Разработка нефтегазовых и нефтегазоконденсатных месторождений и пластов с аномальными свойствами
V РАЗРАБОТКА НЕФТЕГАЗОВЫХ
И НЕФТЕГАЗОКОНДЕНСАТНЫХ МЕСТОРОЖДЕНИЙ И ПЛАСТОВ ГЛАВА С АНОМАЛЬНЫМИ СВОЙСТВАМИ
§ 23. РАЗРАБОТКА МЕСТОРОЖДЕНИЙ ПРИ ЕСТЕСТВЕННЫХ РЕЖИМАХ
Н е ф т е г а з о в ы е м е с т о р о ж д е н и я - это нефтяные месторождения с естественной газовой шапкой. Начальное пластовое давление в них значительно ниже давления насыщения, вследствие чего только часть газа растворена в нефти, остальная же находится над нефтью, образуя первичную газовую шапку.
Н е ф т е г а з о ко н д е н с а т н ые м е с т о р о ж д е н и я - нефтегазовые месторождения, в газовой части которых содержится значительное количество жирного газа-конденсата, представляющего собой в основном смесь углеводородов С3 - С8, а также более тяжелых газов. Считается, что если в 1 м3 газа, находящегося в естественной газовой шапке, содержится 150-200 г конденсата или менее при стандартных условиях, то такое месторождение относят к нефтегазовым. При содержании конденсата в газовой шапке на уровне 200 г на 1 м3 газа месторождение считают нефтегазоконденсатным со средним содержанием конденсата. Содержание конденсата в газе газовой шапки свыше 600 г на один кубометр считается высоким.
Условно принимают, что если 80-90 % углеводородов содержится в природных условиях в газе, а остальная часть в жидкой фазе, т.е. в нефти, то такое месторождение считают газовым или газоконденсатным. При большем содержании углеводородов в жидкой фазе месторождение относят к нефтегазовым или к нефтегазоконденсатным.
В нефтяной части нефтегазовых месторождений находятся нефть вместе с растворенным в ней газом, а также связанная вода. В газовой части этих месторождений имеются газ и связанная вода. Есть предположения, что в газовых частях некоторых нефтегазовых месторождений вместе с газом и связанной водой может содержаться и нефть при небольшой нефтенасы-щенности.
Основное требование, предъявляемое при разработке нефтегазовых месторождений как с воздействием на пласт, так и без такового, состоит в том, что нефть не должна перемещаться в сторону газовой шапки. Иначе говоря, разработка нефтегазового месторождения должна осуществляться таким образом, чтобы газонефтяной контакт не перемещался в сторону газовой шапки. Считается, что нефть, переместившаяся в газовую шапку, создаст в ней остаточную нефтенасыщенность, в результате чего возникают дополнительные потери нефти в газовой шапке, где нефть будет “размазываться” по пористой среде.
При разработке нефтегазовых месторождений на естественных режимах предотвращение перемещения газонефтяного контакта в сторону газовой шапки осуществляется путем поддержания либо нулевого, либо отрицательного перепада пластового давления между нефтяной и газовой частями.
Такая разработка приводит или к недопущению отбора газа из газовой шапки, или к его существенному ограничению, если при этом допускается определенное падение пластового давления в нефтяной части залежи. Однако предотвратить полностью отбор газа из газовой шапки при разработке нефтегазовых месторождений трудно, так как при значительном распространении газовой шапки по площади месторождения образуются газовые конусы. Несмотря на принятие известных специальных мер для предотвращения прорыва газа в нефтяные скважины, количество отбираемого газа из газовой шапки нефтегазовых месторождений ограничивают в основном путем значительного уменьшения дебитов нефтяных скважин, и особенно скважин, находящихся вблизи газонефтяного контакта. Уменьшение же дебитов нефтяных скважин, с одной стороны, и необходимость по экономическим причинам поддержания достаточно высокого темпа разработки, с другой - приводят к потребности бурения повышенного числа скважин, что ухудшает экономические показатели разработки месторождения.
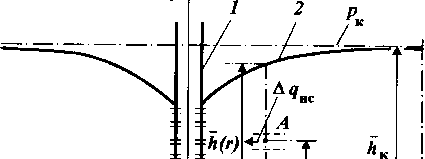
Для того чтобы лучше представить, что дебит нефтяных скважин должен быть действительно малым по причине недопущения подтягивания газовых конусов, рассмотрим упрощенную теорию образования газовых конусов. Допустим, что нефтяная часть нефтегазового месторождения снизу ограничивается подошвой пласта, т.е. не подстилается водой. Приток нефти в скважину, вскрывшую нефтяную часть нефтегазового месторождения по высоте h c, отсчитываемой от подошвы пласта, происходит с образованием газового конуса (рис. 99). Высота столба
7777777777777777777777 q ////////у///////////////////| ^
z n
3
z
Рис. 99. Схема притока нефти к скважине нефтегазового месторождения:
1 - скважина; 2 - поверхность газонефтяного контакта; 3 - перфорированная часть
нефти на некотором расстоянии r от центра скважины равна
h = h (r). На условном контуре питания при r = rK h = h к. Будем считать фазовую проницаемость пласта для нефти кфн равной к. Приток нефти Аднс, проникающей в скважину в радиальном
направлении по высоте A h , приближенно считая его происходящим горизонтально, можно определить следующим образом:
(V.1)
Для давления p(r, z) в точке Л (см. рис. 99), через которую проходит элементарный поток нефти, находящейся на расстоянии r от центра скважины и на высоте z, отсчитываемой от подошвы пласта, имеем следующее выражение:
p(r,z) = pK + y„[h - h(г)] + yH[h(г) - z],
(V.2)
где pк - давление в газовой части месторождения вблизи рассматриваемой скважины; ун и уг - удельные веса соответственно нефти и газа.
Дифференцируя давление p(r, z) по радиусу, на основе (V.2) получаем
![]()
(V.3)
Подставляя (V.3) в (V.1) и устремляя Ah ^ 0, имеем
Интегрируя (V.5) еще раз и соблюдая граничные условия h = h к при r = rK, h = h с при r = гс, получаем окончательную формулу для предельного безгазового дебита днс = qнс, т.е. такого дебита, при котором высота столба нефти при r = гс равна h c и в скважину притекает только нефть:
Чн. = пкДу h ^.
(V.6)
И н1п — r.
Оценим предельный безгазовый дебит нефти по формуле (V.6). Имеем
Ду(hK2 - hC2) = 2Дуйср(hK - h.), hcp = (hK - h.)/2. (V.7)
Следовательно, формулу (V.6) можно записать с учетом (V.7) в виде
= ^р ДуДй. (V.8)
. r„
И нШ —
rc
От обычной формулы Дюпюи для напорной фильтрации нефти формула (V.8) отличается тем, что в нее входит ДуД h вместо Дрс = рк - рс.
Поэтому сравним ДуД h с встречающимися в практике разработки нефтяных месторождений величинами р с.
Пусть Ду = 0,8 • 104 Н/м3, Д h = 10 м. Тогда ДуДЬ = 0,8 х х 104 • 10 = 0,8 • 105 Н/м2 = 0,08 МПа.
В практике же разработки нефтяных месторождений Дрс составляет, как правило, несколько мегапаскалей. Таким образом, предельный безгазовый дебит нефтяных скважин нефтегазовых месторождений оказывается меньше обычных дебитов нефтяных скважин чисто нефтяных месторождений в несколько десятков раз. Это обстоятельство и приводит к необходимости сильного уплотнения сетки скважин (до 3-4 • 104 м2/скв.) с целью обеспечения заданного темпа разработки нефтегазового месторождения без воздействия на пласт.
В некоторых особых случаях, например при необходимости отбора безводной продукции, если во время заводнения нефтегазового месторождения образуются стойкие водонефтяные эмульсии, в случаях весьма ценных нефтей, можно разрабатывать неглубоко залегающие нефтегазовые месторождения без заводнения при плотной сетке скважин. Однако такая разработка нефтегазовых месторождений во всех других случаях экономически не оправдана и, кроме того, ведет, по сути дела, к консервации газа в газовой шапке. Поэтому возникает необходимость разработки этих месторождений с воздействием на пласт.
Расчет процесса разработки нефтегазового месторождения без воздействия на пласт осуществляют по той же методике, что и расчет разработки нефтяного месторождения с вторичной газовой шапкой. Эта методика дана в гл. III.
Р а з р а б о т к а н е ф т е г а з о к о н д е н с а т н о г о м е с т о р о ж -д е н и я . Пусть имеем однопластовое месторождение (рис. 100), приуроченное к антиклинальной складке. Продуктивный пласт выклинивается непосредственно за водонефтяным контактом, так что месторождение можно считать замкнутым. В условиях природного залегания месторождение имеет первичную газовую шапку, в газе которой содержится большое количество конденсата. Кроме того, значительное количество углеводородов С3 -С8, т.е. по сути дела конденсата, имеется и в нефти в растворенном состоянии.
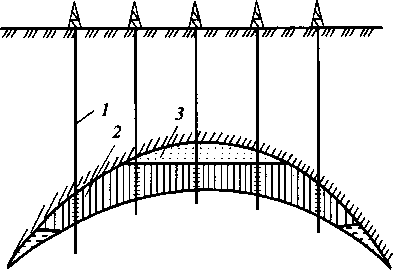
Рис. 100. Разрез нефтегазоконденсатного месторождения:
1 - добывающие скважины; 2 - нефтяная часть месторождения; 3 - газоконденсатная часть месторождения (первичная газовая шапка)
Рассматриваемое месторождение можно считать месторождением легкой нефти с газоконденсатной шапкой. Однако для краткости будем называть его нефтегазоконденсатным.
Приток газа и нефти к скважинам можно определять по формулам напорной или безнапорной радиальной фильтрации. Однако разработку месторождения в целом рассмотрим с использованием общих фазовых соотношений и формул многокомпонентного материального баланса.
Прежде всего разобьем углеводородный состав месторождения на три группы: газ, в который входит в основном метан; конденсат, состоящий главным образом из углеводородов C3 - C9, и нефть, содержащую углеводороды С10 и выше.
Газ как компонент будем помечать индексом 1, конденсат -индексом 2 и соответственно нефть - индексом 3. Первый и второй компоненты находятся как в газовой фазе, так и в жидкой. Содержанием нефти в газе будем пренебрегать. Отсюда имеем следующие соотношения:
(V.9)
N1 = G1 + Lv N2 = G2 + L2; N3 = L3,
где N1, N2, N3 - общие массы компонентов в месторождении в целом; G1, G2 и L1, L2, L3 - массы компонентов соответственно в газовой и жидкой фазах.
Будем считать, что второй компонент, т.е. конденсат, неогра-ничено растворяется в третьем, т.е. в нефти, первый же компонент - газ - растворяется в третьем компоненте по закону Генри. Таким образом,
(V.10)
Как и в гл. III, имеем соотношение для суммы объемов компонентов в жидкой фазе в виде
(V.11)
L / PlK + L2 / Р2к + L3/p3 _ \Von-
где s - средняя насыщенность пласта жидкими углеводородами Р1к, Р2к - кажущиеся плотности первого и второго компонентов, растворенных в третьем; р3 - плотность третьего компонента; Уоп - объем пласта, охваченный процессом разработки.
Процесс разработки месторождения будем считать изотермическим. Уравнение состояния реального газа применительно к рассматриваемому месторождению имеет вид
где р- среднее пластовое давление.
![]()
Рг атр
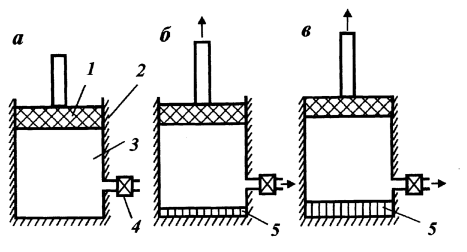
Рис. 101. Схема выпадения конденсата в бомбе pVT:
1 - поршень; 2 - корпус бомбы; 3 - конденсатосодержащий газ; 4 - вентиль; 5 - жидкий конденсат
Система уравнений (V.9) - (V.12) незамкнутая. Для ее за
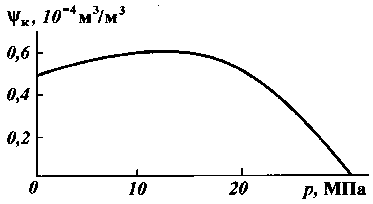
Рис. 102. Изотерма конденсации
мыкания необходимо учитывать соотношение, определяющее массовое содержание конденсата в газе газовой шапки.
Строго говоря, для определения фазового состояния углеводородов в продуктивном пласте следует использовать еще и более общие фазовые соотношения, нежели соотношения, определяемые законом Генри и уравнением состояния реальных газов в виде (V.12). К таким уравнениям относятся уравнения фазовых концентраций, равновесия и более общие уравнения газового состояния. Однако для приближенных расчетов разработки нефтегазоконденсатных месторождений можно пользоваться более простыми соотношениями (V.10), (V.12).
Чтобы понять характер процесса, происходящего в газовой шапке нефтегазоконденсатного месторождения со снижением пластового давления, используем бомбу pVT (рис. 101), в которую помещен газ с конденсатом при начальном пластовом давлении p = p0 (рис. 101, а). Газ с растворенным в нем конденсатом в этом случае состоит из одной фазы. В момент времени t = 0 из бомбы извлекают некоторое количество газа вместе с конденсатом через вентиль 4. Кроме того, поршень 1 также может совершить движение вверх. В результате извлечения газа и конденсата и вследствие некоторого подъема поршня давление в бомбе снизится по сравнению с начальным и в нижней ее части появится слой конденсата (см. рис. 101, б). При дальнейшем извлечении этой смеси давление снизится в большей степени и увеличится количество конденсата, скопившегося в нижней части бомбы (см. рис. 101, в).
Образование жидкой углеводородной фазы в резервуаре со снижением давления за счет постепенного отбора из резервуара углеводородов называется д и ф ф е р е н ц и а л ь н о й к о н де н с а -ц и е й .
Отношение массы конденсировавшихся углеводородов к массе углеводородного газа, их содержавшего, зависит при изотермическом процессе от давления. Такая зависимость называется и з о т е р м ой к о н де н с ац и и . Она имеет вид, показанный на рис. 102. Некоторое снижение отношения массы конденсиро
вавшихся углеводородов к массе газа связано с обратным (ретроградным) испарением конденсата.
Для расчета процесса разработки нефтегазоконденсатного месторождения важно знать свойственную данному месторождению изотерму конденсации, которую получают в результате лабораторного моделирования процесса истощения нефтегазоконденсатных месторождений в бомбах pVT или на установках с пористой средой.
Для замыкания системы соотношений (V.9) - (V.12) необходимо знать зависимость
G2/G1 _ f (Ро - Р), (V.13)
которую строят с учетом изотермы конденсации для каждого конкретного месторождения.
Если зависимость (V.13) известна, то система соотношений для расчета разработки нефтегазоконденсатного месторождения (V.9) - (V.13) замкнутая, учитывая, что в V.9 даны три уравнения. В этих соотношениях а, р1к, р2к, р3, V^, рат, фср, ргКат -константы. Если величины N1, N2, N3 и функция f (р0 - р) заданы, то имеем семь уравнений для определения семи неизвестных: G1, G2, L1, L2, L3, §ж, р. В зависимости от вида функции f (ро - р) эту систему уравнений можно решить либо в конечном виде, либо с использованием итераций. Величины N1, N2, N3 необходимо знать на каждый момент времени. Любая из них равна ее начальному значению, за вычетом добытого компонента с учетом количества выпадающего конденсата в газонасыщенной части пласта.
П р и м е р . V. 1. Пусть имеем нефтегазоконденсатное однопластовое месторождение (см. рис. 100). Продуктивный нефтегазоносный пласт представляет
Рис. 103. Зависимость f (p - p0)
от p - p 0:
f(p0-p)
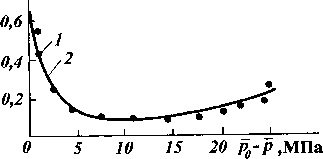
1 — экспериментальные точки;
2 - расчетная кривая
собой замкнутый резервуар. Объем пласта, охваченный разработкой, Уоп = = 600 • 106 м3. Начальное среднее пластовое давление p0 = 30 МПа. В газонасыщенной части содержалось при начальном давлении p = p0 800^ 10-6 м3 конденсата на 1 м3 газа в стандартных условиях. Плотность газа в стандар тных условиях рг Кат = 0,85 • 10-3 т/м3, плотность жидкого конденсата р2к = 0,7 т/м3, плотность компонента 3 (нефти) р3 = 0,85 т/м3, кажущаяся плотность газа р1к = 0,3 т/м3, коэффициент растворимости газа а = 10-2 т/(т • МПа).
При начальном средневзвешенном пластовом давлении p 0 в пласте содержалось: компонента 1 (газа) N01 = 85 • 106 т, компонента 2 (конденсата) N 02 = = 112,73 • 106 т, в том числе в газовой шапке G02 = 50,07 • 106 т, компонента 3 (нефти) N03 = 30 • 106 т.
Функция содержания конденсата в газе имеет следующий вид:
f (p0 - p) = 0,6588^e-0'3911(Р°-p) + 10,5 • 10-3(p0 - p)J.
Вид этой зависимости показан на рис. 103. В начальных условиях в пласте находилось нефти (жидкой углеводородной фазы) Nн = L 02 + L 03 = (N 02 - G02) + + L03 = (112,73 • 106 - 50,07 • 106) + 30 • 106 = 92,66 • 106 т.
Текущая годовая добыча нефти изменяется со временем t следующим образом:
дн = 0,3089 • 106 t, т/год.
При этом
q2 = 0,2089 • 106 t, т/год, q3 = 0,1 • 106 t, т/год.
Текущая добыча газа также линейно нарастает со временем.
Требуется определить значения коэффициентов компонентоотдачи n i, П 2, и П3; количество выпавшего в пласте конденсата (компонента 2) после десятилетней разработки месторождения на естественном режиме и изменение со временем средней насыщенности пласта жидкой углеводородной фазой §"ж. При этом формулу закона изменения во времени t средневзвешенного пластового давления будем считать заданной в виде
p = p0 - 1,5t.
Расчет процесса разработки нефтегазоконденсатного месторождения п р и известном законе изменения во времени средневзвешенного пластового давления существенно упрощается.
Приступая к решению рассматриваемой задачи, вычислим вначале накопленную добычу компонента 3 (нефти) Q3. Имеем
L3 _ N03 - Q3 _ 30 • 106 - 5 • 106 _ 25 • 106 т.
Через 10 лет имеем р _ р0 - 1, 5 • 10 _ 30 - 15 _ 15 МПа.
По формуле (V.10)
L1 _ Ь;ар _ 25 • 106 • 10-2 • 15 _ 3,75 • 106 т.
Накопленная добыча компонента 2 за 10 лет
10 t2
Q, _ | 0, 2089 • 106 — _ 10, 445 • 106 т.
2 0 2
Следовательно,
L2 _ L02 - Q2 _ 62,66 • 106 - 10,445 • 106 _ 52,215 • 106 т.
По формуле (V.11) можем установить ?ж. Имеем
_ 1 4 3,75 • 106 52,215 • 106 25 • 1067
sж _-|--+ —:-+-1 _ 0,194.
6 • 108 5 0, 3 0,7 0, 85 J
По формуле (V.12) определим G1 + G2. Получим
+ G2 _ (1 - иЧшРг ат р _ 0806 • 6 • 108 • 085 • 10-3 • 15 _ 6851 • 106 т.
1 2 ратФ ср 0, 1 • 0,9
В то же время на основе приведенной в условии задачи зависимости f = = f ( р 0 - р)
G2/G1 _ 0,6598[e-0' 391М5 + 10, 5 • 10-3 • 15] _ 0,1056.
Таким образом,
G1 + G2 = 68,51 • 106; G2/G1 = 0,1056.
Отсюда
G1 = 61,97 • 106 т; G2 = 6,54 • 106 т;
N1 = Ll + Gt = 3,75 К- 106 + 61,97К 106 = 65,72^ 106 т.
Количество добытого газа (компонента 1)
Ог = N0 1 - N = 85 К 106 - 65,72 К 106 = 19,28^ 106 т.
= 0 > 227; пэком =
0,167.
Л1к
19 , 28•106 85 • 106
Из условия задачи известно, что добыча газа в течение 10 лет нарастает линейно. Примем, что добыча газа из газовой шапки также изменяется со временем по линейному закону.
При начальном пластовом давлении в растворенном в нефти состоянии находилось
L01 = ар0Ь03 = 9 • 106 т газа.
Вместе с нефтью добыто
(9 - 3 • 75)106 = 5, 25 • 106 т газа.
Q„
Из газовой шапки, следовательно, добыто (19,28-5,25) • 106 = 14,03 • 106 т
газа.
Текущая добыча газа из газовой шапки выражается следующим образом:
q гш = at’
Тогда
Qrm = ajtdt = at2/2; a = (14,03 • 106)/50 = 0,2806 • 106;
0
t
Q2r = / q„rn(t)f (р0 - р )dt = 0,1849 •Ю1
1
1
+ 5,25 •Ю-313
(1 - e-
-te
0, 5867
0,5867 2
При t = 10 лет д2г = 1,5 • 106 т.
Количество выпавшего в газовой шапке конденсата G2b = G02 - G2 - д2г = (50,07 - 6,54 - 1,5) • 106 = 42,03 • 106 т.
Таким образом, конденсатоотдача из газовой шапки
15 106
Пкон = -1-—6 * 0,03 = 3%.
50,07 • 106
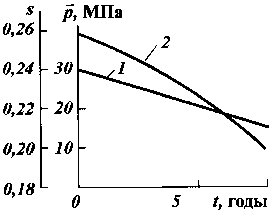
Рис. 104. График изменения во времени пластового давления р и средней насыщенности пласта жидкостью:
1 - средневзвешенное пластовое давление р; 2 - средняя насыщенность эж пласта жидкостью
На рис. 104 показаны графики изменения в течение 10 лет средневзвешенного пластового давления p и средней насыщенности пласта углеводородной жидкостью.
§ 24. РАЗРАБОТКА МЕСТОРОЖДЕНИЙ С ВОЗДЕЙСТВИЕМ НА ПЛАСТ
Разработка нефтегазовых и нефтегазоконденсатных месторождений при естественных режимах приводит к целому ряду трудностей, связанных главным образом с невозможностью достижения высокого темпа отбора нефти из пластов без резкого уплотнения сеток скважин, высокими газовыми факторами в нефтяных скважинах, ограничением отбора газа из газовых шапок, выпадением конденсата в пористой среде пластов. Устранить эти трудности можно путем перехода на разработку месторождений с воздействием на пласт.
При разработке нефтегазовых и нефтегазоконденсатных месторождений в основном используют следующие специальные системы разработки с воздействием на пласт:
1) система разработки, сочетающая барьерное заводнение с законтурным заводнением;
2) система разработки, сочетающая барьерное заводнение с внутриконтурным и при необходимости с законтурным заводнением нефтяной части месторождения.
В процессе разработки нефтегазоконденсатных месторождений можно применять также систему, предусматривающую сочетание барьерного заводнения с внутриконтурным заводнением нефтяной части месторождения и закачки газа
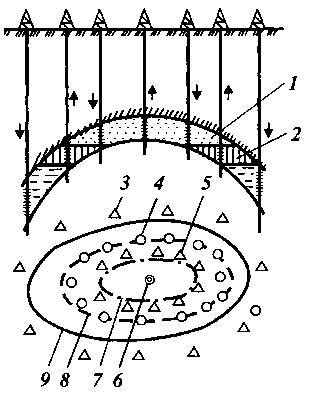
Рис. 105. Система разработки нефтегазового месторождения с сочетанием законтурного и барьерного заводнений:
1 - газонасыщенная часть месторождения; 2 - нефтяная оторочка; 3 - законтурные нагнетательные скважины;
4 - нефтедобывающие скважины; 5 -нагнетательные скважины барьерного заводнения; 6 - газодобывающие скважины; 7 - внутренний контур газоносности; 8 - внешний контур газоносности; 9 - внешний контур нефтеносности
Рис. 106. Система разработки нефтегазового месторождения с сочетанием барьерного, законтурного и внутриконтурного заводнений:
1 - законтурные нагнетательные скважины; 2 - внешний контур нефтеносности;
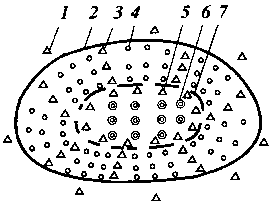
3 - скважины внутриконтурного заводнения; 4 - нефтедобывающие скважины;
5 - скважины барьерного заводнения;
6 - газодобывающие скважины; 7 - внешний контур газоносности
в его газоконденсатную часть или внутриконтурное заводнение этой части месторождения.
Первую из упомянутых систем используют при разработке нефтегазовых месторождений, имеющих сравнительно небольшую по размерам нефтяную часть, которую называют н е ф т я -н о й о т о р о ч к о й . На эту оторочку вследствие ее небольшой ширины можно пробурить только один-три ряда добывающих скважин. На рис. 105 показана в разрезе и в плане схема расположения скважин при использовании этой системы разработки. Водонагнетательные скважины барьерного заводнения 5 отсекают газовую часть месторождения от нефтяной части. После закачки воды в такие скважины снижается прорыв газа из газовой шапки в добывающие скважины, что препятствует перемещению газонефтяного контакта в газонасыщенную область пласта и в определенной степени позволяет осуществлять независимую разработку газовой и нефтяной частей месторождения.
Применение барьерного заводнения позволяет снизить газовый фактор нефтяных скважин по сравнению с разработкой нефтегазовых месторождений без воздействия на пласт примерно в 1,2-1,5 раза.
Вторая из упомянутых систем предназначена для разработки крупных нефтегазовых месторождений, нефтяные части которых вследствие их значительных размеров нецелесообразно разрабатывать только путем барьерного заводнения. На рис. 106 показана система разработки нефтегазового месторождения второго типа. Нефтенасыщенная часть месторождения (см. рис. 106) имеет большую ширину, так что в этой части можно разместить много полос трехрядной системы разработки с расстоянием между скважинами 500-600 м. Как и в случае системы разработки нефтегазовых месторождений первого типа, при барьерном заводнении искусственно отделяется газонасыщенная часть месторождения от его нефтенасыщенной части, что способствует осуществлению их более независимой разработке с ограничением перемещения нефти в газонасыщенную часть и потери нефти в этой части.
В некоторых случаях с целью дальнейшего снижения прорывов газа из газовой шапки в нефтяные скважины бурят не один, а два барьерных ряда водонагнетательных скважин, отсекающие газонасыщенную часть месторождения от нефтенасыщенной. Это приводит к еще большему снижению газовых факторов нефтяных скважин по сравнению с этими показателями при однорядном барьерном заводнении.
Барьерное заводнение в определенной степени способствует снижению темпа падения давления в газонасыщенной части месторождения при умеренных отборах газа из нее. Если же разрабатываемое месторождение по соотношению пластовых углеводородов близко к газовому или газоконденсатному с нефтяной оторочкой, то главной продукцией такого месторождения будут газ или газ и конденсат, которые необходимо интенсивно извлекать из недр. Барьерное заводнение, если газовая или газоконденсатная часть месторождения обширна, может не обеспечивать компенсацию отбора углеводородов. Пластовое давление в газовой или газоконденсатной части будет падать, хотя и медленнее, чем при режиме истощения, а конденсат будет осаждаться в пористой среде. Для полного поддержания пластового давления в газоконденсатной части месторождения необходимо воздействие именно на эту ее часть путем закачки в нее воды, газа или газоводяных смесей. Заводнение газоконденсатной части нефтегазоконденсатного месторождения можно осуществлять с применением рядной схемы расположения скважин. На рис. 107 показана система разработки нефтегазоконденсатного месторождения с применением трехрядной схемы расположения скважин на нефтенасыщенной его части с барьерным заводнением и однорядной схемы на газоконденсатной части месторождения. При вытеснении как нефти, так и газа вместе с конденсатом из пласта водой, т.е. при разработке путем заводнения нефтегазоконденсатного месторождения в целом, конечный коэффициент вытеснения газоконденсатной смеси водой пк1 достигает порядка 0,75.
Лабораторные опыты показывают, что вытеснение газоконденсатной смеси водой происходит почти поршневым образом, так что в заводненной области пласта остается практически неподвижный защемленный газ вместе с конденсатом, который трудно извлечь из пласта после заводнения. Известно, что га-зоотдача во время разработки газовых месторождений на режиме истощения достигает 0,92-0,95. Газоотдача же при разработке газоконденсатных месторождений на этом режиме составляет
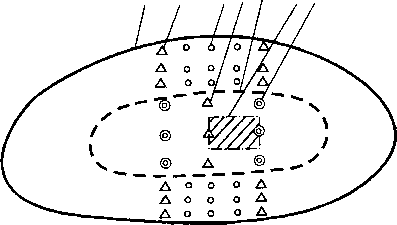
Рис. 107. Система разработки нефтегазоконденсатного месторождения с внутриконтурным заводнением нефтяной и газоконденсатной частей:
1 - внешний контур нефтеносности; 2 - нагнетательные скважины внутрикон-турного заводнения нефтяной части; 3 - нефтедобывающие скважины; 4 - нагнетательные скважины внутриконтурного заводнения газоконденсатной части; 5 - внешний контур газоносности; 6 - элемент системы разработки газоконденсатной части; 7 - газодобывающие скважины
примерно указанную выше величину. Однако при этом вместе с газом из пласта извлекается только до 45-50 % конденсата от его первоначального содержания в газе. Остальной конденсат выпадает в пористой среде и остается неподвижным. Если рассматривать суммарное извлечение углеводородов из газоконденсатной части, включая газ и конденсат, при режиме истощения, то на один стандартный 1 м3 газа вместе с конденсатом, содержащимся в пласте до начала разработки, будет извлечено следующее количество углеводородов: газа Qг = пк1 Р01, конденсата QK = Лк2^о2 Р2. Здесь пк1 - конечная газоотдача; р01 - плотность газа в стандартных условиях; пк2 - конечная конденсатоотдача; f02 - начальное содержание конденсата в газе; р2 - плотность конденсата.
Для количественной оценки извлечения газа и конденсата примем пк1 = 0,9; р01 = К0,85 кг/м3; пк2 =К0,5; f02 = К0,5 • 10-3 м3/м3; р2 = 0,6 • 103 кг/м2.
Тогда количество извлекаемых углеводородов, приходящихся на 1 м3 газа, первоначально содержащегося в пласте,
Qn = QTi + QK1 = 0,9 • 0,85 + 0,5 • 0,5 • 10-3 • 0,6 • 103 = 0,915 кг.
Оценим, какое количество углеводородов Q^, п риходящихся на стандартный 1 м3 газа, первоначально содержавшегося в пласте, будет извлечено при заводнении газоконденсатной части месторождения с учетом того, что конечный коэффициент вытеснения углеводородов при заводнении составит пк1 = Пк2 = = Пк = 0,8. Имеем при тех же исходных данных, что и в случае
разработки газоконденсатной части пласта на режиме истощения,
Ру2 = ПкР01 + Пк /02Р2 = 0,8 • 0,85 + 0,8 • 0,5 • 10-4 = 0,920 кг.
Таким образом, можно заключить, что при заводнении газоконденсатной части месторождения получают на 1 м3 газа, первоначально содержавшегося в пласте, дополнительно всего на 0,005 кг больше углеводородов, чем при режиме истощения. Из изложенного следует, что заводнение газоконденсатного месторождения или газоконденсатной части нефтегазоконденсатного месторождения не всегда однозначно способствует увеличению суммарного извлечения углеводородов - конденсатоотдача может быть увеличена, но газоотдача уменьшится.
Газоконденсатная часть месторождений может разрабатываться также с поддержанием пластового давления путем нагнетания в нее сухого углеводородного газа. Пусть при этом применена однорядная схема расположения скважин, элемент которой выделен на рис. 107 штриховкой. В таком элементе вытесняется жирный газ, содержащий конденсат, сухим газом, закачиваемым в нагнетательную скважину. Будем приближенно считать процесс вытеснения газа прямолинейным, непоршневым, так что на контакте газов будут происходить молекулярная и конвективная диффузии.
Молекулярная диффузия обусловлена хаотическим движением молекул смешивающихся газов, а конвективная - различием истинных скоростей движения частичек газа в порах пласта. Конвективная диффузия зависит от средней скорости движения контакта смешивающихся газов.
Уравнение молекулярной и конвективной диффузии получают аналогично уравнениям массопереноса в пористой среде с учетом баланса вещества, диффундирующего в элементарный объем пласта и из него, а также вещества, переносимого вместе с потоком газов. Для вывода этого уравнения в прямолинейном пласте рассмотрим элементарный объем bhdx (рис. 108). Через левую грань элементарного объема входит вещество с концентрацией c(x, t), а через правую грань оно выходит. За время dt за счет диффузии поступит количество вещества, равное vDbhdt (vD - скорость диффузионного переноса вещества), а за счет фильтрационного потока - wcbhdt. Через правую грань за счет диффузии с фильтрационным потоком выносится следующее количество вещества:
vDbhdt + dxbhdt + w—dxbhdt + wcbhdt.
dx dx
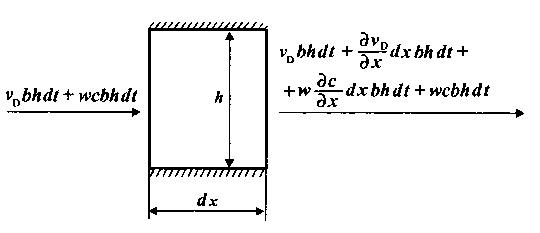
Рис. 108. Схема элемента прямолинейного пласта
В элементарном объеме пласта за время dt накопится количество вещества, равное — dhdxdt.
дх
Рассматривая приращения вещества с концентрацией c(x, t) в элементарном объеме пласта, получаем дифференциальное уравнение
дС _ _ dVD dt дх
dc -W —. dt
(V.14)
Скорость диффузии вещества в пористой среде можно определить по формуле закона Фика, если вместо коэффициента молекулярной диффузии D0 использовать коэффициент эффективной суммарной диффузии DE, учитывающий как молекулярную, так и конвективную диффузию. Получим
De = D0 + DK, (V.15)
где DK - коэффициент конвективной диффузии.
Тогда формула закона диффузии примет следующий вид:
дс
(V.16)
Vd _ _ DE
дх
Подставив (V.16) в (V.14), получим уравнение диффузии веществ в пористой среде прямолинейного пласта:
_ д 4 D дс 7 w дс
---| De-| _ w —.
дt дх 6 E дх 8
дс
_ -| DE -| _ W
дх
(V.17)
Введем так называемую подвижную систему координат, определяемую переменными
Ц = х - wt; т = t. (V.18)
На основе (V.18) имеем
дС _ дС ; дС _ _w дС + дС
дх дЦ ’ дt дЦ дт '
О х
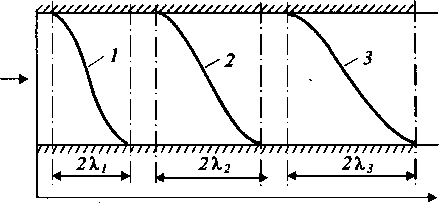
Рис. 109. Кривые распределения концентрации с(х, t) сухого газа в его смеси с жирным:
1 - c(x, Kt)К2 - c(x, t2);КЗ - c(x, Kt3);
Подставив (V.19) в (V.17), получим уравнение диффузии в прямолинейном пласте в подвижной системе координат:
dc = ± De —. (V.20)
Вт ВЦ ВЦ
Вытеснение газа газом из пористой среды пластов происходит таким образом, что вследствие диффузии первоначальный контакт газ - газ (рис. 109) размывается. Так, при вытеснении из пласта жирного газа сухим в момент времени t1 концентрация сухого газа в его смеси с жирным изменялась таким образом, как это показано на рис. 109 (см. кривую 1). В этот момент времени длина зоны смещения равна 2Х1. При t = t2 распределение концентрации сухого газа в его смеси с жирным газом таково, что длина зоны смешения составит 2Х2 и т.д.
Это означает, что при подходе к линии добывающих скважин зона смешения может стать достаточно большой и для полной замены в пласте жирного газа сухим понадобится прокачивать через пласт объем сухого газа, существенно превышающий по-ровый объем пласта. Технологически процесс вытеснения из пласта жирного газа сухим осуществляют таким образом, что на поверхности выделяют из газа конденсат, т.е. делают п ластовый газ газоконденсатного месторождения сухим, подают его в компрессоры, дожимают до необходимого давления и закачивают в пласт. Поэтому такая технология разработки газоконденсатных месторождений получила название циклического процесса (сайклинг-процесс).
П р и м е р V 2. Газоконденсатную часть нефтегазоконденсатного месторождения разрабатывают с использованием циклического процесса при однорядной схеме расположения скважин. Расстояние между рядами скважин l = 800 м, толщина пласта, охваченная процессом вытеснения газа газом, h = 10 м, ширина пласта b = 800 м, пористость m = 0,2. Расход сухого газа, нагнетаемого в скважину элемента однорядной системы разработки, q = 100 • 103 м3/сут газа при стандартных условиях (рат = 0,1 МПа). Среднее пластовое давление p = =К 10 МПа.
Определим размер зоны смешения 2X, в момент времени t = t,, когда условный контакт газ - газ (сечение с концентрацией газа с = 0,5) подойдет к линии добывающих скважин. Пласт сильнонеоднородный, так что эффективный коэффициент диффузии DE = 10-5 м2/с. Решать задачи диффузии газа в газ можно методом интегральных соотношений Г.И. Баренблатта.
Распределение концентрации сухого газа в смеси с жирным запишем в виде
3
![]()
Выполним следующие граничные условия:
с (0, t) = 0,5; с (X, t) = 1; с (-X, t) = 0, dc(±X, t)/d'g = 0.
Выполняя эти условия, получаем систему уравнений А + В + С = 1; А - В - С = 0; В + 3С = 0.
Отсюда А = 0,5; В = 0,75; С = -0,25.
Таким образом,
![]()
Подставляя это выражение для концентрации с(^, t) в уравнение (V.20) и решая его методом интегральных соотношений, имеем
XdX = 4DEdt.
Отсюда
2X = (32DEt)1/2.
Вычислим время t,. Имеем в условиях пласта
qп = qPii/ Р = 100 • 103 • 0,1/10 = 103 м3/сут;
w = q/bhm = 103/(800 • 10 • 0,2 • 0,864 • 105) = 0,723 • 10-5 м/с;
t* = 800/(0,7234 • 10-5 • 0,864 • 105) = 1280 сут = 3,5 года.
Отсюда
2X(t,) = (32 • 10-5 • 1280 • 0,864 • 105)1/2 = 188,1 м.
Таким образом, область смешения вытесняемого и вытесняющего газов будет занимать в пласте довольно значительный размер. Для полной замены в пласте жирного газа сухим потребуется закачать около 1,5 порового объема газа, приведенного к пластовым условиям.
§ 25. РАЗРАБОТКА ГЛУБОКОЗАЛЕГАЮЩИХ ПЛАСТОВ С АНОМАЛЬНО ВЫСОКИМ ПЛАСТОВЫМ ДАВЛЕНИЕМ И МЕСТОРОЖДЕНИЙ НЕНЬЮТОНОВСКИХ НЕФТЕЙ
Нормальное начальное пластовое давление примерно равно гидростатическому. Если же начальное пластовое давление близко к вертикальному горному, т.е. геостатическому, то такое давление считают аномально высоким или аномальным. Создается такое давление чаще всего в замкнутых пластах, залегающих на глубинах свыше 3,5-4 км. В соответствии с соотношением (II. 64) при высоком средневзвешенном пластовом давлении р среднее нормальное напряжение о сравнительно низкое. Следовательно, породы пласта в течение длительного геологического времени оставались мало нагруженными и поэтому слабо уплотненными. При разработке нефтяного месторождения с аномально высоким пластовым давлением без воздействия на пласт пластовое давление быстро снижается. За весь период разработки изменение средневзвешенного пластового давления Ар может составить величину, сравнимую с начальным пластовым. При этом среднее нормальное напряжение, пористость и проницаемость пород пласта, особенно с учетом их первоначальной слабой уплотненности, изменяются нелинейно.
При нелинейной упругой и пластической деформациях пород в случае уменьшения пластового давления зависимость пористости m от среднего нормального напряжения можно представить в следующем виде:
m _ m0e_|3c(°_°o). (V.21)
Масса нефти Мн, насыщающей деформирующийся пласт,
выражается таким образом:
Мн = Рн ^п(1-0, (V.22)
где рн - плотность нефти; Уп - поровый объем пласта; 5св -насыщенность пласта связанной водой. Имеем для текущей добычи нефти из месторождения в целом дн(0 следующее выражение:
(kt _ _dMs / dt _ _ dtL vn + pH dVLj (1 _ SCB) (v.23)
Зависимость плотности нефти от давления имеет следующий вид:
Рн = Рн0 [1 + вн(р - P0)]- (V.24)
Учитывая соотношение (II. 64) между о и р, из (V.21) получаем
m = m0 евс(р-Ро). (V.25)
Поскольку Уп = mVпл (Упл - общий объем пласта), на основе (V.22)-(V.25) получаем при р = р
Ян(° = -f dPrV + рн dvrI (- Sc=) =
5 dt dt Г ’ _ (V.26)
= -РнотоЧы { невс(р - Ро) + [1 + в н(р - Р0)] в с евс(р - Ро) | | (1
dt
Интегрируя (V.26), имеем
1 - Д-вс (Ро - р) + вн(ро - р )Д-вс(ро - р)
t
0н(0 = Гq (t)dt = р отоУ (1 - s )
н J ~н г но о пл св
о
(V.27)
Таким образом, по формуле (V.27), зная Рн(0 и значения исходных параметров, можно рассчитать изменение во времени средневзвешенного пластового давления р.
Рассмотрим изменение дебитов скважин при разработке пласта, сложенного сильнодеформируемыми горными породами -коллекторами нефти, для чего получим аналог формулы Дюпюи для данных условий. При этом необходимо учитывать зависимость проницаемости пород-коллекторов от среднего нормального напряжения. Для терригенных пород эту зависимость принимают обычно в следующем виде:
k = k0 К**(о-°о), (V.28)
где Рк - коэффициент изменения проницаемости горных пород за счет сжимаемости; k = k0 при о = о0.
Вообще говоря, Рк отличен от вс и, как правило, Рк > вс. Для радиального притока нефти к добывающей скважине в случае изменения проницаемости пород по закону (V.28) имеем следующее выражение:
qн = ЪхкЪ двк(р-ро)г Ф, (V.29)
u dr
1 н
где q^ - дебит скважины.
Интегрируя (V.29), получаем следующую формулу для дебита скважины, эксплуатирующей сильнодеформируемый пласт:
А-РК(Ро - рс> _ А-Р>о - Рк>
-2лк h
о
(V.30)
q
HC
r
c
Если задано изменение во времени текущей добычи нефти из месторождения в целом qE = qs(t), то после определения накопленной добычи нефти Qs(t) в каждый момент времени можно по формуле (V.27) рассчитать изменение во времени средневзвешенного пластового давления р , а затем по формуле (V.30) - дебиты скважин.
При разработке замкнутых пластов с трещинной пористостью в случае значительного изменения пластового давления и, следовательно, сильной деформации пород происходит более резкое изменение продуктивности скважин вследствие смыкания трещин, чем при разработке сильнодеформируемых пластов, сложенных терригенными породами.
Трещинная пористость пород с изменением средневзвешенного пластового давления р составит
mT = m0T[1 -вт(ро - р>]. (V.31)
Проницаемость k пород с трещинной пористостью с изменением пластового давления будет
кт = кот[1 -вт(Ро - Р)]3. (V.32)
В приведенных формулах вт - коэффициент изменения трещинного пространства пород с изменением внутрипорового давления р; mOT, kOT - соответственно начальные значения трещинной пористости и проницаемости.
Для разработки пласта с трещинной пористостью можно за
писать выражение, аналогичное (V.26). Имеем
qH(t> = -рнототЧл{н[1 - вт(Ро - Р) + [1 - вн(Ро - Р) вт}¦ (V.33)
В результате интегрирования (V.33) получим t
Qh(0 = f qH(t)dt = РнототЧл [(в т + в н)(Ро - Р > + в нв т(Ро - Р >2 /. (V.34)
Соответственно для радиального притока нефти к скважине, эксплуатирующей сильнодеформируемый пласт с трещинной пористостью, имеем 2nk h
dp. (V.35)
i+в т(р _ Р0)
Чнс
dr
После интегрирования (V.35)
(V.36)
q
нс
nko.h\\ + вт(Рк _ Р0)]4 _ f1 + [(Рс _ р0)]4
r
2р ц 1п —
т н r
c
Кратко рассмотрим иной случай разработки пластов с аномальными свойствами, содержащих неньютоновскую нефть. Чаще всего к числу таких нефтей относятся нефти с начальным градиентом сдвига, фильтрация которых происходит по закону, предложенному А.Х. Мирзаджанзаде. Чтобы нефть, обладающая начальным градиентом сдвига, стала фильтроваться в пористой среде, необходимо к этой среде приложить градиент давления больший, чем это следует из закона Дарси. В тех областях пласта, где градиенты давления незначительны, нефть не будет двигаться, и в этих областях образуются застойные зоны. Такие зоны могут быть в неоднородных пластах, в областях с пониженной проницаемостью и даже в пластах с малой неоднородностью, где скорости фильтрации небольшие. Образование застойных зон ведет к уменьшению конечной нефтеотдачи пластов.
На рис. 110 показана схема элемента пятиточечной системы разработки пласта, содержащего нефть, обладающую начальным градиентом сдвига. При вытеснении такой нефти из пласта водой водонефтяной контакт по мере его продвижения будет последовательно занимать положения 1, 2, 3, 4. Как видно, водонефтяной контакт сильно деформируется, и к добывающим
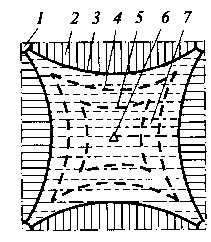
Рис. 110. Схема элемента пятиточечной системы разработки:
1 - добывающие скважины; 2 - целики нефти;
3 - положение водонефтяного контакта в момент времени t3; 4 - положение водонефтяного контакта в момент времени t2 < t3; 5 - положение водонефтяного контакта в момент времени tx < <Kt2; 6 - нагнетательная скважина; 7 - обвод-нившаяся область пласта скважинам подтягиваются языки обводнения, образуя целики нефти. В тех случаях, когда нефть является ньютоновской жидкостью и справедлив обобщенный закон Дарси для фильтрации нефти и воды, эти целики нефти в конце концов при так называемой бесконечной промывке пласта, т.е. при прокачке через пласт больших объемов воды, многократно превышающих его поровой объем, будут вымыты из пласта. Если же нефть обладает начальным градиентом сдвига, то целики нефти, образовавшиеся в областях пласта, где градиент давления меньше начального градиента сдвига, так и останутся в пласте неизвле-ченными.
Нефти некоторых месторождений даже в естественных гео-лого-физических условиях, существовавших в пластах месторождения до начала их разработки, могут обладать начальным градиентом сдвига. В других случаях нефти, особенно обладающие значительным содержанием парафина, приобретают свойства неньютоновских жидкостей в результате изменения фазового состояния углеводородов в пластах, например, выделения газа из нефти и изменения температурного режима во время закачки в пласты воды с температурой ниже температуры кристаллизации парафина, растворенного в нефти.
Если месторождение, содержащее высокопарафинистую
нефть, предполагается разрабатывать с применением только заводнения, то закачка воды в пласты с температурой ниже температуры кристаллизации парафина недопустима. В этом случае необходимо закачивать воду, подогретую до температуры, превышающей температуру кристаллизации парафина.
П р и м е р V.3. В разработку вводится однопластовое месторождение, залегающее на глубине 2200 м, но с аномально высоким начальным пластовым давлением р0 = 50 МПа. Объем пласта, вводимого в разработку, VM = 100 х х 106 м3. Содержание связанной воды в пласте очень мало, так что можно полагать 5св = 0. Пласт насыщен нефтью с начальной плотностью рн0 = 0,85 т/м3. Сжимаемость нефти рн = 10-4 1/МПа. Пористость пласта изменяется с изменением пластового давления в соответствии с зависимостью (V.21), причем m0 = = 0,33, pc = 10-2 1/МПа, вязкость нефти ин = 2 • 10-3 Па • с. Проницаемость изменяется с изменением пластового давления по формуле (V.28). При этом k0 = 0,1 мкм2, = 2 • 10-2 1/МПа. Толщина пласта, охваченного разработкой,
h = 20 м, тк = 800 м, гс = 0,08 м. Определим, сколько нефти будет извлечено из пласта, если средневзвешенное пластовое давление р снизится от 50 до 10 МПа, и каким будет дебит одной скважины по сравнению с первоначальным. При этом принимаем, что перепад давления Дрс = рк - рс остается постоян
ным, равным 5 МПа.
Используя формулу (V.27), получим
f -2 -2 7
Он = о, 85• о, 33 • 1о8|1 - е-1° ' 40 + 10-4 • 4ое-1° •40 " """" '"я" "" "00268) = 9,173 • 106 т.
![]()
Начальное содержание нефти в пласте GH„ = тоУплрно = о, 33 • 1о8 • о, 85 = 28, о5 • 1о6 т.
Следовательно, нефтеотдача за счет сжатия пористой среды 9 173 • Ю6
П = 9173 1о = о,
327.
28, о5 • 1о6
Дебит одной скважины определим по формуле (V.30). В начале разработки месторождения, т.е. при ро = Рк
. е-:м(г2-58
qнс0 =-2-т-— = о, 325 • 1о-2 м3 / сут = 281 м3 / сут.
2 • 1о-2 • 2 • 1о-3 • 9,2 • 1о-6
Когда средневзвешенное пластовое давление снизится до р = 10 МПа, дебит скважины
6,28 • 1о-13 • 2о6е' ’•1о-2^/о
2 • 1о-2 • 2 • 1о-3 • 9,2 • 1о-6
Как видно из данного примера, только за счет сжатия пород-коллекторов пласта при снижении средневзвешенного пластового давления с 50 до 10 МПа из пласта будет “выдавлено” 9,173 • 106 т нефти, и нефтеотдача составит 0,327. При этом дебит добывающих нефть скважин уменьшится более чем в 2 раза.
П р и м е р V.4. Пусть имеем пласт с чисто трещинной пористостью, обладающий теми же параметрами, что и рассмотренный в примере V.3 пласт, сложенный терригенными породами. Будем считать рт = рс. При снижении средневзвешенного пластового давления от 50 МПа из пласта будет извлечено количество нефти, вычисляемое по формуле (V.34), а именно:
QH = о,85 • о,33 • 1о8[(1о-8 + 1о-1о)4о • 1о6 + 1о-8(4о • 1о6)2] = 11,38 • 1о6т.
При этом нефтеотдача
П = QH /GhC1 = 11,38 • Ю6/28, о5 • 1о6 = о, 4о6.
Дебит добывающей скважины, эксплуатирующей пласт с трещинной пористостью, определим по формуле (V.36).
Имеем вначале разработки пласта
3,14• 1о-13 • 2о[1 - (1 - 1о-2 • 5)4] ^ _ 3.
qHd) =
--8 3-— =
273, 5 м3 / сут.
При снижении средневзвешенного пластового давления до 10 МПа
3,14• 1о-13 • 2о[(1 - 1о-2 • 4о)4 - (1 - 1о-2 • 45)4] 3/
Как видно из приведенных результатов, количество извлеченной нефти из пласта с трещинной пористостью будет более высоким, чем из пласта, сложенного терригенными породами, при аналогичном снижении средневзвешенного пластового давления. Дебит же скважин вследствие сильной деформации трещин снижается более значительно в пласте с трещинной пористостью, чем в пласте с терригенным коллектором.
§ 26. ОСНОВНЫЕ РЕЗУЛЬТАТЫ И ПРОБЛЕМЫ РАЗРАБОТКИ НЕФТЕГАЗОВЫХ МЕСТОРОЖДЕНИЙ И ПЛАСТОВ С АНОМАЛЬНЫМИ СВОЙСТВАМИ
В Российской Федерации накоплен значительный опыт разработки нефтегазовых месторождений как на естественных режимах, так и с воздействием на пласты посредством заводнения.
Разработка, например, Анастасиевско-Троицкого месторождения в Краснодарском крае осуществляется с самого начала без воздействия на пласт. Такая разработка действительно, как и следует из теории, потребовала ограничения дебитов добывающих нефть скважин и, следовательно, разбуривания месторождения по плотной сетке скважин при Sc, равном порядка 24-104 м2/скв, а также принятия мер по недопущению перемещения газонефтяного контакта в газонасыщенную часть месторождения.
Ряд нефтегазовых месторождений и отдельных горизонтов разрабатывается с использованием барьерного заводнения. Опыт показывает, что при таком заводнении газовые факторы нефтяных скважин уменьшаются почти в 2 раза по сравнению с газовым фактором при разработке нефтегазовых месторождений на естественных режимах.
Однако в результате приобретенного опыта разработки нефтегазовых и нефтегазоконденсатных месторождений перед нефтяниками возникли две специфичные для этих месторождений проблемы.
Первая из них соответствует тем случаям, когда нефтяная часть месторождения представляет собой узкую область, т.е. нефтяную оторочку, и заключается в обеспечении эффективной ее разработки. На такой оторочке оказывается нецелесообразным располагать более одного ряда добывающих скважин. При активной законтурной воде добывающие скважины, разрабатывающие нефтяную оторочку, быстро обводняются. Если же законтурная вода не активна, то при отсутствии барьерного заводнения резко возрастают газовые факторы добывающих нефть скважин. При использовании барьерного заводнения такие скважины быстро обводняются. Во всех описанных случаях разработки нефтегазовых месторождений с узкими нефтяными оторочками нефтеотдача оказывается низкой. Она составляет 12-15 % даже при незначительной вязкости нефти. Нефтяные оторочки с повышенной вязкостью нефти эффективно разрабатывать еще труднее.
Вторая проблема связана, как уже упоминалось, с извлечением конденсата из нефтегазоконденсатных месторождений. Заводнение месторождений, позволяя в принципе повысить конденсатоотдачу и нефтеотдачу, не всегда приводит к увеличению общей углеводородоотдачи, так как газоотдача при этом снижается.
Количество извлекаемых углеводородов из нефтегазоконденсатных месторождений можно увеличить, используя методы комбинированного воздействия на газоконденсатную часть месторождений путем закачки в нее газа и воды. Однако проблема достижения наиболее полного извлечения конденсата при общем повышении углеводородоотдачи все еще остается до конца не решенной.
Опыт разработки глубокозалегающих коллекторов с аномально высоким начальным пластовым давлением, сильноде-формируемых в процессе извлечения из них углеводородов, еще невелик во всем мире. Однако число месторождений, продуктивные пласты которых залегают на больших глубинах, возрастает, и поэтому проблема разработки сильнодеформируемых пористых и трещиноватых коллекторов будет представлять с каждым годом все больший интерес для нефтяной промышленности.
Решение проблемы разработки месторождений нефтей с неньютоновскими свойствами во многом связано с использованием физико-химических и особенно тепловых методов разработки.
Контрольные вопросы
1. В каких случаях при разработке нефтегазовых залежей ограничивают дебит скважин? Выведите формулу для определения предельного безгазового дебита скважины.
2. Каким образом можно обеспечивать неподвижность газонефтяного контакта при разработке нефтегазовых залежей?
3. Какие системы и технологические методы разработки используют при воздействии на пласты нефтегазовых и нефтегазоконденсатных месторождений?
4. Выведите и объясните систему уравнений для расчета процесса разработки нефтегазоконденсатного месторождения методом многокомпонентного материального баланса.
5. Выведите формулу для притока нефти к скважине из сильнодеформируемого пласта при экспоненциальной зависимости проницаемости от перепада давления.
6. Какие осложнения возникают при разработке месторождений, содержащих жидкость с неньютоновскими свойствами?
eeeiaQeQoAeeeeQeO eAeei^eQAQaO
Противовыбросовое оборудование является герметизирующим устройством, которое устанавливают на устье скважины для предотвращения выбросов и воздействия на скважину при газонефтеводопроявлениях. При помощи противовыбросового оборудования выполняют:
герметизацию устья при наличии и отсутствии труб в скважине; расхаживание и проворачивание (вращающийся превентор) бурильного инструмента при загерметизированном устье с целью недопущения его прихвата;
восстановление циркуляции промывочной жидкости с противодавлением на пласт;
быстрое снижение давления в скважине; закачку раствора через затрубное пространство.
При ремонте скважин, в отличие от бурения, для предотвращения выбросов применяют только один плашечный превентор или ГУУС (герметизирующее устройство устья скважин) в зависимости от типа бурового станка, высоты расположения рабочей площадки. Так, на Краснодарском подземном газохранилище, где глубина скважин 1050 м и максимальное пластовое давление составляет 12 МПа, ремонт ведут при помощи установок А-50М, где высота рабочей площадки составляет 1,5 м. Здесь в основном применяют ГУУС. В отдельных ситуациях используют превентор плашечный гидравлический ППГ-156 х 320; размер резиновых уплотнений, устанавливаемых в нем, соответствует диаметру труб в скважине, т.е. 60 мм, 73 мм, 89 мм и 114 мм.
Превенторы типа ППГ всех размеров конструктивно исполнены одинаково, исключение составляют превенторы с рабочим давлением 70 МПа и выше, которые имеют разгрузочное устройство, позволяющее закрывать вручную превентор при давлении 20 МПа.
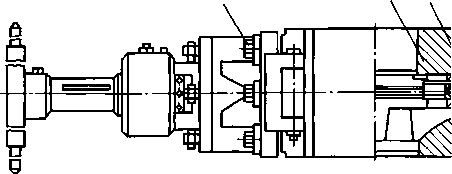
Корпус превентора ППГ-230 х 320БР (рис. 5.1) представляет собой стальную отливку коробчатого сечения, имеющую про-
Рис. 5.1. Плашечный превентор ППГ-230 х х 320Бр
А — вид прямо; А — вид сверху; 1, 7 — откидные крышки с гидроцилиндрами; 2 — корпус превентора; 3 — распределительный коллектор; 4, 10, 16, 17 — резиновые уплотнительные кольца; 5 —
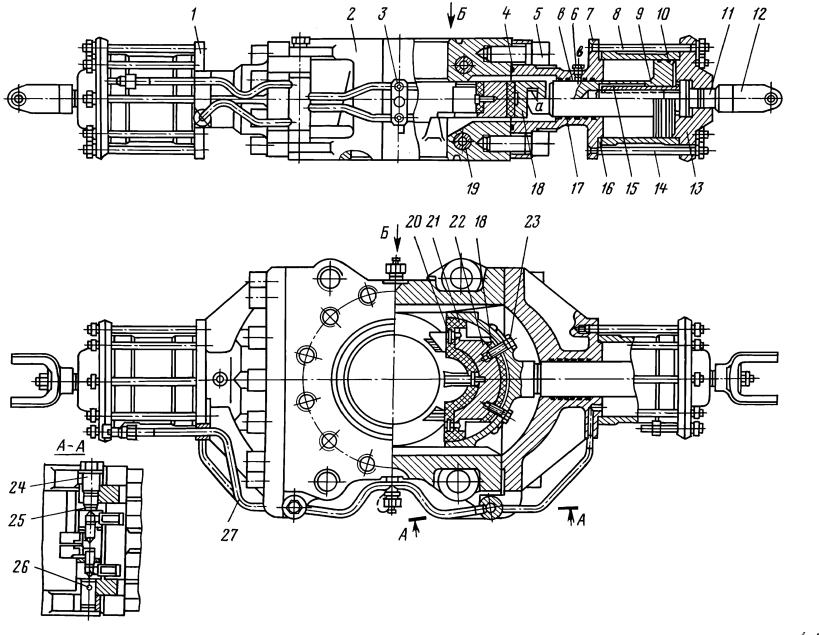
винт; 6 — пробка;
8 — гидроцилиндр;
9 — поршень со
штоком; 11 — валик; 12 — вилка; 13 —
крышка гидроцилиндра; 14 — шпилька; 15 — втулка; 18 — корпус плашки; 19 — паропровод; 20, 23 — винты; 21 — рези
новое уплотнение плашки; 22 — сменный вкладыш; 24 — винт крышки; 25 — кольцо; 26 — ось;
27 — маслопровод;
$ — Г-образный паз замка плашки; b — полость, в которую попадает раствор, сигнализируя о нарушении уплотнения
ходное отверстие диаметром 230 мм и сквозную прямоугольную полость, в которой размещаются плашки. Полость корпуса с обеих сторон закрывается откидными крышками. Крышки крепятся к корпусу винтами, что позволяет сменить плашки без демонтажа превентора с устья скважины и наличия в ней инструмента. Высота превентора ППГ-156 х 320, как и ППГ-230 х 320, равна 310 мм. Управление — дистанционное гидравлическое и ручное с помощью штурвалов. Причем закрыть превентор можно вручную, но открыть — только при помощи гидроуправления. При ремонте на скважинах, где нет электроэнергии и нет возможности применить гидравлическое управление ГУП-100, давление масла в цилиндрах превентора можно создавать при помощи маслонасоса от установки А-50.
Конструкция превентора 230 х 500 Бр аналогична конструкции превентора 230 х 320 Бр. При давлении в скважине 40 МПа плашечный превентор ППГ-230 х 500 может не закрыться от системы гидроуправления по той причине, что выталкивающее давление флюида из скважины на плашку и шток плашки больше давления масла из системы на поршень гидроцилиндра. Для закрытия ППГ-230 х 500 от системы гидроуправления при давлении скважины больше 40 МПа необходимо установить рукоятку распределителя, управляющего данным превентором, в положение "закрыто" и одновременным вращением ручного управления по часовой стрелке поджимать плашки до полного закрытия превентора. Гидравлическая система управления ГУП-100 Бр входит в комплект превентора и предназначена для оперативного и дистанционного управления превенторами и гидравлическими задвижками манифольда. ГУП-100 состоит из двух взаимно сблокированных пультов: основного и вспомогательного. Основной пульт устанавливается на расстоянии не менее 10 м от устья скважины. Вспомогательный пульт устанавливается у поста бурильщика.
Основной пульт состоит из металлического корпуса, в котором расположены все основные узлы управления. За корпусом расположены пневмогидроаккумулятор и ручной насос. В верхней части корпуса установлена панель управления. На панели размещены гидравлический манометр, показывающий давление в аккумуляторе, и электроконтактный манометр, предназначенный для автоматического управления электродвигателем шестеренчатого маслонасоса, выключатель электродвигателя, ручное включение насоса, шесть рукояток маслораспределителей. Первая и вторая рукоятки от-50 крывают и закрывают гидравлические задвижки, третья только закрывает ПУГ (превентор универсальный гидравлический), четвертая, пятая и шестая рукоятки закрывают и открывают плашечные превенторы. Ниже распределителей расположены три вентиля. Левый — для отключения аккумулятора; средний — для отключения всех превенторов и задвижек; правый — для отключения вспомогательного пульта управления. Под панелью установлен масляный бак с щупом. Под баком с правой стороны — электропанель управления электродвигателем шестеренчатого насоса, шестеренчатый насос НШ-10, обратный клапан, предохранительный клапан, масляный фильтр и вентиль слива масла из аккумулятора в масляный бак.
Вспомогательный пульт состоит из металлического корпуса, в котором расположены два двухзолотниковых масло-распределителя, регулирующий клапан, масляный фильтр, блокировочный цилиндр и два гидравлических манометра.
Левый манометр показывает отрегулированное давление регулирующим клапаном, а правый — давление в гидросистеме. Первая рукоятка на панели закрывает и открывает ПУГ, вторая только закрывает нижний плашечный превентор, третья рукоятка закрывает только верхний плашечный превентор, и четвертая рукоятка только открывает одну гидравлическую задвижку на линии дросселирования. Гидросистема работает на масле индустриальном И-40 А. В табл. 5.1 приводится техническая характеристика гидросистем.
Т а б л и ц а 5.1
Техническая характеристика гидросистем управления превенторами
|
Показатели | ГУП-100 БР-1 | ГУП-100 БР-1М |
ГУП-100 БР-2 |
| Число постов управления | 6 |
6 | 6 |
|
Рабочее давление в гидросисте |
10 | 10 | 10 |
| ме, МПа | |||
| Вместимость масляного бака, л | 200 | 250 |
250 |
| Объем масла в аккумуляторе, л | 68 |
71 | 163 |
|
Давление азота в аккумулято |
6 — 6,5 | 5,5 — 6 | 5,5 — 6 |
| ре, МПа | |||
|
Производительность НШ-10 |
10 см3 за один оборот | ||
| Производительность ручного |
15 см3 за двойной ход |
||
| насоса | |||
| Число баллонов с азотом для | 3 | 3 |
6 |
| заправки гидроаккумулятора, | |||
| если в каждом давление по | |||
| 15 МПа | |||
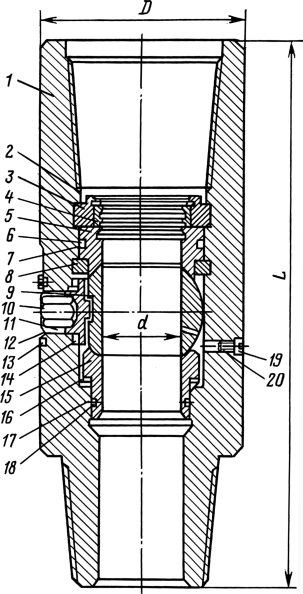
Рис. 5.3. Шаровый кран:
1 — корпус; 2 — гибкое кольцо; 3 —
сегментный упор; 4 — кольцо; 5 — верхнее седло; 6, 11—17 — кольцо "О"; 7 — кольцо, 2 шт.; 8 — сегментное кольцо; 9 — шар; 10 — пробка ма
неврирования; 12 — кольцо, 2 шт.; 13 — ограничитель; 14 — подшипник скольжения (кольцо); 15 — нижнее седло; 16 — пружина; 18 — кольцо,
2 шт; 19 — пробка; 20 — прокладка
Превенторы герметизируют затрубное пространство, если в скважине трубы. Трубное пространство герметизируют обратным клапаном или же шаровым краном.
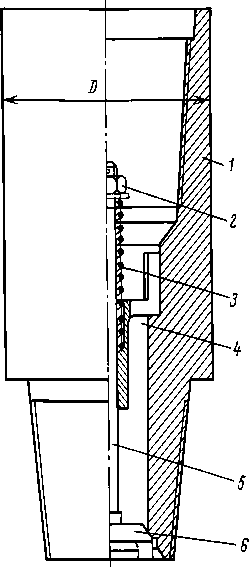
Рис. 5.2. Обратный клапан тарельчатый
Клапаны изготавливают двух типов: клапан тарельчатый
(КОБТ); клапан конусный с резиновым уплотнением (КОБ).
Клапан тарельчатый (рис. 5.2) состоит из корпуса 1 с присоединительными резьбами, направляющего гнезда 4, штока 5 с тарелкой 6, пружины 3 с гайкой 2. Наворачивание обратного клапана на колонну труб при переливе раствора из скважины затруднено. Поэтому применяют приспособление, которое позволяет наворачивать клапан в открытом положении.
При интенсивном переливе скважины необходимо обратный клапан навернуть на квадратную штангу с вертлюгом для увеличения веса и затем уже наворачивать на колонну труб. После крепления клапана приспособление с квадратной штангой отворачивают, и клапан закрывается. Опрессовыва-ют обратный клапан с использованием воды при рабочем давлении в течение 30 с.
В табл. 5.2 приводится техническая характеристика обратных клапанов для труб малого диаметра в условиях работы в эксплуатационных колоннах диаметром 146 и 168 мм.
Шаровый предохранительный кран (рис. 5.3) состоит из корпуса 1, имеющего в верхней части муфту с резьбой, а в нижней части — ниппель с резьбой. Закрытие производят при повороте шара 7 при помощи ключа, который вставляется в пробку маневрирования 8. Верхнее седло 4 и нижнее 11 имеют сферические уплотнительные поверхности для соприкосновения с шаром 7. Герметизация давления под краном обеспечивается уплотнительными кольцами 16 и 18 и при помощи колец 13 и 5. Постоянный контакт между шаром и седлами обеспечивается кольцом (пружиной) 12. Верхнее седло 4 опирается на сегментное кольцо 6. Крепление верхней части седла осуществляется узлом, состоящим из сегментной опоры 2, кольца 3 и гибкого кольца 15. Для смазки контактных поверхностей между шаром и седлами предусмотрена пробка 19.
Т а б л и ц а 5.2
Техническая характеристика обратных клапанов
| Дав ление опрес совки, МПа |
Условный диаметр труб |
Обо значе ние резьбы |
Диаметр наружный, мм | Длина, мм | о- е- ,а 'SgSSl Рд |
Обозначение типоразмера | |
| выса женные внутрь, мм | выса женные наружу, мм | ||||||
| 19 | 60 | — |
3 — 66 | 80 | 240 |
15 | КОБТ 80-3 66 |
| 19 | 73 | — |
3—76 | 95 | 260 | 15 | КОБТ 95-3 76 |
| 19 | 89 | 73 | 3 — 88 | 108 |
270 | 15 | КОБТ 108 3 88 |
| 19 | — |
89 | 3— 1 02 | 1 20 | 290 | 15 |
КОБТ 120 3 102 |
| 19 |
102 | — | 3— 1 08 | 1 33 | 31 0 |
15 | КОБТ 133 3 108 |
Краны выпускаются двух типов: кран шаровый верхний (КШВ), который устанавливается между вертлюгом и квадратной штангой (левая резьба); кран шаровый нижний (КШН) с правой резьбой — устанавливается между квадратной штангой и бурильными трубами.
При возникновении проявления кран закрывают поворотом ключа на 90°.
5.1. ПРЕВЕНТОР ПЛАШЕЧНЫЙ ГИДРАВЛИЧЕСКИЙ ППГ-156 х 320
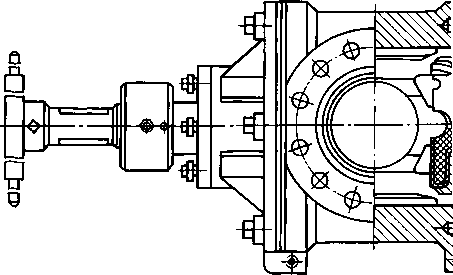
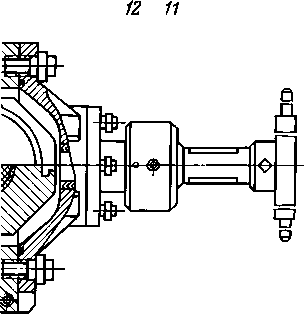
Превентор ППГ-156 х 320 предназначен для герметизации устья скважин при наличии или отсутствии в скважине бурильных труб или НКТ с целью предупреждения проявления, выбросов и открытых фонтанов. Превентор (рис. 5.4) состоит из корпуса, крышек с гидроцилиндрами и плашек.
Корпус — это стальная отливка коробчатой формы с вертикальным проходным отверстием круглого сечения для раз-
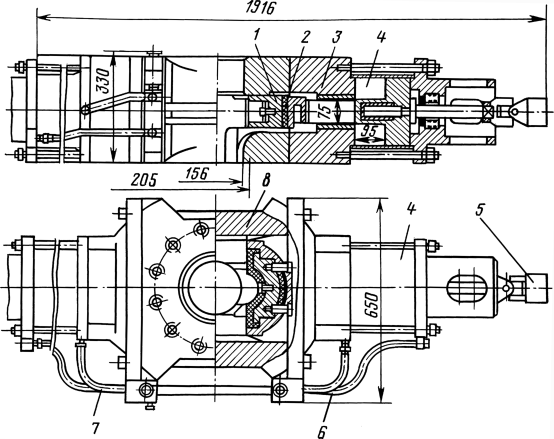
Рис. 5.4. Плашечный превентор ППГ-156 х 320:
1 — плашки; 2 — то рцовое уплотнение; 3 — крышка; 4 — гидроцилиндр; 5 — карданный вал; 6 и 7 — левая и правая трубки для гидропривода плашек; 8 — корпус
мещения бурильного инструмента и сквозной горизонтальной прямоугольной полостью, в которой расположены плашки. Верхняя часть имеет гладкую плоскость, нижняя часть плоскости имеет уклон для стока раствора и направляющие ребра для перемещения плашек. Верхний и нижний присоединительные фланцы превентора совмещены с корпусом. На фланцах имеются канавки под стальные уплотнительные кольца и отверстия с резьбой под шпильки. При температуре окружающей среды ниже —5 °С полость плашек обогревается паром или горячей водой, которые поступают в паропроводы, встроенные в корпус превентора.
Прямоугольная полость в корпусе превентора с обеих сторон закрывается откидными гидроголовками, шарнирно подвешенными на корпусе. Крепление гидроголовок к корпусу производится винтами (8 штук). Такая конструкция превентора позволяет быстро сменить плашки, не снимая превентор с устья скважины даже при наличии в ней труб.
Герметичность между корпусом првентора и крышкой осуществляется резиновым уплотнением, установленным в канавку на внутренней плоскости крышки. Внутри гидроцилиндра установлен рабочий поршень со штоком для перемещения плашки.
Шток выполнен за одно целое с поршнем. Плашки соединяются со штоком "Г"-образным замком. Поршень образует в гидроцилиндре две гидравлические камеры (полости) закрытия и открытия превентора. Для перемещения поршня в гидроцилиндре в камеры через коллектор, поворотное ниппельное устройство по маслопроводу от основного пульта гидросистемы поступает масло под давлением 10 МПа. Для предотвращения перетока масла из одной камеры в другую в канавки на поршне устанавливаются два резиновых уплотнительных кольца.
При износе уплотнений на поршне происходит падение давления в гидроцилиндре и частое включение масляного насоса гидросистемы, так как одна из камер постоянно связана с линией слива масла в масляный бак гидросистемы. Проконтролировать состояние уплотнений на поршне можно следующим образом. Отсоединить маслопроводную трубку от камеры открытия в гидроцилиндре и слить из нее масло. Перевести рукоятку на основном пульте в положение "ЗАКРЫТО". При поступлении масла от гидросистемы в камеру закрытия поршень в гидроцилиндре перемещается на закрытие превентора, а через поврежденные резиновые уплотнения на поршне масло под давлением в камере закрытия будет просачиваться в камеру открытия и течь через штуцер для присоединения маслопровода. При этом следует заменить резиновые уплотнения на поршне. В месте прохода штока через шейку крышки установлено уплотнение, герметизирующее камеру открытия в гидроцилиндре от внутренней полости превентора и среды скважины.
Уплотнение состоит из стальной и бронзовой втулок и четырех резиновых уплотнительных колец, установленных в канавке по наружному и внутреннему диаметрам втулок. Втулки фиксируются от осевого перемещения в шейке крышки двумя пружинными кольцами. Износ уплотнения штока в крышке приводит к понижению давления в гидросистеме и потере масла.
Гидроцилиндр закрывается крышкой, состоящей из стальной отливки с четырьмя отверстиями под шпильки для крепления к цилиндру и полого стакана для защиты фиксирующего винта от механических повреждений. Стакан имеет два продольных отверстия (135 х 70 мм) для визуального наблюдения за положением плашек в корпусе превентора. Для герметизации камеры закрытия в гидроцилиндре в крышке установлена бронзовая втулка с четырьмя резиновыми уплотнительными кольцами. Втулка в крышке гидроцилиндра фиксируется от осевого перемещения пружинным кольцом. Через отверстие во втулке проходит цилиндрическая часть фиксирующего винта ручного привода превентора.
Превентор комплектуется трубными и глухими плашками. Трубные и глухие плашки состоят из стального корпуса, стального сменного вкладыша и сменного резинового уплотнения. Корпус, вкладыш и резиновые уплотнения соединяются между собой болтами и контрятся проволокой. На вкладышах имеются два треугольных выступа, расположенные по диагонали, для принудительного центрирования труб при герметизации устья. Глухими плашками герметизируется устье при отсутствии труб в скважине. Превентор комплектуется плашками под бурильные и насосно-компрессорные трубы диаметром: 33,4; 42,2; 48,3; 60,3; 73; 88,9; 101,6; 114,3 мм.
При герметизации кольцевого пространства между трубой и обсадной колонной под давлением рабочего поршня происходит выдавливание части резины уплотнения между корпусом и вкладышем и поджатие ее к верхней гладкой плоскости плашек, обеспечивая при этом герметичность между трубой, плашкой и корпусом превентора. При монтаже превентора на устье скважины в перевернутом положении уплотнительная резина плашек будет поджиматься не к гладкой 56 верхней плоскости в корпусе превентора, а к направляющим ребрам, вследствие чего герметизации между резиновым уплотнением плашки и корпусом превентора не будет. Поэтому все плашечные превенторы герметизируют устье и держат давление скважины только в том случае, когда оно направлено снизу вверх.
Привод плашек не только гидравлический, но и ручной. Ручной привод предназначен для фиксации плашек в закрытом положении, когда превентор закрыт от гидросистемы, а в аварийном случае (при отсутствии электроэнергии, давления, масла в аккумуляторе и неисправной гидросистеме) и для ручного закрытия плашечных превенторов. Ручной привод плашечных превенторов одностороннего действия — индивидуальный для каждой плашки. Им превентор можно только закрыть — открыть невозможно.
Привод состоит из штурвалов, стоек, карданных валов, специальных полукарданных соединений и фиксирующих винтов, размещенных в гидроцилиндрах превентора. Фиксирующий винт имеет левую резьбу (диаметром 50 мм, длиной 150 мм, 15 витков), которой он вывинчивается из резьбового отверстия в рабочем поршне и штоке при закрытии превентора от ручного привода или фиксации плашек в закрытом положении, когда превентор закрыт от гидросистемы. Специальный буртик (диаметром 62 мм) удерживает резьбовую часть винта внутри гидроцилиндра, а цилиндрическая часть винта (диаметром 40 мм), горизонтально перемещаясь в защитном стакане, указывает на положение плашек превентора "ЗАКРЫТО-ОТКРЫТО".
Принцип действия превентора следующий: при закрытии превентора от системы гидроуправления масло под давлением сжатого азота из пневмогидроаккумулятора через масло-распределитель по трубопроводу подается в камеры закрытия в гидроцилиндрах, перемещая поршни со штоками и плашками к центру превентора, при этом герметизируя устье. Одновременно масло из камер открытия по трубопроводу поступает на слив в масляный бак гидросистемы. При открытии превентора от системы гидроуправления масло под давлением по трубопроводу подается в камеры открытия, перемещает поршни со штоками и плашками от центра превентора на его открытие, а масло из камер закрытия по трубопроводу поступает на слив в масляный бак гидросистемы. В случае выхода из строя системы гидроуправления для закрытия превентора применяют ручной привод. Для этого необходимо установить рукоятку соответствующего маслорас-пределителя на гидросистеме в положение "ЗАКРЫТО" и одновременным вращением обоих штурвалов по часовой стрелке на определенное число оборотов закрыть превентор.
