Водород | 15-63,5 |
2200 | 4,0-96 | 15-90 |
3550 |
| Метан |
8,5-11 | 1600 | 5,1-61 | 10-56 | 2530 |
| Окснд угле- | — |
— | 12,0—94,8 | 38-90 | 1750 |
| рода со+н2 | 19-59 |
1690 | _ | 17,2-91 |
2150 |
| Пропан |
2,9-7 | 2000 | 2,3-55 | 3,2-37 | 2700 |
| Этилен | 5,5-11,5 |
1880 | 3,0-80 | 3,5-73 | 2580 |
| Таблица | VI,9, Критические диаметры гашения детонации и |
дефлаграции | |||
|
Показатель | Метан — | Ацетилен — |
Водород — | Пропан — | |
|
кислород | кислород | кислород |
воздух | ||
|
dKV гашения |
детонации, | 0,85 |
0,3 | 3,0 | 13 |
| мм | |||||
|
di,p дефлаграции, мм |
0,3 | 0,075 | 0,35 |
2,7 | |
тельно зависит от ее температуры, давления и диаметра трубопровода. Поэтому для предотвращения детонации в технологических и транспортных трубопроводах горючих газов необходимо исключить попадание в них кислорода н подсос воздуха (например, при эксплуатации протяженных трубопроводов факельных систем).
Критический диаметр гашения детонации значительно больше величины диаметра d„p гашения пламени для этих же горючих систем. В табл. VI,9 приведены значения критических диаметров гашення детонации для некоторых горючих смесей 0,1 МПа и 20 °С и для сравнения их dKр, а в табл. VI, 10 Эти же величины для пламени распада ацетилена при различных начальных давлениях [10, И, 20].
Горючая смесь любого состава или горючие газы, способные к взрывному распаду, начинают воспламеняться при определенном минимальном для каждой горючей смеси давления. Ниже приведены минимальные давления
Таблица VI, 10. Влияние давления иа критические диаметры гашения детонации и дефлаграции
| Показатель | Начальное давление ацетилена, МПа | |||||
| 0,1 | 0,14 | 0,8 |
1.0 | 2.0 |
3,0 | |
|
4кр гашения детонации, мм 4к|> дефлаграции, мм | 100 85 | 60 40 | 10 1,3 | 3 1,0 | 1,5 0.4 | 1,0 0,24 |
|
кПа |
кПа | |||
| Оксид азота N0 | 160 | Аммиак — | воздух | 5 |
| Ацетилен прн энер | Диацетил ей | 4 | ||
| гии поджигания: |
Ацетилен - | - воз- | ||
| 8 Дж . . . | 140 |
дух , . , | 0,7 |
|
| 1200 Дж . . | 65 |
Ацетилен - | - кис- | 0,1 |
|
лород . , | • » I |
Многие горючие газы и пары, используемые в азотной промышленности, являются хорошими диэлектриками, поэтому прн движении по трубопроводам и истечении из них оии создают статическое электричество, представляющее собой одни из вероятных источников воспламенения газо-, паро- и пылевоз-душиых смесей.
С ростом давления и температуры увеличивается минимальная пламягаси-тельная концентрация инертной добавки. Так, для аммиачио-воздушной смеси минимальная пламягасительиая концентрация азота при 150 °С и давлении
1,4 и 17,5 МПа составляет соответственно 23 н 31% (об.) [24].
Минимальная пламягасительиая концентрация азота иа «мысе» области воспламенения метано-воздушной смеси при 20 °С и давлениях 0,1, 3,5, 7,0 и 14,0 МПа составляет соответственно 37, 49, 52 и 56% (об.).
Значительную опасность представляют иитрит-иитратиые соли с высоким содержанием нитрита аммония, который может образоваться в виде аэрозоля при контакте оксида азота с аммиаком, а также при взаимодействии аммиака с азотной нислотой [25, 26]. Нитрит аммония в виде аэрозоля весьма стоек при повышенном давлении и даже при высоких температурах [26]. Он легко оседает и прочно пристает, накапливаясь иа стенках аппаратов и трубопроводов в виде мелких призматических бледио-желтых кристаллов [25, 26].
Сухая соль при нагревании начинает постепенно разлагаться. При Достижении 60—70 "С в большинстве случаев нитрит аммония взрывается с большой силой. Разложение кристаллического нитрита аммония ускоряется также в присутствии кислоты н влаги, что заслуживает особого внимания, так как нитрит аммония отличается высокой гигроскопичностью и слеживае-мостью.
Одновременно с разложением нитрита аммония на азот и воду в меньшей степени происходит его распад иа аммиак и оксид азота. Последние, соединяясь с водой, образуют азотную кислоту, подкисляя соль. В результате возрастает склонность нитрита аммония к разложению, легко приводящее в таких условиях к взрыву [26].
Нитрит аммония недостаточно химически устойчив, обладает высокой чувствительностью к механическим и тепловым воздействиям: его чувствительность к удару во много раз выше, чем у гексогеиа, тетрила, тротила [27]. Скорость детонации нитрита аммония плотностью 1,04 г/см3 составляет
5.3 км/с, а плотностью 1,45 г/см3 — 7,8 км/с [27]. Критический диаметр гашения детонации в зависимости от плотности нитрита аммония составляет 2,3—
4.3 мм [27]. Это значит, что слой осевшего нитрита аммония толщиной 3—
5 мм достаточен для его детонационного разложения. Нитрит аммония, как и другие взрывчатые вещества средней снлы, оказывает бризантное воздействие на металлические поверхности, на которых ои отлагается. В связи с этим не следует допускать нарушений технологического режима, которые могут приводить к отложению на внутренних поверхностях аппаратов и трубопроводов, на лопастях роторов, стенках компрессоров ннтрозного газа и других деталях и аппаратах иитрит-нитратнык солей с высоким содержанием нитрита аммоиня. Это происходит, как правило, при длительном розжиге контактных аппаратов, при снижении температуры катализаторных сеток, их разрыве, приводящем к большим проскокам аммиака, при прекращении орошения поверхностей, на которых возможно отложение нитрит-нитратиых солей и др.
Нитрит аммония может также разлагаться в водных растворах. При увеличении температуры, концентрации нитрита аммония н растворе и увеличении кислотности скорость его разложения возрастает, в щелочной среде скорость разложения резко замедляется. При кипячении раствора нитрит аммония способен разлагаться и в сильнощелочной среде. В промышленных условиях получают растворы, содержащие не выше 250 г/л нитрита аммония; при более высоких концентрациях растворы нитрита аммоиня способны взрываться [27].
При проектировании, строительстве и эксплуатации производств азотной промышленности следует руководствоваться данными, приведенными в табл. VI,1—VI,10, а также нормативными материалами и действующими правилами и нормами по технике безопасности.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК К разделу I
1. Афанасьева Г. Т., Тихонова Р. А.//Хим. пром. за рубежом. 1978. № 2. С. 3—30.
2. Голубее И. Ф. и др. Теплофнзические свойства аммиака. М.: Изд. стандартов, 1978.264 с.
3. Караваев М. М., Засорин А. П., Клещев Н. Ф. Каталитическое окисление
аммиака. М.: Химия, 1983. 231 с.
4. Заказное В. Ф. и др. Тр. ГИАП, 1975. Вып. 36. С. 43—48.
5. Батраков В. П. Коррозия конструкционных материалов в агрессивных сре
дах. М.: Гос. изд. обор. пром. 1962. С. 85—110.
6. Миниович М. А. Технический справочник по азотной кислоте: Справ изд.:
М.: ГИАП. 1961. 383 с.
7. Атрощенко В. И., Каргин Е. И. Технология азотной кислоты: Уч. пособие для вузов. М.: Химия, 1980. 493 с.
8. Рапопорт Ф. М., Ильинская А. А. Лабораторные методы получения чистых газов. М.: Госхимиздат, 1963. 419 с.
9. Landolt-Bornsteln, Physikalische-chemische Tabellen, 1951.
10. Чернышев А. К. и др. Основные теплофизические свойства газов и жидяо-стей. Кемерово: Кемеровское книжное издательство, 1971. 225 с.
11. Справочник азотчика; Справ, изд.: В 2 т. М.: Химия, 1969. Т. 2. 455 с.
12. Ильченко А. Ф., Терещенко Л. Я., Куча М. И. и др.//Изв. вузов. Химия
и хим. техн. 1975. Т. 18. № 3. С. 432—435; 1978. Т. 21. № 3. С. 399—403; № 5. С. 708—712; Т. 24. № 3. С. 327—330; 1982. Т. 24. № 9. С. 1088—
1092; 1983. Т. 26. № 5. С. 566—570; № 7. С. 835—839.
13: Grey P., Jaffa A. D.//Chem. Res 1955. V. 55. № 6 Р 1069—1154.
14. Позин М. Е., Зубов В. В., Терещенко Л. Я. и др.//Изв. вузов. Хим. и хим. техн. 1963. Т. 6. № 4. С. 608—616.
:н :18v .Reamer Н. п., Corcoran W. И., Sage В. Я.//Ind. Eng. Chem. 1953. V. 45. P. 2699.
16. Potier Л.//Ви11. Soc. Chem. Franc. 1956, № 1. P. 47—49, 50—53.
17. Moson D. М., Patker S., Vango S. P.//S. Phys. Chem. 1955. V. 59. № 6.
p gjj_5JQ
18. Kay W. B„ Stern A.//Ind. Eng. Chem. 1955 V 47 № 7. P. 1463
19. Robertson G. D., Mason D. М., Corcoran W* H.//S. Phys. Chem. 1955. V. 59.
J'Na 8.'
20. Stem S., Mullhaupt /., Kay W.//Chem. Rev. 1960. V. 60. M> 2. P. 185.
21. Bump T, R. and let. Production, 1955, v. 25, № 4. P. 170—172.
22. Ellis S., Thwaites I.//i. Appl. Chem. 1957. V. 7. № 4. P. 152—160.
23 Атрощенко В. И., Перлов Е. И. Номограммы в технологии азотной кислоты; Л.: Химия, 1972, 112 с.
24 Воотап К., Elverum G. W,, Mason D. M.//J. Phys. Chem. 1955. V. 49. JVs 6. P. 516—519.
25. Караваев М. М., Перлов E. Я.//Хим. яром. Украины. 1970. № 5. С. 95.
26. Караваев М. М., Перлов Е. И.//Хим. пром. 1969. № 4. С. 286.
27. Антипенко А. Л., Крылова А. Г., Белецкая Е. С.//Жури, прикл. хим. 1958. Т. 31. № 6. С. 859—764; 1959. Т. 32. № 8. С. 1723—25.
28. Атрощенко В. И., Седашева Е. Г.//Труды ХПИ нм. В. И. Ленина. 1969. № 6. С. 53.
29. Mekeown А. В., Belles F. S.//Ind. Eng. Chem. 1955. V. 47. № 2. P. 2540— 2543.
30. Караваев М. М., Каганский И. М., Жанталай В. А.//Журн. прикл, хим.
1964. Т. 37. С. 1689.
31. Караваев М. М., Бессмертная А. И.//Химия и технология азотных удобрений. 1971. Вып. 6. С. 44—57 (Тр. ГИАШ.
