Абсорбционные процессы обработки природных газов
АБСОРБЦИОННЫЕ ПРОЦЕССЫ ОБРАБОТКИ ПРИРОДНЫХ ГАЗОВ
Одним из основных процессов газопереработки является абсорбция. В настоящее время этот процесс находит применение на Оренбургском, Азербайджанском ГПЗ и на ряде заводов, перерабатывающих нефтяные газы, а также на газоных промыслах Средней Азии (Теджен, Довлетабад). Кроме того, элементы абсорбционной технологии используются на установках низкотемпературной сепарации Ямбургского ГКМ.
8.1. ВЫБОР АБСОРБЕНТА И ПОДДЕРЖАНИЕ ЕГО ПОГЛОТИТЕЛЬНОЙ СПОСОБНОСТИ
Интенсификация абсорбционных процессов переработки газов связана с выбором абсорбента, давления и температуры процесса, поддержанием качественных показателей циркулирующего в системе абсорбента и т.д.
Общие требования к абсорбентам. Абсорбенты, применяемые для извлечения из газа различных углеводородов, должны отвечать ряду общих требований. На основе анализа и обобщения литературных данных можно сформулировать следующие общие требования к абсорбентам. В частности, они должны: иметь температуру помутнения и застывания на несколько градусов ниже самой низкой рабочей температуры в системе с тем, чтобы исключить застывание абсорбента при его охлаждении;
не содержать сернистых соединений, которые могут разлагаться в условиях высоких температур в отпарных колоннах и десорберах, образуя вещества с высокой коррозионной активностью и элементарную серу. Эти соединения увеличивают скорость коррозии оборудования и загрязняют товарную продукцию установок переработки газа. При использовании фракций сернистого конденсата или нефти в качестве абсорбента необходимо провести полный цикл исследований по определению их термической стабильности;
паров 0,1 —0,12 м/с обеспечивает удовлетворительную отпарку раствора.
Испаритель-ребойлер (рис. 5.21) используют для подогрева насыщенного раствора ДЭГ. Тепловой его расчет производят по методике расчета теплообменников.
На установках осушки газа теплообменники применяют для нагревания насыщенного влагой абсорбента и охлаждения концентрированного раствора водой. На установках небольшой производительности (до 1,5 млн. м3 газа в сутки) применяют теплообменники типа "труба в трубе”, на установках большой производительности — кожухотрубчатые.
Дли создания нормального перетока жидкости из абсорбера в десорбер между секциями теплообменников устанавливают выветриватель. В последнем насыщенный абсорбент дегазируется, что исключает возможность образования тазовых пробок в коммуникациях.
Вакуум-насос, необходимый для понижения концентрации ДЭГ выше 98 %, устанавливают после десорбера на сборнике конденсата. При расчете производительности вакуум-насоса необходимо учитывать наличие газа в парах воды,
Расчет абсорбера. Технологический расчет абсорбционной установки осушки газа заключается в определении числа тарелок, количества сорбента, его исходной и конечной концентрации, диаметра аппарата. Чтобы рассчитать эти параметры, необходимо знать степень осушки газа, температуру и давление процесса, которые определяются исходя из условий работы магистрального газопровода. Важно знать также изменение температуры абсорбции. В практике принимают, что температура абсорбции остается постоянной по высоте колонны и равной температуре газа на входе, так как теплосодержание газа, подаваемого в абсорбер, во много раз больше теплосодержания абсорбента.
Количество концентрированного свежего раствора ДЭГ (или ТЭГ), необходимого для осушки газа до определенной точки росы,
W
0=-х~2~, (5.44)
х, - х2
где W — количество извлекаемой влаги; л,, х2 ~ массовая доля абсорбента (ДЭГ, ТЭГ) соответственно в свежем и насыщенном растворах, %,
Число тарелок в абсорбере определяют по графику построением ступенчатой линии между оперативной линией и
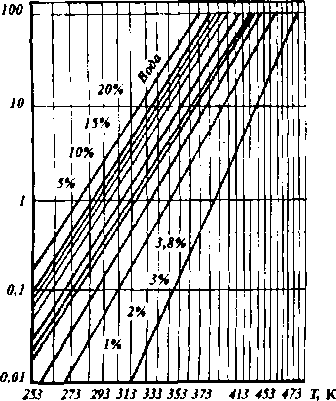
Рис. 5.22. Зависимость парциального давления воды от температуры.
Цифры на кривых — содержание воды, %
кривой равновесия. Оперативную линию строят на основе уравнения материального баланса абсорбера
V'(К, - Уг) = 1(Х, - X,,)'
где V — число молей сухого газа; L — число молей свежего абсорбента; Y\ и У2 — число молей воды на 1 моль сухого газа на входе и выходе из абсорбера; X, и Х7 -число молей воды на 1 моль абсорбента на входе и выходе из абсорбера.
Так как оперативная линия является прямой, то лля ес построения достаточно определить координаты двух точек (yjX,
И УъХу).
Для построения кривой равновесия берут ряд растворов различной концентрации и находят координаты точек х и у. Для этого сначала определяют парциальное давление воды в растворе в зависимости от его концентрации. Затем исходя из условия равновесия двухфазной системы находят равновесную концентрацию водяного пара в газе:
(5.46)
Робщ Р
где р — парциальное давление воды в растворе, определяемое по рис. 5.22; ра6щ — общее давление в колонне; у — молярная концентрация водяного пара в газе, принимаемая как число молей воды на 1 моль газа, что не вносит заметной погрешности вследствие небольшого количества влаги по сравнению с массой газа.
Число долей воды на 1 моль абсорбента (ДЭГ, ТЭГ) определяют по формуле
не содержать смолы и механические примеси, так как, осаждаясь на поверхностях оборудования, контактных устройств и коммуникаций, они снижают эффективность работы установок. Известны случаи, когда из-за отложений парафинов на поверхностях труб коэффициент теплопередачи аппарата уменьшался в 2 раза 13];
иметь как можно более узкий интервал кипения. На установках всегда имеют место потери абсорбента как за счет утечек, так и с газовыми потоками, вследствие растворимости и капельного уноса. При этом больше всего теряется легких фракций абсорбента. Для восполнения потерь абсорбента не* обходимо в систему ввести его дополнительное количество. Чем уже интервал кинения абсорбента, тем легче восполнить его потери. Это особенно важно в случае получения абсорбента из обрабатываемого сырья. Здесь уместно отметить, что от фракционного состава абсорбента зависит также степень извлечения компонентов, расход теплоты на регенерацию насыщенного абсорбента и т.д.;
не содержать непредельные углеводороды. Эти компоненты полимеризуются при нагреве и воздействии кислорода воздуха и образуют смолы. Последние, накапливаясь в абсорбенте, снижают его поглотительную способность и, кроме того, осаж-даясь на поверхностях оборудования, снижают эффективность его работы;
иметь большее соотношение плотности к молекулярной массе (р/m). Этот показатель является одним из основных, определяющих молярный удельный расход абсорбента на установке;
иметь большую избирательность в отношении целевых компонентов, извлекаемых из газа. Чем выше избирательность абсорбента, тем легче выделение поглощенных компонентов из газа и тем меньше эксплуатационные затраты на стадии регенерации насыщенного абсорбента;
иметь низкое давление насыщенных паров с тем, чтобы уменьшить потери абсорбента с осушенным газом;
иметь относительно низкую вязкость при рабочих температурах и давлениях с тем, чтобы обеспечить хорошую перека-чиваемость и эффективный массообмен в абсорбере;
быть устойчивым против пено- и эмульсиеобразования. Эти свойства наряду с давлением насыщенных паров оказывают влияние на потери абсорбента. Кроме того, абсорбенты должны быть дешевыми и производиться (желательно) из продукции разрабатываемого месторождения.
Практически конденсат ни одного месторождения в полной мере не отвечает указанным требованиям, в первую очередь наличия легких и тяжелых фракций. По этой причине использование конденсата в качестве абсорбента требует применения специальных приемов для сохранения его состава и поглотительной емкости в отношении целевых компонентов.
При получении абсорбента из конденсата необходимо иметь в виду, что с падением пластового давления месторождения ниже определенного значения уменьшается выход фракции, соответствующей абсорбенту. К примеру, при значении пластового давления р = 21 МПа конденсат Оренбургского ГКМ содержал 29 % (масс.) фракции, которая использовалась как абсорбент на Оренбургском ГПЗ. При пластовом давлении 12 МПа количество указанной фракции в составе конденсата снизилось до 13 %. Следовательно, для получения абсорбента необходимо было переработать в 2 раза больше стабильного конденсата. Отсюда вывод: необходимо в качестве абсорбента использовать фракцию конденсата, выход которой как можно меньше зависит от пластового давления сырьевого месторождения. Зная состав и свойства такого абсорбента, можно рекомендовать основные параметры процесса абсорбции.
Поддержание качества абсорбента. Практически на всех установках возможно загрязнение абсорбента разными веществами: механическими примесями, смолами, продуктами коррозии и разложения ингибиторов и т.д. Одновременно при циркуляции абсорбента происходит потерЛ его легких фракций, что приводит к увеличению концентрации тяжелых компонентов в нем.
На практике наибольшее значение придается поддержанию постоянного углеводородного состава абсорбента. В зависимости от состава сырьевого газа это можно обеспечить различными способами [3, 26]. Основные из них оиисынаются ниже.
1. Сырьевой газ не содержит компонентов абсорбента. В этом случае накопления в абсорбенте компонентов газа не происходит. При регенерации абсорбента из него выделяются все поглощенные компоненты. Одновременно происходит поте-ря легких фракций абсорбента за счет насыщения ими газовой фазы. Для поддержания постоянного удельного расхода циркулирующего абсорбента требуется подавать в систему дополнительное его количество. Это можно осуществить путем ввода в систему готового абсорбента или конденсата, содержащего его фракции.
Растворимость солей в конденсате и его фракциях составляет несколько миллиграммов на литр. Наличие минерализованной пластовой воды в конденсате может привести к образо-
![]()
где X — массовая доля воды в регенерированном абсорбенте;
1 — X — массовая доля абсорбента в регенерированном растворе; MB, Alafk. — молекулярная масса соответственно воды и абсорбента.
По найденным координатам х и у строят кривую равновесия. Между точками х,у, и х2у2 проводят ломаную линию, число ступеней которой соответствует числу теоретических тарелок N,r
Рабочее число тарелок
(5.48)
где Г| — КПД тарелок, равный '25 — 40%.
Высоту абсорбера находят по типу рабочих тарелок и их числу, диаметр абсорбера — по допустимой скорости в свободном сечении колонны и уточняют по расчету тарелки, но которому проверяют подпор Дh, скорость жидкости в сливном пространстве и скорость газа в прорезях тарелки.