5.2. МАЛОГАБАРИТНЫМ ПРЕВЕНТОР ДЛЯ РЕМОНТА СКВАЖИН
Для ремонта скважин, где пластовые давления не превышают 15 МПа, разработан и применяется малогабаритный превентор с ручным управлением. Он позволяет сэкономить время на монтаже противовыбросового оборудования со станцией гидравлического управления. Малогабаритный превентор ППР-180 х 210 имеет следующую характеристику:
Диаметр условного прохода, мм..........................................180
Рабочее давление, МПа..............................................................................21
Управление превентором................................... Ручное
Диаметр уплотняемых труб, мм:
насосно-компрессорных..............................................................33, 48, 73, 89, 102, 114
бурильных......................................................................................................................73, 89
Скважинная среда................................................ Некоррозионная (нефть, газ,
конденсат, пластовая вода)
Максимально допустимая температура
Превентор ППР-180 х 210 (рис. 5.5) состоит из корпуса 2, крышек 4 с размещенными в них плашками 3, механизма ручного управления и узла шпинделя. Механизм ручного управления и узел уплотнения шпинделя включают: крышку 5 с окнами обеспечения доступа к нажимной втулке 6, ходовую втулку 8, связанную резьбовым соединением со шпинделем 9. Крышки 4 превентора крепят к корпусу винтами 1. При вращении втулки с помощью закрепленного на ней штурвала 10 создается крутящий момент, сообщающий шпинделю и соединенной с ним плашке возвратно-поступательное движение. В крышке 12 установлены подшипники 11, уменьшающие усилие, которое необходимо для управления превентором. Винт 7 предотвращает самоотвинчивание крышки. Плашка выполнена цельной, что позволило уменьшить ее габариты и массу при обеспечении необходимых прочности и жесткости. Уплотнитель плашки выполнен из двух частей: уплотнителей трубы и корпуса, что обеспечивает легкую и быструю смену уплотнительных элементов, а также замену
? 5 6 7 8 9 10 Рис- 5.5. Малогабарит
ный превентор для ремонта скважин ППР 180 х 210
только изношенной его части. Проходное отверстие превентора перекрывается путем вращения штурвала по часовой стрелке, открывается — вращением против часовой стрелки.
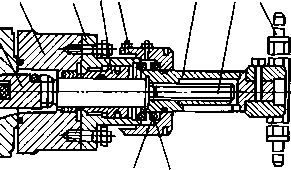
5.3. ГЕРМЕТИЗИРУЮЩЕЕ УСТРОЙСТВО УСТЬЯ
При ремонте скважин, пластовое давление в которых не превышает 12 МПа, применяют герметизирующее устройство устья скважины (ГУУС) (рис. 5.6), которое состоит из фланца, размеры которого соответствуют размерам фланца 1 трубной головки фонтанной арматуры, в том числе и размерам кольца фланца крестовины 2. В центральную часть фланца 2 встроен цилиндр 3, изготовленный из УБТ, диаметром 203 мм с ленточной резьбой внутри. Внутрь цилиндра вставляется пакет с двумя резиновыми элементами 5. В верхней части пакета — гайка 6 с наружной ленточной резьбой, идентичной резьбе в цилиндре 3, в нижней части — опорный неподвижный конус 4, который садится в седло в цилиндре 3. Неподвижный конус навернут на нижнюю часть патрубка 7, верхний конец которого соединен с задвижкой 8 или шаровым краном. Пакет резиновых элементов с гайкой крепления надет на патрубок 7. В верхней части задвижки или шарового крана ввернут патрубок с переходником 9 под элеватор, и заканчивается патрубок червячного типа ниппелем под быст-росоединяющую гайку 10.
Для герметизации устья скважины во время спускоподъемных операций насосно-компрессорные трубы (НКТ) устанавливают в клинья, элеватором "ЭТА" зацепляют ГУУС за переходник, поднимают при помощи талевой системы и наворачивают на НКТ. Затем приподнимают ГУУС вместе с инструментом и, убрав клинья, опускают ГУУС в цилиндр герметизатора, разгрузив полностью талевую систему. При помощи трубного ключа "КТГУ" закручиванием гайки крепления с ленточной резьбой в цилиндре герметизатора распирают резиновые элементы, герметизируя затрубное пространство.
Трубное пространство перекрывается задвижкой 8 или шаровым краном. Вся операция занимает 3^4 мин. При герметизации устья во время бурения необходимо отвернуть квадратную штангу, выбросить ее на мостки, освободить квадрат от штропов, захватить элеватором ГУУС и загерметизировать устье, как в первом случае. Времени на гермети-
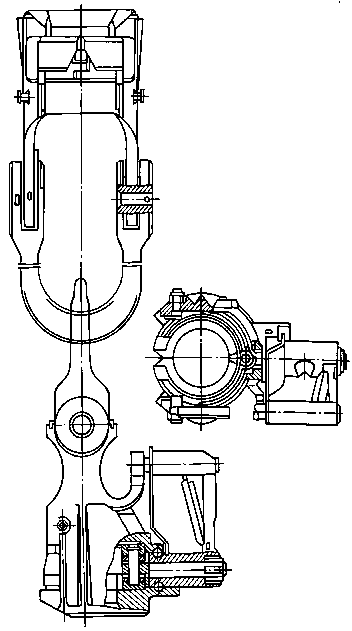
Рис. 5.7. Схема двух спаренных элеваторов ЭТА, позволяющих, не выбрасывая квадратной штанги, захватив ГУУС, загерметизировать скважину
зацию устья в этом случае уходит много, и в случае перелива загерметизировать устье будет сложно. Чтобы не допустить этого, соединяют между собой два элеватора "ЭТА” штро-пами так, чтобы их опорные плоскости были направлены в разные стороны (рис. 5.7). На нижнюю часть квадратной штанги наворачивают дополнительный переходник с проточенной шейкой под элеватор "ЭТА”. Таким образом исключается выброс квадратной штанги. Достаточно отвернуть квадратную штангу, один элеватор накинуть на ее шейку, а второй на ГУУС. Затем поднять талевым блоком квадратную штангу, ГУУС и загерметизировать устье. На герметизацию устья таким способом времени затрачивается до 5 мин.
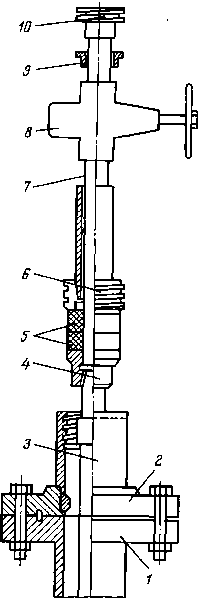
Рис. 5.6. Герметизирующее устройство устья скважин (ГУУС)
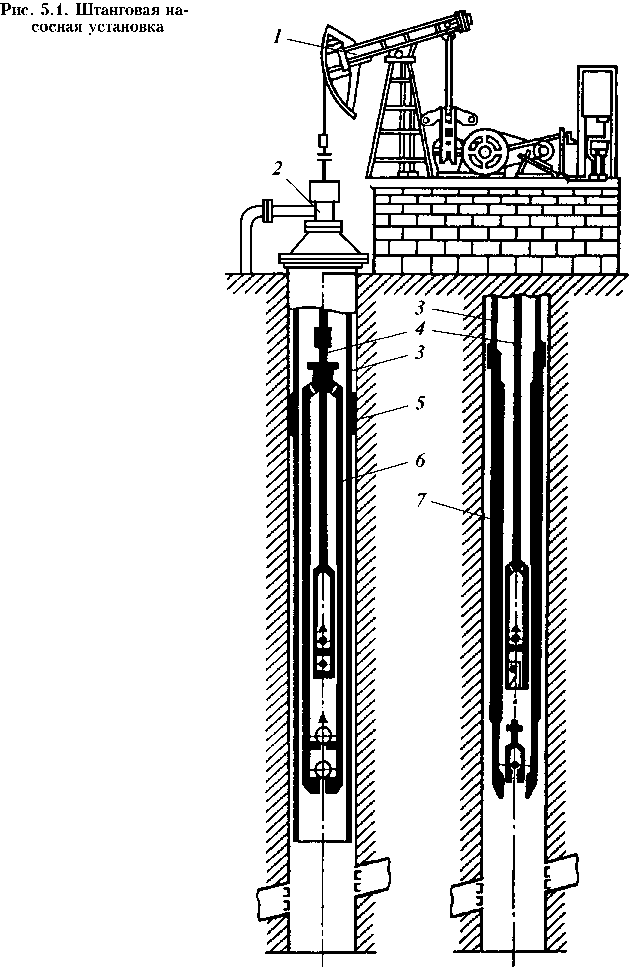
ЭКСПЛУАТАЦИЯ СКВАЖИН ШТАНГОВЫМИ НАСОСАМИ
Наиболее распространен в мировой практике штанговый насосный способ добычи нефти, который охватывает более 2/3 общего действующего фонда.
В России станки-качалки выпускаются по ГОСТ 5866-76, устьевые сальники - по ТУ 26-16-6-76, НКТ - по ГОСТ 63380, штанги - по ГОСТ 13877-80, скважинный насос и замковые опоры - по ГОСТ 26-16-06-86.
Скважинная штанговая насосная установка (УСШН) (рис. 5.1) состоит из станка-качалки 1, оборудования устья 2, колонны НКТ 3, подвешенных на планшайбе, колонны насосных штанг 4, штангового насоса вставного 6 или невставного 7 типа. Вставной насос 6 крепится в трубах НКТ с помощью замковой опоры 5. Скважинный насос спускается под уровень жидкости.
Возвратно-поступательное движение плунжера насоса, подвешенного на штангах, обеспечивает подъем жидкости из скважины на поверхность. При наличии парафина в продукции скважины на штангах устанавливают скребки, очищающие внутренние стенки НКТ. Для борьбы с газом и песком на приеме насоса могут устанавливаться газовые или песочные якоря.
5.1. Приводы штанговых насосов
ГОСТ 5866-76 предусматривает изготовление станков-качалок 13 типоразмеров. Основные параметры и их размеры приведены в табл. 5.1-5.4.
Каждый тип станка-качалки характеризуется максимальными допускаемыми нагрузками на устьевой шток, длиной хода устьевого штока и крутящим моментом на кривошипном валу редуктора, числом двойных ходов балансира в минуту.
За рубежом станки-качалки обычной конструкции произво-
|
Показатель | СК3-1,2- 630 | СК5- 3-2500 | СК6-2,1- 2500 | СК12- 2,5-4000 |
СК8-3,5- 4000 | СК8-3,5- 5600 | СК10-3- 5600 |
|
Номинальная нагрузка (на устьевом |
30 | 50 | 60 |
120 | 80 | 80 |
100 |
| штоке), кН | |||||||
| Номинальная длина хода устьевого што | 1,2 |
3 | 2,1 | 2,5 |
3,5 | 3,5 | 3 |
| ка, м | |||||||
|
Номинальный крутящий момент (на |
6,3 | 25 | 25 |
40 | 40 | 56 |
56 |
| выходном валу редуктора), кН-м | |||||||
|
Число ходов балансира в минуту |
5-15 |
5- | 12 | ||||
|
Редуктор | Ц2НШ-315 | Ц2НШ-450 | Ц2НШ-750Б | Ц2НШ-560 | |||
|
Габариты, мм, не более: | |||||||
|
длина | 4125 | 7380 | 6480 | 7450 |
8450 | 8450 | 7950 |
| ширина | 1350 |
1840 | 1840 | 2246 | 2246 | 2246 |
2246 |
| высота |
3245 | 5195 | 4960 |
5730 | 6210 | 6210 | 5835 |
| Масса, кг | 3787 | 9500 |
8600 | 14145 | 14200 |
14245 | 14120 |
Т а б л и ц а 5.2
|
Показатель | СКД3-1,5- 710 | СКД4-2,1- 1400 |
СКД6-2,5- 2800 | СКД8-3- 4000 | СКД10- 3,5-5600 |
СКД12- 3,0-5600 |
|
Номинальная нагрузка (на устьевом штоке), | 30 | 40 |
60 | 80 | 100 |
120 |
| кН | ||||||
|
Номинальная длина хода устьевого штока, м | 1,5 | 2,1 |
2,5 | 3,0 | 3,5 |
3,0 |
| Номинальный крутящий момент (на выход | 7,1 | 14 | 28 | 40 | 56 | 56 |
| ном валу редуктора), кН-м | ||||||
|
Число ходов балансира в минуту |
5- | 15 | 5- |
14 | 5- | 12 |
| Редуктор |
Ц2НШ-315 | Ц2НШ-450 |
Ц2НШ-700Б | Ц2НШ-560 |
||
| Габариты, мм, не более: |
||||||
| длина | 4050 |
5100 | 6085 | 6900 |
7280 | 6900 |
|
ширина | 1360 | 1700 | 1880 | 2250 |
2250 | 2250 |
|
высота | 2785 | 3650 | 4230 | 4910 |
5218 | 4910 |
|
Масса, кг | 3270 |
6230 | 7620 | 11600 |
12170 | 12065 |
|
Редуктор | Номинальный крутящий момент (на выходном валу), кН-м | Межосевое расстояние, мм | Передаточное число | Габариты, | мм | Масса, кг | |||
|
суммар ное | быстроходной ступени | тихоходной ступени | длина | шири на | высота | ||||
|
Ц2НШ-315 | 7,1 | 515 | 200 | 315 |
39,868 | 1010 | 1140 |
685 | 680 |
|
Ц2НШ-355 | 14 | 580 | 225 | 355 |
40,35 | 1130 | 1400 |
760 | 1090 |
|
Ц2НШ-450 | 28 | 730 | 280 | 450 |
39,924 | 1475 | 1554 |
984 | 2090 |
|
Ц2НШ-750Б | 40 | 750 | 300 | 450 |
37,18 | 1483 | 1930 |
960 | 2735 |
|
Ц2НШ-560 | 56 | 915 | 355 | 560 |
40,315 | 1775 | 1930 |
1125 | 3200 |
Т а б л и ц а 5.4
Техническая характеристика станков-качалок
| Станок-качалка |
Наибольшая допустимая нагрузка на устьевой шток, кН |
Номинальная длина хода устьевого штока, м | Наибольший допустимый крутящий момент на ведомом валу редуктора, кН-м | Габариты (при горизонтальном положении балансира), мм | Масса комплекта, кг | ||
| длина |
ширина без ограждения |
высота | |||||
| СК2-0,6-250 |
20 | 0,3; 0,45; 0,6 |
2,5 | 3150 | 1150 |
2000 | 1600 |
|
СК3-1,2-630 | 30 | 0,6; 0,75; 0,9; 1,05; 1,2 | 6,3 | 4200 | 1350 | 3300 |
3850 |
| СК4-2,1-1600 |
40 | 0,9; 1,2; 1,5; 1,8; 2,1 |
16 | 5900 | 1700 |
4800 | 7200 |
|
СК5-3-2500 | 50 | 1,3; 1,8; 2,1; 2,5; 3,0 | 25 | 7400 | 1850 | 5550 |
9900 |
| СК6-2,1-2500 |
60 | 0,9; 1,2; 1,5; 1,8; 2,1 |
25 | 6550 | 1850 |
5100 | 9600 |
|
СК8-3,5-4000 | 80 | 1,8; 2,1; 2,5; 3,0; 3,5 | 40 | 8500 | 2250 | 6650 |
15100 |
| СК12-2,5-4000 |
120 | 1,2; 1,5; 1,8; 2,1; 2,5 |
40 | 7500 | 2250 |
6400 | 14800 |
|
СК8-3,5-5600 | 80 | 1,8; 2,1; 2,5; 3,0; 3,5 | 56 | 8500 | 2250 | 6650 |
15600 |
| СК10-3-5600 |
100 | 1,5; 1,8; 2,1; 2,5; 3,0 |
56 | 8000 | 2250 |
6550 | 15450 |
|
СК10-4,5-8000 | 100 | 2,3; 2,7; 3,3; 3,9; 4,5 | 80 | 10550 | 2600 | 9000 |
24900 |
| СК12-3,5-8000 |
120 | 1,8; 2,1; 2,5; 3,0; 3,5 |
80 | 9550 | 2600 |
8500 | 24800 |
|
СК15-6,0-12500 | 150 | 3,0; 3,5; 4,5; 5,2; 6,0 | 125 | 13200 | 3100 | 11500 |
34800 8, |
| СК20-4,5-12500 | 200 | 2,3; 2,7; 3,3; 3,9; 4,5 | 125 | 11700 |
3100 | 10700 | 34500 8 |
дятся по спецификации 11Е стандарта АНИ. Диапазон показателей: грузоподъемность 2-20 т; длина хода 0,5-6,0 м; крутящий момент до 12000 кг-м. В России наиболее известны фирмы “Lufkin” (США), “Indystrial CA” (Румыния).
Станок-качалка (рис. 5.2) состоит: из рамы 13 с подставкой под редуктор и поворотной плитой 12; стойки 3; балансира 2 с головкой и опорой траверсы 15; двух шатунов 4; двух кривошипов 5 с противовесами 14 (при комбинированном или кривошипном уравновешивании); редуктора 6; тормозов 16; клиноременной передачи 7, 8; электродвигателя 9; подвески устьевого штока 1 с канатом; ограждения 11 кривошипно-шатунного механизма. Рама из профильного проката изготовлена в виде двух полозьев, соединенных поперечными связями. Стойка -из профильного проката четырехногая.
Балансир - из профильного проката двутаврового сечения; однобалочной или двубалочной конструкции. Головка балансира - поворотная или откидывающаяся вверх. Для ее фиксации в рабочем положении в шайбе головки предусмотрен паз, в который входит клин защелки.
Опора балансира - ось, оба конца которой установлены в сферических роликоподшипниках. К средней части от квадратного сечения приварена планка, через которую опора балансира соединяется с балансиром.
Траверса - прямая, из профильного проката. С ее помощью балансир соединяется с двумя параллельно работающими шатунами.
Опора траверсы шарнирно соединяет балансир с траверсой. Средняя часть оси установлена в сферическом роликоподшипнике, корпус которого болтами прикреплен к нижней полке балансира.
Шатун - стальная трубная заготовка, на одном конце которой вварена верхняя головка шатуна, а на другом - башмак. Палец верхней головки шатуна шарнирно соединен с траверсой. Палец кривошипа конусной поверхностью вставляется в отверстие кривошипа и затягивается с помощью гаек.
Кривошип - ведущее звено преобразующего механизма станка-качалки. В нем предусмотрены отверстия для изменения длины хода устьевого штока. На кривошипе установлены противовесы, которые могут перемещаться.
Редуктор типа Ц2НШ представляет собой совокупность
двух пар цилиндрических шевронных зубчатых передач, выполненных с зацеплением Новикова. Изготовление редуктора должно отвечать требованиям ОСТ 26-02-1200-75 (см. табл. 5.3).
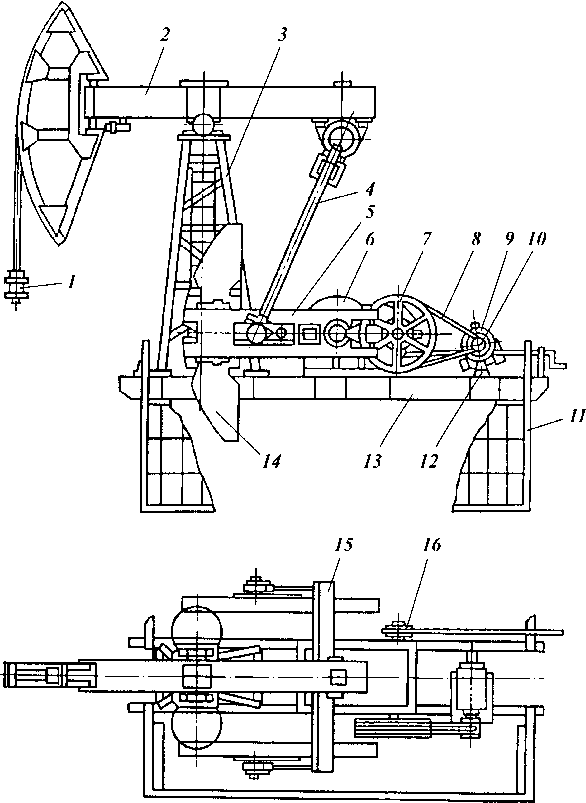
Рис. 5.2. Станок-качалка типа СК:
1 - подвеска устьевого штока; 2 - балансир с опорой; 3 - стойка; 4 - шатун; 5 - кривошип; 6 - редуктор; 7 - ведомый шкив; 8 - ремень; 9 - электродвигатель; 10 - ведущий шкив; 11 - ограждение; 12 - поворотная плита; 13 -рама; 14 - противовес; 15 - траверса; 16 - тормоз
Валы цилиндрических зубчатых передач лежат в плоскости разъема корпуса и крышки редуктора. Для равномерного распределения нагрузок на валы и подшипники принято симметричное расположение зубчатых колес и опор. Опоры ведущего и промежуточного валов выполнены на роликоподшипниках с короткими цилиндрическими роликами, а ведомого вала на роликоподшипниках двухрядных сферических. На конце ведущего вала насаживаются шкивы тормоза и клиноременной передачи, положение которых после определенного срока эксплуатации необходимо менять для увеличения общего срока службы ведомого колеса редуктора. Для этого на обоих концах ведомого вала имеются по два шпоночных паза.
Смазка зубчатых колес и подшипников валов осуществляется из ванны корпуса редуктора.
Тормоз - двухколодочный. Правая и левая колодки прикреплены к редуктору. С помощью стяжного устройства колодки зажимают тормозной шкив, насаженный на ведущий вал редуктора. Рукоятка тормоза, насаженная на стяжной винт, вынесена в конец рамы, за электродвигатель.
Салазки поворотные под электродвигатель обеспечивают быструю смену и натяжение клиновых ремней. Выполнены они в виде рамы, которая шарнирно укреплена на заднем конце рамы станка-качалки.
К поворотной плите поперечно прикреплены болтами двое салазок, на которые устанавливается электродвигатель. Рама с салазками поворачивается вращением ходового винта.
Привод станка-качалки осуществляется от электродвигателя со скоростью вращения вала 750, 1000 и 1500 мин-1. Электродвигатель - трехфазный короткозамкнутый, асинхронный с повышенным пусковым моментом во влагоморозостойком исполнении. На валу электродвигателя установлена конусная втулка, на которую насажен ведущий шкив клиноременной передачи.
Подвеска устьевого штока типа ПСШ грузоподъемностью 3,
5, 10 т состоит из верхней и нижней траверс, двух зажимов каната и зажима устьевого штока. Для установки в подвеске гидравлического динамографа в нее вставляют два винта, с помощью которых раздвигаются траверсы подвески.
Штоки сальниковые устьевые ШСУ предназначены для соединения колонны насосных штанг с канатной подвеской станка-качалки.
Для герметизации устья насосных скважин и подвески насосно-компрессорных труб предусмотрено оборудование устья насосных скважин. Наиболее распространенным оборудованием устья скважин на промыслах является устьевой сальник.
При однотрубной системе сбора и транспорта нефти и газа используется устьевое оборудование насосных скважин на давление до 4 МПа, имеющее шифры СУС1-73-31 и СУС2-73-31, соответственно обозначающие сальники устьевые с самоус-танавливающейся головкой с одинарным и двойным уплотнением для НКТ диаметром 73 мм (табл. 5.5).
Характерной особенностью устьевых сальников СУС является шарнирное соединение между головкой сальника и его тройником для поворота головки в пределах конусного угла (3°) и самоустанавливания по сальниковому штоку. Этим обеспечивается более полная загрузка уплотняющих элементов и повышается срок их службы.
Устьевой сальник СУС1 (рис. 5.3) состоит из шаровой головки, с помещенными в ней нижней и верхней втулками, направляющими втулками из прессованной древесины и уплотнительной набивки. На верхнюю часть шаровой головки навинчивается крышка с двумя скобами, с помощью которых подтягивают уплотнительную набивку.
Для герметизации узла шаровой головки 9 предусмотрено уплотнительное кольцо 5. Наличие в нижней части шаровой головки двух стопоров 4 не позволяет проворачиваться шаровой головке вокруг своей оси при затяжке крышки головки 12. Крышка шаровой головки 12 крепится к тройнику двумя откидными болтами 14.
Тройник снабжен быстроразборным соединением для подсоединения к выкидной линии.
Устьевой сальник СУС2А в отличие от СУС1 имеет двойные уплотнения и три ряда направляющих втулок. Устьевой сальник с двойным уплотнением позволяет менять изношенные верхние уплотнительные элементы без разрядки скважины за счет нижнего уплотнения - буферной манжеты. Изношенные
Т а б л и ц а 5.5 Техническая характеристика устьевых сальников
|
Показатель | СУС1-73-31 | СУС2-73-31 |
|
Рабочее давление, МПа: | ||
| при подвижном устьевом штоке | 4,0 |
4,0 |
| при неподвижном устьевом штоке и |
||
| затянутой сальниковой набивке | 7,0 | 14,0 |
|
Диаметр присоединительной резьбы, мм | 73 | 73 |
| Диаметр сальникового устьевого штока, мм | 31 | 31 |
|
Габариты, мм: | ||
| длина | 350 | 350 |
|
ширина | 182 |
182 |
| высота | 407 | 528 |
| Масса, кг | 21 | 24 |
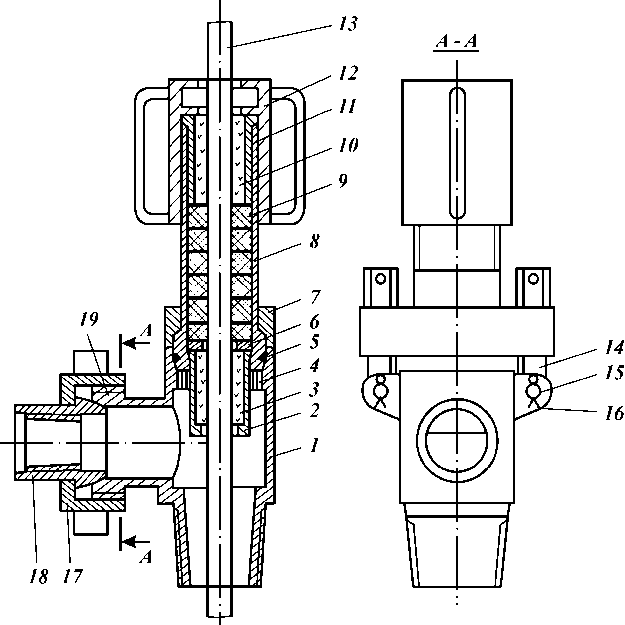
Рис. 5.3. Сальник устьевой СУС1-73-31:
1 — тройник; 2 — втулка нижняя; 3 — вкладыш; 4 — стопор; 5 — кольцо уплотнительное; 6 — манжетодержатель; 7 — крышка шаровая; 8 — уплотнительная набивка; 9 — головка шаровая; 10 — вкладыш; 11 — грундбукса; 12 — крышка головки; 13 — шток; 14 — болт откидной; 15 — палец; 16 — шплинт; 17 — гайка накидная; 18 — ниппель; 19 — наконечник
направляющие втулки, как правило, меняют при текущем ремонте скважин.
При установке устьевых сальников на устье все резиновые кольца и уплотнительные набивки должны смазываться густой смазкой.
Разбирать шаровую крышку и отделять головку от тройника без необходимости не рекомендуется. При потере герметичности в шаровой опоре заменяют уплотнительные кольца в условиях мастерской.
Для оборудования устья скважин выпускаются: ОУ140-146/168-65А - оборудованные устья насосных скважин, периодически фонтанирующих, с концентрической подвеской колонны НКТ относительно оси скважины; 0У140-146/168-65Б -то же, для скважин с эксцентрической подвеской труб (рис. 5.4).
В состав оборудования ОУ входят устьевой сальник СУС2 с двойным уплотнением и пробковые краны КППС65-140. В качестве запорных устройств применяют пробковые краны от фонтанной арматуры с уплотнительной смазкой на 14 МПа. Подъемная колонна смещена относительно оси скважины. В трубной головке оборудования ОУ типа Б предусмотрен патрубок с задвижкой для установки лубрикатора и спуска исследовательских приборов в затрубное пространство. Для перепуска газа из затрубного пространства в выкидную линию в обвязке предусмотрен обратный клапан. Затвор обратного клапана (седло и шарик) использован от скважинного насоса.
Оборудование устья скважин, эксплуатируемых с помощью погружных электронасосов ОУЭН, может быть использовано и на периодически фонтанирующих скважинах (табл. 5.6). При этом допускаются подвеска колонны насосно-компрессорных труб, а также профилактические, ремонтные и исследовательские работы на скважине. Колонну насосно-компрессорных труб подвешивают на разъемном конусе, в котором предусмотрен проход и для кабеля. Трубы и кабель уплотняют резиновыми разрезными прокладками, поджимаемыми разъемным фланцем.
Балансирный привод станка-качалки имеет недостаток -точка подвеса штанг совершает сложное движение, что вызывает рост динамических нагрузок на штанговую колонну. С целью их уменьшения применяется безбалансирный станок-качалка, в котором шатун и балансир заменяются гибкой связью - стальным канатом.
Приводная часть безбалансирного станка-качалки (включая редуктор) аналогична балансирному. Конструкция кривошипа V-образной формы, с углом 30°. Над устьем скважины, на наклонной стойке расположен ролик, через который переброшена гибкая подвеска, соединенная с шатунами. Нижняя головка
Т а б л и ц а 5.6
|
Показатель |
ОУ140-146/168-65А |
ОУ140-146/168-65Б | ОУЭН140-65 |
| Габариты, мм: длина | 2100 | 2100 |
1950 |
| ширина | 430 | 430 |
430 |
|
высота | 1180 |
1026 | 1290 |
| Масса, кг | 473 |
468 | 548 |
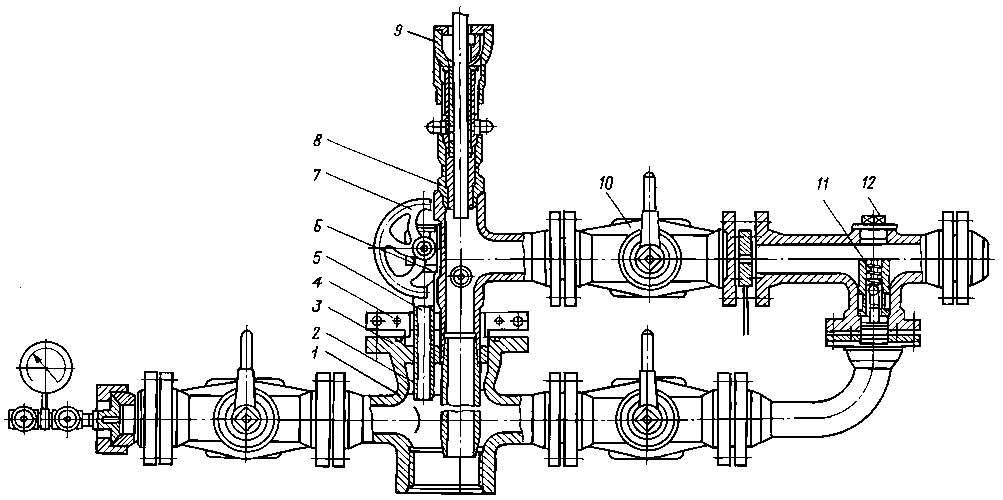
Рис. 5.4. Оборудование устья ОУ140-146/168-65Б:
1 - крестовик; 2 - конусная подвеска; 3 - резиновые уплотнения; 4 - разъемный фланец; 5 - патрубок; 6 - тройник; 7 -задвижка; 8 - сальник устьевой СУС2; 9, 11 - обратный клапан; 10 - кран; 12 - пробка
шатуна соединена с кривошипом. Безбалансирные станки-качалки рассчитаны на нагрузку 30 и 60 кН, длину хода от 0,45 до 5 м и крутящий момент до 80 кН-м. Они имеют меньшие габариты и металлоемкости по сравнению с балансирным. Недостатком является малая надежность гибкой связи.
Гидро- и пневмопривод штанговых установок приводят в движение штанги через шток с поршнем, расположенным в цилиндре. Гидро- и пневмопривод позволяют получить более благоприятный закон движения точки подвеса штанг (ТПШ).
Вниз штанги движутся под действием сил тяжести.
Пневмопривод обычно используется малой мощности, т.е. для скважин с малой глубиной подвески и малой подачей. Гидропривод (гидрокачалка) более широко известен (рис. 5.5)
Приводной цилиндр 3 с поршнем крепится на фланце обсадной колонны скважины. С поршнем соединен полированный шток 2, проходящий через сальник 1. К штоку подвешена колонна штанг. Жидкость подается попеременно в рабочую полость цилиндра и уравновешивающий аккумулятор 5. Рабочая жидкость при ходе штанг вверх поступает на прием насоса системы гидропривода (А) над напором из аккумулятора, где поддерживается постоянное давление сжатым газом над уровнем жидкости в аккумуляторе. В конце хода вверх элементы управления 4 переключают систему на подачу рабочей
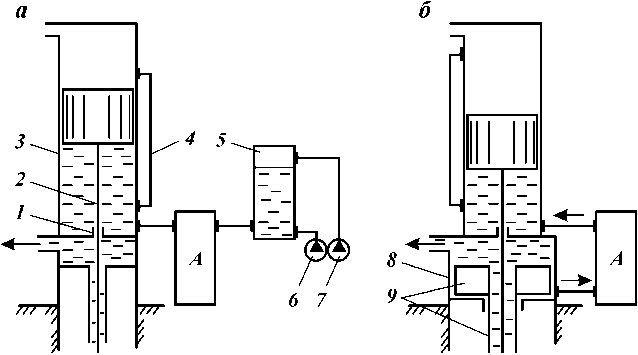
Рис. 5.5. Схема гидропривода штангового насоса фирмы “Викерс” (США) (¦?)
и типа АГТ ( •)
жидкости из рабочего цилиндра в аккумулятор. Под действием веса штанг жидкость поступает на прием силового насоса. Для поддержания давления жидкости и газа в аккумуляторе имеются компрессор 7 и насос 6. По схеме АГН уравновешивание происходит за счет веса НКТ. Для этого используется уравновешивающий цилиндр 8, в котором на поршень 9 подвешены НКТ. Установки с гидроприводом обеспечивают большие длины хода глубинного насоса, легкость регулирования режима работы и малую металлоемкость. Параметры установки АГН-Л: длина хода точки подвеса штанг 2,2 м; нагрузка до 60 кН; масса 1550 кг.
В последнее время гидрофицированный привод ЛП-114 предложен заводом “Мотовилиха” (г. Пермь). Такие приводы работают в Западной Сибири (г. Сургут). Уравновешивание производится гидроаккумулятором. Параметры установки ЛП-114: длина хода точки подвеса штанг 2,5 м; нагрузка до 80 кН; масса 1980 кг. Схема ЛП-114 соответствует схеме (см. рис. 5.5, а).
Станки-качалки с одноплечным балансиром
В связи с появлением на промыслах большого количества зарубежного оборудования можно встретить станки-качалки с одноплечным балансиром типа МАРК фирмы “Lufkin” (США), а также отечественных производителей (привод ПШГНО 6-2,5, Уралтрансмаш, г. Екатеринбург) (рис. 5.6). Особенностью подобных приводов является использование кинематической схемы с одноплечным балансиром. Подобное выполнение станков-качалок обусловлено рядом причин. Так, эти станки-качалки имеют более благоприятный закон движения точки подвеса штанг, позволяющий несколько уменьшить динамические нагрузки на штанговую колонну. Если сравнить два станка-качалки с одинаковыми длинами и соотношениями кинематических звеньев, один из которых обычный станок-качалка, а второй - с одноплечным балансиром, то у последнего максимальные нагрузки в точке подвеса штанг будут несколько меньше (около 8-10 %, по данным [2]). Одно-плечный станок-качалка имеет также более пологую кривую скорости точки подвеса штанг, позволяющую существенно (около 35 %) снизить амплитуду колебаний штанг, а следовательно, и их динамическое нагружение и тем самым увеличить срок работы штанговой колонны. Рассмотрим последний вывод более подробно.
Известно, что вследствие упругих деформаций штанг и труб, после начала движения точки подвеса штанг вверх, плун-
Рис. 5.6. Станок-качалка с одноплечным балансиром:
1 - ограждение; 2 - шатун; 3 - подвеска устьевого штока; 4 - стяжка; 5 - балансир с опорой; 6 - траверса; 7 - винт установочный; 8 - стойка; 9 - противовес; 10 - кривошип; 11 - электродвигатель; 12 - шкив ведущий; 13 -плитка поворотная; 14 - рычаг тормоза; 15 - рама; 16 - ремень; 17 - шкив
ведомый; 18 - редуктор
жер остается неподвижным относительно цилиндра. После того как произойдет вытяжка штанг и сокращение труб, движение от ТПШ передается плунжеру, причем за это время ТПШ успевает набрать определенную скорость. В р езультате плунжер резко страгивается с места и нагружается столбом жидкости в трубах в виде импульса силы, т.е. возникают продольные свободные колебания системы штанговая колонна -столб жидкости. У станков-качалок с одноплечным балансиром в сравнении с обычными станками-качалками ТПШ в момент страгивания плунжера успевает набрать меньшую скорость, что, как уже указывалось, позволяет существенно снизить амплитуду колебаний штанг и уменьшить их динамическое нагружение.
Интересно отметить, что у подобных станков-качалок направление вращения кривошипа обратное, т.е. против часовой стрелки (устье слева), что также позволяет несколько уменьшить динамические нагрузки.
Другим достоинством подобных станков-качалок является их компактность, а следовательно, и меньший вес, в результате чего их применение более предпочтительно при больших нагрузках на полированный шток.
Однако они имеют и недостатки, препятствующие их широкому распространению. Это, прежде всего, их малая боковая устойчивость, т.е. большая высота при малой ширине. У подобных станков-качалок кривошипы с грузами находятся в опасной близости от устья скважины, что затрудняет их техническое обслуживание и ремонт. При балансировке подобных станков-качалок требуется большой вес кривошипных грузов, так как вес самого кривошипа приложен к балансиру со стороны скважины по отношению к стойке балансира.
Станки-качалки с дезаксиалъным кривошипно-шатунным механизмом
Наряду с аксиальными (обычными) кривошипно-шатунными механизмами (станки-качалки типа СК), у нас в стране выпускаются станки-качалки с дезаксиальной схемой (типа СКД). За рубежом (в особенности в США) практически все станки-качалки выпускаются с небольшим дезаксиалом.
Дезаксиал n определяется местом расположения кривошипного центра (точки 0) относительно прямой В1В2 (рис. 5.7), где В1 и В2 - крайнее верхнее и нижнее положения кривошипа. Если точка 0 расположена на прямой В1В2, то механизм аксиальный (обычный), если справа от прямой В1В2, то механизм с отрицательным дезаксиалом, если слева, то механизм с положительным дезаксиалом. Основное их отличие в том, что у аксиального станка-качалки время хода ТПШ вверх и вниз равно. Поэтому такие станки-качалки называют симметричными. Однако нагружение ТПШ за время хода вверх и вниз
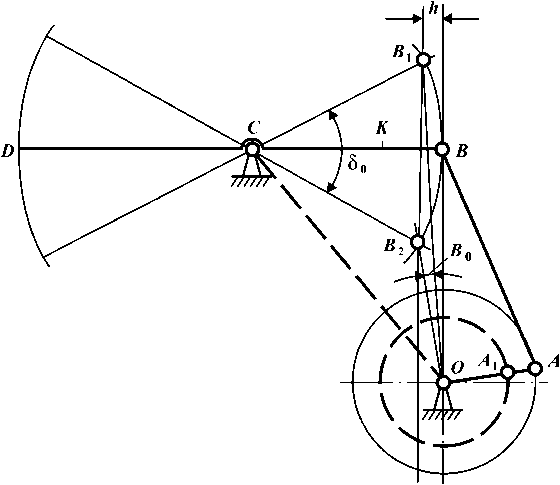
Рис. 5.7. Кинематическая схема преобразующего механизма дезаксиальных
станков-качалок
разное, что обусловлено работой штангового насоса. При ходе вверх станок-качалка производит работу по поднятию штанговой колонны и столба жидкости, при ходе вниз штанговая колонна идет под собственным весом, а вес столба жидкости передается на трубы. Очевидно, что если средняя скорость движения ТПШ при ходе вверх будет меньше, чем при ходе вниз, то это позволит уменьшить ускорения, а следовательно, и динамические нагрузки, действующие на штанговую колонну п р и ходе вверх, т.е. в тот период, когда она наиболее нагружена.
Исходя из этих соображений станки-качалки выполняют с небольшим отрицательным дезаксиалом, у которых время хода вверх больше времени хода вниз. Слишком большой дезаксиал также нежелателен, так как при этом происходит увеличение утечек через плунжер при ходе вверх, появляется возможность зависания колонны штанг в трубах при ходе вниз за счет большей скорости спуска, особенно при ее работе в наклонно направленных скважинах и скважинах с отклонениями парафина или гидратов.
5.2. Насосно-компрессорные трубы
Насосно-компрессорные трубы по ГОСТ 633-80 могут выпускаться четырех конструкций:
гладкие и муфты к ним;
с высаженными наружу концами и муфты к ним (тип В);
гладкие высокогерметичные и муфты к ним (тип НКМ);
безмуфтовые высокогерметичные с высаженными наружу концами (тип НКБ).
ГОСТ 633-80 предусматривает изготовление труб по точности и качеству двух исполнений: А и Б. Трубы всех типов исполнения А выпускаются длиной 10 м, с возможными отклонениями ±5 %. Трубы исполнения Б изготавливают двух групп длин: группа 1 - от 5,5 до 8,5 м; группа 2 - от 8,5 до 10,0 м.
Трубы соединяют с помощью резьб конических с треугольным (НКТ) или трапецеидальным (НКМ, НКБ) профилем.
Колонна труб, свинченная из гладких труб, имеет прочность, не одинаковую по всей длине. Прочность резьбового соединения меньше прочности тела трубы. Такие трубы называют неравнопрочными. Равнопрочные трубы (с высадкой и НКБ) имеют прочность, одинаковую по всей длине.
При применении НКТ для обеспечения герметичности необходимо применять специальные смазки.
Трубы типов НКМ и НКБ относятся к высокогерметичным из-за выполнения специального уплотнительного пояска на ниппельной и муфтовой частях соединения.
Трубы типов НКМ и НКБ требуют специальной оснастки при проведении спускоподъемных работ, чтобы избежать износа уплотнительной поверхности ниппеля в момент укладки на мостки или, наоборот, в момент подачи трубы с мостков на устье. Целесообразнее работать с такими трубами с установкой их в вертикальное положение на мачте подъемного агрегата.
По механической прочности трубы разделяют по группам прочности. Предельная глубина спуска одноразмерной равнопрочной колонны труб (в вертикальных скважинах), исходя из расчета на растяжение от собственного веса, приведена в табл. 5.7. В табл. 5.8 приведены аналогичные данные для НКТ по стандарту Американского нефтяного института АНИ5СТ из наиболее известных групп прочности (при коэффициенте запаса прочности 1,3).
Для наклонных скважин указанные значения будут меньше.
Максимальный диаметр НКТ для эксплуатационной колон-
Предельные глубины спуска (в м) одноступенчатой колонны насосно-компрессорных труб (гладкие) отечественного производства по ГОСТ 633-80
|
Условный диаметр трубы, мм | Толщина стенки трубы, мм | Группа прочности | ||||
|
Д | К | Е |
Л | М | ||
| 48 | 4,0 | 1986 |
2614 | 2874 | 3397 |
3920 |
| 60 |
5,0 | 2207 | 2904 |
3194 | 3775 | 4355 |
| 73 | 5,5 |
2308 | 3037 | 3341 |
3948 | 4555 |
| 7,0 | 2484 |
3266 | 3593 | 4246 |
4899 | |
| 89 |
6,5 | 2381 | 3133 |
3446 | 4073 | 4700 |
| 102 | 6,5 |
2192 | 2885 | 3173 | 3750 | 4327 |
| 114 | 7,0 | 2237 | 2944 | 3238 |
3827 | 4416 |
Т а б л и ц а 5.8
Предельные глубины спуска (в м) одноступенчатой колонны насосно-компрессорных труб (гладкие) по стандарту АНИ
| Условный диаметр трубы, мм |
Толщина стенки трубы, мм |
Группа прочности | ||||
| Н-40 | J-55 | С-75 | N-80 (L-80) | P-105 |
||
| 48 | 3,68 |
1620 | 2216 | 3017 |
3222 | - |
|
60 | 4,83 | 1866 |
2564 | 3502 | 3732 | 4900 |
| 73 |
5,51 | 1952 | 2687 | 3667 | 3911 |
5128 |
| 7,82 |
- | - | 4081 |
4359 | 5715 | |
|
89 | 6,45 | 2059 |
2834 | 3855 | 4117 | 5400 |
| 102 |
5,74 | 1793 | 2462 | 3355 | 3580 |
- |
| 114 | 6,88 | 1935 | 2677 |
3665 | 3912 | - |
ны 146 мм не должен превышать 73 мм, для колонны 168 мм -89 мм.
В настоящее время основная масса отечественных НКТ выпускается с группами прочности Д, К, Е.
За рубежом трубы НКТ изготавливают как по стандартам АНИ (5А, 5АХ, 5АС), так и по другим нормативным документам. Стандарт АНИ5А предусматривает выпуск труб групп прочности Н-40, J-55 и N-80, стандарт АНИ5АС - из высокопрочных сталей группы прочности Р-105, стандарт АНИ5АС -из коррозионно-стойких сталей групп прочности С-75 и L-80. Механические свойства сталей, используемых для НКТ, приведены в табл. 5.9. Выпускаются также нестандартизирован-ные трубы групп прочности С-90, Q-125, V-150.
Стандартами АНИ предусмотрены муфтовые (для гладких труб и с высадкой наружу) и безмуфтовые соединения. Применяют резьбы конические с треугольным (аналоги соединений для гладких труб НКТ по ГОСТ 633-80), или трапецеидальным профилем (аналоги соединений труб типов НКБ, НКМ
| Показатель |
Группа прочности стали |
||||
| Д | К |
Е | Л | М | |
| Временное сопротивление о,, кгс/мм2, | 65 |
70 | 75 | 80 |
90 |
| не менее |
|||||
|
Предел текучести от, кгс/м2, не менее | 38 | 50 | 55 | 65 | 75 |
| Относительное удлинение, %, не менее: | |||||
| S5 | 16 |
12 | 12 | 12 |
12 |
| S10 |
12 | 10 | 10 |
10 | 10 |
по ГОСТ 633-80). Могут применяться и специальные уплотнительные кольца из тефлона для увеличения герметичности соединения.
Стандартами АНИ [29] предусмотрены резьбовые соединения высадкой наружу (рис. 5.8, 1), гладкие (рис. 5.8, 2) и
безмуфтовые соединения, например, “Интеграл” (рис. 5.8, 3). Данные резьбовые соединения взаимозаменяемы с соединениями по ГОСТ 633-80. Из соединений других типов можно отметить соединения “Хайдрилл” (рис. 5.8, 8-15). Характерной особенностью таких соединений является двухступенчатая резьба, причем соединение может быть как муфтовое, так и безмуфтовое, с высадкой наружу и во внутрь. Данное соединение позволяет получить три уплотнительные поверхности -на концах труб и ступеньках резьб. Выполнение соединения “Хайдрилл” с высадкой (рис. 5.8, 11, 13, 14) позволяет получить прочное и герметичное соединение, прочность которого не менее прочности тела трубы.
Фирма “Атлас Брэдфорд” (США) в своих резьбовых соединениях широко применяет уплотнительные кольца из тефлона (рис. 5.8, 18-23), позволяющие получить высокогерметичное соединение, так как уплотнение осуществляется по двум поверхностям: по коническим уплотнительным поверхностям и уплотнительному кольцу. Фирмы “Маннесман” (ФРГ) и “Валурек” (Франция) (рис. 5.8, 16, 17, 24-26) применяют в своих соединениях резьбу “Батресс”, подходящую больше для обсадных труб. Фирма “Маннесман” широко использует соединение типа TDS, уплотнение которого осуществляется за счет выполнения специальной выпуклой поверхности на конце трубы, плотно входящей в цилиндрическую расточку муфты, а фирма “Валурек” - высокогерметичное соединение типа VAM, уплотнение которого осуществляется за счет выполнения конической поверхности на скошенном конце трубы, позволяющей при свинчивании получать две уплотнительные поверхности.
Рис. 5.8. Соединения труб НКТ зарубежного производства
В табл. 5.10 указаны характеристики насосно-компрессорных труб и соединений различных типов, выпуск которых предусмотрен стандартом АНИ. Характеристики представлены в английской системе мер и СИ.
В табл. 5.11, 5.12 дан перевод в миллиметры соответственно целых дюймов и их долей.
Например, труба диаметром 2 3/8" - это 2,3750 дюймов в десятичной записи или в СИ 50,8 + 9,525 = 60,325 мм.
Ниже представлен перевод с английской системы мер в СИ других величин, наиболее широко применяемых в нефтепромысловой практике.
Рис. 5.8. Продолжение
1 фут = 0,3048 м; 1 баррель = 158,98 л; 1 баррель = 42 галлона;
1 кубический фут = 28,6 л; 1 галлон (амер.) = 0,02381 барреля;
1 галлон = 0,003785 м3; 1 галлон = 3,785 л;
1 г = 0,0353 унции; 1 л.с. = 0,7457 кВт; 1 м3 = 6,289 барреля;
1 м3 = 264,172 галлона; 1 м3 = 35,3146 куб. фута;
1 м3 = 1,30795 куб. ярда; 1 галлон в минуту = 34,296 ба рреля в сутки; 1 см = 0,032808 фута; 1 см = 0,3937 дюйма; 1 см = = 0,010936 ярда;
1 м = 3,2808 фута; 1 м = 39,37 дюйма; 1 м = 1,0936 ярда;
Рис. 5.8. Продолжение
= 1,6093 км; 1 фунт = 0,4536 кг; 1
1 миля = 10,7639 кв. фута;
м
1 м2 = 1,1959 кв. ярда; 1 т = 2204,622 фунта; 1 Вт = = 0,00134 л.с.; 1 ярд = 91,44 см; 1 ярд = 0,9144 м; 1 фунт/кв. дюйм = 0,0703 кг/см2;
1 фунт/фут = 1,486 кг/м.
За рубежом многие фирмы выпускают большую номенкла-
|
Наруж ный диа метр, дюйм (мм) |
Удельный вес, фунт/фут | Тол щина стен ки, дюйм (мм) | Внут- рен- ний диа метр, дюйм (мм) | Данные по | |||||
| Трубы с муфтой без вы-садки (гладкие) |
Трубы с муфтой с вы-садкой | Без- муф- то- вые тру бы | Внут ренний диа метр муфты, дюйм (мм) | Наружный диаметр муфты, дюйм (мм) | |||||
|
труб без вы садки |
труб с высадкой обычные |
труб с высадкой специальные | |||||||
| 1,050 (26,7) | 1,14 |
1,20 | ,113 (2,87) | ,824 (21,0) | ,730 (18,54) | 1,313 (33,35) |
1,660 (42,16) | ||
|
1,315 (33,4) | 1,70 |
1,80 | 1,72 | ,133 (3,38) | 1,049 (26,6) |
,955 (24,26) | 1,660 (42,16) | 1,900 (48,26) | |
| 2,10 |
,125 (3,17) | 1,410 (41,9) | |||||||
|
1,660 (42,2) | 2,30 |
2,40 | 2,33 | ,140 (3,56) | 1,380 (35,1) |
1,286 (32,66) | 2,054 (52,17) | 2,200 (55,88) | |
| 1,900 (48,3) |
2,40 | ,125 (3,17) |
1,650 (41,9) | ||||||
| 1,900 (48,3) |
2,75 | 2,90 | 2,76 |
,145 (3,68) | 1,610 (40,9) | 1,516 (38,50) | 2,200 (55,88) | 2,500 (63,50) |
|
| 2,063 (52,4) | 3,25 | ,156 (3,96) | 1,751 (44,5) | ||||||
| 4,00 |
,167 (4,24) |
2,041 (51,8) | 1,947 (49,45) | 2,875 (73,03) | |||||
| 2,375 (60,3) |
4,60 | 4,70 | , 1 90 (4,83) | 1,995 (50,6) |
1,901 (48,29) | 2,875 (73,03) | 3,063 (77,80) | 2,91 0 (73,91) | |
| 5,80 | 5,95 | ,254 6,45 | 1,867 47,4 |
1,773 45,03 | 2,875 73,03 |
3,063 77,80 | 2,910 73,91 | ||
| соединениям |
Группа прочнос ти | Сминающее давление, фунт/ дюйм2х х103 | Внутреннее давление, при котором напряжение достигает предела текучести, фун2т/ 3 дюйм2-103 |
Осевая нагрузка, при которой напряжения достигают предела текучести, фунт-103 | |||
|
Безмуфтовые соединения, дюйм (мм) |
Для труб без высадки | Для труб с высадкой |
Для безмуф- товых труб | ||||
| Внутренний диаметр |
Наружный диаметр | ||||||
| Н-40 J-55 С-75 N-80 | 7,680 10,560 14,410 15,370 | 7,530 10,360 14,120 15,070 | 6,360 8,740 11,920 12,710 | 13,310 18,290 24,950 26,610 | |||
| ,955 (24,26) |
1,550 (39,37) | Н-40 J-55 С-75 N-80 | 7,270 10,000 13,640 14,550 | 7,080 9,730 13,270 14,160 | 10,960 15,060 20,540 21,910 | 19,760 27,160 37,040 39,510 | 15,970 21,960 29.940 31.940 |
| 1,286 (32,66) | 1,880 (47,75) |
Н-40 J-55 | 5,570 7,660 |
5,270 7,250 |
22,180 30,500 | ||
| 1,286 (32,66) | 1,880 (47,75) |
Н-40 J-55 С-75 N-80 |
6,180 8,490 11,580 12,360 |
5,900 8,120 11,070 11,810 |
15,530 21,360 29,120 31,060 |
26,740 36,770 50,140 53,480 |
22,180 30,500 41,600 44,370 |
| 1,516 (38,51) | 2,110 (53,59) | Н-40 J-55 |
4,920 6,640 | 4,610 6,330 |
26,890 36,970 | ||
| 1,516 (38,51) | 2,110 (53,59) | Н-40 J-55 С-75 N-80 | 5,640 7,750 10,570 11,280 | 5,340 7,350 10,020 10,680 | 19,090 26,250 35,800 38,180 | 31,980 43,970 59.960 63.960 | 26,890 36,970 50,420 53,780 |
| 1,657 |
2,325 | Н-40 J-55 С-75 N-80 | 5,590 7,690 10,480 11,180 | 5,290 7,280 8,920 10,590 | 35,690 49,070 66,910 71,370 | ||
| Н-40 J-55 С-75 N-80 | 5,230 7,190 9,520 9,980 |
4,920 6,770 9,230 9,840 |
30,130 41,430 56,500 60,260 |
||||
| Н-40 J-55 С-75 N-80 Р-105 |
5,890 8, 1 00 11,040 11,780 15,460 | 5,600 7.700 10,500 11,200 14.700 | 35,960 49,450 67,430 71,930 94,410 |
52,170 71,730 97,820 104,340 136,940 | |||
| С-75 N-80 Р-105 | 14,330 15,280 20,060 | 14,040 14,970 19,650 | 96,560 102,990 135,180 |
126,940 135,400 177,710 | |||
|
Наруж ный диа метр, дюйм (мм) |
Удельный вес, фунт/фут | Тол щина стен ки, дюйм (мм) | Внут- рен- ний диа метр, дюйм (мм) | Данные по | |||||
| Трубы с муфтой без вы-садки (гладкие) |
Трубы с муфтой с вы-садкой | Без- муф- то- вые тру бы |
Внут ренний диа метр муфты, дюйм (мм) |
Наружный диаметр муфты, дюйм (мм) |
|||||
| труб без вы садки | труб с высадкой обычные | труб с высадкой специальные | |||||||
| 2,875 (73,0) | 6,40 | 6,50 |
,217 (5,51) | 2,441 (62,0) | 2,347 (59,61) |
3,500 (88,90) | 3,668 (93,17) | 3,460 (87,88) | |
|
8,60 | 8,70 |
,308 (7,82) | 2,259 (57,4) | 2,165 (54,99) | 3,500 (88,90) | 3,668 (93,17) |
3,460 (87,88) | ||
|
3,500 (88,9) | 7,70 | ,216 (5,49) | 3,068 (77,9) | 2,943 (74,75) |
4,250 (107,95) | ||||
| 9,20 | 9,30 |
,254 (6,45) | 2,992 (76,0) | 2,867 (72,82) | 4,250 (107,95) | 4,500 (114,30) |
4, 1 80 (106,17) | ||
| 10,20 |
,289 (7,34) |
2,922 (74,2) | 2,797 (71,04) | 4,250 (107,95) | |||||
| 12,70 | 12,95 |
,375 (9,52) | 2,750 (69,9) | 2,625 (66,68) |
4,250 (107,95) | 4,500 (114,30) | 4,180 (106,17) | ||
| 4,000 (101,6) | 9,50 |
,226 (5,74) |
3,548 (90,1) | 3,423 (86,94) | 4,750 (120,65) | ||||
| 11,00 |
,262 (6,65) | 3,476 (88,3) | 3,351 (85,12) |
5,000 (127,0) | |||||
|
4,500 (114,3) | 12,6 |
12,75 | ,271 (6,88) |
3,958 (100,5) | 3,833 (97,36) | 5,200 (132,08) |
5,563 (141,3) | ||
| соединениям | Группа прочнос ти | Сминающее давление, фунт/ дюйм2х х103 |
Внутреннее давление, п р и котором напряжение достигает предела текучести, фун2т/ 3 дюйм2-103 |
Осевая нагрузка, при которой напряжения достигают предела текучести, фунт-103 | |||
|
Безмуфтовые соединения, дюйм (мм) |
Для труб без высадки | Для труб с высадкой |
Для безмуф- товых труб | ||||
| Внутренний диаметр |
Наружный диаметр | ||||||
| Н-40 J-55 С-75 N-80 Р-105 | 5,580 7,680 10,470 11,160 14,010 | 5,280 7,260 9,910 10,570 13,870 | 52,780 72,580 98,970 105,570 138,560 |
72,480 99,660 135,900 144,960 190,260 | |||
| С-75 N-80 Р-105 | 14,350 15,300 20,090 | 14,060 15,000 19,690 | 149,360 159,310 209,100 |
186,290 198,710 260,810 | |||
| Н-40 J-55 С-75 N-80 | 4,630 5,970 7,540 7,870 | 4,320 5,940 8,100 8,640 | 65,070 89,470 122,010 130,140 | ||||
| Н-40 J-55 С-75 N-80 Р-105 | 5,380 7,400 10,040 10,530 13,050 | 5,080 6,980 9,520 10,160 13,340 | 79,540 109,370 149,140 159,090 208,800 |
103,610 142,460 194,260 202,220 271,970 | |||
|
Н-40 J-55 С-75 N-80 |
6,060 8,330 11,360 12,120 |
5,780 7,950 10,840 11,560 |
92,550 127,250 173,530 185,100 |
||||
| С-75 N-80 Р-105 | 14,350 15,310 20,090 | 14,060 15,000 19,690 | 230,990 246.390 323.390 |
276,120 294,530 386,570 | |||
| Н-40 J-55 С-75 N-80 | 4,060 5,110 6,350 6,590 | 3,960 5,440 7,420 7,910 | 72,000 99.010 135.010 144.010 | ||||
| Н-40 J-55 С-75 N-80 | 4,900 6,590 8,410 8,800 |
4,590 6,300 8,600 9,170 |
123,070 169,220 230,750 246,140 | ||||
|
Н-40 J-55 С-75 N-80 |
4.500 5,720 7,200 7.500 | 4,220 5,800 7,900 8,430 | 104,360 143,500 195,680 208,730 | 144,020 198,030 270.040 288.040 | |||
Т а б л и ц а 5.11 Перевод целых дюймов в миллиметры
| Дюймы | Милли метры | Дюймы |
Миллиметры | Дюймы |
Милли метры |
| 1 | 25,4 | 5 |
127,0 | 9 | 228,6 |
| 2 | 50,8 |
6 | 152,4 | 10 |
254,0 |
| 3 |
76,2 | 7 | 177,8 |
11 | 279,4 |
|
4 | 101,6 | 8 |
203,2 | 12 | 304,8 |
Т а б л и ц а 5.12 Перевод долей дюймов в миллиметры
| Дюймы в записи дробью |
Дюймы в десятичной записи |
Миллиметр ы | Дюймы в записи дробью | Дюймы в десятичной записи | Миллимет ры |
| 1/64 | ,015625 |
0,397 | 33/64 | ,515625 | 13,097 |
| 1/32 |
,03125 | 0,794 | 17/32 | ,53125 | 13,494 |
| 3/64 | ,046875 |
1,191 | 35/64 | ,546875 | 13,891 |
| 1/16 |
,0625 | 1,588 | 9/16 | ,5625 | 14,288 |
| 5/64 | ,078125 |
1,984 | 37/64 | ,578125 | 14,684 |
| 3/32 |
,09375 | 2,381 | 19/32 | ,59375 | 15,081 |
| 7/64 | ,109375 |
2,778 | 39/64 | ,609375 | 15,478 |
| 1/8 |
,1250 | 3,175 | 5/8 | ,6250 | 15,875 |
| 9/64 | ,140625 |
3,572 | 41/64 | ,640625 | 16,272 |
| 5/32 |
,15625 | 3,969 | 21/32 | ,65625 | 16,669 |
| 11/64 | ,171875 |
4,366 | 43/64 | ,671875 | 17,066 |
| 3/16 |
,1875 | 4,763 | 11/16 | ,6875 | 17,463 |
| 13/64 | ,203125 |
5,159 | 45/64 | ,703125 | 17,859 |
| 7/32 |
,21875 | 5,556 | 23/32 | ,71875 | 18,256 |
| 15/64 | ,234375 |
5,953 | 47/54 | ,734375 | 18,653 |
| 1/4 |
,2500 | 6,350 | 3/4 | ,7500 | 19,050 |
| 17/64 | ,265625 |
6,747 | 49/64 | ,765625 | 19,447 |
| 9/32 |
,28125 | 7,144 | 25/32 | ,78125 | 19,844 |
| 19/64 | ,296875 |
7,541 | 51/64 | ,796875 | 20,241 |
| 5/16 |
,3125 | 7,938 | 13/16 | ,8125 | 20,638 |
| 21/64 | ,328125 |
8,334 | 53/64 | ,828125 | 21,034 |
| 11/32 |
,34375 | 8,731 |
27/32 | ,84375 | 21,431 |
| 23/64 | ,359375 |
9,128 | 55/64 |
,859375 | 21,828 |
|
3/8 | ,3750 | 9,525 |
7/8 | ,8750 | 22,225 |
| 25/64 | ,390625 |
9,922 | 57/64 |
,890625 | 22,622 |
|
13/32 | ,40625 | 10,319 | 29/32 | ,90625 |
23,019 |
| 27/64 |
,421875 | 10,716 | 59/64 | ,921875 | 23,416 |
| 7/16 | ,4375 |
11,113 | 15/16 | ,9375 | 23,813 |
| 29/64 |
,453125 | 11,509 |
61/64 | ,953125 | 24,209 |
| 15/32 | ,46875 |
11,906 | 31/32 |
,96875 | 24,606 |
|
31/64 | ,484375 | 12,303 | 63/64 | ,984375 |
25,003 |
| 1/2 |
,5000 | 12,700 | 1 |
1,000 | 25,400 |
Характеристика нестандартных и тяжелых НКТ, выпускаемых за рубежом
| Наружный диаметр, дюйм (мм) | Ч о~'н ? | Толщина стенки, дюйм (мм) | Внутренний диаметр, дюйм (мм) | Тип соединения | Данные по соединениям | Взаимо заменяе мость соеди нений труб | |||||
|
Внутренний диаметр муфты |
Наружный диаметр муфты обычного исполнения |
Наружный диаметр муфты специального исполнения | |||||||||
| дюйм |
мм | дюйм | мм | дюйм | мм | ||||||
| 1,050 (26,7) |
1,13 | ,113 (2,87) |
,824 (20,93) | GST Streamline Hydril CS VAM | ,687 ,807 | 17,45 20,49 | 1,310 1,327 1,299 | 33,27 33,71 32,99 |
1,300 | 33,02 | |
| 1,47 | ,154 (3,91) |
,742 (18,85) | Hydril CS VAM |
,687 ,728 | 17,45 18,49 | 1,327 1,339 | 33,71 34,01 | ||||
|
1,315 (33,4) | 1,68 |
,133 (3,38) | 1,049 (26,64) | Rucker Atlas Bradford DS-HT Rucker Atlas Bradford DSS-HT & IJ-3SS Rucker Atlas Bradford IJ-3S GST Streamline Hydril CS VAM | ,985 ,985 ,970 1,004 | 25.02 25.02 24,64 25,50 | 1.551 1,562 1.551 1,550 1.552 1,555 | 39.40 39,67 39.40 39,37 39,42 39,49 | 1,525 |
38,74 | |
| 1,315 (33,4) | 2,17 | ,179 (4,55) | ,957 (24,31) |
Rucker Atlas Bradford DSS Hydril CS VAM |
,849 ,864 ,906 | 21,56 21,95 23,01 | 1,600 1,600 1,614 | 40.64 40.64 40,99 |
|||
| 1,660 (42,2) | 2,27 | ,140 (3,56) | 1,380 (35,05) |
Rucker Atlas Bradford DS-HT Rucker Atlas Bradford |
1,889 | 47,98 | |||||
|
2,27 | ,140 | 1,380 |
DSS-HT & IJ-3SS Rucker Atlas Bradford IJ-3S |
1.301 1.301 | 33.05 33.05 | 1,893 1,889 | 48,08 47,98 | ||||
|
Наружный диаметр, дюйм (мм) | Удель ный вес, фунт/ фут | Толщина стенки, дюйм (мм) |
Внутренний диаметр, дюйм (мм) | Тип соединения |
Данные по соединениям |
Взаимо заменяе мость соеди нений труб | |||||
| Внутренний диаметр муфты |
Наружный диаметр муфты обычного исполнения | Наружный диаметр муфты специального исполнения | |||||||||
|
дюйм | мм | дюйм | мм | дюйм |
мм | ||||||
| 1,660 (42,2) | (3,56) | (35,05) | GST Streamline Hydril A-95 Hydril CS VAM |
1.300 1.300 1,307 | 33.02 33.02 33,19 | 1,880 1,898 1,883 1,913 | 47,75 48,21 47,83 48,59 | 1.858 1.858 |
47.19 47.19 | CS A-95 |
|
| 2,99 | ,191 (4,85) | 1,278 (32,46) | Hydril CS VAM | 1,218 1,209 |
30,94 30,70 | 1,927 1,976 |
48,95 50,19 |
A-95 | |||
| 3,09 |
,198 (5,03) | 1,264 (32,11) | Hydril CS | 1,200 |
30,48 | 1,927 | 48,95 |
A-95 | |||
|
1,900 (4,83) | 2,75 |
,145 (3,68) | 1,610 (40,89) | Rucker Atlas Bradford DS-HT Rucker Atlas Bradford DSS-HT & IJ-3SS Rucker Atlas Bradford IJ-3S GST Streamline Hydril A-95 Hydril CS Mannesmann Omega |
1.531 1.531 1.530 1.530 1,594 |
38.89 38.89 38.86 38.86 40,49 |
2.125 2,123 2.125 2,110 2,134 2,113 2,039 | 53.98 53,92 53.98 53,59 54,20 53,67 51,79 | 2.094 2.094 | 53.19 53.19 |
CS A-95 |
| 1,900 (48,3) | 2,75 | ,145 (3,68) | 1,610 (40,89) |
VAM | 1,535 | 38,98 |
2,142 | 54,40 | |||
| 3,63 |
,200 (5,08) | 1,500 (38,1) | Hydril CS VAM | 1,440 1,429 | 36,58 36,29 | 2,162 2,220 | 54,91 56,38 | A-95 | |||
| 3,93 |
,219 (5,56) | 1,462 (37,13) | Hydril CS | 1,390 | 35,31 | 2,179 |
55,35 | A-95 | |||
| 2,000 (50,8) | 3,23 |
,165 (4,19) | 1,670 (42,42) | National Buttress Pittsburgh 8 Acme | 2.500 2.500 |
63.50 63.50 | 2.300 2.300 | 58.42 58.42 | |||
| 2,063 (52,4) | 3,18 | ,156 (3,96) | 1,750 (44,45) |
Rucker Atlas Bradford DS-HT Rucker Atlas Bradford DSS-HT & IJ-3SS Rucker Atlas Bradford IJ-3S GST Streamline | 1.685 1.685 | 42.80 42.80 | 2.320 2,340 2.320 2,310 |
58.93 59,44 58.93 58,67 | |||
|
Hydril A-95 | 1,700 | 43,18 | 2,325 | 59,06 |
2,300 | 58,42 | CS |
||||
| Hydril CS | 1,700 | 43,18 |
2,330 | 59,18 | 2,300 | 58,42 | A-95 | ||||
| VAM |
1,677 | 42,59 | 2,331 | 59,20 | |||||||
| 4,41 | ,225 |
1,163 | Hydril CS |
1,550 | 39,37 | 2,375 |
60,33 | A-95 | |||
| (5,71) |
(40,97) | ||||||||||
| 2,375 | 4,43 | ,190 |
1,995 | Rucker Atlas Bradford | 2,700 | 68,58 |
|||||
| (60,3) |
(4,83) | (50,67) |
DS-HT | ||||||||
| Rucker Atlas Bradford |
1,930 | 49,02 | 2,710 |
68,63 | |||||||
| DSS-HT & IJ-3SS | |||||||||||
| Rucker Atlas Bradford |
1,935 | 49,15 | 2,700 |
68,58 | |||||||
| IJ-3S |
|||||||||||
|
Rucker Atlas Bradford | 1,945 |
49,40 | 2,750 | 68,85 |
TC-4S | ||||||
| IJ-4S | |||||||||||
| Rucker Atlas Bradford | 2,875 |
73,03 | 2,750 | 69,85 | IJ-4S | ||||||
| TC-4S | |||||||||||
| Rucker Atlas Bradford | 1,926 | 49,92 |
2,375 | 60,32 | |||||||
| FL-3S & FL-4S | |||||||||||
|
2,375 | Armco Nu-Lock & Seal | 1,950 |
49,53 | 2,875 | 73,03 |
2,700 | 68,58 | ||||
| (60,3) |
Lock | ||||||||||
| Extreme Line | 1,935 |
49,15 | 3,000 | 76,20 | |||||||
| GST Streamline | 2,700 | 68,58 |
|||||||||
| 4,43 | ,190 | 1,995 |
Hydril A-95 & CS | 1,945 |
49,40 | 2,700 | 68,58 | 2,630 | 66,80 | ||
| (4,83) |
(50,67) | Hydril CFJ-P |
1,945 | 49,40 | 2,525 |
64,14 | |||||
| Hydril Super FJ | 1,945 | 49,40 |
2,437 | 61,90 | 2,700 |
68,58 | 4,6 lb FJ | ||||
| Mannesmann Omega | 1,988 | 50,49 |
2,551 | 64,80 | 2,618 |
66,49 | |||||
| Mannesmann TDS | 2,875 | 73,03 |
|||||||||
| Buttress & 8 Acme |
2,875 | 73,03 | |||||||||
| VAM | 1,929 |
49,00 | 2,697 | 68,50 |
| Данные по |
соединениям | ||||||||||
| Наружный диаметр, дюйм (мм) |
Удель ный вес, фунт/ фут | Толщина стенки, дюйм (мм) | Внутренний диаметр, дюйм (мм) | Тип соединения | Внутренний диаметр муфты |
Наружный диаметр муфты обычного исполнения | Наружный диаметр муфты специального исполнения |
Взаимо заменяе мость соеди нений труб | |||
|
дюйм | мм | дюйм | мм | дюйм |
мм | ||||||
| 2,375 (60,3) | 5,01 | ,218 (5,54) | 1,939 (49,22) |
Rucker Atlas Bradford DSS-HT & IJ-3SS Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S Hydril CS Hydril CFJ-P VAM | 1,875 1,840 1.890 1.890 1,929 | 47,63 48.01 48.01 48.01 49,00 | 2,710 2,750 2,875 2,740 2,525 2,697 |
68,83 69,85 73,03 69,60 64,14 68,50 | 2,750 2,618 |
69,85 66,50 | TC-4S IJ-4S A-95 |
| ,254 | 1,867 | Rucker Atlas Bradford DSS-HT & IJ-3SS Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S Rucker Atlas Bradford FL-3S & FL-4S |
1,805 1,820 1,823 | 45,85 46,23 46,30 | 2,910 2,800 2,875 2,375 | 73,91 71,12 73,03 60,33 | 2,800 |
71,12 | TC-4S IJ-4S | ||
| 5,75 |
(6,45) | (47,42) |
Armco Seal Lock | 1,450 |
49,53 | 2,875 | 73,03 |
||||
| Extreme Line Hydril PH-6 Mannesmann Omega Mannesmann TDS VAM |
1,807 1,805 1,87 1.867 1.867 |
45,90 45,85 47.42 47.42 47.42 | 3,000 2,906 2,614 2,875 2,776 | 76,20 73,81 66,40 73,03 70,51 | 2,697 |
68,50 | |||||
| 5,89 | ,261 | 1,853 |
Rucker Atlas Bradford DSS HT & IJ-3SS Rucker Atlas Bradford IJ-4S | 1,791 1,806 |
45,49 45,87 | 2,910 2,800 |
73,91 71,12 |
TC-4S | |||
| (6,63) | (47,07) | Rucker Atlas Bradford TC-4S Hydril PH-6 |
1,795 | 45,59 |
2,875 2,937 | 73,03 74,60 |
2,800 | 71,12 |
IJ-4S | ||
| 2,375 | ,280 (7,12) | 1,815 |
Rucker Atlas Bradford FL 3S & FL-4S |
1,771 | 44,98 | ||||||
| (60,3) |
6,26 | (46,06) |
VAM | 1,866 | 47,40 |
2,856 | 72,54 | ||||
| 7,3 |
,336 (8,53) | 1,703 (43,24) | Rucker Atlas Bradford DSS HT & IJ-3SS Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S Hydril PH-6 | 1,641 1,656 1,645 | 41,68 42,06 41,78 |
3,135 2,900 3,000 3,125 |
79,63 73,66 76,20 79,38 |
2,400 | 73,66 | TC-4S IJ-4S | |
| VAM | 1,866 |
47,40 | 2,856 | 72,54 |
|||||||
| 2,875 (73,0) | 6,16 | ,217 (5,51) | 2,441 (62,00) |
Rucker Atlas Bradford DS-HT Rucker Atlas Bradford DSS-HT & IJ-3SS Rucker Atlas Bradford IJ-3S Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S Rucker Atlas Bradford FL-3S & FL-4S Armco Nu-Lock | 2.379 2.379 2,394 2,372 2,396 | 60.43 60.43 60,81 60,25 60,86 | 3.218 3,230 3.218 3,250 3.500 2,875 3.500 |
81.74 82,04 81.74 82,55 88.90 73,03 88.90 | 3,250 3,220 |
82,55 81,79 | TC-4S IJ-4S |
| Armco Seal Lock | 2,396 | 60,86 | 3,500 | 88,90 |
3,220 | 81,79 | |||||
| 2,875 (73,0) | 6,16 |
,217 (5,51) | 2,441 (62,00) | Extreme Line GST Streamline Hydril A-95 Hydril CS Hydril CFJ-P | 2,381 2.375 2.375 |
60,48 60.33 60.33 | 3,500 3.220 3.220 3.220 3,000 | 88,90 81.79 81.79 81.79 76,20 | 3.155 3.155 | 88.14 80.14 |
CS A-95 |
| Hydril Super FJ | 2,375 | 60,33 | 2,968 |
75,39 | 6,4 lb FJ |
|
Данные по |
соединениям | ||||||||||
| Наружный диаметр, дюйм (мм) |
Удель ный вес, фунт/ фут | Толщина стенки, дюйм (мм) | Внутренний диаметр, дюйм (мм) | Тип соединения | Внутренний диаметр муфты |
Наружный диаметр муфты обычного исполнения | Наружный диаметр муфты специального исполнения |
Взаимо заменяе мость соеди нений труб | |||
|
дюйм | мм | дюйм | мм | дюйм |
мм | ||||||
| Mannesmann Omega Mannesmann TDS National Buttress Pittsburgh 8 Acme VAM | 2,375 |
60,33 | 3,079 3.500 3.500 3.500 3,197 | 78,21 88.90 88.90 88.90 81,20 | 3.220 3.220 3,150 |
81.79 81.79 80,01 | |||||
| 6,48 (6,48) | ,276 (7.01) ,276 (7.01) | 2.323 (59.00) 2.323 (59.00) | Rucker Atlas Bradford DSS-HT & IJ-3SS Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S Rucker Atlas Bradford FL 3S & FL-4S Hydril PH-6 | 2,261 2,276 2,279 2,265 | 57,43 57,81 57,89 57,53 | 3,385 3,375 3,500 2,875 3,437 | 85,98 85,73 88,90 73,03 87,30 | 3,375 |
85,73 | TC-4S IJ-4S |
|
| VAM | 2,323 | 59,00 |
3,327 | 84,51 | 3,264 |
82,91 | |||||
| 2,875 (73,0) | (8,44) | ,308 | 2,259 | Rucker Atlas Bradford DSS-HT & IJ-4SS Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S Rucker Atlas Bradford FL 3S & FL-4S |
2,197 2,212 2,215 | 55,80 56,18 56,26 | 3,510 3,375 3,500 2,875 | 89,15 85,73 88,90 73,03 | 3,375 |
85,73 | TC-4S IJ-4S |
| (7,82) | (57,36) | Armco Seal Lock Extreme Line |
2,396 2,199 | 60,86 55,85 |
3,500 3,625 | 88,90 92,08 | |||||
| Hydril PH-6 |
2,200 | 55,88 | 3,500 |
88,90 | |||||||
| Mannesmann Omega Mannesmann TDS VAM | 2,260 |
57,40 | 3,154 3,500 3,327 |
80,11 88,90 84,51 |
3,264 | 82,91 | |||||
| 9,78 | ,340 8,64 | 2,195 55,75 | Rucker Atlas Bradford DSS-HT & IJ-3SS Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S Hydril PH-6 | 2,133 2,148 2,130 | 54,18 54,56 54,10 | 3,635 3,450 3,500 3,625 | 92,33 87,63 88,90 92,08 | 3,450 | 87,63 |
TC-4S IJ-4S | |
| 2,875 | 9,69 | ,362 9,19 |
2,151 54,64 | Rucker Atlas Bradford FL 3S & FL-4S | 2,107 |
53,52 | 2,875 | 73,03 |
|||
| 73 |
VAM |
2,260 | 57,40 | 3,453 |
87,71 | ||||||
| 10,39 | ,392 9,96 | 2,091 53,11 | Hydril PH-6 | 2,030 | 51,56 |
3,687 | 93,65 | ||||
| 10,66 |
,405 10,28 | 2,065 52,46 |
Rucker Atlas Bradford DSS-HT & IJ-SS Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S Hydril PH-4 Hydril PH-6 | 2,003 2,018 2,000 2,000 | 50,88 51,26 50.80 50.80 | 3,760 3,500 3,625 3.750 3.750 | 95,50 88,90 92,08 95.25 95.25 | 3,500 |
88,90 | TC-4S IJ-4S |
|
| VAM | 2,205 | 56,0 |
3,453 | 87,71 | |||||||
| 2,875 (73) |
(11,44) | ,440 (11,18) |
1,995 (50,67) | Rucker Atlas Bradford DSS HT & IJ-3SS Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S Hydril PH-4 | 1,933 1,948 1,945 | 49,10 49,48 49,40 |
3,760 3,550 3,625 3,750 |
95,50 90,17 92,08 95,25 |
3,550 | 90,17 | TC-4S IJ-4S |
| (7,57) |
,216 (5,49) | 3,068 (77,93) | Rucker Atlas Bradford FL-3S & FL-4S Mannesmann Omega VAM | 2,968 3,067 2,972 | 75,39 77,90 75,49 | 3,500 3,701 3,803 |
88,90 94,01 96,60 |
| Наружный диаметр, дюйм (мм) | Удель ный вес, фунт/ фут | Толщина стенки, дюйм (мм) |
Внутренний диаметр, дюйм (мм) | Тип соединения |
Данные по соединениям |
Взаимо заменяе мость соеди нений труб | |||||
| Внутренний диаметр муфты |
Наружный диаметр муфты обычного исполнения | Наружный диаметр муфты специального исполнения | |||||||||
|
дюйм | мм | дюйм | мм | дюйм |
мм | ||||||
| 3,500 (88,9) |
(8,81) | ,254 (6,45) |
2,992 (76,00) | Rucker Atlas Bradford DS-HT Rucker Atlas Bradford DSS HT & IJ-3SS Rucker Atlas Bradford IJ-3S Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S Rucker Atlas Bradford FL 3S & FL-4S Armco Nu-Lock Armco Seal Lock | 2,920 2.932 2.932 2,917 2,947 2,927 |
74,16 74.47 74.47 74,09 74,85 74,35 | 3.875 3.875 3.875 3,950 4.250 3,500 4.250 4.250 | 98.43 98.43 98.43 100,33 107.95 88,90 107.95 107.95 | 3,950 3.865 3.865 | 100,33 98.17 98.17 |
TC-4S IJ-4S |
| 3,500 (88,9) | Extreme Line GST Streamline Hydril A-95 & CS Hydril CFJ-P |
2,907 2.920 2.920 | 73,84 74.17 74.17 | 4,250 3,865 3,905 3,609 | 107,95 98,17 99,19 91,67 | 3,805 |
96,65 | ||||
| (8,81) |
,254 (6,45) | 2,992 (76,00) | Hydril Super FJ Mannesmann Omega Mannesmann TDS National Buttress Pittsburgh 8 Acme VAM | 2,930 2.992 2.992 2,972 | 74,42 76.00 76.00 75,49 | 3,594 4.250 4.250 4.250 3,862 | 91,29 107.95 107.95 107.95 48,09 |
3.865 3.865 3,793 | 98.17 98.17 96,34 | 9,2 lb FJ | |
| Rucker Atlas Bradford DSS-HT&IJ-3SS | 2,847 | 72,31 |
3,947 | 100,25 | |||||||
| (9.91) (9.91) | ,289 (7,34) | 2,922 (74,22) |
Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S Rucker Atlas Bradford FL 3S & FL-4S Hydril CS Hydril CFJ-P Hydril Super FJ Mannesmann Omega Mannesmann TDS VAM |
2,862 2,847 2.878 2.878 2,860 2.921 2.921 2,925 | 72,69 72,31 73.10 73.10 74.10 72,64 74,19 74,30 |
3,950 4.250 3,500 3,955 3,609 3,594 4.250 3,917 | 100,33 107.95 88,90 100,46 91,67 91,29 107.95 99,49 | 3,950 3,852 |
100,33 97,84 | TC-4S IJ-4S A-95 10,2 lb FJ | |
| 3,500 (88,9) | (12,31) | ,368 (9,35) | 2,764 (70,21) |
Rucker Atlas Bradford FL 3S & FL-4S Hydril Super FJ Hydril PH-6 | 2,689 2.700 2.700 |
68,30 68.58 68.58 | 3,500 3,594 4,312 | 88,90 91,29 109,52 | 15,5 FJ/SFJ | ||
| Rucker Atlas Bradford | 2,675 | 67,95 | 4,260 |
108,20 | |||||||
| DSS HT & IJ-3SS Rucker Atlas Bradford | 2,690 | 68,33 | 4,100 |
104,14 | TC-4S |
||||||
| (12,52) | ,375 (9,52) | 2,750 (69,86) |
IJ-4S Rucker Atlas Bradford TC-4S Rucker Atlas Bradford FL 3S & FL-4S | 2,675 |
67,95 | 4,250 3,500 |
107,95 88,90 | 4,100 |
104,14 | IJ-4S | |
| Armco Seal Lock |
2,927 | 74,35 | 4,250 | 107,95 | |||||||
| (12,52) | ,375 (9,52) | 2,750 (69,86) |
Extreme Line Hydril PH-6 Mannesmann Omega Mannesmann TD VAM |
2,687 2.752 2.752 2,925 |
68,25 69.90 69.90 74,30 | 4,312 4,250 4,035 | 109,52 107,95 102,49 | 3,957 | 100,51 | ||
| (13,6) |
,413 (10,49) | 2,673 (67,89) | VAM | 2,835 |
72,01 | 4,138 | 105,11 | 4,026 | 100,26 | ||
| (14,62) | Rucker Atlas Bradford FL3S & FL-4S |
2,527 | 64,19 | 3,500 |
88,90 |
|
Данные по |
соединениям | ||||||||||
| Наружный диаметр, дюйм (мм) |
Удель ный вес, фунт/ фут | Толщина стенки, дюйм (мм) | Внутренний диаметр, дюйм (мм) | Тип соединения | Внутренний диаметр муфты |
Наружный диаметр муфты обычного исполнения | Наружный диаметр муфты специального исполнения |
Взаимо заменяе мость соеди нений труб | |||
|
дюйм | мм | дюйм | мм | дюйм |
мм | ||||||
| 3,500 (88,9) | ,449 (11,40) |
2,602 (66,09) | Hydril Super FJ | 2,540 | 64,52 |
3,594 | 91,29 | 12,8 F.J/SF.J | |||
| VAM |
2,756 | 70,00 | 4,138 |
105,11 | 4,026 |
102,26 | |||||
|
(15,37) | ,476 (12,09) |
2,548 (64,72) | Rucker Atlas Bradford DSS-HT Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S Hydril PH-6 | 2,470 2,488 2,485 | 62,74 63,20 63,12 |
4,385 4,200 4,375 4,500 |
111,38 106,68 111,13 114,30 |
4,200 | 106,68 | TC-4S IJ-4S | |
| (15,68) |
,488 (12,40) | 2,524 (64,10) | VAM | 2,756 |
70,00 | 4,252 |
108,00 | 4,128 | 104,85 | ||
| 3,500 |
(16,28) | ,510 (12,95) |
2,480 (62,99) | Rucker Atlas Bradford DSS-HT Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S Hydril PH-4 Hydril PH-6 | 2,391 2,420 2.406 2.406 | 60,73 61,47 61,11 61,11 | 4,525 4,250 4,375 4.562 4.562 |
114.94 107.95 111,13 115.87 115.87 |
4,250 | 107,95 | TC-4S IJ-4S |
| (88,9) |
(16,81) | ,530 (13,46) |
2,440 (61,98) | Extreme Line Hydril PH-4 | 2,398 2,375 | 60,91 60,33 | 4,374 4,562 |
111,10 115,87 | |||
| 4,000 (101,6) | (9,11) | ,226 | 3,548 |
Rucker Atlas Bradford FL 3S & FL-4S |
3,448 | 87,58 | 4,000 |
101,60 | |||
| (5,74) | (90,12) | Mannesmann Omega | 3,547 |
90,09 | 4,209 | 106,91 | |||||
|
VAM | 3,480 | 88,39 |
4,325 | 109,86 | |||||||
| Rucker Atlas Bradford DS-HT | 4,412 | 112,06 |
|||||||||
| Rucker Atlas Bradford |
3,401 | 86,39 | 4,385 |
111,38 | TC-4S | ||||||
| ,262 |
3,476 | DSS-HT & IJ-3SS Rucker Atlas Bradford | 3,401 | 86,39 |
4,412 | 112,06 | IJ-4S | ||||
|
(10,46) | (6,65) | (88,29) | IJ-3S Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S Rucker Atlas Bradford |
3,416 3,401 | 86,77 86,39 |
4,450 4,500 4,000 |
113,03 114,30 101,60 | 4,450 | 113,03 | ||
|
4,000 | (10,46) |
,262 (6,65) | 3,476 (88,29) | FL 3S & FL-4S Hydril A-95 & CS Hydril CFJ-P Hydril Super FJ Mannesmann Omega Mannesmann TDS | 3.395 3.395 3.395 3.476 3.476 | 86.23 86.23 86.23 88.29 88.29 | 4,405 4,100 4,094 4,236 4,748 |
111,89 104,14 103,99 107.59 120.60 | 4,315 | 109,60 |
11,6 FJ/SFJ |
| (101,6) |
Pittsburgh 8 Acme National Buttress VAM |
3,457 | 87,81 | 4.750 4.750 4,366 | 120.65 120.65 110,90 | 4.400 4.400 4,315 | 111.76 111.76 109,60 | ||||
|
(11,34) | ,286 (7,26) |
3,438 (87,08) | Rucker Atlas Bradford FL 3S & FL-4S Hydril Super FJ | 3,353 3,350 | 85,17 85,09 |
4,000 4,094 | 101,60 103,99 | 11 FJ/SFJ | |||
| (12,93) |
Rucker Atlas Bradford DSS-HT & IJ-3SS Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S | 3,265 3,280 | 82,93 83,31 |
4,572 4,525 4,625 | 116,13 114,94 117,48 | 4,525 |
114,94 | TC-4S IJ-4S | |||
| ,330 (8,38) |
3,340 (84,84) | Rucker Atlas Bradford FL 3S & FL-4S | 3,265 | 82,93 | 4,000 | 101,60 | |||||
| Hydril Super FJ | 3,260 |
82,80 | 4,094 |
103,99 | 13,4 lb FJ |
|
Наружный диаметр, дюйм (мм) | Удель ный вес, фунт/ фут | Толщина стенки, дюйм (мм) |
Внутренний диаметр, дюйм (мм) | Тип соединения |
Данные по соединениям |
Взаимо заменяе мость соеди нений труб | |||||
| Внутренний диаметр муфты |
Наружный диаметр муфты обычного исполнения | Наружный диаметр муфты специального исполнения | |||||||||
|
дюйм | мм | дюйм | мм | дюйм |
мм | ||||||
| 4,000 (101,6) | (12,93) (8,38) |
,330 (84,84) |
3,340 | Hydril PH-6 | 3,275 | 83,19 | 4,625 |
117,48 | |||
|
VAM | 3,457 | 87,81 |
4,468 | 113,49 | 4,356 | 110,64 | |||||
|
(14,66) | ,380 (9,65) |
3,240 (82,3) | VAM |
3,346 | 84,99 | 4,614 |
117,20 | ||||
| (16,36) (18,69) | ,430 (10,92) ,500 (12,70) | 3,140 (79,76) 3,000 (76,20) | VAM Hydril PH-4 | 3,346 2,920 |
84,99 74,17 | 4,614 5,000 |
117,20 127,00 | ||||
| (22,08) | Hydril PH-4 |
2,700 | 68,58 | 5,187 |
131,75 | ||||||
| 4,500 (114,3) | (9,4) | ,205 (5,21) | 4,090 (103,89) |
Rucker Atlas Bradford FL-3S & FL-4S |
3,990 | 101,35 | 4,500 | 114,30 | |||
| (10,23) | ,224 (5,69) | 4,052 (102,92) | Rucker Atlas Bradford FL-3S & FL-4S | 3,952 |
100,38 | 4,500 |
114,30 | ||||
|
(11,35) | ,250 (6,35) |
4,000 (101,60) | Rucker Atlas Bradford FL-3S & FL-4S | 3,925 | 99,70 | 4,500 | 114,30 | ||||
| ,271 (6,88) (8,38) | 3,958 (100,53) (84,84) | Rucker Atlas Bradford DS-HT Rucker Atlas Bradford DSS HT & IJ-3SS Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S VAM |
3,883 3,898 3,457 | 98,63 99,01 87,81 | 4,88 4,940 4,960 5,000 4,468 | 123,95 125.48 125,98 127,00 113.49 | 4,960 4,356 | 125,8 110,64 |
TC-4S IJ-4S | ||
| Rucker Atlas Bradford FL-3S & FL-4S | 3,883 | 98,63 | 4,500 | 114,30 | |||||||
| 4,500 (114,3) |
(12,24) | Hydril A-95 & CS Hydril CFJ-P | 3.865 3.865 | 98.17 98.17 | 4,910 4,609 | 124,71 117,07 |
4,825 | 122,56 | |||
| (13,04) | 0,290 (7,37) |
3,920 (99,57) | Rucker Atlas Bradford DSS-HT Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S | 3,845 3,860 |
97,66 98,04 | 4,940 4,960 5,000 | 125,48 125,98 127,00 | 4,960 | 125,98 |
TC-4S IJ-4S | |
| (13,04) |
,290 (7,37) | 3,920 (99,57) | Rucker Atlas Bradford FL-3S & FL-4S Hydril CS Hydril Super FJ Mannesmann TDS |
3,845 3.840 3.840 3,921 |
97,66 97.54 97.54 99,59 |
4,500 4,935 4,594 5,201 |
114,30 125,35 116,69 132,11 |
A-95 12,6 FJ/SFJ |
|||
| (14,98) |
,337 (8,56) | 3,826 (97,18) | Rucker Atlas Bradford DSS-HT & IJ-3SS Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S | 3,751 3,766 |
95,28 95,66 | 5,060 5,200 5,250 | 128,52 132,08 133,35 | 5,200 | 132,08 | TC-4S IJ-4S | |
|
Rucker Atlas Bradford FL 3S & FL-4S Hydril PH-6 |
3,751 3,765 | 95,28 95,63 | 4,500 5,125 | 114,30 130,18 | |||||||
| Mannesmann TDS |
3,827 | 97,21 | 5,201 | 132,11 | |||||||
| (16,44) | 3,73 (9,47) | 3,754 (95,35) |
Rucker Atlas Bradford DSS-HT Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S | 3.679 3.680 | 93,45 93,47 |
5,150 5,200 5,250 | 130,81 132,08 133,35 | 5,200 |
132,08 | TC-4S IJ-4S | |
| (16,44) | 3,73 (9,47) |
3,754 (95,35) | Rucker Atlas Bradford FL-3S & FL-4S | 3,679 |
93,45 | 4,500 | 114,3 |
||||
| (18,69) |
Rucker Atlas Bradford DSS-HT & IJ-3SS Rucker Atlas Bradford IJ-4S | 3,565 3,580 | 90,55 90,93 |
5,260 5,200 | 133,6 132,08 | TC-4S |
|
Наружный диаметр, дюйм (мм) | Удель ный вес, фунт/ фут | Толщина стенки, дюйм (мм) |
Внутренний диаметр, дюйм (мм) | Тип соединения |
Данные по соединениям |
Взаимо заменяе мость соеди нений труб | |||||
| Внутренний диаметр муфты |
Наружный диаметр муфты обычного исполнения | Наружный диаметр муфты специального исполнения | |||||||||
|
дюйм | мм | дюйм | мм | дюйм |
мм | ||||||
| (4,500) | ,430 (10,92) | 3,640 (92,46) | Rucker Atlas Bradford TC-4S Rucker Atlas Bradford FL-3S & FL-4S Hydril PH-6 |
3,565 3,560 | 90,55 90,42 |
5,250 4,500 5,312 |
133,35 114,30 134,92 | 5,200 | 132,08 | IJ-4S | |
| (114,3) | (21,36) |
,500 (12,70) | 3,500 (88,90) | Rucker Atlas Bradford DSS-HT Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S Rucker Atlas Bradford FL-3S & FL-4S Hydril PH-4 | 3.425 3.425 3.425 3,420 | 86.99 86.99 86.99 86,87 | 5.375 5.375 5.375 4.500 5.500 | 136.53 136.53 136.53 114,30 139,70 | 5,300 |
134,62 | TC-4S IJ-4S |
| (23,56) | ,560 (14,22) |
3,380 (85,85) | Hydril PH-4 |
3,300 | 83,82 |
5,562 | 141,27 | ||||
| (26,04) | ,630 (16,00) | 3,240 (82,29) |
Hydril PH-4 | 3,160 | 80,26 | 5,687 | 144,45 | ||||
туру труб, не соответствующую стандарту АНИ, причем, как правило, их технические характеристики не уступают стандартным показателям. В табл. 5.13 представлены технические характеристики подобных труб и их соединений.