32. Караваев М. М., Жанталай В. A.t Перлов Е. И.ЦТт же. Вып. 10.
С, 18—19.
33. Лендер Ю. В., Дмитриева Н. Е..//Укр. хим. журн. 1970. Т. 34. № 11. С. 1173.
34. Hughes D.f/Chemie. 1975. V. 1. № 3. P. 49—51.
35. Ильченко H. //.//Успехи химии. 1976. Т. 14. № 12. С. 2168—2195.
36. Любченко В. Я. Автореф. канд. дисс. Харьков. ХПИ. 1977.
37. Анельбаум Л. Е.. Темкин М. #.//Журн. физ. хим. 1948. Т. 22. № 2, С. 195-207.
38. Борисова Р. Г., Хамаха Л. Н., Хорошун В. П.ЦУкр. хим. жури. 1977. № 9. С. 940—943.
39. Яшан Р. Я-, Караваев АТ. ЛГ.//Азоти. пром-сть. 1985. Вып. 12 (НИИТЭХИМ).
40. Производство азотной кислоты в агрегатах большой единичной мощно-сти/Под ред. В. М. Олевского— М.: Химия, 1985. 400 с.
41. Караваев М. М., Губа Н. Б., Клещев Н. Ф.//Хим. пром. 1984. № 7. С. 411—413.
42. Караваев М. М., Губа И. Б., Намазная И. В. и др.//Хим. пром. 1983; № 12. С. 751—752.
43. Holzmann Н.ЦChem. Ind. Technik. 1968. V. 60. P. 1229—1237.
44. Семич Л. П. и др.//Азотн. пром-сть. 1979. № 6. С. 26—32 (НИИТЭХИМ).
45. Арутюнян В. А., Рожкова О. М.//Хнм. пром. 1974. № 6. С. 26—32.
46. Семич Л. П. и др.ЦАзоти. пром-сть. 1979. № 6. С. 26—32.
47. Методы расчетов по технологии связанного азота/Под ред. В. И. Атрощенко. — Киев: Высшая школа. 1978. С. 312.
48. Шервуд Т., Пигфорд Р., Уилки Н. Массопередача. М.: Химия, 1982. С. 696.
49. Терещенко Л. Я., Панов В. П., Позин М. Е.//Журн. прикл. хим. 1968. Т. 41. № 3. С. 487—492.
50. Терещенко Л. Я., Кцча М. И., Панов В. П. и др.//Жури, прикл. хим. 1979. № 8. С. 1743.
51. Конвисар Л- В., Конвисар В. И.//Кинетика абсорбционных процессов: Сборник/Киев: Вища школа, 1976. С. 5.
52. Жидков Б. А., Плыгунов А. С., Атрощенко В. И. и др./IXим. пром. 1974. № 12. С. 43.
53. Караваев М. М.//Журн. прикл. хим. 1968. № 12. С. 2589.
54. Караваев М. М., Скворцов Г. А.//Хим. пром. 1967. № 4. С. 273—277.
55. Кильман Я. И., Заичко Н. Д.//Хим, пром. 1977, № 10. С. 766,
56. Чернышев А. К, Заичко Н. Д.ЦОчистка газов от окислов азота. М. 1974. С. 90 (НИИТЭХИМ).
57. Чернышев А. К, Караваев М. М.//Журн. ВХО им. Д. И. Менделеева, 1979. № 1. С. 48.
58. Перлов Е. И., Багдасарян В. С. Оптимизация производства азотиой кислоты.—М.: Химия, 1983. С. 208.
59. Chelef М., Otto К, Handhi H.//J. Catal. 1968. № 12. P. 361.
60. Лунев И. К.//Роль химии в охране окружающей среды: Сборник/Киев: Наукова думка, 1983. 100 с.
61. Кузнецов И. Е„ Троицкая Т. М. Защита воздушного бассейна от загрязнения вредными веществами химических предприятий. — М.: Химия, 1979, С. 340.
62. Панов В. П., Терещенко Л. Я.//Журн. прикл. хим. 1978. № 9. С. 2146.
63. Справочник азотчика. Т. II. 1969. М.: Химия. 446 с.
64. Жуков М. Ф., Смоляков В. Я-, Урюков Б. А. Электродуговые нагреватели газа (плазмотроны). М.: Наука, 1973. 232 с.
65. Кинетика и термодинамика химических реакций в низкотемпературной плазме/Под ред. Л. С. Полака. — М.: Наука, 1965. С. 132—136.
66. Ганз С. Н„ Пархоменко В. Д. Получение связанного азота в плазме. Киев: 1976. С. 11—63 (Институт технической информации).
67. Еремин Е. Н. Элементы газовой электрохимии. М.: МГУ, 1968. С. 88— 210.
68. Словецкий Д. И. Механизмы химических реакций в неравновесной плазме. М.: Наука, 1980, 310 с.
69. Русанов В. Д., Фридман А. А. Физика химически активной плазмы.—М.: Наука, 1984. С. 320—345.
70. Термодинамические свойства индивидуальных веществ/Л. В. Гурвич, Г. А. Хачкурузов, В. А. Медведев/Под ред. Глушко В. П., Т. 2, АН СССР, М., 1962. 916 с.
71. Термодинамические свойства индивидуальных веществ: Справочное издание. Т. I. Книга 2-я, М.: Наука, 1978. 328 с.
72. Зельдович Я. Б., Садовников П. Я., Франк-Каменецкий Д. В. Окисление азота при горении, М.— Л.: АН СССР, 1947. 145 с.
73. Дискина Р. М., Пендраковский В. Т.//Производство азотных удобрений.
М.: 1982. С. 56—62 (Тр. ГИАП).
74. Nitrogen. 1971. V. 74. November—December. P. 38.
75. Атрощенко В. И., Ястребенецкий А. Р.//Журн. прикл. хим. 1953. Т. 26. № 3. С. 251—253.
76. А. с. 170922 (СССР).
77. Пат. 1195280, 1966 г. (ФРГ).
78. Скворцов Г. А., Кириллов И. П., Караваев М. М.//Хим. пром. 1968. № 10. С. 742—743.
79. Каут В. М., Воробьева Н. Е.//Химия и технология азотных удобрений.
Производство азотной кислоты. М. 1965. Вып. 16. С. 32—38 (Тр. ГИАП).
80. Кутовой В. В., Захаров Е. А.//Кинетика абсорбционных процессов: Сбор
ник/Под ред. Атрощенко В. И.— Харьков: Харьковский гос. уиив-т, 1976. Q 25_34
81. А. с. 831724, 1981 (СССР).
82. Захаров Е. А: Канд. дис., ХПИ, 1973.
83. Караваев М. М., Вислогузова В. Г.//Укр. хим. жури. 1973 Т. 39. Вып. 6. С. 540—544.
84. Конвисар В. И., Марченко В. А., Молчанов В. А.//Хим. технол. 1971. Харьков. Вып. 24. С. 150—156.
85. Засорин А. П., Олефир Л. И., Караваев М. М. и <5р.//Хим. пром. 1969. № 3. С. 203—205.
86. Марченко В. А., Каид. дис., ХПИ, 1972.
87. Franck Н., Schirmer W.//Z. Electrochem. Angw. Phys. Chem. 1950. Bd. 54. № 4. S. 254—259.
88. Ефимов В. Т., Атрощенко В. И., Горелик В. А. и <Эр.//Вести. Харьк. политехи. ии-та. Химическое машиностроение. 1971. № 59. Вып. 4. С. 44—47.
89. Коженова К. Т., Миниович М. Л.//Химия и технология азотных удобре-¦ ний." 1961, Вып. 7.: С. 213—218 (Тр. ГИАП).
90. Кутовой В. В. и др.//Производство азотных удобрений. М. 1Э81. С. 53—
60 (Тр. ГИАП).
91. Атрощенко В. И. и др.ЦХим. пром. 1966. № 7. С. 38—41.
92. Каргин С. И.//Хны. пром. 1959. № 6. С. 503—506.
93. Пат. 902730, 1954 (ФРГ); пат. 724229, 1955 (Англия); пат. 1141452, 1957 (Франция); пат. 280035, 1958 (США).
94. Шнеерсон А. Л., Миниович М. А., Филиппова Ж. М. и др.//Жури. физ. хим. 1965. Т. 39. № 6. С. 1403.
95. Шнеерсон А. Л., Филиппова Ж. М., Миниович М. А.//Журн. прикл. хим.
1965. Т. 38. № 9. С. 2110—2113.
96. Чернышев А. К.. Заичко Н. Д., Ципарис И. Н. Концентрирование азотной
кислоты с помощью водоотнимающих средств: Обз. инфор. М.:
НИИТЭХИМ, 1974. 54 с.
97. Чернышев А. /(.//Труды Кузбасского политехнического института. Кемерово. 1971. Вып. 34. С. 9—14.
98. Руткова В. М. Канд. дис. Каунас, 1980.
99. Хворостовский А. С., Куча М. М., Хитерер Р. 3.//Азот, пром-сть. 1983. Вып. 4. С. 5—8 (НИИТЭХИМ).
100. Половникова Г. Т. Каид. дис. Новочеркасск, 1972.
101. Карев В. Г., Половникова Г. Т., Почекутова М. Г.//Жури. физ. хим. 1971. №4. С. 110.
102. Половникова Г. Т., Шалыгина В. И., Почекутова М. Г.//Химия и технология азотных удобрений. 1975. № 38. С. 12 (Тр. ГИАП).
103. Почекутова М. Г. Каид. дне. Харьков, 1977.
104. Ванюшева Л. Н. Канд. дис. Ленинград, 1978.
105. Новые исследования по технологии минеральных удобреиий/Под ред. М. Е. Позииа и В. А. Копылова — Л.: Химия. 1970. 246 с.
106. Заичко Н. Д., Кадер Т. Л., Олевский В. М. и др. Расчет колонны концентрирования с применением нитрата магния. Деп. ВИНИТИ, № 301/74 деп. 1974.
107. Заичко Н. Д., Кадер Т. Л., Олевский В. М. и <5р.//Химня и технология продуктов органического синтеза. 1973. Вып. 22. С. 53—57.
108. Nitrogen, 1981. № 129. Р. 32—39.
109. Hellmer L.//Chem. Eng. Progr., 1972. V. 68. № 4. P. 67—71.
110. Nitrogen, 75. P. 41—43.
111. Hydr. Proc., 1979. V. 59. № ц. P. 199.
112. Hellmer L.//Chem. Eng., 1975. V. 82. № 26. P. 98—99.
113. Marzo L. М., Marzo I. M.//Chem. Eng., 1980. № 3. P. 54—55.
114. Nitrogen, 1971. № 74. P. 38—39.
115. Hydr. Proc., 1978. V. 57. Ms 11. P. 163—167.
116. Gerlcke Z>.//Chem. Ing. Tech., 1974. V. 21. P. 894—899.
117. Nitrogen. 1977. № 106. P. 35—39.
118. Сараджев Л. B.//Xим. пром. 1978. Ns 1. С. 45.