Допустимая скорость паров
w = 0,305CVP„(P* - Pn)«
(5.49)
где С — коэффициент, зависящий от расстояния между тарелками и поверхностного натяжения абсорбента; рп и рж — плотность соответственно газа и абсорбента, кг/м3.
Учитывая склонность гликоля к пенообразованию, скорость принимают ниже расчетной по формуле (5.49). Для ее
оценки используют формулу вида w — 0,818/ ^/р, где р — плотность газа в рабочих условиях, кг/м3.
Высота слоя жидкости на тарелке (подпор)
где q — расход жидкости, стекающей с тарелки, м3/ч; 1 — периметр слива тарелки, м.
Значение Ah находится в пределах 20 —30 мм.
Расчет десорбера. Десорбер рассчитывают по аналогии с расчетом абсорбера.
О 0,2 0,4 0,6 0,8 1,0 о 0,2 0,4 0,6 0,S 1,0
Малярная доля ДЭГ, % Малярная доля ТЭГ, %
Рис. 5.23. Изобары для построения кривой равновесия:
а — ДЭГ-вода, 6 — ТЭГ-вода. Давление, МПа; 1 — 0,06; 2 - 0,03; 3 — 0,01
Кривую равновесия (водяной пар — раствор ДЭГ или ТЭГ) можно построить по изобарам, приведенным на рис. 5.23, или рассчитать по законам Рауля и Дальтона.
На установках сравнительно малой производительности регенерационную колонну часто монтируют непосредственно на нагревателе и заполняют кольцами Рашига. Высота слоя 1,8 — 4,6 м.
В дес.орберах большого диаметра (610 мм и более) часто применяют колпачковые тарелки. Число фактических тарелок в регенераторах промышленных установок изменяется в пределах 10 — 20; насыщенный раствор абсорбента обычно подают в середину колонны,
ванию стойких эмульсий воды с конденсатом. При циркуляции абсорбента в системе происходит разложение эмульсии, что приводит к выпадению солей на поверхностях аппаратов и труб. Последнее, уменьшая свободное сечение труб, увеличивает их гидравлическое сопротивление и резко снижает эффективность работы теплообменной аппаратуры. В связи с этим необходимо проводить обессоливание и обезвоживание конденсата, используемого для получения абсорбента.
В этом варианте требуется из конденсата, применяемого в качестве подпитки для восполнения потерь абсорбента, выделить тяжелые фракции с тем, чтобы исключить их чрезмерное накопление в циркулирующем абсорбенте.
2. Сырьевой газ содержит компоненты абсорбента. Рассмотрим случай, когда температура кипения наиболее тяжелого компонента, извлекаемого из газа, ниже аналогичного показателя абсорбента. В этом случае при регенерации абсорбента необходимо поддерживать в десорбере такой режим, чтобы количество десорбированных компонентов, входящих в состав исходного абсорбента, не превышало количество тех же компонентов, извлекаемых из газа. В этом варианте уносимые легкие фракции абсорбента компенсируются поглощенными из газа компонентами. Изменение состава абсорбента в основном происходит за счет потерь тяжелых фракций. В этом случае потери абсорбента значительно меньше по сравнению с предыдущим вариантом. Следовательно, для поддержания нормальной работы установки требуется меньше подпитки.
3. Газ содержит компоненты, имеющие температуру кипения выше, чем температура кипения абсорбента. Это может иметь место на абсорбционных установках, работающих при положительных температурах, когда до абсорбера не удается обеспечивать полное выделение из газа тяжелых углеводородов. В этом случае потери легких фракций абсорбента полностью компенсируются за счет поглощения из газа соответствующих компонентов. Одновременно происходит накопление в газе тяжелых компонентов, извлекаемых из газа. В этих условиях для поддержания качества абсорбента на нужном уровне рекомендуется осуществлять периодическую замену части циркулирующего абсорбента или выделять из него тяжелые фракции в специальной колонне.
Таким образом, во всех описанных вариантах для обеспечения нормальной работы абсорбционной установки требуется восполнение потерь абсорбента.
В тех случаях, когда абсорбент соответствует фракции конденсата того месторождения, газ которого перерабатывается, для его получения возможны глрдующие варианты.
Для варианта первого пункта необходимо иметь отдельную установку получения абсорбента. Использование стабильного конденсата в этом случае в качестве абсорбента приведет к увеличению в нем концентрации тяжелых углеводородов, что обусловит повышенную скорость обновления абсорбента.
Для варианта второго пункта схема получения свежего абсорбента такая же.
В третьем варианте свежий абсорбент может производиться на отдельной установке. Для поддержания качества абсорбента возможно также устанавливать дополнительную колонну, где из него в качестве кубового продукта выделяется фракция, температура начала кипения которой соответствует абсорбенту.
Как видно из приведенных материалов, варианты схем абсорбционных установок обусловливают или наличие отдельной установки получения абсорбента, или дополнительные схемы с еще одной колонной для выделения из абсорбента тяжелых компонентов.
В условиях месторождений Крайнего Севера, когда упрощению схем подготовки газа к транспорту придается первостепенное значение и достаточно обеспечить степень извлечения пропана до 70 % от потенциала, рекомендуется применять абсорбционные установки с частично проточной схемой. Преимущества этой схемы заключаются в быстрой замене или всего количества абсорбента, или части его. Обычно в таких установках абсорбентом служит стабильный конденсат, получаемый из пластовой продукции того же месторождения, газ которого обрабатывается на абсорбционной установке. Часть стабильного конденсата после контактирования с газом выводится из системы. Как было указано выше, при использовании конденсата в качестве абсорбента необходимо иметь в виду его облегчение с падением пластового давления, что приводит к изменению режима эксплуатации установки. Следует также учесть, что облегчение абсорбента обусловливает повышение давления насыщенных паров и увеличение его потерь с обработанным газом. Однако применение облегченного абсорбента в свою очередь повышает степень извлечения углеводородов из смеси, снижает температуру низа колонн блока регенерации.
Механизм накопления ингредиентов в абсорбенте. На абсорбционных установках происходит загрязнение поглотителя различными веществами: механическими примесями и ингибиторами, вносимыми в систему газами и газовым конденсатом,
5.5. АДСОРБЦИОННЫЙ СПОСОБ ОСУШКИ И ОТБЕНЗИНИВАНИЯ УГЛЕВОДОРОДНЫХ ГАЗОВ
Адсорбционный метод разделения газовых смесей основан на избирательном поглощении углеводородов (или влаги) твердыми сорбентами, которые хорошо адсорбируют высшие углеводороды и практически не поглощают метан.
Твердые сорбенты (адсорбенты), применяемые на адсорбционных установках, обладают способностью адсорбировать влагу и углеводороды из газа при одних условиях и отдавать при других. Количество адсорбируемых газа и пара зависит от свойств адсорбента и сорбируемого вещества.
Одна из важнейших характеристик абсорбента — его адсорбционная емкость, т. е, количество вещества, которое может быть поглощено единицей массы или объема адсорбента при данных условиях адсорбции. Единицы измерения адсорбционной емкости — %, г/г, г/100 г и т. д. Адсорбционную емкость иногда называют активностью адсорбента. Один и тот же адсорбент по отношению к различным веществам обладает разной активностью. Адсорбционная (поглотительная) активность адсорбентов зависит также от внешних условий адсорбции (давления, температуры и концентрации адсорбата в потоке).
Количество вещества, поглощаемое адсорбентом, определяется состоянием равновесия. Процесс адсорбции в условиях равновесия количественно принято представлять изотермой адсорбции, выражающей связь количества вещества, адсорбированного единицей массы или объема адсорбента, с концентрацией адсорбата в газовой или жидкой фазе при постоянной температуре процесса.
Промышленные адсорбенты должны удовлетворять следующим требованиям: иметь большую адсорбционную емкость и высокую механическую прочность, обладать высокой селективностью, способностью к регенерации и стабильностью адсорбционных свойств в условиях длительной эксплуатации, быть нетоксичными и некоррозионно-активными, иметь низкую стоимость.
При выборе адсорбента для промышленного использования приходится отдавать предпочтение тем или иным из перечисленных требований.
В газовой промышленности для осушки газов и жидкостей применяются активированная окись алюминия, алюмогели, силикагели и цеолиты (молекулярные сита); для очистки от кислых компонентов — цеолиты; для извлечения из газа углеводородных компонентов — активированные угли и силикагели. Адсорбционные свойства адсорбентов существенно зависят от способа их приготовления и активации.
Примером применения процесса адсорбции может служить извлечение жидких углеводородов из потоков газа, содержащих мало тяжелых компонентов, активированным углем, удаление воды из газа силикагелем или алюмогслсм, удаление меркаптанов молекулярными ситами и т.п.
При контакте с поглощаемым веществом адсорбент постепенно насыщается. Полное его насыщение в статических условиях обычно называют статической активностью, а в динамических условиях — динамической активностью. Динамическая активность всегда ниже статической и является одним из основных параметров адсорбента при технологических расчетах.
Адсорбционные способы имеют ряд преимуществ по сравнению с абсорбционными, а в условиях, где требуется глубокая осушка таза, становятся незаменимыми. К преимуществам адсорбционных способов осушки газа относятся: воз-можность получения точки росы до минус 50 °С и ниже; незначительное влияние температуры и давления на процесс извлечения; относительная простота аппаратуры; малые эксплуатационные расходы.
Недостатки адсорбционных способов — большие перепады давления, относительно высокие затраты тепла и истирание адсорбента.
В качестве адсорбентов применяют следующие пористые вещества со значительной внутренней поверхностью пор: силикагель, алюмогель, боксит, синтетические цеолиты (молекулярные сита). Эти адсорбенты изготавливают в виде гранул и шариков для уменьшения гидравлического сопротивления в слое, через который пропускается осушаемый газ. Для от-бензинивания газов применяют также активированный уголь.