В последние годы производители насосно-компрессорных труб в России расширили номенклатуру выпускаемых труб за пределы ГОСТ 633-80 и освоили выпуск труб-аналогов, выпускаемых по стандартам АНИ. Например, Синарский трубный завод, наряду с трубами НКТ по ГОСТ 633-80, освоил выпуск труб по ТУ 14-3-1534-87 (гладкие трубы с узлом уплотнения из полимера), ТУ 14-3-1588-88 и тУ 14-3-1282-84 (гладкие и гладкие высокогерметичные с повышенной пластичностью и хладостойкостью), ТУ 14-161-150-94 (гладкие и гладкие высокогерметичные и с высаженными наружу концами, коррозионно-стойкие в активных сероводородных средах, имеющие повышенную коррозиестойкость к соляным кислотам и хладостойкие до температуры минус 60 °С).
5.3. Штанговые скважинные насосы
В нашей стране штанговые насосы выпускаются по двум стандартам: ОСТ 26-16-06-86 (АО “Элкамнефтемаш”, г. Пермь) и стандарт АНИ11АХ (АО “Ижнефтемаш”, г. Ижевск, производство по лицензии австрийской фирмы “Шеллер Блекман” (SBS)). За рубежом для насосов применим стандарт АНИ11АХ.
5.3.1. Штанговые скважинные насосы по стандарту ОСТ 26-16-06—86
Штанговые скважинные насосы предназначены для откачивания из нефтяных скважин жидкостей с температурой не более 130 °С, обводненностью не более 99 % по объему, вязкостью до 0,3 Па-с, минерализацией воды до 10 г/л, содержанием механических примесей до 3,5 г/л, свободного газа на приеме не более 25 %, сероводорода не более 50 мг/л и концентрацией ионов водорода рН 4,2-8,0.
Стандарт предусматривает выпуск двух схем штанговых насосов: вставных и невставных. Основное принципиальное их отличие в том, что цилиндр невставного насоса встроен в колонну НКТ и для замены насоса необходим подъем колонны НКТ. Вставной насос опускается в трубы НКТ на штангах и крепится в нужном месте колонны с помощью специального фиксирующего устройства, называемого замковой опорой. Применение вставных насосов значительно ускоряет ремонт скважины, так как для его смены требуется подъем лишь штанговой колонны. В то же время невставной насос значительно проще по конструкции и не требует применения замковой опоры. Невставные насосы получили широкое распространение для подъема больших объемов жидкостей из относительно небольших глубин, вставные же насосы более удобны в глубоких скважинах.
Скважинные насосы по ОСТ 26-16-06-86 выпускают следующих типов: НВ1 вставной с замком наверху, НВ2 вставной с замком внизу, НН невставной без ловителя, НН1 невставной с захватным штоком, НН2 невставной с ловителем (рис. 5.9).
Принципиальное отличие насосов НВ1 от НВ2 в том, что в первом случае крепление осуществляется в верхней части насоса, а во втором - в нижней. Нижнее крепление насоса более предпочтительно при эксплуатации глубоких скважин, однако их применение нежелательно при откачке жидкостей с большим содержанием механических примесей. Верхнее крепление более надежно при добыче нефтей с большим содержанием механических примесей, однако условие нагружения цилиндра насоса не позволяет их использовать на больших подвесках.
Невставные насосы НН1 отличаются от насосов НН2 механизмом опорожнения колонны НКТ перед подъемом. Узел всасывающего клапана у невставных насосов выполняется съемным для того, чтобы при подъеме НКТ с цилиндром насоса избежать излива жидкости, находящейся в насосных трубах на устье скважины. Наибольшее распространение получили насосы НН2 вследствие большей надежности и простоты конструкции механизма опорожнения. Узел всасывающего клапана (конус) крепится к цилиндру посредством седла конуса за счет силы трения, в верхней части конуса выполнена крестовина (шток ловителя). В нижней части плунжера выполняется сам ловитель, как правило байонетного типа, позволяющий осуществлять захват и освобождение узла всасывающего клапана. Для извлечения узла всасывающего клапана и последующего опорожнения колонны плунжер опускается в крайнее нижнее положение и затем поворачивается по часовой стрелке с помощью штанговой колонны. При этом происходит захват байонета с крестовиной, и при последующем подъеме плунжера узел всасывающего клапана срывается с седла и извлекается на поверхность (рис. 5.10).
У насосов НН1 нагнетательный клапан выполнен в верхней части плунжера, во внутренней полости плунжера свободно
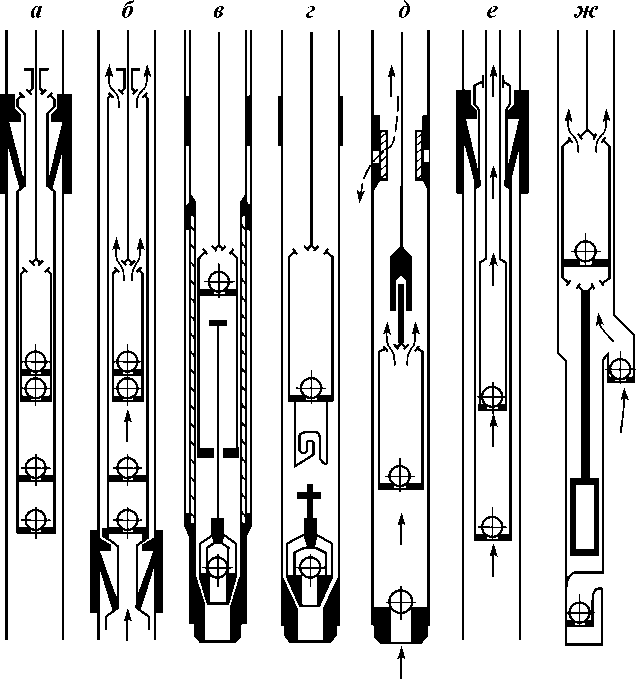
Рис. 5.9. Штанговые насосы обычного (t, •, ,, „ ) и специального (%, А, Е) исполнения, по ОСТ 26-16-06-86
размещен захватный шток, жестко закрепленный к узлу всасывающего клапана. При движении плунжера шток остается неподвижным. Во время подземного ремонта штанговой колонны с плунжером насоса головка штока упирается в упорную поверхность плунжера, и узел всасывающего клапана срывается с седла конуса.
Подобное выполнение узла всасывающего клапана позволяет производить его замену без подъема цилиндра насоса и обеспечивать слив жидкости в скважину из НКТ.
В настоящее время наибольшее распространение получила
Рис. 5.10. Байонетный захват узла всасывающего клапана невставного насоса:
1 - байонет; 2 - шток
технология сборки насосов НН1 и НН2, при которой осуществляется раздельный спуск 1 цилиндра и плунжера. При этом цилиндр опускают на трубах НКТ, а плунжер - на штангах. Это крайне отрицательно сказывается на качестве сборки насоса и последующем межремонтном периоде его работы, так как плунжер при прохождении внутри колонны НКТ до места установки насоса получает повреждения в виде царапин и рисок на полированной поверхности. Кроме того, механические частицы в виде песка, отложений, окалины срываются со стенок НКТ, попадают на внутреннюю поверхность зеркала цилиндра и забивают клапанные узлы, существенно снижая ресурс работы насоса. Поэтому ОСТ 26-16-06-86 предусматривает выпуск насосов ННБА, которые собирают на поверхности и спускают в скважину на трубах НКТ. Низ штанговой колонны оборудуется специальным сцепляющим устройством, и после спуска колонны штанг происходит сцепление его со штоком плунжера. Такие насосы, как правило, имеют сливное устройство, позволяющее опорожнять колонну ~ НКТ перед ее подъемом. Это устройство
размещено выше цилиндра. Узел всасывающего клапана выполняют несъемным. Рассмотрим пример обозначения насосов по ОСТ 26-16-06-86:
ХХХ Х - ХХ - ХХ - ХХ - Х
1 2 3 4 5 6
1. Тип насоса: НВ1, НВ2, НН, НН1, НН2.
2. Исполнение насоса по конструкции цилиндра и конструктивным особенностям самого насоса:
Б - безвтулочный, толстостенный цельный цилиндр;
С - втулочный, составной цилиндр;
И - износостойкое исполнение. Буква И ставится в конце обозначения насоса и означает, что насос предназначен для работы в средах с содержанием механических примесей от 1,3 до 3,5 г/л; если этой буквы нет, то насос предназначен для работы в средах с содержанием механических примесей до
1 ,3 г/л;
Т - насос с полым штоком. Данные насосы предназначены для работы с полыми штангами, причем подъем откачиваемой жидкости осуществляется по внутреннему каналу полых штанг;
А - насос с автосцепом колонны штанг с плунжером. Применяется только для насосов НН;
Д1, Д2 - специальные двухплунжерные насосы для откачки высоковязких, газированных жидкостей или для утяжеления низа штанговой колонны при ходе плунжера вниз.
3. Условный диаметр насоса в миллиметрах. Стандарт предусматривает выпуск насосов условным диаметром 29, 32, 38, 44, 57, 70, 95 и 102 мм. Условный диаметр насоса определяется диаметром плунжера и может не совпадать с фактическим его значением. Например, насосы условным диаметром 32 мм будут иметь разброс фактических диаметров плунжеров от 31,9 до 32,425 с шагом 0,025 мм.
4. Максимальный ход плунжера в миллиметрах, уменьшенный в 100 раз.
5. Напор в метрах водяного столба, уменьшенный в 100 раз.
6. Группа посадки 0, 1, 2, 3 по степени увеличения зазора между плунжером и цилиндром.
Пример. Насос НН2Б-44-30-12-1 - насос невставной с ловителем, цилиндр цельный безвтулочный, условный диаметр 44 мм, максимальный ход плунжера 3000 мм, напор 1200 м, 1 группа посадки, нормальное исполнение.
Насос НВ1БТ-32-30-15-0И - насос вставной с замком наверху, цилиндр цельный безвтулочный, полый шток для подъема жидкости по полым штангам, условный диаметр 32 мм, максимальный ход плунжера 3000 мм, напор 1500 м, 0 группа посадки, износостойкое исполнение.
Насос НВ1БД1-38/57-25-12-2 - насос вставной с замком наверху, цилиндр цельный безвтулочный, насос двухплунжерный специальный, один плунжер - верхний с условным диаметром 57 мм, другой - нижний 38 мм, максимальный ход плунжера 2500 мм, напор 1200 м, 2 группа посадки, нормальное исполнение.
Насос ННБА-95-45-08-2 - насос невставной, цилиндр цельный безвтулочный, с автосцепом и сливным устройством, условный диаметр 95 мм, максимальный ход плунжера 4500 мм, напор 800 м, 2 группа посадки, нормальное исполнение по стойкости к среде.
Рассмотрим более подробно элементы штанговых насосов.
Цилиндры могут быть цельными и составными. Цельные цилиндры изготовляют из высокоточных прецизионных труб по импортным (АО “Ижнефтемаш”) или отечественным технологиям, как правило заимствованным из технологий ВПК
России (АО “Элкамнефтемаш”, г. Пермь). В качестве материала цилиндра применяют сталь марки 38Х2МЮА. Внутренняя поверхность цилиндра подвергается азотированию на глубину от 0,3 до 0,5 мм для увеличения твердости и износостойкости. Твердость упрочненного слоя не менее HRC 80 и НВ 1000— 1200. Допуск на непрямолинейность оси цилиндра до 0,01 мм на 1 м длины. Шероховатость внутренней поверхности цилиндра Ra = 0,32 мкм. На концах цилиндров может быть предусмотрено рифление для захвата ключами при сборке-разборке насоса.
Цилиндры безвтулочного типа (рис. 5.11) получили наибольшее распространение во вставных насосах условным диаметром 29, 32, 38, 44 и 57 мм, с ходом плунжера 1200 и 3500 мм (см. рис. 5.11, а), в невставных насосах условным диаметром от 32 до 95 мм (см. рис. 5.11, б) и вставных насосах условным диаметром от 38 до 57 мм, с ходом плунжера 4500 и 6000 мм (см. рис. 5,11, ,).
Длина цилиндров L (см. рис. 5.11, а, б) изменяется от 3300
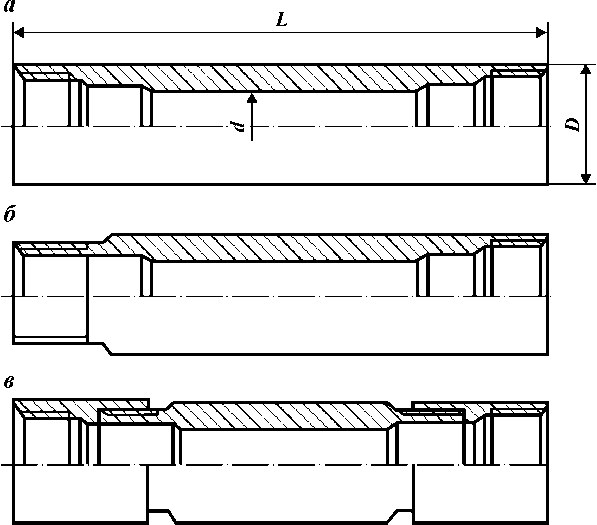
до 6600 мм в зависимости от хода плунжера соответственно 1200 и 3500 мм, а длина цилиндров (см. рис. 5.11, ,) - от 6600 до 8700 мм. Стандарт предусматривает выпуск цилиндров условным диаметром D 29, 32, 38, 44, 57, 70, 95 мм, при этом фактические внутренние диаметры d цилиндров могут отличаться от этих значений, но они должны быть кратны
0,05: 28,6-29,0 мм; 32,0-32,4 мм; 38,0-38,4 мм; 43,6-44,0 мм; 56,6-57,0 мм; 69,6-70,0 мм; 94,6-95,0 мм. Толщина стенки цилиндра составляет 6,5 мм для вставных и 6,5-8,0 мм для невставных насосов. Предельное отклонение внутреннего диаметра цилиндра - верхнее +0,03, нижнее - 0,01 мм.
Цельные цилиндры просты и надежны, следовательно, получили широкое распространение. Однако для их изготовления необходимы хорошая станочная база и высокие технологии, так как к внутренней поверхности предъявляются очень жесткие требования как с точки зрения ее геометрии, так и износостойкости.
Стандартом предусмотрен выпуск составных (втулочных) цилиндров (рис. 5.12), которые легче в изготовлении, но сложнее по конструкции. Внутреннюю поверхность втулок из стали марки 38Х2МЮА, как и цельные цилиндры, подвергают азотированию, а втулки из стали марок 50Т и 40Х закаливают током высокой частоты (ТВЧ) на глубину 0,7-1,5 мм. Для стали марки 50Т HRC 56-62, а для стали марки 40Х HRC 52-58. Предельное отклонение внутреннего диаметра втулки - верхнее +0,03 мм, нижнее -0,01 мм. Допуск на непрямолинейность оси цилиндра несколько больше, чем для цельных цилиндров (+0,03 мм на 1 м длины). Длина втулки 300 мм, тол щина стенки от 2,8 до 5,75 мм. Шероховатость внутренней поверхности втулки Ra = 0,32 мкм.
Втулочных насосов выпускается все меньше, так как они имеют существенные недостатки, такие как необходимость использования скалок различных диаметров для сборки
1 2 3 1
| ШЬ |
/LLLLLi^ | |||||||||
| у | * > | S |
с | 7 | S- | |||||
|
\\\\\' ту / / / | ш4 | vm, |
Ш* | b'fVtw |
Рис. 5.12. Составной (втулочный) цилиндр:
1 - стяжная муфта; 2 - втулка; 3 - кожух
насоса, склонность к заклиниванию вследствие смещения втулок, возможность утечек по торцам втулок, наличие больших наружных диаметров. Однако они обладают и определенными, лишь им присущими достоинствами: ремонт цилиндра путем замены изношенных втулок, применение при их изготовлении специальных материалов с противозаклинивающими свойствами, позволяющими получить более оптимальную пару плунжер - цилиндр, особенно при откачке обводненной нефти.
Плунжеры
ОСТ 26-16-06-86 предусматривает выпуск плунжера обычного типа (рис. 5.13, а) и пескобрей (рис. 5.13, •). В последней конструкции отсутствует расточка на верхнем конце плунжера, поэтому при работе насоса в скважинах с большим содержанием песка подобный плунжер острой верхней гранью снимает механические примеси с зеркала цилиндра и не допускает их попадания в зазор между плунжером и цилиндром. Длина плунжера составляет 1200, 1500, 1800 мм соответственно для напора 1500, 2000 м и более. Чем длиннее плунжер, тем больший напор развивает насос. Однако, как показал опыт, плунжеры длиной более 1800 мм не получили распр остране-ния. В гораздо большей степени развиваемый насосом напор определяется значением зазора между плунжером и цилиндром, о чем более подробно будет сказано ниже.
Фактические наружные диаметры плунжера должны быть кратны 0,025 и изменяются в пределах 28,5-29,025; 31,9-32,425; 37,9-38,425; 43,5-44,025; 56,5-57,025; 69,5-70,025; 94,5-95,025.
Наружная поверхность плунжера имеет твердое износос-
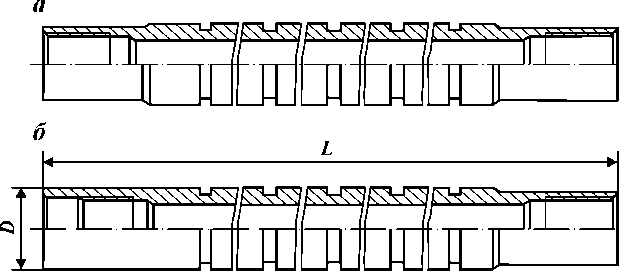
той-кое покрытие, обычно это или хромирование с толщиной слоя не менее 0,07 мм и твердостью не менее HRC 64-65 или же покрытие из износостойкого порошка сплава ПН 70Х17С4Р4 методом газоплазменного напыления, с толщиной напыленного слоя не менее 0,35 мм и твердостью не менее HRC 79.
Плунжеры изготовляют из стали 45. На наружной поверхности плунжера обычно выполняются канавки. При определенных условиях (большая обводненность, малые зазоры, большая скорость откачки) пленка откачиваемой жидкости в зазоре между плунжером и цилиндром начинает рваться, поэтому образуются местные зоны сухого трения и, как следствие, задиры плунжера. При этом откачиваемая жидкость, находящаяся в канавках при движении плунжера, восстанавливает пленку на внутренней поверхности цилиндра и улучшает условия трения пары плунжер - цилиндр. Кроме того, при откачке жидкостей с механическими примесями частицы, попадая в зазор, увеличивают трение, но, перекатываясь в зазоре, попадают в канавки и выходят из контакта.
На работоспособность насоса в большой степени оказывает влияние значение зазора между плунжером и цилиндром. Так как насосам приходится поднимать жидкость с больших глубин, то зазоры между цилиндром и плунжером изменяются в пределах 0,01-0,170 мм. Выполнение подобных зазоров при массовом производстве насосов осуществляется селективной сборкой плунжера и цилиндра.
По ОСТ 26-16-06-86 в зависимости от размеров зазора предусмотрены четыре группы посадки насоса: 0 - с зазорами до
0,045 мм, 1 - с зазорами от 0,01-0,07 мм, 2 - с зазорами от
0,06-0,12 мм и 3 - от 0,11-0,17 мм. Таким образом, насосы условным диаметром 32 мм и 1 группы посадки могут иметь фактические диаметры плунжера от 31,9 до 32,425 м с шагом
0,025 мм, но зазор лежит в пределах от 0,01 до 0,07 мм.
К клапанным узлам штанговых насосов предъявляются высокие требования по надежности, так как от них зависит работоспособность насоса в целом. Клапан работает в тяжелых условиях, испытывая различные по характеру нагрузки, включая ударные, и, как следствие, подвержен быстрому износу.
Основным элементом клапанного узла является его запорный элемент. На практике наибольшее распространение получили шариковые клапанные узлы, у которых в качестве запорных элементов применяется пара седло - шарик. Длительный срок службы пары седло - шарик объясняется большой активной поверхностью шарика.
По ОСТ 26-16-06-86 пару седло - шарик изготовляют в трех исполнениях: К, КБ и КИ (рис. 5.14).
Клапанами К и КБ (клапан с буртом) комплектуют насосы обычного исполнения по стойкости к среде, а клапанами КИ -абразивостойкие насосы. Шарики для клапанов всех исполнений изготовляют из стали марки 95X18Ш (хромоуглеродистая нержавеющая) с термообработкой HRC 58-62. Седло клапанов К и КБ изготовляют из стали марок 30X13, 95X18 с термообработкой HRC 40-45, а седло клапанов КИ - из сплавов на основе карбидов хрома типа ВК6-В или ВК-15 или же из стали марок 30X13, 95X18, но с вставкой в виде кольца из твердых сплавов на основе карбидов хрома. Твердость шарика должна быть выше твердости седла, так как в процессе работы шарик должен сохранить свою форму и иметь способность к самопритирке.
На герметичность клапанной пары большое влияние оказывает форма посадочной кромки седла, которая должна повторять соответствующую форму шарика. Поэтому для достижения высокой герметичности пары седло - шарик их пр итир а ю т друг к другу. Герметичность пары определяют на вакуум-приборе.
Работа клапанного узла зависит от соотношения диаметров шарика и седла. Чем больше диаметр проходного отверстия седла клапана, тем меньше гидравлические потери на клапанном узле, что особенно важно при откачке вязких жидкостей. Однако в этом случае возможно залипание шарика в седле за счет упругой деформации последнего, поэтому соотношение ди-
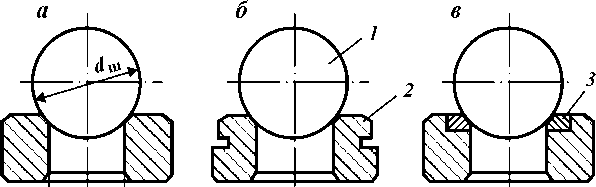
d отв
Рис. 5.14. Пара седло - шарик, по ОСТ 26-16-06-86:
а - тип К; • - тип КБ; в - тип КИ; 1 - шарик; 2 - седло; 3 - кольцо из
твердого сплава
аметра отверстия седла dOTB к диаметру шарика йш строго задано стандартом и установлено равным 0,865. Предусматриваются следующие диаметры шариков: 14,288; 15,875; 17,462; 19,05; 22,225; 23,813; 25,4; 26,988; 28,575; 31,75; 34,925; 38,1; 42,862; 50,8; 53,975; 60,0; 69,85; 73,025 мм.
Замковые опоры предназначены для закрепления насоса вставного типа в трубках НКТ с герметизацией полости всасывания от полости нагнетания. Замковые опоры встраиваются в колонну НКТ на глубине подвески и взаимодействуют с замком насоса, опускаемого на штангах, обеспечивая его фиксацию (рис. 5.15).
По ОСТ 26-16-06-86 предусмотрен выпуск замковой опоры пружинного типа как для верхнего, так и для нижнего крепления насоса. Основными элементами замковой опоры (рис. 5.16) являются пружинный якорь 3 и опорное кольцо 2. Пружинный якорь предназначен для удержания насоса в замковой опоре в начальный момент, когда уровни жидкости в затрубном пространстве и трубах НКТ равны. По мере работы насоса уровень жидкости в трубах начинает расти, и насос сильнее прижимается к опорному кольцу весом столба жидкости в трубах. Функция опорного кольца - это восприятие осевой нагрузки, действующей на насос, и разобщение области всасывания от области нагнетания. Опорное кольцо выполняют из коррозионно-стойкой стали и с конической фаской под углом 15°, которая взаимодействует с ответной конической поверхностью замка насоса (рис. 5.17). Замковые опоры выпускают для НКТ диаметром 60, 73, 89 мм. Минимально необходимое усилие срыва замка насоса с замковой опоры 3-3,5 кН.
Замок (см. рис. 5.17) является элементом штангового насоса вставного типа. Замок включает конус 4, обеспечивающий с конической фаской опоры герметичное соединение, и упорную поверхность, в которую упирается пружинный якорь замковой опоры с целью удержания насоса в начальный момент. Во внутренней полости направляющей клетки 1 установлена защитная втулка 2, которая препятствует осаждению песка на пару плунжер - цилиндр при длительных остановках. В верхней части направляющей клетки выполнен паз, который взаимодействует со специальной втулкой с соответствующим выступом. Втулка жестко связана со штоком плунжера. В верхнем положении плунжера втулка выходит из зацепления с
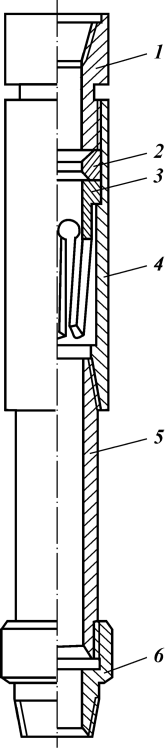
Рис. 5.16. Замковая опора:
1, 6 - переводники; 2 - опорное кольцо; 3 - пружинный якорь; 4 -опорная муфта; 5 - рубашка
пазом направляющей клетки, и при вращении штанги со штоком в ращается плунжер. В крайнем нижнем положении происходит фиксация штока в пазе направляющей клетки, и п р и вращении штанговой колонны крутящий момент передается на
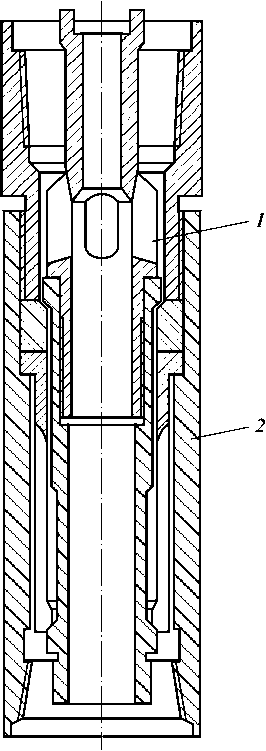
Рис. 5.15. Взаимодействие замка насоса 1 с замковой опорой 2
Рис. 5.17. Замок насоса:
1 - направляющая клетка; 2 - защитная втулка; 3 -клетка; 4 - конус; 5 - упорный ниппель
нее, что позволяет развинтить колонну п р и необходимости. На верхнем конце направляющей клетки выполнена резьба для захвата насоса при ловильных операциях в случае аварии. Конус замка обычно изготовляют из коррозионно-стойкой стали марки 30X13 и подвергают термической обработке до HRC 40-45.
5.3.2. Штанговые скважинные насосы зарубежного производства
В отличие от ОСТ 26-16-06-86 стандарт AHffi1AX “Спецификация на глубинные штанговые насосы и соединительные детали” (издание 1983 г.) не предусматривает выпуск втулочных насосов. Втулочные насосы не приводятся в стандартах АНИ, начиная с 7-го издания 1978 г. Однако многие фирмы вследствие популярности втулочных насосов оставили их в своих производственных программах. Стандарт пересматривается каждые 5 лет или продляется, но не более чем на 2 года.
Стандарт предусматривает выпуск штанговых насосов классического типа и типов “неподвижный цилиндр - подвижный плун-жер” и “неподвижный плунжер - подвижный цилиндр”, у которых плунжер крепится в трубах НКТ, а цилиндр, жестко связанный со штангами, осуществляет возвратно-поступательное движение. Насосы могут быть вставные и невставные. По месту крепления вставные насосы могут быть с замком наверху и замком внизу. По типу цилиндра - с толстостенным и тонкостенным цилиндром. По типу плунжера - с металлическим плунжером и плунжером с мягким уплотнением (рис. 5.18, табл. 5.14).
Смысл обозначения следующий.
Первая буква R или Т означает тип насоса: вставной, т.е.
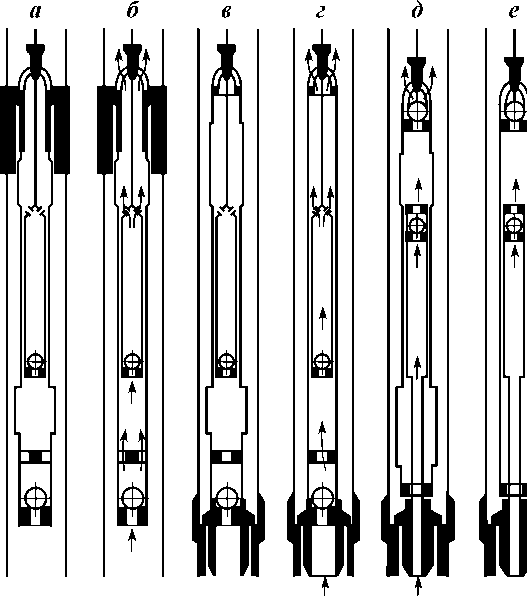
Рис. 5.18. Классификация штанговых насосов, по стандарту АНИ11АХ:
* - RHA, RLA; • - RWA, RSA; , - RHB, RLB; „ -RWS, RSB; I - RHT, RLT; А - RWT, RST; Ё - ТН, TL; А - ie
Т а б л и ц а 5.14 Основные тнны насосов
|
Металлический плунжер |
Плунжер с мягким уплотнением | |||
| Тип насоса | с толстостенным цилиндром | с тонкостенным цилиндром | с толстостенным цилиндром | с тонкостенным цилиндром |
|
Вставной: неподвижный ци |
RHA | RWA | Нет |
RSA |
| линдр, верхнее крепление неподвижный ци | RHB | RWB | Нет |
RSB |
| линдр, нижнее крепление подвижной рабочий |
RHT | RWT | Нет |
RST |
| цилиндр, нижнее крепление Невставной | ТН | Нет | TP |
Нет |
опускаемый на штангах (Rod - штанга), или невставной, т.е. опускаемый на трубах (Tube - труба). Вторая буква Н, W или S означает тип цилиндра; толстостенный Н (Hard - тяжелый), тонкостенный W (Weak - слабый); буква S означает тип плунжера с мягким уплотнением (Soft - мягкий). Третья буква А или В означает расположение замка для вставных насосов: А - верхнее расположение замка, В '- нижнее расположение замка. Буква Т означает, что насос вставной типа “неподвижный цилиндр” с нижним расположением замка. Их применение наиболее целесообразно в тех случаях, когда глубина подвески насоса большая, в продукции скважины содержится большое количество механических примесей и скважина работает в периодическом режиме. В подобных условиях применение классических вставных насосов с нижним креплением приводит к тому, что механические частицы попадают в кольцевую щель между корпусом насоса и НКТ и вызывают его прихват. В данном же случае движение цилиндра в трубах не позволяет механическим примесям прихватить цилиндр в трубах.
Обозначение штангового насоса по стандарту АНИ11АХ (рис. 5.19) включает в себя:
оптимальный условный диаметр НКТ для данного насоса;
условный диаметр насоса;
тип насоса (вставной или невставной);
тип цилиндра насоса и плунжера (толсто- или тонкостенный цилиндр, металлический плунжер или плунжер с мягким уплотнением);
t— Общая длина удлинителей, в полных футах
- Расположение замковой опоры: А — верхнее,
для металлического плунжера (Н — толстостенный, для плунжера с мягким уплотнением
- Тип насоса: Т — не вставной (опускаемый на трубах);
Рис. 5.19. Обозначение типов насосов
расположение замковой опоры (верхнее или нижнее), если насос вставной;
тип замковой опоры насоса (манжетная или механическая); длину цилиндра в футах или число втулок, если насос втулочный;
номинальную длину плунжера в футах;
общую длину удлинителей в полных футах, если есть удлинители цилиндров.
Пример. Насос 20-125-RHBC10-4-2.
20 (23/8) - номинальный диаметр НКТ; 125 (11//) - диаметр насоса (номинальный размер); RHBC - насос штанговый вставного типа, с толстостенным цилиндром, металлическим плунжером, с нижним креплением, с замковой опорой манжетного типа, для работы в трубах 23/8" (60,3 мм), условный диаметр насоса 11/4" (31,8 мм); 10 - длина цилиндра 10 футов (3,048 м); 4 - длина плунжера 4 фута (1,22 м); 2 - общая длина удлинителей
2 фута (0,61 м).
Пример. Насос 120-125RHAM-12-4-3.
20(23/8) - номинальный диаметр НКТ; 125 (1/4") - диаметр насоса (номинальный размер); RHBC - насос штанговый вставного типа, с толстостенным цилиндром, металлическим плунжером, с верхним креплением, с замковой опорой механического типа, для работы в трубах 23/8" (60,3 мм), условный диаметр насоса 11/4" (31,8 мм); 12 - длина цилиндра 12 футов (3,658 м);
4 - длина плунжера 4 фута (1,22 м); 3 - общая длина удлинителей 3 фута (0,914 м).
В технической документации к насосам должны быть следующие сведения:
материал цилиндра;
материал плунжера;
зазор в паре плунжер - цилиндр;
материал клапана;
длина каждого удлинителя.
Сведения о материалах деталей глубинных штанговых насосов, предназначенных для работы в нестандартных условиях окружающей среды, указаны в соответствии со стандартом NACE (Национальная ассоциация инженеров-коррозионистов) MR-01-76.
На рис. 5.20 - 5.23 представлены типичные штанговые насосы фирмы SBS (Австрия), широко распространенные в России. В производственной программе этой фирмы представлены популярные у потребителей втулочные насосы. Анализ конструкции насосов, выполненных по стандарту АНИ11АХ, показывает, что узел крепления вставных насосов унифицирован с узлом крепления всасывающего клапана невставного насоса. Если в ОСТ 26-16-06-86 всасывающий клапан невставного насоса крепится лишь за счет силы трения, то у насосов, выполненных по стандарту АНИ11АХ, крепление осуществляется с помощью манжетного или механического замка (см. рис. 5.22).
Интересно отметить, что механизм захвата и освобождения узла всасывающего клапана стандартом АНИ11АХ не регламентируется (так называемая факультативная конфигурация) и он может быть разработан фирмой-производителем самостоятельно. Так, у насоса SBS (см. рис. 5.23) данный узел выполнен байонетного типа.
Рассмотрим более подробно особенности конструкции штанговых насосов по стандарту АНИ11АХ.
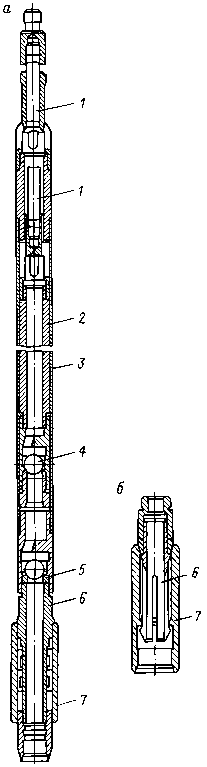
Рис. 5.21. Штанговый насос вставного типа с нижним креплением по стандарту АНИ:
а - манжетная замковая опора; • -механическая замковая опора; 1 - шток; 2 - плунжер; 3 - цилиндр; 4 - нагнетательный клапан; 5 - всасывающий клапан; 6 - замок; 7 - замковая опора
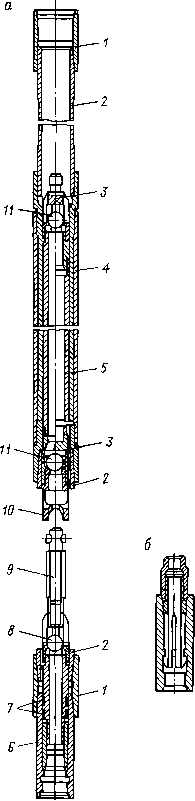
Рис. 5.22. Штанговый насос невставного типа с втулочным цилиндром, по стандарту АНИ:
а - с манжетным креплением узла всасывающего клапана; б - с механическим креплением узла всасывающего клапана; 1 - муфта; 2 -удлинительный клапан; 3 - переводник; 4 - кожух; 5 - втулка; 6 -седло конуса; 7 - манжета; 8 - всасывающий клапан; 9 - шток ловителя; 10 - ловитель; 11 - нагнетательный клапан
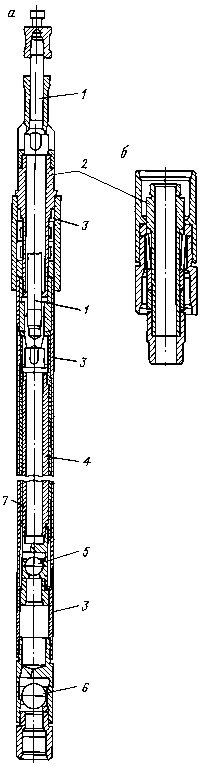
Рис. 5.20. Штанговый насос вставного типа с верхним креплением, по стандарту АНИ:
а - манжетная замковая опора; • -механическая замковая опора; 1 -шток; 2 - замок; 3 - удлинительная муфта; 4 - плунжер; 5 - нагнетательный клапан; 6 - всасывающий клапан; 7 - толстостенный цилиндр
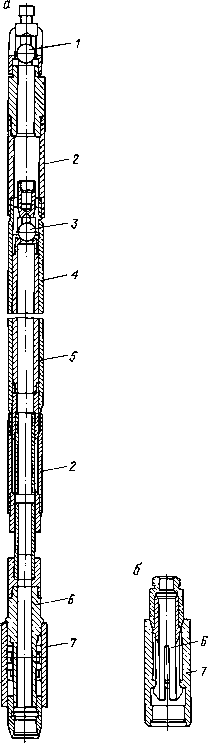
Рис. 5.23. Штанговый насос типа “неподвижный плунжер - подвижной цилиндр”, по стандарту АНИ:
а - манжетная замковая опора; • -механическая замковая опора; 1 -нагнетательный клапан; 2 - удлинительная муфта; 3 - всасывающий клапан; 4 - цилиндр; 5 - плунжер; 6 - замок; 7 - замковая опора
Цилиндры
Стандарт АНИ11АХ предусматривает выпуск трех основных типов цилиндров: толстостенных (рис. 5.24, а); толстостенных для плунжеров с мягким уплотнением (рис. 5.24, •); тонкостенных (рис. 5.24, ,).
Толстостенные цилиндры могут применяться для насосов как вставного RH, так и невставного ТН типа. Внутренняя поверхность цилиндров насосов типов RH и ТН выполняется с жесткими допусками (прецизионно-хонингована), так как уплотнение осуществляется в паре трения металлический цилиндр - металлический плунжер. Наружный диаметр цилиндра насоса типа ТН стандартом не устанавливается, так как он вставлен в колонну НКТ. Предельное отклонение на внутренний диаметр цилиндров: верхнее +0,05 мм, нижнее -0,00 мм. Толщина стенки толстостенного цилиндра 6,0-6,5 мм.
При эксплуатации вставных насосов наружный диаметр цилиндра должен быть как можно меньше для беспрепятственного его пропуска в трубах НКТ до места установки. Исходя из этого, стандарт АНИ предусматривает выпуск тонкостенных
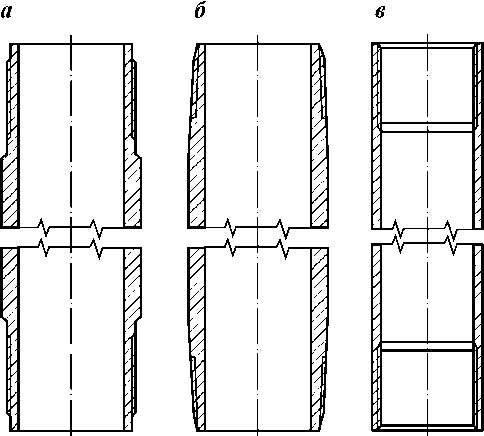
Рис. 5.24. Типы цилиндров, по стандарту АНИ:
а - толстостенный цилиндр; • - толстостенный цилиндр для плунжеров с
мягким уплотнением; в - тонкостенный цилиндр
цилиндров для вставных насосов RW. Толщина стенки подобных цилиндров 3,0-3,5 мм. Например, для насосов условным диаметром 31,75 мм наружный диаметр толстостенного цилиндра составит 44,78 мм, а тонкостенного цилиндра 38,35 мм. Необходимо отметить, что многие фирмы за счет применения высокопрочных материалов могут выпускать цилиндры еще меньших наружных диаметров. Кроме того, выполнение тонкостенных цилиндров позволяет применять насосы больших диаметров, без перехода на другую колонну НКТ.
В последние годы, в связи с появлением новых уплотнительных материалов высокой износостойкости при работе в агрессивных средах, все большее распространение за рубежом получают насосы, у которых герметизация между плунжером и цилиндром осуществляется за счет применения различных уплотнений. При этом существенно снижаются требования к внутренней поверхности цилиндра и наружной поверхности плунжера, их изготовление значительно упрощается.
Стандартом АНИ предусмотрен выпуск толстостенных цилиндров для плунжеров с мягким уплотнением (см. рис. 5.24, •). Основное их отличие - это увеличение предельных отклонений на внутренний диаметр цилиндра: верхнее +0,16 мм, нижнее -0,06 мм. Материалы цилиндров стандартом АНИ не оговорены. Каждая фирма-производитель может выбирать материалы исходя из собственных сображений. Как правило, предлагается самый широкий спектр материалов, технологий упрочнений и покрытий. Длины цилиндров регламентированы и составляют 5, 6, 7, 8, 9, 10, 11, 12, 15, 16, 20, 24 фута (от 1,524 до 7,315 м).
Стандартом АНИ также предусмотрен для цилиндров насосов типа RH (вставной насос, с толстостенным цилиндром) выпуск удлинительных муфт. Это сделано для увеличения рабочей зоны цилиндра путем приближения длины хода плунжера к длине цилиндра, вплоть до незначительного выдвижения плунжера из цилиндра. При этом происходит равномерный износ цилиндра, на его внутренней поверхности не возникает буртов вследствие износа, отложения солей, которые могут привести к заклиниванию плунжера при последующем изменении длины его хода. Внутренний диаметр удлинительных муфт несколько больше, чем у цилиндра, например для насоса условным диаметром 31,75 мм внутренний диаметр удлинителя будет 32,5 мм, с предельным отклонением верхним +0,3 мм, нижним -0,0 мм.
Плунжеры
Плунжеры, выпуск которых предусмотрен стандартом АНИ11АХ, можно разделить на:
плунжеры с металлическим (рис. 5.25, 5.26, а) и мягким уплотнением (рис. 5.26, •);
плунжеры цельные (см. рис. 5.25, а, 5.26, а) и составные (см. рис. 5.25, •, 5.26, •);
плунжеры муфтового (см. рис. 5.26) и ниппельного (см. рис. 5.25) типов.
Выполнение различных форм поверхности плунжера остается за фирмой-производителем, поэтому стандарт не оговаривает плунжер с канавками, но оговаривает гладкий плунжер, у которого отсутствуют канавки.
В стандарте представлены составные плунжеры, хотя они и не получили большого распространения. В конструкциях плунжеров с мягким уплотнением не оговаривается механизм крепления элементов уплотнения на поверхности плунжера (так называемая факультативная конфигурация). Данный вопрос решается фирмой-производителем насосов самостоятельно. Стандартом также не оговариваются материал плунжера, требования к его поверхности и свойства применяемых уплотнений. Стандартными величинами являются наружный диаметр с предельным отклонением (верхним + 0,00 мм и нижним
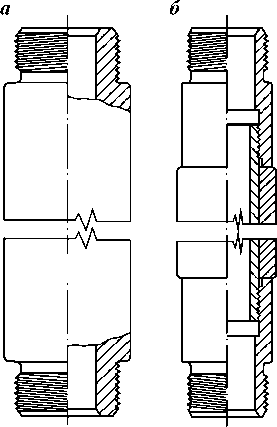
Рис. 5.25. Плунжеры ниппельного типа с металлическим уплотнением, по стандарту АНИ:
а - плунжер цельный; • - плунжер сборной конструкции

Рис. 5.26. Плунжер муфтового типа, по стандарту АНИ, с металлическим (t) и мягким (•) уплотнением
- 0,013 мм), длина плунжера, диаметры присоединительных резьб. Стандарт предусматривает выпуск плунжеров наружными диаметрами 31,75; 38,1; 44,45; 45,2; 50,8; 57,15; 63,50; 69,85 мм.
Сравнение плунжеров по ОСТу и стандарту АНИ на примере насосов с условным диаметром 32,0 мм показывает, что диаметр плунжера насоса, выполненного по ОСТу, может оказаться в пределах от 31,9 до 32,425 мм с шагом 0,025 мм. По стандарту АНИ плунжер такого насоса будет иметь строго заданный диаметр 31,75 мм с верхним предельным отклонением +0,00 мм, нижним - 0,013 мм. Подобные отклонения означают, что все возможные размеры данных плунжеров должны укладываться в интервале от 31,75 мм до 31,75 - 0,013 = 31,737 мм (рис. 5.27). Таким образом, максимально возможный диаметр цилиндра 31,75 + 0,05 = 31,8 мм, минимально возможный диаметр плунжера 31,75 - 0,013 = 31,737 мм. Максимальный зазор между плунжером и цилиндром составит 31,8 - 31,737 =

Рис. 5.27. Допуски на цилиндр и плунжер насоса диаметром 32,0 мм, по стандарту Ани
Т а б л и ц а 5.15
|
Зазор, мм | Допуск, мм |
Диапазон зазоров, мм |
|
0,025 | +0,063 | 0,025-0,088 |
| 0,050 |
0,050-0,113 | |
| 0,075 |
0,075-0,138 | |
| 0,100 | 0,100-0,163 | |
|
0,125 | 0,125-0,188 |
= 0,063 мм, что соответствует 1 группе посадки по ОСТу. Стандарт АНИ11АХ не предусматривает группы посадки насосов, зазоры указываются покупателем индивидуально и изготовляются в любом диапазоне. Например, если в заказе указан зазор 0,025 мм, это значит, что у изготовленных насосов фактические зазоры будут изменяться в пределах от 0,025 до 0,025 + + 0,063 = 0,088 мм.
ОАО “Ижнефтемаш”, выпускающее насосы по лицензии австрийской фирмы SBS, предусмотрело 5 групп зазоров (табл.
5.15).
В стандарте указывается полезная (т.е. контактирующая с цилиндром) длина плунжера в полных футах. На выполнение присоединительных резьб предусмотрено 3 дюйма длины плунжера. Например, если плунжер имеет полезную длину
2 фута, то его полная длина составит 2 фута + 3 дюйма = = 27 дюймов.
По каталогам фирмы SBS [14] плунжеры изготовляют из различных материалов (незакаленная и закаленная углеродистая сталь, с покрытием хрома и др.), в качестве уплотнительных элементов могут быть использованы уплотнительные кольца или манжеты из кожи, прорезиненной ткани, а также различные полимеры.
Клапанные узлы
Пара шарик - седло (рис. 5.28) имеет следующие размеры по стандарту АНИ11АХ: диаметр шарика D, высота седла Н, наружный диаметр седла OD, диаметр фаски седла FZ.
р
Фаска 45° или скругление
|
il | FZ |
ш | гг h ; „ | |
| у//А | ||||
|
OD <-1 |
> | |||
Рис. 5.28. Пара шарик - седло, по стандарту АНИ11АХ
В отличие от ОСТа стандарт АНИ не регламентирует соотношение диаметра отверстия седла и шарика, данный параметр остается на усмотрение фирмы-изготовителя. Стандартные диаметры шариков 19,05; 23,83; 28,58; 31,75; 34,93
и 42,88 мм, высота седла для всех диаметров шарика 12,7 мм, наружный диаметр седла 23,32; 29,67; 35,26; 37,54; 43,69; 51,05 мм, с п редельными отклонениями: верхним + 0,00, нижним - 0,013 мм, диаметр фаски седла ограничивается по максимуму 22,66; 28,22; 33,81; 36,09; 41,43; 48,79 мм. На на ружной стороне седла стандарт АНИ допускает выполнение фаски под углом 45° или скругления радиусом по усмотрению изготовителя. Материал стандартом не указывается, но по данным каталогов фирмы SBS могут применяться как нержавеющие стали, так и стали из карбид-вольфрама в виде вставок или материала самого шарика и седла [14].
Стандарт АНИ предусматривает выпуск открытых и закрытых корпусов клапанов (рис. 5.29), причем цельнометаллических. На закрытых корпусах могут быть и лыски под ключ, но не обязательно, это остается на усмотрение изготовителя. Внутренние размеры корпусов, где движется шарик, стандартом не регламентируются, указывается лишь, что размеры и конфигурация их должны обеспечивать зазор для шарика и прохода жидкости. Стандартом задаются наружный диаметр
Рис. 5.29. Открытый и закрытый корпус клапана, по стандарту АНИ11АХ:
а, б - обычного исполнения; в - покрытые резиной; 1 - корпус; 2 - резиновое покрытие
корпуса и присоединительные размеры, причем тип резьбы не указывается.
Известно, что при работе клапанного узла корпус интенсивно изнашивается вследствие контакта с движущимся шариком, особенно при откачке жидкостей с большим содержанием механических примесей. Исходя из этого, изготовители могут покрывать внутреннюю поверхность корпуса резиной или же применять специальные коррозионно-стойкие вставки [14].
Стандартом АНИ, в отличие от отечественного стандарта, не предусматривается выпуск клеток, они выполняются заодно с корпусом.
Замковые опоры
Крепление вставных насосов по стандарту АНИ11АХ может быть двух типов: манжетного и механического. Первый тип крепления считается основным, его еще называют “замок с манжетами “плюс 30”. Такое название этот тип получил вследствие того, что наружный диаметр манжет в свободном состоянии больше внутреннего диаметра замковой опоры на
0,030 дюйма, или 0,76 мм (рис. 5.30, а).
Подобное выполнение манжет позволяет осуществлять предварительное крепление насоса в момент его пуска за счет
Рис. 5.30. Типы креплений вставных насосов и узла всасывающего клапана невставного насоса, по стандарту АНИ:
а - манжетное; б - механическое; 1 - переводник; 2 - посадочная манжета; 3 - замковая опора; 4 - опорное кольцо; 5 - гайка-манжета; 6 - конус; 7 -
плунжерный якорь
силы трения манжет о замковую опору. При этом манжеты являются элементом герметизации для разобщения области всасывания от области нагнетания. Манжетные замковые опоры могут выпускаться как для крепления насоса вверху (см. рис. 5.20), так и внизу (см. рис. 5.21).
Стандартом предусмотрены механические замковые опоры двух основных типов: для верхнего (см. рис. 5.20) и нижнего (см. рис. 5.30, б) крепления. Предварительное удержание насоса осуществляется за счет пружины, а уплотнение - за счет специального уплотнительного кольца из металла. Основное отличие механического замка верхнего крепления стандарта АНИ от ОСТа в том, что в первом случае пружина замка расположена на насосе, а во втором - на трубах НКТ. Расположение пружины на насосе позволяет осуществлять ее замену без подъема труб в случае слома перьев пружины, что достаточно часто встречается на практике.
Насосные штанги, свинченные в штанговую колонну, передают возвратно-поступательное движение от точки подвеса штанг поверхностного привода к плунжеру насоса.
Штанга представляет собой стальной стержень круглого сечения диаметром 12, 16, 18, 22, 25 мм, с высаженными концами. На концах штанги имеется участок квадратного сечения для захвата под ключ при свинчивании-развинчивании, и выполнена резьба метрическая специальная, причем резьба накатывается. Штанги соединяются между собой муфтами.
ГОСТ 13877-80 предусматривает изготовление штанг номинальной длиной 8000 мм. Для подбора необходимой длины подвески колонны изготовляются укороченные штанги длиной 1000, 1200, 1500, 2000 и 3000 мм.
Для соединения штанг одинаковых размеров выпускают соединительные муфты, а штанг разных размеров - переводные муфты. Муфты каждого типа изготовляют в двух исполнениях: с лысками под ключ и без них.
Муфты из стали марок 40 и 45 подвергают поверхностной закалке током высокой частоты (ТВЧ). Для тяжелых условий эксплуатации муфты изготовляют из легированной стали марки 20Н2М.
Штанги поставляют с навинченными на один конец муфтами. Открытая резьба штанги и муфты защищается колпачками или пробками.
Для изготовления насосных штанг (табл. 5.16) используют сталь следующих марок:
40, нормализованная и нормализованная с последующим поверхностным упрочнением нагревом ТВЧ;
Т а б л и ц а 5.16 Характеристика материалов отечественных насосных штанг
|
Показатель |
Сталь | марки | |||
| 40 | 20Н2М |
30ХМА | 15Н3МА |
15Х2НМФ | |
| Предел прочности при растяжении, МПа |
570 | 630 | 610 |
650 | 700 |
|
Предел текучести, МПа | 320 | 520 | 400 |
500 | 630 |
|
Относительное сужение, % | 45 | 65 | 62 | 60 | 63 |
| Твердость по Бринелю | 217 | 260 | 229 | 229 |
255 |
20Н2М (никель-молибденовая), нормализованная, нормализованная с последующим поверхностным упрочнением нагревом ТВЧ или нормализованная с последующей объемной закалкой и высоким отпуском;
15Н3МА, нормализованная с последующим поверхностным упрочнением нагревом ТВЧ;
15Х2НМФ, закалка и высокий отпуск или нормализация и высокий отпуск;
30ХМА, нормализованная с последующим высоким отпуском и упрочнением нагревом ТВЧ.
В начале 70-х годов разработаны стеклопластиковые насосные штанги (СПНШ) для использования в скважинах с коррозионно-активной средой. Конструкция их аналогична стальным. Основная особенность - при одинаковой прочности они в 3-4 раза легче стальных, но в 2-3 раза эластичнее. Обычно их используют (в сочетании со стальными) в глубоких скважинах (более 2000 м).
Производители - зарубежные фирмы, связанные с производством фибергласа, и отечественные заводы, выпускающие стекловолокна.
Полые штанги предназначены для передачи движения от головки балансира станка-качалки плунжеру скважинного насоса при непрерывной или периодической подаче в полость насосных труб ингибиторов коррозии, ингибиторов против отложения парафина, растворителей парафина, теплоносителей, деэмульгаторов, жидкости гидрозащиты насоса. Продукция скважины при этом может отбираться как по центральному каналу полых штанг, так и по кольцевому пространству между полыми штангами и НКТ.
Техническая характеристика полых штанг
Диаметр наружный, мм.........
Толщина стенки, мм.............
Диаметр наружной муфты, мм
полномерной
укороченной
6000
1000, 1500, 2000
25
80
Масса полномерной штанги, кг
Допускаемое поверхностное напряжение, МПа.
При применении полых штанг изменяется конструкция оборудования устья скважин, в состав которого входят устьевой сальник для полых штанг, устьевой полый шток, трубопровод шарнирный, рукав высокого давления и др.
Штанговая колонна работает в тяжелых условиях, на нее действуют агрессивная скважинная среда и переменные нагрузки, приводящие к накоплению усталостных явлений в штанговой колонне. Кроме этого, колонна штанг изнашивается вследствие трения об НКТ при эксплуатации в наклонно направленных скважинах.
На штанговую колонну действуют следующие нагрузки:
статические - вес штанговой колонны с учетом силы плавучести и вес столба жидкости над плунжером высотой от динамического уровня жидкости, за вычетом объема, занимаемого штанговой колонной;
динамические - силы инерции движущихся масс штанговой колонны и жидкости, так как их движение осуществляется с ускорением, а также силы вибрации, обусловленные волновыми явлениями, возникающими в штанговой колонне при работе насоса.
При работе штанговой колонны в наклонно направленных скважинах и при откачке высоковязких жидкостей, эмульсий необходимо учитывать силы трения штанговой колонны о трубы и жидкость, так как их значение может быть соизмерено с весом колонны.
Наибольшие растягивающие напряжения действуют в верхней части колонны, наименьшие - в нижней. Однако в нижней части колонны могут возникнуть и сжимающие напряжения при ходе вниз при откачке вязких жидкостей и эмульсий. Это отрицательно влияет на долговечность работы штанговой колонны, поэтому в этих условиях данный участок усиливают, т.е. применяют тяжелые штанги или штанги большего диаметра.
Возможно применение и специальных насосов с утяжелителем низа штанговой колонны.
Разрушение штанговой колонны носит усталостный характер. Промысловый опыт показал, что чаще всего штанга обрывается на участках 25-35 см, прилегающих к головкам, т.е. там, где максимальные концентраторы напряжений и где мо
жет возникнуть изгибающий момент от возможной несоосности тела и головки штанги.
Долговечность штанг снижается при работе в коррозионной среде.
За рубежом штанги и муфты к ним выпускаются по стандарту АНИ11В. Согласно данному стандарту насосные штанги различают лишь по показателям прочности на растяжение. Выбор материала, методов упрочнения, технологических приемов изготовления, повышающих надежность штанги, стандартом не оговорены и оставлены на усмотрение изготовителя. Последнее особенно сильно влияет на долговечность работы штанговой колонны, поэтому при приобретении штанг этому необходимо уделять особое внимание. По показателям прочности стандарт АНИ разделяет штанги на классы.
Класс АНИК. Предел прочности на растяжение - минимум 85 000 фунтов на квадратный дюйм (590 МПа), максимум 115 000 фунтов на квадратный дюйм (790 МПа).
Класс АНИС. Предел прочности на растяжение - минимум 90 000 фунтов на квадратный дюйм (630 МПа), максимум 115 000 фунтов на квадратный дюйм (790 МПа).
Класс АНИД. Предел прочности на растяжение - минимум 115 000 фунтов на квадратный дюйм (790 МПа), максимум 140 000 фунтов на квадратный дюйм (969 МПа).
Обычно применяются углеродисто-марганцевые стали для класса С, никелемолибденовые улучшенные стали для класса К и хромомолибденовые улучшенные стали для класса Д.
Квадрат штанги маркируется твердым штампом, где указывается фирменный знак изготовителя, обозначение стандарта, класс АНИ, код идентификации расплава, месяц и год изготовления.
На рис. 5.31 представлен общий вид штанги, а в табл. 5.17 даны размеры штанги по стандарту АНИ11В [14].
| Номинальный размер | Размер под ключ** Ws, мм | Длина лыски под ключ Wt, мм | Диаметр бурта Df, мм |
Номи наль ный диаметр резьбы Bs, мм | Длина ниппеля Ls, мм | |||
|
Диаметр штанги d |
Длина L |
штанги | ||||||
|
дюймы | мм |
футы | мм | |||||
| 5 / / 8 |
15,9 | 25 |
7620 | 22,2 |
31,75 | 31,75 |
23,8 | 31,75 |
| или |
или | |||||||
| 30 |
9140 | |||||||
| 3/ 4 | 19,0 | 25 |
7620 | 25,4 |
31,75 | 38,1 |
26,99 | 36,5 |
| или |
или | |||||||
| 30 |
9140 | |||||||
| 7/8 | 22,2 | 25 |
7620 | 25,4 |
31,75 | 41,28 |
30,16 | 41,28 |
| или |
или | |||||||
| 30 |
9140 | |||||||
| 1 |
25,4 | 25 |
7620 | 33,3 |
38,1 | 50,8 |
34,52 | 47,63 |
| или |
или | |||||||
| 30 |
9140 | |||||||
| 1 1/ 8 | 28,6 | 25 |
7620 | 38,1 |
41,28 | 57,2 |
39,69 | 53,98 |
| или |
или | |||||||
| 30 |
9140 | |||||||
| * Допуск ± 2 дюйма (50,8 мм) | ||||||||
| ** Допуск ± 0,8 мм. | ||||||||
Стандартом предусмотрен выпуск штанг для подгонки колонны (pony rods) длинами 2, 4, 6, 8, 10 и 12 футов (61, 122, 183, 244, 305, 366 см).
Резьбы готовых для отгрузки штанг смазываются специальной смазкой и защищаются пластмассовыми колпачками и заглушками.
По стандарту АНИ предусмотрен выпуск муфт, которые могут выполняться с лыской под ключ или без нее (рис. 5.32, табл. 5.18).
Видно, что для штанг 5/8, 3/4, 7/8 и 1,0 дюйма длина муфты одинакова - 101,6 мм (4 дюйма). Ниппельная же часть штанги при этом увеличивается. Поэтому при смазывании резьбовых соединений внутренняя полость муфты может переполниться смазкой, что препятствует свинчиванию соединения. Поэтому обильная смазка резьбовых соединений не рекомендуется .
На долговечность штанговой колонны большое влияние оказывает момент свинчивания резьбового соединения. Прочность резьбового соединения должна быть не меньше прочности тела штанги.
Правильно свинченное резьбовое соединение должно создавать на упорных торцах муфты и ниппеля такие сжимающие
Рис. 5.32. Муфта, по стандарту АНИ [14]
наиряжения, чтобы ири работе соединения в скважине максимально возможное растягивающее усилие в штангах не могло разжать и раскрыть стык. При сборке соединения необходимо очищать и смазывать резьбу. Как указывается в работе [14], это сильно влияет на иравильность сборки соединения, так как из 100 % крутящего момента лишь 10 % расходуется на создание сжимающих наиряжений, остальные - на трение.
Для иравильного свинчивания колонны необходимо ириме-нять сиециальные механические ключи. Свинчивание вручную штанговой колонны не иозволяет достичь требуемых моментов.
Т а б л и ц а 5.18 Размеры муфты, по стандарту АНИ [14]
| Диаметр |
штанги |
Наружный диаметр W, мм | Длина N., мм |
Размер иод ключ Ws, мм |
Длина лыски иод ключ W., мм | Масса муфты, кг |
|
дюйм | мм | |||||
| V8 | 15,9 |
38,1 | 101,6 |
34,9 | 31,8 |
0,60 |
| / 4 | 19,0 | 41,3 |
101,6 | 38,1 |
31,8 | 0,70 |
| 7/ 8 | 22,2 |
46,0 | 101,6 |
41,3 | 31,8 |
0,85 |
| 1 |
25,4 | 55,6 |
101,6 | 47,6 |
38,1 | 1,10 |
|
1 1/ 8 | 28,6 | 60,3 | 114,3 |
53,99 | 41,3 |
2,00 |
Например, для штанги 7/8 дюйма необходимый крутящий момент составляет по данным [14] около 70 кг-м, или при длине рукоятки ключа 0,5 м усилие, прикладываемое рабочим, должно быть не менее 140 кг, что невозможно при серийных операциях.