119. Сараджев Л. В.ЦТез. докл. II Всесоюзного совещания по методологии исследований и технологий получения, развитию ассортимента веществ особой чистоты. Ереван, 1979. С. 7—9.
120. Пат. 3401095, 1964 (США).
121. Сараджев Л. В., Людковская Б. Г., Миниович М. А. и др. Исследование состава веществ нелетучих в азотной кислоте особой чистоты. 1974. Вып. 26. С. 171—178 (Тр. ГИАП).
122. Степин В. Д. и др. Методы получения особо чистых неорганических веществ.— Л.: Химия, 1969. С. 15.
123. А. с. 453162 (СССР). Б. И. № 29. 1974.
124. А. с. 438427 (СССР). Б. И. № 46. 1974. .
125. А. с. 203311 (СССР). Б. И. № 20. 1967.
126. Талалаев В. М., Сараджев Л. В., Лесник Е. И. и др.//Азот. пром-сть.
1971. Вып. 7. С. 65 (Тр. ГИАП).
127. Талалаев Б. М., Сараджев Л. В., Кузина М. А. и Зр.//Труды ГИАП. 1978. Вып. 50. С. 63—68.
С 68 76° ^ В' Сшхтн СаРа^жев л- в- и др.//Там же,
li29i S. 3., Каплин А, А., Сараджев Л. В. « др.//Методы анализа
хвмйческйх реактивов и препаратов. 1971. Вып. 20. С. 58—60 (Тр. ИРЕА).
130. Филиппова п. В., Чернусская И. В., Сараджев Л. В.)/Тез. докл. IV Всесоюзной конференции по методам получения и аиалвза веществ особой чистоты. Горький, 1972. С. 136.
131. Смахтин Л. А., Филиппова Н, В., Сараджев Л. В. Тезисы докладов
V Всесоюзной конференции по получению и анализу веществ особой чистоты. Горький: Наука, 1976. С. 151.'
132. Филиппова Н. В., Смахтин Л. А., Сараджев Л. В. и др.//Тез. докл.
VI Всесоюзной конференции по методам получения и анализа высокочистых веществ. Горький, 1981. С. 134—135.
133. Смахтин Л. А., Сараджев Л. В., Чернусская И. В.ЦТез. докл. V Всесоюзной конференции по методам получения и анализа веществ особой чистоты. Горький. 1972, С. 136—138.
134. Сараджев Л. В., Смахтин Л. А., Филиппова Н. В. и др. Всесоюзная конференция по использованию атомной энергии и химической техноло-гии/Сб. докладов. М.: Эиергоатомиздат, 1981. С. 130.
135. А. с. 206884 (СССР). Б. И. Ns 1. 1968.
136. А. с. 252713 (СССР). Б. И. № 2. 1969.
137. Сараджев Л. В.//Азот, пром.-сть. 1971. Вып. 2. С. 16—25 (Тр, ГИАП),
138. А. с. 830139 (СССР). Б. И. № 18. 1981.
139. Телещова А. С., Сараджев Л. В.Ц Труды ГИАП. 1975. Вып. 31. С. 99—
104.
140. А. с. 909390 (СССР). Б. И. № 8. 1982.
141. А. с. 1087170 (СССР). Б. И. № 15. 1983.
142. А. с. 1101249 (СССР). Б. И. № 25. 1984.
143. А. с. 1109184 (СССР). Б. И. № 31. 1984.
144. Пат. 3609945, 1971. (США).
145. А. с. 742270 (СССР). Б. И. № 23. 1980.
146. А. с. 825387 (СССР). Б. И. № 16. 1981.
147. А. с. 825388 (СССР). Б. И. № 16. 1981.
148. А. с. 973431 (СССР). Б. И. № 42. 1982.
149. Сараджев Л. В., Полянских Е. И.//Тез. докл. 1 Всесоюзной конференции «Реахнмтехннка-1». Днепропетровск, 1982. С. 71,
150. Сараджев Л. В., Новиков Э. А., Епифанова Т. М. Рук. деп. в Черкасском отделении НИИТЭХИМа, per. № 1365. ХП-Д82.
151. Захарова Э. Н„ Кузина М. А., Панева В, И. и <?р.//Труды ГИАП. 1974, Вып. 24. С- 94—99.
152. Захарова Э. Н. и др.//Тр. метрологических институтов СССР. 1974. Вып. 175 (235). С. 75—77.
К разделу II
1. Ормонт Б. Ф. Структуры неорганических веществ. М.: Химия, 1950, С. 764—766.
2. Термодинамические свойства индивидуальных веществ. Т. 1. Кн. 2. Под ред. В. П. Глушко и др. М.: Наука, 1978. С. 321.
3. Справочник азотчика. Т. 2/Под общей редакцией Е. Я. Мельникова. М.: Химия, 1967. 446 с.
4. Технология аммиачной селитры/Под ред. В. М. Олевского. М.: Химия, 1978. 312 с.
5. Филонов А. М., Пилоян Г. О.//Жури, прикл. хим. 1983. Т. 56. № 6. С. 1952—1955.
6. Сорина Г. А., Бурмистрова Т. В., Цеханская Ю. В. Вязкость водных растворов нитрата аммония. М., 1974. 11 с. Деп. в НИИТЭХИМ (г. Черкассы), № 402/75 деп; РЖ «Химия», 1975, 12Б1367.
v Z. Сорина Г. А., Бурмистрова Т. В., Цеханская Ю. В. Растворимость в системе нитрат аммония —вода и плотность водных растворов нитрата аммония. М., 1975. 15 с. Деп. в НИИТЭХИМ (г. Черкассы), № 506/75 деп; РЖ «Химия», 1975, реф. 18Б854.
J. D. ct al.//J. Chem. and Eng. Date, 1962. Vl1!
3.ш(ар1/1Хщ. пром., 1973. № 12. С. 910—911. ; ¦. i.:
10. Цеханская Ю. В.//Азотн. пром., 1974. № 3. С. 23—28.
11. Термические константы веществ под ред. В. П. Глушко и др., вып. 3. ^ М.: ВИНИТИ АН СССР, 1968, с. 30.
12. Сорина Г. А., Козловская Г. М., Цеханская Ю. В.//Жури. физ. хим.,
1977. Т. 51, № 8. С. 2099—2103.
13. Сорина Г. А., Блинова М. Б., Цеханская Ю. В.//Жури. прикл. хим. 1975, Т. 48. № 8. С. 1720—1724.
14. Голубев И. Ф., Кияшева В. П., Рогов Л. /(.//Труды ГИАГ1. 1969. № 24, С. 173—177.
15. Сорина Г. А-, Бурмистрова Т. В., Цеханская Ю. В.//Труды ГИАП. 1977. №46. С.12—15.
16. Голубев И. ф., Ефремов Ю. В.//Труды ГИАП. 1963. № 14. С. 5—9.
17. Шмуйло&иц Г. А. и др. Температурно-коицеитрациониая зависимость коэффициентов диффузии в водных растворах нитрата калия и аммониз, Л., 1978. 10 с. (Редколлегия Ж. прикл. химии АН СССР). Деп. в ВИНИТИ 8.08.1978 г., № 2652—78 деп; РЖ «Химия», 1978, реф. 22Б1457.
18. Пестов Н. Е. Физико-химические свойства зернистых и порошкообразных химических продуктов. М. — Л.: Иэд-е АН СССР. 1947. 239 с.
19. Цеханская Ю. В., Людковская Б. Г., Новикова О. С.//Хим. пром., 1974, № 7. С. 521—523.
20. Клевке В. А., Поляков Н. Н., Арсеньева А. 3. Технология азотных удобрений. М.: Госхимиздат. 1963. С. 30.
21. Миниович М. А. Производство аммиачной селитры. №.: Химия, 1974.
22. Соколовский А. А., Унанянц Т. П. Краткий справочник по минеральным
удобрениям. М.: Химия, 1975. 280 с. 1
23. А. с. № 466839, 1974. Б. И. № 39, 1977.
24. А. с. № 686314, 1979. Б. И. W> 34, 1979.
25; Иванов М. Е., Михельсои И. С.//Труды ГИАП. 1976, № 39. С. 19—23.
26. Иванов М. Е., Быков В. //.//Теоретические основы хнм, технол. 1970.
Т. 4. N° 2. С. 239—244.
27. Быков В. П. Диссертация каид. техн. наук. Теплоотдача от стенки к бар- ;, ботажному слою. М., ГИАП, 1969. 115 с.
28. Иванов М. Е. и ^.//Производство азотных удобрений, 1981. С. 39 (Тр, ГИАП).
29. Иванов М. Е., Линдин В. М., Иванов А. ?.//Жури. ВХО им. Д. И. Менделеева. 1983. Т. 28. № 4. С. 55.
30. А. с. № 435634, 1974, Б. И. № 6, 1976.
31. Иванов М; Е. и др.//Xнм. пром., 1973, № 5. С. 376.
32. Иванов М. Е. и др.//Типовые методики расчета процессов гранулирования,
1977. С. 21 (Тр. НИУИФ).
33. А. с. № 676584, 1979, Б. И. № 9, 1979.
34. А. с. № 789148, 1980, Б. И. № 47, 1980.
35. Nitrogen. 1981. № 131. Р. 39.
36. Картошкин А. Д.//Хим. пром. 1979. № 1. С. 40.
37. Казакова Е. А. Гранулирование и охлаждение азотосодержащих удобрений. М.: Химия, 198СГ. С. 267.
38. Гельперин Н. И., Айнштейн В. Г., Кесша В. Б. Основы техники псевдо-ожижения. М.: Химия, 1967. 664 с.
39. Кунин Д., Левинитиль О. Промышленное псевдоожижение. М.: Химия, 1976. 447 с.
40. Аэров М. Э., Тодес О. М. Гидравлические и тепловые основы работы аппаратов со стационарным и кипящим зернистым слоем. М.: Химия, 19SS. 510 с.
. 41. Наладка приборов и устройств технологического коитроля/Под ред,
А. С. Клюева. М.: Энергия, 1976. 416 с.
42. Дианов В. Г. Автоматическое регулирование и регуляторы в химической промышленности. М.: Химия, 1978. 376 с.
43. Дубинский Я. М., Лецюк Б. В.//Системы и средства автоматизации химических производств. 1977. 44 с. (НИИТЭХИМ).
44. Глазунов Л. П., Грабовский В. П., Щербаков О. В. Основы теории надежности автоматических систем управления. Энергоатомиэдат, Ленинградское отделение, 1984. 208 с.
45. Ажогин В. В., Романенко В. Д.//Вестник Киевского политехи, ин-та. Сер. Автоматика н электроприборостроение, 1978. Вып. 15. С. 45—48.
46. Яременко Н. Е„ Светлов Б. Я• Теория и технология промышленных взрывчатых веществ. М.: Промстройиздат, 1957. С. 152—153.
47. Дубнов Л. В., Бахаревич Н. С., Романов А. И. Промышленные взрывчатые вещества. М.: Недра, 1973. С. 104.
48. Поздняков 3. Г., Росси Б. Д. Справочник по промышленным взрывчатым веществам и средствам взрывания. М.: Недра, 1977. 234 с.