Рассмотрим схему адсорбционной установки {рис. 5.24). Сырой газ высокого давления поступает в сепаратор /, где очищается от капельной жидкости и механических примесей, и направляется в адсорбер 2 для осушки и отбензинивания. В это время адсорбер 3 находится в цикле регенерации и охлаждения. Осушенный и отбензиненный газ из адсорбера поступает в магистральный газопровод. Газ для регенерации адсорбента отбирается после сепаратора до регулируемого штуцера 4 и направляется в печь 5. Такая схема позволяет поддерживать достаточное давление для течения регенерирующего
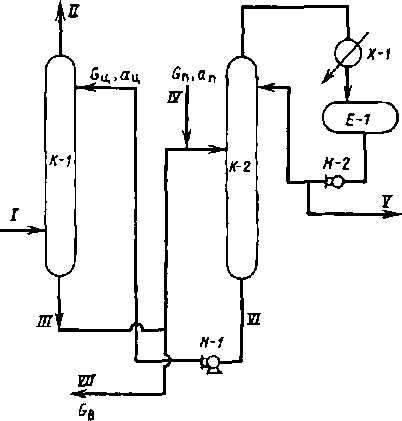
Рис. 8.1. Расчетная схема циркуляции абсорбента:
К-1 - абсорбер; К-2 - десороер; Е-1 - рефлюксная емкость; Н-1, Н-2 - насосы;
I - сырьевой газ; II - обработанный газ; III, VII - насыщенный абсорбент; IV - подпитка; V - десорбат; VI - регенерированный абсорбент
продуктами коррозии, термического разложения и осмоления и т.д.
Возможность накопления примесей в циркулирующем абсорбенте рассмотрим в общем виде (рис. 8.1). Для восполнения потерь в колонну К-2 подается подпитка (сырье для получения абсорбента), например стабильный конденсат. Легкая фракция конденсата отводится с верха колонны, а тяжелая смешивается с циркулирующим потоком абсорбента. Из системы отводится часть циркулирующего потока абсорбента с тем, чтобы исключить чрезмерное накопление в нем тяжелых фракций и механических примесей.
Получено уравнение, описывающее материальный баланс установки по ингредиентам с учетом всех этих факторов, влияющих на их концентрации в циркулирующем абсорбенте. При установлении в системе равновесия можно записать:
= + + G° > (8.1) Gb { Оь Gb Gb J
где Vt и V2 - объем газов на входе в абсорбер и на выходе из него, тыс. м3/ч; д{ и д2 - концентрация ингредиента в газе соответственно на входе в абсорбер и на выходе из него, г/тыс. м3; Gn - количество подпитки, м3/ч; Gb - количество отводимого из системы абсорбента, м3/ч; д0 - концентрация ингредиента (вещества, от которого надо очищать абсорбент) в исходном абсорбенте, г/м3; ап - то же в подпитке, г/м3.
При расчетах по уравнению (8.1) необходимо иметь в виду, что не во всех случаях подпитка, вводимая в систему, полностью переходит в циркулирующий абсорбент. Поэтому значение яп следует определять исходя из того количества подпитки, которое переходит в циркулирующий абсорбент.
На рис. 8.2 показано влияние различных параметров на концентрацию ингредиента в циркулирующем абсорбенте. Согласно графикам основное изменение концентрации примесей в циркулирующем абсорбенте происходит в начальный период эксплуатации установки. В тех случаях, когда с газом в систему вносится ингредиент, очистка абсорбента не происходит, даже при отсутствии примесей в подпитке (кривая 2). Согласно кривым 3 и 4 только подача подпитки, содержащей примесей меньше, чем исходный абсорбент, может обеспечить снижение концентрации ингредиента в циркулирующем абсорбенте.
В тех случаях, когда подпитка не содержит солей, из уравнения (8.1) можно определить уменьшение примесей в циркулирующем абсорбенте в зависимости от времени эксплуатации и количества отводимого из системы абсорбента.
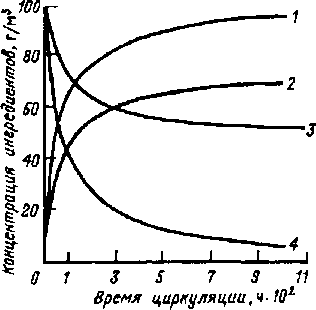
Рис. 8.2. Изменение концентрации ингредиентов в абсорбенте в зависимости от времени циркуляции.
Исходные данные для построения кривых: G0 = 150 м3/ч; G„ =
= 2 м3/ч; С = 2 м /ч; о, = = 10 г/1000 м3; д2 = Э г/1000 м*
| Показатели |
Номер кривой | |||
|
t | 2 |
3 | 4 | |
|
«0 | 10 |
10 | 100 |
100 |
| а„ | 30 | 0 |
0 | 50 |
|
V, | 100 |
100 | 0 |
0 |
| V2 | 95 | 95 |
0 | 0 |

Ml
r~\
![]()
2
Лк2
![]()
3
![]()
С
лп
![]()
|ЧхЬ jHXfr pjXb
![]()
х v Xi \t
X-4—J-sxHc
Выход газа
Рис. 5.24. Технологическая схема адсорбционной установки для осушки и отбензинивания углеводородных газов
го газа через печь, адсорбер, холодильник 6 и сепаратор 7, после чего этот газ возвращается в общий поток через штуцер. Конденсат, выделившийся в холодильнике за счет охлаждения регенерационного газа, поступает в сепаратор.
Продолжительность периода осушки изменяется в широких пределах. На практике чаще всего цикл длится 8 ч. Имеются также установки с продолжительностью цикла 16 и 24 ч. Переключение адсорбента проводят согласно графику, при этом не полностью используют адсорбционную емкость осушителя, т.е. оставляют некоторый резерв, что повышает надежность работы.
Для осушки и отбензинивания углеводородных газов применяются также установки с укороченным циклом (короткоцикловые).
Возможны различные модификации схемы адсорбционных установок.
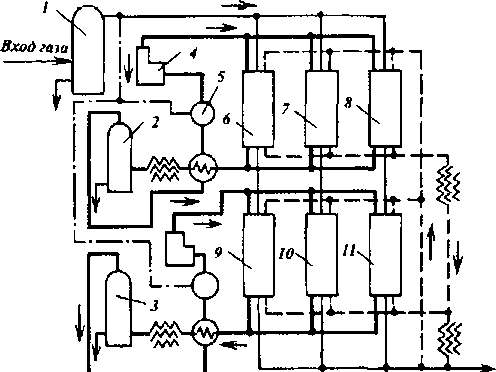
По схеме, приведенной на рис. 5.25, сырой газ поступает в сепаратор-каилеотделитель 1, откуда, очищенный от капельной жидкости, направляется в силикагелевую колонну 6(7 или S), где силикагель частично поглощает пары воды и тяжелых углеводородов. Далее для более полного извлечения поров воды из колонны 6(7 или 8} газ поступает в колонну
Выход газа
Рис. 5,25. Технологическая схема видоизмененного процесса коротко-цикловой адсорбции для глубокого извлечения из конденсатного газа углеводородов и влаги
с активированным углем 9{10 или 11), а сухой газ — в газопровод.
Для регенерации адсорбента часть сырого газа отбирается после каплеотделителя и направляется в нагреватель 4, где его температура повышается до 200 —300 °С, а затем подается в силикагелевую колонну. Нагретый газ десорбирует поглощенные углеводороды и влагу и после охлаждения в теплообменнике поступает в сепаратор 2. В последнем выделяется жидкость, а газ забирается газодувкой 5 и направляется сначала в нагреватель 4, а затем в адсорбер. Таким образом, получается замкнутый цикл регенерации.
Регенерация активированного угля проводится аналогично регенерации силикагеля также по замкнутому циклу. Разница лишь в том, что газ регенерации перед сепаратором 3 охлаждается до более низкой температуры (минус 5 — 15 °С и ниже), чем перед сепаратором 2. Охлаждение адсорберов после регенерации осуществляется газом адсорбции, который, выходя из адсорбера, также поступает в газопровод.
Технологическая схема короткоцикловой установки обычно бывает трехадсорберной. Если необходимо вести адсорбцию через два слоя разных адсорбен тов, то эти адсорбенты
Наряду с изложенным следует отметить также, что наиболее эффективным решением для установок НТА является использование в них в качестве абсорбента одного из продуктов ГПЗ, если таковой имеется в наличии. В этом случае отпадает необходимость в регулировании температур начала и конца кипения абсорбента. Количество и состав абсорбента и, следовательно, его поглотительная способность поддерживаются за счет ввода в систему свежего абсорбента, количество которого определяется из материального баланса установки.
8.2. НАУЧНЫЕ ОСНОВЫ ВЫБОРА РЕЖИМА
РАБОТЫ АБСОРБЦИОННЫХ ПРОЦЕССОВ
Выбор режима работы абсорбционных установок обусловливает механизм влияния свойства абсорбента, давления, температуры, числа ступеней контакта абсорбера на степень извлечения целевых компонентов из газа. Ниже рассматривается влияние указанных факторов на извлечение из газа этана, пропана и бутанов абсорбционным процессом. В качестве абсорбента использовались углеводородные жидкости различной молекулярной массы (табл. 8.1). Эксперименты проводились с газом двух составов: с меньшим содержанием пропана, бутанов и конденсата (состав № 1) и большим содержанием указанных компонентов (состав № 2).
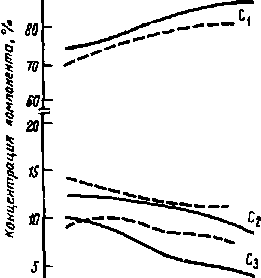
Влияние давления. Ряд результатов опытов, характеризующих влияние давления на извлечение из газов различных
Табли ца 8.1
Характеристика абсорбентов, используемых при опытах
| Показатели | Абсорбент | ||
| ксроснн |
конденсат | бензин Б-70 |
|
| Температура начала кипе | 142 | 107 |
51 |
| ния, “С | |||
|
Плотность при 20 °С, г/см3 | 0,801 | 0,787 |
0,738 |
| Молекулярная масса | 170 | 127 | 101 |
| Групповой состав, %\ | |||
| ароматнка |
22,30 | 22,40 | 16,50 |
| нафтены |
11,40 | 52,40 | 43,50 |
| парафины |
66,30 | 23,20 | 39,90 |
Давление, МПа
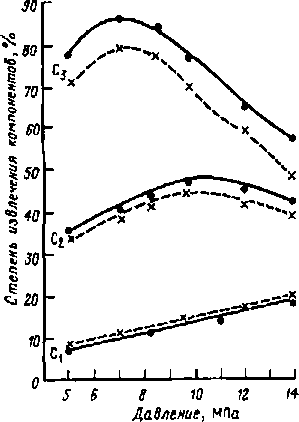
Рис. 8.3. Влияние давления на степень извлечения компонентов из газовой смеси:
---газ 1; —— газ № 2; L/V,
л/м3: для Сэ - 1, для С, и С2 - 1,5. Абсорбент - керосин
¦ I-1-1-
45 1,0 1,5 2Д 2,5
Удельный расход а$сор5ента, Vм3
Рис. 8.4. Влияние давления процесса
-) и удельного расхода абсор-
ента (-----) на концентрацию
компонентов в жидкой фазе
компонентов, приведен на рис. лись при температуре 20 °С 14 МПа.