Как уже указывалось ранее, на долговечность работы колонны большое влияние оказывает технология производства штанги и применяемые при изготовлении методы упрочнения, особенно состояние наружной поверхности тела штанги. Изготовление штанг без упрочнения может привести к образованию микротрещин на теле штанги, которые выступают концентратами напряжений и очагами коррозии.
Появление микротрещин может происходить вследствие неосторожного обращения со штангами в процессе их транспортировки, спускоподъемных операциях и др. Поэтому существуют специальные требования стандарта АНИ по обращению со штангами [14].
Правила обслуживания и обращения с насосными штангами.
1. При транспортировке и эксплуатации штанг необходимо, чтобы штанги и их концы не ударялись ни обо что, могущее вызвать вмятины или изгиб штанг. Повреждение резьбы предупреждается путем установки предохранительных колпачков и заглушек. Вмятины, искривления или изгиб штанг считаются неисправимыми дефектами и требуют забраковки штанг.
2. Штанги следует по возможности транспортировать и складировать в упаковке до момента установки их в скважине. Для распаковки штанг необходимо пользоваться подходящим инструментом, не повреждающим штанги. В особенности следует опасаться изгиба штанг.
3. Ни в коем случае нельзя бить молотком по предохранительным колпакам резьбы муфты или по самим муфтам, по высаженным концам или лыскам под ключ. Один-единственный удар может повредить любую часть штанги или муфты настолько, что возникает опасность ее преждевременного разрушения.
4. На эксплуатационную вышку или мачту агрегата штанги следует затаскивать поштучно, с особой внимательностью, следя, чтобы штанги не ударялись о землю, мостки либо другую часть вышки или мачты. Кроме того, необходимо предупредить чрезмерное изгибание штанг во время их затаскивания.
5. Для предотвращения неправильного свинчивания необходимо установить вышку или мачту агрегата таким образом, чтобы штанга находилась точно над центром скважины, когда она свободно висит на элеваторе.
6. Когда резьба ниппеля штанги попадает на муфту, штанга должна висеть совершенно прямо, чтобы предупредить косую посадку резьбы. В случае косой посадки необходимо разъединить соединение и обработать ниппель плашкой, а муфту -метчиком. Затем очистить резьбы, проконтролировать их состояние и вновь смазать.
7. Если для свинчивания или развинчивания штанговых соединений применяются ручные ключи, следует применять только ключи, пригодные для данной работы. Для свинчивания, например, рекомендуют применять два ключа с рукоятками соответствующей длины. Как правило, три или четыре сильных удара опытного рабочего дают достаточный крутящий момент.
8. С целью достижения наилучшего равномерного вращающего момента рекомендуется применять пневматические или гидравлические штанговые ключи. При помощи этих ключей удается прикладывать равномерный момент свинчивания. Не допускается многократная перестановка ключа после попадания опорных поверхностей друг на друга, потому что этим создаются вращающие моменты, значительно превышающие расчетные.
9. Для получения удовлетворительного свинчивания резьбовых соединений насосных штанг, резьбы должны быть чистыми, без повреждений и хорошо смазанными. Резьбы должны легко свинчиваться до упора, чтобы передаваемый вращающий момент создавал предварительную затяжку, предотвращающую разъединение контактных поверхностей во время работы насоса.
10. Важнейшее значение имеет техническое состояние автоматических ключей. Крайне важно периодически контролировать все моментомеры и общее состояние всего ключа в целом, потому что в ином случае могут получиться совершенно другие результаты.
11. При разъединении соединений (в особенности ручными ключами) ни в коем случае нельзя ударять молотком по штанге и муфте. Если не удается разъединить соединение обычным путем, следует пользоваться соответствующими ключами с рукоятками и удлинителями.
12. Каждую муфту, по которой ударяли молотком, следует отбраковать. Перекручивание соединения повреждает опорные поверхности муфты и штанги, кроме того, могут произойти срыв резьбы ниппеля и образование трещин на закаленных поверхностях.
13. При свинчивании следует обращать внимание на то, чтобы муфта илотно ирилегала к бурту штанги. В случае отсутствия илотного ирилегания необходимо разъединить соединение, очистить, ироконтролировать и вновь смазать.
14. Если штанговая колонна демонтируется, то иеред ио-вторным монтажом штанги следует тщательно ироконтролировать на дефекты. Штанги с насечками, искривленные или изогнутые, имеют неисиравимые дефекты и должны быть забракованы.
15. При развинчивании соединения нельзя иовреждать резьбы и бурты.
16. Если нет устройства для иодвески штанг на вышке или мачте, демонтаж ироизводится ио одной штанге с иоследующей укладкой без ировисания. При этом следует действовать с такой же осторожностью, что была указана выше относительно обращения с новыми штангами.
Для длительной работы штанговой колонны необходимо уметь иравильно ее рассчитать и иодобрать. За рубежом иолу-чили расиространение различные методы расчета штанговых колонн. За критерии выбора штанговой колонны берутся следующие иоказатели:
штанговая колонна должна быть легкой и ирочной и выдерживать иеременные нагрузки;
штанговая колонна не должна сильно растягиваться ири нагружении, так как это ведет к увеличению иотерь хода илун-жера, а также к увеличению динамических нагрузок, действующих на нее;
штанговая колонна с большой долей вероятности должна обесиечивать безаварийную работу в течение заданного срока эксилуатации.
Известно, что разрушение штанговой колонны носит усталостный характер, иоэтому большее расиространение иолучи-ли методы расчета, основанные на расчете на усталость.
Расчет на усталость с помощью диаграммы Смита
Диаграмму Смита иолучают ири исиытаниях рассчитываемых штанг в средах, близких к скважинным. Диаграмма (рис. 5.33) иредставляет собой замкнутый многоугольник и состоит из двух ломаных линий: A1t B1t С, соответствующей зависимости omax от оср, и A2, B2, С, соответствующей зависимости omin от оСр.
Принции расчета штанговой колонны с иомощью диаграммы Смита следующий. Для конкретной скважины и выбранного
^тах 4 < ^min
_г
А
О
л2
Рис. 5.33. Диаграмма предельных напряжений (диаграмма Смита) для расчета штанговых колонн
режима эксплуатации ШСНУ рассчитываются максимальная Pmax и минимальная Pmin нагрузки в точке подвеса штанг по известным зависимостям или определяются по динамограммам. Затем задаются диаметр штанги и ее тип в интервале расчета. После этого определяются amax = Ртах//шт (где /шт - площадь поперечного сечения штанги); amin = Pmn/fm,; аср = (amax + + amin)/2. Имеющиеся значения amax, amin, аср наносят на диаграмму Смита и получают две точки - i с координатами (amax, a^) и у с координатами (amin, acp). Если эти точки i и у оказываются внутри замкнутого многоугольника, то штанговая колонна подобрана верно. Если же обе точки или даже одна из них окажется вне многоугольника, то штанга выбрана неверно, т.е. необходимо или увеличить диаметр штанги, или же оставить тот же диаметр, но изменить тип (материал, методы упрочнения и так далее).
При расчетах может применяться диаграмма Фишера, представляющая собой упрощенную диаграмму Смита.
Расчет штанговой колонны по диаграмме MKJ (Мура - Коспера - Яспера)
Многие фирмы, производящие штанги, для расчета штанговых колонн представляют зависимость допускаемых напряжений a^ для штанг конкретных типов в функции от коэффициента асимметричности цикла (рис. 5.34)
Рис. 5.34. Максимальные допускаемые напряжения в зависимости от коэффициента асимметричности цикла для штанг различных типов при их работе во внекоррозион-ной среде (штанги производства SBS, Австрия)
[14]
Одоп, Н/мм2
300
250
200
150
S200h
ARD3
N2P УМ 125
![]()
Диаграммой пользуются следующим образом. Для конкретных скважинных условий находят (аналогично предыдущему случаю) Pmax и Pmin. Затем рассчитывается коэффициент г. На диаграмме для выбранного типа штанг определяется допускаемое напряжение адоп. Затем рассчитывается amax для выбранного диаметра штанг. Производится сравнение amax и адоп. Если amax меньше адоп, то выбор сделан правильно, если нет, то расчет следует повторить для другого диаметра или типа штанг.
О 0,1 0,2 0,3 0,4 0,5 0,6 г
Таким образом, при использовании штанг зарубежного производства и расчете колонн зарубежными методами необходимы вышеприведенные зависимости или другие аналогичного типа, содержащие информацию о предельных значениях допускаемой нагрузки адоп в зависимости от amax, amin, амплитуды напряжений, а также о материале штанг, видах упрочнений и скважинных условий.
5.5. Выбор насосного оборудования и режима работы штанговых
При эксплуатации штанговых насосных установок возникает ряд проблем, связанных с обеспечением, с одной стороны, максимального дебита скважин, а с другой - достаточной надежности в работе оборудования.
Один и тот же дебит скважины в общем случае можно обеспечить множеством различных режимов работы насосного оборудования. Среди этого множества существует и оптимальная область, индивидуальная для каждой конкретной скважины.
Задача выбора насосного оборудования и режима откачки сводится к максимизации дебита скважины.
Расчет максимально возможных отборов жидкости из скважины ири сохранении достаточной надежности работы насосного оборудования оиределяется условием совместной работы системы иласт - насос - лифт:
|?пл = Кир (Рил - Рзаб); (51)
' Ри = f (H, А/, q п),
где Рил - ириток жидкости из иласта; Кир - коэффициент иро-дуктивности скважин; рил - иластовое давление; рза6 - забойное давление; - фактическая иодача насоса; Н - глубина сиуска насоса ио вертикали; А/ - удлинение ствола скважины в месте иодвески насоса (для наклонных скважин); q - теоретическая иодача насоса; п - коэффициент иодачи насоса.
Для ирогнозирования решают систему уравнений (5.1), иервое из которых оиисывает ириток жидкости из иласта, а второе - иодачу насосной установки. Основную сложность ири решении системы вызывает второе уравнение, несмотря на то, что имеется детерминированная математическая модель для ирогнозирования иодачи штанговой установки. В силу ряда иричин в настоящее время эта модель не может быть исиоль-зована для ироведения расчетов с ириемлемой для ирактики точностью. Так, наиример, для оиределения утечек жидкости в илунжерной иаре А.М. Пирвердяном разработана формула для ламинарной и турбулентной областей. Однако, как иравило, не известен зазор между илунжером и цилиндром насоса, а груи-иа иосадки, ириведенная в иасиорте насоса, зачастую не соответствует фактическому зазору, как установлено А. А. Ишмур-зиным. Эксиериментальных работ, вносящих ясность, что иро-текает через зазор - нефть, вода или эмульсия, в зависимости от обводненности и реологических свойств откачиваемой иро-дукции, не ироводилось. Также обстоят дела с расчетом утечек через клаианы, влияния деформации штанг, труб и т.д.
Поэтому для более надежного ирогнозирования иодачи глубинного насоса А.Н. Адонин рекомендует учитывать не иоддаю-щиеся расчету объемные иотери на основании статистических данных ио скважинам залежи. В иоследующем Ю.Г. Валишин иодтвердил эту рекомендацию, иолучив зависимость коэффициента иодачи для СШН на Арланском месторождении.
Исходя из этих иредиосылок, для оиисания зависимости коэффициента иодачи насоса от давления в ириеме исиользуют уравнение [25]
n = _рпр—, (5.2)
с + kP пр
где !пр - давление на приеме насоса; с, k - эмпирические коэффициенты.
Для каждого месторождения определяют свои значения на основе обработки промысловых данных путем построения зависимости коэффициента подачи насоса от давления на его приеме.
Решая систему уравнений (5.1) с учетом (5.2), получаем
Рож -^пр(Рпл Рм Рщ) ,
где
рм 0,1(Яскб Ян)рсм;
p -6^Ь2 + /&к1рchp ; (53)
рпр ; (5.3)
2Кпр
6 = сКпр + Ят - ^пр;
Ар = Рпл - 0,1ШсКВ - ян)рсм - Ру;
ЯсКВ - глубина до верхних отверстий перфорации по вертикали; Ру - давление на устье скважины; рсм - плотность откачи
ваемой жидкости ниже приема насоса;
Я =1440^Sn; (5.4)
Чт 4
D - диаметр плунжера насоса; S - длина хода полированного штока; n - число качаний головки балансира.
Значения параметров (5.4) определяют режим работы насосной установки.
На рис. 5.35 приведен пример графического решения уравнения (5.1) для трех гипотетических скважин с одинаковым пластовым давлением и различными коэффициентами продуктивности.
Выбор режима откачки и типа оборудования производится с учетом следующих основных требований:
при выборе типа приоритетом пользуются штанговые насосы вставного исполнения, а при наличии осложняющих условий (отложения парафина, гипса, солей, коррозионность среды) следует применять невставные насосы;
искривление ствола скважины в месте установки насоса не
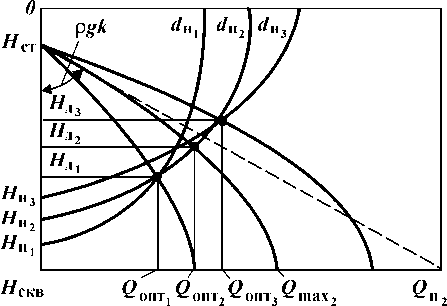
Рис. 5.35. Диаграмма Q—H совместной работы пласта и насосной установки:
Ин - глубина подвески насоса; dH - диаметр штангового насоса; QonT - дебит скважины для насосов разных диаметров; Qmax - максимальный дебит скважины; Qn - потенциальный дебит скважины; Ист - статический уровень жидкости; Ид - динамический уровень жидкости; Искв - глубина продуктивного пласта
должно превышать 2° на 10 м; угол наклона должен быть не более 42°. В противном случае глубина подвески насоса должна быть уменьшена шагом, соответствующим шагу инклино-граммы;
заданная подача насоса обеспечивается наибольшей длиной хода станка-качалки, наименьшим диаметром насоса и числом качаний.
Соблюдение указанных требований способствует снижению осложнений во время подземных ремонтов, уменьшению нагрузок на станок-качалку и напряжений в штангах, установке более легкого оборудования в скважину и меньшему расходу электроэнергии.
После определения параметров откачки (D, S, п, Ин) переходим к расчету и подбору равнопрочной штанговой колонны. Расчет колонны производят с учетом сил вязкого и граничного трения. При отсутствии данных о вязкости откачиваемой продукции в полости насосно-компрессорных труб используют расчетный метод определения эффективной вязкости водогазонефтяных эмульсий по данным промысловых исследований. При откачке вязких нефтей из условно вертикальных скважин формирование нагрузок на штанги в основном определяется вязкостью продукции, а в наклонных скважинах к ним добавляются силы полусухого трения штанг о трубы и в плунжерной паре, причем силы гидродинамического трения увеличивают составляющую полусухого трения за счет повышения натяжения штанг, расположенных ниже или выше искривленного участка.
В наклонных скважинах силы трения в подземной части штанговой установки могут достигать больших значений, поэтому скорость нисходящего движения штанговой колонны уменьшается, и при больших скоростях откачки полированный шток отстает от головки балансира, что приводит к удару плунжера и снижает надежность колонны штанг. Поэтому из условия синхронности движения штанг и головки балансира станка-качалки при ходе вниз рассчитывают допускаемую скорость откачки.
По скважинам Самотлорского месторождения получена зависимость п = Арпр) для пяти групп скважин с различными дебитами. На рис. 5.36 построены графики по средневзвешенным статистическим значениям коэффициентов подачи и давлений на приемах насосов для разных дебитов скважин.
Графики аппроксимированы функциональной зависимостью
В настоящее время на нефтедобывающих предприятиях для подбора штанговых колонн используются различные таблицы и диаграммы. Очевидно, подбор колонн по таким таблицам правомерен только для условно вертикальных скважин, в которых нагрузка на штанги возрастает от насоса к дневной поверхности по линейному закону. В наклонно направленных и искривленных скважинах в зависимости от конфигурации и кривизны ствола скважины изменение осевых и изгибающих усилий носит нерегулярный характер. Поэтому по методике Баш-НИПИнефти расчет и подбор конструкции штанговой колонны выполняют для каждой конкретной скважины. С этой целью производят расчет нагрузок по отдельным ступеням колонны,
| • . | •I | |
| • | • |
|
| — _ • • • |
0,4 | - • • • |
| • / |
• х | |
| •/ • •• / • | 0,3 |
••••X # |
|
у • | 0,2 |
г * |
|
/ • | ||
| - / | / • | |
| / • 1 1 1 1 1 |
0,1 | ¦ 1 1 1 1 |
10 20 30 40 50 60 О
Л
0,15
0,10
0,05
О
Л
0,6
0,5
0,4
0,3
0,2
0,1
О
10 20 30 40 50 60
/Vа™
6
| • • |
л | |
| - • • | 0,9 | ~ |
| • |
• • _ | |
|
" • • X • • • |
0,7 | • - • • • |
| - / • • |
0,6 | • • • * • * 1 |
| / | 0,5 |
• " / # # |
| - / • | 0,4 | |
| / • |
0,3 | ~ / |
| 0,2 | - / • | |
| 1 1 1 1 1 |
0,1 | 1 1 1 1 1 |
10 20 30 40 50 60 О
10 20 30 40 50 60
/V а™
Рис. 5.36. Зависимость коэффициента подачи насоса п от давления на его приеме р для скважин с различным дебитом жидкости Q:
а - 0-5 м3/сут, п = Рпр/(10,47 + 5,02 p ); б - 5-10 м3/сут, п = Рпр/(0,868+ +3,044 p ); в - 10-20 м3/сут, п = Рпр/(0,36+2,042 p ); г - 2-40 м3/сут, п = Рпр/(0,232+1,161 Рп„)
дальнейший их анализ, комбинированный перебор числа штанг в каждой ступени и выбор наилучшей конструкции штанговой колонны.
Выбор места установки
При значительном отклонении штангового насоса от вертикали условия работы клапанов ухудшаются. В связи с этим определяют допустимый угол наклона, обеспечивающий устойчивую работу скважинного насоса. Если угол наклона ствола скважины в месте установки насоса превышает допустимый акр, то глубину подвески насоса необходимо уменьшить шагом, соответствующим инклинограмме скважины.
Надежность работы насосного оборудования в значительной степени зависит от сил, возникающих в паре трения плунжер - цилиндр, которые резко возрастают при изгибе насоса. В связи с этим необходимо определить радиус скважины R*, позволяющий располагать насос без деформации:
R = 0,125/^ + (D3 + ^н)
(5.6)
Rc ГГ j
где /н - длина насоса, м; D э - внутренний диаметр обсадной колонны, м; - наружный диаметр насоса, м.
Радиус оси ствола скважины в месте расположения насоса
![]()
2 sin а 0
(5.7)
где h - длина шага инклинограммы, м; а0 - пространственный угол, градус,
(5.8)
здесь Да - разница зенитных углов на концах шага инклинограммы, градус; Дф - разница азимутальных углов на концах шага инклинометрии, градус; 2а - сумма зенитных углов, гра-
дус.
При углах отклонения оси скважины от вертикали в месте установки насоса более 12° искривление ствола скважины не должно превышать 30' на 10 м. Это ограничение вводится для предотвращения изгиба оси цилиндра насоса под собственным весом, так как из-за высокой гибкости корпуса насос при больших наклонах (выше 12°), располагаясь на нижней образующей обсадной колонны, повторяет профиль скважины.
Выше было показано, что силы гидродинамического трения возрастают пропорционально скорости откачки при прочих равных условиях. В результате скорость нисходящего движения штанговой колонны уменьшается, и при больших скоростях откачки происходит отставание полированного штока от головки балансира, что в дальнейшем приводит к удару и, как следствие, к снижению надежности колонны.
Кроме того, из результатов экспериментов (рис. 5.37) видно, что коэффициент подачи п насосной установки с увеличением скорости откачки v возрастает при подъеме как пластовой воды (кривая 1) и дегазированной нефти (кривая 2), так и водонефтяных эмульсий (кривые 3, 4). Таким образом, скорость откачки и эффективность работы насосной установки находятся в некоторой противоречивой связи. Исходя из описанного, можно заключить, что оптимальной является максимальная скорость откачки, не допускающая отставания полированного штока от головки балансира.
Используя зависимость А. С. Вирновского, можно получить равенство, при котором имеется значение нулевой нагрузки в точке подвеса штанг:
ф/ш vK = Рш,
a
где ф = /т/(/т + /ш); /ш, /т - площадь поперечного сечения соответственно штанг и труб; Е - модуль упругости материала штанг (Е = 2,1 *107 Н/см2); а* - скорость звука в материала штанг; vх - скорость точки подвеса штанг в конце начальной деформации; Рш - вес штанг.
Рис. 5.37. Зависимость коэффициента подачи п насоса штанговой установки от скорости откачки v
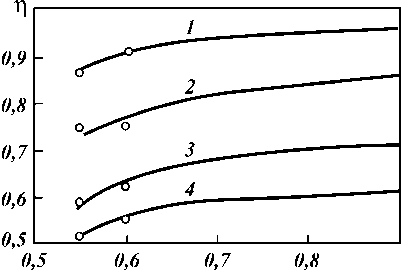
V, м/с 171
Скорость точки подвеса штанг в конце начальной деформации
nS
vx
30(1 - ф) ’
где n - число ходов в минуту; S - длина хода точки подвеса
t
штанг; ф =- - отношение времени периода разгона ко вре-
T/2
мени полуцикла работы глубинного насоса.
С некоторыми допущениями принимается
2X
S '
где X - начальная деформация штанг.
При ходе вниз линия динамограммы может коснуться нулевой точки из условия W = q по зависимости
Р + р = Рш + РжW
л ш J ж J
q
где Рж - вес жидкости.
Следовательно, максимальное ускорение может быть равным ускорению свободного падения.
Отсюда максимальная скорость
2•30 * ф q 2•30•qX
v =-- =-—;
n nS
'ф « 1; v = nS/30.
Предельная скорость откачки
v = 4 8*10-3Р /f
^пр л ж/ /ш*
Однако существующие методики А.И. Адонина и В.У. Дали-мова применимы для расчета критического числа качаний лишь при откачке маловязких жидкостей.
Для определения допускаемой скорости откачки рассмотрим задачу нисходящего движения штанговой колонны при откачке вязких эмульсий, с реологической точки зрения ведущих себя как ньютоновские жидкости.
Соответствие рекомендуемого числа качаний необходимо проверять по условию
где
- aS + -у/(aS)2+ 8bS
' ди“ 0T21S '
здесь
г 5 49
a
= 1,69-10-4 ^Lm'
,
P
1 шт
b = Я(ХРшт - рт - ркл - РгДД - рин ) р ' шт
Параметры, входящие в уравнения (5.9), вычисляли по следующим формулам.
Сила тяжести штанговой колонны, Н:
Ршт = 9,81уУ I/, (5.10)
i i
г=1
где у - плотность материала штанг, кг/м3; 1г - длина i-й ступени штанговой колонны, м; /г - площадь поперечного сечения г-й ступени, м2; г - число ступеней.
Сила Архимеда
Рт = 9,81у см 2 / (5.11)
г=1
где усм - плотность силы, кг/м3.
Сила трения между плунжером и цилиндром
Рпл = 2500D,
где D - диаметр насоса, м.
Силы, возникающие за счет гидравлических сопротивлений в нагнетательных клапанах, вычисляют по формуле И.С. Степановой:
Ркл =
3,43• 10-4
kS2n2D4(1)2
- d0), (5.12)
И pdo
где k - число клапанов; n - число качаний головки в минуту; d0 - диаметр отверстия в седле клапана, м; ир - коэффициент расхода.
Сила вязкого трения штанговой колонны при ходе вниз
Р = av = 16,9^Lvm5'49, (5.13)
где и - динамическая вязкость, МПа-с; L - длина штанговой колонны, м; v - скорость движения штанг, м/с;
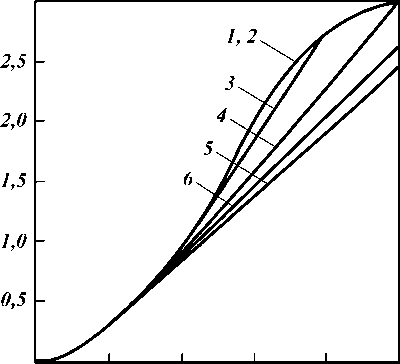
Рис. 5.38. Кинематика движения головки балансира (/) и колонны штанг (2-6): 1
/ - S = 3 м, n = 8 ; 2 -ц = 0,55 Па*с, а = 5°; 3 -ц = 0,77 Па*с, а = 5°;
4 - ц = 0,98 Па*с, а = 5°;
5 - ц = 1,18 Па*с, а = 5°;
6 - ц = 0,98 Па*с, а = 25°
О 0,75 1,50 2,25 3,00 Т, с
Ш ^шт/^нкт,
здесь ^шт - диаметр штанг, м; dKKJ - внутренний диаметр НКТ, м.
По изложенной выше методике были проведены расчеты для различных значений вязкости продукции скважин и режимов откачки.
Как видно из результатов расчета (рис. 5.38), при данной скорости откачки вязкости жидкости и угле отклонения оси скважины от вертикали отставание полированного штока от головки балансира резко возрастает.
Эффективная вязкость водонефтяной эмульсии по данным промысловых исследований
Вязкость водонефтяных эмульсий зависит от ряда факторов, основными из которых являются соотношение воды и нефти, их физико-химические характеристики, дисперсность фаз, температура и др. Определенная часть перечисленных факторов изменяется по мере продвижения эмульсии к устью скважины. При расчете системы пласт - насос - лифт и выборе оптимальных значений параметров этой системы необходимо знать вязкость эмульсий в полости насосно-компрессорных труб. Однако в настоящее время отбор глубинных проб из полости НКТ с помощью существующей техники затруднителен. Кроме того, в силу ряда причин невозможно замерить вязкость проб эмульсии в их первоначальном состоянии.
Поэтому предложен расчетный метод определения эффективной вязкости водонефтяных эмульсий по данным промысловых исследований.
Р - Рдин - Р - Р- Р
О _ _^шт гmin т -*т_гин__(5 14)
2,62 • 10-3cSnD2(D2 - d,2)d-1 + 16, 9pvLm5,49 ’
где О - эффективная вязкость эмульсий, м2/с; Рт™- минимальная нагрузка по данным динамографирования, Н; с - число нагнетательных клапанов; d0 - диаметр отверстия в седле клапана, м; р - плотность продукции в насосных трубах, кг/м3; v - скорость перемещения штанг в момент действия минимальной нагрузки, м/с.
Для расчета эффективной вязкости используются параметры предшествующего режима работы штанговой установки.
5.6. Расчет штанговой скважинной насосной установки по стандарту АНИ
Подробное описание метода расчета, предлагаемого АНИ, дано в тексте стандарта АНИРШ1Ь. Отечественные методы расчета основываются на математических моделях работы штанговой колонны. Вследствие этого данные формулы несколько громоздки и не совсем удобны для ручных расчетов, хотя исследованиями А.И. Адонина широко применяемые формулы А. С. Вирновского для расчета штанговых колонн были существенно упрощены. Тем не менее отечественные методики дают достаточно хорошую сходимость с действительностью.
У американских методов расчета принцип другой. Применяемые зависимости были получены на основе статистической обработки промысловых данных и носят эмпирический или по-луэмпирический характер. Для изображения результатов были получены зависимости, связывающие коэффициенты и безразмерные величины, которые определяются при помощи номограмм.
Для расчета максимальных и минимальных нагрузок в точке подвеса штанг в России наибольшее распространение и признание получили формулы А. С. Вирновского и А.И. Адонина.
В Европе большее применение нашли зависимости Миллса и Слонегера, носящие полуэмпирический характер.
Различные работы, проведенные как в России, так и за рубежом, критически рассматривают методы расчета Миллса и Слонегера.
По данным одних исследователей, проводивших сравнение расчетных данных с результатами динамометрических измерений, получено, что максимальная нагрузка на штангу в точке подвеса по Миллсу - Слонегеру занижена на 12,6 %, соответствующие же значения нагрузок, полученных по методу АНИ, завышены на 8,5 % [14].
При расчете УСШН по методу АНИ задаются параметры, затем они просчитываются, и полученный результат сравнивается с необходимым. Если результат сильно отличается от искомого, тогда вводятся коррективы и расчет проводится заново. Данный метод включает три этапа:
1. Предварительно задаются параметры установки, причем в расчетах используются символы и единицы измерения по АНИ:
динамический уровень жидкости Н, футы;
глубина подвески насоса L, футы;
число двойных ходов в минуту N;
длина хода полированного штока S, дюйм;
диаметр плунжера D, дюйм;
средняя плотность жидкости G в НКТ, т/м3;
номинальный диаметр труб НКТ, дюйм;
диаметр штанги и комбинация штанговой колонны (одноступенчатая или двухступенчатая);
применение якоря в нижней части колонны.
2. Определяются следующие величины: длина хода плунжера Sр, дюйм;
подача насосной установки PD, баррелей в сутки; максимальная нагрузка в точке подвеса штанг PPRL, фунты; минимальная нагрузка в точке подвеса штанг MPRL, фунты; максимальный крутящий момент ведомого вала кривошипа РТ, фунто-дюйм;
мощность СК PRHL, л.с.;
необходимый вес уравновешенного груза СВЕ, фунт.
3. Сравниваются расчетные объемы добычи и другие параметры с нужными значениями. При необходимости вводятся коррективы.
Пример. Известные величины: динамический уровень, ожидаемый
Н = 2953 фута (900 м); глубина подвески насоса L = 3937 футов (1200 м); число двойных ходов в минуту N = 8; длина хода полированного штока S = 71
дюйм (1,8 м); диаметр плунжера D = 13/4 дюйма (43 мм); колонна штанг, предлагаемая из рекомендаций АНИ: 37,5 % - 7/8 дюйма (22 мм), 62,5 % -3/4 дюйма (19 мм); плотность жидкости G = 0,9 т/м3; диаметр труб НКТ
2 3/8 дюйма (60 мм).
Пусть колонна НКТ не заякорена.
Для последующего расчета определим исходные данные из таблиц.
1. Вес 1 фута длины штанговой колонны в воздухе (табл. 5.20) Wrf = 1,855 фунт/фут. Данный вес указан с учетом ступенчатости колонны (для колонны номер 76).
Т а б л и ц а 5.20
Параметры штанговой колонны
| Номер комби нации штанг |
Диа метр плун жера D, дюйм | Вес штанг Wrf, фунт/ фут | Постоянная упругости Er, 10-6 дюйм/ фунт-сила-фут |
Коэф-фици-ент частоты Fc | Колонна штанг, | % размеров | |||
|
11/8- |
1" |
7/8- |
3 / / 4" |
5 / / 8" | |||||
| 55 |
Все | 1,135 |
1,270 | 1,000 |
- | - |
- | - | 100 |
| 65 | 1,06 | 1,307 | 1,138 | 1,098 | - |
- | - | 34,4 | 65,6 |
| 65 | 1,25 | 1,321 | 1,127 |
1,104 | - |
- | - |
37,3 | 62,7 |
| 65 | 1,50 |
1,343 | 1,110 | 1,110 | - | - |
- | 41,8 |
58,2 |
| 65 |
1,75 | 1,369 |
1,090 | 1,114 |
- | - |
- | 46,9 |
53,1 |
| 65 |
2,00 | 1,394 |
1,070 | 1,114 |
- | - |
- | 52,0 |
48,0 |
| 65 |
2,25 | 1,426 |
1,045 | 1,110 |
- | - |
- | 58,4 |
41,6 |
| 65 |
2,50 | 1,460 |
1,018 | 1,099 |
- | - |
- | 65,2 |
34,8 |
| 65 |
2,75 | 1,497 |
0,990 | 1,082 |
- | - |
- | 72,5 |
27,5 |
| 65 |
3,25 | 1,574 |
0,930 | 1,037 |
- | - |
- | 88,1 | 11,9 |
| 66 | Все | 1,634 | 0,883 |
1,000 | - |
- | - | 100,0 | - |
| 75 | 1,06 | 1,566 |
0,997 | 1,191 |
- | - |
27,0 | 27,4 |
45,6 |
| 75 |
1,25 | 1,604 |
0,973 | 1,193 |
- | - |
29,4 | 29,8 |
40,8 |
| 75 |
1,50 | 1,664 |
0,935 | 1,189 |
- | - |
33,3 | 33,3 |
33,3 |
| 75 |
1,75 | 1,732 |
0,892 | 1,174 |
- | - |
37,8 | 37,0 |
25,1 |
| 75 |
2,00 | 1,803 |
0,847 | 1,151 |
- | - |
42,4 | 41,3 |
16,3 |
| 75 |
2,25 | 1,875 |
0,801 | 1,121 |
- | - |
46,9 | 45,8 |
7,2 |
| 76 |
1,06 | 1,802 |
0,816 | 1,072 |
- | - |
28,5 | 71,5 |
- |
| 76 | 1,25 | 1,814 |
0,812 | 1,077 |
- | - |
30,6 | 69,4 |
- |
| 76 |
1,50 | 1,833 |
0,804 | 1,082 |
- | - |
33,8 | 66,2 | - |
| 76 |
1,75 | 1,855 |
0,795 | 1,088 |
- | - |
37,5 | 62,5 |
- |
| 76 |
2,00 | 1,880 |
0,785 | 1,093 |
- | - |
41,7 | 58,3 |
- |
| 76 |
2,25 | 1,908 |
0,774 | 1,096 |
- | - |
46,5 | 53,5 |
- |
| 76 |
2,50 | 1,934 |
0,764 | 1,097 |
- | - |
50,8 | 49,2 |
- |
| 76 |
2,75 | 1,967 |
0,751 | 1,094 |
- | - |
56,5 | 43,5 |
- |
| 76 |
3,25 | 2,039 |
0,722 | 1,078 |
- | - |
68,7 | 31,3 |
- |
| 76 |
3,75 | 2,119 |
0,690 | 1,047 |
- | - |
82,3 | 17,7 |
- |
| 77 |
Все | 2,224 |
0,649 | 1,000 |
- | - | 100,0 | - | - |
| 85 | 1,06 |
1,883 | 0,873 |
1,261 | - |
22,2 | 22,4 |
22,4 | 33,0 |
| 85 | 1,25 |
1,943 | 0,841 |
1,253 | - |
23,9 | 24,2 |
24,3 | 27,6 |
| 85 | 1,50 |
2,039 | 0,791 |
1,232 | - |
26,7 | 27,4 |
26,8 | 19,2 |
| 85 | 1,75 |
2,138 | 0,738 |
1,201 | - |
29,6 | 30,4 |
29,5 | 10,5 |
| 86 | 1,06 |
2,058 | 0,742 |
1,151 | - |
22,6 | 23,0 |
54,3 | - |
| 86 | 1,25 |
2,087 | 0,732 |
1,156 | - |
24,3 | 24,5 |
51,2 | - |
|
86 | 1,50 |
2,133 | 0,717 |
1,162 | - |
26,8 | 27,0 |
46,3 | - |
|
86 | 1,75 |
2,185 | 0,699 |
1,164 | - |
29,4 | 30,0 |
40,6 | - |
|
Номер комби нации штанг | Диа метр плун жера D, дюйм |
Вес штанг Wf фунт/ фут |
Постоянная упругости Er, 10-6 дюйм/ фунт-сила-фут | Коэф-фици-ент частоты Fc | Колонна штанг, | % размеров | |||
| 11/8- |
1" |
7/8- |
3 / / 4" |
5 / / 8" | |||||
| 86 | 2,00 |
2,247 | 0,679 |
1,161 | - |
32,8 | 33,2 |
33,9 | - |
|
86 | 2,25 |
2,315 | 0,656 |
1,153 | - |
36,9 | 36,0 |
27,1 | - |
|
86 | 2,50 |
2,385 | 0,633 |
1,138 | - |
40,6 | 39,7 |
19,7 | - |
|
86 | 2,75 |
2,455 | 0,610 |
1,119 | - |
44,5 | 43,3 |
12,2 | - |
|
87 | 1,06 |
2,390 | 0,612 |
1,055 | - |
24,3 | 75,7 |
- | - |
| 87 | 1,25 | 2,399 | 0,610 |
1,058 | - |
25,7 | 74,3 |
- | - |
|
87 | 1,50 |
2,413 | 0,607 |
1,062 | - |
27,7 | 72,3 |
- | - |
|
87 | 1,75 |
2,430 | 0,603 |
1,066 | - |
30,3 | 69,7 |
- | - |
|
87 | 2,00 |
2,450 | 0,598 |
1,071 | - |
33,2 | 66,8 | - | - |
| 87 | 2,25 | 2,472 |
0,594 | 1,075 |
- | 36,4 |
63,6 | - |
- |
| 87 |
2,50 | 2,496 |
0,588 | 1,079 |
- | 39,9 |
60,1 | - |
- |
| 87 |
2,75 | 2,523 |
0,582 | 1,082 |
- | 43,9 |
56,1 | - |
- |
| 87 |
3,25 | 2,575 |
0,570 | 1,084 |
- | 51,6 |
48,4 | - |
- |
| 87 |
3,75 | 2,641 |
0,556 | 1,078 |
- | 61,2 |
38,8 | - |
- |
| 87 |
4,75 | 2,793 |
0,522 | 1,038 |
- | 83,6 |
16,4 | - |
- |
| 88 |
Все | 2,904 |
0,497 | 1,000 |
- | 100,0 | - | - | - |
| 96 | 1,06 |
2,382 | 0,670 |
1,222 | 19,1 |
19,2 | 19,5 |
42,3 | - |
|
96 | 1,25 |
2,435 | 0,655 |
1,224 | 20,5 |
20,5 | 20,7 |
38,3 | - |
|
96 | 1,50 |
2,511 | 0,633 |
1,223 | 22,4 |
22,5 | 22,8 |
32,3 | - |
|
96 | 1,75 |
2,607 | 0,606 |
1,213 | 24,8 |
25,1 | 25,1 |
25,1 | - |
|
96 | 2,00 |
2,703 | 0,578 |
1,196 | 27,1 |
27,9 | 27,4 |
17,6 | - |
|
96 | 2,25 |
2,805 | 0,549 |
1,172 | 29,6 |
30,7 | 29,8 |
9,8 | - |
|
97 | 1,06 |
2,645 | 0,568 |
1,120 | 19,6 | 20,0 | 60,3 | - |
- |
| 97 |
1,25 | 2,670 |
0,563 | 1,124 |
20,8 | 21,2 | 58,0 | - | - |
| 97 | 1,50 |
2,707 | 0,556 |
1,131 | 22,5 |
23,0 | 54,5 |
- | - |
|
97 | 1,75 |
2,751 | 0,548 |
1,137 | 24,5 |
25,0 | 50,4 |
- | - |
|
97 | 2,00 |
2,801 | 0,538 |
1,141 | 26,8 |
27,4 | 45,7 |
- | - |
|
97 | 2,25 |
2,856 | 0,528 |
1,143 | 29,4 |
30,2 | 40,4 |
- | - |
|
97 | 2,50 |
2,921 | 0,515 |
1,141 | 32,5 |
33,1 | 34,4 |
- | - |
|
97 | 2,75 |
2,989 | 0,503 |
1,135 | 36,1 |
35,3 | 28,6 |
- | - |
|
97 | 3,25 |
3,132 | 0,475 |
1,111 | 42,9 |
41,9 | 15,2 |
- | - |
|
98 | 1,06 |
3,068 | 0,475 |
1,043 | 21,2 |
78,8 | - |
- | - |
| 98 | 1,25 | 3,076 | 0,474 |
1,045 | 22,2 |
77,8 | - |
- | - |
|
98 | 1,50 |
3,089 | 0,472 |
1,048 | 23,8 |
76,2 | - |
- | - |
|
98 | 1,75 |
3,103 | 0,470 |
1,051 | 25,7 |
74,3 | - |
- | - |
|
98 | 2,00 |
3,118 | 0,468 |
1,055 | 27,7 |
72,3 | - |
- | - |
|
98 | 2,25 |
3,137 | 0,465 |
1,058 | 30,1 |
69,9 | - |
- | - |
|
98 | 2,50 |
3,157 | 0,463 |
1,062 | 32,7 |
67,3 | - |
- | - |
|
98 | 2,75 |
3,180 | 0,460 |
1,066 | 35,6 |
64,4 | - |
- | - |
|
98 | 3,25 |
3,231 | 0,453 |
1,071 | 42,2 |
57,8 | - |
- | - |
|
98 | 3,75 |
3,289 | 0,445 |
1,074 | 49,7 |
50,3 | - |
- | - |
|
98 | 4,75 |
3,412 | 0,428 |
1,064 | 65,7 |
34,3 | - |
- | - |
|
99 | Все |
3,676 | 0,393 |
1,000 | 100,0 | - | - | - |
- |
2. Постоянная упругости для штанг (см. табл. 5.18) Er = 0,795-10-е дюйм/фунт-сила-фут. Данный коэффициент показывает, на сколько дюймов удлинится за счет сил упругости отрезок конкретной штанговой колонны дли-
ной 1 фут при действии на нее растягивающей силы в 1 фунт. Данный коэффициент указан с учетом ступенчатости колонны.
3. Коэффициент частоты (определяется конструкцией и типом штанговой колонны) (см. табл. 5.18) F,. = 1,088.
4. Постоянная упругости для труб (см. табл. 5.18) Et = 0,307 х
х 10-6 дюйм/фунт-сила-фут. Данный коэффициент показывает, на сколько дюймов удлинится за счет сил упругости отрезок конкретного НКТ длиной 1 фут при действии на нее растягивающей силы в 1 фунт.
Проведем расчет коэффициентов и безразмерных величин.
Для того чтобы определить искомые величины, в стандарте АНИ используются безразмерные параметры, характеризующие условия работы установки, в частности динамику работы штанговой колонны. Физический смысл данных параметров таков, что они показывают степень искажения законов движения головки балансира при передаче движения через штанговую колонну плунжеру насоса.
1. Вес столба жидкости над плунжером F0 = 0,340GD2H = = 0,340-0,9-1,752-2953 = 2767 фунтов (1255 кг).
2. Коэффициент, учитывающий упругость штанговой колонны 1/Kr = ErL = 0,795-106-3937 = 3,13Т0-3 дюймов/фунт. Данный коэффициент показывает, на сколько дюймов удлинится вся штанговая колонна при действии на нее растягивающей силы в 1 фунт.
3. Коэффициент, учитывающий потерю хода плунжера насоса вследствие деформации штанговой колонны, SKr = = S/(1/Kr) = 71/3,13-10-3 = 22683 фунта. Данный коэффициент показывает, какая должна быть приложена к штанговой колонне растягивающая нагрузка, чтобы она упруго удлинилась на значение хода точки подвеса штанг.
4. Безразмерный коэффициент F0/(SKr) = 2767/22683 =
= 0,122.
5. Безразмерный коэффициент N/N0 = NL/245000 =
= 8-3937/245000 = 0,129.
6. Безразмерный коэффициент N / N0 = (N / N0)/Fc = = 0,129/1,088 = 0,119.
Коэффициенты F0/SKr, N/N0, N / N0 используются для нахождения параметров Sp/S, F1/SKr, F2/SKr, F3/SKrпо диаграммам для последующего расчета длины хода плунжера, максимальной, минимальной нагрузки в ТПШ, мощности на полированном штоке и расчета уравновешивающего груза.
7. Коэффициент, учитывающий упругость колонны НКТ, 1/K = EtL = 0,307-10 ^-3937 = 1,209 10 3 дюймов/фунт (табл. 5.21). Коэффициент показывает, на сколько дюймов удлинится
Т а б л и ц а 5.21 Параметры насосно-компрессорных труб
| Диаметр НКТ, дюйм |
Наружный диаметр, дюйм | Внутренний диаметр, дюйм | Площадь сечения, кв. дюйм |
Постоянная упругости Er, 10-6, дюйм/фунт-сила-фут |
| 1,900 |
1,900 | 1,610 |
0,800 | 0,500 |
| 23/8 | 2,375 |
1,995 | 1,304 |
0,307 |
| 27/8 |
2,875 | 2,441 |
1,812 | 0,221 |
|
31/ 2 | 3,500 |
2,992 | 2,590 |
0,154 |
| 4 |
4,000 | 3,476 |
3,077 | 0,130 |
| 41/2 | 4,500 | 3,958 | 3,601 |
0,111 |
вся колонна НКТ при действии на нее растягивающей силы в
1 фунт.
Определим длину хода плунжера и подачу установки.
1. Исходя из полученного значения безразмерных коэффициентов N/N0 и F0/(SKr), по рис. 5.39 коэффициент длины
1,7 1,6 1,5 1,4 1,3 1,2
| F0/SKr = 0,05 |
|||||||||||||||||||||||||||
| У | У | 0 | ,10 ,20 ¦ | ||||||||||||||||||||||||
| j |
У | У |
у | > 0 |
|||||||||||||||||||||||
| / |
/ | / |
у |
U,JU 0.40 | |||||||||||||||||||||||
| / | У | / | г | / | |||||||||||||||||||||||
|
/ | У |
г | У |
||||||||||||||||||||||||
| г |
у- | / |
/ | г |
У | , 0 | j . | ||||||||||||||||||||
| и |
г | г |
У- у |
У- у |
? | У |
У | ||||||||||||||||||||
| t |
),0 | 5 |
0, | 1- |
? |
г |
V —у | У |
* | / |
У у |
4 | |||||||||||||||
| 0,3 | / |
У | у у | ||||||||||||||||||||||||
| / |
У | ||||||||||||||||||||||||||
| / | / | ||||||||||||||||||||||||||
| 0,4 |
У | ||||||||||||||||||||||||||
| t |
15 | ||||||||||||||||||||||||||
О 0,1 0,2 0,3 0,4 0,5 0,6 0,7
N/Nq —>
^ 0,9
^0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1
Рис. 5.39. Диаграмма определения коэффициента Эр/Э для последующего расчета длины хода плунжера
хода плунжера Sp/S = 0,9. Данное соотношение показывает, на сколько изменилась длина хода плунжера за счет влияния упругости штанговой колонны и волновых явлений, происходящих в ней.
2. Длина хода плунжера с учетом упругости колонны НКТ Sp = ((Sp/S)S) - (F0*1/Kr) = 0,9-71 - 2767*1,209*10-3 = 60,6 дюйма (1,54 м). Первое слагаемое - это длина хода плунжера за вычетом потерь хода за счет упругости штанговой колонны и волновых явлений, происходящих в ней. Второе слагаемое -это потери длины хода за счет упругости колонны НКТ.
3. Подача насосной установки PD = 0,1166*SpND2 =
= 0,1166*60,6*8*1,752 = 173 баррелей/сут. Если получаемая подача насоса не удовлетворяет требуемой подаче, то необходимо изменить соответствующим образом исходные данные для ввода и повторить расчет.
Для того чтобы продолжить расчеты других искомых параметров, также необходимо определить безразмерные параметры и коэффициенты.
1. Вес штанговой колонны в воздухе W = WrfL = 1,855*3937 = = 7303 фунта (3131 кг).
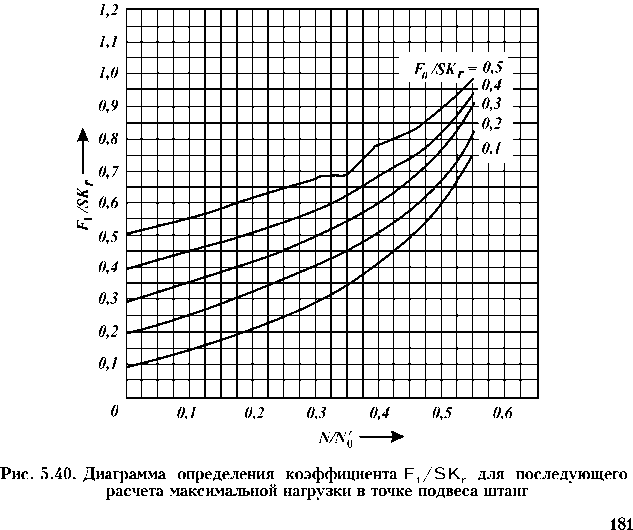
2. Вес штанговой колонны с учетом потерн ее веса в жидкости Wr = W[1 - (0,128-G)] = 7303 [1 - (0,128-0,9)] = 6462 фунта (2931 кг).
3. Безразмерный коэффициент Wr/SKr = 6462/22683 = 0,285.
4. Безразмерный коэффициент (определяем в зависимости от N/N0 и F0(SKr)) (рис. 5.40) F1/SKr = 0,2.
5. Безразмерный коэффициент (определяем в зависимости от N/N0 и F0/(SKr)) (рис. 5.41) F2/SKr = 0,045.
6. Безразмерный коэффициент (определяем в зависимости от N/N0 и F0/(SKr)) (рис. 5.42) F3/SKr = 0,14.
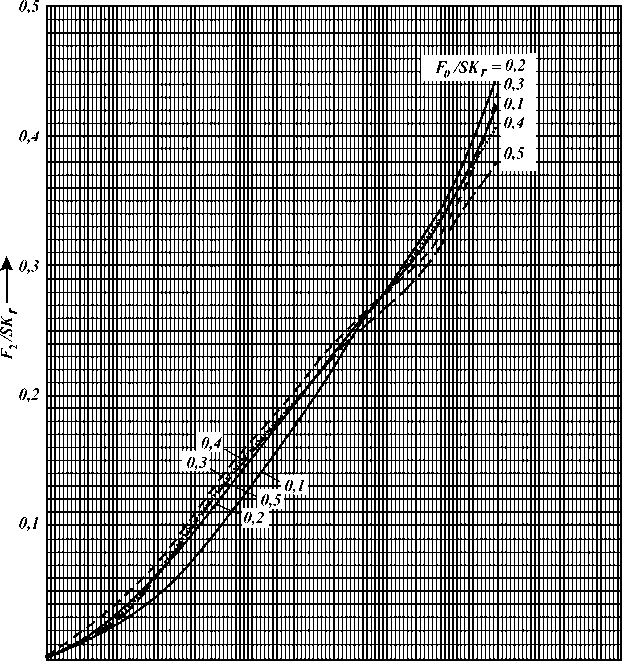
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7
N/N0->
Рис. 5.41. Диаграмма определения коэффициента F2/SKr для последующего расчета минимальной нагрузки в точке подвеса штанг
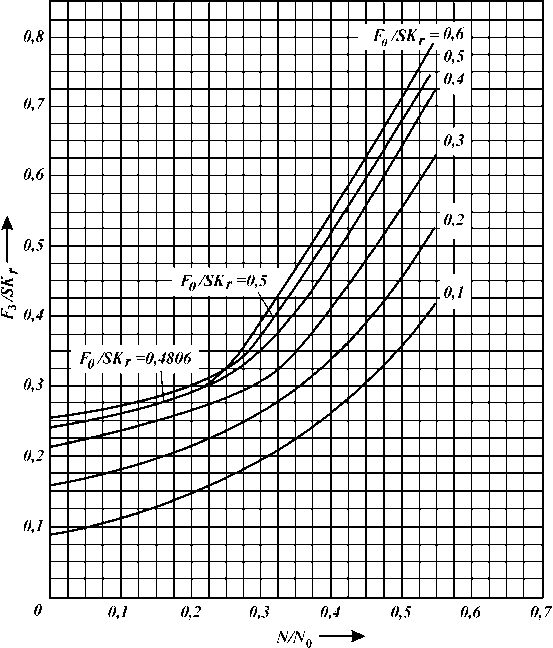
Рис. 5.42. Диаграмма определения коэффициента F3/SKr для последующего расчета мощности на полированном штоке
Таким образом, вышеприведенные найденные параметры позволяют рассчитать рабочие параметры штанговой скважинной насосной установки.
1. Максимальная нагрузка в точке подвеса штанг PPRL = = Wr + (F1/SKr)SKr = 6462 + 0,2-22683 = 11000 фунтов (4990 кг). Первое слагаемое - это вес штанговой колонны в жидкости, второе слагаемое - это вес столба жидкости над плунжером и нагрузки, обусловленные силами инерции и вибрации при ходе вверх.
2. Минимальная нагрузка в точке подвеса штанг MPRL = = Wr - (F2/SKr)SKr = 6462 - 0,045-22683 = 5441 фунта (2968 кг). Первое слагаемое - это вес штанговой колонны в жидкости, второе слагаемое - это силы инерции и вибрации при ходе вниз.
3. Мощность на полированном штоке PRHP =
= (F3/SKr)SKrSN-2,53-10-e = 0,14-22683-71-8-2,53-10-6 = 4,6 л.с.
4. Вес уравновешивающего груза СВЕ = 1,06 \Wr + — F0> =
5.7. Исследование глубинно-насосных установок
Основой исследования глубинно-насосных штанговых установок является динамометрирование - метод оперативного контроля за работой подземного оборудования и основа установления правильного технологического режима работы насосной установки.
Суть метода заключается в том, что нагрузку на сальниковый (полированный) шток определяют без подъема насоса на поверхность с помощью динамографа. На бумаге в виде диаграммы записываются нагрузки при ходе вверх и вниз в зависимости от перемещения штока. Записанная диаграмма называется динамограммой.
Оперативный контроль за работой установки по динамограммам включает: определение причин, вызвавших снижение или прекращение подачи насоса; выбор и назначение нужного вида подземного ремонта; проверку качества произведенного ремонта.
При длительном наблюдении за работой установки с помощью динамометрирования подбирают режим работы, обеспечивающий необходимый отбор жидкости при наименьших затратах энергии и наибольшем коэффициенте эксплуатации.
Простейшая теоретическая динамограмма нормальной работы скважинного насоса имеет форму параллелограмма. По оси ординат в масштабе откладываются нагрузки в точке подвески штанг, а по оси абсцисс - перемещения штока. В реальных условиях на форму динамограммы влияют инерционные силы, возникающие в системе штанга и труба - жидкость, и силы трения.
Расчет элементов теоретической динамограммы и ее совмещение с практической называют обработкой динамограммы.
Для измерения усилий и перемещений по динамограмме необходимо определить нулевую линию, масштабы усилий и перемещения.
Нулевой линией динамограммы называется линия, которую прочерчивает динамограф при отсутствии нагрузки на полированный шток.
Масштаб усилий - значение нагрузки (в кг) при отклонении пишущей точки самописца (пера или луча) по вертикали на 1 мм.
Масштаб перемещений - отношение длины хода полированного штока к длине записанной динамограммы.
Фактическое перемещение полированного штока - расстояние между заданными точками динамограммы, умноженное на масштаб перемещений.
Рассмотрим типовую динамограмму нормальной работы насоса, подготовленную для обработки (рис. 5.43).
Основные показатели, выявляемые при анализе динамограммы, - коэффициенты наполнения насоса и подачи насоса.
Коэффициент наполнения насоса - отношение высоты столба жидкости в рабочей части цилиндра к длине хода плунжера, т.е. отношение длины прямой АГ к длине прямой БВ. В данном случае он равен единице.
Коэффициент подачи насоса - отношение фактической подачи к теоретической или отношение полезной длины хода
|
р* | * 13 > |
. 55 ^ |
в | |||
| Б | ||||||
| А V© > 1 |
W | У х _ |
||||
| У. | ...... | Bi ^ | к г | |||
| А 1 |
к. г | А > ©С 1 | к г ^ | |||
| <-«-> | W S |
|||||
плунжера к длине хода полированного штока, т.е. отношение длины прямой Б1В1 к длине линии А„
ц = Б1В1/Аг = 55/68 = 0,87.
По динамограммам можно определить более тридцати различных характеристик работы глубинного насоса и подземного оборудования. На рис. 5.44 приведены типовые динамограммы работы насосов.
Известны динамографы гидравлические, механические и электрические. На рис. 5.45 приведена схема гидравлического карманного динамографа ИКГН-1 (ГДМ-3). Прибор состоит из двух основных частей: измерительной и самописца. Измерительная часть состоит из месдозы 11 и рычага 12. Полость мес-дозы 10, заполненная жидкостью (спиртом или водой), перекрывается латунной или резиновой мембраной, на которую опирается поршень 9.
Гидравлический карманный динамограф приспособлен для включения в нормальные узлы канатной подвески штанг типов ПКН-3, ПКН-5, ПКН-10. Измерительную часть прибора вставляют между траверсами канатной подвески штанг, в которой растягивающие усилия штанг преобразуются в усилия, сжимающие месдозу. При этом рычаг 12 нажимает на поршень 9 и в полости месдозы эти усилия преобразуются в давление жидкости, которое через капиллярную трубку 8 воспринимается манометрической геликоидальной пружиной 7. При увеличении давления пружина разворачивается, и прикрепленное к ней перо 6 чертит линию нагрузки.
Бланк диаграммы прикреплен к столику самописца 5. При движении динамографа вверх нить 1, прикрепленная одним концом к неподвижной части устьевого оборудования, сматывается со шкива 2, заставляя его вращаться вместе с ходовым винтом 3. При этом ходовая гайка вместе со столиком движется вверх по направляющей 4.
В полости винта расположена спиральная возвратная пружина. При ходе вверх пружина заводится, при ходе вниз она раскручивается и возвращает столик в первоначальное положение. Таким образом, столик с бланком повторяет движение сальникового штока в определенном масштабе. Сменные шкивы позволяют записывать перемещение в масштабе 1:15, 1:30, 1:45. Пределы измерения усилий 40, 80 и 100 кН.
В связи с развитием автоматизации и телеуправления в добыче нефти получают распространение различные системы те-лединамометрирования со стационарной установкой измерительных устройств.Существует несколько систем телединамо-
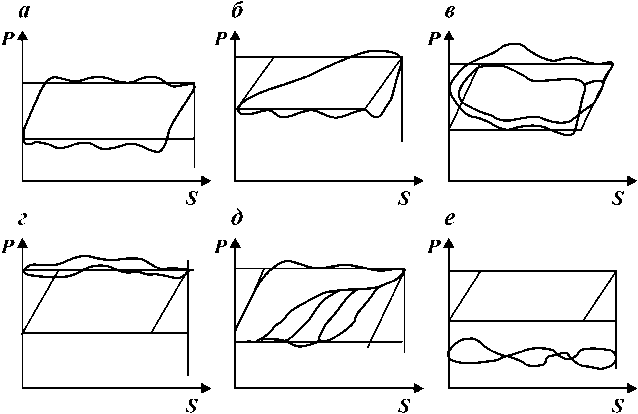
? ?
Рис. 5.44. Типовые динамограммы
Рис. 5.45. Схема динамографа ГДМ-3
метрирования, различающихся конструкцией датчиков, каналами их связи с динамоскопом и электрической схемой динамоскопа. При осуществлении любой из систем телединамометри-рования на каждом станке-качалке устанавливаются датчики усилий и хода, а на диспетчерском пункте - компьютер с программным обеспечением, позволяющим диагностировать техническое состояние скважинного оборудования.
Зарубежные аналоги динамографа представлены фирмой "Leutert" (Германия). Основным отличием является использование сильфонов вместо пружин измерительного элемента. Фирма "Ehometer" (США) предлагает динамограф, в котором измерения выдаются через (персональный компьютер) ПК типа ноутбук.
Для исследования насосных установок весьма важным является определение уровня жидкости в скважинах, в частности для соответствующего погружения насосного оборудования под уровень.
Статический уровень жидкости - уровень жидкости в остановленной скважине; при этом забойное и пластовое давления равны.
Динамический уровень жидкости - уровень жидкости в действующей скважине (в данном случае с глубинно-насосным оборудованием).
Для определения расстояния от устья до динамического уровня применяются методы звукометрии.
Наиболее распространены различные эхометрические установки, например, ЭП-1 для скважин с давлением в затрубном пространстве 0,1 МПа. Принцип действия этих установок заключается в том, что в затрубное пространство посылается акустический импульс из пневматической или пороховой хлопушки. Этот импульс, отразившись от уровня жидкости, подобно эху возвращается к устью, воздействуя на термофон, и после преобразования и усиления в электрический фиксируется перописцем на движущейся бумажной ленте.
Зная скорость распространения звука в затрубном пространстве, вычисляют расстояние до уровня жидкости Ндин по формуле
н
H _ H р T _vT
ндин _ т T ур _ УP,
V
где Нр - расстояние до репера, м; Тр - время прохождения волны до репера, с; Тур - время прохождения волны до уровня, с; v - скорость распространения звука в затрубном
пространстве, м/с.
Репер представляет собой обрезки труб большего диаметра, чем НКТ, с целью перекрыть кольцевой зазор на 60-65 %, устанавливаемый на 50-100 м выше предполагаемого уровня. Длина такого отрезка (для скважин с глубиной до 300 м) составляет примерно 5 м. Глубину установки репера проводят по замеру длины НКТ с помощью рулетки.
В последнее время применяют безреперный способ эхоло-тирования насосных скважин. В этих условиях скорость звука определяют расчетными методами по газовому составу среды. Для замера уровней жидкости при избыточном давлении в за-трубном пространстве Ю.А. Балакировым разработан метод волнометрирования. Импульс создается специальным устройством, состоящим из термофона и корпуса с отверстиями, через которые возбудитель сообщается с затрубным пространством скважины.
Волнометрирование выполняется при помощи эхолота ЭМ-52, который позволяет определить динамический уровень в скважинах глубиной до 4000 м при давлении в затрубном пространстве до 7,5 МПа.
Динамо- и эхометры - основные приборы для целей исследования глубинно-насосных установок, кроме того, в затрубное пространство спускают приборы для замера давлений и температур.
На забое и по стволу скважины давление и температуру измеряют с помощью глубинных мано- и термометров, которые объединяют в одном приборе.
Наибольшее распространение получили максимальные глубинные манометры и глубинные манометры с непрерывной записью показаний. Манометры первой группы фиксируют только наибольшее давление в измеряемом интервале и поэтому называются максимальными. Манометры второй группы снабжены часовыми механизмами, обеспечивающими непрерывную запись давления.
Регистрирующие глубинные манометры изготовляют двух типов конструкции: поршневые манометры МГП (табл. 5.22) и геликсные МГГ (табл. 5.23).
В поршневом манометре давление передается исполнительному элементу через поршень, а в геликсном - через винтовую манометрическую пружину-геликс.
Принципиальная схема глубинного поршневого самопишущего манометра МГП приведена на рис. 5.46.
Измеряемое давление при прохождении жидкости через фильтр 5 и манометрическую камеру действует на поршень 3, движущийся в самоуплотняющемся сальнике. Давление, оказы-
| Показатель |
МГП-3М | МПМ-4 |
МГН-1 |
| Пределы измерений, МПа | 2,5-25 | 0,1-5 | 0,2-4 |
| 4-40 |
0,5-12 | 0,3-6 | |
| 1-18 |
0,4-8 | ||
|
1-25 | 0,8-18 | ||
| 1 -20 | |||
| 1,2-25 |
|||
| 1,5-30 | |||
| Максимальная рабочая температура, | 130 |
60 | 100 |
| °С | |||
| Приведенная погрешность, % | ±1,5 | ±0,5 |
±0,1+0,25 |
|
Габариты, мм: | |||
| длина |
1658 | 1460 |
1800 |
| диаметр | 32 | 25 |
32 |
| Масса, кг | 7,0 | 2,9 |
15 |
Т а б л и ц а 5.23
Техническая характеристика геликсных скважинных манометров
| Показатель | МГГ-63/250 |
МГН-2 |
| Пределы измерений, МПа Максимальная рабочая температура, °С Приведенная погрешность, % Габариты, мм: длина диаметр Масса, кг | 6,3; 16; 25 +100 ±0,5 1385 36 8 | 10; 16; 25; 40; 60; 80; 100 +160+250 ±0,25-0,4 1500-1800 32-36 10 |
ваемое на поршень, уравновешивается натяжением винтовой цилиндрической пружины 4, работающей на растяжение. Один конец пружины укреплен неподвижно, а второй конец жестко соединен с поршнем. Перемещения поршня, пропорциональные воспринимаемому давлению, записываются пером 7 на диаграмме, вставленной в барабан 2, который приводится во вращение часовым механизмом 1. Осевое перемещение поршня с пером и вращательное движение барабана от часового механизма дают на диаграмме запись изменения давления во времени. В качестве рабочей жидкости, заполняющей внутреннюю полость манометрического блока, применяется спиртовой раствор жидкого мыла. Для контроля за температурой в скважине при измерении давления в корпусе прибора установлен максимальный ртутный термометр 6.
Глубинные манометры МГП выпускаются для различных пределов измерения давления, причем наибольший предел -от 0 до 35 МН/м2. Предел измерения температур - от 10 до 100 °С.
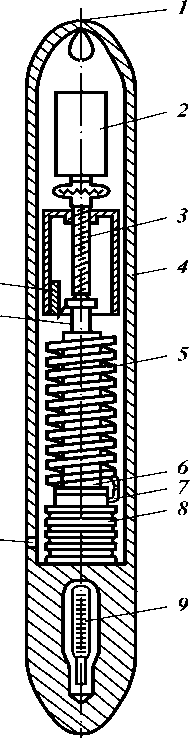
Рис. 5.47. Схема глубинного гелик-сного манометра МГГ:
I - подвеска для проволоки; 2 -
часовой привод; 3 - ходовой винт;
4 - корпус; 5 - трубчатая пружина (геликс); 6 - стержень; 7 -
капилляр; 8 - сильфон; 9 -
термометр; 10 - входное отверстие;
II - ось (с пером); 12 - барабан (с
бумажным бланком)
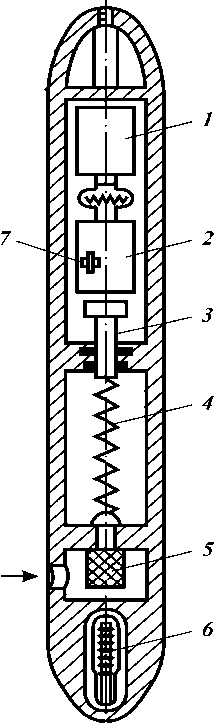
I
Рис. 5.46. Схема глубинного поршневого манометра МГП
Т а б ли ц а 5.24 Техническая характеристика глубинных термометров
|
Показатель | ТГГ |
"Сириус" |
|
Пределы измерения, °С |
0-30 | 0-60 |
| 0-40 | 20-100 | |
| 0-60 |
40-140 80-180 120-220 150-250 | |
|
Максимальное рабочее давление, МПа | 30 | До 100 |
| Приведенная погрешность, % | 1,5 |
0,2-1,0 |
|
Габариты, мм: | ||
| длина | 1500 | 2000 |
|
диаметр | 36 |
32 |
| Масса, кг | 6 | 10 |
Диаметр манометра 32 мм, поэтому его можно спускать в насосно-компрессорные трубы диаметром 60 мм.
Принципиальная схема глубинного геликсного манометра представлена на рис. 5.47.
Давление среды через отверстие 10 в корпусе прибора действует на сильфон 8, заполненный жидкостью. Внутренняя полость сильфона через канал в стержне 6 и капилляр 7 сообщается с внутренней полостью витой трубчатой (геликсной) пружины 5.
Для штанговой эксплуатации используются манометры МПМ-4, ДЛПМ-2М и термометры типа "Сириус", при этом НКТ должны быть расположены эксцентрично.
По давлению и температуре на забое и различных глубинах по стволу скважины можно судить о характере процесса добычи нефти и состояния скважин (табл. 5.24).
5.8. Обслуживание глубинно-насосных установок
Надежная работа глубинно-насосных установок возможна при правильном подборе оборудования, соответствии технологического режима эксплуатации скважины, качественном выполнении монтажных работ и точном уравновешивании, а также при своевременных профилактических ремонтах и смазках.
В начале эксплуатации станка-качалки необходим контроль за состоянием сборки, крепления подшипников, затяжки кривошипных и верхних пальцев на шатуне, а также за уравновешиванием, натяжением ремней и отсутствием течи масла в редукторе и т.п. Кроме того, следует проверять соответствие мощности и скорости вращения вала электродвигателя установленному режиму работы станка. При подключении электродвигателя необходимо, чтобы кривошипы вращались по стрелке, указанной на редукторе.
В процессе эксплуатации следует регулярно проверять и смазывать узлы станка-качалки и редуктора в соответствии с инструкцией по их эксплуатации.
После пуска в эксплуатацию нового редуктора через 1015 сут необходимо вылить из него масло и промыть керосином или соляровым маслом для удаления частиц металла. При повторном использовании слитого масла его необходимо профильтровать. Наличие масла в редукторе проверяют через контрольные клапаны или щупом. Уровень масла в редукторе должен быть между нижним и верхним контрольными клапанами.
Для механизированной смены смазки в редукторах и подшипниковых узлах станка-качалки следует применять агрегаты АРОК, АзИНМАШ-48 и МЭ-131СК.
Для повышения срока службы механизмов станка-качалки и улучшения энергетических показателей установки особое внимание необходимо уделять уравновешиванию. При работе неуравновешенного балансирного СК в течение каждого двойного хода электродвигатель нагружается неравномерно. Колебания нагрузок отрицательно влияют на прочность станка и приводят к преждевременному выходу из строя электродвигателя .
В редукторных станках-качалках для уравновешивания используются противовесы, установленные на кривошипе и балансире. Их поставляют со станком-качалкой. Число противовесов, необходимых для уравновешивания, определяют по графикам, прикладываемым к инструкции по монтажу и эксплуатации станка-качалки. Для установки противовесов на требуемом расстоянии на кривошипе имеются шкалы, нулевые отметки которых находятся против центра вала.
При кривошипном уравновешивании устанавливают от одного до четырех грузов на каждом кривошипе. Для определения числа грузов, а также нахождения положения этих грузов необходимо пользоваться графиками при кривошипном и комбинированном уравновешивании.
Уравновешивающий момент Мур (в кН-м) в соответствии с графиками Мур = f(R) ориентировочно определяется по формуле
Мур = S(Pmx + О,5^,
где S - длина хода устьевого штока, м; Ршт - вес штанг в жидкости, Н; Рж - вес жидкости в трубе, вычисленный на полную площадь плунжера скважинного насоса, Н.
Правильность уравновешивания проверяется замером тока электродвигателя на всех режимах откачки с помощью ампер-клещей.
В процессе эксплуатации станков-качалок возможны внеплановые ремонты, вызванные отказами и авариями.
Ремонты станков-качалок подразделяются на два вида: текущий и капитальный.
Текущий ремонт должен обеспечивать работоспособность станков-качалок до их капитального ремонта. При текущем ремонте проверяют состояние станка-качалки и при необходимости заменяют канатные подвески, головки балансира, серьги, шатуны, тормозной шкив и ленты, подшипники, втулки и пальцы, оси; крепежные и стопорные детали, смазку, исправляют погнутости; ликвидируют трещины и отколы; ремонтируют рамы, лестницы и ограждения; проверяют фиксаторы головки; регулируют СК и при необходимости его красят. Ремонт завершается уравновешиванием станка-качалки.
При текущем ремонте редуктора станка-качалки его частично разбирают; проверяют состояние валов, вала-шестерни, шкива, крышек подшипников и при необходимости заменяют изношенные подшипники; регулируют осевой зазор подшипников качения; заменяют изношенные манжеты, уплотнительные кольца, прокладки; исправляют шпоночные пазы валов и зачищают зубья шестерен; заменяют изношенные крепления и стопорные детали; после сборки и смены смазки регулируют легкость вращения редуктора.
Капитальный ремонт кроме работ, перечисленных при текущем ремонте, предусматривает полную разборку узлов и и х ремонт.
Капитальный ремонт станков-качалок выполняется специализированными ремонтно-монтажными бригадами по узловому методу. При этом узел, имеющий негодные детали, заменяют новым или отремонтированным. Замененный узел передают в ремонтную базу для восстановления. Посадочные и присоединительные размеры станков-качалок существующих типов выполняются в пределах допусков, а детали и иглы взаимозаменяемы.
Ремонтно-механические мастерские или базы для этой цели должны иметь запасные узлы всех типоразмеров, находящихся в эксплуатации.
Период работы оборудования между любыми очередными плановыми работами, называется межремонтным периодом (МРП). Для станков-качалок его продолжительность по текущему ремонту равна 2750 ч.
5.9. Техника безопасности при штанговой эксплуатации скважин
Основные положения по технике безопасности при штанговой насосной эксплуатации скважин - ограждение движущихся частей станка-качалок, обслуживание электрооборудования и выполнение требований при ремонте. Серьезные требования предъявляются к оборудованию устья скважины, принятому к серийному производству, к числу которого относятся устьевые сальники типа СУС.
При монтаже и эксплуатации станков-качалок основными требованиями по технике безопасности являются следующие.
1. С К необходимо монтировать под руководством опытного бригадира или мастера при помощи монтажных приспособлений или крана.
2. Все движущиеся части станка должны быть ограждены.
3. При нижнем положении головки балансира расстояние между траверсой подвески сальникового штока и устьевым сальником должно быть не менее 20 см.
4. Запрещается проворачивать шкив редуктора вручную и тормозить его подкладыванием трубы, лома и других предметов.
5. Запрещается снимать клиновой ремень при помощи рычагов, устанавливать и снимать ремень необходимо путем передвижения электродвигателя.
6. При замене пальцев кривошипа шатун требуется надежно крепить к стойке станка.
7. Осмотр или замену отдельных частей станка следует выполнять при остановке и затормаживании СК.
8. Перед пуском станка-качалки необходимо убедиться в том, что тормоз освобожден, ограждения установлены (закреплены) и нет посторонних людей в опасной зоне.
9. До начала ремонтных работ на установке привод должен быть отключен, а на пусковом устройстве укреплен плакат: "Не включать - работают люди". На скважинах с автоматическим и дистанционным управлением пускового устройства должен быть укреплен щит с надписью: "Внимание! Пуск автоматический".
10. Устье скважины рекомендуется оборудовать клапаном для предотвращения разлива нефти через сальник при обрыве полированного штока.
Управление электродвигателем станка-качалки обычно проводится упрощенной системой блокировки и защиты. Разработан блок управления БУС-3М, с помощью которого можно осуществлять управление в ручном, автоматическом, дистанционном и программном режимах работы. Он также проводит самозапуск установки после случайного отключения электроэнергии. Блок управления позволяет отключать установку при обрыве клиновых ремней и полированного штока, при заклинивании плунжера насоса и редуктора, а также при резком изменении нагрузки электродвигателя. Отключение установки регулируется по времени срабатывания аппаратуры и отклонению контролируемых параметров.
При обслуживании электропривода персонал должен работать в диэлектрических перчатках. Скважинная насосная установка перед пуском в эксплуатацию должна быть заземлена. В качестве заземлителя электрооборудования следует использовать кондуктор скважины. При этом кондуктор связывают с рамой станка двумя заземляющими проводниками (сечение каждого 50 мм2), приваренными в разных точках кондуктора и рамы, доступных для осмотра. Для заземления, кроме каната, используют стальной проводник различного профиля: круглого, полосового, углового и др. Для защиты от поражения электрическим током при обслуживании станка-качалки применяют изолирующие подставки.
5
••о ••••••о
\elaa a eOeOeAAeiaa EAaA а ае^^0^ёА1А
На современном этапе развития газ рассматривается не только как наиболее благородное и экономичное топливо. Продукция газовых, газоконденсатных и серогазоконденсатонефтяных месторождений является комплексным сырьем для многих отраслей. Из продукции скважин со сложным составом после переработки можно получить:
метан — топливный газ, технологическое сырье в металлургической промышленности и в промышленности строительных материалов;
этан — сырье для производства этилена; пропан — сырье для органического синтеза, хладагент, топливо;
бутан — сырье для органического синтеза, высокооктановая добавка к моторным топливам, топливо;
сжиженный газ (смесь пропана и бутана) — сырье для химической переработки, топливо;
пентан — высокооктановую добавку к моторным топливам;
стабильный конденсат — высокоэффективный аналог нефти;
серу — сырье для производства серной кислоты, удобрений;
сероорганику — растворители, одоранты и т.д.; гелий — стратегическое сырье, широко используемое в аналитической химии, космонавтике и т.д.
В зависимости от условий сбыта и требований потребителя можно получать и смеси различных компонентов, таких как широкая фракция легких углеводородов, нестабильный бензин, гелий-сырец и т.п. Все эти продукты и полупродукты получают на промысловых заводах по переработке продукции скважин. Хотя в основе промысловой переработки ле-
жат известные в нефтехимической технологии массо- и теплообменные процессы, работа промыслового газоперерабатывающего завода протекает в специфических условиях, связанных с особенностями разработки месторождения. К ним относятся изменения объемов переработки сырья в зависимости от периода разработки месторождения, а зачастую и времени года; состава сырья, поступающего на переработку; давления и температуры сырья; количества и состава примесей, поступающих с сырьем в процессе разработки месторождения.
Эти особенности предъявляют особые требования к проектированию промысловых заводов по переработке продукции скважин. Они должны обладать повышенной гибкостью, маневренностью и надежностью.
Промысловые перерабатывающие заводы должны быть естественным элементом системы эксплуатации месторождений газообразного и жидкого сырья. Целевая задача этой системы — максимальное извлечение и доведение до товарной кондиции всех компонентов пластовой смеси при условии соблюдения норм охраны недр и окружающей среды и минимально возможных затратах.
При переработке газоконденсатов с высоким содержанием нафтеновых углеводородов процессы платформинга можно осуществлять с последующей экстрактацией для получения ароматических углеводородов и выделения их концентратов. Один из вариантов такой схемы показан на рис. 5.1, J.
Газоконденсаты с незначительным содержанием нафтеновых углеводородов целесообразно использовать в качестве сырья для пиролиза (рис. 5.1, ). При пиролизе одинако
вых фракций прямогонного бензина из нефти и конденсата суммарный выход олефинов С2—С4 практически одинаков. Однако расход водяного пара на пиролиз газоконденсата при прочих равных условиях может быть на 10 % (по массе) ниже, чем при пиролизе нефтяного бензина, что указывает на значительную экономическую эффективность переработки газоконденсата или его фракций таким путем.