49. Поздняков 3. Г., Карганова Г. Т. Взрывное дело. М.: Недра, 1978. № 80/37. С. 16.
50. Шмидт Н. Е„ Максимов Д. Я.//ЖФХ, 1979. Т. 53. № 7. С. 1895.
51. Wang F. K.//J. Elektrochem. Soc., 1976. V. 123. N 3. P. 435.
52. Swaminathan S., Srinivasan 5.//Acta crystallogr., 1975, V. A31. N 5,
P. 628. . •
53. Киреев В. А. Методы практических расчетов в термодинамике химических реакций. М.: Химия, 1970. С. 519.
54. Kust R. N., Burke J. D.//Inorg.. Nucl. Chem. Lett., 1970. V. 6. N 3. P. 333.
55. Nissen D. A., Meeker D. ?.//Inorg. Chem., 1983. V. 22. N 5. P. 716.
56. Свойства неорганических соединений. Справочник. Ефимов А. И. и др. Л., Химия, 1983. 392 с.
57. Трейвус Е. 5.//ЖПХ, 1980. Т. 53, № 9. С. 2090.
58. Киргинцев А. Н„ Трушникова Л. Н., Лаврентьева В. Г. Растворимость неорганических веществ в воде. Справочник. М.-Л.: Химия, 1972. С. 148.
59. Хренова Т. Л., Ахумов Е. Я.//ЖФХ. 1974. Т. 48. № 3. С. 717.
60. Rychly R.ffChem. prum. 1977. Sv 27. N 6. Str. 291.
61. Краткий справочник физико-химических величии/Под ред. Равделя А. А., Пономаревой А. М. — М.-Л.: Химия, 1983. 231 с.
62. Пучков Л. В., Маташкин В. Г., Матвеева Р. Я.//ЖПХ. 1979. Т. 52. № 5. С. 1015.
63. Пучков Л. В., Саргаев П. М.//ЖПХ. 1973. Т. 46. № 12. С. 2637.
64. Пучков Л. В., Матвеева Р. П., Баранова Т. Л.//ЖПХ. 1973. Т. 46. № 2. С. 443.
65. Олефир Л. И., Кнышенко М. И., Прийма Л. /(.//Хим. пром., 1978. № 2. С 123
66. Phosphorus and Potassium. 1971. N 51. P. 50.
67. Викторов В. В. Графические расчеты в технологии неорганических веществ. М.-Л.: Химия, 1972. 461 с.
68. Пат. 44947, 1977 (Израиль).
69. Пат. 2105580, 1972 (Франция).
70. Phosphorus and Potassium. 1971. N 52. P. 55.
71. Справочник по растворимости/Под ред. Кафарова В. В. — М.: Наука, Т. 1—3; 1961—1970.
72. Ярым-Агаев Н. Л., Рудин В. Я. В сб. Исследования в области неорганической технологии. Соли, окислы, кислоты. Изд. АН СССР, Наука, Л. О.,
1972, с. 174.
73. Рудин В. Я., Ярым-Агаев Н. Л., Там же, с. 178.
74. Bursa S., Stanish-Lewicka AI.//Zeszyty nauk. politechn. Szczecinskiej. 1972. Sv. 141. N 10. Str. 25.
75. Олефир Л. И., Кнышенко М. Я.//Хим. пром. 1980. № 1. С. 37.
76. Конвисар В. И., Суковатый Е. Г., Конвисар Л. В.//Труды ГИАП. 1976. Вып. 39. С. 22.
77. Лимонов В. Е., Удовенко А. Г., Прийма Л. К. и 5р.//Хим. техиол. 1979. № 3. С. 56.
78. Кефер Р. Г., Данилов Н. Ф„ Шамриков В. М. Гетерогенные каталитические процессы. Межвузовский сборник научных трудов ЛТИ им. Ленсовета. Л., 1980. 132 с.
79. Кефер Р. Г.. Данилов Н. Ф„ Адеев С. М.//Изв. вузов. Химия и хим. тех-нол. 1979. Т. 22, № п, с. 1353.
80. Пат. 262725, 1970 (СССР) .
81. Атрощенко В. И., Московченко С. Э., Кутовой В. В.//ЖПХ. 1980. т. 53* № 9 С 1932
82. Кефер Р. Г., Пфефер Э. Э„ Цимбалов И. М. и <Зр.//ЖПХ. 1979. Т. 52. № 2. С. 265.
83. Пфефер Э. Э„ Данилов Н. Ф„ Кефер Р. Г. Тезисы докл. X всес. конф. по ТНВ, Днепропетровский ХТИ им. Дзержинского. Днепропетровск, 1976. 334 с.
84. Амирова С. А., Кефер Р. Г., Пфефер Э. Э.//ЖПХ. 1976. Т. 49. № 7, С. 1489.
85. Амирова С. А., Кефер Р. Г., Шустер Я. А. и др.//ЖПХ. 1976. Т. 49. № 8. С. 1951.
86. Кефер Р. Г., Пфефер Э. 3.//ЖПХ. 1977. Т. 50. № 7. С. 1538.
87. Амирова С. А., Кефер Р. Г., Ягуд Б. Ю., Пойлов В. 3. Тезисы докл. Все-союзи. семинара по очистке пром. газов. Днепропетровск, 1973, с. 78.
88. Кефер Р. Г., Данилов Н. Ф„ Пойлов В. 3., Розенберг Г. И., Кузнецов-Фетисов Л. И. В ки. Адсорбенты, их получение, свойства и применение (Труды IV Всесоюзного совещания по адсорбентам), Л., Наука, 1978, с. 204.
89. Амирова С. А., Кефер Р. Г., Я г уд Б. Ю. и др. Изв. вузов. Химия и хнм. технол., 1974. Т. 17. С. 1050.
90. Кефер Р. Г., Данилов Н. Ф., Амирова С. А.//Изв. вузов. Химия и хим. технол. 1978. Т. 21. № 10. С. 1498.
91. Атрощенко В. И., Каргин С. И. Технология азотиой кислоты. М.: Химия. 1970. 494 с.
92. Удовенко А. Г., Конвисар В. И., Шапка А. В.//ЖПХ. 1976. Т. 49. № 6. С. 1238.
93. Удовенко А. Г., Конвисар В. И., Шапка А. В. и др.//Труды ГИАП. 1975. Вып. 36. С. 21.
94. Пат. 4378342, 1983 (США).
95. Пат. 310441, 1971 (СССР).
96. Weinrotter F.//Chem. Ingr. Tehn. 1971. Bd. 43. N 16. S. 889.
97. Пат. 2116497, 1973 (Франция).
98. Андреева Т. А., Другина И. Д.//ЖНХ. 1970. Т. 15. № 4. С. 1080.
99. Шенкин Я. С., Алехина Т. В.ЦЖПХ. 1973. Т. 46. № 6. С. 1354.
100. Шенкин Я. С., Ручнова С. А., Родионова Н. Л.//ЖНХ. 1973. Т. 18. № 1. С 235
101. Каганский И. М., Бабенко Н. М.//ЖПХ. 1974. Т. 47. № 3. С. 537.
102. Миниович М. А., Миниовиц В. М. Соли азотистой кислоты (нитриты), М.: Химия, 1979. 168 с.
103. Проценко П. И., Разумовская О. Н., Брыкова Н. А. Справочник по растворимости иитрнтных и нитратных солевых систем. М.: Химия, 1971. С. 109.
104. Производство капролактама, под ред. В. И. Овчинникова н В. Р. Ручин-ского, М., Изд. «Химия», 1977, с. 207—213.
105. Лазорин С. Н„ Стеценко Е. Я. Сульфат аммония. М.: Металлургия. 1973, С. 286.
106. Леонова Т. М. Химическая промышленность за рубежом. 1982. Вып. 4 (232).
107. Сельское хозяйство за рубежом. 1976, № 1. С. 6.
108. Клевке В. А. и др. Жидкие азотные удобрения. М., Химия, 1973.
109. Баранов П. А., Алейнов Д. П., Олевский В. М.//Хим. в сельск. хоз-ве
1983. т. XXI, № 5. С. 28-32.
110. Справочник азотчика. Т. 2. М.: Химия, 1969. 446 с.
111. Кучерявый В. И., Лебедев В. В. Синтез и применение карбамида. Л., Химия, 1970. 448 с.
112. Hoek К. Н., Ober die Hersfellung und Unlersuchung von Harnstoffgranu-laten, Zflrich, 1962.
113. Антонов А. А. жох, 34, № 7, L964. С. 2340.
114. Горловский Д. М., Альтшулер Л. Н„ Кучерявый В. И. Технология карбамида. М.-Л.: Химия, 1981. 432 с.
U5. Lemkowitz S. М. Phase and Corrosion Studies of Ammonia-Carbon Dioxide-Water System at the Conditions of the Hot Gas Recirculation Process for the Synthesis of Urea, Diss. Techn. Hogeschool, Delft, 1975.
116. Горловский Д. М., Кучерявый В. Я.//ЖПХ. 1980. № И. С. 2548.
117. Jager L„ Gottfried J., Nyvlt /.//Chem. Proum. 1965. 15/40. N 11. P. 609,
118. Kaazenbrood R. J. C. Proc. of the Fourth Europ. Symposium on Chem. Eng. Brussels. Septem. 9—10. 1968. Pergamon Press. 1971. P. 317.
119. Kuwasumi Sh.//Bull. Chem. Soc. Jap. 1953. V. 26. N 5. P. 218, 222; 1954. V. 27. N 5. P. 254.
120. Ефремова Г. Д., Леонтьева Г. Г.//Хим. пром. 1962. № 10. С. 742.
121. Кучерявый В. Я, Горловский Д. Л1.//Жури. ВХО им. Д. И. Менделеева. 1983. № 4. С, 47—54.
К разделу Ш
I.i Мороз В. Г. Эксплуатация, модернизация и ремонт оборудования: Науч-но-техняческий сборник. — ЦНИИТЭХИМ, 1969. Вып. 8. С. 11—13.
2. Арчаков Ю. Я. Водородоустойчивость стали. М.: Металлургия, 1978,
С. 15.
3. Арчаков Ю. И., Тесля Б. Л1.//Защита металлов. 1972. № 6. С. 721.
4. Bonner W. A.//Hidrocarbon Progressing. 1977. N 5. P. 165—167.
5. Козлова H. Н„ Крылова А. Р. Структура и свойства жаропрочных материалов. М.: Наука. 1967. С. 306.
6. Савицкая О. П.//Химическое и нефтяное машиностроение, 1965. С. 16— 19.
7. Свойства сталей и сплавов, применяемых в котлотурбостроеиии. Руководящие указания. ЦКТИ им. И. И. Ползуиова, Вып. 16, Ч. 1. Ленинград.
1966. 258 с.
8. Крутасова Е. И. Надежность металла энергетического оборудования. М.: Энергия. 1981. 240 с.
9. Сидорин И. И., Косолапое Г. Ф„ Макарова В. Я. и др. Основы материаловедения. М.: Машиностроение. 1976. 436 с.
10. Марочник стали и сплавов. Научно-производственное объединение по технологии машиностроения. ЦНИИТМАШ. 1977. 516 с.