Зависимость между степенью постоянных значениях р, ?, п и
8.3-8.6. Эти опыты проводи-и в интервале давления 4-
извлечения и давлением при т.д. в интервале р = 5 + 14
Рис. 8.5. Влияние давления на избирательность процесса извлечения пропана из газа:
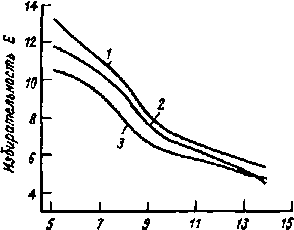
Давление, МПа
1 - при L/V = 1,5 л/м3; 2 и 3 - при глубине извлечения пропана 90 % соответственно из газов составов № 2 и Jsfe 1. Абсорбент - керосин
10---//
Рис. 5.26. Технологическая СХ«Ма установки КОрОТКОЦИКЛОНфй лдгпрйиии дли извлечения конденсата и влаги из газов газоконденсатных месторождений:
/, II, III — адсорберы: / — нагреватель; 2, 5 — теплообменники; 3, 4 — гдзодувки; 6 — сепаратор (р = 1 МПа, f = 60 — 70 °С); 7 — воздушный холодильник; 8 — адсорбция; 9 — десорбция; К) — охлаждение; 11 — дли
открытог о цикла регенерациии влаги из газов газоконденсатных месторождений
помещают в одну колонну. В таком случае схема значительно упрощается (рис, 5,26).
Необходимое количество адсорбента в зависимости от расхода газа и содержания влаги в нем определяют пп формуле
С = —— , (5.50)
2, 4 ¦ 10 а
где О — расход газа, мЛ/сут; W — содержание влаги в газе, г/см3; t — продолжительность цикла поглощения, ч; а рабочая активность адсорбента, %,
Допустимые скорости определяют по формуле Леду где u — массовая скорость газа, кг/с; рг и ра - плотность соответственно газа при рабочих условиях и адсорбента, кг/м3; D — средний диаметр частиц, м; д — ускорение свободного падения, м/с2,
Фактическую скорость газа принимают несколько ниже расчетной вследствие неоднородности частиц промышленных адсорбентов.
Потери давления при движении газа через гранулированный адсорбент
Лр = ^. (5.52)
d^gm
где / — коэффициент трения; рг — плотность газа, кг/м3; а — высота слоя, м; v — скорость, отнесенная ко всему сечению аппарата, м/с; с!л — эквивалентный диаметр частиц, м; д — ускорение свободного падения, м/с2; т — пористость.
Коэффициент трения / определяют как функцию от числа Рейнольдса. Для пористых сред
Ке = ^Ч
тц
где JX — абсолютная вязкость таза.
При Rc = 0,1; 1,0; 10; 100 и 1000 коэффициент трения равен соответственно 4500; 500; 50, 10 и 5,3. Если число Рейнольдса больше 1000, коэффициент трения можно принимать постоянным и равным 5,3,
Эквивалентный диаметр da зависит от фракционного состава частиц и размеров свободного пространства. Соотношение между диаметром и высотой адсорбера принимают от
2 : 1 до 5 : 1. Если высота слоя адсорбента большая, то ргп засыпают на полки, установленные на расстоянии 1,2— 1,5 м. Эго позволяет уменьшить нагрузку на нижние частицы адсорбента, исключить образование в слое каналов и иолучить более равномерное распределение потока газа по сечению колонны.
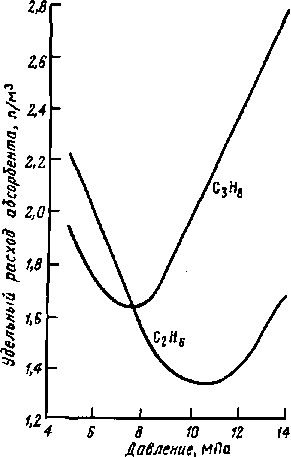
Рис. 8.6. Зависимость требуемого удельного расхода абсорбента от давления прп постоянном значении степени извлечения компонентов ю газа
МПа для метана практически линейная (см. рис. 8.3). Это хорошо согласуется с зависимостью констант равновесия метана от давления. С ростом давления доля метана в смеси поглощенных компонентов резко увеличивается (см. рис, 8.4). Это приводит к ухудшению такого важного показателя абсорбционного процесса, как коэффициент избирательности поглотителя Е в отношении целевых компонентов газа (см. рис. 8.5). На рис. 8.5 Е = <рс3/Фсг Кривые 3 и 2 на рис. 8.5 характеризуют режимы, обеспечивающие степень извлечения пропана 90 % соответственно из газов № 1 и Л/° 2.
Анализ кривых показывает, что избирательность процесса особенно резко снижается при давлении выше 9 МПа. Более того, чем меньше в газе пропана, тем ниже значение Е. Отсюда следует, что ведение процесса при более высоких давлениях нецелесообразно при меньших концентрациях целевого компонента в газе.
Снижение избирательности процесса повышает затраты на выделение метано-этановой фракции из насыщенного абсорбента и возвращение ее в поток товарного газа. Поэтому выбор давления процесса при абсорбционной обработке газа должен осуществляться с учетом таких факторов, как требуемая степень извлечения целевых компонентов, затраты на дожатие газа, стоимость оборудования и т.д.
С увеличением давления до &+9,5 МПа при постоянном удельном расходе абсорбента и температуре степень извлечения этана возрастает. В пределах значений давления 9,5+
12 МПа степень извлечения этана практически не меняется. Дальнейший прирост давления приводит к уменьшению значения ф. Для достижения такой же степени извлечения, как и при давлении 9,5 МПа, потребуется увеличить удельный расход абсорбента (см. рис. 8.6). Например, при р = 14 МПа для достижения глубины извлечения этана 40 % приходится увеличивать L/V от 1,37 до 1,65 л/м3 по сравнению с показателями при р = 9,5 МПа.
С повышением давления до 6+7 МПа степень извлечения пропана возрастает. В пределах значений давления 7+8 МПа значение <р практически не меняется. С дальнейшим ростом давления степень извлечения пропана уменьшается. Для достижения при р = 14 МПа такого же значения ф, что и при р - 7 МПа, потребуется увеличить удельный расход абсорбента в 1,5 раза.
Наличие экстремумов в кривых зависимости <р = /Кр) для этана и пропана можно объяснить ретроградным испарением этих компонентов. Необходимо отметить, что ретроградный эффект в процессах НТС и абсорбции несколько отличается. В частности, свойства абсорбента мало влияют на характер кривых <р = f(p)- Кроме того, пикам кривых зависимостей степени извлечения от давления соответствует более высокое значение давления, чем в процессах однократной конденсации.
Повышение давления более отрицательно влияет на степень извлечения пропана, чем на степень извлечения этана. Например, при росте давления с 12 до 14 МПа абсолютное уменьшение значения для пропана составляет 10, а для этана всего 5 %.
На основании зависимости ф = f(p) можно сделать вывод, что в целях извлечения пропана выделение процесса абсорбции при давлениях свыше 7 МПа нецелесообразно. Однако при переработке газов в системе сайклинг-процесса и при подготовке их к транспортированию по газопроводам высокого давления в ряде случаев экономически эффективным может оказаться абсорбционный процесс и при давлениях выше 7 МПа.
Анализ экспериментальных данных показывает, что с повышением давления больше всего интенсифицируется процесс сорбции легких углеводородов (этана и метана). Например, с повышением давления от 5 до 7 МПа при постоянном значении L/V = 1 л/м3 относительный прирост степени извлечения
5.6. ОБРАБОТКА ГАЗА НА ГАЗОВОМ МЕСТОРОЖДЕНИИ МЕДВЕЖЬЕ
Выбор технологии и оборудования для обработки газа обусловлен точкой росы, объемами обрабатываемого газа, а также необходимостью перехода на индустриальные методы строительства УКПГ с тем, чтобы сократить срок их сооружения. Сбор газа со скважин осуществляется в основном по индивидуальным шлейфам условным диаметром 250—300 мм. Прокладка газопроводов выполнена в траншеях с теплоизоляцией, а на отдельных участках назем но.
Температура газа, поступающего в систему обработки на всех УКПГ, в течение года колеблется от 13 до 20 °С.
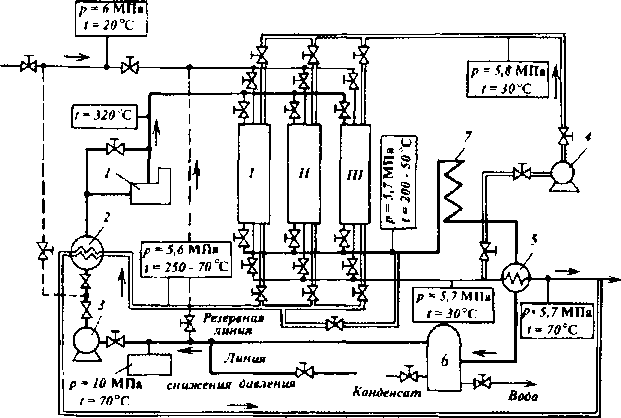
Адсорбционные установки, применяемые на месторождении, имеют однотипные оборудование и технологию. Номинальная пропускная способность 24 млн. м3/сут. Каждая установка состоит из четырех технологических цехов осушки газа пропускной способностью 6 млн, м3/сут при давлении
7,7 МПа. Технологическая схема одного цеха, в основу кото-
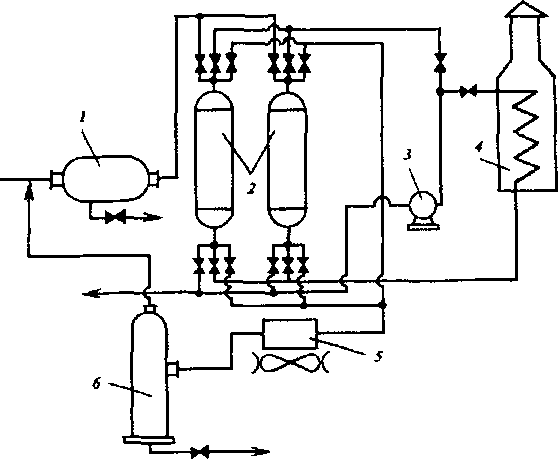
Рис. 5.27. Технологическая схема цеха осушки газа, применяемая на месторождении Медвежье (адсорбция)
рой положена двухсорберная система с открытым циклом регенерации, представлена на рис. 5.27. Газ от эксплуатационных скважин по теплоизолированным шлейфам с температурой 18 — 24 °С и давлением 6,8 —8,8 МПа поступает на входные манифольды, перед которыми установлена распределительная гребенка.