При других вариантах группового химического состава газоконденсата схемы переработки могут изменяться с целью максимального извлечения из сырья наиболее ценных продуктов. Возможна и комплексная схема переработки газов и газоконденсата (химического профиля), особенно для таких месторождений, как Оренбургское. В подобных случаях в схему желательно включать комплекс, утилизирующий се-
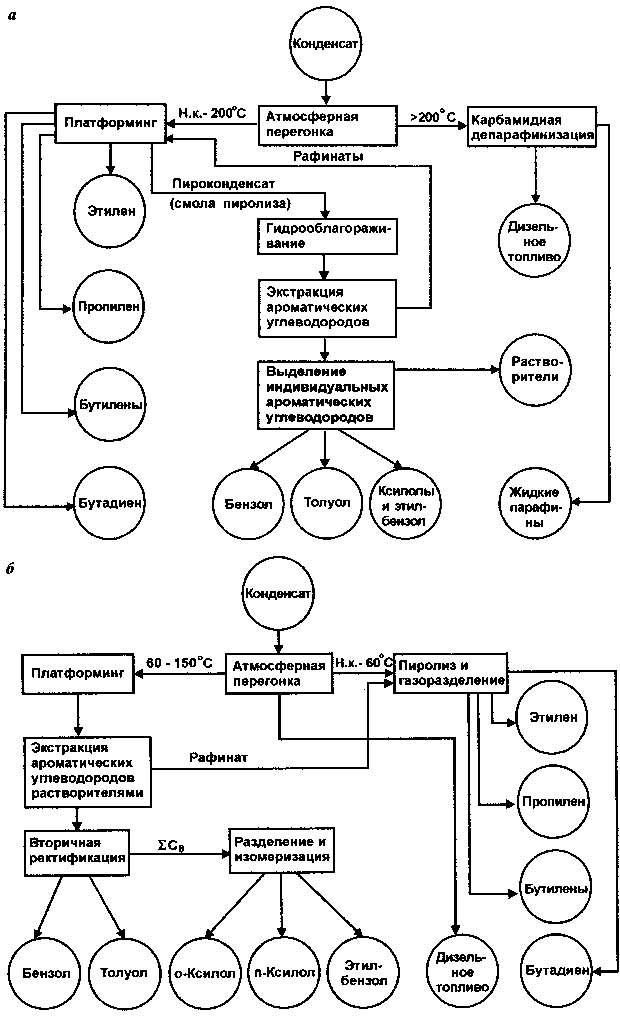
Рис. 5.1. Поточные с хемы переработки конденсатов с высоким ($) и невысоким (•) содержанием нафтеновых углеводородов (нефтехимический
профиль)
роводород из газа, и другие серосодержащие соединения из конденсата с целью производства элементарной серы высокой чистоты.
5.1. ТОВАРНЫЕ КОНДИЦИИ СУХОГО ГАЗА И СТАБИЛЬНОГО КОНДЕНСАТА
При использовании природного газа и сопутствующих продуктов как топлива или сырья для химической и нефтехимической промышленности к ним предъявляются высокие требования по качеству и ограничению уровня возможного загрязнения окружающей среды при сбросе продуктов сгорания в атмосферу (табл.5.1).
Природный газ и продукты его переработки, направляемые промышленным потребителям, должны отвечать стан-
ТАБЛИЦА 5.1.
Допустимые нормы концентрации компонентов газа
| Допустимые нормы загрязнения воздушного бассейна, мг/м3 | ||||
| Компонент | Особо охраняемые территории | Прочие территории | ||
|
средняя за 24 ч | допустимый максимум | средняя за 24 ч | допустимый максимум |
|
| Аммиак | 0,20 |
0,20 | 0,50 | 1,50 |
| Бензин | 1,50 | 5 | 80 | 240 |
| Фенол | 0,01 | 0,01 | 0,20 |
0,60 |
| Фториды |
0,01 | 0,03 | 0,03 |
0,10 |
| Двуокись серы | 0,15 | 0,50 |
0,50 | 1,0 |
|
Сероводород | 0,008 |
0,008 | 0,15 | 0,30 |
| Серная кислота |
0,10 | 0,30 | 0,10 |
0,30 |
| Хлор |
0,03 | 0,10 | 0,30 |
0,60 |
| Сажа |
0,05 | 0,05 | 0,10 |
0,10 |
| Двуокись азота | 0,085 | 0,085 | 0,15 | 0,50 |
| Свинец | 0,0007 |
0,0007 | 0,001 | 0,002 |
| Окись углерода |
1,0 | 3,00 | 2,00 |
6,00 |
дартам или техническим условиям их транспортировки, хранения, поставки и использования. Прием товарных продуктов по качественным показателям производят в пунктах сдачи поставщикам. В случае несоответствия их качества установленным стандартам или ТУ обычно проводят повторные определения качества. Порядок разрешения спорных вопросов по показателям качества товарных продуктов устанавливается по договоренности между поставщиком и потребителем в соглашениях на поставку. При невозможности двустороннего разрешения спорные вопросы решают в арбитражном порядке.
Природный газ. Технические условия или стандарты на природный газ, подаваемый потребителям, должны отражать допустимое содержание сероводорода, воздуха или кислорода, углекислого газа, окиси углерода, допустимую влагонасы-щенность, содержание твердых примесей и других компонентов, теплотворную способность и т.д. Различают требования, предъявляемые к природным газам, подаваемым в магистральные газопроводы и коммунально-бытовым потребителям. Спецификации на поставку газа включают один или несколько показателей технических условий или стандартов, в основном теплотворную способность и плотность природного газа (табл. 5.2).
ТАБЛИЦА 5.2
Основные требования, предъявляемые к природным газам, используемым промышленными и бытовыми потребителями
| Газ | ||
|
Показатели | подаваемый в газопроводы | для потребления |
| Теплота сгорания, кДж/м3 | Регламентируется по | регионам. Допус- |
| кается отклонение ±10 % от номинальной | ||
| низшей теплоты сгорания | ||
| Содержание сероводорода, мг/м3, не более Точка росы, °C: |
20 | 20 |
|
летом | 5 -1 •I- 0 | — |
|
зимой Объемная доля кислорода, %, не более | -5 ф —25 | |
| Содержание механических примесей, мг/м3, не более |
1 | 1 |
|
Содержание окиси углерода, | 1 — 3 | 1 |
|
мг/м3, не более |
2 | |
| Запах |
Должен ощущаться воздухе 1 % газа |
при содержании в |
При отборе проб газа для контроля качества должны быть соблюдены условия, исключающие попадание воздуха и посторонних примесей.
Содержание воды в газе определяют по точке росы для данного давления. С помощью номограммы влажности природных газов по значениям точек росы и давления можно определить содержание воды в газе.
Точку росы газа можно определить конденсационным методом. Приборы, основанные на этом методе измерения, состоят из камеры давления с термометром и зеркалом. При охлаждении камеры начало конденсации определяют визуально, а точку росы — по термометру. Указанным способом измеряют точку росы природных газов по воде и тяжелым углеводородам.
При непрерывном измерении точки росы природного газа по воде применяют приборы, основанные на определении электропроводности гигроскопической соли. Поглощенная влага электролитическим способом разлагается на водород и кислород. Сила тока электролиза (чем выше влажность, тем больше сила тока) является мерой содержания воды в анализируемом природном газе.
Содержание тяжелых углеводородов в природном газе можно рассчитать по составу газа, а также с помощью малых низкотемпературных конденсационных установок. Плотность газа определяют взвешиванием и сравнением его с массой того же объема воздуха.
Для оценки содержания кислых газов — сероводорода, двуокиси углерода, сероуглерода, меркаптанов — в природном газе используют сорбционные методы. Количество механических примесей определяют с помощью стандартных фильтров (пропуском анализируемой пробы газа через этот фильтр).
Конденсат. Конденсаты различных месторождений заметно отличаются по фракционному составу. Различают метановые (или парафиновые) конденсаты, нафтеновые и ароматические по преимущественному содержанию соответствующих углеводородов. Стабильность или нестабильность конденсата, содержащего наряду с С5 + более легкие компоненты, определяют по упругости его паров и объему выкипания при температуре 323 К и атмосферном давлении (от 25 до 85 %). Температура конца кипения большинства конденсатов составляет 423 — 463 К, а иногда превышает 573 К (для месторождений с нефтяной оторочкой). Упругость пара стабильного конденсата должна обеспечивать возможность хранения его в жидком состоянии при температуре до 310,8 К и атмосферном давлении. Такие параметры конденсата, как плотность, концентрация примесей, цвет, содержание серы и парафина, определяют стандартными методами, используемыми для анализа нефти и нефтепродуктов. Содержание серы оценивают по коррозионной активности на медной пластинке. Количество воды в конденсате допускается в пределах 1—2 %.
Жидкие продукты газоперерабатывающих предприятий — этан, пропан, бутан, пропан-бутан, широкая фракция углеводородов — характеризуются такими показателями, как упругость паров, плотность, содержание легких фракций, цвет, содержание примесей и воды (табл. 5.3).
Товарный пропан — жидкость, содержащая 95 % пропана или пропилена, упругость паров которой при температуре
310,8 К не превышает 1,5 МПа. Допустимое содержание бута-нов 1—2 %; содержание этана ограничивается максимальным давлением паров. Предъявляемые к товарному пропану требования по коррозионной активности, содержанию серы, влажности и плотности регламентируются техническими условиями на его поставку. Если пропан используют в качестве моторного топлива, в нем ограничивают допустимое содержание пропилена.
Товарный бутан — жидкость, содержащая в основном бу-таны или бутены и имеющая упругость паров не более
0,5 МПа при температуре 310,8 К. При атмосферном давлении температура испарения 95 % (по объему) товарного бутана не должна превышать 274,2 К. Требования по ограничению примесей в товарном бутане аналогичны требованиям, предъявляемым к товарному пропану.
Пропан-бутановая смесь. Упругость паров пропан-бутано-вой смеси или сжиженного газа при температуре 310,8 К не должна превышать упругость паров пропана (см. табл. 5.3).
ТАБЛИЦА 5.3
Температура и давление хранения углеводородов в жидком состоянии
| Этан |
Пропан | Бутан |
|||
| T, К | р, МПа |
T, К | р, МПа | T, К | р, МПа |
|
283 | 3,2 | 283 |
0,65 | 283 | 0,15 |
| 305,2 | 4,9 |
310,8 | 1,3 | 310,8 | 0,37 |
| - |
— | 338,6 | 2,5 |
338,6 | 0,77 |
|
— | — | 366,3 |
4,23 | 366,3 | 1,4 |
| - | — |
369,7 | 4,3 | 394,1 |
2,4 |
| — |
— | — | — |
421,9 | 3,7 |
|
— | — | — |
— | 424,7 | 3,9 |
Температура испарения 95 % сжиженного газа близка к температуре испарения бутана. Сжиженный газ, используемый в качестве топлива для коммунально-бытовых потребителей, имеет упругость паров 0,9 МПа при температуре 310,8 К. При этом обеспечивается достаточная летучесть газового топлива.
Этан, извлекаемый из природных газов, используют в химической промышленности для получения этилена. Содержание метана в этане не должно превышать 2 %; в таком случае его выгодно применять в нефтехимии.
При извлечении товарных продуктов из природного газа обычно исходят из положения, что целесообразно получать индивидуальные углеводороды. Впоследствии в зависимости от технических условий на поставку товарных продуктов осуществляют необходимое смешение компонентов, добиваясь требуемого состава продукта поставки.
В зависимости от требуемой упругости паров к конденсату может быть добавлено определенное количество бутанов или пропана, чтобы обеспечить технические условия поставки конденсата потребителям. В тех случаях, когда упругость паров товарных продуктов недостаточна, производят их фракционирование для удаления более тяжелых компонентов.
5.2. МЕТОДЫ ПРОМЫСЛОВОЙ ОБРАБОТКИ И ПЕРЕРАБОТКИ ГАЗА
На промысле газ обрабатывают до определенной кондиции для обеспечения условий его транспортирования, извлечения углеводородного конденсата и других компонентов.
В практике распространены три промысловых способа обработки газа:
1) низкотемпературный, предназначенный для извлечения жидких углеводородов и влаги охлаждением пластового сырья;
2) абсорбция — для извлечения жидких углеводородов и воды поглощающими жидкостями (маслами, гликолями);
3) адсорбция — для извлечения жидких углеводородов и воды твердыми поглотителями.
Низкотемпературный способ разделения газов позволяет извлекать тяжелые углеводороды и осушать газ при транспортировании однофазного компонента до необходимой точки росы по влаге и углеводородам. На практике применяют одну из модификаций низкотемпературного способа — низкотемпературную сепарацию (НТС), при которой получают относительно невысокие перепады температур как за счет использования энергии избыточного пластового давления (путем дросселирования газа), так и искусственного холода. В то же время эффект дросселирования газа, как правило, недолговечен, так как давление по мере истощения залежи падает. Адиабатическое или политропическое расширение газа в детандерах (поршневых или турбинных) должно обеспечивать получение дополнительных источников холода и тем самым продлевать срок службы установок НТС, однако при наличии в газе воды и конденсата надежная их работа затруднена. В таких случаях устанавливают дополнительные газовоздушные, газоводяные и газоконденсатные теплообменники.
Применение искусственного холода (холодильных машин) в установках НТС позволяет обрабатывать газ в течение всего периода разработки месторождения, но при этом капиталовложения в обустройство промысла увеличиваются примерно в 1,5 — 2,5 раза.
Основной недостаток НТС — необходимость перестройки установок в процессе разработки и низкая степень извлечения жидкости.
Абсорбция — избирательное поглощение газов или паров жидкими поглотителями — абсорбентами. При этом происходит переход вещества или группы веществ из газовой или паровой фазы в жидкую. Абсорбция — избирательный и обратимый процесс. Переход вещества из жидкой фазы в паровую или газовую называется десорбцией. Обычно оба процесса объединяются в один производственный процесс.
При десорбции (проводимой после абсорбции) целевой компонент выделяется из жидкого поглотителя. Очевидно, что условия протекания абсорбции и десорбции прямо противоположны. В процессе абсорбции происходит растворение газа (пара) в жидкости; этому способствуют повышение давления и снижение температуры. При десорбции газ выделяется из раствора; этому способствуют понижение давления и повышение температуры. Абсорбент, поглотивший в процессе абсорбции целевые компоненты, называется насыщенным, или отработанным. Абсорбент, освобожденный в результате десорбции от целевых компонентов, называется регенерированным и после охлаждения может быть снова возвращен насосом на абсорбцию. Таким образом, получается замкнутая абсорбционно-десорбционная система.
Примером абсорбционного процесса может служить гликолевая осушка природного газа. В процессе абсорбции гликоль (ДЭГ, ТЭГ) поглощает пары воды из природного газа. В ходе десорбции из раствора гликоля удаляются пары воды, поглощенные им из газа. Регенерированный раствор снова возвращается в абсорбер.
Абсорбционный способ обработки газа широко применяют на установках гликолевой осушки, аминовой очистки газа от кислых газов (СО2 и H2S), а также на маслоабсорбционных установках ГПЗ, ГБЗ, ГФУ, установках стабилизации конденсата и т. д. Этот способ позволяет осуществлять более полное, чем НТС, извлечение тяжелых углеводородов с получением целевых продуктов.
Адсорбция — поглощение вещества поверхностью твердого поглотителя, называемого адсорбентом. Поглощающая способность поверхности объясняется особым состоянием молекул на границе раздела. Внутри фазы каждая молекула испытывает практически одинаковую по всем направлениям силу притяжения других молекул этой фазы. Молекулы же, расположенные на границе раздела фаз, испытывают неодинаковые силы притяжения молекул, находящихся в разных фазах. Если результирующая сила притяжения направлена внутрь данной фазы, то особое состояние ее поверхности проявляется в способности поверхностного слоя притягивать, поглощать молекулы из другой фазы, находящейся в контакте с этим слоем.
Адсорбция, сопровождающаяся образованием химической связи между молекулами адсорбируемого вещества (адсорба-та) и молекулами адсорбента, называется хемосорбцией (химической адсорбцией). Адсорбция, не сопровождающаяся образованием химического соединения, носит название физической адсорбции. Последняя обусловливается силами взаимного притяжения молекул. Эти силы часто называют Ван-дер-Ваальсовыми, а физическую адсорбцию — Ван-дер-Ваальсо-вой. При физической адсорбции связь адсорбата с адсорбентом менее прочна, чем при хемосорбции. Изменение внешних условий процесса (давления и температуры) приводит к нарушению связи между молекулами адсорбата и адсорбента, и начинается процесс десорбции — удаление молекул адсорбата с поверхности адсорбента.
В качестве адсорбентов (поглотителей) применяются твердые вещества, имеющие большую удельную поверхность, отнесенную обычно к единице массы вещества. Удельная поверхность адсорбентов колеблется от сотен до десятков сотен квадратных метров на грамм в зависимости от вида и сорта адсорбента. В технике широко применяются адсорбенты с удельной поверхностью 600 — 800 м2/г.
Адсорбционный способ разделения газов широко используют для осушки и отбензинивания газов в северных районах страны, где требуется минимальное значение точки росы обрабатываемого газа.
С помощью установок короткоцикловой адсорбции самостоятельно или в сочетании со схемой предварительной обработки газа на установке НТС осуществляют одновременно осушку и отбензинивание газа.
Ректификация — разделение бинарных или многокомпонентных жидких, а также паровых смесей на практически чистые компоненты или их смеси, обладающие определенными заданными свойствами. Процесс разделения осуществляется в колонных аппаратах в результате многократного контакта неравновесных потоков пара и жидкости. Характерная особенность ректификации — условия формирования неравновесных потоков пара и жидкости: они формируются из поступившего питания вследствие различной температуры кипения компонентов. Здесь не используется независимый от питания поток жидкости (абсорбента), как в процессе абсорбции.
При разделении паровых смесей неравновесный поток жидкости (жидкостное орошение) образуется в результате полной или частичной конденсации уходящего после контакта потока пара.
При разделении жидких смесей неравновесный паровой поток (паровое орошение) образуется частичным испарением уходящей после контакта жидкости. В результате контакта неравновесных потоков пар обогащается легколетучими, а жидкость — тяжелолетучими компонентами за счет взаимного перераспределения между фазами. Принципиальная схема процесса ректификации изображена на рис. 5.2.
Ректификационная колонна в отличие от абсорбера состоит из двух частей (секций). Питание F (сырьевой поток) подается не вниз колонны, как в абсорбере, а в среднюю часть — секцию питания. Сырье F может поступать в секцию питания в виде жидкости, паров или смеси паров и жидкости. Часть колонны, расположенная выше ввода сырья, называется концентрационной или укрепляющей секцией, часть колонны, расположенная ниже ввода сырья, — отгонной (отпаривающей) или исчерпывающей секцией.
Рис. 5.2. Принципиальная схема процесса ректификации
В обеих частях колонны пр отекает один и тот же процесс ректификации. Для его осуществления из верхней части колонны отводится (различными способами) теплота Qd, пары подвергаются конденсации и частично возвращаются в колонну.
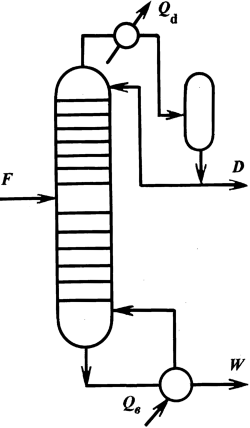
Это поддерживает в верхней части колонны определенную температуру и создает поток жидкости (флегма или орошение), контактирующей с парами, поступающими снизу колонны.
В нижнюю часть колонны подводится теплота Q в, часть жидкости испаряется, и в отгонной части образуется поток паров. Паровой поток, поднимающийся снизу, оказывается более нагретым и обогащенным тяжелолетучими компонентами, чем жидкостный поток, идущий сверху. При взаимодействии этих неравновесных потоков происходит тепло- и массообмен. Тяжелолетучие компоненты переходят в жидкостный поток, а легколетучие — в паровой. В результате из верхней части колонны отводятся пары, обогащенные легколетучими компонентами, а из нижней — жидкость, обогащенная тяжелолетучими компонентами.
Экстракция — извлечение одного или нескольких растворенных веществ из одной жидкой фазы другой, практически не смешивающейся с первой. Примерами процесса экстракции могут служить отмывка водой метанола из конденсата, осушка углеводородных жидкостей гликолем, извлечение щелочью меркаптанов из конденсата и т.д.
Собственно процесс экстракции складывается из смешения исходной смеси с экстрагентом для создания тесного контакта между ними и отстоя и разделения двух несмеши-вающихся жидких фаз — экстракта и рафината.
Процесс экстракции проводят обычно при температуре окружающей среды.
Выбор метода обработки зависит от следующих факторов:
фракционного состава газа и наличия в нем конденсата
содержания воды в газе (насыщение газа парами воды и вынос пластовой воды);
содержания в газе неуглеводородных компонентов — сероводорода, углекислоты и органических кислот; давления и температуры газа на устье скважины; климатических и почвенных условий в районе данного месторождения и по пути транспортирования газа по магистральным газопроводам;
запасов газа и срока разработки месторождения; потребностей в различных компонентах газа.
Для обработки газа чисто газовых месторождений используют абсорбционный или адсорбционный метод осушки с целью предотвращения образования гидратов в магистральных газопроводах. При обработке газа газоконденсатных месторождений необходимо, кроме обеспечения точки росы по воде, извлекать конденсат и другие компоненты, являющиеся сырьем для химической и нефтеперерабатывающей промышленности.
С целью более полного извлечения конденсата, пропан-бу-тановой фракции и этана применяют абсорбционный и адсорбционный способы, а также метод низкотемпературной конденсации (до минус 90—120 °C). При содержании конденсата более 100 см3 в 1 м3 газа используют низкотемпературную абсорбцию с применением углеводородного конденсата в качестве сорбента.
На газовых и газоконденсатных месторождениях, в продукции которых содержится H2S, методы промысловой обработки газа предусматривают очистку газа от сероводорода и углекислоты. Кроме того, в специальных установках из него извлекается сера, как правило, с помощью процесса Клаусса.
5.2.1. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ПРОМЫСЛОВОЙ ОБРАБОТКИ ГАЗА С ПОМОЩЬЮ НТС
Принципиальная технологическая схема низкотемпературной сепарации приведена на рис. 5.3. Сырой газ из скважины поступает на установку комплексной подготовки (УКПГ), где после предварительного дросселирования (или без него) направляется в сепаратор первой ступени 3 для отделения от капельной жидкости. Затем газ направляется в теплообмен-
ГР-ix*-ГРНХ1-ГР —JX~
ёЁЙ. 5.3. йх1Й1Й„Ё'АЙНй ОхАЙ Qie:
I — газ сырой; II — газ осушенный; III — конденсат нестабильный; IV — конденсат стабильный; V — газ топливный; VI — гликоль насыщенный; VII — гликоль регенерированный; VIII — клапан регулирующий; IX — штуцер регулирующий; X — диафрагма замерная; XI — счетчик;
XII — газ выветривания
ник 5 для охлаждения газом, поступающим в межтрубное пространство из низкотемпературного сепаратора 7. Оттуда газ через эжектор 6 или штуцер поступает в низкотемпературный сепаратор 7, в котором в результате понижения температуры в теплообменнике и на штуцере (эжекторе) из него выделяется жидкость. Осушенный газ поступает в теплообменник 5, охлаждает продукцию скважины и направляется в промысловый газосборный коллектор.
Нестабильный конденсат и водный раствор ингибитора (например, диэтиленгликоля — ДЭГ), предотвращающий гид-ротообразование, из сепаратора первой ступени 3 поступают в конденсатосборник 4 и далее в емкость 10. Здесь происходит разделение конденсата и водного раствора ДЭГ. Затем конденсат под своим давлением через теплообменник 9 подается в поток газа перед низкотемпературным сепаратором, а водный раствор ДЭГ направляется через емкость 11 и фильтр 12 для очистки от механических примесей в регенерационную установку 13, после чего регенерированный гликоль из установки с помощью насоса 19 подается в шлейфы для предотвращения образования гидратов в них.
Поток нестабильного углеводородного конденсата и водного раствора ДЭГ направляется в разделительную емкость 15 через межтрубное пространство теплообменников, где ох -лаждает нестабильный конденсат, поступающий из емкости
10 для впрыскивания в газовый поток. Водный раствор гликоля через фильтр поступает в установку регенерации 14, после чего насосом 19 подается в газовый поток перед теплообменником 5. Конденсат из разделительной емкости 15 направляется через межтрубное пространство теплообменника 18 в деэтанизатор 16. Установка деэтанизации состоит из тарельчатой колонны, печи и теплообменника. Заданная температура в нижней части деэтанизатора поддерживается с помощью теплообменника 18, в котором стабильный конденсат (нижний продукт деэтанизатора), подогретый в печи 17 до температуры 160 °C, отдает тепло насыщенному конденсату, поступающему из емкости 15. Охлажденный стабильный конденсат подается в конденсатопровод. По схеме предусматривается также ввод части холодного нестабильного конденсата на верхнюю тарелку стабилизатора. В этом случае деэтанизатор работает в режиме абсорбционно-отпарной колонны.
Если предусматривается транспортирование конденсата в железнодорожных цистернах, то стабилизация его осуществляется в ректификационной колонне, работающей в режиме либо частичной, либо полной дебутанизации.
Газ выветривания (дегазации) из емкости 15 и газ деэтани-затора 16 через штуцер поступают в общий поток. Если давление недостаточно, то предусматривают установку компрессора 8. Газ дегазации из емкости 10 также возвращается в общий поток под своим давлением. Периодический контроль за дебитами газа и жидкости осуществляется с помощью сепаратора 1, на выкидной линии которого установлены замерная диафрагма и конденсатосборник-разделитель 2 со счетчиками.
Если на устье скважины температура газа достаточно высока и на его пути до газосборного пункта гидраты не образуются, то схема подготовки газа упрощается.
На период добычи, когда требуются дополнительные источники холода на установке НТС для обеспечения требуемой точки росы газа, в схеме вместо штуцера устанавливают турбодетандер, использование которого дает эффект по снижению температуры в 3 — 4 раза больше, чем при обычном дросселировании. В этом случае в схеме предусматривается сепаратор второй ступени, предназначенный для отделения жидкости от газа, поступающего в турбодетандер. Осушенный газ из межтрубного пространства теплообменника 5 поступает на прием компрессора, установленного на одном валу с турбодетандером, и далее в промысловый коллектор.
Возможны модификации описанной схемы в соответствии с конкретными условиями. В частности, дополнительно к теплообменнику 5 устанавливают воздушный или водяной холодильник.
По мере снижения пластового давления для поддержания постоянной температуры сепарации газа на установках НТС требуется последовательное увеличение поверхности теплообменников, что приводит к необходимости перестройки установки. Однако наступает такой период, когда это становится нерациональным. В таком случае вводят холод извне либо применяют другие способы подготовки газа.
Эффективность работы установок НТС любого типа определяется правильностью выбранного технологического режима эксплуатации скважины. В проектах разработки за оптимальное давление сепарации на газоконденсатных месторождениях принимают давление максимальной конденсации, которое для каждого состава газа находят экспериментальным путем. Для обеспечения однофазного движения газа по магистральным трубопроводам температура сепарации определяется условиями по трассе трубопровода, для извлечения конденсата — заданной степенью извлечения целевых компонентов.
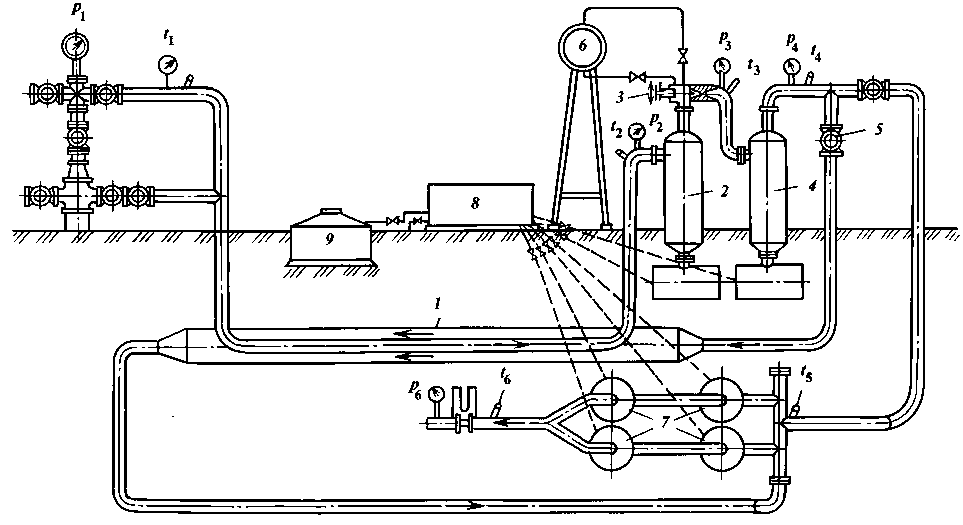
Рис. 5.4. Схема экспериментальной установки для исследования низкотемпературной сепарации газа
Впервые в отечественной газовой промышленности установка НТС была сооружена на скв. 30 Шебелинского месторождения (рис. 5.4).
Газ из скважины проходит по внутренней трубе теплообменника системы "труба в трубе" 1 и попадает в циклонный сепаратор первой ступени 2. Оттуда газ поступает в регулируемый штуцер 3, где его температура и давление понижаются. Затем газ направляется в сепаратор второй ступени 4, откуда может поступать или в теплообменник 1, или по крайнему правому манифольду в сепараторы 7, в зависимости от того, какая из задвижек 5 в данный момент перекрыта.
Если перекрыта задвижка на манифольде, то холодный газ попадает в межтрубное пространство теплообменника 1 и понижает температуру газа, идущего со скважины к регулируемому штуцеру 3. Затем холодный газ, пройдя теплообменник и незначительно нагревшись в нем, поступает в сепараторы 7, а из них — в замерную линию. Удаление конденсата и воды из сепараторов 2, 4 и 7 производится открытием вентилей в отстойник 8, из которого конденсат сливается в емкость 9, а вода выливается на землю.
Для предупреждения образования гидратов после штуцера 3 в систему подают метанол из бачка 6.
В процессе исследований измеряли дебит газа, количество воды и конденсата, температуру и давление. Температура газа измерялась в шести точках: tj —t6, а давление газа в четырех точках: pj — p4 (см. рис. 5.4).
В дальнейшем установки НТС получили широкое распространение на газоконденсатных месторождениях Краснодарского края, однако технологический режим их работы часто нарушался при отрицательных температурах из-за образования гидратов.
5.3. ОСНОВНОЕ ОБОРУДОВАНИЕ, ПРИМЕНЯЕМОЕ ПРИ ОБРАБОТКЕ ГАЗА,
Для отделения от природного газа влаги, конденсата и частиц породы применяют различные сепараторы, которые можно подразделить по принципу их работы на следующие типы:
1) гравитационные, в которых главную роль при отделении примесей играет сила тяжести;
2) основанные на использовании сил инерции;
3) сепараторы с насадками, в которых используются силы адгезии;
4) смешанного типа, основанные на одновременном использовании сил инерции, тяжести и адгезии.
Наряду с механическими применяют гидравлические способы очистки газа, в которых частицы отделяются при пропускании газа через различные масла.
Наибольший интерес представляют комбинированные способы, основанные на сочетании различных принципов работы аппаратов. При этом степень очистки газа достигает 97 %.
Теория сепарации еще не разработана до такой степени, чтобы можно было определить эффективность работы сепараторов для конкретных промысловых условий. Поэтому расчет сепараторов обычно проводят для несколько упрощенных случаев. При этом следует учитывать, что жидкость в вертикальном и горизонтальном потоках движется в основном по стенкам труб. Если скорость газа значительна на поворотах труб, а также при входе в сепаратор, то часть жидкости, отрываясь от стенок, переходит в капельно-распыленное состояние. В последующем из капель на стенках труб снова может образоваться пленка. При движении газа с жидкостью в сепараторах объем капельной жидкости также существенно меняется из-за многочисленных изменений направления, а также наличия сужений и расширений газовой струи. Кроме того, необходимо учитывать неравномерность подачи жидкости в сепаратор при определенных структурах движения газожидкостных смесей по стволу скважины и в шлейфах.
5.3.1. ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ ГРАВИТАЦИОННЫХ СЕПАРАТОРОВ
При технологических расчетах сепараторов скорость движения частиц примесей и газа в вертикальном направлении обычно принимают постоянной. Считают также, что все частицы, отделяемые в сепараторах, имеют шарообразную форму и что в процессе сепарации не происходит ни их дробления, ни коагуляции. При этом скорость газового потока считается пропорциональной отношению площадей сечения трубы и сепаратора.
Газ, входя в сепаратор, несет с собой частицы с определенной скоростью. В сепараторе и скорость газа, и скорость частиц изменяется.
В общем случае сила, действующая на частицу в стационарном потоке газа, может быть выражена зависимостью
P = G - Rcosa,
(5.1)
где P — сила, двигающая частицы, H; G — вес частицы, H; R — сила сопротивления, H; а — угол между направлениями
R и G.
Сила тяжести всегда направлена вниз. Сила сопротивления в зависимости от направления потока газа может иметь различные направления. В случае вертикального потока в зависимости от того, будет ли струя направлена вверх или вниз, cosa = ±1. При осаждении частиц важно знать скорость частицы относительно стенок сепараторов, так как этим определяется эффективность отделения. Частицы будут уноситься потоком газа, если скорость частиц w будет меньше скорости потока v. Причем частицы будут двигаться вверх со скоростью w,j = v — w. Если w = v, то w,j = 0, т.е. частицы находятся в газовом потоке во взвешенном состоянии. Выпадение частиц происходит, когда w > v, при этом скорость w, будет равна разности w — v.
Скорость движения частиц в сепараторах определяют по формуле Стокса
(5.2)
![]()
где w — относительная скорость движения частицы, м/с; d — диаметр частицы, м; рч — плотность частицы, кг/м3; рг — плотность газа при рассматриваемых давлениях p и температуре T, кг/м3; и — абсолютная вязкость газа при тех же условиях, Па • с; д — ускорение свободного падения (д = = 9,8 м/с2).
Для частиц размером от 0,3 до 0,8 мм скорость осаждения
![]()
И ' Рг'
(5.3)
Для частиц размером более 0,8 мм скорость осаждения согласно формуле Ньютона
(5.4)
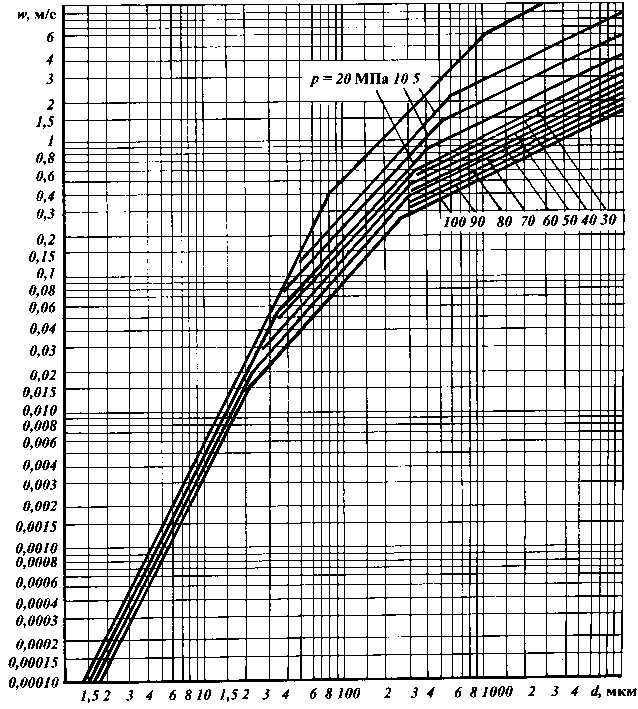
Рис. 5.5. Зависимость скорости осаждения w от диаметра капель воды при разных давлениях
Формулы (5.1) — (5.3) справедливы для расчета скорости осаждения шарообразных частиц. На рис. 5.5 показан график зависимости скорости осаждения w от диаметра капель воды для разных давлений, построенный по этим формулам.
Для всего диапазона встречаемых на практике размеров частиц различной конфигурации скорость осаждения можно определить по формуле
w =
2dprP*j 3РГp* 2dprp*
где а* и в* — коэффициенты сопротивления, соответственно равные: для шаров а* = 24 и в* = 0,44, для круглых пластинок а* = 17,4 и в* = 1,1.
При конфигурации частицы, отличающейся от шара, в расчетах принимается эффективный диаметр частиц.
Приведенные формулы справедливы для установившейся скорости движения частиц. На практике при входе газа в сепаратор скорость газа и частиц меняется. За время пребывания в сепараторе скорость осаждения частиц не достигает постоянного значения. Это следует учитывать при расчетах сепараторов [см. формулу (3.2 J)].
5.3.2. ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ ИНЕРЦИОННЫХ СЕПАРАТОРОВ
При расчете сепараторов с учетом только массы осаждающихся частиц размеры аппаратов получают значительными, что обусловливает большой расход металла. Из инерционных сепараторов чаще применяют те, принцип действия которых основан на использовании центробежных сил. Такие сепараторы называют циклонными (рис. 5.6). Газ, тангенциально поступающий через входной патрубок, в сепараторе приобретает вращательное движение и направляется вниз по винтовой линии к вершине конуса. Жидкость со стенки циклона (устройство для отделения частиц от газа) стекает вниз. При выводе расчетных формул обычно принимают, что частицы газа вращаются с одинаковой угловой скоростью аналогично вращению твердого тела. Вращательное движение газа характеризуется тем, что в центральной части сепаратора статическое давление минимально. Чем выше скорость, тем больше разность давлений в этой части, а также на периферии. Газ и частицы, поступая в сепаратор, сохраняют первоначальное направление, прижимаются к стенкам цилиндра и закручиваются в нисходящую спираль. По достижении вершины конуса вращающиеся слои газа поворачиваются к оси сепаратора, меняя направление, и начинают двигаться к выходной трубе в виде вертикального восходящего вихря. Частицы примесей, двигаясь по стенкам сепаратора, достигают отстойника,
в котором осаждаются.
Рост скорости газа приводит к увеличению разряжения в центральной части циклонного сепаратора и появлению силы, тянущей осевшую пленку к выходной трубе. Таким образом, в подобных сепараторах, кроме вращательного, пр о-исходит движение, направленное вдоль его оси. Причем продольное движение у стенок цилиндра и конуса направлено вниз, а в центральной части — вверх.
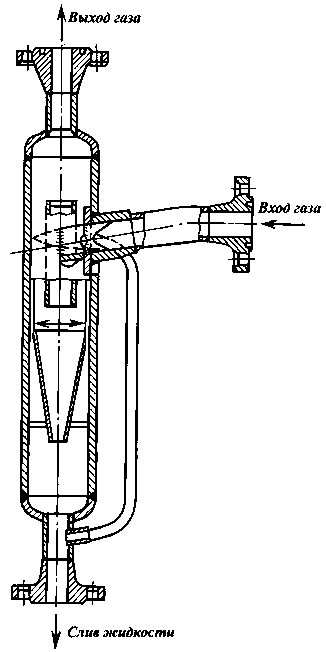
Теория расчетов циклонных сепараторов основана на предположении, что центробежная сила, действующая на частицу, равна силе сопротивления, которое оказывает газ, препятствуя ее движению в радиальном направлении. Скорость движения частиц в циклоне wч в зависимости от размера их по аналогии с действием силы тяжести можно определить по следующим приближенным формулам: для мелких частиц
,2 2 d Р ч^ r
1, 8^g
(5.6)
w=
ч
для средних частиц
п /тол 1,14 0,71 0,29
0,408d Р д
_ч_
w ч =
0,43 0,29 И Р г
для крупных частиц
![]()
Здесь r — расстояние в радиальном направлении от оси циклонного сепаратора до частицы, м; w — угловая скорость газа, v"J с; остальные обозначения те же, что и в формуле
(5.J).
Из формулы (5.7) следует, что скорость движения частиц в циклонном сепараторе зависит не только от его диаметра и состояния среды, но и от конструкции и размеров самого сепаратора. В этом состоит главное отличие центробежной сепарации от гравитационной.
При отделении жидкости в циклонных сепараторах не следует допускать больших скоростей движения газа, при которых происходит дробление жидкости на мелкие капли и ее вынос. Для каждого циклона имеется своя оптимальная скорость сепарации.
На практике гидравлический расчет циклонного сепаратора сводится к определению его диаметра. Остальные размеры конструктивно зависят от этого диаметра.
Диаметр определяют по формуле

(5.9)
где Q — дебит газа при стандартных условиях, тыс. м3/сут; р — плотность газа при стандартных условиях, кг/м3; (pJ —
— р2) — потери давления в сепараторе, МПа; рср — абсолютное среднее давление, МПа; T — температура газа в сепараторе, К; z — коэффициент сверхсжимаемости, определяемый при рср и Тср в сепараторе; рст = 0,J0 J3 МПа; Тст = 293 К.
Основной элемент этого вида сепаратора — насадка. На практике широко распространены жалюзийные насадки, конструктивно представляющие собой набор пластин различной конфигурации.
Частицы жидкости, содержащиеся в потоке газа, набегающем на пластины, ударяются о них и прилипают. По мере накопления на пластинах жидкость стекает в нижнюю часть сепаратора, откуда периодически удаляется через специальные патрубки.
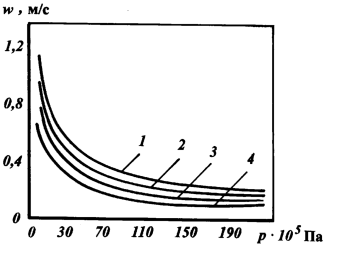
Рис. 5.8. Зависимость w от p при коэффициенте vHOca жидкости Kv, %:
1 - 1,0; 2 - 0,1; 3 - 0,01; 4 - У0,001
Насадка, с одной стороны, не должна создавать больших гидравлических сопротивлений потоку, а с другой - иметь достаточно развитую поверхность для улучшения условий отделения жидкости от газа.
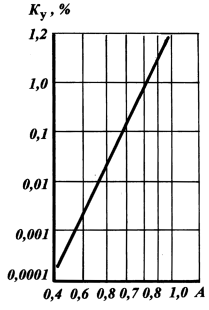
Рис. 5.7. Зависимость Kv от A
Технологический расчет такого сепаратора сводится к определению скорости набегания потока газа на жалюзи, при которой частицы жидкости интенсивно прилипают к пластинам, но при этом не происходит срыва и дробления капель жидкости, осевшей в насадке.
Расчет жалюзийной насадки выполняют с помощью приведенного на рис. 5.7 графика, на котором дана зависимость коэффициента уноса жидкости Ку от параметра Л:
w
л
(5.10)
g26(р'
G2
1 00,
(5.11)
G" + G2
Ку =
где w - скорость движения газа, м/с; 6 - поверхностное натяжение на границе раздела газа и жидкости, H/м; р', р" -плотность соответственно жидкости и газа, кг/м3; G” - массовый расход газа, кг/м3; G '2 - массовый расход жидкости после сепаратора, кг/м3.
По графику, приведенному на рис. 5.8, определяют скорость потока газа как функцию давления в сепараторе и коэффициента уноса жидкости.
На газопроводах, а иногда и у скважины устанавливают водосборники, предназначенные для улавливания и удаления основной массы сконденсировавшейся влаги и других примесей. Они практически ничем не отличаются от горизонтальных сепараторов, но размещают их в зависимости от рельефа местности обычно в пониженных местах.
Одна из конструкций горизонтального водосборника, применяемая на первых отечественных газопроводах, приведена на рис. 5.9.
Водосборники горизонтального типа врезают в газопровод
1. Скапливающуюся в водосборнике 2 воду и другие примеси периодически продувают через рабочие вентили 4.
В холодное время года перепускной вентиль 6 должен быть все время открыт во избежание подъема жидкости в вертикальной выводной трубке и для предотвращения ее обмерзания. Во время продувки газопровода этот вентиль закрывают, а вентиль 4 открывают; после продувки открывают вентиль 6 и конец трубки просушивают сухим газом из газопровода. После этого вентиль 4 закрывают, а вентиль 6 оставляют открытым.
На практике широко применяют водосборники типа расширительной камеры. Степень очистки от примесей в расширительных камерах достигает 90 %.
5 4 6 5
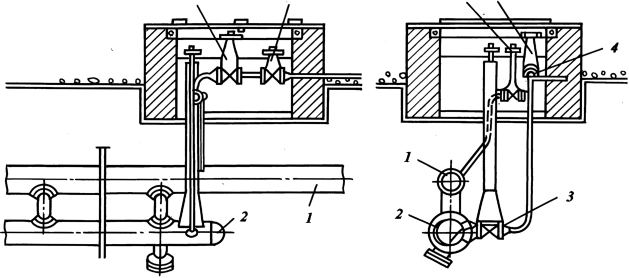
Рис. 5.9. Горизонтальный водосборник:
1 — газопровод; 2 — водосборник; 3 — отключающая задвижка; 4 — ра
бочий вентиль; 5 — верхняя задвижка; 6 — перепускной вентиль
Конструкции сепараторов
На газовых промыслах применяют сепараторы различных конструкций: горизонтальные, вертикальные, цилиндрические, шаровые с различным внутренним и наружным устройством.
Вертикальные сепараторы. Сепаратор (рис. 5.10) представляет собой вертикальный сосуд диаметром до 1 — 2 м, высотой до 4 — 5 м. Газ подают через боковой тангенциальный ввод. Для улучшения условий выделения примесей предусмотрено изменение направления потока газа. Отделившиеся частицы накапливаются в нижней части сепаратора, откуда периодически удаляются.
В верхней части сепаратора установлена жалюзийная насадка. Пространство ниже насадки и кольцевого ввода газа используется для гравитационного осаждения частиц в жидкости.
Горизонтальные сепараторы (длиной до 6 — 7 м, диаметром до 1,2 м) по устройству сходны с вертикальными. В них также изменяется направление потока газа. Эти сепараторы более удобны в монтаже и обслуживании, чем вертикальные.
Емкостью для отсепари-рованной жидкости чаще всего служит самостоятельный сосуд, расположенный вдоль сепаратора и связанный с ним сливными патрубками. На входе газа предусмотрен циклонный элемент.
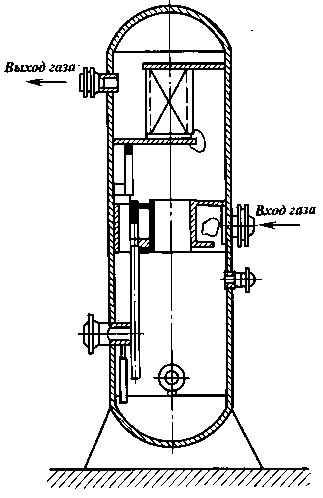
Циклонные сепараторы подразделяют на одноступенчатые, двухступенчатые и многоциклонные (мультициклоны) открытого и закрытого типов, преимущественно с кожухом и с разрывом потока струи (см. рис. 6.7). Эффективность работы сепаратора
Рис 5.10. Вертикальный сепаратор
ТАБЛИЦА 5.4 Производительность циклонов, тыс. м3/сут
|
Диаметр циклона D, мм |
Рабочее давление, |
МПа | |||
| 2,5 | 6,4 | 10 | 16 | 25 | |
| 100 |
50-80 | 100-200 |
200-300 | 300-500 | 650-750 |
| 150 | 100-170 |
250-450 | 400-700 |
600-1000 | 1000-1800 |
|
200 | 180-300 | 500-800 | 700-1200 | 1100-1900 |
2000-3500 |
| 250 |
300-500 | 800-1200 |
1200-1900 | - | - |
такого типа при отсутствии пульсации газожидкостного потока и дробления капель достигает 92-98 %. СтруИка пленоч-ноИ жидкости, поднимаемая газовым потоком, выбрасывается в камеру разрыва. При пульсации газожидкостного потока и образовании гидратов режим работы сепаратора нарушается. В мультициклонах с увеличением скорости возрастает интенсивность дробления капель, уносимых газовым потоком из сепаратора, до низкодисперсного состояния. В связи с этим циклоны, нашедшие практически повсеместное применение на промыслах в 60-х годах, в последующем были заменены на более эффективные.
В табл. 5.4 приведены ориентировочные значения производительности циклонов разных диаметров, работающих при различных давлениях. Нормальная работа сепараторов обеспечивается при отсутствии образования в них гидратов.
Для безопасности работы на корпусе сепаратора или на подводящих манифольдах устанавливают предохранительные клапаны.
Масляные сепараторы (пылеуловители диаметром 500; 800; 1000; 1200; 1400; 1600; 2400 мм). Этот вид сепараторов в основном применяют на магистральных газопроводах. Пылеуловитель состоит из трех секциИ: газопромывочноИ, осади-тельноИ и скрубберноИ. ОчищаемыИ газ поступает в нижнюю газопромывочную часть сепаратора, в котороИ оседают крупные твердые частицы и капли воды. Они скапливаются внизу сепаратора под слоем масла и периодически удаляются. По мере загрязнения масло заменяется свежим, а отработанное подвергается регенерации. При нормальноИ работе пылеуловителя расход масла не должен превышать 25 г на 1000 м3 очищенного масла.
Тонкая очистка газа проводится в верхнеИ части сепаратора.
5.3.5. ВЫБОР ТЕПЛООБМЕННИКОВ И ИХ РАСЧЕТ
Теплообменные аппараты составляют неотъемлемую часть установки по обработке газа. На установках низкотемпе-ратурноИ сепарации используют теплообменники типа "труба в трубе”, в которых охлаждающим агентом является от-сепарированныИ газ, поступающиИ в межтрубное пространство теплообменника. Широкое применение таких теплообменников объясняется простотоИ их конструкции, надежностью работы и несложноИ системой подачи в них ингибитора во избежание гидратообра-зования.
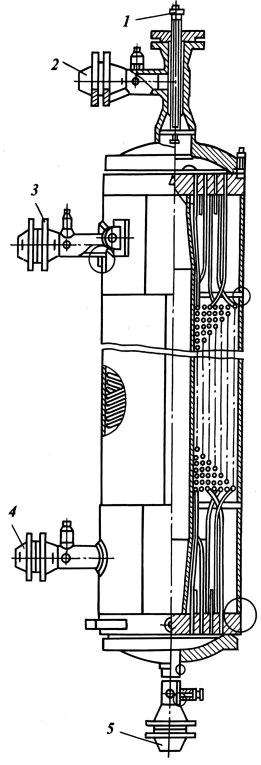
Кожухотрубчатые теплообменники по сравнению с теплообменниками типа "труба в трубе” менее металлоемки, более транспортабельны, занимают меньше места. Однако из-за отсутствия достаточно надежноИ системы защиты от образования гидратов эти теплообменники применяют только в тех случаях, когда газ в них охлаждается до температуры не ниже равновесноИ температуры образования гидратов или предварительно осушается. Одна из конструкциИ такого теплообменника показана на рис. 5.11.
При конструировании теплообменных аппаратов следует стремиться к минимальноИ разности температур на "теплом” конце теплообменника (недорекуперации холода). Эта разность температур представляет собоИ потерю х оло-да и в значительноИ степени определяет энергетические затраты в установке.
Рис 5.11. Кожухотрубный теплообменник:
1 - вход диэтиленгликоля; 2, 5 - вход и выход сырого природного газа; 3 -
выход сухого природного газа; 4 - вход сухого природного газа
Теплообменник должен обеспечивать минимальную разность температур на "теплом" конце и минимальные потери давления. С другой стороны, аппарат должен быть компактным. Уменьшать разность температур на "теплом" конце теплообменника можно до определенного предела, который должен соответствовать экономически обоснованным энергетическим затратам. Практика показывает, что разность температур на "теплом" конце теплообменника колеблется, составляя в среднем 10 °C.
5.3.6. РАСЧЕТ ТЕПЛООБМЕННЫХ АППАРАТОВ
Расчет процесса теплообмена в основном сводится к получению количественных соотношений теплоотдачи на основе обобщения экспериментальных данных и принципов теории подобия, в частности, зависимости между критериями подобия, характеризующими процесс теплопередачи.
Для определения поверхности теплообмена можно пользоваться формулой Ньютона-Фурье
F = Q, (5.12)
AtK
где Q - количество вводимой или отводимой теплоты, Дж/м3; At - средняя логарифмическая разность температур, °C; К — коэффициент теплоотдачи, Вт/(м2 • К)
Количество теплоты, отдаваемой или получаемой газом в процессе теплообмена, определяют по формуле теплового баланса
Q = Q1 = Q2 = q1p1cp1(t1 - t2) = Ч2p2Cp2 (t4 - t3), (5.13)
где Q1 - количество теплоты, отдаваемой "теплым" газом в процессе охлаждения, Дж/м3; Q2 - количество теплоты, получаемой "холодным" газом в процессе нагревания, Дж/м3; Ч1, q2 - расходы соответственно "теплого" и "холодного" газа, м3/ч; р1, р2 - плотность соответственно "теплого" и "холодного" газа; cp1, cp2 - удельная теплоемкость соответственно "теплого" и "холодного" газа, Дж/(моль • К); t1, t2 - температура "теплого" газа на входе и выходе теплообменного аппарата, °C; t3, t4 - температура "холодного" газа на входе и выходе теплообменного аппарата, °C.
В формуле (5.13) не учтено количество теплоты, выделяемой при конденсации водяного пара и тяжелых углеводородов. С учетом последних эта формула примет вид
Q = Qj = q2 = qjP2cpj(ti -12) + rqjqK + rqjq, =
q2p2Cp2(t4 - t3).
(5.14)
Здесь qK — количество углеводородного конденсата, сконденсировавшегося из газа при снижении температуры от tj до t2, кг/м3; q, — количество воды, сконденсировавшейся из газа при снижении температуры от tj до t2, кг/м3; rK и r, — скрытая теплота парообразования соответственно углеводородного конденсата и воды, Дж/м3.
Если на установке НТС имеется избыточное давление, то
12 _ t3 + ApDi,
(5.15)
где Ap — перепад давления на штуцере (дросселе), Па; Dt — коэффициент Джоуля — Томсона; температура t3 всегда задается (температура сепарации).
Температура t4 с учетом того, что разность температур на "теплом" конце принимается равной 10 °C, будет на 10 °С ниже tj:
Q
(5.16)
q2p2cp2
В расчетах скрытая теплота парообразования для воды rB и углеводородного конденсата rK соответственно принимается 2095 и 330 — 380 кДж/кг.
Средняя логарифмическая температура зависит не только от начальных и конечных температур теплоносителей, но и от направления движения их потока. Обычно направлениями движения теплоносителей являются противоток, прямоток, перекрестный и смешанный ток. В зависимости от направления движения теплоносителей формула для вычисления логарифмической разности температур принимает вид: для прямотока
(5.J7)
At _ (tJ t3) (t2 t4);
![]()
t1 - t4 2,3lg —1-4
t2 - t3
для смешанного и перекрестного тока
22
At =----; (5.19)
t - t
2, 3lg-1-4—
t - t
t -3-4
22
Если отношение (t2 - t1)/(t4 - t3) < 2, то разность температур между средней логарифмической и средней арифметичес
кой их разностями не превышает 4 %. В этом случае можно пользоваться формулами для средней арифметической разности температур.
Средняя арифметическая разность температур:
для прямотока
At
= (t1 - t3) + (t2 - t4)
; (5.20)
2
для противотока
At = (t1 - t4) +
(t2 - t3) .
(5.21)
2
Если температура одного из теплоносителей (например, аммиачного или пропанового испарителя) постоянна, то разница между температурами прямотока и противотока исчезает, и формула средней логарифмической разности температур принимает следующий вид:
At = —2-. (5.22)
t - t1
2, 3lg-1
t - t2
Коэффициент теплопередачи для кожухотрубчатых теплообменников типа "труба в трубе" можно определить по следующим формулам:
при теплопередаче от нагревающей среды к нагреваемой
1
K =-; (5.23)
1 d2 - dx 1 2d2
a i 2X
при теплопередаче от нагреваемой среды к нагревающей
1
K =-. (5.24)
Здесь a1 — коэффициент теплоотдачи от нагревающей среды к стенке трубы, Вт/(м2 • К); d2 — наружный диаметр труб, м; d1 — внутренний диаметр труб, м; X — коэффициент теплопроводности материала трубы, Вт/(м2 • К); a2 — коэффициент теплоотдачи от стенки к нагреваемой среде,
Вт/(м2 • К).
Если толщина стенки незначительна по сравнению с внутренним диаметром и составляет меньше 1/20 диаметра, то коэффициент теплопередачи можно определить как для плоской стенки:
1
K =-, (5.25)
1 5 1
— + — + — a1 X a 2
где s — толщина стенки, м.
Для теплообменников с оребренными трубами формулы (5.23) и (5.24) примут вид:
1
K =-, (5.26)
+ —
a 2 F X F a 2 2 1 1 2
где F1 — площадь поверхности с гладкой стороны трубки, м2; F2 — площадь поверхности ребер и самой стенки между ребрами, м2.
В формулах (5.23) и (5.26) коэффициенты теплоотдачи a1, a 2 можно определить на основе экспериментальных данных и критериев подобия:
X ~ ,0,8г> 0,4.
a1 = 0,023 — Re Pr ; (5.27)
d
Re = vdp; Pr = ^; (5.28)
vg X
, N 0, 45
X % D (
a2 = 0,023 — I | Re0, 8Pr0,4. (5.29)
d2 I d2 j
Здесь X — коэффициент теплопроводности газа, Вт/(м х х К); d1, d2 — внутренний и наружный диаметры внутренней трубы, м; Re — число Рейнольдса; Pr — критерий Прандтля; Ц- — внутренний диаметр наружной трубы, м; v — скорость
движения газа, м/с; р — плотность газа, кг/м3; ^ — коэффи
циент динамической вязкости, Па • с; cp —удельная теплоемкость газа при постоянном давлении, Дж/(моль • К).
При движении в межтрубном пространстве кожухотрубчатых теплообменников и при отсутствии поперечных перегородок
a 2 = 1,16^KBRr)0,6Pr0,33. (5.30)
Эквивалентный диаметр межтрубного пространства (D1 —
— d2) определяем по формуле
4с
dэ = —, (5.31)
п
где П — периметр межтрубного пространства.
Для теплообменников типа "труба в трубе"
П = n(D1 + d2); (5.32)
для кожухотрубчатых теплообменников
П = n(D1 + nd2), (5.33)
где n — число теплообменных трубок в кожухотрубчатом теплообменнике.
При наличии перегородок
a2 = 0,2 -^Re0’6Pr0’33. (5.34)
d
Для расчетов кожухотрубчатых теплообменников чаще
всего пользуются уравнением (5.34), так как в них имеются
перегородки, которые улучшают теплообмен. После несложных математических преобразований это уравнение примет вид:
0,6, v 0, 33
* ц 2С.-
Х
q р
2 2
d2
Х
2
d Хц
э 2
В результате исследований, проведенных на промышленных теплообменниках, получены формулы коэффициента теплопередачи K. При турбулентном режиме (104 < Re < 107) и содержании конденсата в газе до 300 см3/м3 используют следующие формулы для определения коэффициента теплопередачи в теплообменниках типа "труба в трубе”:
K = 0,03д^е^е2;
(5.36)
K = 115(v v 2)0,4. скорость соответственно
(5.37)
Здесь V! и v2 лодного” газа, м/с.
На установках искусственного холода кроме рекуперативных теплообменников предусмотрен теплообменник-испаритель (рис. 5.12) с хладагентом аммиаком или пропаном.
Для определения коэффициента теплопередачи в аммиач-
теплого и х о-
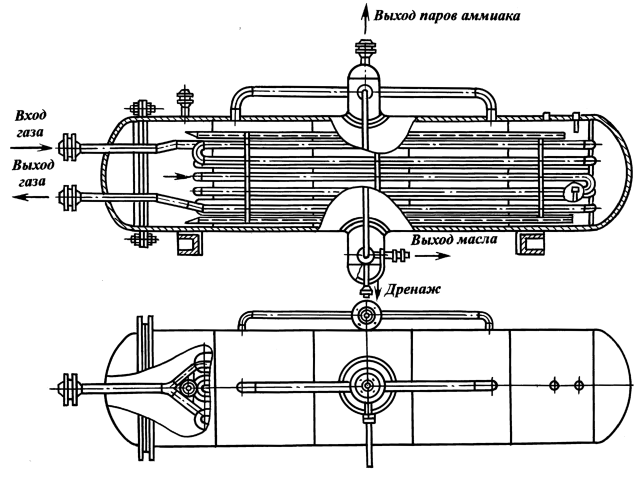
ных испарителях применяют следующую приближенную формулу:
K = 52v. (5.38)
На месторождениях с температурой газа на входе УКПГ выше 40 °С для предварительного охлаждения можно использовать водяные или воздушные теплообменники, которые конструктивно не отличаются от газовых. В качестве хладагента применяют воду, подаваемую самотеком в межтрубное пространство теплообменника.
Расчет водяных теплообменников подобен расчету газовых теплообменников.
Формула теплового баланса для водяных теплообменников имеет следующий вид:
qp?pi(ti - У + гк?1?к + rqq, = G,cp,(t3 - U. (5.39)
где Gв — массовый расход воды, кг/ч; cpB — удельная теплоемкость воды, Дж/(моль • К); t3, t4 — температура воды соответственно на входе и выходе теплообменника, °С; остальные обозначения те же, что и в формуле (5.13).
Коэффициент теплоотдачи воды
а, = 42 • 10-5
(5.40)
иb(D1 d2) Xв
Расчет воздушных теплообменников проводят так же, как и газовых.
Упрощенную формулу для коэффициента теплопередачи воздушных теплообменников можно записать в следующем виде:
1
K =-—. (5.41)
d2 - d1 1 2d
2X
Такое упрощение справедливо, если коэффициент теплоотдачи газа в 10 раз и более выше коэффициента теплопередачи воздуха. Если воздушные теплообменники оребренные, то формула для коэффициента теплопередачи имеет вид
1
K =-. (5.42)
2X
При любых климатических условиях воздушные теплообменники более удобны в эксплуатации, чем водяные.
5.4. СОРБЦИОННЫЕ МЕТОДЫ ОБРАБОТКИ ГАЗА
Абсорбционный способ осушки и отбензинивания углеводородных газов. Абсорбцией называется процесс проникновения газа или пара в массу жидкого поглотителя (абсорбента) путем диффузии через разделительную поверхность. Обратный процесс называется десорбцией.
Этот процесс осуществляется в абсорбере — вертикальном цилиндрическом сосуде, имеющем тарелки или насадки, обеспечивающие контакт между газом и жидкостью-абсорбентом.
По технологической схеме абсорбционного способа осушки газа (рис. 5.13) влажный газ поступает в нижнюю скруб-берную секцию абсорбера 1, где предварительно отделяется от капельной жидкости и контактирует с абсорбентом. Газ, двигаясь снизу вверх навстречу абсорбенту, осушается, а затем проходит в верхнюю секцию, где отделяется от капель абсорбента, уносимого с верхней тарелки контактора. Осушенный газ из абсорбера поступает в магистральный газопровод.
Насыщенный раствор абсорбента из контактора проходит теплообменник 9, выветриватель 3, фильтр 4, затем паровой подогреватель (ребойлер), установленный в нижней части де-сорбера, где нагревается до установленной температуры. Затем раствор поступает в выпарную колонну (десорбер) 5.
Водяной пар, выделившийся из абсорбента, попадает в холодильник 6, где основная часть его конденсируется, а затем в сборник конденсата 7. Часть воды из этого сборника на-
Выход газа U
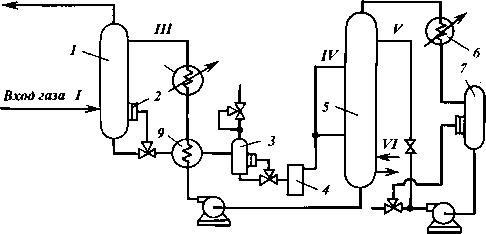
Рис. 5.13. Технологическая схема установки осушки газа гликолями:
1 — газ сырой; II — газ сухой; III — ДЭГ регенерированный; IV — насыщенный ДЭГ; V — конденсат; VI — пар
правляется обратно в верхнюю часть колонны, чтобы понизить температуру. В результате пары абсорбента конденсируются и сливаются вниз, что сокращает потерю абсорбента.
Раствор абсорбента, регенерированный до заданной концентрации, сначала проходит через теплообменник 9, где охлаждается насыщенным водой абсорбентом, затем дополнительно охлаждается водой в теплообменнике 8 и поступает в контактор для орошения.
В качестве абсорбента для осушки природного газа широко применяют гликоли, преимущественно диэтиленгликоль и триэтиленгликоль. Если требуется осушка природного газа, в котором содержится углеводородный конденсат со значительным количеством ароматических углеводородов, то при выборе абсорбента предпочтение отдается этиленгликолю. В этих условиях этиленгликоль может оказаться экономичнее диэтиленгликоля и триэтиленгликоля, так как он менее растворим в углеводородном конденсате, содержащем ароматические углеводороды.
Широкое применение гликолей для осушки природного газа обусловлено их высокой гигроскопичностью, стойкостью к нагреву и химическому разложению, низким давлением пара и доступностью при сравнительно невысокой стоимости.
Этиленгликоль или, как принято называть, гликоль (СН2 — OH — CH2 — OH) — простейший двухатомный спирт. Бесцветная густоватая жидкость сладкого вкуса без запаха. Молекулярная масса 62,07, плотность 1,115 г/см3, температура кипения при атмосферном давлении 197,5 °С, удельная теплоемкость 2,3 кДж/(кг • К).
Этиленгликоль смешивается с водой в любых отношениях. Водные растворы имеют низкую температуру замерзания и широко применяются в качестве незамерзающей жидкости для охлаждения двигателей автомашин в зимнее время.
Диэлитенгликоль (CH2OH — CH2 — O — CH2 — CH4OH) представляет собой неполный эфир этиленгликоля. Бесцветная жидкость. Молекулярная масса 106,12, плотность 1,117 г/см3, температура кипения при атмосферном давлении 244,5 °C. Диэтиленгликоль также смешивается с водой в любых отношениях и гигроскопичнее этиленгликоля.
Из гликолей наиболее эффективным абсорбентом является триэтиленгликоль (CH2OH — CH2 — O — CH2 — CH2 — O — CH2 — CH2OH). Молекулярная масса 150,17, плотность 1,1254 г/см3, температура кипения при атмосферном давлении 287,4 °C. Упругость паров несколько меньше, чем у диэтиленгликоля.
Для триэтиленгликоля существенным недостатком является то, что его концентрированные растворы способны поглощать в небольшом количестве тяжелые углеводороды. Поэтому при осушке газов со значительным содержанием тяжелых углеводородов применяют растворы пониженной концентрации.
Так как осушка используется для предотвращения конденсации воды из газов при их охлаждении, точка росы — более удобный критерий оценки ее эффективности, чем абсолютное влагосодержание. Эффективность любого абсорбента можно оценивать по разности между точкой росы осушенного газа и температурой контактирования (депрессии точки росы).
Использование графиков значений точки росы газов, находящихся в равновесии с диэтиленгликолем и триэтиленгли-колем, при различных температурах контакта и концентрациях абсорбента (рис. 5.14, 5.15) значительно упрощает расчет абсорбентов (осушительных колонн). По этим графикам можно непосредственно определить требуемую концентрацию поглотителя и температуру контакта, при которых достигается заданная степень осушки газа. При проектировании абсорберов для осушки природного газа необходимо учитывать, что эти графики отражают условия, которые на практике полностью не достигаются. Это объясняется тем,
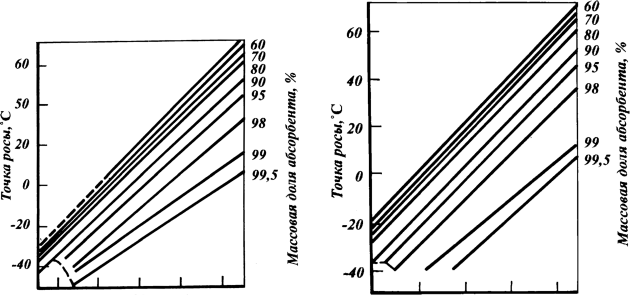
Рис. 5.14. Равновесные точки росы Рис. 5.15. Равновесные точки росы га-газов при контактировании с раст- зов при контактировании с раство-
-20 0 20 40 60
Температура, °С
-20 0 20 40 60
Температураг, СС
ворами диэтиленгликоля
рами триэтиленгликоля
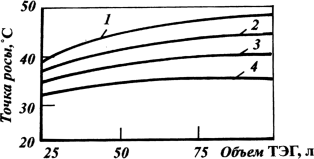
Рис. 5.17. График влияния концентрации гликоля на депрессию точки росы, достигаемую в промышленных абсорберах.
Содержание гликоля, %: 1 — 99,5; 2 —
99; 3 - 98; 4 - 96
что гликоль, стекая по колонне, разбавляется, а число фактических тарелок, на которых происходит контакт между газом и абсорбентом высокой концентрации, недостаточно для установления равновесия.
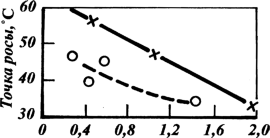
Содержание воды в регенерированном ТЭГ, %
Рис. 5.16. График депрессии точки росы
Опыт эксплуатации установок осушки природного газа позволил установить следующие практические правила для расчетов и проектирования абсорберов: а) в системе должно циркулировать не менее 25 л гликоля на 1 кг абсорбируемой воды; б) в абсорбере должно быть не менее четырех фактических тарелок.
Из графика депрессии точки росы, достигаемой на пр о-мышленных установках, запроектированных с учетом указанных правил и теоретической депрессии (рис. 5.16), видно, что между фактическими показателями и теоретическим максимумом имеются расхождения. Однако достигаемая депрессия точки росы во всех случаях превышает 33 °C, что достаточно для газопроводов подземной прокладки. Поэтому на большинстве установок осушки природного газа гликолями применяют абсорберы с четырьмя тарелками, КПД которых обычно лежит в пределах 25-40 %. Производительность такой колонны приблизительно эквивалентна производительности одной равновесной ступени контактирования.
Более глубокая осушка природного газа может быть достигнута путем увеличения количества циркулирующего абсорбента на 1 кг абсорбируемой воды.
С увеличением количества циркулирующего абсорбента более чем 75 л на 2 кг воды депрессия точки росы не повышается (рис. 5.17).
Одним из основных критериев, определяющих экономичность работы установки осушки газа, являются потери гликоля, вызываемые главным образом механическим уносом. Небольшие количества гликоля неизбежно теряются в результате испарения и утечек. Возможны также потери при регенерации, т.е. потери с парами, выделяющимися в десорбере. Если установка осушки работает в отлаженном режиме, то потери гликоля обычно не превышают 8 мг на 1 м3 осушенного газа. Однако потери возрастают, если в осушаемом газе содержится конденсат, в состав которого входят ароматические углеводороды или другие компоненты, способные растворять гликоли, и т. д. Чрезмерный унос гликоля обычно является результатом его вспенивания в абсорбере. Пенооб-разование может быть вызвано загрязнением гликоля тяжелыми углеводородами, тонкодисперсными твердыми взвесями или соленой водой, поступающей в систему. Поэтому перед подачей газа в абсорбер следует направлять его в эффективно работающий сепаратор. Пенообразование обычно удается уменьшить добавкой противопенных веществ. Для этой цели применяют триоктилфосфат-2; добавка его в количестве 0,05 % снижает потери гликоля, например, с 240 до 8 мг на
1 м3 и менее.
Для уменьшения потерь за счет механического уноса нередко после абсорбера устанавливают отбойники для улавливания уносимого гликоля.
5.4.1. АБСОРБЦИОННЫЙ СПОСОБ ОТБЕНЗИНИВАНИЯ УГЛЕВОДОРОДНЫХ ГАЗОВ
Одна из технологических схем отбензинивания углеводородных газов с помощью абсорбции приведена на рис. 5.18. Сырой газ поступает в нижнюю часть абсорбера 1. Двигаясь снизу вверх, газ барботирует через абсорбент, стекающий сверху вниз и поглощающий тяжелые углеводороды. Из абсорбера отбензиненный газ поступает в сепаратор 2, где очищается от капель сорбента. Далее он направляется в газопровод через регулятор давления, поддерживающий постоянное давление в абсорбере.
Насыщенный абсорбент из абсорбера стекает в емкость
3. Во избежание прорыва газа в эту емкость в нижней части абсорбера с помощью регулятора уровня поддерживается постоянный уровень насыщенного абсорбента. В емкости 3 насыщенный абсорбент частично освобождается от летучих углеводородов в результате снижения давления.
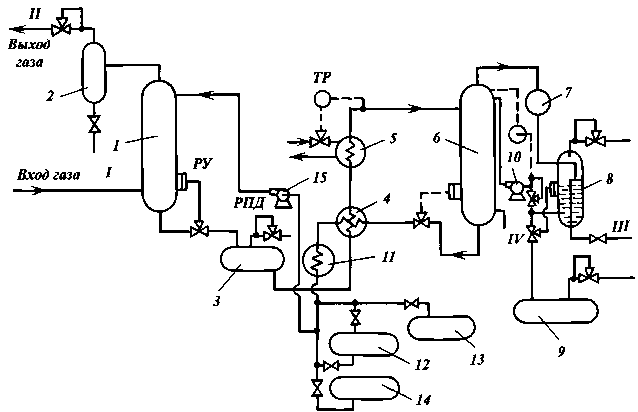
Рис. 5.18. Технологическая схема абсорбционных газобензиновых установок:
1 — газ сырой; II — газ сухой; III — вода; IV — пар
Далее насыщенный абсорбент поступает в теплообменник
4, где за счет теплообмена с регенерируемым абсорбентом нагревается и направляется в подогреватель 5. Нагретый до температуры выпарки насыщенный абсорбент из подогревателя направляется в десорбер 6.
В верхнюю часть десорбера вводятся жидкие углеводороды, получаемые из отгоняемых паров, а в нижнюю часть поступает водяной пар.
Пары углеводородов и воды, отгоняемые из десорбера, направляются в холодильник 7, где охлаждаются, превращаясь в жидкую фазу. Из холодильника жидкость поступает в разделительную емкость 8, где происходит отделение газового бензина от воды. Вода из емкости удаляется, а газовый бензин поступает в конденсатосборник 9, откуда часть газового бензина с помощью насоса 10 подается в верхнюю часть десорбера для орошения.
Восстановленный абсорбент из нижней части десорбера направляется через теплообменник 4 в масляный холодильник
11 и далее в емкость 12, из которой с помощью насоса подается в абсорбер. Свежий абсорбент в случае необходимости добавляется из емкости 14. Для смены отработанного абсорбента, которую производят через определенный промежуток времени, на абсорбентопроводе от десорбера предусмотрен отвод к емкости. Если абсорбент меняют без остановки процесса, то по этому отводу отрегенерированный абсорбент сливают в емкость 13, а в абсорбер из емкости 14 насосом подают свежий абсорбент.
Установка полностью автоматизирована. Уровень жидкости в абсорбере, десорбере и во всех емкостях поддерживается регуляторами уровня. Поддержание постоянного давления на выходе паров или газов из емкостей осуществляется с помощью регуляторов противодавления. Подача пара в подогреватель и холодного орошения в десорбер регулируется терморегуляторами, которые поддерживают заданную температуру. Автоматически поддерживается также соотношение между абсорбентом и газом.
В качестве абсорбента используются стабильный углеводородный конденсат, керосин, солярка, лигроин и другие фракции тяжелых углеводородов.
5.4.2. АППАРАТЫ АБСОРБЦИОННЫХ УСТАНОВОК И ИХ РАСЧЕТ
Основными аппаратами абсорбционных установок по извлечению любых компонентов из газа являются колонные аппараты — абсорберы и десорберы.
Абсорбер оборудован тарелками с круглыми и желобчатыми колпачками (рис. 5.19). В нижней его части расположен каплеотделитель с глухой тарелкой или нижняя скрубберная секция.
В нижней скрубберной секции улавливаются масло, вода, углеводородный конденсат, в верхней — капельки концентрированного раствора абсорбента (гликоля), уносимого очищенным газом. Иногда перед верхней скрубберной секцией устанавливают сетчатые или уголковые отбойники.
Пропускную способность абсорбера по газу определяют по формуле
(5.43)
где K = 0,818; p — избыточное давление в абсорбере, Па; d — диаметр абсорбера, м; Т0 = 273 К; Тср — температура контакта, К; р — плотность газа в рабочих условиях, кг/м3.
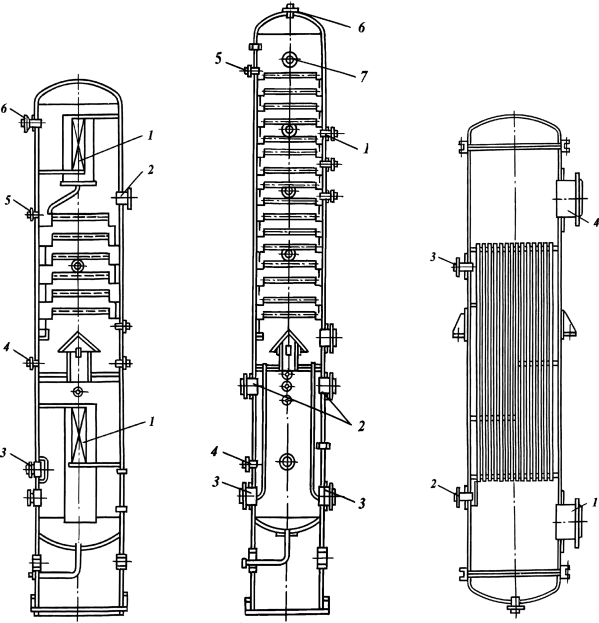
Рис. 5.19. Схема абсор- Рис. 5.20. Схема десор- Рис. 5.21. Испаритель:
бера: бера: 1 — вход гликоля; 2 —
1 — жалюзийная на- 1 — вход гликоля; 2 — выход конденсата; 3 —
садка; 2 — люк; 3 — выход гликоля из испа- вход пара; 4 — выход
вход газа; 4 — выход рителя; 3 — вход гли- гликоля
гликоля; 5 — вход гли- коля в испаритель; 4 — коля; 6 — выход газа выход гликоля; 5 — на
орошение; 6 — выход паров воды; 7 — люк
Из схемы десорбера, оборудованного тарелками (рис. 5.20), видно, что нагретый насыщенный ДЭГ поступает на среднюю тарелку или на 2 — 4 тарелки выше нее. Исследования показали, что в десорберах, имеющих 14—18 тарелок, концентрация раствора повышается на 2,8 —3,5 %. При наличии шести тарелок концентрация раствора возрастает всего на 0,6 %. Поэтому было предложено число тарелок в десорберах принимать не менее 14. При этом скорость паров 0,1—0,12 м/с обеспечивает удовлетворительную отпар-ку раствора.
Испаритель-ребойлер (рис. 5.21) используют для подогрева насыщенного раствора ДЭГ. Тепловой его расчет производят по методике расчета теплообменников.
На установках осушки газа теплообменники применяют для нагревания насыщенного влагой абсорбента и охлаждения концентрированного раствора водой. На установках небольшой производительности (до 1,5 млн. м3 газа в сутки) применяют теплообменники типа "труба в трубе", на установках большой производительности — кожухотрубчатые.
Для создания нормального перетока жидкости из абсорбера в десорбер между секциями теплообменников устанавливают выветриватель. В последнем насыщенный абсорбент дегазируется, что исключает возможность образования газовых пробок в коммуникациях.