II. Литая аустенитиая жаропрочная нержавеющая сталь JiN 519. Реферативный журнал «Металлургия», 1971, № 4. Реф. 4И 644.
12. Дьяков В. Г., Ческис X. Я., Левтонова Н. М.//Эксплуатация, модернизация и ремонт оборудования в нефтеобрабатывающей и нефтехимической промышленности. М.: ЦНИИТЭиефтехим, 1978. С. 8—28, 31—33.
13. Ческис X. Я, Перельмиттер Е. Д.//Химическое и нефтяное машиностроение. 1972. № 7. С. 23—25.
14. Масленков С. Б., Козлова Н. Н„ Ляпунов А. Я.//Металловедеиие и термическая обработка металлов. 1975. Ns 11. С. 65—67.
15. Левин И. А., Пахомова Н. Л1//Защита металлов. 1973, № 6. С. 9.
16. Пахомова Н. М. Исследование процессов протекания межкристаллитной
коррозии в аустеиитиых нержавеющих сталях типа 18—8. Дисс. на соискание ученой степени каид. техи. иаук. Москва. 1974.
17. Лозовацкая Л. П., Левин И. А., Бурцева Я К. и <?р.//3ащита металлов.
1984. № 3. С. 20.
18. Chem. lngr. Techn. 1982. V. 54. N 2. P. 108—119.
19. Ульянин E. А. Коррозиониостойкие стали и сплавы. Справочное иэд-е. М.:
Металлургия. 1980. 216 с.
20. Каховский Н. Я, Фартушный В. Г., Ющенко К. А. Электродуговая сварка сталей. Справочное изд. Киев: Наукова думка. 1975. С. 356—358.
21. Бабков А. А., Приданцев М. В. Коррозионностойкие стали и сплавы. М.: Металлургия. 1971. 114 с.
22. Дятлова В. Н. Коррозионная стойкость металлов и сплавов. Справочное издание. М.: Машиностроение, 1964. С. 352.
23. Воробьева Г. Я. Коррозионная стойкость материалов в агрессивных средах химических производств. М.: Химия, 1975. С. 815.
24. Патрикеева Н. И.//Хим, пром. 1985. № 11(275). С. 33.
25. Horn Е. М., Kugler A. Z.//Werkstoff Tech. 1977. N 8. S. 362—370.
26. Жадан Т. А.//Металловедение и термическая обработка металлов. 1976. № 5. С. 30,—32.
27. Липодаев В. Н., Ющенко К. А., Цыганов Ю. А. и (^.//Автоматическая сварка. 1985. № 4. С. 41—44.
28. Герасимов В. В. Коррозия сталей в'нейтральных водных средах. М.: Металлургия. 1981. С. 102.
29. Armijo 1. S., Wilde В. Е.//Corrosion Science. 1968. V. 8. P. 649—664.
30. Krystow P. ?.//Chem. Eng. Progr. 1971. V. 67. N 4. P. 59—64.
31. Кащук В. А. Влияние переходных металлов иа свойства металлов и сплавов. Томск. Томский государственный универсятет. 1981. С. 127—128.
32. Newman /.//Chem. Eng. 1979. V. 86. N 12. P. 149—150.
33. Фокин At H., Рускол Ю. С., Мосолов А. В. и др. Титан и его сплавы в хи
мической промышленности. М.-Л.: Химия. 1978. С. 200.
34. Хохлова И. М., Ремашевская 3. В. Титан в химической промышленности. 1981. С. 27—30 (Тр. ВНИИК).
35. Charguet D. Memoirs Sientifique Revu Metallurgie. 1977. v. 76, N 2. P. 113—
117.
36. Пат. № 52—29264, 1977 (Япония).
37. Цвикер У. Титан и его сплавы. М.: Металлургия. 1979. С. 511.
38. Разыграев В. П., Константинова Е. В., Блинова В. А.//Химическое и нефтяное машиностроение. 1981. № 1. С. 21—23.
39. Keller Н., Risch K.//Werkstoff und Korros. 1964. Bd. 15. N 9. S. 741.
40. Разыграев В. П., Лебедева М. В., Городецкий А. Е. Коррозионная стойкость титана в технических средах химической промышленности. М.: 1982. С. 48—56 (НИИТЭХИМ).
41. Роэенфельд И. Л. Ингибиторы коррозии. М.: Химия. 1977. С. 219.
42. Gilber L. L., Funk С. W\//Metal Progress. 1956. V. 70. N 5. P. 93—96.
43. Коррозия: Справочное изд./Под ред. Л. Л. Шраера. М.: Металлургия,
1981. С. 181—184.
44. Мелихов Р. К. Коррозионное растрескивание титановых и алюминиевых сплавов. Киев: Техника. 1979. С. 6—93.
45. Васильева Н. М., Фетисова Т. В. и др. Титаи в химической промышленности. 1981. С. 31—35 (Тр. ВНИИК).
46. Ященко Л. В'., Орлова Н. В. и др. Коррозионная стойкость титана в технологических средах химической промышленности. М., 1982. С. 83—85. (Тр. ВНИИК).
47. Клипов И. Я. и др. Химическое оборудование в коррозиониостойком исполнении. /Справочное издание. — М.: Машиностроение. 1970. 591 с.
48. «Эмалированная аппаратура», каталог. М., ЦИНТИХИМНЕФТЕМАШ,
1982.
49. Балалаев Г. А. Производство антикоррозионных работ. М.: Высшая школа.
1973. 383 с.
50. Справочник по пластическим массам/Под ред. В. М. Катаева, В. А. Попова, Б. И. Сажина. — М.: Хи^ия. 1975. Т. 1. 447 с.; Т. 2. 567 с.
51. Назаров Г. И., Сушкин В. В., Дмитриевская Л. В. Конструкционные пла-стмассы./Справочное издание.—М.: Машиностроение. 1973. 191 с.
52. Воробьева Г. Я. Химическая стойкость полимерных материалов. М.: Химия. 1981. 295 с,
53. Долежел Б. Коррозия пластических материалов и резин. М.: Химия. 1964. 248 с.
54. Малинсон Дж. Применение изделий из стеклопластиков в химических про-изводствах/Пер. с англ. — М.: Химия. 1973. 239 с.
55. Износостойкие материалы в химическом машиностроении: Справочное из* даиие./Под ред. Ю. М. Виноградова. Л.: Машиностроение. 1977. 253 с.
56. Рогалин М. И„ Чалых Е. Ф. Справочник по углеграфитовым материалам.
М.-Л.: Химия. 1974. 206 с.
57. Гуммированное химическое оборудование, каталог, М„ ЦИНТИХИМНЕФ-ТЕМАШ, 1984.
58. Богатков Л. Г. и др. Гуммирование химического оборудования. М.: Химия. 1977. 264 с.
59. Рейбман А. И. Защитные лакокрасочные покрытия. М.-Л.: Химия. 1983.
60. Лифшиц М. Л., Пшиялковский Б. И. Лакокрасочные материалы. М.: Химия. 1982. 359 с.
61. Окраска металлических поверхностей. ОМРТМ 7312-010-78. М.: Химия.
1978. 364 с.
62. Лакокрасочные материалы для различных отраслей народного хозяйства: Каталог, Ч. 1—3. Черкассы: НИИТЭХИМ, 1980—81.
63. Защита строительных конструкций от коррозии. СНиП 11-28—73. М.:
Госстрой СССР, 1976.
64. Система технического обслуживания и ремонта оборудования предприятий химической промышленности. М.: НИИХИММАШ, 1984. Ч. I. 96 с.; Ч. II. 216 с.; Ч. III. 216 с.
65. Шкловский Э. И., Востряков Е. С. Ремонтная служба на химических предприятиях. М.: Химия, 1978. 168 с.
66. Рахмилевич 3. 3. и др. Справочник механика химических и нефтехимических производств. М.: Химия, 1985. 592 с.
К разделу IV
1. Правила устройства электроустановок. ПУЭ-76. Раздел I. Общие правила. М.: Энергия, 1982. С. 13—15.
2. Правила устройства электроустановок. ПУЭ-76. Раздел VII. Электрооборудование специальных установок. М.: Атомиздат, 1980 г., С. 19—68.
3. Правила изготовления взрывозащищенного и рудничного электрооборудования. ОАА. 684.053—67, М.: Энергия, 1969. 104 с.
4. Ракович И. И. Электрооборудование взрывоопасных производств. М.: Энергия. 1972. 376 с.
5. Арнополин А. Г., Шевченко Н. Ф. Взрывозащищениое электрооборудование. М.: Энергия, 1973. —208 с.
6. Гнесин А. М., Пирогов Е. В. Монтаж электроустановок во взрывоопасных зонах: Справочное издание. М.: Эиергоиздат, 1982. — 206 с.
7. Шевченко Н. Ф., Арнополин В. Г., Мельник Г. И. Взрывозащищенное электрооборудование для нефтяной и газовой промышленности: Справочное издание. М.: Недра, 1976.— 183 с.
8. Справочник азотчика. Т. 2. — М.: Химня, 1969. С. 385—414.
К разделу V
1. Заичко Н. Д., Чернышев А. К.//Жури. ВХО им. Д. И. Менделеева. 1983, № 4. С. 7.
2. Афанасьев А. Н„ Казарян П. Е„ Тощее А. Ф. и др.ЦЖурн. ВХО им. Д. И. Менделеева. 1978. № 1. С. 80—82.
3. Народное хозяйство СССР в 1983. М.: Финансы и статистика, 1984. С. 157. Статистический ежегодник.
4. Развитие химической промышленности в СССР в 1917—1980 гг. Сборник статей. М.: Наука, 1984. Т, 1. 367 с. Т. 2. 399 с.
5. Афанасьева Г. Г., Патрикеева Н. И. и др.//Химическая промышленность за рубежом. Обзорная информация. М.: НИИТЭХИМ, 1981. № 4. С. 21—50.
6. Петряева Д. А., Сиденко О. М. Химическая промышленность за рубежом. Обзорная информация. М.: НИИТЭХИМ, 1982. Вып. 10. С. 1—21.
К разделу VI
1. Производственные задания промышленных предприятий. Нормы проекти
рования. СНиП 11-90—81. М.: Стройиздат, 1982, 13 с.
2. Пожарная опасность веществ и материалов, применяемых в химической
промышленности: Справочник/Под ред. И, В, Рябова.—М.: Химия, 1970. 356 с.
3. Правила безопасности во взрывоопасных и взрыво-пожароопасных химических н нефтехимических производствах. ПБВХП—74. — М.: Недра, 1976. 79 с.
4. Санитарные правила проектирования промышленных предприятий.
СН 245—71.—М.: Стройиздат, 1972. 98 с.
5. Вредные вещества в промышленности: Справочник/Под ред. Н. В. Лаза
рева. Т. 1, 1976, 590 с.;„Т. 2, 1976, 623. М.: Химия.
6. Вспомогательные задания, СНиП 11-92—76. М.: Стройиздат, 1977.
7. Справочник азотчика. Т. 2. М.: Химия, 1969. с. 417.