Из блоков входных ниток газ поступает в первичный сепаратор 1, в котором о тделяются пластовая жидкость и механические примеси, а затем в один из адсорберов 2, находящийся в цикле адсорбции. Другой адсорбер находится в цикле регенерации или охлаждения адсорбента. Точка росы осушенного газа не выше — 30 °С. Осушенный газ из адсорберов проходит индивидуальный для каждой технологической линии узел замера и поступает затем в общий коллектор. Каждая установка подключается к двум ниткам промыслового коллектора.
Регенерация адсорбента производится осушенным газом. В адсорбере 2 газ регенерации насыщается парами воды и углеводородов, поглощенными селикагелем в цикле адсорбции, и поступает в воздушные холодильники 5, где охлаждается. Выделившиеся при охлаждении газа вода и конденсат отделяются в сепараторе 6, а газ возвращается в газопровод перед первичным сепаратором. Процесс осушки газа и регенерации силикагеля полностью автоматизирован.
Управление установки ведется с центрального диспетчерского пульта, где сосредоточены все основные регулирующие и контролирующие приборы, ключи управления технологическими запорными органами и аварийная сигнализация. Система контрольно-измерительных приборов и средств регулирования предусматривает работу системы осушки в автоматическом режиме с поддержанием основных технологических параметров. Для контроля за работой скважин на установке осушки предусмотрен контрольный сепаратор, газ из которого может быть направлен на осушку в любую технологическую линию.
Отсепарированная жидкость из первичных сепараторов, сепаратора газа регенерации и контрольного сепаратора поступает в разделительную емкость установки сжигания промышленных стоков.
Расчетный срок службы загрузки адсорбента при работе на параметрах, указанных в табл. 5.5, составляет два года. При этом динамическая емкость адсорбента по воде снижается с 20 — 24 до 6,8%. Наличие в газе тяжелых углеводородов увеличивает длительность процесса регенерации адсорбента и (Д<р) составляет для метана - 36 %, этана - 18 %, пропана -
13 %. С повышением давления с 7 до 9,5 МПа прирост значения для метана равен 37 %, а для этана 24 %. В то же время извлечение пропана уменьшается на 10 %.
Влияние удельного расхода абсорбента. Из анализа экспериментальных данных следует, что независимо от давления с увеличением удельного расхода абсорбента степень извлечения всех компонентов повышается. Для удобства анализа рассмотрим зависимости (р = f(L/V) для компонентов в отдельности.
Указанная зависимость для пропана не линейная. Ее характер зависит от глубины извлечения пропана и удельного расхода абсорбента (рис. 8.7). К примеру, при давлении 5 МПа при росте L/V от 0,5 до 1,0 л/м3 абсолютное значение прироста <р составляет 27 %, при росте L/V от 1,0 до
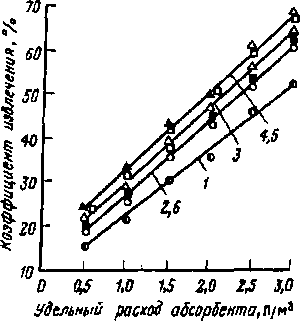
Рис. 8.8. Влияние удельного расхода абсорбента на степень извлечения эта* на из газа:
/ - р = 5 МПа; 2, 6 - р = 14 МПа; 3 - р * 8,3 МПа; 4 - р = 9,5 МПа; 5 ~ р - 12 МПа
1,5 л/м3 - 16 %, а при последующем росте L/V на 0,5 л/м3 -всего 9 %. Аналогичное положение наблюдается и при других давлениях процесса, а также в опытах, проведенных с использованием других абсорбентов. Особенно низок прирост (р при степени извлечения свыше 90 %. Следует отметить, что
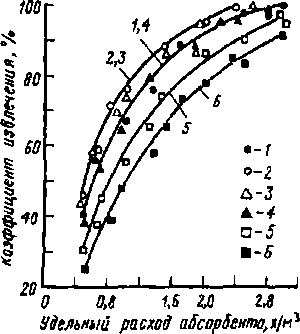
Рис. 8.7. Влияние удельного расхода абсорбента на степень извлечения пропана из газа:
1 - р = 5 МПа; 2 - р = 7 МПа; 3 -р = 8,3 МПа; 4 - р = 9,5 МПа; 5 -р — 12 МПа; 6 — р ~ 14 МПа. Абсорбент - конденсат
более глубокое извлечение пропана может оказаться нецелесообразным, так как связано с большими энергетическими затратами на регенерацию абсорбента. Однако в схемах глубокого извлечения этана допустимо и более глубокое извлечение пропана. Например, на заводе “Кети” (Канада) абсорбция целевых углеводородов из сырьевого газа проводится при температуре -40 °С и давлении 7,8 МПа. При этом степень извлечения компонентов составляет: этана - 60 %, пропана - 98 %, бутана и высших - практически 100 % от их потенциального содержания в сырьевом газе [60].
В интервале давления и удельного расхода абсорбента зависимость глубины извлечения этана от L/V близка к линейной (рис. 8.8). Логично предположить, что при более глубоком извлечении этана из газа характер кривых <р = f(L/V) будет идентичен характеру кривых на рис. 8.7.
В условиях наших экспериментов практически существует линейная зависимость между степенью извлечения метана и удельным расходом абсорбента (рис. 8.9).
Анализ данных из рис. 8.7~8.9 показывает, что увеличение L/V дает эффект, аналогичный эффекту от повышения давления, т.е. способствует большему поглощению более легких компонентов. Например, при давлении 5 МПа с ростом L/V от 1,0 до 1,5 л/м3 относительный прирост коэффициентов извлечения для метана, этана и пропана составляет соответственно 50, 36 и 24 %. При росте L/V от 1,5 до 2,0 л/м3 эти
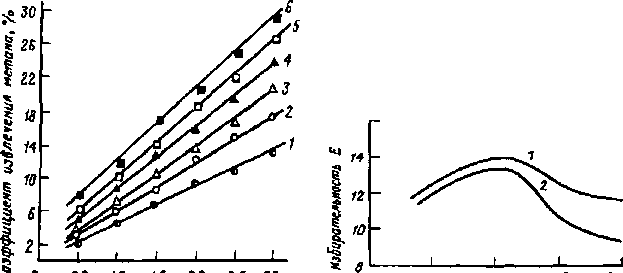
Рис. 8.9. Влияние удельного расхода Рис. 8.10. Влияние удельного расхо-
ябсорбента на степень извлечения да абсорбента на избирательность
* U Uj w w ZJJ Zji 10
о 0,5 1,0 1,5 2,0
Удельный расход абсорбента, я/м5
Удельный расход oScopSema.ufrp
процесса:
метана из газа:
1 - 6 - см. рис. 8.8
1 - р = 5 МПа; 2-р = 1 МПа
ТАБЛИЦА 5.5
Проектные параметры работы системы адсорбционной осушки
| Параметр ! Адсорбция | Десо_рбция | Охлаждение | |
|
Номинальный расход |
250 | 8,1 |
8,1 |
| газа, 103м^/ч | |||
| Направление потока | Сверху вниз | Снизу вверх |
Сверху вниз |
|
газа | |||
| Давление, МПа |
7.7 | 7,85 |
7,85 |
| Температура газа, ’С | 14 |
180-210 | До 50 |
| Длительность процес |
35-12 | 20-8 |
6-4 |
| са, ч |
|||
уменьшает динамическую емкость силикагеля; точка росы уменьшается с —30...35 до — 20...25 "С.
Особенность работы адсорбционных установок на месторождении — совместное извлечение из газа силикагелем воды и тяжелых углеводородов. Количественные изменения адсорбционной способности силикагеля при совместной адсорбции воды и углеводородов определялись на экспериментальных установках при атмосферном давлении и в промысловых условиях при рабочих параметрах системы.
Адсорбционную емкость силикагеля устанавливали по индивидуальным углеводородам — гомологам метана нормального строения (от гептана до декана включительно) и по изо-октану. Динамическая емкость силикагеля типа А по индивидуальным углеводородам С, = С12 при адсорбции из воздуха приведена ниже.
Компонент.........С7М10 с = ,8 СШН12 С,,Н ,? СГ,Н1(1
Масса, %.............. 24,6 23,21 29,7 32,9 5,2" 23 ‘
Влияние водяного пара в газовой фазе на емкость адсорбента по углеводородам исследовали при различных соотношениях концентрации воды и углеводородов. Установлено, что с ростом влажности газа динамическая емкость силикагеля по углеводородам снижается. При соотношении концентраций воды и углеводородов, равным единице, что соответствует промысловым данным, емкость силикагеля по гомологам метана СУ = С12 составляет 3 — 6%.
В процессе совместного адсорбционного извлечения воды и тяжелых углеводородов в промысловых условиях стадия адсорбции считается законченной при влажности газа, соответствующей точке росы по воде —30 “С, и давлении
7,5 МПа.
Регенерация насыщенного адсорбента проводится горячим газом с температурой на входе 210 — 230 °С, степень извлечения тяжелых углеводородов составляет около 80 % их содержания в отсепарированном газе. При этом более легкие углеводороды с температурой кипения ниже 190 °С вытесняются водой и более тяжелыми углеводородами и отводятся из адсорбера с сухим газом. Тяжелые углеводороды с температурой кипения выше 290 °С сорбируются силикагелем.
5.6.1. АБСОРБЦИОННАЯ ОСУШКА ГАЗА
Установка комплексной подготовки газа к дальнему транспорту {рис. 5.28) включает в себя технологические линии абсорбции газа, установку регенерации абсорбента, насосы для его перекачки и емкости со вспомогательным оборудованием.
Природный газ, пройдя узел входных манифольдов, поступает в сепаратор 3, где отделяется выделившаяся на участке забоя скважины капельная жидкая фаза, после чего попадает в нижнюю часть абсорбера 2, на верхнюю ступень которого насосом 4 подается регенерированный диэтиленгликоль. При противоточном движении газа и абсорбента по высоте абсорбера происходит поглощение паров воды гликолем, после чего осушенный газ, содержащий капли унесенного абсорбента, с верха абсорбера направляется в фильтр улавливания гликоля. Затем осушенный и очищенный газ, пройдя регулируемый штуцер, поступает в промысловый коллектор сухого газа.
Насыщенный влагой абсорбент с глухой тарелки, расположенной в нижней части абсорбера 2, подается за счет избыточного давления в выветриватель 6, где при давлении 0,3 — 0,6 МПа происходит разгазирование раствора гликоля. Насыщенный абсорбент из выветривателя через теплообменник 7, где он нагревается регенерированным абсорбером, поступает на тарелку питания десорбера 13.