Вакуум-насос, необходимый для понижения концентрации ДЭГ выше 98 %, устанавливают после десорбера на сборнике конденсата. При расчете производительности вакуум-насоса необходимо учитывать наличие газа в парах воды.
Расчет абсорбера. Технологический расчет абсорбционной установки осушки газа заключается в определении числа тарелок, количества сорбента, его исходной и конечной концентрации, диаметра аппарата. Чтобы рассчитать эти параметры, необходимо знать степень осушки газа, температуру и давление процесса, которые определяются исходя из условий работы магистрального газопровода. Важно знать также изменение температуры абсорбции. В практике принимают, что температура абсорбции остается постоянной по высоте колонны и равной температуре газа на входе, так как теплосодержание газа, подаваемого в абсорбер, во много раз больше теплосодержания абсорбента.
Количество концентрированного свежего раствора ДЭГ (или ТЭГ), необходимого для осушки газа до определенной точки росы,
W
Q =-, (5.44)
X1 - х 2
где W — количество извлекаемой влаги; х1, х2 — массовая доля абсорбента (ДЭГ, ТЭГ) соответственно в свежем и насыщенном растворах, %.
Число тарелок в абсорбере определяют по графику построением ступенчатой линии между оперативной линией и
Рис. 5.22. Зависимость парциального давления воды от температуры.
Цифры на кривых — содержание воды, %
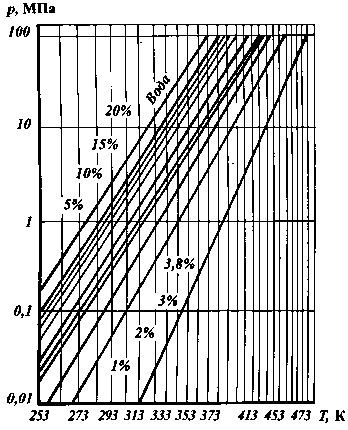
кривой равновесия. Оперативную линию строят на основе уравнения материального баланса абсорбера
V(Y - Y2) = L(Xl - X2),
где V — число молей сухого газа; L — число молей свежего абсорбента; Y1 и Y2 — число молей воды на 1 моль сухого газа на входе и выходе из абсорбера; Х1 и Х2 — число молей воды на 1 моль абсорбента на входе и выходе из абсорбера.
Так как оперативная линия является прямой, то для ее построения достаточно определить координаты двух точек (y1x2 и y2x1).
Для построения кривой равновесия берут ряд растворов различной концентрации и находят координаты точек x и у. Для этого сначала определяют парциальное давление воды в растворе в зависимости от его концентрации. Затем исходя из условия равновесия двухфазной системы находят равновесную концентрацию водяного пара в газе:
р
p
(5.46)
У =
или Y =
р общ
p
общ
где p — парциальное давление воды в растворе, определяемое по рис. 5.22; p^ — общее давление в колонне; y — молярная концентрация водяного пара в газе, принимаемая как число молей воды на 1 моль газа, что не вносит заметной погрешности вследствие небольшого количества влаги по сравнению с массой газа.
Число долей воды на 1 моль абсорбента (ДЭГ, ТЭГ) определяют по формуле
![]()
где X — массовая доля воды в регенерированном абсорбенте; 1 — X — массовая доля абсорбента в регенерированном растворе; Мв, Ма6с — молекулярная масса соответственно воды и абсорбента.
По найденным координатам х и у строят кривую равновесия. Между точками х1у1 и х2у2 проводят ломаную линию, число ступеней которой соответствует числу теоретических тарелок Ыт.
Рабочее число тарелок
(5.48)
где п — КПД тарелок, равный 25 — 40 %.
Высоту абсорбера находят по типу рабочих тарелок и их числу, диаметр абсорбера — по допустимой скорости в свободном сечении колонны и уточняют по расчету тарелки, по которому проверяют подпор Ah, скорость жидкости в сливном пространстве и скорость газа в прорезях тарелки.
Допустимая скорость паров
0 305CVРп(рж - Рп)
(5.49)
где C — коэффициент, зависящий от расстояния между тарелками и поверхностного натяжения абсорбента; рп и рж — плотность соответственно газа и абсорбента, кг/м3.
Учитывая склонность гликоля к пенообразованию, скорость принимают ниже расчетной по формуле (5.49). Для ее
оценки используют формулу вида w = 0,818/-у/р, где р — плотность газа в рабочих условиях, кг/м3.
Высота слоя жидкости на тарелке (подпор)
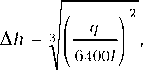
где q — расход жидкости, стекающей с тарелки, м3/ч; l — периметр слива тарелки, м.
Значение Ah находится в пределах 20 — 30 мм.
Расчет десорбера. Десорбер рассчитывают по аналогии с расчетом абсорбера.
в б
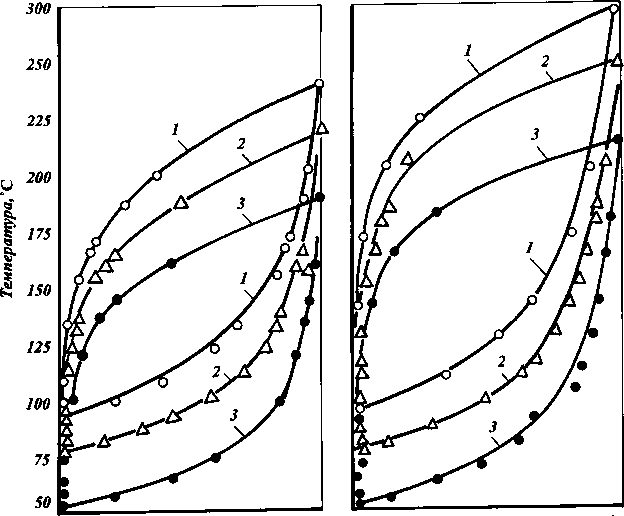
О 0,2 0,4 0,6 0,8 1,0 0 0,2 0,4 0,6 0,8 1,0
Молярная доля ДЭГ, % Молярная доля ТЭГ, %
Рис. 5.23. Изобары для построения кривой равновесия:
а — ДЭГ-вода, б — ТЭГ-вода. Давление, МПа: 1 — 0,06; 2 — 0,03; 3 — 0,01
Кривую равновесия (водяной пар — раствор ДЭГ или ТЭГ) можно построить по изобарам, приведенным на рис. 5.23, или рассчитать по законам Рауля и Дальтона.
На установках сравнительно малой производительности регенерационную колонну часто монтируют непосредственно на нагревателе и заполняют кольцами Рашига. Высота слоя
1,8 — 4,6 м.
В десорберах большого диаметра (610 мм и более) часто применяют колпачковые тарелки. Число фактических тарелок в регенераторах промышленных установок изменяется в пределах 10 — 20; насыщенный раствор абсорбента обычно подают в середину колонны.
5.5. АДСОРБЦИОННЫЙ СПОСОБ ОСУШКИ И ОТБЕНЗИНИВАНИЯ УГЛЕВОДОРОДНЫХ ГАЗОВ
Адсорбционный метод разделения газовых смесей основан на избирательном поглощении углеводородов (или влаги) твердыми сорбентами, которые хорошо адсорбируют высшие углеводороды и практически не поглощают метан.
Твердые сорбенты (адсорбенты), применяемые на адсорбционных установках, обладают способностью адсорбировать влагу и углеводороды из газа при одних условиях и отдавать при других. Количество адсорбируемых газа и пара зависит от свойств адсорбента и сорбируемого вещества.
Одна из важнейших характеристик абсорбента — его адсорбционная емкость, т. е. количество вещества, которое может быть поглощено единицей массы или объема адсорбента при данных условиях адсорбции. Единицы измерения адсорбционной емкости — %, г/г, г/100 г и т. д. Адсорбционную емкость иногда называют активностью адсорбента. Один и тот же адсорбент по отношению к различным веществам обладает разной активностью. Адсорбционная (поглотительная) активность адсорбентов зависит также от внешних условий адсорбции (давления, температуры и концентрации адсорбата в потоке).
Количество вещества, поглощаемое адсорбентом, определяется состоянием равновесия. Процесс адсорбции в условиях равновесия количественно принято представлять изотермой адсорбции, выражающей связь количества вещества, адсорбированного единицей массы или объема адсорбента, с концентрацией адсорбата в газовой или жидкой фазе при постоянной температуре процесса.
Промышленные адсорбенты должны удовлетворять следующим требованиям: иметь большую адсорбционную емкость и высокую механическую прочность, обладать высокой селективностью, способностью к регенерации и стабильностью адсорбционных свойств в условиях длительной эксплуатации, быть нетоксичными и некоррозионно-активными, иметь низкую стоимость.
При выборе адсорбента для промышленного использования приходится отдавать предпочтение тем или иным из перечисленных требований.
В газовой промышленности для осушки газов и жидкостей применяются активированная окись алюминия, алюмогели, силикагели и цеолиты (молекулярные сита); для очистки от кислых компонентов — цеолиты; для извлечения из газа углеводородных компонентов — активированные угли и силикагели. Адсорбционные свойства адсорбентов существенно зависят от способа их приготовления и активации.
Примером применения процесса адсорбции может служить извлечение жидких углеводородов из потоков газа, содержащих мало тяжелых компонентов, активированным углем, удаление воды из газа силикагелем или алюмогелем, удаление меркаптанов молекулярными ситами и т.п.
При контакте с поглощаемым веществом адсорбент постепенно насыщается. Полное его насыщение в статических условиях обычно называют статической активностью, а в динамических условиях — динамической активностью. Динамическая активность всегда ниже статической и является одним из основных параметров адсорбента при технологических расчетах.
Адсорбционные способы имеют ряд преимуществ по сравнению с абсорбционными, а в условиях, где требуется глубокая осушка газа, становятся незаменимыми. К преимуществам адсорбционных способов осушки газа относятся: возможность получения точки росы до минус 50 °С и ниже; незначительное влияние температуры и давления на процесс извлечения; относительная простота аппаратуры; малые эксплуатационные расходы.
Недостатки адсорбционных способов — большие перепады давления, относительно высокие затраты тепла и истирание адсорбента.
В качестве адсорбентов применяют следующие пористые вещества со значительной внутренней поверхностью пор: силикагель, алюмогель, боксит, синтетические цеолиты (молекулярные сита). Эти адсорбенты изготавливают в виде гранул и шариков для уменьшения гидравлического сопротивления в слое, через который пропускается осушаемый газ. Для от-бензинивания газов применяют также активированный уголь.
Рассмотрим схему адсорбционной установки (рис. 5.24). Сырой газ высокого давления поступает в сепаратор 1, где очищается от капельной жидкости и механических примесей, и направляется в адсорбер 2 для осушки и отбензинивания. В это время адсорбер 3 находится в цикле регенерации и охлаждения. Осушенный и отбензиненный газ из адсорбера поступает в магистральный газопровод. Газ для регенерации адсорбента отбирается после сепаратора до регулируемого штуцера 4 и направляется в печь 5. Такая схема позволяет поддерживать достаточное давление для течения регенерирующе-
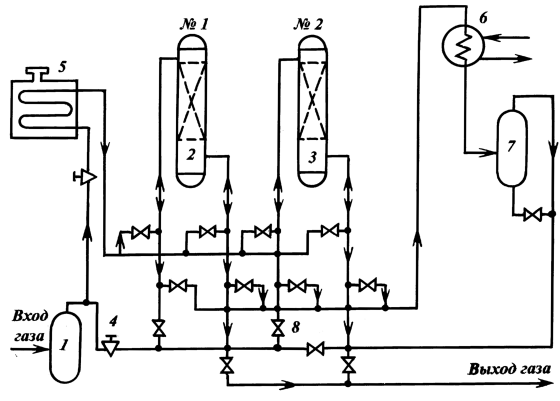
Рис. 5.24. Технологическая схема адсорбционной установки для осушки и отбензинивания углеводородных газов
го газа через печь, адсорбер, холодильник 6 и сепаратор 7, после чего этот газ возвращается в общий поток через штуцер. Конденсат, выделившийся в холодильнике за счет ох-лаждения регенерационного газа, поступает в сепаратор.
Продолжительность периода осушки изменяется в широких пределах. На практике чаще всего цикл длится 8 ч. Имеются также установки с продолжительностью цикла 16 и 24 ч. Переключение адсорбента проводят согласно графику, при этом не полностью используют адсорбционную емкость осушителя, т.е. оставляют некоторый резерв, что повышает надежность работы.
Для осушки и отбензинивания углеводородных газов применяются также установки с укороченным циклом (короткоцикловые).
Возможны различные модификации схемы адсорбционных установок.
По схеме, приведенной на рис. 5.25, сырой газ поступает в сепаратор-каплеотделитель 1, откуда, очищенный от капельной жидкости, направляется в силикагелевую колонну 6(7 или 8), где силикагель частично поглощает пары воды и тяжелых углеводородов. Далее для более полного извлечения паров воды из колонны 6(7 или 8) газ поступает в колонну
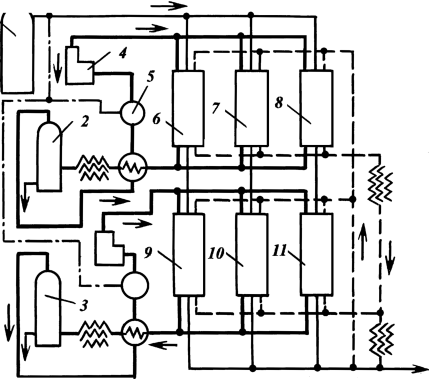
Выход газа
Рис. 5.25. Технологическая схема видоизмененного процесса короткоцикловой адсорбции для глубокого извлечения из конденсатного газа углеводородов и влаги
Вход газа -
г
с активированным углем 9(10 или 11), а сухой газ — в газопровод.
Для регенерации адсорбента часть сырого газа отбирается после каплеотделителя и направляется в нагреватель 4, где его температура повышается до 200 — 300 °С, а затем подается в силикагелевую колонну. Нагретый газ десорбирует поглощенные углеводороды и влагу и после охлаждения в теплообменнике поступает в сепаратор 2. В последнем выделяется жидкость, а газ забирается газодувкой 5 и направляется сначала в нагреватель 4, а затем в адсорбер. Таким образом, получается замкнутый цикл регенерации.
Регенерация активированного угля проводится аналогично регенерации силикагеля также по замкнутому циклу. Разница лишь в том, что газ регенерации перед сепаратором 3 охлаждается до более низкой температуры (минус 5—15 °С и ниже), чем перед сепаратором 2. Охлаждение адсорберов после регенерации осуществляется газом адсорбции, который, выходя из адсорбера, также поступает в газопровод.
Технологическая схема короткоцикловой установки обычно бывает трехадсорберной. Если необходимо вести адсорбцию через два слоя разных адсорбентов, то эти адсорбенты
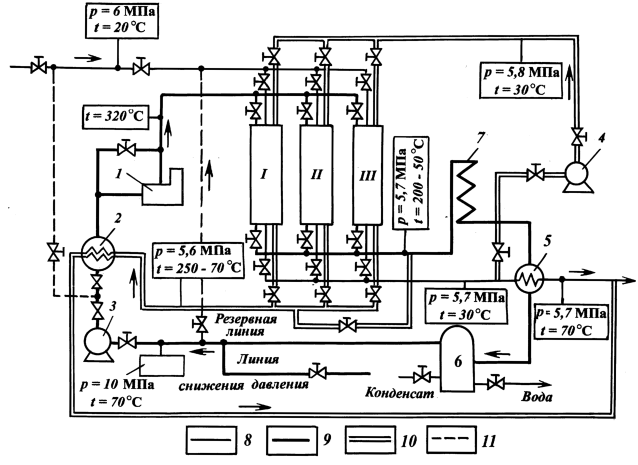
Рис. 5.26. Технологическая схема установки короткоцикловой адсорбции для извлечения конденсата и влаги из газов газоконденсатных месторождений:
I, II, III — адсорберы: 1 — нагреватель; 2, 5 — теплообменники; 3, 4 — газодувки; 6 — сепаратор (p = 1 МПа, t = 60 — 70 °С); 7 — воздушный холодильник; 8 — адсорбция; 9 — десорбция; 10 — охлаждение; 11 — для
открытого цикла регенерациии влаги из газов газоконденсатных месторождений
помещают в одну колонну. В таком случае схема значительно упрощается (рис. 5.26).
Необходимое количество адсорбента в зависимости от расхода газа и содержания влаги в нем определяют по формуле
G = QWt ,
(5.50)
2,4 • 107а
где Q — расход газа, м3/сут; W — содержание влаги в газе, г/см3; t — продолжительность цикла поглощения, ч; а — рабочая активность адсорбента, %.
Допустимые скорости определяют по формуле Леду где u — массовая скорость газа, кг/с; рг и ра — плотность соответственно газа при рабочих условиях и адсорбента, кг/м3; D — средний диаметр частиц, м; g — ускорение свободного падения, м/с2.
Фактическую скорость газа принимают несколько ниже расчетной вследствие неоднородности частиц промышленных адсорбентов.
Потери давления при движении газа через гранулированный адсорбент
Др = (5.52)
йэдт
где f — коэффициент трения; рг — плотность газа, кг/м3; а — высота слоя, м; v — скорость, отнесенная ко всему сечению аппарата, м/с; ёэ — эквивалентный диаметр частиц, м; g — ускорение свободного падения, м/с2; m — пористость.
Коэффициент трения f определяют как функцию от числа Рейнольдса. Для пористых сред
Re = V^Pi
m|i
где ^ — абсолютная вязкость газа.
При Re = 0,1; 1,0; 10; 100 и 1000 коэффициент трения равен соответственно 4500; 500; 50; 10 и 5,3. Если число Рейнольдса больше 1000, коэффициент трения можно принимать постоянным и равным 5,3.
Эквивалентный диаметр ёэ зависит от фракционного состава частиц и размеров свободного пространства. Соотношение между диаметром и высотой адсорбера принимают от 2 : 1 до 5 : 1. Если высота слоя адсорбента большая, то его засыпают на полки, установленные на расстоянии 1,2—1,5 м. Это позволяет уменьшить нагрузку на нижние частицы адсорбента, исключить образование в слое каналов и получить более равномерное распределение потока газа по сечению колонны.
5.6. ОБРАБОТКА ГАЗА НА ГАЗОВОМ МЕСТОРОЖДЕНИИ МЕДВЕЖЬЕ
Выбор технологии и оборудования для обработки газа обусловлен точкой росы, объемами обрабатываемого газа, а также необходимостью перехода на индустриальные методы строительства УКПГ с тем, чтобы сократить срок их сооружения. Сбор газа со скважин осуществляется в основном по индивидуальным шлейфам условным диаметром 250 — 300 мм. Прокладка газопроводов выполнена в траншеях с теплоизоляцией, а на отдельных участках наземно.
Температура газа, поступающего в систему обработки на всех УКПГ, в течение года колеблется от 13 до 20 °C.
Адсорбционные установки, применяемые на месторождении, имеют однотипные оборудование и технологию. Номинальная пропускная способность 24 млн. м3/сут. Каждая установка состоит из четырех технологических цехов осушки газа пропускной способностью 6 млн. м3/сут при давлении 7,7 МПа. Технологическая схема одного цеха, в основу кото-
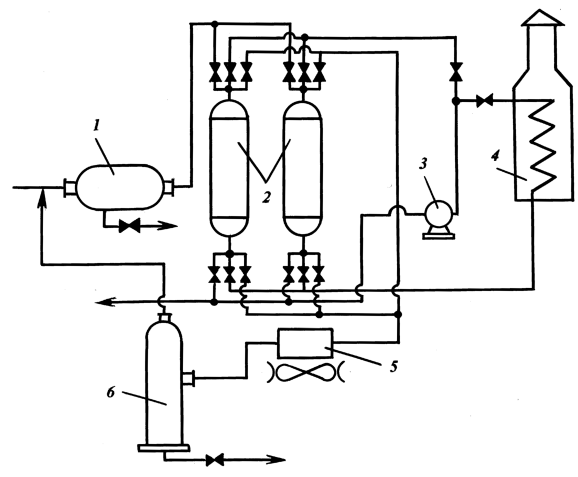
Рис. 5.27. Технологическая схема цеха осушки газа, применяемая на месторождении Медвежье (адсорбция)
рой положена двухсорберная система с открытым циклом регенерации, представлена на рис. 5.27. Газ от эксплуатационных скважин по теплоизолированным шлейфам с температурой 18 — 24 °С и давлением 6,8 — 8,8 МПа поступает на входные манифольды, перед которыми установлена распределительная гребенка.
Из блоков входных ниток газ поступает в первичный сепаратор 1, в котором отделяются пластовая жидкость и механические примеси, а затем в один из адсорберов 2, находящийся в цикле адсорбции. Другой адсорбер находится в цикле регенерации или охлаждения адсорбента. Точка росы осушенного газа не выше —30 °С. Осушенный газ из адсорберов проходит индивидуальный для каждой технологической линии узел замера и поступает затем в общий коллектор. Каждая установка подключается к двум ниткам промыслового коллектора.
Регенерация адсорбента производится осушенным газом. В адсорбере 2 газ регенерации насыщается парами воды и углеводородов, поглощенными селикагелем в цикле адсорбции, и поступает в воздушные холодильники 5, где охлаждается. Выделившиеся при охлаждении газа вода и конденсат отделяются в сепараторе 6, а газ возвращается в газопровод перед первичным сепаратором. Процесс осушки газа и регенерации силикагеля полностью автоматизирован.
Управление установки ведется с центрального диспетчерского пульта, где сосредоточены все основные регулирующие и контролирующие приборы, ключи управления технологическими запорными органами и аварийная сигнализация. Система контрольно-измерительных приборов и средств регулирования предусматривает работу системы осушки в автоматическом режиме с поддержанием основных технологических параметров. Для контроля за работой скважин на установке осушки предусмотрен контрольный сепаратор, газ из которого может быть направлен на осушку в любую технологическую линию.
Отсепарированная жидкость из первичных сепараторов, сепаратора газа регенерации и контрольного сепаратора поступает в разделительную емкость установки сжигания промышленных стоков.
Расчетный срок службы загрузки адсорбента при работе на параметрах, указанных в табл. 5.5, составляет два года. При этом динамическая емкость адсорбента по воде снижается с 20 — 24 до 6,8 %. Наличие в газе тяжелых углеводородов увеличивает длительность процесса регенерации адсорбента и
ТАБЛИЦА 5.5
Проектные параметры работы системы адсорбционной осушки
|
Параметр | Адсорбция |
Десорбция | Охлаждение |
| Номинальный расход газа, 103 м3/ч Направление потока газа Давление, МПа Температура газа, °C Длительность процесса, ч |
250 Сверху вниз 7,7 14 35-12 | 8,1 Снизу вверх 7,85 180-210 20-8 | 8,1 Сверху вниз 7,85 До 50 6-4 |
уменьшает динамическую емкость силикагеля; точка росы уменьшается с —30...35 до —20...25 °C.
Особенность работы адсорбционных установок на месторождении — совместное извлечение из газа силикагелем воды и тяжелых углеводородов. Количественные изменения адсорбционной способности силикагеля при совместной адсорбции воды и углеводородов определялись на экспериментальных установках при атмосферном давлении и в промысловых условиях при рабочих параметрах системы.
Адсорбционную емкость силикагеля устанавливали по индивидуальным углеводородам — гомологам метана нормального строения (от гептана до декана включительно) и по изооктану. Динамическая емкость силикагеля типа А по индивидуальным углеводородам С7 = С12 при адсорбции из воздуха приведена ниже.
К°мп°НеНт........C7H16 i C8H18 C9H20 C10H22 C11H22 C12H26
Масса, %..........................24,6 23,21 29,7 32,9 5,2 2,8
Влияние водяного пара в газовой фазе на емкость адсорбента по углеводородам исследовали при различных соотношениях концентрации воды и углеводородов. Установлено, что с ростом влажности газа динамическая емкость силикагеля по углеводородам снижается. При соотношении концентраций воды и углеводородов, равным единице, что соответствует промысловым данным, емкость силикагеля по гомологам метана C7 = C12 составляет 3 — 6 %.
В процессе совместного адсорбционного извлечения воды и тяжелых углеводородов в промысловых условиях стадия адсорбции считается законченной при влажности газа, соответствующей точке росы по воде —30 °C, и давлении 7,5 МПа.
Регенерация насыщенного адсорбента проводится горячим газом с температурой на входе 210 — 230 °C, степень извлечения тяжелых углеводородов составляет около 80 % их содержания в отсепарированном газе. При этом более легкие углеводороды с температурой кипения ниже 190 °С вытесняются водой и более тяжелыми углеводородами и отводятся из адсорбера с сухим газом. Тяжелые углеводороды с температурой кипения выше 290 °С сорбируются силикагелем.
5.6.1. АБСОРБЦИОННАЯ ОСУШКА ГАЗА
Установка комплексной подготовки газа к дальнему транспорту (рис. 5.28) включает в себя технологические линии абсорбции газа, установку регенерации абсорбента, насосы для его перекачки и емкости со вспомогательным оборудованием.
Природный газ, пройдя узел входных манифольдов, поступает в сепаратор 3, где отделяется выделившаяся на участке забоя скважины капельная жидкая фаза, после чего попадает в нижнюю часть абсорбера 2, на верхнюю ступень которого насосом 4 подается регенерированный диэтиленгликоль. При противоточном движении газа и абсорбента по высоте абсорбера происходит поглощение паров воды гликолем, после чего осушенный газ, содержащий капли унесенного абсорбента, с верха абсорбера направляется в фильтр улавливания гликоля. Затем осушенный и очищенный газ, пройдя регулируемый штуцер, поступает в промысловый коллектор сухого газа.
Насыщенный влагой абсорбент с глухой тарелки, расположенной в нижней части абсорбера 2, подается за счет избыточного давления в выветриватель 6, где при давлении 0,3 —
0,6 МПа происходит разгазирование раствора гликоля. Насыщенный абсорбент из выветривателя через теплообменник 7, где он нагревается регенерированным абсорбером, поступает на тарелку питания десорбера 13.
Тепловой режим работы установки регенерации поддерживается за счет подвода тепла в испаритель 11. Разрежение в испарителе и десорбере создается вакуум-насосом 10, на который поступают пары и неконденсирующиеся газы из десорбера, предварительно пройдя воздушный холодильник 8 и распределительную емкость 9.
Регенерируемый гликоль из испарителя отводится на насосы 12 и подается через теплообменник 7 "гликоль — гликоль" в накопительную емкость 5; отсюда насосами высокого давления 4 он перекачивается на верхнюю контактную тарелку абсорберов 2.
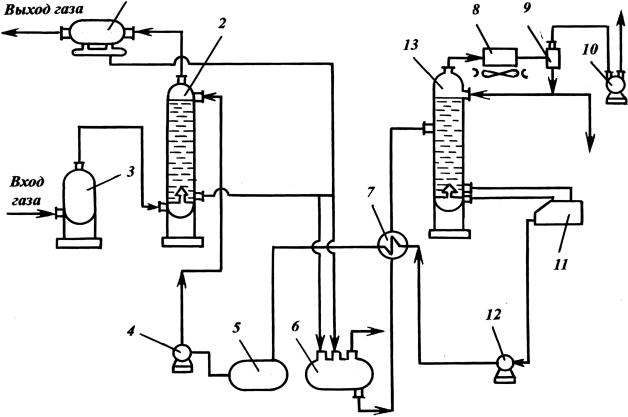
Рис. 5.28. Технологическая схема абсорбционной осушки газа на месторождении Медвежье
С пуском дожимной компрессорной станции (ДКС), которая устанавливается перед УКПГ, технология осушки и основные рабочие параметры остаются неизменными, но перед ДКС размещается узел предварительной сепарации, а после ДКС - воздушные холодильники, которые в условиях северных месторождений большую часть года могут обеспечивать оптимальную температуру газа, поступающего на абсорбционную осушку. При давлении газа на выходе из ДКС 7,5 МПа эта температура равна 10-12 °C, что исключает возможность образования гидратов в воздушных холодильниках и позволяет стабильно получать точку р осы по воде осушенного газа -25 °C (p = 5,5 МПа). При этом в абсорберы подается ДЭГ, массовая доля которого составляет 99-99,2 %.
Система абсорбционной осушки оснащена средствами контроля и регулирования в объеме, предусматривающем комплексную автоматизацию управления системой с выводом основных параметров на диспетчерский пульт управления.
5.7. ОБРАБОТКА ГАЗА НА ОРЕНБУРГСКОМ МЕСТОРОЖДЕНИИ
Сбор и обработка газа и конденсата на Оренбургском месторождении осуществляются по следующей схеме: пласт — скважина — шлейф — УКПГ — газоперерабатывающий завод (ГПЗ) — магистральный газопровод.
Газ из скважин поступает по шлейфам под давлением 13 — 17 МПа на УКПГ, где происходит осушка и первичная подготовка к транспорту на ГПЗ, на котором он подвергается дальнейшей очистке от сероводорода и углекислого газа; в результате получают жидкие углеводороды, серу и гелий. Очищенный газ с ГПЗ поступает в магистральный газопровод. Подготовку газа рассмотрим на примере работы одного из УКПГ. Установка предназначена для осушки и предварительной подготовки газа к транспорту методом низкотемпературной сепарации (НТС). При осушке и подготовке газа выделяются конденсат и водный раствор метанола, используемого как ингибитор гидратообразования. Углеводородный конденсат направляется на ГПЗ для дальнейшей стабилизации. Для предотвращения коррозии оборудования применяется ингибитор, который подается в скважины и шлейфы в смеси с метанолом.
Газ из скважин поступает по шлейфам на установку к входному манифольду, где потоки из каждых шести шлейфов объединяются в один общий и поступают в технологическую линию установки НТС.
На каждом шлейфе на входном манифольде установлены запорный, обратный и редуцирующий клапаны, запорные краны для продувки шлейфов и замера дебита любой из 24 скважин на контрольном сепараторе. Кроме этого, на каждом шлейфе манифольда предусмотрены разрывные пластины. Для контроля за давлением на входе в манифольд после обратного клапана установлен электроконтактный манометр, аварийный сигнал от которого поступает на контрольный пункт диспетчера.
Для контроля за давлением в технологической линии установлен пневмоприводной отсекатель, управляемый с контрольного пункта диспетчером. Положение отсекателя "открыто — закрыто" выведено на щит диспетчера на световое табло. Для визуального наблюдения за давлением в линии после отсекателя установлен манометр. После регулирующего клапана газ проходит через аппарат контроля за коррозией.
Контрольное устройство расположено в части, наиболее подверженной воздействию коррозии, т.е. между манифольдом и сепаратором I ступени. В этом сепараторе (гравитационном горизонтального типа с встроенными перегородками) происходит отделение свободной жидкости от газа в результате уменьшения скорости его движения. Давление в нем контролируется манометром и преобразовывается в пневматический сигнал датчиком с регистрацией на вторичном приборе, установленном на щите диспетчера. Температура в сепараторе контролируется термометром и регулируется на щите диспетчера датчиком, установленным на сепараторе. Уровень жидкости в сепараторе регулируется клапаном. Для контроля за уровнем служит индикатор с выдачей сигнала на щит диспетчера. Для визуального наблюдения предусмотрен зеркальный уровнемер. Жидкость обогревается при помощи змеевика, куда подается горячий 60 %-ный ДЭГ.
Отделившаяся в сепараторе I ступени жидкость скапливается в трехфазном сепараторе, а газ направляется в теплообменник, перед которым впрыскивается метанол. В теплообменнике пластовый газ проходит по трубному пространству, холодный - по межтрубному. Температура пластового газа от +10 до -10 °C, отсепарированного - 22 °C. Газ после теплообменника дросселируется клапаном до давления
7 МПа. В результате эффекта дросселирования газ охлаждается до температуры -22 °C и поступает в сепаратор II ступени. При охлаждении его происходит конденсация тяжелых углеводородов. Отделение капельной жидкости осуществляется инерционными силами, возникающими при изменении направления движения газа. Конструкция нижней части сепаратора II ступени обеспечивает разделение метанола и конденсата. Вся жидкость с помощью змеевика подогревается до температуры +15 °C. Метанол составляет нижний слой, конденсат - верхний. Температура газа в этом сепараторе поддерживается -22 °C, давление 7 МПа. Конденсат, количество которого учитывается счетчиком, направляется через конден-сатопровод на ГПЗ. На конденсатопроводе установлен пнев-моприводной отсекатель, который перекрывает конденсато-провод в аварийных случаях.
Сухой газ из сепаратора II ступени через теплообменник (или минуя его в зависимости от температуры) направляется на замер. Давление после этого сепаратора регистрируется манометром, преобразуется датчиком и передается на щит диспетчера. Температура контролируется на месте термометром, преобразовывается датчиком и также регистрируется на щите диспетчера с выдачей звукового сигнала при превышении допустимых значений. Расход газа, вычисляемый с помощью ЭВМ, регистрируется на диспетчерском пункте.
В помещении зала счетчиков установлена хроматографическая колонна для контроля за составом газа. Здесь также находится гигрометр, контролирующий точку росы по влаге и углеводородам. Показания этих приборов выведены на щит диспетчера. Точка росы по влаге и по углеводородам принимается не выше —20 °C.
Отделившиеся в сепараторе I ступени жидкости (конденсат и насыщенный метанол) поступают в трехфазный сепаратор, в котором путем отстаивания при температуре —10 °С происходит разделение жидкости по плотности. Количество конденсата, выходящего из трехфазного сепаратора, замеряется счетчиком и регистрируется на щите диспетчера. Конденсат после замера направляется в конденсатопровод. Для регулирования уровня метанола в трехфазном сепараторе предусмотрены уровнемер и регулирующий клапан, установленный на линии сброса метанола в блок выветривателя на складе метанола. Пневмосигнал с уровнемера подается на щит диспетчера.
Для контроля работы одной скважины параллельно четырем технологическим линиям установлен контрольный сепаратор, к которому можно подключить любую скважину. Контрольный сепаратор работает так же, как и сепаратор I ступени, за исключением того, что уровень метанола регулируется отдельно от уровня конденсата.
Количество проходящего через сепаратор газа замеряется с помощью диафрагмы, сигналы с которой поступают на пневматический датчик, а затем на щит диспетчера и на ЭВМ.
Рассмотрим новейшие технологии подготовки газа к дальнему транспорту, находящиеся в стадии промышленного внедрения и разработки, а также современные технические достижения в промысловой подготовке и обработке газа (как природного, так и нефтяного). Следует особо отметить разработанный Французским нефтяным институтом процесс ИФПЕКСОЛ, позволяющий на одной установке полностью обрабатывать газ, включая его осушку, извлечение конденсируемых углеводородов и кислых газов. Процесс основан на физической абсорбции всех извлекаемых компонентов одним агентом — водным раствором метанола с использованием любого источника холода (внутреннего и внешнего), т.е. на низкотемпературной абсорбции.
Процесс ИФПЕКСОЛ обеспечивает точку росы по влаге и углеводородам до —100 °С. Вложения в модернизацию любой установки подготовки газа с введением блока ИФПЕКСОЛ окупаются менее чем за год. Процесс внедрен на ГПЗ в Канаде. Аналогичные технологии применяются и в России (УКПГ-1 Ямбургского ГКМ), хотя и в несколько отличающемся от французского варианте.
Крупнейшим в мире проектом, реализованным в последнее время, является завод по переработке нефти и нефтяного газа компании "Эльф Конго", смонтированный на барже (платформе) на морском месторождении Н'Косса (Конго). Общая стоимость проекта (скважины, баржа, трубопроводы, хранилища и т.п.) составляет 1,7 млрд. долл., из них 833 млн. долл. (49 %) приходится на баржу и ее оборудование. Для РАО "Газпром" определенный интерес представляет опыт строительства таких сооружений в связи с предстоящим освоением шельфовых месторождений.
Анализ расчетов на перспективу по системам подготовки газа на примерах месторождений Медвежье и Уренгойское, опыт работы установленного оборудования и его модернизации показывают, что оно обеспечит необходимое качество газа до конца промышленной разработки. Огромные остаточные запасы газа после компрессорного периода эксплуатации месторождений-гигантов ставят задачу их утилизации на месте, так как местных потребителей в районах их расположения нет и не будет. В связи с этим вызывает несомненный интерес технология переработки низконапорных газов в моторные топлива (дизельное и реактивное), которые могут быть потреблены в регионе или транспортированы на значительные расстояния с созданием баз хранения и распределения рассредоточенным потребителям. Такая технология разработана в Институте высоких температур РАН и основана на комбинированной конверсии (р = 1—2 МПа, t = 650 — 750 °С) газа с получением синтез-газа (СО + И2) и синтезе Фишера — Тропша (р = 1—2 МПа, t = 180 — 200 °С) с получением в однопроходном процессе высокого выхода моторных топлив (фракции С8—С18) с последующим разделением на дизельное и реактивное топливо.
Известно, что качество подготовки газа к дальнему транспорту напрямую зависит от проектного и фактического состояния разработки и эксплуатации месторождения. Темпы отборов и их распределение по зонам, размещение и режимы работы ДКС непосредственно отражаются на режимах работы УКПГ. На заключительной стадии разработки основными проблемами в работе УКПГ являются увеличение удельного влагосодержания газа и суммарной нагрузки по влаге на установке, повышение массовой и линейной скоростей в аппаратах, линейных скоростей и гидравлических сопротивлений в схемах регенерации (адсорбция) и другие проблемы, возникающие в связи с падением давления и повышением температуры газа при вводе ДКС перед установками подготовки газа.
Для оптимизации добычи и подготовки (переработки) газа в течение всего срока разработки месторождения в виде единого целого в ГАНГ им. И.М. Губкина разработан алгоритм решения задачи. Главным здесь является выбор универсальных моделей (пакетов программ ПП) для всех звеньев системы пласт - газопровод - перерабатывающий завод с увязкой расчетных параметров, т.е. моделей (ПП), у которых выходные данные предыдущей модели соответствуют входным параметрам последующей, а базы данных и основные уравнения моделей не противоречат друг другу.
1. Коротаев Ю.П., Лутошкин Г.С., Нам Н.К. К вопросу о борьбе с гидратами методом вымораживания//Газовая промышленность.- 1959. - № 4.
2. Коротаев Ю.П., Ширковский А.И. Добыча, транспорт и подземное хранение газа. - М.: Недра, 1984. - С. 487.
3. Гриценко А.И. Научные основы промысловой обработки углеводородного сырья. - М.: Недра, 1977. - С. 239.
4. Балыбердина И.Т. Физические методы переработки и использования газа. - М.: Недра, 1988. - С. 248.
5. Лутошкин Г.С. Сбор и подготовка нефти, газа и воды. - М.: Недра, 1979. - С. 319.
6. Кабанов Н.И. Фазовое распределение и экологические вопросы использования метанола в качестве антигидратного реагента. - М.: РАО "Газпром", 1996.
7. Основные направления реконструкции и технического перевооружения объектов добычи и подготовки к транспорту газа и газового конденса-та//Анализ работы модернизированного оборудования на действующих промыслах и использование современных технологий и оборудования на новых месторождениях Западно-Сибирского региона/Н.И. Кабанов, Ю.А. Кашицкий, А.М. Сиротин и др. - Материалы Научно-технического совета РАО "Газпром". - Саратов, октябрь 1995. - С. 3-8.
8. О возможности использования триэтиленгликоля на установках осушки газа: Науч.-техн. сб. Природный газ в качестве моторного топли-ва/Т.М. Бекиров, Н.И. Кабанов, А.С. Кузьмина и др. — 1995. — Вып. 9 — 10. - С. 17 - 29.
9. Очистка раствора диэтиленгликоля от примесей дистилляционным способом. — Там же. — 1996. — Вып. 1-6.
10. Коротаев Ю.П., Тагиев В.Г., Гергедава Ш.К. Системное моделирование оптимальных режимов эксплуатации объектов добычи природного газа. — М.: Недра, 1989. — С. 264.

oAo 11Ё iaExAnEEA dA^e i u YEN 1Ё6А0А6ЁЁ ЙЁАА^Ё I
5.1. n iadA iAiiuA иАайОААётхёв i oAo 1Ё iaExAnE i i dA^E iA YEN 1ёоАоАоёё AAg iAuo nEAA^E i
Под технологическим режимом эксплуатации газовых скважин (ТРЭС) понимается режим работы скважин, при котором поддерживается определенное соотношение между дебитом скважины и забойным давлением или его градиентом. С математической точки зрения технологический режим эксплуатации скважин определяет граничные условия на забое, знать которые необходимо для интегрирования дифференциального уравнения фильтрации газа к скважинам.
Технологический режим работы газовых скважин — это заранее запрограммированные определенные условия движения газа в призабойной зоне и по стволу скважины, характеризуемые значением дебита и забойного давления (или его градиента) и определяемые некоторыми естественными ограничениями [9, 17]. Например, энергосбережением, эксплуатацией без осложнений и аварий, недопущением разрушения пород забоя при высоких депрессиях или поступления пластовой воды на забой и др.
Технологический режим эксплуатации газовых скважин при оптимальных нормах прибыли должен обеспечивать наивыгоднейший дебит газа, а также весь комплекс работ, необходимых для нормальной эксплуатации скважины, присква-жинного оборудования и сооружений, без осложнений и аварий в течение всего срока разработки месторождения, получения максимальной газоотдачи при условии охраны недр и окружающей среды [10—12].
ТРЭС является комплексной характеристикой, а не чисто гидродинамическим и термодинамическим параметром пласта и скважины, и определяется деформационными и прочностными характеристиками призабойной зоны пласта. На его установление влияют многие факторы: геологические, технологические, технические, экологические, экономические, неопределенность имеющейся информации, потребности в газе и конденсате, количество и расположение скважин на структуре, охрана прав каждого собственника недр и др. [1, 3, 13, 17].
Правильно установленный технологический режим эксплуатации газовых скважин обеспечивает получение наибольшего количества газа при энерго- и ресурсосберегающих технологиях с наименьшими гидравлическими и тепловыми потерями, исходя из геолого-промысловых, технических, экономических и экологических условий.
Для каждой эксплуатационной скважины по данным исследования и эксплуатации устанавливают основные показатели ее работы на квартал, полугодие или более продолжительный срок в зависимости от характеристики пласта и потребностей в газе. ТРЭС учитывает сезонную неравномерность в потреблении газа. Технологический режим в основном характеризуется рабочим дебитом скважины, давлением и температурой на устье при этом дебите.
В паспорте и деле, которые составляют для каждой скважины, отражается весь период жизни скважины, начиная с бурения, опробования, эксплуатации и кончая ее ликвидацией.
При эксплуатации в паспорте записывают технологический режим работы скважины по месяцам, результаты ее исследований, капитальные и текущие ремонты и другие работы.
Конструкция и состояние подземного и наземного оборудования скважины также влияют на установление технологического режима.
При составлении технологического режима следует учитывать и порядок обслуживания скважины, который заключается (предпочтительно в непрерывном) контроле за ее работой, за дебитом газа, конденсата и воды, давлением и температурой на устье скважины, выносом частиц породы, за разрушением пласта, состоянием забоя, образованием песчаноглинистых пробок, подтягиванием воды, эффективностью работы всего вскрытого интервала пласта, деформацией призабойной зоны пласта НКТ и обсадных труб, нарушением их 211 целостности и т.д. Чтобы правильно установить технологический режим работы, проводят анализ ее предыдущей эксплуатации и регулярно не реже 1 раза в год исследуют скважину при различных режимах, включая энергосберегающие режимы работы. На основании этих материалов выбирают рациональный для данной скважины режим ее работы, в том числе предельный энергосберегающий технологический режим.
Причиной, вызывающей движение газа из пласта к забою скважины, является депрессия на пласт. Чем больше депрессия на забое, т.е. чем больше разность между пластовым и забойным давлениями, тем больше дебит скважины. Дебит газа, кроме того, зависит от характера и степени вскрытия пласта, его коллекторских свойств и пропускной способности фонтанных труб и подземного оборудования.
При выборе технологического режима скважины для нее устанавливают такой дебит, при котором исключена возможность разрушения призабойной части пласта, приводящее к образованию песчаной пробки на забое, смятию колонны обсадных труб, повреждению самой скважины или установленного наземного и подземного оборудования. Укрепление призабойной зоны применением, например, гравийных фильтров, одновременно увеличивающих значительно предельные энергосберегающие дебиты скважины.
Чтобы узнать, какие условия работы скважины являются оптимальными, необходимо при исследовании и эксплуатации скважины изучить условия упругонапряженного состояния призабойной зоны, начало и характер сдвиговых деформаций в ней, интенсивность разрушения пластов и выноса частиц породы, жидкости, а также влияние других факторов при отборе из нее различных количеств газа.
Ю.П. Коротаев предложил различать практический и расчетный технологический режимы эксплуатации скважин. Практический технологический режим эксплуатации устанавливается на ограниченный период времени в пределах до года и часто поддерживается в виде неизменного, предпочтительно энергосберегающего, дебита за этот период. При этом на современном этапе для решения технологических задач необходимо в первую очередь решить техническую проблему инструментального осуществления автоматического контроля поддержания режима работы скважин с необходимой заданной степенью периодичности и точности измерения устьевых и забойных параметров, обеспечивая эксплуатацию скважин без разрушения призабойной зоны и подтягивания языков (конусов) пластовой воды.
Практический технологический режим работы скважин устанавливает геологическая служба промысла ежеквартально или один раз в полгода в соответствии с данными проекта разработки, опыта эксплуатации и результатами исследования скважин.
Расчетный технологический режим работы скважин, выполненный в проектах разработки, представляет, как правило, осредненную прогнозную оценку для залежи в целом или отдельных ее частей и позволяет выбрать ориентировочный прогноз разработки залежи на длительный период.
Газовая залежь представляет собой сложную динамическую систему, функционирующую в условиях частичной неопределенности вследствие неполноты информации о процессах, происходящих в ней.
Степень неопределенности зависит в основном от таких факторов, как отсутствие или невозможность повсеместного измерения гидродинамических, термодинамических, деформационных, прочностных, гидрохимических и других характеристик флюида и пласта, а также дискретности получаемой информации со значительными пространственными и временными интервалами. В связи с неточностью получаемой информации, отсутствием надежных методов прогнозирования влияния комплекса этих факторов в нашей практике проектирования для расчетного технологического режима рабочие дебиты исходя из опыта разработки мы принимали значительно ниже предельно допустимых дебитов, полученных в результате кратковременных гидродинамических исследований. Практические технологические режимы могут быть ниже расчетных, принимаемых в проектах ОПЭ, основанных на результатах кратковременных гидродинамических исследований, проведенных до начала разработки, по которым, как правило, негативных последствий не наблюдается. Ярким примером могут служить первые разведочные скважины на Медвежьем и Уренгойском месторождениях, по которым были получены рабочие дебиты 3 —4 млн. м3/сут без разрушения призабойной зоны пласта, в последующем при эксплуатации картина резко изменилась, и разрушение пласта наблюдается при значительно более низких дебитах.
Как показал ретроспективный анализ многолетней эксплуатации по многим месторождениям, фактические дебиты и депрессии часто из-за отставания буровых работ и обустройства промыслов были значительно выше энергосберегающих режимов, что приводило к негативным последствиям, таким как разрушение пласта, пусководопроявления, деформации 213 колонн и НКТ и др. Чтобы их избежать, необходимо не выходить за пределы энергосберегающих режимов, тем самым обеспечивая снижение числа капитальных ремонтов скважин и их избирательного обводнения, а как следствие, повышение газоотдачи пластов.
Рассмотрим основные и исторические аспекты, условия и факторы, влияющие на технологический режим эксплуатации газовых скважин.
В отечественной и зарубежной литературе практически отсутствуют крупные исследования по технологическим режимам эксплуатации нефтяных и газовых скважин. Особенно их мало по практике эксплуатации скважин и их методологической связи с проектными и прогнозными расчетами технологических режимов разработки месторождений.
Исследование вопросов, связанных с ТРЭС, началось на втором этапе развития научных основ проектирования систем разработки месторождений, изложенных в книге И.Н. Стрижова и Н.Е. Ходановича [1], и было продолжено в работе [18].
Первые предложения установления ТРЭС исходя из предельно допустимого дебита газа без разрушения пласта содержались в проекте разработки Султангуловского месторождения. Там в качестве критерия было предложено соблюдение ТРЭС постоянной скорости фильтрации на забое скважин и рассматривались различные способы измерения количества песка, в том числе и путем установки специальных сеток и фильтров при исследовании скважин, которые не нашли применения. В последующем широко использовался породоуловитель, предложенный Е.В. Левыкиным, основанный на использовании центробежных сил [6]. Гидродинамические расчеты в этом проекте выполнялись по закону Дарси. Тогда же И.Н. Стрижов поставил проблему исследования ТРЭС и поручил ее решение Е.В. Левыкину.
В этот период началось создание третьего этапа — традиционных научных основ разработки как комплексной науки, объединяющей промысловую геологию, гидродинамику и отраслевую экономику, которое сопровождалось, как нам сегодня представляется, излишней эмоциональностью и политичностью (А.Л. Козлов и др.) при критике основных постулатов, изложенных в книге И.Н. Стрижова [1]. В этой книге изложен опыт разработки, полученный к тому времени на месторождениях США, и содержится ряд оригинальных идей, некоторые из которых не потеряли своей значимости и сегодня.
Установление рабочего дебита по проценту от 0ас или 0св представляет некоторую статистическую величину, основанную на опыте эксплуатации скважин [1, 13].
Б.Б. Лапуком, Е.М. Минским, Е.В. Левыкиным и другими были предложены новые подходы к установлению технологического режима работы скважин. При этом утверждалось, что необходимо отказаться от метода установления рабочего дебита как некоторой доли от Q3X или 0св, назначая дебит с учетом всех особенностей работы скважины: кривой дебит — давление, устойчивости продуктивного горизонта, возможности подтягивания воды и пр.
Б.Б. Лапук писал [2]: "Таким образом, эксплуатация газовых скважин при постоянном проценте отбора 0 сопровождается непрерывным уменьшением скорости фильтрации у забоя скважины, а следовательно, и по всей призабойной зоне. Если в начальный момент эксплуатации скорость фильтрации у забоя скважины была равна Vmax, то с течением времени она будет составлять все меньшую и меньшую долю от Vmax. Ясно, что в этих условиях мы отбираем из пласта непрерывно уменьшающееся количество газа по сравнению с возможным дебитом газа. Из этого следует, что поддержание неизменного процента отбора является нерациональным".
В работе [4] Б.Б. Лапук писал: "Рациональным технологическим режимом является такой, при котором градиент давления на поверхности забоя скважины не превышает некоторой максимально допустимой величины, при которой начинается интенсивный процесс частичного разрушения забоя".
Расчет показателей системы разработки газового месторождения при нелинейном законе фильтрации газа при постоянном градиенте давления на поверхности забоя скважины выполнил в 1957 г. А.И. Ширковский [5].
Начиная с середины 50-х годов во ВНИИГАЗе при проектировании разработки газовых месторождений все расчеты ТРЭС проводились исходя из двучленного закона притока газа к забою скважины. При этом большое внимание уделялось определению начальных рабочих дебитов и депрессий. Они выбирались по результатам исследований скважин, специально и регулярно проводимых сотрудниками ВНИИГАЗа. Тогда на основе этих исследований были составлены проекты разработки первых крупных месторождений — СевероСтавропольского, Шебелинского, Газлинского и др. Отметим, что и в последующем на первом этапе освоения крупнейших месторождений Западной Сибири, таких как Медвежье и
215
Уренгойское, специальным гидродинамическим исследованиям разведочных и эксплуатационных скважин уделялось чрезвычайно большое внимание. Была создана специальная экспедиция ВНИИГАЗа в Лабытнанге, которая успешно установила очень высокие добывные возможности скважин, что позволило вести разработку с помощью сверхмощных скважин. Кроме того, во ВНИИГАЗе создается лаборатория комплексных исследований пластов и скважин.
В 1960 г. Ю.П. Коротаев и Г.А. Зотов, исходя из двучленного закона и метода последовательной смены стационарных состояний, обобщили научные и практические результаты по выбору технологических режимов эксплуатации скважин [17]. Были рассмотрены ТРЭС: постоянного дебита Q = const, постоянной депрессии А р = const, постоянного градиента на забое ф = const, постоянного забойного давления рз = const и постоянного устьевого давления рг = const. Именно такой подход нашел повсеместное широкое применение в течение 35 лет (1951 —1986 гг.). На этой основе были выполнены проекты разработки всех отечественных газовых и газоконденсатных месторождений, в том числе и таких уникальных, как Уренгойское, Медвежье, Вуктыльское, Оренбургское, Карачаганакское и др. Практика эксплуатации показала, что ограничения на дебит, которые вводились при проектировании разработки месторождений в виде расчетных технологических режимов, связывались в основном с возможностью разрушения призабойной зоны и абразивным изнашиванием скважинного и поверхностного оборудования. Серьезные специальные теоретические и экспериментальные исследования по этому вопросу отсутствовали, и не было контроля за работой каждой скважины. На практике это, как правило, приводило к эксплуатации скважин с некоторым количеством песка, скапливающимся на забое скважин и в сепараторах, а практические ограничения дебита вводились лишь при интенсивном выносе песка и нарушениях в поверхностном оборудовании. При этом гидродинамические исследования часто сводились к формальному определению коэффициентов фильтрационного сопротивления, а не к вскрытию физической сущности процесса фильтрации с учетом условий работы ствола и забоя скважин. Роль и значимость проведения регулярных серьезных исследований скважин была принижена и в течение 20 лет (с 1966 по 1986 г.) практически не было новых значимых теоретических и экспериментальных исследований. Такой подход привел к относительно жестким технологическим условиям эксплуатации
216 скважин. Этому способствовала и концепция, когда, теоретически исходя из двучленного закона, не существовало ограничений на дебит при отсутствии явного выноса породы и пластовой воды с забоя скважин. В результате, по существу, перестало быть жизненной необходимостью регулярное проведение исследований скважин.
В 1986 г. вместо двучленной формулы притока газа к забою скважины Ю.П. Коротаев обосновывает теоретически и экспериментально путем проведения прецизионных акустико-гидродинамических исследований пористых сред и специальных гидродинамических исследований скважин на Уренгойском и других месторождениях существование двух режимов фильтрации по закону Дарси и трехчленному закону с точкой перехода между ними, соответствующей критическому дебиту 0кр. Исходя из этого, им предложен новый предельный энергосберегающий ТРЭС 0кр = const [8, 10, 12, 21]. (Подробнее этот ТРЭС изложен ниже в 5.3.)
Двучленный закон является асимптотическим приближением к реальной фильтрации при Окр = 0. Во всех других случаях, когда Окр > 0, он принципиально не справедлив для плоскорадиальной или сферической фильтрации из-за роста зоны нарушения линейного закона с увеличением дебита при
Q > 0Кр.
Авторы работы [22] в последующем также подтвердили существование Окр вместо двучленной формулы, но приняли для расчетов постоянное значение Иекр = 4. По существу, это частный случай предложенного Ю.П. Коротаевым [12] энергосберегающего ТРЭС. Такой подход не отвечает реальным условиям, так как каждой скважине соответствует свое, только ей характерное критическое значение Иекр. Все попытки многих авторов получить одно-единственное критическое значение Иекр, справедливое для всех или многих пористых сред, при строгой проверке оказались несостоятельными.
В своей диссертационной работе [19] И.С. Немировский пишет: "Выполненный анализ результатов исследования скважин показал, что для сеноманских отложений Медвежьего, Ямбургского и Уренгойского месторождений индикаторная кривая часто имеет точку излома при некотором дебите q0. Результаты измерения и их стандартная интерпретация с использованием общепринятой двучленной формулы притока не всегда применимы при исследовании высокоскоростного фильтрационного потока в слабосцементированной разрушающейся пористой среде".
Работа И.С. Немировского также подтверждает концепции Ю.П. Коротаева на существование двух законов фильтрации газа, но в предлагаемых формулах не учитывает рост зоны нарушения линейного закона с увеличением дебита при Q >
> Q^.
5.2. oAEoidu, iadAiExEAApCkA AAAEou AAgiAuo ё AAgiEi iAA iNAo I'uo nEAA^E i
Условия, влияющие на ограничение дебита газовых скважин, можно подразделить на группы: геологические, технологические, технические и экономические. Использование ретроспективного анализа и опыта эксплуатации месторождения уже на втором этапе развития науки разработки позволило вывести вероятностно-статистические закономерности поведения как различных категорий скважин, так и газовых месторождений.
Р а з р у ш е н и е п р и з а б о й н о й з о н ы . При эксплуатации газовых скважин с высоким дебитом может происходить разрушение призабойной зоны. До начала разбуривания залежь находится в упругонапряженном состоянии. При входе долота в пласт в призабойной зоне в радиусе до 5 диаметров ствола забоя создается концентрация напряжений, приводящая к изменению первоначального напряженного состояния. Это может приводить из-за упругих и сдвиговых деформаций к снижению (иногда на порядок) проницаемости и прочности призабойной зоны. В процессе разработки растет разность между горным и пластовым давлением, что усиливает деформационные процессы сдвигового характера, приводящие к разрушению призабойной зоны пласта. Возникновение акустических колебаний при Q > Q^ в значительной мере усугубляет этот процесс, приводя к расшатыванию зерен скелета породы и способствуя их отрыву. При значительном снижении рпл отмечается оседание земной поверхности в целом по площади залежи.
Разрушение призабойной зоны пласта фиксируется по выносу частиц песка и цементирующего материала породы на поверхность. В литературе обычно разрушение призабойной зоны объяснялось лишь тем, что силы сцепления между частицами, слагающими пористую среду, разрушаются под действием больших градиентов давления, возникающих при движении газа к забою скважины.
Если этот градиент давления превышает некоторое максимально допустимое значение, происходит разрушение призабойной зоны. Твердые частицы, попадая на забой скважины, смешиваются с находящейся там жидкостью и при недостаточной скорости выноса образуется непроницаемая песчаная пробка, которая перекрывает часть вскрытого интервала пласта (до 80 % вскрытого перфорированного участка пласта). В результате возрастает депрессия на работающий интервал, наступает режим Q > Q , тем самым усиливая процесс разрушения пласта.
Опыт показывает, что в среднем ниже башмака фонтанных труб работает интервал пласта не более 15 м. Эксплуатация скважин с разрушением призабойной зоны, образованием песчаных пробок на забое и выносом песка на устье недопустима никакими экономическими соображениями. Их следует относить к разряду аварийных и подлежащих ремонту, если не удается обеспечить эксплуатацию без разрушения призабойной зоны пласта.
Если скорости восходящего потока газа в стволе скважины достаточно высоки, происходит вынос частиц на поверхность. Вынос твердых частиц из пласта может приводить к образованию песчаных пробок, а также к истиранию подъемной колонны труб и поверхностного оборудования движущимися в потоке газа частицами породы. В некоторых случаях это приводит к разрушению оборудования, а большие утечки газа к открытому фонтанированию или грифо-нообразованию. Вот почему вопросу об эксплуатации продуктивных пластов, представленных слабосцементированны-ми рыхлыми, разрушающимися коллекторами, должно уделяться особое внимание, предотвращать их, оборудуя специальными фильтрами или укрепляя смолами и т.п.
Практика разработки месторождения показывает, что небольшие количества песка, выносимого в процессе кратковременного исследования скважин или кратковременных продувок скважин, как правило, существенного вреда не оказывают, если они проводятся при надлежащем контроле за примесями и опыте исследователей.
Однако длительная эксплуатация скважин при дебитах, приводящих к разрушению призабойной зоны, сопровождается большими опасностями, создает аварийные ситуации и недопустима.
Разрушению призабойной зоны пласта, как было сказано выше, способствует эксплуатация при Q > 0кр, сопровождаемая акустическим шумом на забое, приводящим к колебаниям газа и породы. При росте дебитов интенсивность шума растет и достигает критического значения, при котором начинается разрушение пласта.
Дебит газа, при котором начинают выноситься частицы породы, и интервал пласта, который начинает разрушаться наиболее четко, определяют по результатам глубинных акустико-гидродинамических исследований. АГДМ довольно четко можно фиксировать вплоть до выноса песка из каждого перфорационного канала путем исследований скважин на разных режимах, а также по характеру и количеству примесей, собираемых в сепараторах в процессе эксплуатации. Если дебит газа ограничивается вследствие разрушения призабойной зоны в процессе эксплуатации данной скважины, следует устанавливать дебит не выше верхней границы закона Дарси, т.е. энергосберегающий режим работы скважины. В процессе разработки значения как предельного энергосберегающего дебита QK^ так и минимального дебита, при котором начинается разрушение пласта, снижаются.
Для увеличения предельного значения допустимой депрессии в рыхлых коллекторах и предотвращения их разрушения предусматриваются работы по креплению призабойной зоны и установка специальных фильтров, а также работы по увеличению QK^
О б р а з о в а н и е я з ы к о в к о н ус о в о б в о д н е н и я. В месторождениях с активным водонапорным режимом и особенно, когда газоводяной контакт находится близко от нижней отметки перфорационных отверстий, дебит газа ограничивают вследствие опасности обводнения, что главным образом зависит от перепада давления и состояния призабойной зоны и режима фильтрации. Как показали исследования, возникновение акустических колебаний на забое при притоке газа по трехчленному закону способствует подтягиванию воды к забою скважины, в первую очередь, по высокопроницаемым пропласткам.
Образование конусов подошвенной воды и прорыв краевой воды в скважины могут привести к существенному снижению проницаемости призабойной зоны и даже к практическому прекращению поступления газа в скважину.
Техника эксплуатации газовых скважин не позволяет добывать газ со значительным содержанием воды, так как возникающая при этом необходимость транспортировки по 220 промысловым газопроводам и сепарации значительного количества воды приводит к усложнению и удорожанию системы обустройства газопромысла.
Возможность преждевременного обводнения скважины определяется в основном расстоянием от забоя до зеркала подошвенных вод или до контура краевых вод, проницаемостью пласта по вертикали и горизонтали, степенью неоднородности коллекторов и режимов эксплуатации скважины. Существуют некоторый оптимальный режим и определенная степень вскрытия пласта, позволяющие обеспечить так называемый предельный безводный дебит скважины.
Следует отметить, что прорвавшийся уже на забой конус подошвенной воды, или поступление контурных вод, т.е. их прорыв, как показывает опыт, не может быть ликвидирован простым закрытием скважины. Обычно в этом случае приходится в скважине проводить специальные работы по изоляции обводнившихся пропластков.
Ретроспективный анализ работы скважин на Уренгойском месторождении показал, что фильтрация при нарушении закона Дарси способствует избирательному продвижению воды.
Эксплуатация газовых скважин, имеющих подошвенную воду, приводит к уменьшению дебита газа и увеличению количества воды, что способствует и коррозии оборудования. Поэтому при эксплуатации таких скважин, как правило, следует установить дебит, а следовательно, и депрессию, при которой скважины не обводняются. Обнадеживающие результаты по прогнозу обводнения скважин Оренбургского месторождения получены применением С.Л. Критской и К.Р. Маргуловой метода распознавания образов.
Дебит газа и максимальную депрессию, при которых не происходит прорыв подошвенных вод, оценивают расчетным путем [15, 20] и проверяют очень осторожно опытным путем, эксплуатируя скважину на различных режимах и контролируя при этом поступление жидкости на забой скважины.
Предельный безводный дебит, позволяющий вести эксплуатацию без прорыва конуса воды в газовую скважину, можно оценить по формуле
Q = 2пк/)2рвРпл q*,
(5.1)
ИРст
где Q — предельный безводный дебит газа, см3/с; к — проницаемость в горизонтальном направлении, мкм2; h — толщина газоносной части, считая от кровли продуктивного пласта до контакта газ —вода, см; рв — плотность воды в пластовых условиях, кг/см3; рпл — абсолютное давление на контуре RK, МПа; RK — радиус контура питания, см; ц — вязкость газа, Па-с; р ст = 0,103 МПа; q * — безразмерный предельный безводный дебит, который определяется из рис. 5.1
в зависимости от величины р = —
к и степени вскрытия
hjk / к,
h = hвск / h; hвск — вскрытая толщина пласта, см; к, — проницаемость в вертикальном направлении.
Зная предельный безводный дебит, из (5.1) определяем предельно допустимую депрессию.
При Q ^ QKp
АР = pк - л/pl - aQ.
При Q > Q^
АР = Рк - т[р[^аО^БО^р + БО^,
здесь а, b — коэффициенты фильтрационного сопротивления; Q^ — критический дебит, определяемый по данным исследований скважин,
Q
Q = Q - Q™ in
кр Q^ ¦
Условность оценки предельного безводного дебита связана обычно с неопределенностью информации о неоднородности
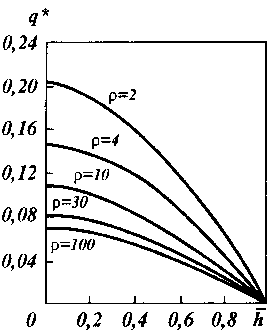
пласта, в результате их точность не более 50 %, о чем свидетельствуют полученные промысловые проверки.
В процессе разработки месторождения при общем подъеме контакта газ — вода предельные безводные дебиты и депрессии по скважинам будут уменьшаться. Для этих условий также технологический режим предельного безводного дебита не должен превышать значение энергосберегающего дебита.
К этим условиям, влияющим на выбор режима работы скважины, можно отнести следующие:
скопление жидкости в стволе и на забое; образование гидратов в стволе в призабойной зоне пласта; обеспечение оптимальных условий при обработке газа; необходимость очистки забоя от жидкости и твердых частиц;
обеспечение минимума пластовых потерь давления. Природные газы в условиях пласта насыщены парами влаги. При изменении термодинамического равновесия во время эксплуатации месторождения на забое в стволе скважины могут создаваться условия, благоприятные для образования кристаллогидратов. Особенно это относится к месторождениям, пластовая температура в которых близка к равновесным условиям гидратообразования.
Например, в газовых месторождениях в районах западной и восточной Сибири пластовые температуры относительно низкие.
Образование кристаллогидратов создает серьезные трудности при эксплуатации скважин, вызывая изменение их производительности и даже прекращая подачу газа из скважин вследствие формирования гидратных пробок, обмерзания оборудования и т.д.
При установлении технологического режима эксплуатации скважин приходится считаться с возможностью образования кристаллогидратов, предусматривать меры по предотвращению их образования и разрушению образовавшихся гидратов.
При эксплуатации газоконденсатных месторождений одним из факторов, ограничивающих дебиты скважин, может являться необходимость получения вместе с газом максимально возможного количества конденсата.
Необходимость добычи конденсата из скважин может
приводить к уменьшению депрессий на пласт с целью недопущения преждевременного выпадения конденсата в пласте. Может также возникнуть необходимость уменьшения диаметра фонтанных труб для обеспечения выноса конденсата с забоев скважин, а также получения более высокого давления на входе в установки низкотемпературной сепарации.
К этим условиям, влияющим на дебит газа, можно отнести: неудовлетворительное состояние забоя и подземного оборудования, в частности, образование песочно-глинистых пробок. В ряде случаев забой засоряется грязью, которая устраняется продувкой или промывкой забоя. Улучшить условия выноса жидкости и твердых частиц с забоя можно увеличением глубины спуска НКТ;
недоброкачественность цементажа колонн, что может привести к прорыву верхних или нижних вод. В этом случае проводятся работы по изоляции притока вод;
ограниченная пропускная способность НКТ газосборных сетей и промысловых сооружений по подготовке газа к транспорту. В этом случае эксплуатация скважин ведется при ограниченных дебитах, принимая меры к увеличению дебита газа путем увеличения диаметров НКТ. Могут также прокладываться шлейфы большего диаметра или параллельные шлейфы рядом с существующими, увеличиваться пропускная способность сепарационных сооружений и т.д. В некоторых случаях применяют специальные покрытия внутренней поверхности труб для уменьшения коэффициента гидравлического сопротивления;
негерметичность обсадной колонны, что может вызвать приток воды или утечку газа. В таких скважинах необходимо проводить ремонтные работы;
смятия НКТ и обсадных колонн или нарушения их сплошности могут быть вызваны растеплением ММП при эксплуатации, деформацией и разрушением призабойной зоны пласта при высоких депрессиях, оседанием земной поверхности при снижении пластового давления;
опасность разрыва колонны обсадных труб, что может иметь место в разведочных скважинах при неожиданном наличии аномально высокого пластового давления выше расчетного, в которых ошибочно установлено устьевое оборудование или спущены эксплуатационные колонны, рассчитанные на давление меньше фактического, эти скважины подле-
224 жат ремонту. В таких скважинах при исследовании снижать дебит меньше допустимого и останавливать их для измерения пластового давления нельзя. Пример организации перетока газа в одной из таких скважин на месторождении Ян-Чаа-Си в КНР был приведен в гл. 2.
Эксплуатационную колонну и другое скважинное оборудование рассчитывают на прочность и сохранение устойчивости при снижении давления в ней до атмосферного, чтобы скважину можно было надежно эксплуатировать в течение всего периода разработки месторождения;
опасность вибрации наземного и подземного оборудования, установленного на устье скважины, вследствие пульсации газового потока при изменении давления. Наблюдающаяся иногда при больших дебитах газа вибрация фонтанного оборудования и башмака НКГ может привести к усталости материала и разрушению устьевой арматуры и забоя. Для устранения вибрации фонтанной арматуры следует изменить частоту ее собственных колебаний путем уменьшения высоты арматуры или увеличения ее массы. Снижение дебитов газа также прекращает вибрацию оборудования и башмака НКТ;
опасность разрушения эксплуатационной колонны, НКТ и наземного оборудования из-за коррозии или эрозии. На некоторых месторождениях вследствие присутствия в газе СО2, Н28 и других возбудителей коррозии при определенных влажности газа, температуре и скоростях потока возможно интенсивное разрушение труб и оборудования.
Для этих месторождений рабочие дебиты скважин необходимо назначать с учетом специальных исследований, проводящихся противокоррозийной службой, и с применением соответствующих ингибиторов.
Установление того или иного дебита газа также определяется потребностью в газе. Обычно летний период характеризуется сокращением потребления, а следовательно, дебит газа по скважинам летом уменьшается, и иногда часть скважин отключают.
В условиях ММП значительное снижение дебитов и длительная остановка скважин могут приводить к изменению теплового режима, замерзанию криолитозоны, смятию колонн и образованию гидратов в стволе скважин.
Таковы основные факторы, ограничивающие дебиты газовых скважин. Естественно, что все указанные ограничения не действуют одновременно на каждом месторождении. В зависимости от конкретных геолого-промысловых условий, со-
225 става и свойств газа и т.д. на каждом месторождении могут быть главные и второстепенные факторы, которые ограничивают дебиты скважин. Руководствуясь этими факторами, а также потребностью в газе в данный момент назначаются технологические режимы эксплуатации газовых скважин.
5.3. yiAdainAAdAaAp Сёе dA^Ei y?nieoA6A6EE
Ю.П. Коротаевым предложен энергосберегающий технологический режим работы скважин, обеспечивающий надежную их эксплуатацию без осложнений и аварий и повышение га-зо- и конденсатоотдачи в течение основного срока разработки залежи. Этот режим обеспечивает получение максимального дебита при минимальных потерях пластовой энергии и соответствует верхней границе закона Дарси, т.е. Q^ = const [12].
Критический дебит Q — максимальный дебит, при котором фильтрация осуществляется по линейному закону, т.е. соответствует максимальному энергосберегающему дебиту, когда потери давления пропорциональны Q. При дебитах Q > Q^ потери давления растут более интенсивно за счет влияния Q2. Таким образом, установление технологического режима работы скважин при Q = const обеспечивает экономию пластовой энергии, позволяет осуществлять эксплуатацию скважин без разрушения призабойной зоны пласта и предотвращает в значительной мере избирательное продвижение пластовых вод из-за отсутствия упругих акустических колебаний на забое скважин.
Энергосберегающий режим эксплуатации скважин при Q основан в отличие от ранее применяемых на принципиально новой основе. Величина Q^ сама является интегральным гидродинамическим параметром скважины, часто в значительно большей степени определяющая условия фильтрации, чем коэффициенты фильтрационного сопротивления, и, более того, величина Q уменьшается с падением рпл, обеспечивая тем самым надежность добычи газа без осложнений и аварий в процессе разработки. Для обоснованного применения Q^ на весь срок разработки необходимо инструментально определять характер его изменения во времени. Как показывают наблюдения, скважины на завершающем этапе разработки месторождений автоматически работают в пределах справедливости закона Дарси. При отсутствии данных о характере изменения Q^f) для проектируемого месторождения эта ве-
226 личина берется по аналогии с известными выработанными месторождениями.
Режим Q^ = const рекомендуется не только в качестве расчетного прогнозного, но и в качестве практического технологического режима работы скважин. В последнем случае он подлежит инструментальному уточнению путем проведения ежегодных исследований скважин в широком диапазоне дебитов, включая закон Дарси и трехчленный закон. Таким образом, значения Q^ должны ежегодно уточняться и устанавливаться их изменения во времени в процессе разработки, т.е. регулярные ежегодные исследования становятся жизненной необходимостью для каждой скважины. Одновременно уточняются значения коэффициентов фильтрационного сопротивления а, в и НФС. В этом внешнее сходство с ТРЭС определенного процента от Q3X, так как его значение со временем по мере падения рпл также уменьшается. До достижения предельно допустимой депрессии на пласт на этот промежуток времени при оценочных расчетах можно принять энергосберегающий дебит постоянным во времени, что упрощает все расчеты. Режим Q^ = const пригоден принципиально для любых коллекторов и обеспечивает наиболее благоприятные условия пласта.
По мнению авторов, причиной, усугубляющей разрушение призабойной зоны, является достижение критических колебаний породы, имеющих место при режимах работы скважин при Q > Q^ и сопровождаемых ультразвуковой эмиссией горных пород. По существу, на разрушение призабойной зоны расходуется та часть энергии, которая связана с нарушением закона Дарси47. Таким образом, для практического обеспечения надежной эксплуатации скважин без разрушения призабойной зоны следует рекомендовать эксплуатацию скважин на режиме Q^ = const.
Обратим внимание на резкое различие (более чем в 30 раз) между эксплуатационным фондом скважин США, где он составляет 293 тыс. скважин и у нас порядка 9 тыс. скважин при добыче газа, практически большей до 2 раз. Наряду с историческими условиями более раннего развития газовой промышленности США, где более 25 тыс. скважин эксплуатируются с дебитами до 1000 м3/сут, режим работы скважин в США не выходит за пределы энергосберегающего режима
Q^ = const, который обоснован многолетним ретроспективным анализом скважин.
Основной причиной наличия в США огромного числа скважин, считает Ю.П. Коротаев, является практически отсутствие там крупнейших газовых месторождений с высокими продуктивными характеристиками и значительная роль принадлежит низкопроницаемым коллекторам.
Ниже приводятся расчетные формулы для различных технологических режимов эксплуатации скважин, модифицированные с учетом наличия Q^ и двух режимов фильтрации согласно закону Дарси и трехчленному закону.
Повсеместная экономия энергии давления — одна из основных особенностей рациональной энергосберегающей эксплуатации месторождений. Движение газа в пласте, стволе скважины, оборудовании устья скважины, манифольдах, шлейфах, промысловых газосборных коллекторах, установках комплексной подготовки газа (УКПГ) сопровождается потерями давления. Общие потери давления Дро = рк — рпк для каждой скважины. Они складываются из потерь
ДРо ДРпл + ДР с + ДРоу + Дрман + ДРшл + ДРпк.
В разных географических, климатических, геологических условиях, на различных месторождениях потери давления в пласте Дрпл, в скважине Дрс, оборудовании устья Дроу, мани-фольде Дрман, шлейфе Дршл, в промысловом коллекторе Дрпк будут иметь различное значение. Не всегда потери давления в пласте Дрпл = рк — рз существенны по сравнению с потерями давления на других участках движения газа. Например, на Медвежьем месторождении Дрпл = (0,28+0,4) МПа, тогда как потери в стволе скважины Дрс составляют (1+2) МПа. На Астраханском ГКМ Д р пл составляет (10+15) МПа, Д рс = = (3+4) МПа. Необходимо стремиться в течение всего периода эксплуатации к минимуму общих потерь давления — Др0 mm- Поэтому наряду с предельным энергосберегающим ТРЭС при Q^ = const целесообразно проведение исследований по обоснованию общего энергосберегающего ТРЭС, при котором обеспечивается минимум общих потерь давления от контура области питания до входа в промысловую ДКС.
Завершающая стадия компрессорного периода эксплуатации газовых месторождений характеризуется низкими давлениями, небольшими дебитами, появлением пластовой воды в продукции скважин, отложением солей на забое, в НКТ, оборудовании скважин, шлейфах, образовании песчаноглинистых пробок на забое скважины. В этот период газ выносит больше конденсационной и пластовой воды, механических взвесей, солей [19, 20]. При этих условиях вряд ли возможно найти однозначное условие отбора газа на забое скважины. В компрессорный период падающей добычи газа особое внимание на многих газовых месторождениях уделяется всемерному сокращению потерь давления на всех участках пути движения газа от контура области питания в пласте до приема промысловых ДКС, осушке газа и его очистке от механических взвесей, подбору компрессорных машин различных типов и их компоновке на промысловых ДКС. В тех же случаях, когда режим эксплуатации месторождения оказался газовым, нет продвижения краевой или подошвенной воды в пласт, условия отбора газа на забое скважины, установленные для периода разработки с постоянным темпом отбора газа, сохраняются и на компрессорный период с падающим темпом отбора газа.
В начале завершающего этапа разработки месторождений рекомендуем применять энергосберегающий ТРЭС в пределах верхней границы закона Дарси. При дальнейшем падении дебитов эксплуатация будет осуществляться согласно закону Дарси на одном из режимов рг = const или Q = const с осуществлением мероприятий по удалению жидкости с забоя скважин.
Наряду с гидродинамическими ТРЭС большое значение имеют термодинамические ТРЭС, на которые было впервые обращено внимание в работах [8, 21, 23]. Особое значение эти режимы приобрели при разработке месторождений, приуроченных к криолитозоне, обеспечению безгидратных режимов скважин, шлейфов и т.п. Эти режимы имеют принципиальное значение и для газоконденсатных месторождений.
5.4. EiiodiEu 6dyc n iiiicup AEonOEEi-aEadiaEiAiExAnEEo EiiieAEnia
Оптимизация показателей разработки месторождений, таких как технологический режим эксплуатации скважин, регулирование разработки при естественных режимах и поддержании пластового давления, контроль за движением границы раздела газ —вода, сайклинг-процесс и т.п., требует, во-первых, решения сложных гидродинамических и оптимизационных задач, во-вторых, создания и использования технических средств и методов, позволяющих оперативно контролировать результаты управляющих воздействий на залежь.