8 Coward Я. F., Jones G. W. Bureau of Mines. Washington, 1952. Bull. № 503. P. 155.
9. Zabetakis M. J. Bureau of Mines. Washington, 1965. Bull. № 627. P. 121.
10. Стрижевский И. И., Заказное В. Ф. Промышленные огнепреградители.— М.: Химия, 1974. 268 с.
11. Розловский А, И. Основы техники взрывобезопасности при работе с горючими газами и парами. — М., Химия, 1980. 376 с.
12. Андреева Н. В., Эльнатанов А. И., Стрижевский И. #.//Журн. физ. хим.—
1981. Т. 55. № 12. С. 3031.
13. Заказное В. Ф., Стрижевский И. И., Куршева Л. А. и др.//Физика горения взрыва. 1975. Т. 11. № 2. С. 247; 1976. Т. 12. № 1. С. 132.
14. Заказное В. Ф., Куршева Л. А., Федина 3. И.//Магистральные аммиако-проводы. 1978. Вып. 51. С. 92 (Тр. ГИАП).
15. Заказное В. Ф„ Куршева Л. А., Федина 3. Я.//Физика горения взрыва.
1978. Т. 14. № 6. С. 22.
16. Заказное В. Ф„ Куршева Л. А.//Журн. прикл. хим. 1980. Т. 53. № 8. С. 1965.
17. Баратов А. Н. Журн. физ. хим. 1959. Т. 33. № 6, С. 1184.
18. Horiguchi S., Hashlguchi G„ Ogahara Т., Iwasaka H.//J. Nat. Chem. Lab.
Ind. 1980. V. 75. № 3. P. 102.
19. Монахов В. Т. Методы исследования пожарной опасности веществ. — М.:
Химия, 1979. С. 216.
20. Льюис Б., Эльбе Г. Горение, пламя и взрывы в газах. М.: Мир, 1968. С. 331.
21. Щелкин К. Я., Трошин Я. К. Газодинамика горения. М.: Изд. АН СССР. 1963. 255 с.
22. Сколик А. С. Самовоспламенение, пламя и детонация в газах. — М.: Изд. АН СССР, 1960. -427 с.
23. Иванов Б. А. Физика взрыва ацетилена. М.: Химия, 1969. 180 с.
24. Ale В. I. М., Bruning F„ Koenders Н. A. A.//J. Hazards Mater. 1981. V. 4.
№ 3. P. 283.
25. Лозин М. Е. Технология минеральных солей. Ч. 2. Л.: Химня, 1970. 1556 с.
26. Миниович М. А., Миниович В. М. Соли азотной кислоты. М.: Химия, 1979. С. 175.
27. Шидловский А. А., Шмагин Л. Ф., Попович А. С. и др.//ДАН СССР. 1968. Т. 181. № 2. С. 415.
Абсорбционная колонна 57, 58, 71,
72, 81, 82 Автоклав 105, 106, 112 Агрегаты синтеза аммиака, взрывоопасность 396, 397 Азотистая кислота 20, 21, 52 Азотная кислота азеотропные смесн 22 безводная см. Безводная азотная кислота
водные растворы, свойства 23 сл. высших марок чистоты 140 давление паров над растворами 22 диаграмма кристаллизации 22 концентрирование 99 сл. коррозия нержавеющих сталей 326, 327
кристаллогидраты 21, 22 окисление N0 14 особой чистоты 132 сл.
пожароопасность 432 производство см. Производство азотной кислоты равновесное содержание в смесн с Mg(N03)2 126 разложение известняка 205 растворы в жидком )N204 32 реактивная 134, 135 самоионизация 20 система с Н20, состав 114 температура кипения 114 техническая 136 токсичные свойства 434 требования к качеству 10 энергия разложения 20 Азотные удобрения см. также Аммиачная селитра, карбамид ассортимент 422, 423 жидкие 237 сл., 422 медленнодействующие 234 сл. сульфат аммония 161, 229 сл., 234 Алифатические спирты 249 Алюминий 340 сл.
Аммиак
взаимодействие с кислородом 39 взрывоопасность 440, 441 водные растворы см. Аммиачная вода
давление паров над растворами карбамида 252 двухступенчатая очистка 50, 51 жидкий 11, 76, 248, 257 коксового газа 229 механизм окисления 39 сл., 62 ПДК 434
пожароопасные свойства 432 прнмеси 49 сл. свойства 11
Аммиак
смесь с воздухом, пределы взрывоопасности 440 температура зажигания 40 токсичные свойства 434 Аммиакаты 239 сл.
Аммиачная вода 237 сл., 432 Аммиачная селитра бестарное транспортирование 197 взрывоопасность 432 водные растворы 145 сл. водоустойчивая 198 сл.
80—90%-ная, хранение 198 .
гигроскопичность 152 сл. гранулированная 159, 183 сл. с добавками 142, 160 сл.
ЖВГ и ЖВК, получение 200, 201 модификации 142 сл. образование в конденсате 59 ПДК 436 плав 182
производство см. Производство аммиачной селитры слеживаемость 154, 155 терморазложенне 155 сл. токсичные свойства 436 требования к качеству 159, 160 физико-химические свойства 142 сл. хранение н транспортирование 193 сл.
Аммиачно-воздушные смеси взрыво-пожароопасность 11, 12, 440, 441 давление воспламенения 443 детонация 442, 443 очистка от примесей 50, 51 температура горення 12 Аммначно-кнслородные смеси 437, 440, 441 Антегмит 346
Аппарат (ы), см. также Абсорберы доупарочный 181 сл.
ИТН 163, 179
колонные с ситчатыми тарелкам»
101
для очистки воздуха 70, 78 Арзамнт 346
Ацетилен 432, 436, 440 сл.
Башня грануляционная 183, 184 Бензол 430, 436, 440, 441 Бисульфат аммония, образование 23В Биурет 248
Блок нагрева газов БНГ-172 89 Бризол 347
Бутан, взрывоопасность 440, 441
Внброгрануляторы резонансные 185-, Винипласт 344, 345
Вода 12 оборотная 77
реакционная, выделение из ннтроз-ного газа 98, 99 Водоотиимающая способность чистых веществ 121 Водород 432, 437, 440, 441 Водородная коррозия сталей 291 Водяной пар 58, 59, 268, 279 Воздух 11 очистка 51
расход при концентрировании H2S04 120
— на получение плава селитры 182, 183
скорость коррозии сталей н сплавов 293 требования к качеству 77 Воздуходувка 121 Воздушный компрессор 364 Вспомогательное оборудование в производстве аммиачной селитры 189
Выпарные аппараты 210, 211 Высококремнистые стали 331 сл. Высокохромистые стали 328 сл. Вязкость безводной азотной кислоты 19 жидкого N204 17 карбамида 247 нитроолеума 38 оксида азота IV 15 растворов азотной кислоты 26 аммиачной селитры 152 карбамида 250 сл„ нитрата кальция 203, 204 нитрата натрия 221 оксида азота N204 в HN03 37 сульфата аммоння 229
Газ(ы)
азот молекулярный 61 аммиак см. Аммиак восстановители оксида азота 59 горючие 265, 266, 442, 443 нитрозный см. Нитрозные газы природный 59, 60 Газгольдеры 369 сл., 399, 414, 415 Газовая турбина 364, 365 Газовый промыватель 80, 31 Газотурбинный агрегат ГТТ-3 360 сл.
ГТТ-ЗМ 73 ГТТ-12 78, 79, 363 сл. комплексный машинный КМА-2
87, 88, 367, 368 Гидразин 433 Гидроизол 347 Грануляторы 184 сл.
Графит пропитанный 346
Давление паров азотной кислоты над растворами
25,-100 аммиака 238, 252 аммиаката карбамида 253 над аммиачной селитрой 145
— жидким N0 13 --N203 18
насыщенных азотной кислотой 19 насыщенных N204 16 общее растворов нитрата аммония
150, 151 оксида азота IV 15 оксидов азота над растворами HN03—N204 29 равновесное воды над растворами NH4NO3 153 над растворами азотной кислоты 22 нитрата кальция 203 N204 в HN03 33 сл.
Детонация 440, 442 Диацетилен 433, 440, 441 Дноксид углерода 254 сл., 261 Диспергатор НФ 162, 163 Добавка «Нукло» 162 Доломитовая добавка 161 Донейтралнзатор 180 Друкфильтры 211
Едкий натр, токсичные свойства 435
Жидкие азотные удобрения (ЖКУ) 237 сл.
Закалка окснда азота 97
Известняк 205 Изобутилеидикарбамид 236 Изол 347
Ингибиторы нитрификации 237 Инколлой 800, 307, 313 Испаритель аммиака 78, 117
Калиевая селитра 206 сл.
Кальциевая селитра 201 сл.
Каменное литье 342, 343 Камера сгорания 361, 362 Карбамат аммония 257 Карбамид выход, влияние примесей 265 кинетика накопления влаги 254 основы синтеза 254 сл.
ПДК 435
пожароопасность 433 производство см. Производство карбамида свойства растворов 250 сл. содержание в парах над растворами 250
Карбамид термодинамические свойства 247, 251, 252 токсичные свойства 435 физико-химические свойства 435 Катализаторы активность 61
восстановления оксидов азота 60 сл.
окисления аммиака 41 сл.
— цианистого водорода 236 палладиевый АПК-2 60 таблетироваииый А1203 60
Кварцевое стекло 343 Кислород пожароопасность 433 пределы взрываемости в смеси с NH3 и N2 11
— воспламенения смесей с горю
чими газами 437 растворимость в системе HN03— —N204—Н20 38 скорость коррозии металлических материалов 293 энтальпия 11 Кислотоупорная керамика 342 Классификация взрывоопасных зои помещений 392 сл. пожароопасных зои 402 помещений и наружных установок 389 сл., 396 сл. производственных процессов и объектов 429 Коксовый газ 438
Колонна (ы), см. также Абсорберы концентрирования 115 сл., 129 иитроолеумиая 109, 110, 113 окислительная 109 отбелочная ПО, 113 ремонтные работы, трудовые затраты 381
Компрессоры 278 сл., 370 сл., 381 Конвертированный газ 438, 439 Конденсат водяного пара 58, 59, 77 Конденсатор оксида азота 111, 112 Конструкционные материалы алюминий 340 сл.
для корпусных деталей аппаратов 296
неметаллические химически стойкие 342 сл. для систем парообразования в агрегатах аммиака 297 титан 336 сл.
для трубных элементов трубопроводов 298 сл.
трубчатых печей рнформиига 308, 309
Контроль и автоматизация производства
азотиой кислоты 89 сД., 140, 141 аммиачной селитры 188, 190 сл. карбамида 284 сл. Концентрирование серной кислоты 117 сл.
Концентрированная азотная кислота
10, 99 сл., 130, 131 Концентраторы двухкамерные 117,
118, 120 Коррозионная стойкость алюминия 340 сл.