Тепловой режим работы установки регенерации поддерживается за счет подвода тепла в испаритель И. Разрежение в испарителе и десорбере создается вакуум-насосом 10, на который поступают пары и неконденсирующиеся газы из десорбера, предварительно пройдя воздушный холодильник 8 и распределительную емкость 9.
Регенерируемый гликоль из испарителя отводится на насосы 12 и подается через теплообменник 7 "гликоль - гликоль" в накопительную емкость 5; отсюда насосами высокого давления 4 он перекачивается на верхнюю контактную тарелку абсорберов 2.
показатели равны: для метана - 41 %, для этана - 20 %, для пропана - 13 %. Аналогичный порядок соблюдается и при других давлениях.
Поскольку с повышением удельного расхода абсорбента степень извлечения метана практически растет в линейной пропорции, а пропана незначительно, происходит снижение избирательности процесса. Наибольшая избирательность по пропану отмечается при удельном расходе абсорбента до 1,0 л/м3 (рис. 8.10). Дальнейший рост L/V приводит к снижению значения Е.
Опыты показали, что повышение содержания пропана в составе газа приводит к увеличению избирательности процесса. Это объясняется возрастанием степени извлечения пропана и некоторым снижением этого показателя для метана.
Влияние температуры. Понижение температуры способствует конденсации компонентов. Следовательно, повышается их концентрация в жидкой фазе. В результате этого при прочих равных условиях увеличиваются абсорбционный фактор и степень извлечения компонентов из газа.
При низких температурах можно понизить давление процесса, не уменьшая интенсивности процесса поглощения компонентов. Кроме того, низкие температуры повышают эффективность применения легких абсорбентов. Однако надо иметь в виду, что со снижением температуры процесса усложняется технологическая схема установки, повышается ее металлоемкость. Несмотря на это, по оценке зарубежных специалистов при использовании процесса НТА общие затраты на переработку газа уменьшаются на 25+50 % по сравнению с обычной абсорбцией [100].
Следует отметить, что ориентация на зарубежные показатели иногда может привести к значительным ошибкам в результате неэквивалентности цен продуктов переработки газа и оборудования.
Согласно данным табл. 8.2, избирательность процесса при температуре 20 °С больше, чем при температуре 0 “С. Это объясняется тем, что при 20 “С степень извлечения пропана низкая и зависимость L/V существенная. По этой причине имеет место высокий коэффициент избирательности. В то же время при температуре 0 ‘С в связи с большим значением начальной степени извлечения пропана (L/V = 0,5 л/м3) с ростом L/V значение <р увеличивается меньше, чем при t = 20 °С. Вследствие этого ?0 < Е20.
Однако при более низких температурах уменьшение избирательности с увеличением значения L/V меньше, т.е. сохра-
Сопоставление избирательности процесса абсорбции при температурах 20 и О *С
| р, МПа | Е при t - 20 'С, л/м3 |
Е при t ~ 0 'С, л/м3 | ||||
| 0,5 | 1,0 | 1,5 |
0,5 | 1,0 |
1,5 | |
| 5 |
16,6 | 15,7 |
11.7 | 12,4 |
12,3 | 10,9 |
| 7 | 13,6 |
12,1 | 9,7 |
11,3 | 11,1 |
9,8 |
| 9,5 |
7,5 | 7,2 |
6,5 | 5,7 |
5,5 | 5,4 |
няется высокое значение избирательности процесса. В результате достигается более высокий относительный прирост коэффициента извлечения пропана по сравнению с метаном и этаном.
Поглощение компонентов по высоте абсорбера. Изучение показателей абсорберов по внешним потокам недостаточно для выявления путей увеличения глубины отбора целевых компонентов. Для этого наряду с другими характеристиками абсорбера необходимо также знать закономерности поглощения компонентов по высоте колонны.
На основании анализа литературных данных [28, 29, 32] можно сделать следующие обобщения.
При средних давлениях основная часть метана преимущественно поглощается в верхней части абсорбера. С ростом давления поглощение метана в средней и нижней его частях увеличивается.
При низких и средних давлениях этан поглощается как в нижней, так и в средней части абсорбера [87, 150]. С повышением давления поглощение этана в нижней и средней частях абсорбера также возрастает. При давлении, соответствующем максимальному извлечению этана (р = 9,5 МПа), последний поглощается по высоте абсорбера относительно равномерно. С дальнейшим ростом давления поглощение его в средней части абсорбера уменьшается, что объясняется увеличением констант равновесия этана в указанных давлениях.
При низких давлениях пропан ведет себя как летучий компонент и поглощается в верхней части колонны между 20-й и 30-й тарелками 30-тарельчатого абсорбера, начиная снизу [29]. С повышением давления до 4 МПа активное поглощение пропана начинается с 8-й и 10-й тарелок, считая снизу.
Согласно результатам экспериментов авторов, с ростом давления тенденция поглощения пропана, начиная с нижних ступеней контакта, сохраняется до давления р = 7 МПа. С дальнейшим увеличением давления поглощение пропана в нижней части абсорбера начинает уменьшаться. При давлении свыше
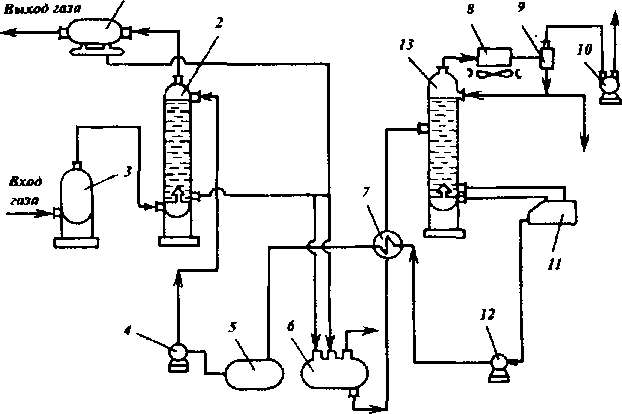
Рис. 5.28. Технологическая схема абсорбционной осушки газа на месторождении Медвежье
С пуском дожимной компрессорной станции (ДКС), которая устанавливается перед УКПГ, технология осушки и основные рабочие параметры остаются неизменными, но перед ДКС размещается узел предварительной сепарации, а после ДКС — воздушные холодильники, которые в условиях северных месторождений большую часть года могут обеспечивать оптимальную температуру газа, поступающего на абсорбционную осушку. При давлении газа на выходе из ДКС 7,5 МПа эта температура равна 10 -12 “С, что исключает возможность образования гидратов в воздушных холодильниках и позволяет стабильно получать точку росы по воде осушенного газа —25 “С (р — 5,5 МПа). При этом в абсорберы подается ДЭГ, массовая доля которого составляет 99 — 99,2 %.
Система абсорбционной осушки оснащена средствами контроля и регулирования в объеме, предусматривающем комплексную автоматизацию управления системой с выводом основных параметров на диспетчерский пульт управления.
5.7. ОБРАБОТКА ГАЗА НА ОРЕНБУРГСКОМ МЕСТОРОЖДЕНИИ
Сбор и обработка газа и конденсата на Оренбургском месторождении осуществляются по следующей схеме: пласт — скважина — шлейф — УКПГ — газоперерабатывающий завод (ГПЗ) — магистральный газопровод.
Газ из скважин поступает по шлейфам под давлением 13 — 17 МПа на УКПГ, где происходит осушка и первичная подготовка к транспорту на ГПЗ, на котором он подвергается дальнейшей очистке от сероводорода и углекислого газа; в результате получают жидкие углеводороды, серу и гелий. Очищенный газ с ГПЗ поступает в магистральный газопровод. Подготовку газа рассмотрим на примере работы одного из УКПГ. Установка предназначена для осушки и предварительной подготовки газа к транспорту методом низкотемпературной сепарации (НТС). При осушке и подготовке газа выделяются конденсат и водный раствор метанола, используемого как ингибитор гидратообразования. Углеводородный конденсат направляется на ГПЗ для дальнейшей стабилизации. Для предотвращения коррозии оборудования применяется ингибитор, который подается в скважины и шлейфы в смеси с метанолом.
Газ из скважин поступает по шлейфам на установку к входному манифольду, где потоки из каждых шести шлейфов объединяются в один общий и поступают в технологическую линию установки НТС.
На каждом шлейфе на входном манифольде установлены запорный, обратный и редуцирующий клапаны, запорные краны для продувки шлейфов и замера дебита любой из 24 скважин на контрольном сепараторе. Кроме этого, на каждом шлейфе манифольда предусмотрены разрывные пластины. Для контроля за давлением на входе в манифольд после обратного клапана установлен электроконтактный манометр, аварийный сигнал от которого поступает на контрольный пункт диспетчера.
Для контроля за давлением в технологической линии установлен пневмоприводной отсекатель, управляемый с контрольного пункта диспетчером. Положение отсекателя “открыто — закрыто" выведено на щит диспетчера на световое табло. Для визуального наблюдения за давлением в линии после отсекателя установлен манометр. После регулирующего клапана газ проходит через аппарат контроля за коррозией.
7 МПа степень извлечения пропана в нижней части колонны возрастает.
Поглощение бутанов как при низких, так и при высоких давлениях происходит в основном в нижней части колонны. То же относится и к более тяжелым углеводородам.
Абсорбция с предварительным насыщением тощего абсорбента. Анализ распределения температур по высоте абсорберов на различных установках показал, что интенсивность нагрева абсорбента больше в верхней и нижней частях аппарата. Это связано с тем, что основное количество метана и этана поглощается в верху колонны, а на нижних тарелках происходит извлечение из газа бутанов и С5+. Средние и более высоко расположенные тарелки абсорберов в отношении тяжелых компонентов газа работают с низкой эффективностью.
Для устранения указанных недостатков возможно применение схем, предусматривающих предварительное насыщение тощего абсорбента сухим газом, отходящим из абсорбера. Такое решение позволяет повысить глубину извлечения целевых компонентов из газа в абсорбере, поскольку контакт сырого газа и насыщенного абсорбента осуществляется в холодильнике сырого газа при более низкой температуре, чем в абсорбере. В этом холодильнике одновременно конденсируется часть тяжелых углеводородов, что приводит к уменьшению теплоты абсорбции в абсорбере.
Благодаря предварительному насыщению абсорбента мета^ ном в самом абсорбере происходит извлечение из газа в основном целевых углеводородов.
На основании расчетов установлено, что чем ниже содержание тяжелых углеводородов в сыром газе, тем больше отрицательное влияние остаточных компонентов в тощем абсорбенте на глубину их извлечения [153]. При одном и том же массовом содержании пропана и бутана в тощем абсорбенте степень снижения коэффициента извлечения для пропана выше, чем для бутана.