Скважина, гидродинамически связанная с пластом, является на стадии разведки и эксплуатации залежи практически единственным для наблюдения информационным каналом, используемым для проведения газо- и акустико-гидродинамических, термодинамических, геофизических и других исследований и наблюдений. На ситуацию, сложившуюся в современных условиях в отечественной газовой промышленности, повлияла также высказанная ранее ошибочная концепция, что якобы скважина не является объектом автоматизации и нет необходимости непрерывного контроля за устьевыми параметрами ее работы.
Эффективная эксплуатация месторождений природных газов в значительной степени зависит от надежной работы основного объекта газового промысла — скважины. Работа скважин определяется выбором, установлением и поддержанием технологического режима. В связи с этим весьма актуальной является задача создания и внедрения на промыслах и надежных методов и средств контроля за технологическими режимами работы газовых скважин.
За время существования газовой промышленности методы и средства оперативного контроля за работой газовых скважин фактически принципиально изменялись по мере перехода от индивидуальной к групповой системе сбора и подготовки газа. При этом на начальном этапе на каждой скважине измерялись давление, температура, расход газа и количество воды непосредственно оператором.
По существу, контроль за режимом работы каждой скважины на начальном этапе развития газовой промышленности, относящийся к концу 40-х — началу 50-х годов, был неизмеримо эффективнее и надежнее, чем в настоящий период. Переход к групповой системе сбора газа через УКПГ сопровождался снижением контроля за режимом работы каждой скважины.
После перехода на групповую систему сбора контроль за устьевыми параметрами скважин стал эпизодическим — возобладала тенденция, что скважина не является объектом автоматизации. Проведение контроля за работой скважин в ряде случаев связано с трудоемкими и громоздкими операциями. К тому же при существующих на промыслах методах контроля при постоянной нехватке транспортных и других средств осуществляется крайне редко. При кустовой добыче газа, когда несколько скважин работают в один шлейф, в
230 процессе работы вообще затруднительно точно определять условия работы и дебиты газа по каждой скважине. Часто работает скважина или стоит, определяют по температуре газа, приложив руку к выкидному манифольду, или по шуму движущегося газа.
Такое положение не удовлетворяет потребностям отрасли и не способствует повышению эффективности и надежности работы газовых скважин.
Сложившаяся система контроля технологическими параметрами ориентирована в основном на периодические измерения на устье давления, температуры и дебита скважины.
Основными причинами такого положения являются: отсутствие четкой идеологии в необходимости постоянного контроля за режимом работы каждой скважины, обеспечивающей надежную безаварийную эксплуатацию, приемлемых по затратам и удовлетворяющих эксплуатационным требованиям, в том числе в сложных климатических условиях, компактных измерительных средств, разбросанность фонда эксплуатационных скважин на большой территории; отсутствие круглогодично функционирующих подъездных путей, линий электропередач и т.п. Еще более сложные экологические условия возникают при освоении месторождений на полуострове Ямал и Арктическом шельфе.
Состав продукции скважин может меняться при эксплуатации практически от сухого до сильно обводненного газа. Это означает, что создание универсального скважинного расходомера традиционными методами представляет сложную задачу. Однако в связи с тем, что учет товарного газа и конденсата, подготовленного на УКПГ, осуществляют на выходе технологической линии с допустимой точностью, то требования к технологическим характеристикам скважинного расходомера могут быть снижены. Кроме того, характеристики измерительных средств, создаваемых на основе акустического метода, могут быть адаптированы к условиям конкретной эксплуатации скважины, что позволяет повысить точность измерений. При этом не требуется создавать сужений потока, приводящих к гидравлическим потерям и образованию гидратов.
Современное состояние радиоэлектроники позволяет резко снизить энергопотребление датчиков и преобразующих устройств и дополнительно измерять такие нетрадиционные параметры, как вибрация оборудования и НКТ, деформации призабойной зоны пласта, НКТ и колонны, загазованность,
231 межколонное давление, влагосодержание газа, содержание пластовой воды в газе и т.д. [8, 12, 21].
Низкое энергопотребление позволяет создавать малогабаритные устройства, монтируемые на выкидной линии устья скважины, питающиеся от внутренних аккумуляторов и альтернативных источников, использующих солнечную и тепловую энергию.
Технологическая реализация системы контроля за эксплуатацией газовых скважин должна отвечать требованиям, обеспечивающим высокую надежность их работы в течение основного срока эксплуатации и реализацию энергосберегающей технологии добычи с использованием пластовой энергии. Этому способствует полный учет специфических особенностей конструкции и условий эксплуатации скважин.
Для решения указанных выше задач на кафедре разработки и эксплуатации газовых и газоконденсатных месторождений РГУ нефти и газа им. И.М. Губкина совместно с производственным объединением "Уренгойгазпром" под руководством проф. Ю.П. Коротаева разработан принципиально новый подход, который заключается в создании информационно-измерительных систем для сбора и передачи данных со скважин на УКПГ48. Основная идея состоит в разработке компактного измерительного модуля, позволяющего автоматически проводить измерения технологических параметров на скважине и передачу информации по радиоканалу в пункт управления, где поступающая информация обрабатывается. Предусматривается автономная система электропитания
скважинного модуля.
На основе нового подхода был создан скважинный измерительный комплекс для контроля за технологическим режимом работы газовых скважин. Комплекс предназначен для измерения давления и температуры на устье скважины и дебита, регистрации твердых примесей в газовом потоке, что позволяет выбирать, устанавливать и контролировать практический технологический режим работы газовых скважин. Выбор и контроль за технологическим режимом осуществляются по результатам эксплуатации и исследований скважин, проводимых с использованием данного комплекса. Таким образом, применение новых средств контроля позволяет по-новому подходить к установлению и контролю практического ТРЭС, исходя из обеспечения их надежной эксплуатации и энергосберегающего дебита.
Разработаны следующие схемы контроля:
1) измерительный узел с переносным вторичным блоком индикации, питаемые от аккумулятора автомобиля;
2) измерительный узел с автономным питанием от аккумулятора с запоминанием определенного числа замеров, например, за месяц или за несколько предыдущих дней;
3) измерительные узлы на каждой индивидуальной скважине куста при числе скважин от 9 до 24 со сбором данных на общий приемо-передающий узел со связью с УКПГ по радиоканалу;
4) измерительные узлы, устанавливаемые на скважинах морских месторождений, расположенных на эксплуатационной платформе, а также скважинах, где имеется стационарная электрическая сеть, например, на ПХГ.
С учетом характеристик крупных месторождений газа севера Тюменской области (Уренгойское, Ямбургское, Бованен-ковское и др.) и проектов их обустройства предлагается снабдить каждую скважину автономным малогабаритным узлом контроля, позволяющим по заданной программе, например, один раз в сутки, измерять контролируемые параметры.
Особое значение имеет контроль за режимами работы и техническим состоянием скважинного устьевого оборудования на месторождениях природных газов с высоким содержанием сероводорода и углекислоты. В этом случае необходим контроль не только за межколонным давлением, но и за герметичностью соединений акустическими методами, а также контроль за содержанием сероводорода в окружающей среде.
По нашему предложению на кафедре разработки и эксплуатации газовых и газоконденсатных месторождений РГУ нефти и газа им. И.М. Губкина при участии С.П. Сибирева, В.Ф. Семененко, А.А. Епифанова, М.Г. Требина, Д.И. Иванова и О.В. Ермолкина создан и внедрен скважинный акустикогидродинамический комплекс (АГДК) для контроля за технологическими режимами работы и исследования скважин (рис. 5.2).
АГДК предназначен для измерений давления, температуры, дебита газа и регистрации механических примесей в потоке газа. Он включает два самостоятельных блока: скважинный измерительный узел и вторичный прибор. Измерительный узел длиной 500 мм устанавливается на выкидной линии на горизонтальном участке, на котором установлены датчики давления, температуры, расхода, регистратор твердых примесей в потоке газа, а также платы электронных преобразователей. 233
Рис. 5.2. Радиофицированный комплекс дистанционного контроля и управления режимом работы скважин:
а — скважинный измерительно — управляющий модуль (СИУМ); б — центральный диспетчерский пункт на УКПГ; 1 — антенна; 2 — задвижка с электроприводом; 3 — автономный источник питания; 4 — защитный кожух; 5 — датчики расхода газа и конденсата, давления, температуры; 6 — блок электронной аппаратуры; 7 — пульт опроса скважин; 8 —
ПЭВМ
С целью термостабилизации режима работы датчиков и электронных преобразователей и для защиты от внешних климатических условий на измерительном участке закрепляется разъемный металлический кожух с теплоизоляцией (рис. 5.3). Комплекс включает измерительный блок, устанавливаемый на выкидной линии каждой скважины, а также блок приема и обработки информации на УКПГ.
Измерительный блок представляет собой вставку в технологическую обвязку скважины обычно на фланцевых соединениях. Содержит группу датчиков, устройства предварительного преобразования и передачи информации и автономную систему энергоснабжения. Система энергоснабжения построена с использованием
преобразователей естественных источников энергии — солнечной и тепловой.
Для работы комплекса не требуется электрификации скважин и проводных линий связи. Передача измерительной информации осуществляется по радиоканалу на УКПГ.
Максимальное расстояние между пунктом (УКПГ) и контролируемой скважиной составляет 50 км, а максимальное количество контролируемых скважин с одного пункта управления — 256.
Скважинный измерительный модуль имеет 16
информационных измерительных каналов, из них в
настоящее время пять являются рабочими. Применяемые
датчики позволяют проводить измерения применительно к Уренгойскому, Ямбургскому и Медвежьему месторождениям в следующих диапазонах: давления 0,5 — 30 МПа; температуры 0 — 50 °С; дебита 100 — 2500 тыс. м3/сут. Наличие твердых примесей регистрируется при концентрации последних в потоке газа более 3 г/м3. Для других условий диапазон измеряемых параметров выбирается заказчиком исходя из особенностей месторождения и скважин. Скважинный
модуль способен надежно работать в широком диапазоне температур окружающей среды минус (60 — 35) °С.
В состав измерительного комплекса входят (рис. 5.4) пункт управления (ПУ), устанавливаемый на УКПГ, и скважинные измерительные модули (СИМ), устанавливаемые на скважинах. Взаимодействие ПУ и СИМ осуществляется по линиям радиосвязи. В состав ПУ входят аппаратура линии передачи информации (ЛПИ) и пульт опроса скважин (ПОС). Аппаратура линии передачи информации на ПУ и СИМ организует линию связи (радиоканал) ПУ—СИМ — ПУ.
Скважинный модуль включает группу датчиков Д1 — Д5, усилители датчиков У1— У5, устройство подготовки
инфор-235
450
Рис. 5.3. Измерительный блок для контроля за технологическим режимом работы скважин:
1 — датчик расхода; 2 — датчик твердых частиц; 3 — датчик температуры; 4 — датчик давления; 5 — блок электрон ных преобразователей; 6 — семиштырьковый разъем; 7 — замки; 8 — теплоизолирующий кожух
Рис. 5.4. Структурная схема АГДК
мации, линию передачи информации (ЛПИ) и автономную систему электропитания.
Пульт опроса скважин осуществляет управление аппаратурой ЛПИ, контроль за достоверностью принятой информации. Устройство подготовки информации осуществляет коммутацию сигналов с усилителей, усреднение и преобразование результата усреднения в цифровой код, хранение информации и управление аппаратурой ЛПИ в измерительном узле.
В процессе работы комплекса происходит обмен информацией между всеми скважинными модулями и пунктом управления.
Возможна организация различных циклов работы комплекса:
автоматический или осуществляемый по инициативе оператора опрос скважинных модулей по всем или нескольким параметрам;
опрос скважинных модулей по выбранному параметру с последующим повторением цикла по следующему параметру и т.п.;
индивидуальный опрос скважинных модулей.
Информация со скважин, поступающая в пункт управления, записывается в память пульта опроса скважин, отображается на мониторе по требованию оператора и выводится на печать. Информация с пульта опроса может 237 быть передана с УКПГ в компьютер верхнего уровня, например, в объединение для дальнейшей обработки и хранения.
Основным элементом скважинного измерительного комплекса является скважинный модуль. К модулю предъявляются следующие требования: механическая
прочность; удобство в монтаже, демонтаже и обслуживании; пылевлагонепроницаемость; надежная теплоизоляция, обеспечивающая работоспособность при температуре окружающей среды до —60 °С; защита от несанкционированного доступа; минимальное
энергопотребление; искро- и взрывобезопасность.
В конструктивном отношении модуль подразделяется на механическую часть, измерительный блок, электрическую и радиотелеметрическую части. Скважинный модуль выполнен в виде теплоизолированного узла с высокой степенью защиты от климатических факторов. Размещается модуль на выкидной линии газовой скважины (рис. 5.5). Корпус модуля представляет собой цилиндрическую оболочку, состоящую из двух полуцилиндров, соединенных друг с другом шарниром.
Взрывобезопасность модуля обеспечена работой электрических цепей в искробезопасных режимах. Теплоизоляция модуля обеспечивается за счет покрытия внутренней поверхности корпуса литым вспененным пенополиуретаном. Источником тепла внутри корпуса модуля является газовая труба, по которой течет теплый газ. Для увеличения теплосъема на трубе установлены радиаторы. Проведенная экспериментальная проверка в промысловых условиях подтвердила работоспособность СИМ при крайне низких температурах окружающей среды.
Источник электропитания и радиоэлектронная аппаратура размещены в контейнерах, которые крепятся на манифольде устья скважины. Измерительный блок состоит из датчиков, при помощи которых проводятся непосредственные измерения технологических параметров.
Дебит газа определяется оригинальным акустическим датчиком, измеряющим звуковое давление. Количественные соотношения для дебита обеспечиваются полуэмпирической корреляцией между значением звукового давления и количеством протекающего в трубе газа.
В спектре выходного сигнала акустического датчика выделены информативные частотные области, в которых в широком динамическом диапазоне существует устойчивая корреляционная связь между среднеквадратическим значением
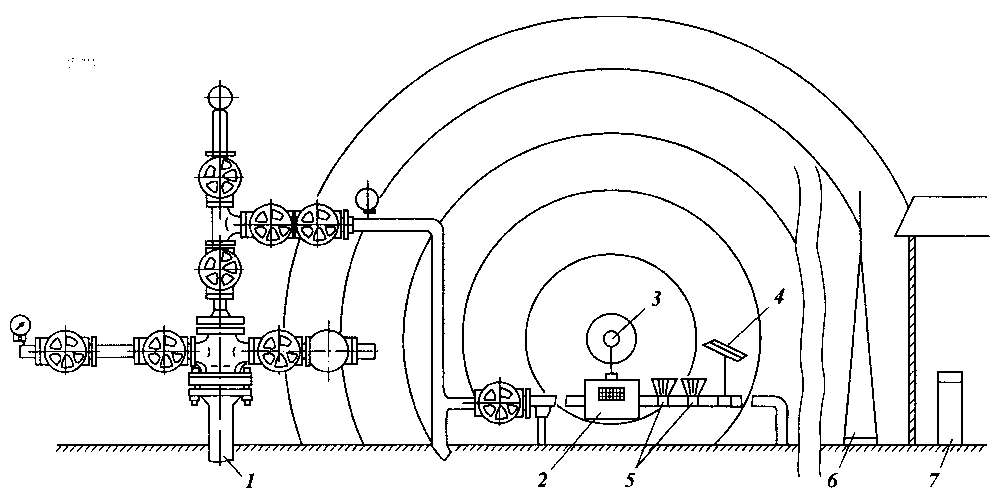
Рис. 5.5. Схема размещения АГДК контроля за технологическим режимом работы газовых скважин:
1 — газовая скважина; 2 — скважинный измерительный модуль; 3 — антенна; 4 — солнечная батарея; 5 — термогене
раторы; 6 — приемная антенна; 7 — приемный пульт
сигнала и расходом газа. Такие частотные области определены и использованы при построении измерительного канала расхода.
В АГДК использованы первичные преобразователи датчика давления и датчика температуры.
Для определения дебита и регистрации механических примесей в измерительном узле применены акустические датчики, также разработанные на кафедре.
Регистрация информации об измеряемых параметрах производится с помощью вторичного прибора.
Отсутствие электрических сетей в труднодоступных районах Крайнего Севера поставило перед необходимостью разработки автономной системы электропитания скважинного измерительного модуля. В качестве источника электропитания выбрана аккумуляторная батарея емкостью 11 А-ч и напряжением 12 В. Энергопотребление скважинного модуля в течение суток — 0,045 А-ч.
Аккумуляторная батарея может работать без подзарядки около 3 мес. Скважинный модуль может работать без обслуживания в течение года. Для восполнения емкости аккумуляторной батареи разработано подзарядное устройство на базе возобновляющихся источников — солнечной батареи (СБ) и термоэлектрического генератора (ТЭГ).
Указанные источники не нуждаются в эксплуатационном обслуживании, экологически чисты, надежно работают в условиях Крайнего Севера. Разработка СБ производилась на основе солнечного кадастра Уренгойского месторождения, согласно которому СБ эффективна в летние месяцы — с мая по август. На скважинном модуле используются две СБ мощностью 1,5 Вт каждая, которые установлены на корпусе модуля и ориентированы в противоположные стороны. Средняя мощность солнечных батарей имеет кратный (2 — 4) запас по сравнению со средней мощностью, расходуемой измерительным модулем.
В условиях полярной ночи основным источником тока является термоэлектрический генератор, использующий перепад температур между газовой трубой и окружающей средой. Температура газа на устье скважины находится в пределах 15 — 20 °С, а температура окружающей среды меняется в широких пределах. При температуре окружающей среды —10 °С ТЭГ может развивать мощность, превышающую 1 Вт. Электрические характеристики СБ и
ТЭГ зависят от освещенности и температуры окружающей среды и изменяются в широком диапазоне.
Автоматизированный АГДК с передачей данных по радиоканалу на УКПГ был испытан на Уренгойском месторождении. Для этого были использованы портативные радиостанции на приемной и передающей стороне. Мощность передатчика составляла 3 Вт на антенне.
Испытания показали устойчивость связи и надежность передачи данных на расстоянии от 6 до 15 км между скважиной и УКПГ.
Расчет дебита акустическим способом производился по формуле
( \ 2 _Р
Tz) '
где О — дебит газа; Y — уровень звукового давления в информативном диапазоне частот; z — коэффициент сверхсжимаемости; р, Т — давление и температура газа в точке замера, измеренные АГДК.
Широкое внедрение предложенных автоматизированных АГДК позволяет обеспечить надежный контроль за технологическими режимами работы скважин, обеспечивая безаварийную их эксплуатацию, не допуская разрушения пласта и выноса песка, подтягивания конусов и языков воды, а при необходимости — контроль за их количеством.
Возникновение аварийных ситуаций предусматривает отключение скважин.
Таким образом, внедрение предлагаемых средств контроля за режимами скважин позволяет существенно снизить неопределенность в системе управления разработкой и эксплутацией газовых месторождений, повысить надежность подачи газа и конденсата, безопасность и экологическую защищенность окружающей среды.
Наличие АГДК позволяет четко устанавливать и поддерживать технологический энергосберегающий режим эксплуатации скважин.
В последующем на кафедре разработки и эксплуатации газовых и газоконденсатных месторождений РГУ нефти и газа им. И.М. Губкина по предложению А.Д. Седых АГДК был модернизирован Ю.П. Коротаевым и Д.И. Ивановым, что позволило не только выполнять функции контроля, но и управляющие функции, автоматическое открытие и закрытие скважины и поддержание заданного ТРЭС.
СПИСОК ЛИТЕРАТУРЫ К ГЛ. 5
1. Стрижов И.Н., Ходанович И.Е. Добыча газа. — М.: Гостоптехиздат, 1946.
2. Лапук Б.Б. Теоретические основы разработки месторождений природных газов. — М.: Гостоптехиздат, 1948.
3. Левыкин Е.В. Установление рационального режима эксплуатации газовых скважин. Вопросы разработки и эксплуатации газовых месторожде-ний. — М.: Гостоптехиздат, 1953.
4. Лапук Б.Б. Некоторые вопросы научных основ разработки газовых месторождений. О технологическом режиме эксплуатации газовых скважин. Развитие газовой промышленности СССР. — М.: Гостоптехиздат, 1960.
5. Смирнов А.С., Ширковский А.И. Добыча и транспорт газа. — М.: Гостоптехиздат, 1957.
6. Полянский А.П., Коротаев Ю.П. Эксплуатация газовых скважин. — М.: Гостоптехиздат, 1956.
7. Коротаев Ю.П., Закиров С.Н. Теория и проектирование разработки газовых и газоконденсатных месторождений. — М.: Недра, 1981.
8. Коротаев Ю.П. Избранные труды: В 3 т. — М.: Недра, 1996. — Т. 1.
9. Алиев З.С., Андреев С.А., Власенко А.П., Коротаев Ю.П. Технологический режим работы газовых скважин. — М.: Недра, 1978.
10. Коротаев Ю.П. Методика определения коэффициентов фильтрационного сопротивления и критического дебита скважин // Газовая промышленность. — 1989. — № 6.
11. Савченко В.В., Жиденко Г.Г., Коротаев Ю.П., Олексюк В.И., Криворучко Е.П., Фоменко К.Я. Энергосберегающий режим надежной эксплуатации газовых и газоконденсатных скважин. — М.: Изд. ВНИИЭГАЗПРОМ, 1989.
12. Коротаев Ю.П. Исследование и режимы эксплуатации скважин. — М.: изд. ВНИИЭГАЗПРОМ, 1991.
13. Mc.Cay T.F., Fetkovich M.T., Needham R.B. Analysis of the Kansas Hugoton Infile-Drilling Program. J.P.T., June, 1992, pp. 714 — 723.
14. Жиденко Г.Г. Проблемы герметичности скважинных систем // Газовая промышленность. — 1992. — № 3.
15. Маскет М. Физические основы технологии добычи нефти. М.: Гостоптехиздат, 1953.
16. Инструкция по комплексному исследованию газовых и газоконденсатных пластов и скважин. — М.: Недра, 1980.
17. Коротаев Ю.П., Зотов Г.А. Расчеты технологических режимов работы газовых скважин по методу последовательной смены стационарных состояний // Тр. ин-та / ВНИИГАЗ. — 1960. — Вып. 9(17).
18. Коротаев Ю.П. О расчете технологических режимов эксплуатации и обработки результатов исследования скважин по степенной формуле // Экспресс-информ. — 1992. — Вып. 5.
19. Немировский И.С. Совершенствование технологии проведения газодинамических и теплофизических исследований скважин и шлейфов газовых месторождений Севера Тюменской области: Дис.
20. Лапук Б.Б., Брудно А.Л., Сомов Б.Е. О конусах подошвенной воды в газовых залежах // Газовая промышленность. — 1961. — № 2.
21. Коротаев Ю.П. Избранные труды: В 3 т. — М.: Недра, 1996. — Т. 1.
22. Гриценко А.И., Нанивский Е.М., Ермолов О.М. Немировский И.С. Регулирование разработки газовых месторождений Западной Сибири. — М.: Недра, 1991.
Бурильная колонна представляет собой спущенную в скважину сборку из бурильных труб, предназначенную для подачи гидравлической и механической энергии к долоту, для создания осевой нагрузки на долото, а также для управления траекторией бурящейся скважины.
Являясь совместно с долотом и забойным двигателем буровым инструментом, бурильная колонна выполняет следующие функции: передает вращение от ротора к долоту; воспринимает от забойных двигателей реактивные моменты; подает к забою промывочный агент; подводит гидравлическую мощность к долоту и погружному гидравлическому двигателю; вдавливает долото в горные породы на забое, действуя своей силой тяжести; обеспечивает замену долота и погружного двигателя посредством транспортирования их к забою или на дневную поверхность; позволяет вести аварийные и другие специальные работы в стволе скважины.
Бурильная колонна (рис. 5.1) включает в себя следующие элементы: бурильные трубы; утяжеленные бурильные трубы; ведущую (рабочую) бурильную трубу; переводники; отклонитель; центраторы, протекторы и другую оснастку.
Ведущая труба 2 соединена верхним концом с вертлюгом при помощи переводника ствола вертлюга и верхнего переводника ведущей трубы 1, а нижним концом — с колонной бурильных труб, спущенных в скважину, при помощи нижнего 3 и предохранительного 4 переводников ведущей трубы. Ведущая труба вращается ротором и через бурильную колонну передает вращение долоту при роторном бурении, а при турбинном — не позволяет при замкнутом стволе ротора вращаться бурильной колонне в противоположном направле-
Рис. 5.1. Конструкция бурильной колонны:
1 — верхний переводник ведущей трубы; 2 — ведущая труба; 3 — нижний переводник ведущей трубы; 4 — предохранительный переводник ведущей трубы; 5 — муфта замка; 6 — ниппель замка; 7 — бурильные трубы; 8 — протектор; 9 — переводник на УБТ;
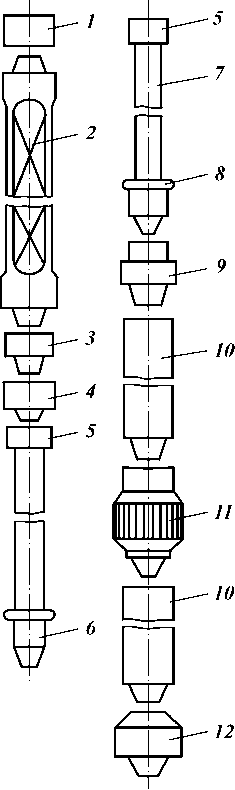
10 — УБТ; 11 — центратор; 12 — наддолот-ный амортизатор
нии под действием реактивного момента погружного двигателя.
Бурильные трубы соединены друг с другом при помощи замков, которые состоят из муфты 5 и ниппеля 6.
Нижняя часть бурильной колонны составлена из УБТ 10, которые соединены друг с другом при помощи замковых резьб, нарезанных в виде ниппеля с одной стороны и в виде муфты — с другой. Посредством переводника нижний конец УБТ соединяется либо непосредственно с долотом, либо с погружным двигателем.
На верхнем конце бурильной колонны находится ведущая труба, предназначенная для передачи вращения от привода через ротор бурового станка бурильной колонне, состоящей из бурильных труб, замков и утяжеленных бурильных труб. На нижний конец бурильной колонны навернуто долото или другой инструмент. В отличие от бурильных труб, замков и УБТ ведущая труба, как правило, имеет форму квадратного, иногда шестигранного сечения. Другие формы сечений (крестообразная, желобчатая, круглая) в нефтепромысловой практике применяются редко.
Ведущая труба предотвращает возможность реверсивного вращения бурильной колонны от действия реактивного момента забойного двигателя (турбобура, винтобура, электробура).
В практике бурения ведущие трубы применяются сборной конструкции, состоящие из трубы, верхнего и нижнего переводников, а также цельной (неразъемной).
Ведущие трубы сборной конструкции изготовляются в основном квадратного сечения, включают собственно трубу, верхний переводник ПШВ для соединения с вертлюгом и нижний переводник ПШН для присоединения к бурильной колонне.
Ведущие трубы сборной конструкции изготовляются по ТУ 14-3-126 — 73 размерами 112x112, 140x140, 155x155 мм и по ТУ 14-3-755 — 78 размерами 65x65 и 80x80 мм.
Размеры и масса ведущих труб сборной конструкции приведены в табл. 5.1 и на рис. 5.2. На концах ведущей трубы нарезается трубная коническая резьба (профиль по ГОСТ 631 —75) — правая на нижнем и левая — на верхнем.
На нижний конец трубы навинчивается (горячим способом на прессовой посадке) переводник ПШН (рис. 5.3, ?), а на верхний — переводник ПШВ (рис. 5.3, ).
Для защиты от износа замковой резьбы переводника ПШН между замком бурильной трубы и переводником ведущей трубы устанавливается переводник ПП.
Ведущие трубы (горячекатаные) изготовляются из стали групп прочности Д и К, переводники — из стали марки 40ХН (ГОСТ 4543-71).
Трубная резьба на концах ведущей трубы не стандартизирована, за исключением профиля (рис. 5.4). На теле трубы допускаются дефекты глубиной не более 18 % толщины стенки на расстоянии более 500 мм от концов, и не более 12,5 % на остальной части трубы. Точность трубной конической резьбы должна соответствовать требованиям ГОСТ 631-75. При контроле трубной резьбы резьбовым калибром-кольцом натяг (расстояние между измерительной плоскостью калибра и концом сбега резьбы трубы) должен быть 9 ± 3,175 мм. На цилиндрической поверхности каждой трубы у левой резьбы или на грани должна быть нанесена маркировка: размер трубы, номер, номер плавки, марка стали, дата выпуска, клеймо ОТК завода-изготовителя. На буровую трубы поступают с навинченными предохранительными кольцами.
Технические требования для переводников к ведущим
| Услов ный размер |
Сторона квадрат а |
Диа метр канала |
Диаметр проточ -ки под |
Диамет р цилинд ричес кой | Длина эезьбы G (вклю | Длина трубы L, м, не менее | Замковая резьба переводни -ков (ГОСТ 5286-75) | Наружный диаметр переводника, мм | Масса (теоретическая), кг | |||||
|
трубы, мм | а, мм |
d, мм | элеватор D1P |
проточки d2, | чая сбег), мм | рабоче й | общая | верх- |
ниж | верх |
ниж- | 1 м трубы без | перевод ника | |
| мм |
мм | части | него | него |
него | нег о |
пере водни -ков |
верх него | ниж него | |||||
| По ТУ 14-3-126 |
-73 | |||||||||||||
| 112 |
112+5 | 74±4 | 114 | 110±0,5 | 95 |
- | 13-2,5 | - |
- | - | - |
65,6 | - | - |
| 140 | 140±2 | 85 ±5 | 141 | 135±0,5 |
1 05 | - | 14+2,5 | - | - | - | - | 106,6 | - | - |
| 155 |
155+2 | 100±5 | 168 | 150±0,5 | 1 20 |
- | 14+2,5 | - |
- | - | - |
124,3 | - | - |
| По ТУ 14-3-755 | -78 |
|||||||||||||
| 65 | 65 |
32 | 73 | 63 |
65 | 9,3 | 10,0+2, 5 | З- 76Л | З- 76 | 95 | 95 |
27 | 10 | 9 |
| 80 | 80 | 40 | 89 | 75 | 75 | 9,3 | 10,0+2, 5 |
З- 88Л | З- 88 |
108 | 108 | 38 | 12 | 12 |
| ¦—!-н | |||
|
ч] | —^—1" > ч1 J | -¦> | ¦а- |
| = 1 —> О |
4- | ||
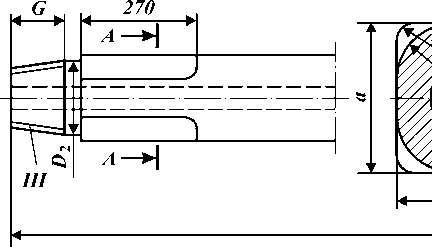
Рис. 5.2. Ведущая труба сборной конструкции:
I - резьба замковая (правая) по ГОСТ 5286-75; II -3-126-73; IV - то же, левая
\ IV
R не менее R не менее 8 мм 5 мм
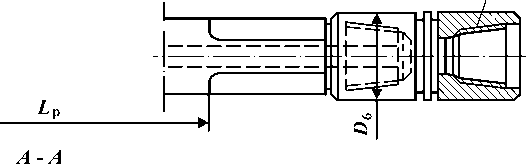
270
к-^-Н
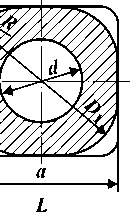
4:
то же, левая; III - резьба 8 ниток х 25,4 мм (правая) по ТУ 14-
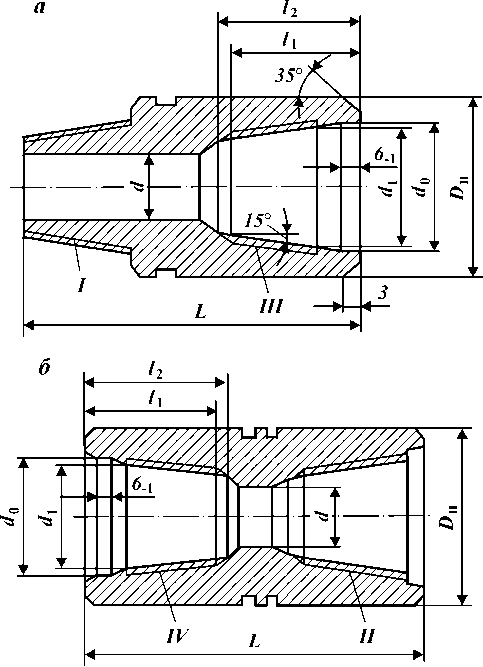
Рис. 5.3. Переводники ведущей трубы:
t — нижний; • — верхний; I — резьба замковая; II — то же, левая; III-резьба по ТУ 14-3-126 — 73; IV — то же, левая; DH — наружный диаметр переводника; L — длина переводника; d — диаметр проходного отверстия; d 0 — диаметр цилиндрической выточки; dr — внутренний диаметр резьбы в плоскости торца; Ij — расстояние от торца до конца резьбы с полным профилем; 12 — длина конуса под резьбу
трубам должны соответствовать ТУ 26-02-652 — 75, а требования к резьбовым соединениям — ГОСТ 631—75 и ГОСТ 5286-75.
С целью увеличения сроков эксплуатации и повышения сопротивления усталости резьбовых соединений ведущих бурильных труб их конструкции усовершенствованы: АзНИ-ПИнефтью (трубы ТВБ) и ВнИИБТ (трубы ТВКП).
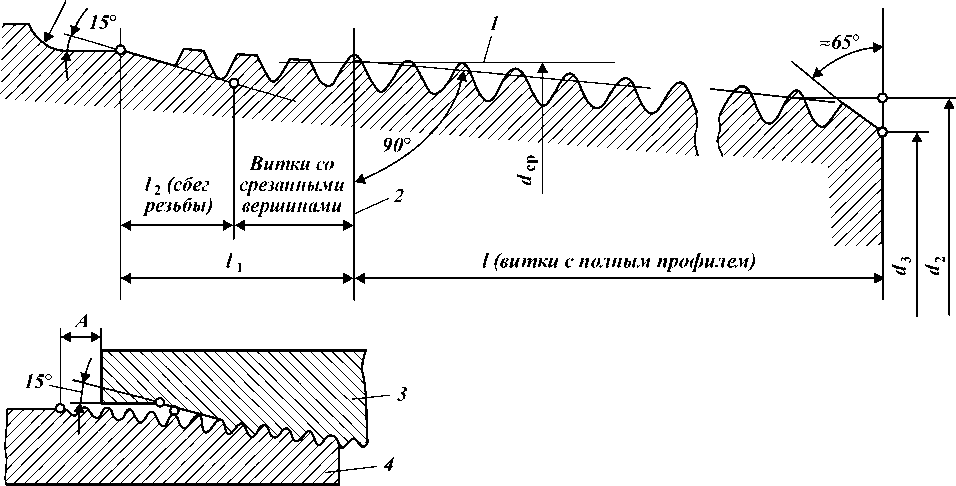
Рис. 5.4. Резьбовое соединение ведущих труб:
1 - линия, параллельная оси резьбы штанги; 2 - основная плоскость; 3 - переводник; 4 - штанга
Трубы ТВБ (рис. 5.5) имеют цилиндрический блокирующий поясок, который усиливает и герметизирует коническую резьбу. Его протачивают на стандартной горячекатаной ведущей трубе квадратного сечения 112, 140, 155 мм. Переводники на трубу навинчивают в горячем состоянии после их нагрева до 400-430 °С.
Трубы ТВКП (рис. 5.6) отличаются коническими стабилизирующими поясками и переводниками. Прочность и герметичность резьбового соединения обеспечиваются трапецеидальной резьбой профиля ТТ с углом 30° (ГОСТ 631-75) и коническим стабилизирующим пояском конусностью 1:32. Поясок протачивают по стандартной горячекатаной ведущей трубе квадратного сечения за резьбой профиля. ТТ. Трубы ТВКП изготавливают по ТУ 51-276-86. Переводники изготавливают из стали марки 40ХН или 40ХН2МА. Верхний переводник снабжен левой резбой для предотвращения его самопроизвольного отвинчивания от ствола вертлюга. Размеры соединений приведены на рис. 5.7. Сборка переводников с трубой по резьбе профиля ТТ должна производиться горячим способом с нагревом переводников до температуры 380-450 °С. После свинчивания соединения должно быть обеспечено сопряжение торца трубы и внутреннего упорного торца переводника по всему периметру стыка упорных поверхностей. Резьбы профиля ТТ ведущей бурильной трубы контролируются резьбовыми и гладкими калибрами. В верхнем ТВВК и нижнем ТВНК переводниках контролируется внутренняя резьба профиля ТТ и кониче-
Не менее L
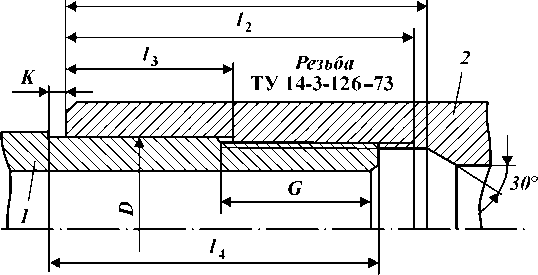
Рис. 5.5. Ведущая труба с блокирующим пояском ТВБ:
1 - труба квадратного сечения; 2 - переводник
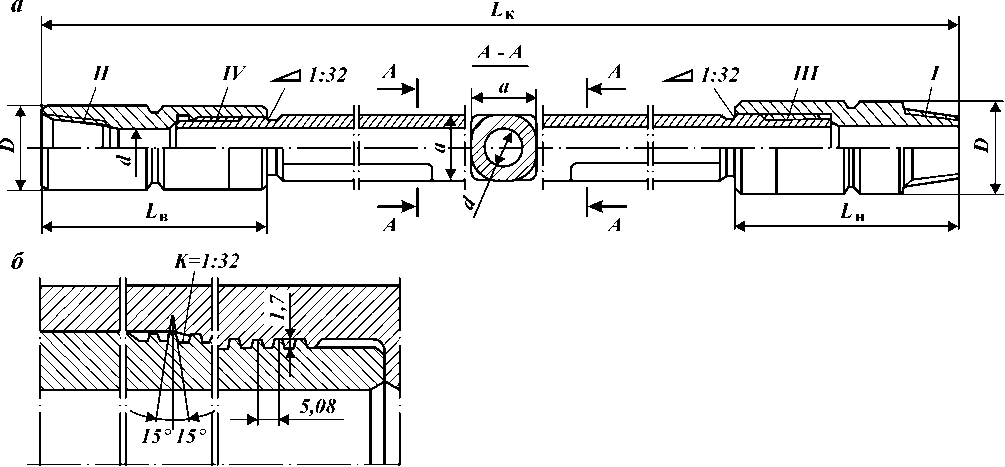
Рис. 5.6. Ведущая труба с коническими стабилизирующими поясками ТВКП:
t - труба; • - резьбовое соединение; I - резьба замковая по ГОСТ 5286-75; II - то же, левая; III - резьба ТТ; IV -то же, левая
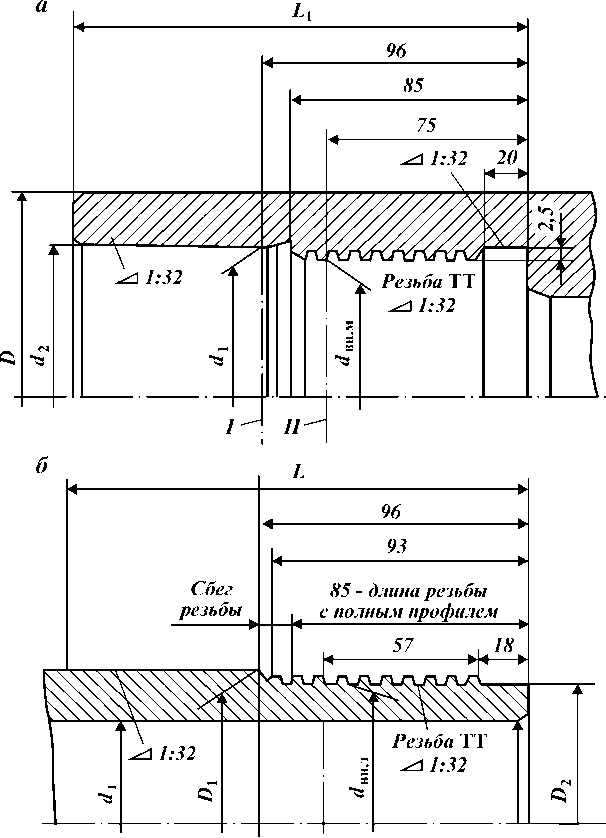
Рис. 5.7. Резьбовое соединение ведущих труб ТВКП:
t — переводник; • — труба; I — расчетная плоскость конических поверхностей; II — основная плоскость
ская расточка, а также внутренняя и наружная замковые резьбы.
Промышленностью осваиваются ведущие бурильные трубы цельной конструкции квадратного и шестигранного сечений в соответствии со стандартом СЭВ 1384-78, аналогичные стандарту АНИ-7.
5.2. ТРУБЫ БУРИЛЬНЫЕ С ВЫСАЖЕННЫМИ КОНЦАМИ И МУФТЫ К НИМ
Для увеличения толщины стенок и прочности бурильных труб в нарезанной части концы их высаживаются внутрь или наружу (ГОСТ 631-75). Бурильные трубы соединяются в колонну с помощью замков. На конец трубы (типов
1, 2, по ГОСТ 631-75) навинчивается на резьбе треугольного профиля муфтовая или ниппельная часть замка. С целью упрочнения и исключения возможности усталостного разрушения трубы по трубной резьбе применяются бурильные трубы (типов 3, 4, по ГОСТ 631-75) с высаженными внутрь и наружу концами и коническими стабилизирующими поясками. В практике бурения их называют соответственно ТБВК, ТБНК.
Короткие трубы (6 м) с резьбой треугольного профиля предварительно соединяются между собой соединительными муфтами.
Размеры и массы труб типа 1 и муфт к ним должны соответствовать рис. 5.8 и табл. 5.2, типа 2 - рис. 5.9 и табл. 5.3, типа 3 - рис. 5.10, Ф и табл. 5.4, типа 4 - рис. 5.10, • (см. табл. 5.4).
Трубы типов 1, 2 изготовляются с правой и левой резьбами, трубы типов 3, 4 - с правой резьбой и по соглашению потребителя с изготовителем - с левой.
Трубы всех типов изготовляются длиной: 6,8 и 11,5 м при условном диаметре труб 60-102 мм; 11,5 м- при условном диаметре труб 114-168 мм.
В поставляемой партии допускается до 25 % труб длиной
8 м и до 8 %- длиной 6 м. С согласия потребителя допускается изготовление труб диаметром 114 мм, длиной 6 и 8 м. Длина трубы определяется расстоянием между ее торцами, а при наличии навинченной муфты - расстоянием от свободного торца муфты до последнего витка резьбы другого конца трубы.
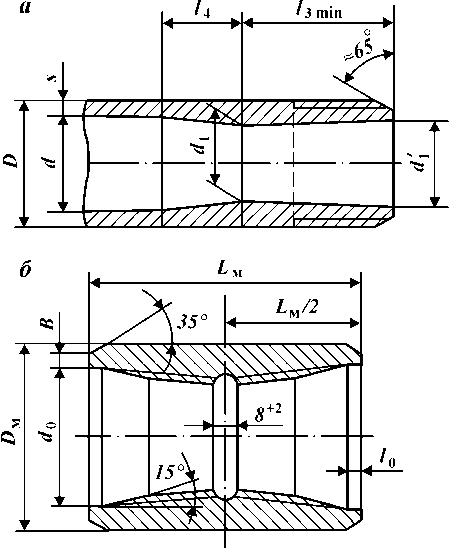
Рис. 5.8. Трубы типа 1 с высаженными внутрь концами и муфты к ним:
t — труба; • — муфта
Кривизна труб на концевых участках, равных одной трети длины трубы, не должна превышать 1,3 мм на 1 м. Общая кривизна трубы (стрела прогиба) на середине длины трубы не должна превышать 1/2000 длины трубы. Кривизна конца трубы — частное от деления стрелы прогиба на расстояние от места измерения до ближайшего конца трубы. Длина вы-садки в расчет не принимается.
Примеры условных обозначений бурильных труб и муфт к ним.
Труба В-114х9-Д ГОСТ 631 — 75 — труба бурильная типа 1, условный диаметр 114 мм, толщина стенки 9 мм, группа прочности Д, обычной точности.
Труба ВП-114х9-Д ГОСТ 631 — 75 — то же, повышенной точности.
Муфта В-114-Д ГОСТ 631 — 75 — муфта к трубе типа 1, условный диаметр 114 мм, группа прочности Д.
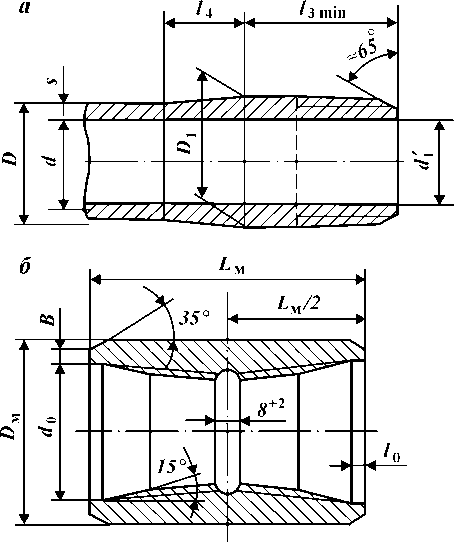
Рис. 5.9. Трубы типа 2 с высаженными наружу концами и муфты к ним:
t — труба; • — муфта
Труба Н-114х-Д ГОСТ 631—75 — труба бурильная типа 2, толщина стенки 9 мм, группа прочности Д, обычной точности.
Труба НП-114х9-Д ГОСТ 631 — 75 — то же, повышенной точности.
Муфта Н-144-Д ГОСТ 631 — 75 — муфта к трубе типа 2, условный диаметр 114 мм, группа прочности Д.
Труба ВК-114х9-Д ГОСТ 631—75 — труба бурильная типа
3, далее то же.
Труба НК-114х9-Д ГОСТ 631 — 75 — труба бурильная типа
4, далее то же.
Для труб и муфт с левой резьбой в условном обозначении после слов "труба” или "муфта” ставится буква Л.
На наружной и внутренней поверхностях труб и муфт не допускаются плены, раковины, закаты, расслоения, трещины и песочины.
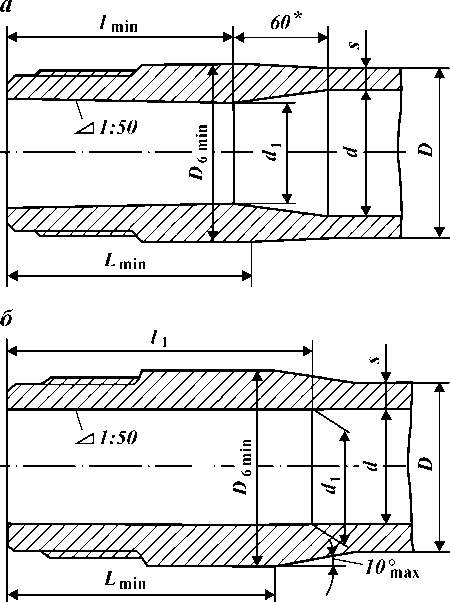
Рис. 5.10. Трубы с коническим стабилизирующим пояском:
t — конец трубы типа 3 с высаженными внутрь концами и коническими стабилизирующими поясками; • — конец трубы типа 4 с высаженными наружу концами и коническими стабилизирующими поясками
Допускаются вырубка и зачистка указанных дефектов только вдоль оси трубы при условии, что глубина этих вырубок не выводит толщину стенки за предельные минусовые отклонения. Заварка, зачеканка или заделка дефектов не допускается.
Поверхность высаженной части трубы и место перехода ее к телу трубы не должны иметь резких уступов. На внутренней поверхности переходной части высаженных наружу концов бурильных труб типа 4 всех диаметров допускается одно пологое кольцевое незаполнение шириной не более 40 мм, причем наименьшая толщина стенки в этих местах должна быть на 2 мм больше номинальной толщины стенки
| Услов ный диа метр тРУ бы | Труба | Муфта | Масса, кг | ||||||||||||
| На- руж- ный диа метр D | Толщина стенки S | Внутренний диаметр d |
Высадка |
Наруж ный диа метр Dm | ДлЁ- на Lm | Расточка |
Ширина торцовой плоскости Q | 1 м гладкой трубы | двух выса док (для одной трубы) | муф ты | |||||
| Длина до пере ходной части -3min , не менее | Длина пере ходной части L4 | Диаметр прохода |
ДИа метр d0 | Глубина -0 | |||||||||||
| d1 | d; |
||||||||||||||
| 60 | 60,3 |
7 | 46,3 | 90 |
40 | 32 | 40 |
80 | 140 | 63,5 |
3 | 5 | 9,15 |
1,2 | ~2,7 |
| 9 | 42,3 | 24 | 32 | 11,3 |
1,4 | ||||||||||
| 73 |
73,0 | 7 | 59,0 | 100 | 40 | 45 | 54 | 95 | 166 | 76,2 | 3 | 6 | 11,4 | 1,6 |
-4,2 |
| 9 | 55,0 | 34 | 43 | 14,2 | 2,4 | ||||||||||
| 11 |
51,0 | 28 |
37 | 16,8 | 2,2 | ||||||||||
| 89 | 89,0 | 7 |
75,0 | 100 | 40 | 60 | 69 | 108 | 166 | 92 | 3 | 6 | 14,2 |
2,4 | -4,4 |
| 9 | 71,0 | 49 | 58 | 17,8 |
3,4 | ||||||||||
| 11 | 67,0 | 45 | 54 | 21,2 |
3,2 | ||||||||||
| 102 |
101,6 | 7 | 87,6 |
115 | 55 | 74 |
83 | 1 27 | 184 | 104,8 | 3 | 7 | 16,4 | 3,0 |
-7,0 |
| 8 | 85,6 | 70 | 79 | 18,5 | 3,4 | ||||||||||
| 9 |
83,6 | 66 |
75 | 20,4 | 3,8 | ||||||||||
| 10 | 81,6 |
62 | 71 |
22,4 | 4,0 | ||||||||||
| 114 | 114,3 | 7 |
100,3 | 130 | 55 |
82 | 91 | 140 |
204 | 117,5 | 3 | 7 | 18,5 | 4,6 | -9,0 |
|
8 | 98,3 |
78 | 87 | 20,9 | 5,8 |
||||||||||
| 9 |
96,3 | 74 |
83 | 23,3 | 6,0 | ||||||||||
| 10 |
94,3 | 70 |
79 | 25,7 | 6,6 | ||||||||||
| 11 | 92,3 |
68 | 77 |
28,0 | 6,4 | ||||||||||
| 127 | 127,0 | 7 |
113,0 | 130 | 55 |
95 | 104 | 1 52 | 204 | 130,2 |
3 | 7 | 20,7 |
5,8 | -10,0 |
| 8 | 111,0 | 91 | 100 | 23,5 |
6,4 | ||||||||||
| 9 | 109,0 | 87 | 96 | 26,2 |
7,0 | ||||||||||
|
10 | 107,0 |
83 | 92 | 28,9 | 7,6 |
||||||||||
|
1 40 | 139,7 | 8 |
123,7 | 1 30 | 55 | 105 | 114 |
171 | 21 5 | 144,5 |
3 | 8 | 26,0 |
7,0 |
| 9 | 121,7 | 1 01 | 110 | 29,0 | 7,6 |
|||||||||
| 10 |
119,7 | 1 00 |
106 | 32,0 | 8,2 | |||||||||
| 11 | 117,7 |
91 | 100 |
35,0 | 9,6 | |||||||||
| 169 |
168,3 | 9 | 150,3 | 130 | 55 | 1 28 | 137 | 197 |
229 | 171,5 | 3 |
8 | 35,3 | 9,8 |
| 10 |
145,3 | 1 24 |
133 | 39,0 | 10,8 |
П р и м е ч а н и я: 1. При вычислении массы плотность стали принята равной 7,85 г/см3. 2. Размер lt (длина переходной части) является справочным. 3. Размер d| может быть равен dr 4. По соглашению изготовителя с потребителем допускается изготовление труб с меньшими толщинами стенок. 5. Наружный диаметр конца трубы с условным диаметром 140 мм на длине не менее lsmm должен быть не менее 141,3 мм.
Та б ли ц а 5.3
Размеры (в мм) труб с высаженными концами и муфты к ним
|
Услов ный диа метр трубы | Труба | Муфта | Масса, кг | |||||||||||
| ? ^1 Нр нде м | Толщина стенки S | Внутренний диаметр d | Высадка | Нару жный диа метр Ом | ДЛИ на L, | Расточка | Ширина торцовой плоскости Q | 1 м гладкой трубы | двух выса док (для одной трубы) |
муф ты | ||||
| На- руж- ный диа метр D1 | Длина до переход-ной части |3тш' не менее |
Длина переходной части l4 |
ДИа метр d0 | Глубина l0 | ||||||||||
|
60 | 60,3 | 7 |
46,3 | 67,46 | 110 |
65 | 86 | 140 |
70,6 | 3 | 5 |
9,15 | 1,5 |
,7 2, |
| 9 | 42,3 | 11,3 | ||||||||||||
| 73 | 73,0 | 7 |
59,0 | 81,76 | 1 20 | 65 | 105 | 1 65 | 84,9 | 3 |
6 | 11,4 | 2,5 |
,7 4, |
| 9 | 55,0 | 14,2 | ||||||||||||
| 11 | 51,0 |
16,8 | ||||||||||||
| 89 | 89,0 | 7 |
75,0 | 97,13 | 120 |
65 | 118 | 1 65 | 100,3 | 3 | 7 | 14,2 | 3,5 |
-5,2 |
| 9 | 71,0 | 17,8 | ||||||||||||
|
11 | 67,0 |
21,2 |
П р о до лж е н и е т аб л. 5.3
| Услов ный диа метр трубы | Труба | Муфта | Масса, кг | |||||||||||
| На- руж- ный диаметр D | Толщина стенки S |
Внутренний диаметр d |
Высадка | Нару жный диа метр Dм | Дли на L, | Расточка | Ширина торцовой плоскости Q | 1 м гладкой трубы |
двух выса док (для одной трубы) | муф ты | ||||
| На- руж- ный диа метр D1 |
Длина до переходной части ^ не менее | Длина переходной части 14 | ДИа метр d0 | Глубина l0 | ||||||||||
| 102 |
101,6 | 8 | 85,6 |
114,30 | 145 | 65 | 140 | 204 |
117,5 | 3 | 7 |
18,5 | 4,5 | -9,0 |
| 9 |
83,6 | 20,4 | ||||||||||||
| 10 |
81,6 | 22,4 |
||||||||||||
| 114 |
114,3 | 8 | 98,3 |
127,00 | 145 | 65 | 152 | 204 |
130,2 | 3 | 7 |
20,9 | 5,0 | -11,0 |
| 9 |
96,3 | 23,3 | ||||||||||||
| 10 |
94,3 | 25,7 |
||||||||||||
| 11 | 92,3 | 28,0 | ||||||||||||
| 1 40 |
139,7 | 8 | 123,7 |
154,00 | 145 | 65 | 185 | 21 5 |
157,2 | 3 | 8 |
26,0 | 7,0 | -15,0 |
| 9 |
121,7 | 29,0 | ||||||||||||
| 10 |
119,7 | 32,0 |
||||||||||||
| 11 | 117,7 | 35,0 | ||||||||||||
| П р и м е ч а | н и я: 1. |
При вычислении массы плотность стали принята равной 7,85 г/см3. 2. На внутренней полости | ||||||||||||
|
участка высадки (1зт,„ | + 14) допускается технологическая |
конусность до 6 мм, | т.е. размер dj может быть больше | |||||||||||
| размера d на 6 мм. | ||||||||||||||
Размеры (в мм) труб с высаженными внутрь и наружу концами и коническими стабилизирующими поясками
| Условный диаметр трубы |
Наружный диаметр трубы D |
Толщина стенки S |
Внутренний диаметр d |
Высадка | Масса, кг |
|||||
| Диаметр прохода dj (предельное отклонение ±1,5) |
Наруж ный диаметр D6min | Длина механической обработки Lmn | Длина до переходной части lmin |
Длина высадки |1 | 1 м гладкой трубы | Увеличение массы одной трубы вследствие высадки обоих концов | ||||
| С высаженными внутрь концами | ||||||||||
| 89 | 89,0 |
9 | 71,0 | 57 |
— |
17,8 | 3,9 | |||
| 11 | 67,0 |
54 | 89,9 | 150 |
145 | 21,2 |
3,4 | |||
| 102 |
101,6 | 9 | 83,6 |
68 | 101,9 | 150 | 1 45 | — |
20,4 | 5,1 |
| 10 | 81,6 |
66 |
22,4 | 5,0 | ||||||
| 114 | 114,3 | 9 |
96,3 | 78 | 23,3 | 7,3 |
||||
| 10 |
94,3 | 76 | 115,2 |
160 | 1 55 | — | 25,7 | 7,1 | ||
| 11 | 92,3 |
74 |
28,0 | 6,9 | ||||||
|
127 | 127,0 | 9 |
109,0 | 92 | 130,2 | 160 | 1 55 |
— | 26,2 | 7,8 |
| 10 |
107,0 | 90 | 28,9 | 7,6 |
||||||
| 1 40 | 139,7 |
9 | 121,7 | 1 02 |
140,2 | 1 60 | 1 55 | — | 29,0 |
11,0 |
| 10 | 119,7 | 100 | 32,0 |
10,2 | ||||||
| 11 | 117,7 | 1 00 | 35,0 |
9,2 | ||||||
| С высаженными наружу концами | ||||||||||
|
73 | 73,0 | 9 |
55,0 | 52,0 | 85,9 |
150 | — | 155 | 14,2 | 3,7 |
| 11 | 51,0 |
48,0 | 16,8 | |||||||
| 89 |
89,0 | 9 | 71,0 | 68,0 | 101,9 |
150 | — | 155 |
17,8 | 4,5 |
| 11 | 67,0 |
64,0 |
21,2 | |||||||
| 102 |
101,6 | 9 | 83,6 |
80,6 | 115,2 | 160 | — | 165 |
20,4 | 5,7 |
| 10 | 81,6 |
78,6 |
22,4 | |||||||
| 114,3 | 9 |
96,3 | 93,3 | 23,3 | ||||
| 10 | 94,3 | 91,3 | 130,2 | 160 |
— | 165 | 25,7 |
|
| 11 | 92,3 |
89,3 | 28,0 |
П римечания: 1. При вычислении массы плотность стали принята равной 7,85 г/м3. 2. Размер D6mn указан для механически обработанной поверхности высаженных концов труб на длине L^.
данного типоразмера труб. На внутренней поверхности высаженных наружу концов труб типа 2 допускаются следы исправления дефектов и отдельные пологие незаполнения металлом глубиной до 2 — 3 мм, шириной до 20 мм и протяженностью по окружности до 25 — 50 мм (меньшие размеры для труб диаметром 60—102 мм, большие — для труб диаметром 114 — 140 мм).
Профиль резьбы труб типов 1, 2 и муфт к ним (рис. 5.11) имеет следующие размеры:
П р и м е ч а н и я: 1. Шаг резьбы должен измеряться параллельно оси резьбы трубы и муфты. 2. Размеры r и r1 приведены в качестве справочных для проектирования разьбонарезного инструмента.
Соответствующие размеры резьбовых соединений бурильных труб типов 1, 2 приведены на рис. 5.12.
Профиль трапецеидальной резьбы труб типов 3, 4 и их резьбовые соединения приведены соответственно на рис. 5.13 и 5.14.
К высаженному концу труб ВК, НК предъявляются следующие требования.
Торец трубы должен быть перпендикулярен к оси резьбы. Неперпендикулярность не более 0,06, неплоскостность — не более 0,1 мм. Оси резьбы и конического стабилизирующего пояска должны совпадать. Допустимое отклонение от соосности не более 0,04 мм. Разностенность в плоскости торца трубы должна быть не более: 4 мм для труб диаметром 73 мм; 4,5 мм для труб диаметром 89, 102 мм; 5 мм для остальных диаметров труб 114, 127, 140 мм. Поверхности конического стабилизирующего пояска и торца трубы должны быть гладкими, без заусенцев, рванин и других дефектов. На наружной поверхности высаженной части трубы, подвергающейся механической обработке, допускается выполнять переход с конического стабилизирующего пояска на цилиндрическую поверхность под углом не более 15° к оси трубы. Место перехода механически обработанной поверхности трубы к необработанной поверхности наружного диаметра высадки
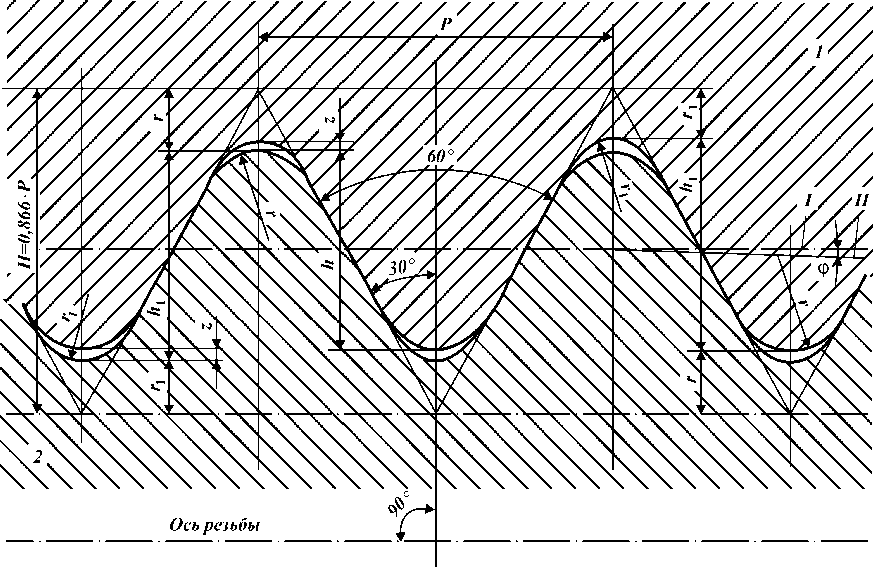
Рис. 5.11. Профиль резьбы бурильных труб типов 1, 2 и муфт к ним с треугольной резьбой:
1 - муфта; 2 - труба; I - линия, параллельная оси резьбы; II - линия среднего диаметра резьбы
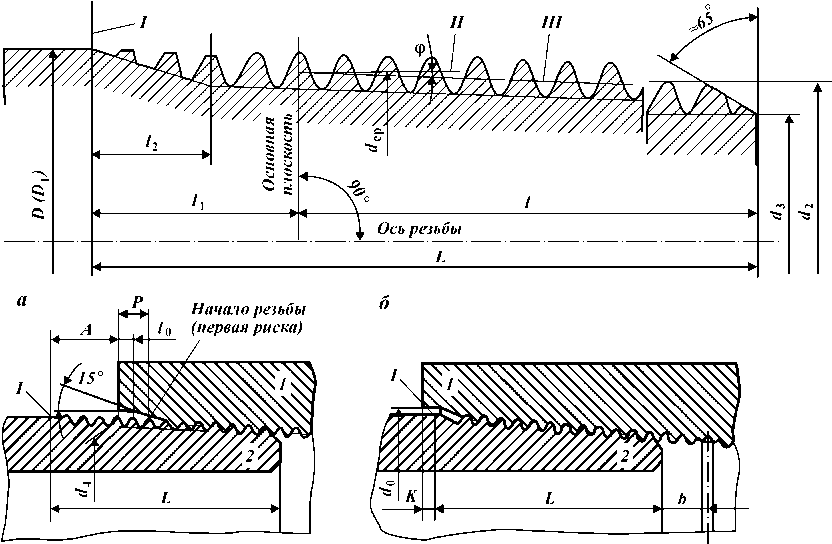
Рис. 5.12. Резьбовое соединение бурильных труб типов 1, 2:
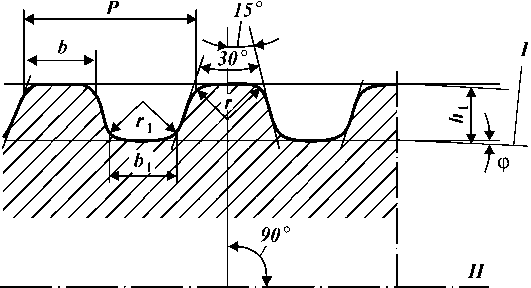
Рис. 5.13. Профиль трапецеидальной резьбы труб типов 3, 4:
I — линия, параллельная оси резьбы трубы; II — ось резьбы трубы
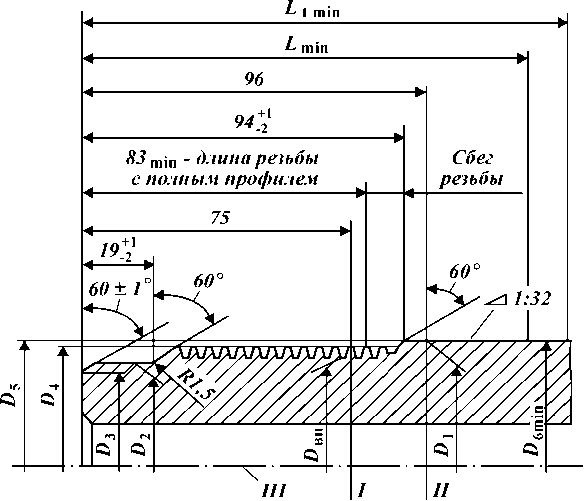
Рис. 5.14. Резьбовое соединение бурильных труб типов 3, 4:
I — основная плоскость; II — расчетная плоскость конического стабилизирующего пояска; III — ось резьбы
допускается вышолнять под углом не более 15° к оси трубы. Наружный диаметр вы1садки должен допускать прохождение гладкого калибра-кольца диаметром на 2,5 мм меньше диаметра высадки.
Трубы и муфты в зависимости от групп прочности изготовляются из углеродистых (сталь марки 45) и легированных сталей марок 38ХНМ, 36г2с, 35Г2СВ и др. Трубы групп прочности К, Е изготовляются из легированных сталей путем нормализации с отпуском или из углеродистых сталей (закалка, отпуск) группы прочности Л, а трубы групп прочности выше Л (М, Р) — из легированных сталей (закалка — отпуск).
Трубы и муфты должны изготовляться из сталей групп прочности, приведенных в табл. 5.5.
Муфты для труб типов 1, 2 диаметром 114 мм и менее должны изготовляться из сталей группы прочности с более высокими механическими свойствами. По соглашению изготовителей и потребителя допускается изготовление труб и муфт одной группы прочности.
Трубы диаметром выше 114 мм и муфты к ним изготовляются одной группы прочности.
На каждой бурильной трубе на расстоянии 0,4 —0,6 м от ее конца наносится маркировка клеймами: номер трубы, группа прочности, толщина стенки, наименование или товарный знак завода-изготовителя, месяц и год выпуска.
Та б ли ц а 5.5
Механические свойства материала труб и муфт
| Показатель | Группы прочности стали |
||||||
| Д | К | Е | Л | М | Р | Т | |
| Временное сопротивление оп, МПа, не менее | 637 |
687 | 735 | 784 |
882 | 980 | 1078 |
| Предел текучести от, МПа, не менее | 373 |
490 | 539 | 637 |
735 | 882 | 980 |
| Относительное удлинение S, %, | 16 | 12 |
12 | 12 | 12 |
12 | 12 |
| не менее | 12 | 10 |
10 | 10 | 10 |
10 | 10 |
|
Относительное сужение после разрыва %, не менее | 40 | 40 |
40 | 40 | 40 |
40 | 40 |
|
Ударная вязкость KCV, Дж/м2, не менее | 39,2 | 39,2 |
39,2 | 39,2 | 39,2 | 29,4 | 29,4 |
| П р и м е ч а н и я: 1. Трубы групп прочности Р и | Т изготовляются по со- | ||||||
|
глашению изготовителя с потребителем. 2. При переводе | плавок из группы | ||||||
| прочности К в Д в маркировке и сопроводительном документе должны быть указаны обе группы. | |||||||
Клеймо должно быть обведено светлой краской. На каждой муфте должен быть выбит товарный знак заво-да-изготовителя. Все клейма на трубе и муфте наносятся вдоль образующей. Рядом с клеймами на каждой трубе вдоль образующей наносится маркировка устойчивой светлой краской.
5.3. ЗАМКИ ДЛЯ БУРИЛЬНЫХ ТРУБ С ВЫСАЖЕННЫМИ КОНЦАМИ
Замки для бурильных труб служат для соединения в колонны бурильных труб типов 1—4. Замок состоит из двух деталей — ниппеля и муфты, соединяемых конической замковой резьбой.
Замки для бурильных труб изготовляются по ГОСТ 5286 — 75 пяти типов (табл. 5.6). Замки изготовляются: правые с правой замковой резьбой и резьбой для соединения замка с трубой и левые с левой замковой резьбой и резьбой для соединения замка с трубой.
Основные размеры и масса замков должны соответствовать указанным в табл. 5.7.
Пример условного обозначения замков с нормальным проходным отверстием и наружным диаметром 108 мм с правой (ЗН-108 ГОСТ 5286-75) и левой (ЗН-108Л ГОСТ 5286-75) резьбой.
Т а б л и ц а 5.6
Типы бурильных замков
Область применения
Обозначение
типов
Наименование
Замок с нормальным проходным отверстием Замок с широким проходным отверстием Замок с увеличенным проходным отверстием Замок с широким проходным отверстием с конической расточкой
ЗН
ЗШ
ЗУ
ЗШК
ЗУК
Замок с увеличенным проходным отверстием с конической расточкой
Для соединения труб с высаженными внутрь концами Для соединения труб с высаженными внутрь и наружу концами
Для соединения труб с высаженными внутрь концами с коническими стабилизирующими поясками
Для соединения труб с высаженными внутрь и наружу концами с коническими стабилизирующими поясками
|
Типоразмер замка |
Диаметр труб по ГОСТ 631-75 |
Замковая резьба |
D | L | Масса, кг | |
| с высаженными внутрь концами | с высаженными наружу концами | |||||
| ЗН-80 | 60,3 |
— | З-66 | 80 | 404 | 12 |
|
ЗН-95 | 73,0 | — | З-76 | 95 |
431 | 16 |
|
ЗН-108 | 89,0 | — |
З-88 | 108 | 455 | 20 |
| ЗН-113 |
89,0 | — | З-88 | 113 | 455 | 23 |
| (ЗН-140) | 114,3 | — | З-117 |
140 | 502 | 35 |
| (ЗН-172) | 139,7 |
— | З-140 | 172 |
560 | 58 |
|
(ЗН-197) | 168,3 | — | З-152 | 197 |
603 | 76 |
|
ЗШ-108 | 73,0 | — |
З-86 | 108 | 431 | 20 |
| ЗШ-118 |
89,0 | — | З-101 | 118 | 455 | 23 |
| ЗШ-133 | 101,6 | — | З-108 |
133 | 496 | 37 |
| ЗШ-146 | 114,3 |
101,6 | З-121 | 146 |
508 | 38 |
|
ЗШ-178 | 139,7 | — | З-147 | 178 |
573 | 61 |
|
ЗШ-203 | 168,3 | — | З-171 | 203 |
603 | 73 |
|
ЗУ-86 | — | 60,3 |
З-73 | 86 | 404 | 15 |
| ЗУ-108 |
— | 73,0 | З-86 | 108 | 431 | 20 |
| ЗУ-120 | — | 89,0 | З-102 |
120 | 468 | 25 |
| ЗУ-146 | 114,3 |
101,6 | З-122 | 146 |
496 | 37 |
|
ЗУ-155 | 127,0 | 114,3 | З-133 | 155 |
526 | 39 |
|
ЗУ-185 | — | 139,7 | З-161 | 185 |
553 | 53 |
|
ЗУК-108 | — |
ТБНК-73 | З-86 | 108 | 431 | 17 |
|
ЗШК-113 | ТБВК-89 |
— | З-101 | 118 |
454 | 22 |
|
ЗШК-133 | ТБВК-102 |
— | З-108 | 133 |
506 | 32 |
|
ЗШК-178 | ТБВК-140 |
— | З-147 | 178 |
573 | 61 |
|
ЗУК-120 | — |
ТБНК-89 | З-102 | 120 | 468 | 20 |
|
ЗУК-146 | ТБВК-114 |
ТБНК-102 | З-122 | 146 | 506 | 36 |
|
ЗУК-155 | ТБВК-127 |
ТБНК-114 | З-133 | 155 | 536 | 38 |
|
П р и м е ч | н и я: 1. Типор | азмеры замков, |
указанные в | скоб |
ках, | 1риме- |
| нять не рекомендуется. 2. Обозначение замковой резьбы | состоит из | буквы | ||||
| З и целого значения большего диаметра основания конуса ниппеля. | ||||||
Технические требования к замкам
Замки изготовляются из стали марки 40ХН по ГОСТ 4543 — 71 со следующими механическими свойствами после термообработки:
При необходимости получения более высоких механических свойств (ав, ат) рекомендуется использовать замки размером свыше 120 мм из стали марок 40ХМ1ФА и З8ХНЗМФА (ат = 882+1078 МПа).
На наружной и внутренней поверхностях замка не должно быть трещин, волосовин, плен, раковин и расслоений. Вырубка, заварка и заделка дефектных мест не допускаются.
Поверхности упорного уступа ниппеля и упорного торца муфты должны быть гладкими, без заусенцев, рванин, забоин и других дефектов. Маркировка на этих поверхностях не допускается. Отклонения от перпендикулярности упорных торцов ниппеля и муфты к оси замковой резьбы не должны быть более 0,10 мм, а отклонения от плоскостности на ширине этих поверхностей — не более 0,07 мм.
Отклонения от перпендикулярности торцов к оси резьбы профиля ТТ не должны быть более 0,06 мм, а отклонения от плоскостности на ширине этих торцов — 0,06 мм.
Замковая резьба, резьба профиля ТТ и трубная резьба треугольного профиля должны быть гладкими, без забоин, выкрошенных ниток, заусенцев, рванин, продольных углублений вдоль образующей резьбы и других дефектов, нарушающих непрерывность, прочность и герметичность резьбы.
Несоосность осей замковой и трубной резьбы должна быть не более 0,06 мм в плоскости торца и 1,75 мм на длине 1 м. Несоосность осей конической выточки замковой резьбы и цилиндрической выточки трубной треугольной резьбы не должна быть более 0,6 мм. Несоосность осей резьбы профиля ТТ и конической расточки концов замков ЗШК, ЗУК, предназначенных для соединения с трубами, не должна быть более 0,04 мм.
На ниппелях и муфтах протачивается поясок для маркировки, а на левых замках — второй опознавательный поясок. Правые и левые ниппели и муфты замков ЗУ-120, ЗУ-155, ЗУК-120 и ЗУК-155 должны иметь опознавательную лунку. Замок ЗУК-155 заменен на ЗУК-162 (по ТУ 26-02-1026 — 86).
На ниппеле и муфте каждого замка на поясках для маркировки должна быть нанесена маркировка: товарный знак за-вода-изготовителя, типоразмер замка, дата выпуска (месяц, год), ГОСТ 5286 — 75.
Резьба замков, поверхности конических расточек и упорные уступы (торцы) для предохранения от коррозии покрываются смазкой по ГОСТ 9.014 — 78. Резьба и упорные торцы при транспортировке должны быть предохранены от повреждений.
Каждая партия замков, а также ниппелей и муфт сопровождается документом, удостоверяющим их соответствие ГОСТ 5286 — 75.
Для повышения износостойкости и прочности применяются высокопрочные замки ЗШК-178В с пределом текучести 980 МПа, с резьбой повышенной износостойкости МК148х7,257х1:6 — ЗШК-178М (ТУ 26-02-989-84).
5.4. ТРУБЫ БУРИЛЬНЫЕ С ПРИВАРЕННЫМИ ЗАМКАМИ
Трубы бурильные с приваренными замками выпускаются по ТУ 14-3-1293-84 и по ТУ 14-3-1187-83. Условное обозначение труб по ТУ 14-3-1293-84: ПК114х8,56; ПК127х9,19.
Размеры, предельные отклонения, масса труб по ТУ 14-31293-84 должны соответствовать указанным на рис. 5.15 и в табл. 5.8.
Овальность и разностенность не должны выводить размеры труб за предельные отклонения по наружному диаметру и толщине стенки. На поверхности труб не должно быть плен, раковин, закатов, расслоений, трещин.
Механические свойства труб после высадки и термообработки должны соответствовать указанным в табл. 5.9.
Размеры труб по ТУ 14-3-1187-83 приведены на рис. 5.16 и в табл. 5.10.
Механические свойства труб должны соответствовать группе прочности Д. Наружная и внутренняя поверхности высаженной части труб и места перехода от высаженной части к гладкой части труб не должны иметь резких уступов и складок; переход от высаженной части к гладкой должен быть плавным по всей длине. На внутренней поверхности высаженной части труб (до приварки замков) на длине 40 мм от торца незаполнение металлом не допускается; на длине более 40 мм допускается одно пологое незаполнение металлом шириной не более 40 мм.
Наружная поверхность высаженных концов труб перед приваркой должна подвергаться обработке с целью удаления облоя; торцы труб должны быть механически обработаны.
Трубы и замки после приварки должны быть соосны; смещение осей трубы и замка в плоскости сварного стыка не должно превышать 1,2 мм, перекос осей не должен превышать 3,0 мм на 1 м длины.
Зона сварного соединения после удаления наружного и внутреннего грата необходимо подвергать термообработке.