высококремиистых сталей 333, 335, 336
высокохромистых сталей 330 металлических материалов в газовых средах 289 сл. нержавеющих сталей 326, 327 титана 338 сл, ферритиых сталей 330 Коррозионные испытания цеитро-бежиолитых сталей 309 Коррозия сталей и сплавов 289 сл. Котел-утилизатор КН-40/80 84, 85 Кристаллизатор вакуумный 210
Лакокрасочные материалы 347 Легковоспламеняющиеся жидкости 389, 390
Масло турбинное 77 Метай 60, 440, 441 Метаио-воздушиая смесь 443 Минеральные удобрения 422, 423 Моиоэтаиоламин 433, 435
Нагнетатели 361, 365, 366 Науглероживание цеитробежиолитых сталей 3il0, 313 Неметаллические химически стойкие материалы каменное литье 342, 343 кварцевое стекло 343 керамика 342 лакокрасочные 347 на основе жидкого стекла 343
— — черных вяжущих материалов 344
полимерные 344 сл. природные кислотоупоры 342 рулонные 346, 347 силикатное стекло 343 ситаллы и шлакоситаллы 343 эмалированные 343 Нержавеющие стали и сплавы аустеиитио-ферритиые 317. коррозионная стойкость 314, 316, 326, 327 легированные молибденом 316 марки 314, 316, 328, 329
Нержавеющие стали и сплавы
сортамент, свойства и применение 318 сл. химический состав 315 хромомаргаицевые 317 хромоиикелевый 314 Нитраты аммония, см. Аммиачная селитра водоотиимающая способность 121 кальция безводный 201 магния (магнезиальная добавка) 160, 161, 178 натрия 219 сл.
Нитриды, образование 289 Нитрит аммония 443, 444 Нитрит натрия 227, 228, 433 Нитрит-иитратиые соли 221 сл. Нитрозилхлорид 14, 15, 58, 212 Нитрозиый газ абсорбция горячим раствором соды 224
— известковым молоком 204, 205
— щелочным раствором 218 кинетика абсорбции 55 сл.
Нитроолеум 37, 38, 100 сл., 112, 113
Огнеупорные материалы 348 Оксамид 236 Оксид (ы) азота
абсорбция концентрированной
HN03 100, 101 выделение из иитроолеума 101, 102 жидкие 98, 102, 103 каталитическое восстановление 59 сл. конденсация 102, 103 -переработка 51 сл.
ПДК 59, 435 прямой синтез 93 сл. равновесный состав, определение 56
растворимость в 97%-ной HN03 100
токсичные свойства 435 физические свойства 12 N0 13, 443 N02 закалка 97
кинетика окисления 52, 53 образование в плазме 95 окисление азотной кислотой 14,
99, 100
— кислородом 99 получение 13 свойства И, 13, 14 N203
давление паров над жидким N203 18 жидкий 18
термодинамические и химические свойства 17, 18
Оксид (ы) азота N204 жидкий 15 сл., 32 получение 17
растворимость в HN03 28, 29, 100
самоиоиизация 17 свойства 14 сл.
N205 18 Оксид углерода 294, 435 сл. Опудривающие добавки 163 Отбеливание азотной кислоты 101
102
Очистка от оксидов азота 59 сл
62, 63
Паровая турбина Р-3,5-40/15-1 365 Паровой риформинг природного газа 347 сл.
Пеитапласт 345 Питтииговая коррозия 294 Плазма низкотемпературная 93 Платииоидиые сетки 41, 43, 47, 48 Плотность аммиакатов 239 аммиачной воды 25%-ной 238 аммиачной селитры 142 безводной азотной кислоты 19 газообразной смеси N204:*±2N02
15
жидкого N203 18
— N204 14, 17 карбамида 247
карбамидо-аммиачных удобрений 241
металлов и сплавов 386 иасыпиая гранулированного карбамида 252 -- нитрата кальция 204
— кристаллического карбамида 255
— нитрата натрия 219
— нитрита натрия 221 нитрата кальция 205
— иатрия 219, 221 объемная, бетонов 357
— теплоизоляционных изделий 349 оксида азота 11 13
растворов азотной кислоты в жидком N2O4 32 растворов в воде
азотной кислоты 24, 25 карбамида 250, 251 нитрата кальция 202, 204 нитрата иатрия 220 сульфата аммония 228 растворов иитроолеума 37
— оксида азота N204 в HNO3 30,
36
системы Mg(N03)2—Н20 123 -Mg(N03)2-HN03-H20 126 сульфата аммония 228
Поверхностно-активные вещества 156, 157, 162, 163 Поверхностное натяжение карбамида 247
растворов азотной кислоты 25
— аммиачной селитры 146
— карбамида 251 Поглотительные массы МВУ 48, 49 Подогреватель выхлопных газов 72,
83, 84
Поршневые компрессоры 282, 283 Пределы воспламенения газовых смесей 438 сл. сырья и вспомогательных веществ 440, 441
Предельно-допустимые концентрации нитратов цинка и магния 121 сырья и вспомогательных веществ 434 с л.
Природные кислотоупорные материалы 342
Природный газ 77, 433, 43в Производство азотной кислоты в агрегате АК-72 73 сл.
--АК-72М 85 сл.
взрывоопасность помещений и наружных установок 397 вспомогательные материалы 10 сл. выбор электрооборудования 410, 411
под давлением абсорбции 0,35— 0,4 МПа 63 сл.
--0,716 МПа 66 сл.
категории . пожаро-взрывоопасно-сти 430
технологические показатели 65, 66,
69, 76, 86, 87 электроприемиикн 417 Производство аммиака выбор электрооборудования 410, 411, 416
категории пожаро-взрывоопасностн 429, 430 мощности 421
размещение по экономическим районам 420 структура процессов 424, 425 сырье 420 Производство аммиачной селитры в агрегате АС-67 164 сл.
--АС-72 169 сл.
--АС-72М 173 сл.
аппаратурное оформление 177 сл. вспомогательное оборудование 189 контроль н автоматвзация 188, 190 сл.
расходные коэффициенты 177 Производство карбамида автоматизация 284 сл. выбор электрооборудования 412, 413
Производство карбамида взрыво-пожароопасиость узлов 265» 266, 398, 399, 433 отечественные процессы, характеристика 276 процесс ACES 277, 278
— 1DR 276, 277
— «Мицуи Тоацу» 273, 274
— «Мицуи Тоацу Кэмикол» (МТС)
277
— фирмы «Моитэдисои» 275 сл. способ «Моитекатиии» 269, 270
— «Сиампрожетти» 274, 275
— «Стамикарбои» 267 сл., 271
— «Текиимоит» 272, 273
— «Тойо Коацу» 270
схема с частичным рециклом 266, 267
сырье 264 сл. электроприемиикн 417 Производство коицентрироваииой азотной кислоты новые способы 130 сл. с помощью нитрата магния 121 сл.
--серной кислоты 113 сл.
прямой синтез 98 сл., 106 сл. технологические показатели 109 эиергоматериальиые затраты 139 Промыватель иитрозиых газов 88 хвостовых газов 113 Пропаи 440, 441 .
Прочностные свойства бетонов 357
легких огнеупорных материалов 348
мокрых газгольдеров 378 теплоизоляционных изделий 349 токопроводящих металлов и сплавов 386
тяжелых огнеупорных материалов 348
Распределитель аммиака 180 Растворимость в воде ,
аммиака под давлением 238 аммиачной селитры 146 карбамида 247, 248 нитрата калия 206 нитрата кальция 201 нитрата иатрия 220 оксида азота N0 14 сульфата аммония 228 в азотной кислоте оксидов азота 100, 101 в жидком аммиаке карбамата аммония 257 карбамида 247, 248 в органических растворителях карбамида 249 нитрита иатрия 221
Растворимость в различных средах нитратов 240 в растворах аммиака натриевой селитры 240 в системе
карбамид — биурет — вода 265 СО (NH2) 2—NH3—С02—Н20 243 HN03—N204—Н20 32, 33, 38 NaN03+KCl=KN03+NaCl 207 NH4NO3—-CO(NH2h— NH3— H20 241, 242
Реактор каталитической очистки 73,
82, 83, 88, 89 Резина 347
Ректификация азотиой кислоты 114 Рекуперация тепла в производстве H,N03 65 сл. Ремоитио-механическое производство 379 сл.
Рубероид 346
Сатуратор барботажиый 231, 232 Сериая кислота коицеитрироваиие 117 сл. коррозия стали 06ХН28МДТ 327 ПДК 434
применение в производстве HN03 ИЗ сл. токсичные свойства 434 Сероводород 434 Силикатное стекло 343 Сиитез-газ 439
Система автоматического регулирования ГТТ-3 362 Снталлы 343 Склады 195 сл.
Слежнваемость аммиачной селитры 154, 155 Стали и сплавы броиза 295
высококремиистые 331 сл. высокохромистые 328 сл. деформируемый сплав Х20Н32Т 307
длительная прочность 297, 304 сл. жаропрочные 305 сл. жаростойкие, условия применения 293, 294
механические свойства 297, 303 сл., 310, 311 окалиностойкие 313 нержавеющие см. Нержавеющие стали и сплавы перлитного класса 295 сл. платины с Pd, Rh, Ru 41 теплоустойчивые 303 сл. токопроводящие 386 углеродистые 291, 292, 297, 304 центробежнолитые 306 сл. Стекловолокно 49, 50 Стеклопластики 346
Сульфат аммбйия 161, 229 сл., 234 Суммарная электрическая нагрузка, расчет 388.
Сушилки кипящего слоя 211
Текстолит 345 Температура вспышки смесей воздуха с ЛВЖ 389, 390
горения аммиачио-воздушной смеси 12
зажигания аммиака иа катализаторах 40 замерзания аммиачной воды 238 раствора нитрата натрия 219 кипения азотиой кислоты 20, 22
--безводной 19
оксидов азота 13, 15, 18 растворов аммиачной селитры 146
— карбамида 250
— нитрата калия 206
— нитрата кальция 202
— нитрата натрия 219
— оксида азота N204 в азотноа кислоте 29, 30, 36
— сульфата аммония 229 системы Mg(N03)2—Н20 123, 124
кристаллизации аммиачной селитры.
145 плавления аммиачной селитры 142 карбамида 247 нитрата калия 205 нитрата кальция 201 нитрата иатрия 220 оксидов азота 13, 15, 18 токопроводящих металлов ' а сплавов 386 разложения нитрата иатрия 220 самовоспламенения газовых смесей с воздухом 390 сырья к продукции азотиой промышленности 432, 433 Тепловая защита 348 сл. Теплоизоляционные средства 349 сл. Теплоемкость жидкого и твердого М204 17 изобарная твердого карбамида 25% карбамида 243
кристаллической аммиачной селитры 143
модификаций аммиачной селитры* 144 мольная азотной кислоты 20 оксида азота III 18 нитрата калия 205 иитроолеума 98
Теплоемкость
оксида азота II 13 оксида азота IV при иасыщеиии
16
растворов азотной кислоты 27 аммиачной селитры 147 карбамида 251
нитрата магния в азотной кислоте 127
оксида азота N2O4 в азотной кислоте 31 сульфата аммония 229 системы iN204^2N02 15, 16 средняя токопроводящих металлов 386
стандартная нитрата иатрия 219
— нитрита иатрия 221 сульфата аммония 228 удельная безводной азотной кислоты 19
— раствора нитрата кальция 203 -- нитрата иатрия 220
— оксида азота IV 15 Теплопроводность
азотной кислоты 95—99%-ной 20 аммиачной селитры 144 безводной азотной кислоты 19 бетонов 357
газообразной смеси iN02—N204 17 карбамида 247
легких огнеупорных материалов 348 растворов азотной кислоты 28
--в N204 32
аммиачной селитры 147 нитрата иатрия 221 нитрита иатрия 221 теплоизоляционных изделий 349 токопроводящих металлов 386 Теплота испарения безводной азотной кислоты 19 из2водных растворов карбамида
воды из растворов аммиачной селитры 147 жидкого N204 16 оксида азота N204 15 «ейтрализации азотной кислоты 20 ¦образования азотной кислоты из элементов 19
Теплота образования карбамида 247 нитрита иатрия 221 оксида азота 13 сульфата аммония 228 плавления аммиачной селитры 142 безводной азотной кислоты 19 карбамида 247 нитрата натрия 205 оксида азота 15 разбавления азотной кислоты 27 разложения аммиаката карбамида 253 растворения аммиачной селитры 145 карбамида 247
нитратов в жидком аммиаке 240 оксида азота iN204 в 98%-иой HN03 31 сгорания карбамида 247 Термостойкость центробежных сталей 308
Техника безопасности в азотной промышленности 428 сл.