Повышение давления абсорбции снижает отрицательное влияние остаточных компонентов. Например, при давлении 1,5 и 3 МПа и 15 *С наличие 1 % (масс.) пропана и бутана в тощем абсорбенте уменьшает извлечение пропана в первом случае на 15 %, а во втором на 10 %, бутана - соответственно на 5 и 3,5 % по сравнению с режимом, при котором производилась бы полная отпарка абсорбента [153].
Схема НТА с предварительным насыщением тощего абсорбента применена на Нижневартовском ГПЗ.
8.3. ОПЫТ ЭКСПЛУАТАЦИИ УСТАНОВКИ НТА ОРЕНБУРГСКОГО ГПЗ
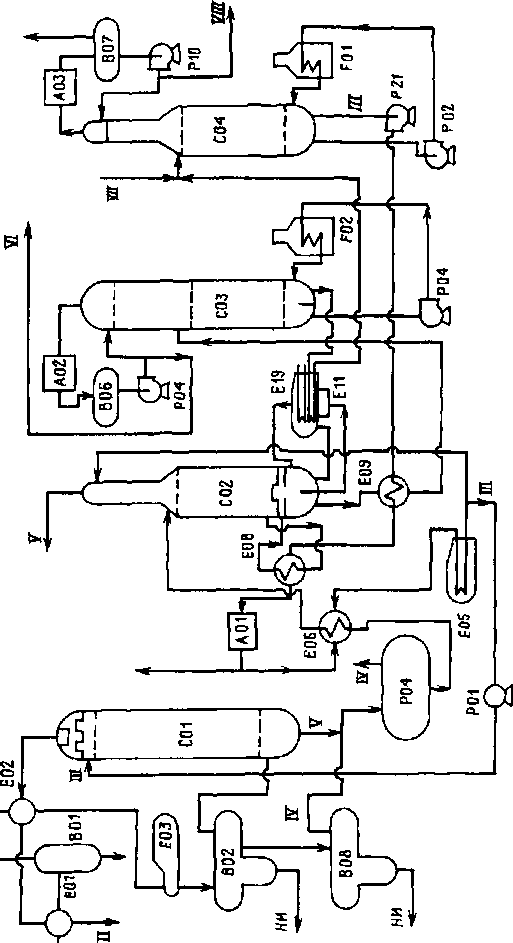
На Оренбургском ГПЗ эксплуатируется крупнейшая в стране установка низкотемпературной абсорбции мощностью 15 млрд. мэ/год по сырьевому газу (рис. 8.11). Схему установки условно можно разделить на два блока: НТК и НТА с регенерацией абсорбента.
Блок НТА включает в себя два абсорбера и по одному деэ-танизатору, дебутанизатору и десорберу. Характеристика колонного оборудования установки приведена в табл. 8.3.
Сырьем установки служит газ, очищенный от H2S и С02. Содержание меркаптанов в газе на входе в абсорбер составляет 0,4-0,5 г/м3.
В блоке регенерации абсорбента по схеме предусмотрена также стабилизация конденсата, выделившегося из сырьевого газа в блоке НТК. Этот конденсат смешивается с насыщенным абсорбентом и совместно с ним подается в деэтан изатор (22-я тарелка питания).
Для извлечения из верхнего продукта деэтанизатора части тяжелых углеводородов (С3+) на верх колонны подается охлажденный до температуры -30 "С регенерированный абсорбент. Колонна работает при давлении 1,36 МПа.
Выделение пропан-бутановой фракции из абсорбента производится в колонне С03. Дебутанизированный абсорбент с куба этой колонны после прохождения змеевика испарителя Е19 подается на 17-ю тарелку десорбера С04. В эту же колонну поступает стабильный конденсат, из которого выделяется фракция, используемая в качестве абсорбента.
Нижний продукт десорбера " регенерированный абсорбент проходит рекуперативные теплообменники, воздушный холодильник, пропановый испаритель и подается на орошение в абсорбер и деэтанизатор.
Общая оценка проектной схемы. Как указывалось выше, для поддержания поглотительной способности абсорбента на постоянном уровне необходимо восполнить его потери и предотвратить накопление в нем различных ингредиентов. Согласно схеме установки первое осуществляется за счет подачи стабильного конденсата, легкая фракция которого в качестве верхнего продукта отводится от колонны С04, а фракция с температурой начала кипения 130-140 °С восполняет потери абсорбента.
Для выделения из абсорбента ингредиентов (продуктов ос-моления, смол, механических примесей и т.д.) производится
Контрольное устройство расположено в части, наиболее подверженной воздействию коррозии, т.е. между манифольдом и сепаратором I ступени. В этом сепараторе (гравитационном горизонтального типа с встроенными перегородками) происходит отделение свободной жидкости от газа в результате уменьшения скорости его движения, Давление в нем контролируется манометром и преобразовывается в пневматический сигнал датчиком с регистрацией на вторичном приборе, установленном на щите диспетчера. Температура в сепараторе контролируется термометром и регулируется на щите диспетчера датчиком, установленным на сепараторе. Уровень жидкости в сепараторе регулируется клапаном. Для контроля за уровнем служит индикатор с выдачей сигнала на щит диспетчера. Для визуального наблюдения предусмотрен зеркальный уровнемер. Жидкость обогревается при помощи змеевика, куда подается горячий 60 %-ный ДЭГ.
Отделившаяся в сепараторе I ступени жидкость скапливается в трехфазном сепараторе, а газ направляется в теплообменник, перед которым впрыскивается метанол. В теплообменнике пластовый газ проходит по трубному пространству, холодный — по межтрубному. Температура пластового газа от +10 до —10 °С, отсепарированного — 22 °С. Газ после теплообменника дросселируется клапаном до давления 7 МПа. В результате эффекта дросселирования газ охлаждается до температуры — 22 °С и поступает в сепаратор II ступени. При охлаждении его происходит конденсация тяжелых углеводородов. Отделение капельной жидкости осуществляется инерционными силами, возникающими при изменении направления движения газа. Конструкция нижней части сепаратора И ступени обеспечивает разделение метанола и конденсата. Вся жидкость с помощью змеевика подогревается до температуры + 15°С. Метанол составляет нижний слой, конденсат — верхний. Температура газа в этом сепараторе поддерживается — 22 °С, давление 7 МПа. Конденсат, количество которого учитывается счетчиком, направляется через конденсатопровод на ГПЗ. На конденсатопроводе установлен пневмоприводной отсекатель, который перекрывает конденсатопровод в аварийных случаях.
Сухой газ из сепаратора II ступени через теплообменник (или минуя его в зависимости от температуры) направляется на замер. Давление после этого сепаратора регистрируется манометром, преобразуется датчиком и передается на щит диспетчера. Температура контролируется на месте термометром, преобразовывается датчиком и также регистрируется на щите диспетчера с выдачей звукового сигнала при превышении допустимых значений. Расход газа, вычисляемый с помощью ЭВМ, регистрируется на диспетчерском пункте.
В помещении зала счетчиков установлена хроматографическая колонна для контроля за составом газа. Здесь также находится гигрометр, контролирующий точку росы по влаге и углеводородам. Показания этих приборов выведены на щит диспетчера. Точка росы по влаге и по углеводородам принимается не выше —20 °С.
Отделившиеся в сепараторе 1 ступени жидкости (конденсат и насыщенный метанол) поступают в трехфазный сепаратор, в котором путем отстаивания при температуре — 10 "С происходит разделение жидкости по плотности. Количество конденсата, выходящего из трехфазного сепаратора, замеряется счетчиком и регистрируется на щите диспетчера. Конденсат после замера направляется в конденсатопровод. Для регулирования уровня метанола в трехфазном сепараторе предусмотрены уровнемер и регулирующий клапан, установленный на линии сброса метанола в блок выветривателя на складе метанола. Пневмосигнал с уровнемера подается на щит диспетчера.
Для контроля работы одной скважины параллельно четырем технологическим линиям установлен контрольный сепаратор, к которому можно подключить любую скважину. Контрольный сепаратор работает так же, как и сепаратор I ступени, за исключением того, что уровень метанола регулируется отдельно от уровня конденсата.
Количество проходящего через сепаратор газа замеряется с помощью диафрагмы, сигналы с которой поступают на пневматический датчик, а затем на щит диспетчера и на ЭВМ.
Рассмотрим новейшие технологии подготовки газа к дальнему транспорту, находящиеся в стадии промышленного внедрения и разработки, а также современные технические достижения в промысловой подготовке и обработке газа (как природного, так и нефтяного). Следует особо отметить разработанный Французским нефтяным институтом процесс ИФПЕКСОЛ, позволяющий на одной установке полностью обрабатывать газ, включая его осушку, извлечение конденсируемых углеводородов и кислых газов. Процесс основан на физической абсорбции всех извлекаемых компонентов одним агентом — водным раствором метанола с использованием любого источника холода (внутреннего и внешнего), т.е. на низкотемпературной абсорбции.
|
Колонка | Размеры, м | Число |
Тип | |
|
диаметр | высота |
тарелок |
тарелок | |
|
Абсорбер СО! | 3,0 |
26 | 25 |
Перфорирован ные |
| Деэтанизатор С02 Дебутанизатор СОЗ Десорбер С04 |
1,5/2,7 | 46 |
46 | Клапанные |
| 2,7 | 43 |
35 | ||
|
2,4/3,2 | 37 |
35 | 1 |
|
отвод части регенерируемого абсорбента из системы после его прохождения через теплообменник А01. Одновременно предусмотрена также фильтрация абсорбента.
Однако описанная схема не позволяет поддерживать качество абсорбента на проектном уровне при минимальных эксплуатационных затратах. Это связано с тем, что в стабильном конденсате, используемом в качестве подпитки, содержатся углеводороды с температурой кипения выше, чем температура конца кипения абсорбента. В связи с этим происходит накопление тяжелых фракций в абсорбенте. Во избежание снижения поглотительной способности абсорбента увеличивают отвод из системы циркулирующего абсорбента и, следовательно, производят подачу большего количества подпитки в колонну С04. Последнее, в свою очередь, увеличивает расход теплоты на процесс.