Титан 336 сл.
Транспортирование аммиачной селитры 193 сл.
Трииатрийфосфат технический 77 Турбокомпрессор 361
Уреаформ 235
Фаолит 345
Фосфатио-сульфатиая добавка 162 Фторопласты 345
Центрифуги 211, 232 Центробежные компрессоры 280, 281 Цеолиты высококремиеземиые 62 Цианистый водород 435
Шлакогиталлы 343
Эбонит 347 Электролиты 387 Электрооборудование 395 сл. Электроприемиики 409, 414, 415 Электроснабжение 402 сл. Эмалированные изделия 343 Энтальпия нитрата калия 205 Энтропия стандартная безводной азотной кислоты 19 карбамида 247
нитрата калия 205 <
оксидов азота 13, 14, 18
Михаил Михайлович Караваев, Альберт Константинович Чернышев, Анатолий Федорович Ильченко, Михаил Иванович Куча,
Николай Иванович Беляев, Иосиф Юдович Швардбурд, Максим Львович Ферд, Владимир Трофимович Пендраковский, Розалия Михайловна Дискина, Виктор Юлианович Поплавский,
Владимир Александрович Марченко, Николай Григорьевич Задерий, Анатолий Михайлович Шульга, Руслан Зурахович Хитерер,
Галина Ароновна Сорина, Владимир Альфредович Арутюнян,
Лев Ваагович Сараджев, Юлия Васильевна Цеханская,
Иосиф Исаакович Стрижевский, Николай Николаевич Поляк,
Марк Ефремович Иванов, Абрам Иосифович Бруштейн,
Юрий Дмитриевич Барбашов, Эрвин Эрвинович Пфефер,
Николай Иванович Смалий, Валентин Альвинович Клевке,
Борис Петрович Мельников, Давид Михайлович Горловский, Владимир Иванович Кучерявый, Юрий Андреевич Сергеев,
Владимир Васильевич Лебедев, Владимир Александрович Тарасов, Евгений Иванович Кондратьев, Вера Николаевна Беляева,
Ольга Михайловна Копьева, Надежда Фроловна Черменская,
Вера Александровна Смирнова, Нинель Александровна Михайлова,
Нина Михайловна Пахомова, Инна Михайловна Хохлова,
Нина Михайловна Васильева, Леонид Михайлович Яковлев,
Светлана Михайловна Мару хина, Эрлен Григорьевич Вакк,
Валентин Дмитриевич Доброхотов, Семен Константинович Бененсон, Анатолий Константинович Упадышев, Эдуард Исаакович Шкловский, Евгений Николаевич Приклонский, Людмила Гавриловна Ежова, Алексей Николаевич Афанасьев, Владимир Федорович Заказное,
: Григорий Михайлович Антощенко, Марина Тихоновна Матюхина.
Производство азотной кислоты Производство азотных удобрений Материалы, компрессоры и газгольдеры Данные о развитии азотной промышленности Энергоснабжение Техника безопасности
Редакторы И. В. Лебедева, М. В. Миникс Художник Н. В. Носов Художественный редактор К¦ К. Федоров Технический редактор О. В. Тюрина Корректор М. А. Ивлиева
ИБ № 1315
Сдано в наб. 16.07.86. Подп. в печ. 03.11.86. Т. 18664. Формат бумаги бОХЭО'Аб. Бумага-тип. № 2. Гарн. литературная. Печать высокая. Уел. печ. л. 2-9,0. Уел. кр.-отт. 29,0. Уч.-изд. л. 36,47. Тираж 8800 экз. Зак. 438. Цеиа 2 р. 10 к. Изд. № 2620.
Ордена сЗнак Почета» издательство «Химия». 107076, Москва, Стромынка, 21, корп. 2.
Московская типография № 11 Союзполиграфпрома при Государствеииом комитете СССР’ по делам издательств, полиграфии и книжной торговли. 113105, Москва, Нагатииска»
Ул., 1.
СП
Книга издана при содействии ОАО "Оренбургнефть"
Авторы:
В.В. АНДРЕЕВ, К.Р. УРАЗАКОВ, В.У. ДАЛИМОВ, Р.Ш. САХИБГАРЕЕВ, С.Ю. ВАГАПОВ, Н.Х. ГАБДРАХМАНОВ, В.З. МИНЛИКАЕВ
Справочник по добыче нефти/В.В. Андреев, К.Р. Ура-С 74 заков, В.У. Далимов и др.; Под ред. К.Р. Уразакова. -М.: ООО "Недра-Бизнесцентр", 2о0о. - 374 с.: ил.
ISBN 5-8365-0048-7
Описаны физические основы добычи нефти и газа, а также разработки нефтяных месторождений. Рассмотрены способы эксплуатации скважин - фонтан, газлифт, СШН, ЭЦН. Затронуты вопросы методики подбора выпускаемого оборудования и его характеристик для указанных способов эксплуатации. Рассмотрены процессы поддержания пластового давления, повышения нефтеотдачи пластов, сбора и подготовки нефти, газа и воды на промысле, а также подземного ремонта скважин. Описаны техника и технология проводимых процессов.
Для инженерно-технических работников, занятых в области добычи нефти. Может быть полезна студентам нефтяных вузов и техникумов.
Handbook on Oil Extraction/V.V. Andreev, K.R. Ura-zakov, V.U. Dalimov and others; Edited by K.R. Urazakov.
The physical foundations of oil and gas extraction are discussed together with the foundations of the development of oil fields. Also considered are the methods of well operation, such as, flowing, gas-lift, and implementation of sucker-rod well pumps and electrical centrifugal pumps. The problems of selection of the equipment and its performances needed to realize these methods of well operation are also discussed. Attention is given to the study of processes of reservoir pressure keeping, increasing oil reservoir field, gathering and preparation of oil, gas and water at the field, as well as processes of underground well repair. The equipment and technology of the processes carried out are also described.
Advisable for engineers dealing with oil extraction. Also useful to students at oil higher educational institutes and technical colleges.
Нефть и газ, являясь основными энергоносителями, играют значительную роль в экономике любого государства. Продукты нефтегазопе-реработки - основа всех видов топлива для транспорта (сухопутного, водного и воздушного), ценное сырье для химической промышленности.
Нефть и углеводородные газы являются основой получения более пяти тысяч различных химических продуктов. В химической промышленности использование углеводородного сырья в широких масштабах позволяет заменить при производстве, например, синтетического каучука этиловый спирт, получаемый из пищевого сырья, дешевым синтетическим спиртом.
Из нефти при ее переработке получают бензин, керосин, дизельное топливо, смазочные масла, мазут, парафин, битум и другие нефтепродукты.
Химическая переработка нефти и газа дает различные полимерные соединения: синтетические каучуки и волокна, пластмассы, краски и т.д.
До 1917 г. основным нефтедобывающим районом был Кавказ. После национализации нефтяной промышленности начался период восстановления нефтепромыслового хозяйства, разрушенного в годы революции. В это же время открываются новые месторождения в Азербайджане, Туркмении, Дагестане, на Сахалине.
В предвоенные и военные годы вводятся месторождения в Пермской, Оренбургской и Куйбышевской областях, в Башкирии и Татарии.
После 1945 г. выявлены нефтяные и газовые месторождения в Туркмении, Узбекистане, Казахстане, Нижнем Поволжье, на Кубани, Украине и в Белоруссии. Значительным событием явился ввод в эксплуатацию в Западной Сибири нефтегазоносных площадей, которые в настоящее время превратили ее в основной нефтегазодобывающий регион страны. Принимаются меры по созданию Прикаспийского нефтегазового комплекса.
Поиск и разведку новых месторождений нефти и газа ведут полевые партии, отряды, экспедиции, геофизические и буровые управления.
Мощные буровые установки позволяют сооружать скважины на суше и море с глубинами скважин до 5-7 тыс. м.
Проекты разработки нефтяных месторождений включают применение передовых технологических схем размещения скважин, систем поддержания пластового давления и новых методов повышения нефтеотдачи.
В настоящее время с применением методов искусственного воздействия на продуктивные пласты (в основном, заводнения) добывается 80 % всей нефти нашей страны. При этом повышение степени извлечения нефти из недр является одной из главных проблем.
В проектах разработки обязательны разделы по эксплуатации скважин, в которых указываются виды и средства добычи нефти и газа, а также потребность в оборудовании.
В этапах разработки рассматриваются фонтанный и механизированный способы эксплуатации скважин. В свою очередь, последний осуществляется в основном с помощью штанговых установок, установок с погружными электронасосами.
На промыслах применяются герметизированные системы сбора нефти, газа и попутно добываемой воды. Нефть перед дальнейшей транспортировкой доводится до необходимой кондиции на установках подготовки нефти. Внедряются установки предварительного сброса попутно добываемой воды.
Коренное техническое перевооружение нефтедобывающей промышленности стало возможным на базе комплексной автоматизации с использованием блочных автоматизированных установок.
С целью оптимального использования энергии пласта, ликвидации потерь нефти и газа и сосредоточения основного технологического оборудования в укрупненных пунктах производства и сокращения металло-и капиталоемкости систем используются новые технические решения.
С применением блочных автоматизированных установок стало возможным использовать систему управления нефтегазодобывающим предприятием - АСУ-нефть.
С увеличением добычи нефти и газа в различных регионах страны возрастает протяженность магистральных нефте- и газопроводов. Эксплуатируется один из крупнейших в мире нефтепроводов "Дружба", по которому российская нефть из восточных районов страны поступает в Польшу, Чехию, Словакию, Венгрию, Германию, Болгарию. Действуют системы нефтепроводов Нижневартовск - Усть-Балык - Курган - Уфа -Альметьевск - Полоцк.
Для ускоренного развития нефтеперерабатывающей и нефтехимической промышленности необходимо решать проблемы увеличения единичных мощностей и комбинирования установок, повышения эффективности капиталовложений, сокращения эксплуатационных расходов, сокращения численности обслуживающего персонала и повышения производительности труда.