Работоспособности описанной схемы благоприятствует то, что содержание тяжелых фракций в стабильном конденсате относительно мало и составляет всего 10-15 %. При использовании в качестве подпитки конденсата Карачаганакского ГКМ, содержащего -50 % тяжелых фракций, проектная схема не обеспечила бы поддержание поглотительной способности абсорбента на должном уровне. В этом случае технологическую схему установки НТА было бы необходимо, еще одной ректификационной колонной, где из циркулирующего в системе
Рнс.8.11. Принципиальная технологическая схема установки НТА Оренбургско-
С01 - абсорбер; С02 - абсорбционно-отпарная колонна; СОЗ - дебутанизатор; С04 - десорбер; В01, ВО2, BQ6, ВОТ, В08 - сепараторы-разделители; А01, А02, А03 ~ воздушные холодильники; Е11, Е19 - подогреватели; Е01, Е02, Е06, Е08, ЕОЭ ~ рекуперативные теплообменники; ЕОЗ, Е05 - пропановые испарители; F01, ЕОЗ - печи; Р01, Р02, Р04, Р21 ~ насосы;
/ - сырьевой газ; II - товарный газ; III - регенерированный абсорбент;
IV - газ дегазации; V - газ деэтанизации; VI - пропан-бутановая фракция; VII - стабильный конденсат; VIII - легкая углеводородная фракция; НИ -насыщенный раствор ЭГа
Процесс ИФПЕКСОЛ обеспечивает точку росы по влаге и углеводородам до — 100 °С. Вложения в модернизацию любой установки подготовки газа с введением блока ИФПЕКСОЛ окупаются менее чем за год. Процесс внедрен на ГПЗ в Канаде, Аналогичные технологии применяются и в России (УКПГ-
1 Ямбургского ГКМ), хотя и в несколько отличающемся от французского варианте.
Крупнейшим в мире проектом, реализованным в последнее время, является завод по переработке нефти и нефтяного газа компании "Эльф Конго", смонтированный на барже (платформе) на морском месторождении НгКосса (Конго). Общая стоимость проекта (скважины, баржа, трубопроводы, хранилища и т.п.) составляет 1,7 млрд. долл., из них 833 млн. долл, (49 %) приходится на баржу и ее оборудование. Для РАО “Газпром" определенный интерес представляет опыт строительства таких сооружений в связи с предстоящим освоением шельфовых месторождений,
Анализ расчетов на перспективу по системам подготовки газа на примерах месторождений Медвежье и Уренгойское, опыт работы установленного оборудования и его модернизации показывают, что оно обеспечит необходимое качество газа до конца промышленной разработки. Огромные остаточные запасы газа после компрессорного периода эксплуатации месторождений-гигантов ставят задачу их утилизации на месте, так как местных потребителей в районах их расположения нет и не будет. В связи с этим вызывает несомненный интерес технология переработки низконапорных газов в моторные топлива (дизельное и реактивное), которые могут быть потреблены в регионе или транспортированы на значительные расстояния с созданием баз хранения и распределения рассредоточенным потребителям. Такая технология разработана в Институте высоких температур РАН и основана на комбинированной конверсии (р = 1—2 МПа, f = 650 — 750 °С) газа с получением синтез-газа (СО -+- Н2) и синтезе Фишера — Тропша (р = 1—2 МПа, t — 180 —200 °С) с получением в однопроходном процессе высокого выхода моторных топлив (фракции Са — С18) с последующим разделением на дизельное и реактивное топливо.
Известно, что качество подготовки газа к дальнему транспорту напрямую зависит от проектного и фактического состояния разработки и эксплуатации месторождения. Темпы отборов и их распределение по зонам, размещение и режимы работы ДКС непосредственно отражаются на режимах работы УКПГ. На заключительной стадии разработки основными проблемами в работе УКПГ являются увеличение удельного влагосодержания газа и суммарной нагрузки по влаге на установке, повышение массовой и линейной скоростей в аппаратах, линейных скоростей и гидравлических сопротивлений в схемах регенерации (адсорбция) и другие проблемы, возникающие в связи с падением давления и повышением температуры газа при вводе ДКС перед установками подготовки газа.
Для оптимизации добычи и подготовки (переработки) хаза в течение всего срока разработки месторождения в виде единого целого в ГАНГ им. И.М. Губкина разработан алгоритм решения задачи. Главным здесь является выбор универсальных моделей (пакетов программ ПП) для всех звеньев системы пласт — газопровод — перерабатывающий завод с увязкой расчетных параметров, г.е. моделей (ПП), у которых выходные данные предыдущей модели соответствуют входным параметрам последующей, а базы данных и основные уравнения моделей не противоречат друт другу.
1.Коротаев Ю.П., Лутошкин Г.С., Нам Н.К. К вопросу о борьбе с гидратами методом вымораживания//Газовая промышленность.— 1959. — №4.
2. Коротаев Ю.П., Ширковскии А.И. Добыча, транспорт и подземное хранение газа. — М.: Недра, 1984. — С. 487.
3. Гриценко А.И. Научные основы промысловой обработки углеводородного сырья. — М.: Недра, 1977. — С. 239.
4. Балыбердина И.Т. Физические методы переработки и использования газа. — М.: Недра, 1988. - С. 248.
5. Лутошкин Г.С. Сбор и подготовка нефти, газа и воды. — М.: Недра,
1979. - 319.
6. Кабанов И.И. Фазовое распределение и экологические вопросы использования метанола в качество антигидратного реагента. — М.: РАО "Газпром", 1996.
7. Оснишше направления реконструкции и технического перевооружения объектов добычи и подготовки к транспорту газа и газового конденса-та//Аналиэ работы модернизированного оборудования на действующих промыслах и использование современных технологий и оборудования на новых месторождениях Западно-Сибирского региона/Н.И. Кабанов, Ю.А. Кашицкий, А.М. Сиротин и др. — Материалы Научно-технического совета РАО ''Газпром". — Саратов, октябрь 1995. - С. 3 — 8.
абсорбента происходило бы выделение фракции, имеющей более высокую температуру начала кипения, чем температура конца кипения абсорбента. Другим решением вопроса было бы предварительное выделение из подпитки тяжелой фракции. При этом в качестве тепла можно было бы использовать энергию регенерированного абсорбента. Здесь имеется в виду энергия, которая не рекуперируется, а отводится с помощью аппарата воздушного охлаждения А01, тепловая нагрузка которого составляет 3 млн. ккал/ч. Следует отметить, что за счет подпитки можно охлаждать верхний продукт десорбера С04 или стабильный конденсат, подаваемый в товарный парк.
Стабилизация конденсата. Выше указывалось, что в блоке регенерации абсорбента производится также переработка смеси жидких углеводородов, выделенных из сырья при охлаждении газа. В аппарате В08 не достигается полное разделение фаз: смесь жидких углеводородов, подаваемая в поток насыщенного абсорбента, содержит некоторое количество диэтано-ламина (ДЭА) и ЭГа (ДЭА на ГПЗ используется на стадии очистки газа от кислых компонентов и вместе с очищенным газом поступает на установку НТА). Разлагаясь при нагреве в системе регенерации, ДЭА и ЭГ образуют непредельные углеводороды, полимеры, смолы и т.д. Эти продукты откладываются в трубках печей и по тракту циркуляции абсорбента, что вызывает ряд отрицательных явлений.
На наш взгляд, для улучшения работы установки НТА смесь жидких углеводородов (нестабильный конденсат) целесообразно подвергнуть специальной обработке - промывке в целях очистки ее от остатков амина и гликоля. Для промывки этой смеси можно использовать водный конденсат, получаемый в испарителях десорберов. Другим вариантом решения могла бы стать отдельная переработка смеси жидких углеводородов, например, на установке стабилизации конденсата. В этом случае можно увеличить выход ПБФ в целом по заводу как за счет увеличения количества циркулирующего в системе абсорбента, так и за счет подачи на III очередь завода дополнительного количества сырьевого газа Карачаганакского ГКМ.
В исследовании [28] отмечен ряд существенных недостатков в работе оборудования установки НТА, в том числе быстрое старение абсорбента и повышение его коррозионной активности. Старение абсорбента приводит к снижению извлечения ПБФ в связи с повышением температуры кипения масла, используемого для абсорбции меркаптанов и ПБФ.
Одной из причин' снижения качества абсорбента является механический унос и попадание в масло ДЭА (из абсорберов очистки от H2S и С02) и моноэтиленгликоля (МЭГ) из схемы осушки вследствие конструктивных недостатков сепараторов, а также из-за резкого вскипания смеси жидких углеводородов с МЭГ при внезапной остановке пропановых компрессоров и прекращении подачи жидкого пропана в испаритель.
При высоких температурах присутствие ДЭА вызывает ос-моление абсорбента, а сам МЭГ образует продукты разложения, нерастворимые в жидких углеводородах, которые оседают на стенках труб. Это приводит к дополнительному перегреву и, как следствие, к увеличению скорости коррозии. В то же время на холодных трубках (-15...-30 °С) продукты разложения теряют подвижность, застывают в виде пленки, резко ухудшая теплопередачу, в результате чего при проектной температуре масла (-30 вС) фактически достигается температура -10...-20 °С. Причиной повышения коррозионной активности абсорбента является поступление солей и меркаптанов с кон-денсатом подпитки. Как показали исследования [27], в конденсате подпитки содержится значительное количество солей, преимущественно в виде хлоридов, и до 2 % (масс.) меркаптанов и сульфидов, причем 30 % из них относится к высококи-пящим, легко разлагающимся, термически нестабильным. Поскольку при регенерации масла из конденсата подпитки отгоняется до 95 % низкокипящих фракций, соли концентрируются в основном в термически нестабильных меркаптанах и сульфидах.
В результате разложения меркаптанов и сульфидов при нагревании появляется сероводород, активно взаимодействующий с металлом труб, находящихся в горячей зоне конвективной и радиантной частей печи [29].
Гидролиз хлористых солей магния и натрия при нагревании вызывает появление хлористого водорода, взаимодействующего с сульфидами железа, образовавшимися при контакте сероводорода с железом. Скорость гидролиза увеличивается с повышением температуры. Даже небольшое количество образовавшегося хлористого водорода при наличии сероводорода резко интенсифицирует коррозионное разрушение металла печных труб [30]. Вследствие отложения продуктов термической деструкции ДЭА и МЭГ, сульфидов железа на стенках ради-антных и конвективных труб ухудшается процесс теплопередачи от продуктов сгорания к абсорбенту, сопровождающийся ростом температуры стенок труб. С ростом температуры в пристенном слое интенсифицируется процесс разложения меркаптанов, что приводит к дальнейшему росту сероводородного поражения труб [31]. Язвенная коррозия наблюдается под
8. О возможности использования триэтиленгликоля на установках осушки газа: Науч.-техн. сб. Природный газ в качестве моторного топли-ва/Т.М. Бекиров, Н И. Кабанов, А.С. Кузьмина и др. — 1995. - Вып. 9 — 10. - С. 17 - 29.
9. Очистха раствора диэтиленгликоля от примесей дистилляционным способом. — Там же. — 1996. - Вып. 1—6.
10. Коротаев Ю.П., Тагиев В.Г., Гергедаво Ш.К. Системное моделирование оптимальных режимов эксплуатации объектов добычи природного газа. — М.: Недра, 1989. - С, 264.