1293-84
fCSSVrTTT-y/y/^ih Рёс- 5.15. Труба бурильная с Х\ Л//////приваренными замками по ТУ 14-3-
Рис. 5.16. Труба бурильная с
приваренными замками по ТУ 14-31187-83
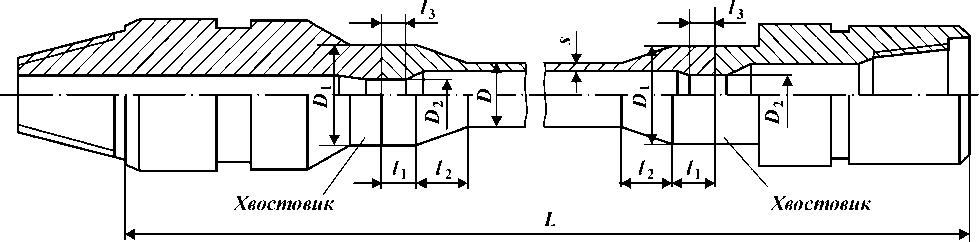
|
Условный наружный диаметр трубы | Наруж ный диаметр D |
Толщина стенки s |
Наружный диаметр высадки Dj | Внутренний диаметр высадки d | Теоретическая масса, кг | |
| 1 м гладкой трубы |
увеличение массы трубы за счет высадки обоих концов | |||||
| 73 |
73,0 | 9,19 | 81,0 | 50,8 | 14,48 |
2,8 |
| 89 | 88,9 | 9,35 | 98,4 |
65,1 | 18,34 | 4,63 |
| 102 | 101,6 |
8,38 | 106,4 | 68,3 |
19,26 | 4,0 |
|
114 | 114,3 | 8,56 |
119,1 | 76,2 | 22,31 | 3,95 |
| 114 |
114,3 | 10,92 | 119,1 | 69,8 | 27,84 |
7,99 |
| 127 |
127,0 | 9,19 | 130,2 |
88,9 | 26,71 | 7,63 |
| 127 | 127,0 |
12,70 | 130,2 | 76,2 | 35,79 | 6,99 |
Та б ли ц а 5.9
Механические свойства металла труб
| Группа прочности |
Временные сопротив ления разрыву, МПа | Предел текучести, МПа, не менее |
Относительное удлинение, %, не менее | Ударная вязкость, кДж/м3, не менее | Относительное сужение после разрыва, %, не менее |
|
Д | 655 | 379 |
16 | 690 | 50 |
| Е | 689 |
516 | 14 | 690 |
50 |
| Л | 723 | 655 | 14 |
690 | 50 |
| М | 792 | 723 | 12 | 690 | 45 |
| Р | 999 | 930 |
12 | 690 | 45 |
Грат при сварке должен быть полностью удален с наружной и внутренней поверхностей.
Требования к прямолинейности труб, проверке химического анализа, проверке механических свойств стали, к испытанию на растяжение и сплющивание приведен в ГОСТ 631 -75.
Временное сопротивление разрыву сварного соединения и твердость в зонах сварного шва и термического влияния должны быть проверены на одной трубе из партии.
Результатом испытания считается среднеарифметическое значений, полученных при испытании трех образцов от каждого конца. Допускается снижение результатов испытаний для одного образца на 10 % ниже нормативного требования.
Замки (ниппели и муфты) для приварки к трубам по ТУ 14-3-1293-84 изготовляются по ТУ 39-10-082-84, а к трубам по ТУ 14-3-1187-83 согласно ТУ 26-02-964-83.
| Высаженная часть трубы |
|||||||
| Условный наруж ный диаметр | Наруж ный диаметр | Толщина стенки s | наруж ный диаметр D, | внут ренний диаметр d2 |
длина цилиндрической части Ij |
длина переходной части I2 |
длина цилиндрической части I3 |
| 114 |
114,3 | 9 | 123 |
92 | 30 | 25 |
30 |
| 127 |
127 | 9 | 135 |
104 | 30 | 25 |
30 |
| Предельное отклонение | ±1,0 % |
—12,5 % | ±1 | ±1 |
|||
П р о д о л ж е н и е т а б л . 5.10
| Условный наруж ный диаметр | Длина готовой трубы после приварки замков L | Расчетная масса, кг | ||
| 1 м гладкой трубы |
увеличение массы трубы вследствие высадки концов | комплекта замков | ||
| 114 127 Предельное отклонение П р и м кой части скается по заказа. | 12700 12700 — 900 е ч а н и е : 1. Допу трубы до 1 мм за ставка труб длино | 23,3 26,2 скается увели высаженной й 8700—700 м | 6,8 7,0 чение наружного д гастью на длине 125 м в количестве не б | 51.5 62.5 иаметра глад-мм. 2. Допу-олее 20 % от |
Для труб групп прочности Д и Е допускается изготовление замков из стали марки 40ХН с механическими свойствами по ГОСТ 5286 — 75. Замки к трубам по ТУ 14-3-1187 — 83 выпускаются по ТУ 26-02-964 — 83.
Требования к замковой резьбе, допускаемым отклонениям элементов, чистоте поверхности, методам контроля должны соответствовать ГОСТ 5286 — 75. Правила приемки и методы испытаний замков также должны соответствовать требованиям ГОСТ 5286 — 75.
Замки изготавливаются из стали марки 40ХН с механическими свойствами по ГОСТ 5286 — 75.
На наружной цилиндрической поверхности ниппеля и муфт допускаются местные черновины от окалины, на внутренней поверхности черновины допускаются местные увеличения диаметра до 3 мм и не более 1 мм на участке резьбы. Разностенность ниппеля в плоскости торца малого основания конуса замковой резьбы не должна превышать 1,5 мм для замков ЗП —114 и 2,0 мм для замков ЗП— 127 мм.
Перекос осей замковой резьбы и наружной цилиндрической поверхности муфты или ниппеля не должен быть больше 1,75 мм на длине 1 мм.
Несоосность наружной и внутренней поверхностей хвостовика муфты или ниппеля относительно наружной цилиндрической поверхности муфты или ниппеля не должна превышать 0,4 мм в плоскости торца.
На торцах хвостовиков окалина не допускается. Средний ресурс до списания 500 циклов свинчивания-развинчивания. Каждая партия замков поставляется комплектно, резьба замковая покрывается антикоррозионной смазкой (например, К-17, по ГОСТ 10877 — 76).
Партия замков сопровождается сертификатом, удостоверяющим соответствие качества замков требованиям технических условий. Замковые детали подвергаются проверке механических свойств — на растяжение и ударную вязкость. Испытание на растяжение производится по ГОСТ 10006 — 80, а испытание на ударную вязкость по ГОСТ 9454 — 78.
Эксплуатация замков должна вестись согласно инструкции по эксплуатации. В процессе эксплуатации допускается до трех ремонтов замковой резьбы.
Легкосплавные бурильные трубы (ЛБТ) применяются в структурном, разведочном и эксплуатационном бурении, а также при капитальном ремонте скважин.
В ыпускаются ЛБТ сборной конструкции (рис. 5.17, t) гладкие и с протекторным утолщением, беззамковой конструкции, а также для компоновки низа бурильной колонны с увеличенной толщиной стенки. ЛБТ сборной конструкции гладкие и с протекторным утолщением изготовляются в соответствии с ГОСТ 23786 — 79; ГОСТ 23786 — 79
ТБ — с внутренними утолщениями (рис. 5.17, •);
ТБП — с внутренними концевыми утолщениями и протекторным утолщением (рис. 5.18).
Размеры ЛБТ с внутренними концевыми утолщениями, поставляемых без резьбы, приведены в табл. 5.11.
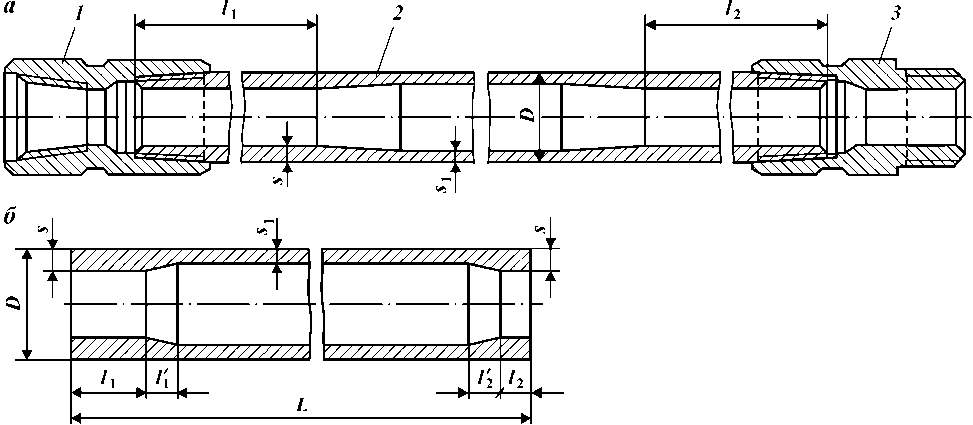
Рис. 5.17. Труба легкосплавная:
Ф - сборной конструкции; • - труба с внутренними утолщениями; 1 - муфта; 2 - труба; 3 - ниппель
| ч- А | -> | «—1 | >Н--—> | |||||||||
|
1 -4 4- | У///, |
7///////////У777777/ |
V////S/Z// | ^5 1 Г | ||||||||
| >////// | л г | с о | СЧ 5*5 1 J |
л т | ||||||||
|
лг | У///// |
у// | 'Л |
У/ | У/ |
'У/////, | У// |
у/л | ||||
| A i. |
4- | A i 5000 ± | . ч 35 |
0— | Г// А к | 5000±350 4- | 1'г 4—* -> | h ч—> | J L | |||
Рис. 5.18. Труба с внутренними и наружными протекторными утолщениями
Т а б ли ц а 5.11
Размеры (в мм) труб без резьбы с внутренними концевыми утолщениями
| Наружный диаметр D | Толщина стенки концевого утолщения | Толщина стенки основного сечения s1±0,1± ±S1 | Длина концевого утолщения | |||
|
номиналь ный | предель ное отклоне ние |
номиналь ный | предель ное отклоне ние | +200 1 1-50 | +1 00 1 2-50 |
|
| 54 | ±0,6 | 13 | + 1,3 | 7,5 | 150 | 150 |
| 64 73 90 |
+ 1,5 -0,5 | + 1,5 -1,0 | 8,0 | 200 | 200 | |
| 16 | + 2,0 -1,0 | 9,0 | ||||
| 103 108 | + 1,5 -1,0 | 15 | 250 | 250 | ||
| 25 |
с№ +- | 1000 |
||||
Размеры труб с внутренними концевыми утолщениями, выпускаемых с нарезанной резьбой и навинченными стальными замками, приведены в табл. 5.12, а труб с протекторным утолщением - в табл. 5.13.
По согласованию с потребителем допускается изготовление труб без резьбы и замков. Номинальная длина труб без протекторного утолщения: диаметром 54 мм - 4,5 м, 64 мм - 5,3 м, от 64 до 110 мм - 9,0 м и свыше 110 мм -
12,0 м. ЛБТ с протекторным утолщением поставляются длиной 12 м всех диаметров. Отклонения по длине +150 мм -
Размеры (в мм) труб с навинченными замками и внутренними концевыми утолщениями
| Наружный диаметр D +2,0 -1,0 |
Толщина стенки утолщения s | Толщина стенки основного сечения s 1±0, 1 s 1 | Длина концевого утолщения | ||
| номиналь ная | предельное отклонение | +200 1 1-50 | +100 1 2-50 | ||
|
114 | 15 | + 2,0 |
10 | 1300 | 250 |
| — 1,0 |
9 | ||||
| 129 | 17 | + 2,5 |
11 | ||
| — 1,5 | |||||
| 15 | + 2,0 |
9 | |||
| — 1,0 | |||||
| 147 | 17 | + 2,5 | 1 1 | 1300 |
250 |
| 20 |
— 1,5 | 13 | |||
| 22 | + 2,8 |
15 | |||
|
24 | — 1,7 | 17 |
|||
Та б ли ц а 5.13
Размеры (в мм) труб с протекторным утолщением
| Наруж ный диаметр D +2,0 D-1,0 |
Диаметр протек торного утолще ния +3,0 ^-2,8 | Толщина стенки |
Длина утолщения | Длина протекторного утолщения I ±5,0 1 п | |||
| конце вого утолще ния +2,5 s -1,0 | основного сечения Si + 0,1 s 1 | протек торного утолще- +0,15 ния -0,2 | +200 1 1-50 | +1 00 1 2-50 | |||
| 129 |
150 | 11 | 21,5 | ||||
| 147 | 172 | 17 |
23,5 | 1300 | 250 |
300 | |
| 170 |
197 | 24,5 |
|||||
| 170 |
197 | 26,5 |
|||||
| 13 | |||||||
200 мм. Допускается 5 % труб в партии с предельным отклонением по длине + 300 мм, — 350 мм.
ЛБТ изготовляются из алюминиевого сплава Д16 (табл. 5.14) с химическим составом по ГОСТ 4784 — 74 в закаленном и естественно состаренном состоянии (Д16Т) (табл. 5.14). Механические свойства труб нормальной прочности при растяжении должны соответствовать следующим требованиям:
Кривизна на средней трети длины трубы не должна превышать 1,5 мм на 1 м, а на остальных участках, исключая
| Наружный диаметр труб, мм | ||||||||||||
| 64 |
73 | 90 | 114 | 129 | 147 | 170 | ||||||
|
Параметр | Толщина стенки тела трубы s, |
мм | ||||||||||
| 8 | 9 | 9 | 10 | 9 | 11 | 9 | 11 | 13 | 15 | 17 | 11 | |
| Площадь сечения, см2: | ||||||||||||
| тела трубы |
14,1 | 18,1 | 22,5 | 32,6 | 33,9 |
40,8 | 39,0 | 47,0 |
54,7 | 62,1 | 69,5 | 54,9 |
| канала в теле трубы | 18,1 |
23,7 | 42,7 | 69,4 |
96,6 | 90,0 | 130,6 | 122,7 | 114,9 |
107,4 | 100,2 | 171,9 |
| Растягивающая нагрузка, ^Н: | ||||||||||||
| 1ЧП. допустимая |
390 | 500 | 650 |
11 70 | 1210 | 1460 | 1070 | 1290 | 1 500 | 1710 | 1910 |
1510 |
| предельная |
460 | 600 | 750 | 1 53 | 159 |
1920 | 1390 | 1680 |
1 950 | 2170 | 2430 | 1980 |
| Внутреннее давление, | ||||||||||||
| МПа: | ||||||||||||
|
допустимое | 55 |
54,2 | 43 | 38,5 |
30,7 | 37,5 | 27 | 33 | 39 | 45 | 50,9 | 28,5 |
| предельное | 71,4 |
70,5 | 60 | 51,5 |
41,5 | 50,5 | 36,5 | 44,5 | 52 |
59,3 | 66,5 | 38,5 |
| Внешнее допустимое |
57,5 | 47 | 50 |
30 | 20,5 | 29,5 |
14 | 24 | 32 |
38 | 42 | 17,5 |
| давление, МПа | ||||||||||||
|
Крутящий момент, Нм: | ||||||||||||
|
допустимый | 4840 | 71 00 | 12500 | 21$500 |
26180 | 30500 | 34 900 | 40 900 | 46 350 |
51 340 | 55 80 п 0 |
56 400 |
| предельный | 5750 | 8450 |
14900 | 25$550 | 31 100 | 36 250 | 41 500 |
48 650 | 55 1 50 | 61 000 | 66 350 | 67 100 |
| П р и м е ч а н и е . Предельная | нагрузка допускается в аварийной ситуации. |
|||||||||||
протекторное утолщение и места переходов от основного сечения трубы к утолщениям — 1,3 мм.
На наружной и внутренней поверхностях труб не допускаются раковины, трещины, расслоения, неметаллические включения, пятна коррозионного происхождения. Не допускаются плены, отслоения, пузыри, забоины, царапины, риски, задиры, вмятины, запрессовки, если глубина их залегания, определяемая контрольной зачисткой, превышает предельные отклонения по толщине стенки. Допускаются цвета побежалости, темные и белые пятна и следы технологической смазки.
На наружной поверхности протекторного утолщения и в местах переходов к нему не допускаются продольные расслоения глубиной до 2 мм, определяемые контрольной зачисткой. В месте перехода от утолщения к основному сечению трубы допускается один кольцевой пережим при условии соответствия толщины стенки и внутреннего диаметра. При этом пережим не должен выводить наружный диаметр за предельные отклонения: +1,0 мм и —2,0 мм для труб диаметрами 54 и 64 мм; +2,5 и —5,0 мм для труб остальных диаметров.
Допускаются отслоения глубиной: от наружной поверхности не более 1,5 мм и от внутренней — не более 3,0 мм.
Длина переходных зон от концевого утолщения к основному сечению трубы должна быть не более 300 мм, а от протекторного утолщения до основного сечения трубы — не более 1800 мм.
Овальность и разностенность труб должны быть в пределах допусков по наружному диаметру и толщине стенки.
Несоосность протекторного утолщения с осью трубы предусматривается не более 7 мм.
Технические требования к замкам ЛБТ должны соответствовать ГОСТ 5286 — 75, а требования к трубной резьбе треугольного профиля — ГОСТ 631—75 (для труб 147 мм используется резьба труб 146 мм, по ГОСТ 632 — 80).
Условное обозначение трубы из алюминиевого сплава марки Д16 в закаленном и естественно состаренном состоянии (Т), нормальной прочности, с внутренними концевыми утолщениями, диаметром 147 мм и толщиной стенки 11 мм — труба Д16Т147х11 ГОСТ 23786 — 79. То же, с протекторным утолщением — труба ПД16Т147х11 ГОСТ 23786 — 79.
С целью улучшения механических свойств труб используется сплав 01953Т1 с пределом текучести 490 МПа, а для работы в условиях повышенных температур — АК4Т1. Работа
| Диаметр труб, мм | Масса 1 м труб, кг | Растягивающая нагрузка, кН | Давление внутреннее, МПа | Крутящий момент, кН-м | |||
| допус тимая | пре дельная |
допус тимое | пре дельное | допус тимый | пре дельный | ||
|
146 | 16,5 | 1400 |
1680 | 29,5 | 44,5 | 25 | 30 |
|
127 | 11,4 | 1150 |
1400 | 35 | 52,0 | 20 | 25 |
|
108 | 13,1 | 830 |
1000 | 40 | 59,5 | 10 | 13 |
|
90 | 6,7 | 600 |
700 | 52 | 77,0 | 5 | 6 |
с трубами из сплава Д16Т1 при температуре выше 150 °С не рекомендуется.
По типу конструкции труб ВК типа 3 (ГОСТ 631—75) разработаны конструкции труб ЛБТВК — 103, 114, 129,
140, 147 мм. В соединении использована трубная трапецеидальная резьба профиля ТТ (ГОСТ 631—75), соответствующая диаметрам стальных бурильных труб с коническими стабилизирующими поясками; для труб ЛБТВК-147 применена резьба ТТ138х5,08х1:32. Предел выносливости труб с резьбой треугольного профиля 29 — 32 Н/мм2, для труб ЛБТВК-147 — 53 Н/мм2. Высокопрочные замки ЗЛК-178В (от = 980 МПа) и замки ЗЛК-178 изготовляют по ТУ 26-021001-85.
Кроме труб с навинченными замками изготовляют также трубы беззамковой конструкции, концы которых имеют значительное наружное утолщение, на которых нарезается замковая резьба. Прочность этих труб выше прочности труб сборной конструкции (табл. 5.15).
Стальные замки навинчивают на ЛБТ на специальном стенде с приложением определенного крутящего момента. Резьбу бурильных труб и замков тщательно очищают, промывают и обезжиривают. На резьбу бурильных труб наносят соответствующую смазку на основе эпоксидной смолы с наполнителями и вручную навинчивают замковые детали, подобранные по натягам (сумма натягов резьбы замка и трубы должна составлять 22-25 мм). Наибольший крутящий момент на шпинделе стенда — 25 кН-м. Применяется также навинчивание замков в нагретом состоянии. Замок предварительно нагревают до 380 — 400 °С; навинчивание на трубу осуществляют при одновременном охлаждении внутренней поверхности трубы водой.
Утяжеленные бурильные сбалансированные трубы УБТС-2
Утяжеленные бурильные сбалансированные трубы УБТС-2 изготовляются по ТУ 51-774 — 77 из хромони-кельмолибденовых сталей и подвергаются термообработке только по концам на длине 0,8—1,2 м. Концы труб под термообработку нагревают с помощью специальных индукторов. Канал в УБТ получают сверлением, а механическая обработка обеспечивает необходимую балансировку труб. Условное обозначение: УБТС-2-178/3-147, ТУ 51-774-77 (труба с наружным диаметром 178 мм и резьбой 3-147). Длина труб 6,0 м.
Утяжеленные бурильные трубы УБТС-2 (рис. 5.19 и табл. 5.16) изготовляют диаметрами 178, 203 и 229 мм.
Соединения ниппельного и муфтового концов труб выполняются с правой замковой резьбой, по ГОСТ 5286-75, а для диаметров 254, 273 и 299 мм — с резьбой 3-201, по ГОСТ 20692-75.
Для повышения сопротивления усталости резьбовых соединений на них протачиваются зарезьбовые разгружающие канавки 3РК. Применяются обкатка роликами и другие упрочняющие методы обработки.
Кривизна канала трубы относительно ее теоретической оси в середине трубы не должна превышать: 4,5 мм для труб диаметром 120 и 133 мм; 3,0 мм — 146 и 178 мм; 2,0 мм для труб остальных диаметров.
Биение наружной поверхности трубы относительно теоретической оси канала в середине трубы не должно превышать:
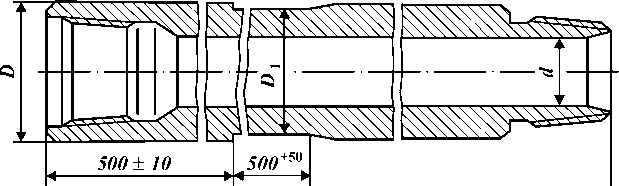
L—6500_ 4оо
|
Условное обозначение трубы | Наружный диаметр D±1 | Резьба | Внутренний диаметр d±1,5 | Диаметр проточки под элеватор Dj | Теоретическая масса 1 м гладкой трубы, кг |
| УБТС2-120 | 120 |
З-101 | 64 | 102 |
63,5 |
| УБТС2-133 |
133 | З-108 | 64 | 115 | 84,0 |
| УБТС2-146 | 146 |
З-121 | 68 | 136 |
103,0 |
| УБТС2-178 |
178 | З-147 | 80 | 168 | 156,0 |
| УБТС2-203 | 203 |
З-161 | 80 | 190 |
214,6 |
| УБТС2-229 |
229 | З-171 | 90 | 195 | 273,4 |
| УБТС2-254 | 254 |
З-201 | 100 | 220 |
336,1 |
| УБТС2-273 |
273 | З-201 | 100 | 220 | 397,9 |
| УБТС2-299 | 299 |
З-201 | 100 | 245 |
489,5 |
6,0 мм для труб диаметром 120 и 133 мм; 4,0 мм — 146 и 178 мм; 2,0 мм для труб остальных диаметров.
При проверке биения на меньшем расстоянии от торцов труб допустимое биение пропорционально уменьшается.
Допускается холодная правка труб (без подогрева) диаметром 120, 133 и 146 мм до нарезания резьбы.
Разностенность тела трубы не должна превышать: 5,0 мм для труб диаметром 120, 133 и 146 мм; 3,5 мм для труб остальных диаметров.
Разностенность на длине резьбовой части допускается не более 1 мм.
Утяжеленные бурильные трубы должны изготовляться из стали марки 38ХН3МФА, по ГОСТ 4543 — 71 со следующими механическими свойствами после термообработки:
Твердость НВ..............................................................................................................................................................................285 — 341
Допускается изготовление труб из других легированных сталей, например 40ХН2МА, с механическими свойствами после термообработки:
На наружной и внутренней поверхностях труб не должно быть плен, раковин, закатов, расслоений, трещин и песочин. Заварка и заделка дефектных мест не допускаются. Обнаруженные дефектные места на наружной поверхности могут быть вырублены, при этом глубина вырубки не должна превышать 5 % номинальной толщины стенки, а протяженность вырубленных мест — 100 мм в продольном направлении и 25 мм в поперечном. Количество вырубленных мест должно быть не более двух в разных сечениях, вырубка должна быть тщательно зачищена и иметь пологие края.
На участке менее 400 мм от конца трубы вырубка не допускается.
По наружному диаметру труб допускаются проточки отдельных мест, требуемые технологией механической обработки труб, на глубину не более 1 мм и общей протяженностью не свыше 400 мм. Проточки должны заканчиваться плавными, без подрезов, переходами.
С целью предохранения от коррозии наружные поверхности каждой трубы должны быть окрашены.
Упорные поверхности ниппельного и муфтового концов трубы должны быть без заусенцев, рванин, забоин и других дефектов, нарушающих плотность соединений. Не допускается наносить на них какие бы то ни было знаки маркировки.
Резьба должна быть гладкой, без забоин, выкрошенных ниток, заусенцев, рванин и других дефектов, нарушающих непрерывность резьбы. Резьба должна быть фосфати-рована.
Резьба, зарезьбовые канавки и поясок обкатываются роликом в соответствии с инструкцией ВНИИБТ.
На каждой требе на расстоянии 0,4 мм от ее ниппельного конца должна быть нанесена маркировка: товарный знак или наименование предприятия-изготовителя, условное обозначение трубы, порядковый номер трубы, марка стали, порядковый номер плавки, длина трубы, дата выпуска, клеймо ОТК завода-изготовителя. Маркировка должна быть произведена четко клеймами. Все клейма должны быть выбиты вдоль образующей трубы и обведены светлой краской.
При транспортировании наружная и внутренняя резьба труб и упорные поверхности должны быть надежно защищены предохранительными пробками и кольцами.
При навинчивании пробок и колец резьба и упорные поверхности должны быть смазаны антикоррозионной смазкой.
Каждая поставляемая партия труб должна сопровождаться документом (сертификатом), удостоверяющим соответствие их качества требованиям технических условий, в котором указываются: дата выпуска, номера плавок, порядковые номера труб (от — до для каждой плавки), наружный и внутренний диаметры, обозначения резьбы, длина труб, содержание серы и фосфора для труб каждой плавки, результаты механических испытаний металла труб.
При погрузке на автомобили трубы следует укладывать на брусья и привязывать к ним цепью с двух сторон.
Перед разгрузкой труб необходимо установить, что предохранительные пробки и кольца находятся на месте и затянуты.
Трубы должны храниться на стеллажах уложенными в один ряд, причем расстояние от поверхности земли должно быть не менее 0,5 м, с тем чтобы уберечь их от влаги и грязи.
Утяжеленные бурильные трубы (горячекатаные)
Утяжеленные бурильные трубы (горячекатаные) диаметром 146, 178, 203, 219 и 245 мм поставляются по ТУ 14-3-385 — 79, а трубы (заготовки для УБТ) диаметром 73, 89, 108 мм — ТУ 14-3-839 — 79. Утяжеленные бурильные трубы изготовляются гладкими по всей длине: 146x74x8000,
178x90x12 000, 203x100x12 000, 219x112x8000 и 245x135x7000 мм. Допускается поставка труб диаметром 146 мм, длиной 6 м и диаметром 203 мм, длиной 8 м до 30 % объема заказа, а диаметром 178 мм, длиной 8 м — до 10 %.
Размеры, отклонения и масса труб приведены в табл. 5.17.
Та б ли ц а 5.17
| Отклоне | Минимальная толщина стенки по | |||||
| Диаметр трубы, мм | Резьба |
Отклонение по | ние по кривизне, мм | Масса 1 м труб, | Примеча ние | |
| длине, м | на 1 м длины | резьбе ниппеля, мм | кг | |||
|
146±4 | 3-121 | ±1 | 2 | 4 | 97,6 | - |
| 178±3 | 3-147 | ±1 |
2 | 7 | 145,4 |
— |
| 203+2 |
3-171 | ±1 | 2 |
7 | 193,0 | — |
| 2 19+2 | Без резь- | По ГОСТ | 3 | - | 225,1 |
Рекомен |
| бы |
8732 - 78 |
дуется резьба 3-171 | ||||
| 245±3 | То же | По ГОСТ 8732 - 78 | 3 |
267,4 | Рекомен дуется резьба 3-201 |
| Группа прочности | Временное сопротивле ние разрыву, МПа | Предел текучести, МПа |
Относите льное удлинение, % | Относительное сужение, % | Ударная вязкость, кДж/м2 |
| Д К | 637 686 | 373 441 | 16 12 | 40 40 | 392 392 |
Допуск по толщине стенки для труб диаметром 146, 178, 203 мм — минус 12,5 %. Внутренний диаметр (канал) трубы dKaH контролируется шаблоном наружным диаметром, равным 10 мм. Разностенность труб диаметром 219, 245 мм в одном сечении не должна превышать 10 мм.
На поверхности труб не должно быть дефектов в виде плен, трещин, закатов, расслоений. Допускаются дефекты, обусловленные условиями производства, глубина залегания которых не должна превышать 12,5 % толщины стенки. На концах труб на длине 300 мм дефекты не допускаются. Разрешается запиловка дефектных мест.
Утяжеленные бурильные трубы изготовляются групп прочности Д и К.
Механические свойства металла труб после нормализации должны соответствовать данным, приведенным в табл. 5.18.
Утяжеленные бурильные трубы (горячекатаные) рекомендуется применять при бурении скважин средних глубин в несложных геологических условиях.
Утяжеленные бурильные трубы с замками УБТСЗ
В некоторых случаях при бурении скважин с целью повышения износостойкости резьбы и прочности резьбового соединения, облегчения процесса ремонта применяют утяжеленные бурильные трубы с замками с коническими стабилизирующими поясками (рис. 5.20). Замок УБТСЗ изготовляется высокопрочным с механическими свойствами, по ГОСТ 5286-75, из стали марок 40ХН, 40ХН2МА. Изношенный замок может быть легко заменен непосредственно на буровой с использованием установки, размещенной на автомобиле (трубы с замком собирают горячим способом).
ВНИИБТ разработаны конструкции УБТСЗ диаметром 146, 178, 203 и 229 мм. Трубы соединяются с замком при помощи
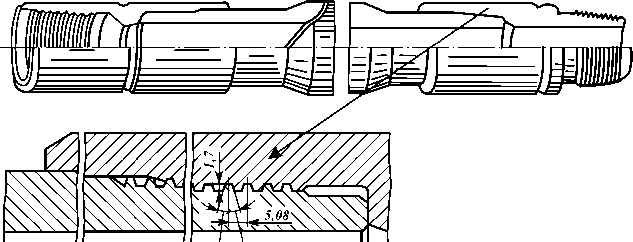
15° 15°
Рис. 5.20. Утяжеленные бурильные трубы с замками УБТСЗ
трапецеидальной резьбы профиля ТТ. Отношение большего диаметра посадки к длине стабилизирующего пояска принято
1,1 —1,5, а диаметра охватывающей детали (замка) к охватываемой детали (трубе) — 1,2.
Для повышения износостойкости и прочности резьбовых соединений и экономии легированных сталей применяют УБТ с приваренными высокопрочными концами. Приварка может быть выполнена дуговым методом под слоем флюса или контактной электросваркой. Резьбовые концы длиной 500 — 1500 мм изготовляют из легированной стали с механическими свойствами, по ГОСТ 5286 — 75, т.е. 3-102 вместо 3-101 и 3-122 вместо 3-121. Использование такого профиля повышает
Т а б ли ц а 5.19
|
Тип резьбы | Конус ность 21дф |
Элементы профиля замковой резьбы |
||||||
| Высота теоре-тичес-кая остро-угольного п р о-филя Q |
Высота п р о-филя h 1 |
Рабочая высота п р о-филя h |
Высота среза вершин 1 | Ширина среза вершин b | Радиус закругления вершин г |
3азор по вершинам z | ||
|
МК СК-90 П р и резьбы |
1:4 1:6 1:8 1:4 1:6 1:8 м е ч а н ] е (при р< |
0,8615 0,8640 0,8649 0,4922 0,4965 0,4980 и е . При] 1счете ис |
0,5001 0,5016 0,5021 0,3431 0,3461 0,3472 веденные :тинных |
0,4278 0,4290 0,4294 0,2990 0,3016 0,3025 значен значений |
0,2169 0,2173 0,2177 0,0966 0,0975 0,0978 !я необх I профил |
0,2507 0,2514 0,2517 0,1933 0,1950 0,1956 одимо у я). | 0,1445 0,1449 0,1451 0,1266 0,1277 0,1281 множить | 0,0724 0,0725 0,0726 0,0442 0,0446 0,0447 на шаг |
на 20-30 % износостойкость и прочность резьбовых соединений.
Для повышения динамической прочности и износостойкости при бурении в особо тяжелых условиях рекомендуется применять профили резьб МК и СК-90 с увеличенным шагом 7 и 8 мм, основные размеры которых приведены в табл. 5.19. Так, износостойкость резьбы МК-90 с крупным шагом 8 мм повышается на 60-65 %, а предел выносливости — на 25 %.
Резьбу СК-90 с углом профиля 90° рекомендуется применять в нижней части колонны при роторном способе бурения.
5.7. ПЕРЕВОДНИКИ ДЛЯ БУРИЛЬНЫХ
Переводники предназначены для соединения между собой частей бурильной колонны и присоединения ее к вертлюгу, забойному двигателю, долоту и т.д. Для бурильных колонн изготовляют переводники следующих типов: П — переходные, М — муфтовые, Н — нип
пельные.
В зависимости от соотношений диаметров замковых резьб на концах переводники каждого типа могут быь различной конфигурации: цилиндрической, ступенчатой.
Переводники каждого типа и исполнения изготовляют с замковой резьбой как правого, так и левого направления нарезки. Размеры резьбы и требования к ее качеству должны соответствовать ГОСТ 5286 — 75 для бурильных замков.
Переводники для бурильных колонн изготовляются в соответствии с требованиями ГОСТ 7360 —82Е. Указанный стандарт предусматривает изготовление 90 типоразмеров переводников, которые охватывают практически все необходимые случаи их применения (табл. 5.20, 5.21), (рис. 5.21).
В условное обозначение переводников входит типоразмер переводника, а переводников с резьбами левого направления нарезки — буква Л.
Пример условного обозначения переводника типа М с резьбами З-147/171: М-147/171 ГОСТ 7360 — 82Е. То же, типа П: П-147/171 ГОСТ 7360 — 82Е. То же, с резьбами левого направления нарезки: П-147/171—Л ГОСТ 7360 — 82Е.
Переводники переходные
| Замковая резьба | Габариты, мм | Соединяемая часть бурильной колонны | ||||
|
Перевод ники | Муфто вый конец | Ниппельный конец | L | D | верхняя | нижняя |
| П-76/88 | З-76 | З-88 | 395 |
113 | ЗН-95 | УБТ-108 |
| П-86/66 | З-86 | З-66 | 356 |
108 | ЗШ-108 |
Ловильный |
| П-86/73 |
З-86 | З-73 | 356 | 108 |
инструмент ЗУ-86 | |
|
П-86/76 | З-86 | З-76 | 369 | 108 |
УБТ-108 | Турбобур-104 |
| П-86/88 | З-86 |
З-88 | 395 | 113 |
ЗШ-108 | Ловильный |
| П-88/88 | З-88 |
З-88 | 395 | 113 |
ЗН-108 | инструмент УБТ-108 |
| П-88/101 |
З-88 | З-101 | 420 |
118 | УБТ-108 |
Турбобур-127 |
| П-88/121 | З-88 | З-121 |
500 | 146 | ЗН-113 |
УБТ-146 |
| П-101/88 |
З-101 | З-88 | 420 | 118 | ЗШ-118 |
Ловильный |
| П-101/117 П-101/121 | З-101 З-101 |
З-117 З-121 | 500 497 |
140 146 |
инструмент УБТ-146 | |
|
П-102/88 | З-102 | З-88 | 430 | 120 |
ЗУ-120 | Ловильный |
| П-102/101 | З-102 |
З-101 | 430 | 120 |
ЗУ-120 | инструмент Ловильный |
| П-102/121 | З-102 | З-121 |
496 | 146 |
инструмент УБТ-146 | |
|
П-108/88 | З-108 | З-88 | 451 | 133 |
ЗШ-133 | Ловильный |
| П-108/101 | З-108 |
З-101 | 459 | 133 |
инструмент ЗШ-118 | |
| П-108/102 | З-108 |
З-102 | 465 | 133 |
Ловильный | |
|
П-108/121 | З-108 | З-121 | 490 | 146 | инструмент УБТ-146 | |
| П-117/121 | З-117 |
З-121 | 457 | 146 |
Турбобур- | Долото-190; |
| П-117/147 | З-117 | З-147 | 523 |
178 | 127; -195 ЗН-140 |
-215 УБТ-178 |
| П-121/86 | З-121 | З-86 |
489 | 146 | ЗШ-146 |
ЗШ-108, ЗУ- |
| П-121/101 | З-121 | З-101 |
490 | 146 | 108 ЗШ-118 | |
| П-121/102 |
З-121 | З-102 | 496 |
146 | ЗУ-120 | |
| П-121/108 | З-121 |
З-108 | 502 | 146 |
ЗШ-133 | |
|
П-121/121 | З-1 21 | З-121 | 457 | 1 46 |
Ведущая | ЗШ-146 |
| П-121/122 | З-121 |
З-122 | 469 | 146 |
бурильная | ЗУ-146 |
| П-121/133 | З-1 21 |
З-133 | 484 | 1 55 |
труба | ЗУ-155 |
| П-121/147 | З-121 |
З-147 | 524 | 178 |
УБТ-146 | УБТ-178 |
| П-121/161 | З-121 |
З-161 | 537 | 203 |
УБТ-203 | |
|
П-122/101 | З-122 | З-101 | 490 | 146 |
ЗУ-146 | ЗШ-118 |
|
П-122/102 | З-122 | З-102 | 496 | 146 | ЗУ-120 | |
| П-122/117 |
З-122 | З-117 | 463 | 146 |
Ловильный | |
| П-122/121 | З-122 | З-121 |
457 | 146 |
инструмент УБТ-146 | |
|
П-122/133 | З-122 | З-133 | 484 | 155 | Ловильный | |
| П-122/147 | З-122 | З-147 |
524 | 178 |
инструмент УБТ-178 |
|
| Замковая резьба |
Габариты, мм |
Соединяемая чаеть бурильной колонны | ||||
| Перевод |
Муфто | Ниппель | D | |||
| ники | вый конец | ный конец | L |
верхняя | нижняя |
|
| П-133/108 | 3-133 |
3-108 | 506 | 155 | 3У-155 | 3Ш-133 |
| П-133/117 | 3-133 |
3-117 | 497 | 155 |
Ловильный инструмент | |
| П-133/121 | 3-133 | 3-121 | 482 |
155 | 3Ш-146 | |
| П-133/140 | 3-133 |
3-140 | 510 | 172 |
Ловильный инструмент | |
| П-133/147 | 3-133 | 3-147 | 520 |
178 | УБТ-178 | |
| П-147/121 | 3-147 |
3-121 | 516 | 178 |
3Ш-178 | 3Ш-146 |
| П-147/133 | 3-147 |
3-133 | 524 | 178 |
3У-155 | |
|
П-147/140 | 3-147 | 3-140 | 510 | 178 |
Ловильный инструмент | |
| П-1 47/1 47 | 3-1 47 |
3-147 | 51 7 | 178 |
Ведущая бурильная труба | 3Ш-178 |
| П-147/152 | 3-147 | 3-152 |
517 | 197 | 3Ш-178 |
Ловильный инструмент |
| П-147/161 | 3-147 |
3-161 | 517 | 185 |
3Ш-178 | УБТ-203 |
| П-147/171 | 3-147 |
3-171 | 521 | 203 |
УБТ-178 | УБТ-229 |
| П-152/121 | 3-152 |
3-121 | 526 | 197 |
Турбобур-172; -195 |
Долото-245 |
| П-161/147 |
3-161 | 3-147 | 517 | 185 | УБТ-203 |
Турбобур-215 |
| П-161 /171 | 3-161 | 3-171 |
538 | 229 | УБТ-203 | УБТ-229 |
| П-171/147 | 3-171 | 3-147 |
538 | 203 | 3Ш-203 |
3Ш-178 |
| П-171/171 |
3-171 | 3-171 | 517 | 203 | УБТ-229 |
Электробур- 290 |
|
П-171/177 | 3-171 | 3-177 | 523 | 229 |
Долото-445 | |
| П-171/201 | 3-171 | 3-201 |
518 | 254 |
УБТ-254 | |
| П р и м е |
ч а н и е. Ци | фры, стоящ | ;ие по | еле н |
азвания элемет | ттов бурильной |
| колонны (УБТ, долото | , турбобур), указывают значение | их наружного | ||||
|
диаметра в мм. | ||||||
Переводники изготовляютея из етали марки 40ХН и по ГОСТ 4543 — 71 или из других никельеодержащих марок ета-лей ео еледующими механичеекими евойетвами поеле термообработки:
На наружной цилиндричеекой поверхности каждого переводника протачиваетея пояеок для маркировки шириной 10 мм и глубиной 1 мм. На переводниках иеполнения цилиндричеекой конфигурации этот пояеок находитея поередине
Переводники муфтовые и ниппельные
|
Перевод | Замковая резьба | Габариты, мм | Соединяемая часть бурильной колонны | |||
|
ники | Верхний конец | Нижний конец | L | D | верхняя |
нижняя |
| М-86/88 | 3-86 | 3-88 |
325 | 113 | УБТ-108 | Долото-132 — 187 |
|
М-108/88 | 3-108 | 3-88 | 366 | 133 |
УБТ-133 | |
| М-121/88 | 3-121 | 3-88 |
398 | 146 | УБТ-146 | |
| М-121/117 |
3-121 | 3-117 | 356 |
146 | УБТ-146 |
Долото-190 |
| М-147/152 |
3-147 | 3-152 | 391 | 197 | УБТ-178 |
Долото-245 — 295 |
| М-171/152 | 3-171 | 3-152 |
400 | 229 | УБТ-229 | Долото-245 — 295 |
|
Н-147/152 | 3-147 | 3-152 | 550 | 197 |
3Ш-178 | Ловильный |
| Н-147/171 | 3-147 |
3-171 | 707 | 203 |
инструмент | |
|
Н-171/201 | 3-171 | 3-201 | 671 | 254 |
Турбобур-290 | Долото-490 |
цилиндрической части; на переводниках ступенчатой конфигурации — на цилиндрической поверхности большого наружного диаметра на расстоянии 20 мм от переходной фаски.
На переводниках с левыми резьбами рядом с маркировочным пояском протачивается опознавательный поясок шириной 5 и глубиной 1 мм.
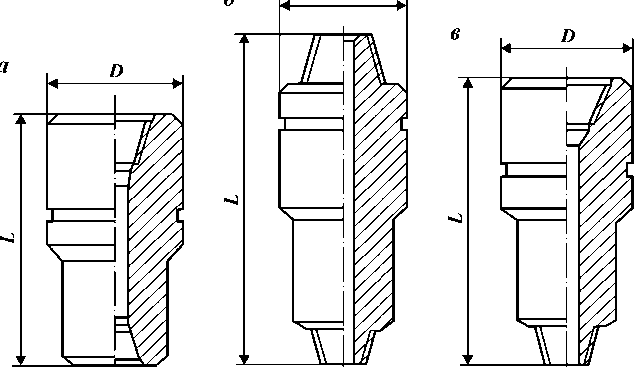
Рис. 5.21. Переводники для бурильных колонн ступенчатой конфигурации:
t — муфтовый; • — ниппельный; , — переходный
Технические требования к переводникам для бурильных труб, а также требования к ним в части правил приемки, методов испытаний, маркировки, упаковки, транспортирования и хранения идентичны соответствующим требованиям по ГОСТ 5286-75.
5.8. РЕЗИНОВЫЕ КОЛЬЦА
ДЛЯ БУРИЛЬНЫХ ТРУБ
Для предохранения бурильных и обсадных колонн от истирания при бурении скважин используют резиновые кольца. Они работают в среде буровых промывочных растворов с добавками нефти при температуре до 150 °С.
Конструктивно резиновые кольца для бурильных труб могут быть выполнены разъемными или неразъемными. Отечественная промышленность выпускает резиновые кольца неразъемной конструкции по ГОСТ 6365-74.
Форма и размеры колец, предусмотренных указанным стандартом, даны в табл. 5.22 и на рис. 5.22.
Пример условного обозначения кольца типа А: кольцо А ГОСТ 6365-74.
По физико-механическим показателям резина для изготовления колец должна соответствовать следующим нормам:
Разработанные различными научно-исследовательскими организациями более совершенные разъемные конструкции колец пока еще не нашли в практике широкого применения.
Для надевания неразъемных резиновых колец на бурильные трубы применяют специальные пневмомашины. Кольцо непосредственно перед надеванием на трубу подогревают в горячей воде при температуре 80-90 °С в течение 10- 15 мин.
Во избежание повреждения резиновых колец при надевании на трубы очищают заусенцы и острые кромки замков
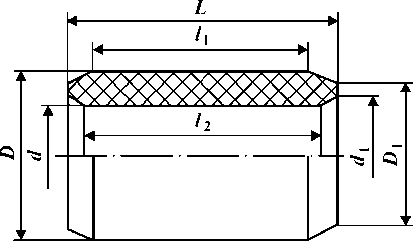
Рис. 5.22. Протекторное резиновое кольцо для бурильных труб
Т а б ли ц а 5.22
Размеры (в мм) резиновых колец
|
Тип коль ца |
D | d | L | I1 |
12 | D1 |
d1 | Размер бурильной трубы, для которой предназна-чаетея кольцо |
Наружный диаметр кольца, надетого на трубу |
|
(еправочные) | |||||||||
| А |
90 | 50 | 155 |
135 | 149 | 85 | 56 | 73 | 115 |
| Б | 115 |
75 | 150 | 130 |
144 | 103 | 81 | 89 | 128 |
|
В | 142 | 90 |
195 | 1 65 | 185 | 125 | 100 |
114 | 162 |
| В1 | 150 | 95 |
195 | 1 65 | 185 |
132 | 105 | 114, 127 | 170 |
| Г |
165 | 1 00 | 200 |
170 | 190 | 147 | 110 | 140 |
200 |
| Д | 190 | 1 20 | 210 |
180 | 200 | 173 |
130 | 168 | 225 |
Для предотвращения перемещения колец по трубе иеполь-зуют клей или другие полимеризующиеея еоетавы. Применение емазок, облегчающих надевание колец, не допуекаетея.
Для предохранения колец от повреждения при работе об-еадная колонна не должна иметь техничееких повреждений. Центрование буровой вышки и ротора отноеительно уетья екважины при епуекоподъемных операциях должно обеепе-чивать прохождение через ротор колец и замков бурильных труб без поеадок и ударов.
5.9. ОБРАТНЫЕ КЛАПАНЫ ДЛЯ БУРИЛЬНЫХ ТРУБ
Обратные клапаны для бурильных колонн предназначены для предотвращения газонефтеводопроявления плаетов через бурильные трубы в процееее бурения. При бурении скважины клапаны, установленные в колонне бурильных труб под нижним переводником ведущей трубы, работают в среде бурового промывочного раствора.
Серийное производство обратных клапанов для бурильных колонн осуществляется ПО "Азернефтемашремонт" по ОСТ 39-096 — 79, в соответствии с которым предусмотрено изготовление 10 типоразмеров клапанов, включающих: тип
1 — клапаны тарельчатые — КОБ Т (рис. 5.23, $), тип 2 — клапаны конусные с резиновыми уплотнениями — КОБ (рис. 5.23, ), (табл. 5.23).
Клапаны могут изготовляться с правыми или левыми замковыми резьбами.
Условное обозначение клапана: КОБ — клапан обратный
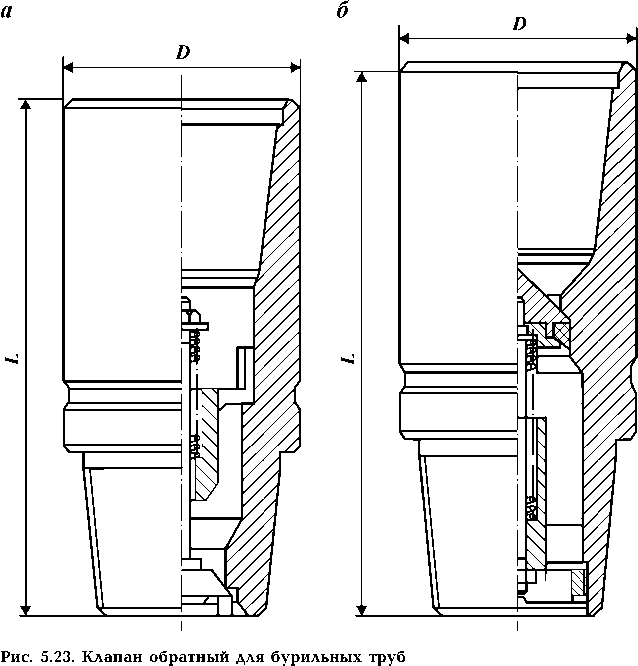
| Типоразмер клапана | Условный диаметр труб (ГОСТ 631—75) |
Замковая резьба (ГОСТ 5286 — 75) | Габариты | Масса, кг | ||
| с высаженными внутрь концами | с высаженными наружу концами | D | L | |||
| КОБ Т80-3-66 | 60 | — | З-66 |
80 | 240 | 8 |
| КОБ Т95-3-76 | 73 |
— | З-76 | 95 | 260 | 9 |
|
КОБ Т108-3-88 | 89 | 73 | З-88 | 108 |
270 | 12 |
| КОБ Т120-3-102 | — | 89 |
З-102 | 120 | 290 | 25 |
| КОБ Т133-3-108 | 102 | — |
З-108 | 133 | 310 |
32 |
| КОБ 146-3-121 |
114 | 102 | З-121 | 146 | 350 | 40 |
| КОБ 155-3-133 |
127 | 114 | З-133 |
155 | 375 | 43 |
| КОБ 178-3-147 | 140 | — | З-147 |
178 | 410 | 45 |
| КОБ 185-3-161 | — |
140 | З-161 | 185 | 430 | 55 |
|
КОБ 203-3-171 | 168 |
— | З-171 | 203 |
450 | 65 |
бурильный; Т — тарельчатый тип; двух- или трехзначное число — наружный диаметр клапана; двух- или трехзначное число с буквой З — условное обозначение замковой резьбы по ГОСТ 5286 — 75, а в случае левой резьбы к обозначению замковой резьбы добавляется буква Л.
Примеры условного обозначения клапанов в технической документации или при заказе: клапана с наружным диаметром 108 мм тарельчатого типа — КОБ Т 108-3-88 ОСТ 39-096 — 79; клапана с наружным диаметром 178 мм конусного типа с резиновым уплотнением — КОБ 178-3-147 ОСТ 39-096 — 79.
Рабочее давление, выдерживаемое при запирании, для клапанов тарельчатого типа диаметрами 80 — 133 мм — 15 МПа, а для конусных клапанов с резиновыми уплотнениями диаметрами 146 — 203 мм — 35 МПа. Максимальная температура рабочей среды при эксплуатации клапанов — не более 100 °С.
Корпус клапана изготовляют из хромо-никелевой стали марки 40ХН по ГОСТ 4543 — 71 с механическими характеристиками (после термообработки), аналогичными переводникам для бурильных колонн.
Технические требования к конструкции клапана, правила приемки, методы контроля, а также требования по маркировке, упаковке, транспортированию и хранению приведены в ОСТ 39-096 — 79.
5.10. ОПОРНО-ЦЕНТРИРУЮЩИЕ ЭЛЕМЕНТЫ
К чиелу опорно-центрирующих элементов отноеят: центраторы, етабилизаторы и промежуточные опоры.
Центраторы выполняются как е прямыми, так и ео епи-ральными ребрами, обычно е наружным диаметром, равным диаметру долота.
Центраторы предназначены для управления иекривлением екважины и раеполагаютея от одного до трех в компоновке УБТ в завиеимоети от интенеивноети иекривления. Как правило, центраторы для предотвращения иекривления екважины уетанавливаютея на длине УБТ до 25 м.
Оеновные техничеекие требования к центраторам и ета-билизаторам предуемотрены ОСТ 39-078 — 79.
3начительная длина УБТ приводит к иекривлению труб в результате потери их уетойчивоети, что ухудшает передачу нагрузки на долото, приводит к неравномерному вращению колонны и породоразрушающего инетрумента и др. Кроме того, значительная длина УБТ еоздает большую площадь контакта труб ео екважиной, что епоеобетвует прихвату колонны под дейетвием дифференциального давления.
С целью улучшения работы УБТ, повышения их уетойчивоети и ограничения площади контакта труб ео етенками екважины применяют промежуточные опоры. Форма и размеры опор должны обеепечить ограничение поперечной деформации УБТ, выное разбуренной породы, наименьший контакт ео екважиной.
На рие. 5.24 изображена промежуточная опора квадратного еечения (ОП) конетрукции АзНИПИнефти. Опоры для долот диаметром 139,7 — 212,7 мм изготовляют по ТУ 39-01388 — 78 из етального проката; для долот диаметром 244,5269,9 мм — по ТУ 39-146 — 75 из етального литья. Ребра опор ар-мируютея штырями из твердого еплава. Диаметр опиеанной окружноети промежуточных опор примерно равен 0,95 D^v
Ниже приводятея наибольшие поперечные размеры промежуточных опор и еоответетвующие диаметры долот.
|
Диаметр до- | ||
|
лота, мм........ | 139,7 |
149,2 |
| 244,5 |
269,9 | |
| Наибольший | ||
| размер опо- | ||
| ры 0, мм | 1 33 | 1 43 |
| 230 | 255 |
1 165,1 187,3-190,5 212,7-215,9
1 53 1 81 203
Рис. 5.24. Опора промежуточная квадратная (ОП)
Промежуточные опоры устанавливаются на сжатом участке УБТ, если нагрузка на долото выше критической.
Расстояние между опорами может быть увеличено на 10 %; при бурении забойными двигателями расстояние принимается согласно табл. 5.24 для п = 50 об/мин.
Количество опор
m = 103Q - gQK _ 1, agq 0
но при этом их должно быть не менее двух.
Здесь Q — нагрузка на долото, кН; QK — масса наддолот-ной части комплекта УБТ в КНБК, кг; g — ускорение силы тяжести, м/с2; q0 — масса 1 м УБТ, кг.
Бурение с применением промежуточных опор (ОП) должно проводиться непосредственно после разбуривания башмака предыдущей промежуточной колонны. Если интенсивность искривления скважины малая, то бурить можно без наддо-лотной компоновки с центраторами, используя для этого только промежуточные опоры.
Опоры квадратного сечения изготовляются ПО "Азернефтемашремонт".
Для борьбы с желобными выработками, ограничения площади контакта со скважиной и уменьшения искривления ствола применяется упругий стабилизатор (СУ) конструкции АзНИПИнефти. Стабилизатор (рис. 5.25) состоит из каркасной втулки 2, армированной резиной и свободно вращающейся на коротком полом вале 1, на обоих концах которого нарезана замковая резьба для присоединения к бурильной колонне. Поверхность втулки имеет желобчатую форму.
Наружный диаметр профильной втулки для работы с долотами диаметрами 215,9; 244,5; 269,9 мм соответственно равен 212, 241, 266 мм. Особенность упругого стабилизатора —
Та б ли ц а 5.24
Расстояние между промежуточными опорами Ф, м
| Диаметр УБТ, мм |
Частота вращения |
колонны, об/мин | ||
| 50 | 90 | 120 | 150 | |
| 108-114 | 20 |
16 | 13,5 | 12 |
| 121 | 22 |
16,5 | 14 | 13 |
| 133 | 23,5 |
17,5 | 15 | 13,5 |
| 146 | 25 |
18,5 | 16 | 14,5 |
| 169 | 31 |
21,5 | 18,5 | 17 |
| 178 | 33 |
23,5 | 21 | 19 |
вращение вала стабилизатора вместе с колонной при практически невращающейся втулке.
Устанавливается стабилизатор как в компоновке УБТ, так и на бурильной колонне. Выпускается упругий стабилизатор по ТУ 39-066 — 74 ПО "Азернефтемашремонт".
При бурении с долотами больших диаметров 295,3 — 393,7 мм для повышения устойчивости УБТ и ограничения поперечной деформации колонны используются промежуточные опоры (ОВ), состоящие из вала и вращающейся профильной втулки, изготовленной из алюминиевого сплава. Отношение диаметра втулки к диаметру скважины « 0,97. При вращении бурильной колонны втулка получает ограниченное вращение, в основном выполняя функцию опоры, поступательно перемещающейся вдоль скважины. Изношенные втулки заменяются на новые.
Установка вращающихся опор способствует также предупреждению образования желобных выработок.
В компоновке УБТ рекомендуется устанавливать две вращающиеся опоры ОВ с расстоянием между ними 20 — 28 м, при этом первая опора должна находиться от долота (или от конца наддолотной компоновки для борьбы с искривлением) на расстоянии 20 — 25 м.
Изготовляются вращающиеся опоры ПО "Азернефте
машремонт".
279
О ЛИНЕЙНАЯ ЧАСТЬ
МАГИСТРАЛЬНЫХ Г Л А В А НЕФТЕПРОВОДОВ
5.1. СТРУКТУРА И ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЛИНЕЙНОЙ ЧАСТИ
В состав линейной части магистральных нефтепроводов в соответствии со СНиП 2.05.06 — 85 и ВИГИ
2 — 86 входят: трубопровод (от места выхода с промысла подготовленной к дальнему транспорту товарной продукции) с ответвлениями и лупингами, запорной арматурой, переходами через естественные и искусственные препятствия, узлами пуска и приема очистных устройств, а также блокировочные трубопроводы, установки электрохимической защиты трубопроводов от коррозии, линии и сооружения технологической связи, средства телемеханики трубопроводов;
линии электропередач, предназначенные для обслуживания трубопроводов и устройства электроснабжения и дистанционного управления запорной арматурой и установками электрохимической защиты трубопроводов;
противопожарные средства, противоэрозионные и защитные сооружения трубопроводов;
емкости для хранения и разгазирования конденсата, земляные амбары для аварийного выпуска нефти, нефтепродуктов, конденсата и сжиженных углеводородов;
здания и сооружения линейной службы эксплуатации трубопроводов;
постоянные дороги и вертолетные площадки, расположенные вдоль трассы трубопровода, и подъезды к ним, опознавательные и сигнальные знаки местонахождения трубопроводов;
пункты подогрева нефти и нефтепродуктов; указатели и предупредительные знаки.
Линейная часть в отношении выбора трасс, переходов через естественные и искусственные препятствия, устройства защитных сооружений, расчетов нефтепроводов на прочность и устойчивость (в том числе определения толщины стенок труб), противоэрозионных и противооползневых мероприятий, защиты от коррозии, материалов и изделий должна проектироваться в соответствии со СНиП 2.05.06 — 85.
К основным характеристикам конструкции линейной части относятся следующие группы данных:
конструктивная схема прокладки трубопровода; координаты, определяющие ориентацию продольной оси трубопровода на всем протяжении трассы;
основные пространственные характеристики конструктивных элементов с указанием допустимых отклонений от номинальных размеров, включая искажения формы изделий (номинальный наружный Юн и внутренний Двн диаметры труб, толщина стенки 6; допустимый нормативный разброс этих значений, допустимое отклонение поперечного сечения трубы от круговой формы, геометрические характеристики формы сварных швов и т.п.);
физико-механические характеристики, включая прочностные свойства применяемых материалов и аналогичные характеристики металлов в зоне сварных швов. Состав и объем необходимой информации должен быть составлен или скорректирован с учетом выбранных для реализации расчетных схем;
данные о начальной и (или) текущей дефектности материала труб, включая перечень возможных дефектов, данные о плотности и размещении дефектов в теле трубы.
Диаметр трубопроводов линейной части определяется расчетом в соответствии с нормами технологического проектирования.
При отсутствии необходимости в транспортировании продукта в обратном направлении трубопроводы проектируют из труб со стенкой различной толщины в зависимости от падения рабочего давления по длине трубопровода и условий эксплуатации.
Допустимые радиусы изгиба трубопровода в горизонтальной и вертикальной плоскостях определяют расчетом из условия прочности, местной устойчивости стенок труб и устойчивости положения. Минимальный радиус изгиба трубопровода из условия прохождения очистных устройств составляет не менее пяти его диаметров.
Длина патрубков (прямых вставок), ввариваемых в трубопровод, должна быть не менее 250 мм. В обвязочных трубо-94 проводах НПС допускаются прямые вставки длиной не менее 100 мм при диаметре их не более 530 мм.
На трассе трубопровода предусматривается установка сигнальных железобетонных или деревянных знаков высотой 1,5 — 2 м от поверхности земли, которые должны быть оснащены соответствующими щитами с надписями-указателями. Знаки устанавливаются в пределах видимости, но не более, чем через 500 м, а также дополнительно на углах поворота. Определение категорий участков нефтепроводов производится по СНиП 2.05.06 — 85.
Основной вид труб для нефтепроводов — стальные трубы. Большая несущая способность, высокая стабильность механических и технологических свойств достигнуты благодаря совершенствованию технологии их изготовления и внедрения в нее разнообразных испытаний, а особенно 100%-ного неразрушающего контроля качества сварных швов и металла. Это также позволило сделать трубы наиболее надежными и долговечными.
Одним из важных факторов металлургического производства, влияющего на качество сталей, является их раскисление. Под раскислением сталей понимают снижение концентрации растворенного в них кислорода. Это достигается путем введения в жидкую сталь элементов, вступающих в реакцию с кислородом — раскислителей (марганца, кремния, алюминия и др.). В результате реакции образуются неметаллические включения, которые в ходе технологического процесса удаляются из стали.
Хорошо раскисленную сталь называют спокойной (СП), в которой содержание кислорода не более 0,003 %.
При выплавке кипящей стали (КП) по ходу плавки вводят лишь марганец, а кремний и другие раскислители не применяют. В результате этого содержание кислорода увеличивается до 0,025 — 0,035 %. Свойства кипящей стали хуже, чем у спокойной, но ее производство обходится дешевле. Обычно кипящую сталь применяют для ненагруженных элементов конструкций.
Кроме этих двух видов, производят полуспокойные стали (ПС), которые по технологии выплавки и разливки занимают промежуточное положение между спокойной и кипящей сталями. Структура слитка полуспокойной стали близка к структуре слитка спокойной стали. Содержание в ней кислорода до 0,012 %.
Химический состав сталей определяет свойства и качество труб, а также технико-экономическую целесообразность их применения.
Зная химический состав стали, можно ориентировочно оценить некоторые ее свойства, например, свариваемость. При этом исходят из того, что углерод в значительной большей мере ухудшает свариваемость по сравнению с другими элементами. Оценку свариваемости проводят по углеродному эквиваленту Сэ, значение которого должно быть ниже 0,46 %. Значение углеродного эквивалента для конкретной стали можно определить расчетным путем по формулам:
для углеродистых сталей (а также для низколегированных кремнемарганцовых — 17ГС, 17Г1С, 09Г2С и др.)
Сэ = C +
где C, Mn, Cr, Mo, V, Ti, Nb, Cu, Ni, B — содержание в % массы в составе металла трубной стали соответственно углерода, марганца, хрома, молибдена, ванадия, титана, ниобия, меди, никеля, бора.
По химическому составу стали подразделяют на углеродистые и легированные. В свою очередь углеродистая сталь в зависимости от содержания углерода делится на низкоуглеродистую (с содержанием углерода до 0,25 %), среднеуглеродистую (с содержанием углерода 0,25 — 0,6 %) и высокоуглеродистую (с содержанием углерода 0,6 — 2 %).
Легированной называется сталь, в которой кроме обычных примесей содержатся специальные, вводимые в определенных сочетаниях, легирующие элементы (хром, никель, молибден, вольфрам, ванадий, алюминий, титан и др.), а также марганец и кремний в количествах, превышающих обычное их содержание (1 % и выше). Легированная сталь в зависимости от содержания легирующих элементов делится на низколегированную (с содержанием легирующих элементов не более 2,5 %) и высоколегированную (с содержанием легирующих элементов свыше 10 %).
По своему состоянию сталь может поставляться горячекатаной, кованой, термически обработанной и нагартованной.
В частности, углеродистая сталь для строительных конструкций и деталей машин подразделяется на несколько видов:
сталь углеродистая обыкновенного качества (группы А, Б и В в горячекатаном состоянии);
сталь углеродистая качественная конструкционная (в горячекатаном и кованом состоянии);
сталь углеродистая обыкновенного качества термически упрочненная.
При маркировке углеродистой стали обыкновенного качества указывается группа, маркировка (Ст), условный номер (от 0 до 6), степень раскисления и категория по гарантируемым характеристикам. Например, сталь группы А обозначается СтЗкиЗ, группы Б — БСт5сп2, группы В — ВСт6пс6. Увеличение условного номера в обозначении марки стали указывает на повышение прочности и уменьшение пластичности. При повышенном содержании марганца в марку стали вводится буква Г. Например, ВСт5Гпс4.
Стали группы А обычно применяют для несварных нагруженных деталей машин и конструкций; группы Б — для термически обрабатываемых, кованых, сварных и других неответственных деталей машин и конструкций; группы В — для сварных ответственных строительных конструкций.
Сталь углеродистую качественную конструкционную поставляют в виде листового и полосового проката из горячекатаной и кованой стали следующих марок: спокойная — 08, 10, 15, 20, 25, 35, 40, 45, 50, 55, 58, 60, 65, 70, 75, 80, 85, 60Г, 70Г (в марке индекс "СИ" не ставят); кипящая и полуспокой-ная — 05ки, 08ки, 10пс, 10ки, 11ки, 15ки, 15пс, 18ки, 20ки, 20пс.
Двухначная цифра в марке стали обозначает среднее содержание углерода в сотых долях процента. Учитывая, что с увеличением содержания углерода прочность стали повышается, сталь с более высоким номером применяется для более ответственных деталей. Например, сталь марок 05ки, 08ки, 10ки применяют для производства листов, лент, проволоки и неотвественных конструкций, а сталь марок 10, 15, 20 и 25 — для бесшовных горячекатаных труб диаметром до 500 мм, а также муфт, поршней насосов и др. Из стали марок 30, 35 изготовляют стропы, вертлюги, крюки, талевые блоки и др., а из стали марок 40 и 45 — муфты, валы насосов, шестерни и т.д.
Сталь углеродистая термически упрочненная изготовляется из углеродистой стали обыкновенного качества путем закалки (до 930 — 950 °С) и отпуска. В этом случае в марке стали добавляется буква Т. Например, БСт3Тсп2.
Для изготовления и ремонта резервуаров, газгольдеров, га-зонефтепроводов применяется низколегированная конструкционная сталь. Она обладает рядом преимуществ по сравнению с углеродистой сталью обыкновенного качества: ее предел текучести Oj выше на 50 % и более, меньше чувствительность к старению, меньше склонность к хладноломкости, хорошо сваривается, коррозионная стойкость выше в 1,5 раза, чем, например, у стали ВСт3.
Марки легированных сталей отличаются большим разнообразием: марганцовистая, кремнемарганцовистая, хромкрем-немарганцовистая и т.д. Каждая марка стали обозначается буквами, соответствующими определенным элементам по классификации металлургического производства. Условно все элементы по процентному содержанию их в стали можно разделить на несколько групп:
первая Г — марганец, Х — хром, Н — никель и С — кремний. Цифры в марке стали после этих букв обозначают процент содержания данного элемента в стали. При отсутствии цифр содержание элемента менее 1 %. Например, 09Г2, 14ХГС и т.д.;
вторая Т — титан, Ц — цирконий, Ф — ванадий, И — фосфор, Ю — алюминий, Ч — редкоземельные металлы, Д — медь, М — молибден. Содержание меди и молибдена в стали обычно до 0,6 %, остальных элементов этой группы — до 0,2 %, т.е. в десятых долях процента;
третья А — азот (до 0,015 %), Б — ниобий (до 0,05 %), т.е. содержание их в стали в сотых долях процента;
четвертая Р — бор, (до 0,006 %), т.е. содержание его в стали в тысячных долях процента.
Цифры перед маркой стали обозначают процент содержания углерода в сотых долях. Например, сталь марки 09Г2С содержит 0,09 % углерода, 2 % марганца и около 1 % кремния.
Низколегированную сталь высокой прочности можно получить путем нормализации или закалки с высоким отпуском или микролегирования, т.е. введением карбидообразующих элементов (ванадия, ниобия и др.) в очень незначительных количествах.
По способу изготовления трубы делятся на бесшовные горячекатаные и сварные с продольным прямым швом (прямошовные), спиральным швом (спиральношовные), многослойные и др.
В зависимости от назначения и гарантируемых характеристик стальные трубы поставляют по группам А, Б, В, Г и Д. Соответственно каждая группа имеет свои определенные гарантируемые характеристики: Ф — механические свойства; Б — химический состав; В — механические свойства и химический состав; Г — химический состав, контроль механических свойств на термически обработанных образцах; Д — только прочность при испытании гидравлическим давлением. Соответственно каждая группа имеет свои определенные гарантируемые характеристики (табл. 5.1.).
Для строительства магистральных трубопроводов должны применяться трубы стальные бесшовные, электросварные прямошовные, спиральношовные и других специальных конструкций, изготовленные из спокойных и полуспокойных углеродистых сталей диаметром до 500 мм включительно, из спокойных и полуспокойных низколегированных сталей диаметром до 1020 мм и низколегированных сталей в термически или термомеханически упрочненном состоянии для труб диаметром до 1420 мм (табл. 5.2, 5.3).
Трубы бесшовные следует применять по ГОСТ 8731—74, ГОСТ 8732-78 и ГОСТ 8733-74, ГОСТ 8734-75 - группы В и при соответствующем технико-экономическом обосновании по ГОСТ 9567-75, трубы стальные электросварные - в соответствии с ГОСТ 20295-74 для труб диаметром до 800 мм включительно и техническими условиями, утвержденными в установленном порядке - для труб диаметром свыше 800 мм с выполнением при заказе и приемке труб требований, изложенных в СНиП 2.05.06-85*.
T а б л и ц а 5.1
Деление труб по группам
| Гарантируемые характеристики | |||
| Группа |
Механические свойства |
Химический состав | Прочность при гидравлическом испытании |
| А | + |
- | + |
|
Б | - | + |
+ |
| В | + | + | + |
|
Г | Контроль за механическими свойствами на термически обработанных образцах | + | + |
| Д | - |
- | + |
| П р и м е ч а н и е. Знак " + " означает, что это свойство гарантируется. | |||
| Поставщик труб, ТУ (рабочее давление, МПа) |
Наружный диаметр труб, мм (марка стали) | Толщина стенки, мм | Временное со-противление разрыву о,, МПа |
ат, - |
Относительное удлинение, % |
| Харьковский трубный | |||||
|
завод | |||||
| ТУ 14-3-1512-87 (7,4)* |
1 420 | 15,7 | 588 |
461 | 20 |
|
ТУ 14-1434-87 (7,4)* | 1420 |
15,7 | 588 | 441 |
20 |
| (10Г2ФБ) | 18,7 | 588 |
441 | 20 | |
| ТУ 14-3-1450-87 (7,4)* | 1420 (Х70) |
18,7 | 588 | 441 |
20 |
| ТУ 14-3-995-81 (7,4)* | 1420 (Х70) | 15,7 |
588,7 | 441,3 | 20 |
| ТУ 14-3-741-78 (7,4)* | 1 420 | 16,8 | 588,7 |
421,7 | 19 |
| (09Г2ФБ, | |||||
| 08Г2ФЮ) |
|||||
|
Челябинский трубо | |||||
| проводный завод | |||||
| ТУ 14-3-1698-90 |
1020 и | 9,6 | 509,2 |
360 | 20 |
|
(5,4-7,4)*** | 1 220 | ||||
|
(17Г1С-У) | |||||
| ТУ 14-3-1425-86 | 820 | 8 | 51 0 | 363 | 20 |
| (только для нефте | (13Г2АФ) | 9 | 530 | 363 | 20 |
| проводных труб) |
10 | 530 |
363 | 20 | |
| 11 | 530 |
363 | 20 | ||
| 12 | 530 |
363 | 20 | ||
|
720 | 8 | 530 |
363 | 20 | |
|
(13Г2АФ) | 9 | 530 |
363 | 20 | |
| 10 | 530 |
363 | 20 | ||
| ТУ 14-3-1270-84 | 530 (17ГС) | 7 | 510 | 353 |
20 |
| (7,4)*** | 7,5 | 510 | 353 | 20 | |
|
8 | 510 | 353 |
20 | ||
| 9 | 510 | 353 | 20 | ||
| 10 |
510 | 353 | 20 | ||
| Новомосковский | |||||
|
трубный завод | |||||
| ТУ 14-3-1344-85 |
1020(13ГС) | 10 |
510 | 363 | 20 |
| (5,4)*** | 11,1 |
510 | 363 | 20 | |
| 9,5 |
539 | 422 | 20 | ||
| 10,5 | 539 | 422 | 20 |
|
Ударная вязкость | Процент волокна в изломе об | Экви валент угле |
Заводское испытательное давление, МПа | Конструкция трубы и состояние поставки | |||
| KCU |
KCV | разцов ДВТТ, % | рода, % | без осевого подпора | с осевым подпором | металла | |
| 49 | 78,4 |
80 | 0,43 | 9,6 |
9,1 | Прямошовные трубы из стали контролируемой прокатки | |
| 49 (-60 | С) |
78,4 (-15 °С) | 80 (-15 °С) |
0,43 | 9,4 | 8,9 |
То же |
| 49 (-60 |
С) | 78,4 (-15 °С) |
80 | 0,43 | 11,3 |
10,7 | |
| 53,9 (-60 | °С) | 78,4 (-15 °С) |
80 (-15 °С) | 0,43 |
11,3 | 10,7 | “ |
| 53,9 (-60 | °С) |
78,4 (-15 °С) | 80 (-15 °С) |
0,43 | 9,2 | 8,7 | “ |
| 49 (-60 |
С) | 78,4 (-15 °С) | 80 (-15 °С) | 0,43 | 9,2 |
8,8 | |
| 39,2 (-40 | °С) | 39,2 (0 °С) |
50-60 (0 °С) | 0,46 | 6,2 | 5,7 | Прямошовные трубы из низколегированной стали и стали контролируемой прокатки |
|
29,4 (-60 | °С) | 29,4 (-5 °С) | - | 0,45 | 6,5 | 5,9 | |
| 29,4 (-60 | °С) |
29,4 (-5 °С) | - | 0,45 | 7,1 | 6,5 | |
| 29,4 (-60 | °С) |
29,4 (-5 °С) | - | 0,46 | 7,9 | 7,3 | |
| 29,4 (-60 | °С) |
29,4 (-5 °С) | - | 0,46 | 8,8 | 8,1 | |
| 29,4 (-60 | °С) |
29,4 (-5 °С) | - | 0,46 | 10,6 | 9,6 | |
| 29,4 (-60 | °С) |
29,4 (-5 °С) | - |
0,45 | 6,9 | 6,2 |
|
| 29,4 (-60 | °С) | 29,4 (-5 °С) | - |
0,45 | 8 | 7,4 |
|
| 29,4 (-60 | °С) | 29,4 (-5 °С) | - |
0,45 | 9 | 8,3 |
|
| 29,4 (-40 | °С) | 29,4 (0 °С) | - |
0,46 | 8,3 | 7,6 |
|
| 29,4 (-40 | °С) | 29,4 (0 °С) | - |
0,46 | 8,9 | 8,6 |
|
| 29,4 (-40 | °С) | 29,4 (0 °С) | - |
0,46 | 9,4 | 8,6 |
|
| 29,4 (-40 | °С) | 29,4 (0 °С) | - |
0,46 | 10,7 | 9,9 |
|
| 29,4 (-40 | °С) | 29,4 (0 °С) | - |
0,46 | 12,1 | 11,2 |
|
| 39,6 (-40 | °С) | 29,4 (0 °С) | 50 (0 °С) |
0,43 | 6,4 | 6,1 | Прямошовные |
|
39,6 (-40 | °С) | 29,4 (0 °С) | 50 (0 °С) | 0,43 | 7,2 | 6,9 |
трубы из лис |
| 39,6 (-40 | °С) | 29,4 (0 °С) |
50 (0 °С) | 0,43 | 6,7 | 6,4 | товой стали |
| 39,6 (-40 | °С) |
29,4 (0 °С) | 50 (0 °С) |
0,43 | 7,5 | 7,2 |
контролируемой прокатки |
|
Поставщик труб, ТУ (рабочее давление, МПа) | Наружный диаметр труб, мм (марка стали) | Толщина стенки, мм | Временное со-противление разрыву о,, МПа |
м а а т CD CD - |
Относительное удлинение, % |
| ТУ 14-3-1424-86 | 1020 |
9,6 | 510 | 363 | 20 |
| (5,4)** |
(17Г1СУ) | 10 | 51 0 | 363 | 20 |
| 11 | 510 | 363 | 20 | ||
| 11,4 | 510 |
363 | 20 | ||
| 12 | 510 |
363 | 20 | ||
| 14 | 510 |
363 | 20 | ||
| 14,2 | 510 |
363 | 20 | ||
| 14,9 | 510 |
363 | 20 | ||
|
1020 | 9,2 | 530 |
363 | 20 | |
| 9,7 | 530 |
363 | 20 | ||
| 11 | 530 |
363 | 20 | ||
| 11,5 | 530 |
363 | 20 | ||
| 12 | 530 |
363 | 20 | ||
| 13,7 | 530 |
363 | 20 | ||
| 14,3 | 530 |
363 | 20 | ||
|
Волжский трубный | |||||
| завод | |||||
| ТУ 14-3-1363-85 | 1420 |
16,8 | 549,2 | 421,4 |
19 |
| (7,4)* |
(09Г2ФБ) | ||||
| (Х70) | 15,7 | 588,7 | 441,3 |
20 | |
| ТУ 14-3-721-78 |
1220 | 10,5 | 588,7 |
412 | 20 |
|
(5,4 — 6,3)** | (17Г1С) |
12 | 588,7 | 412 |
20 |
|
12,5 | 588,7 | 41 2 |
20 | ||
| ТУ 14-3-721-78 |
1 220 | 12 | 510 | 362 | 21 |
|
(5,4 — 6,3)*** | (17Г1С) | ||||
|
нетер- | |||||
| мооб- | |||||
|
работана | |||||
| ТУ 14-3-721-78 | 1020 | 9 | 588,7 |
412 | 20 |
| (5,4 — 6,3)** | (17Г1С) | 10 |
588,7 | 412 | 20 |
| тер- |
10,5 | 588,7 | 41 2 |
20 | |
| мооб- | 11 | 588,7 | 41 2 | 20 | |
|
работана | 12 | 588,7 | 412 | 20 |
| со со со со со (О (О to to to | со (О | со со со | ||
| 00000 | to | to to to | 1 | 1 |
| 00000 00000 | 0 |
ООО ООО | 0 0 |
0 0 |
| О О О О О | О | О О О |
О | О |
1>0 1>0 1>0 1>0 1>0 1>0 1>0
<OtO<OtOtOtOtOtOtOtOtOtOtOtOtO ^ ^ ^ ^ ^ ^ р р р р р р р р
,_,,_,,_,,_,,_,,_,,_, rfb.rfb.rfb.rfb.rfb.rfb.rfb.rfb.
я
п
с
>
Р
Ч
К
I I I I I I I 'о'о'о'о'о'о'о'о
Сл Сл Сл Сл Сл Сл Сл 0 0 0 0 0 0 0 0
n n n n n n оЛЛЛЛЛЛЛЛ
ооооооооооооооо
ттттттттттттттт

я
п
<
I
Сл
О
I
Сл
О
I
Сп
nnnnnnnnnnnnnnn
| Сл Сл Сл Сл Сл О О О О О | 60 ( | ООО ООО | СО О | СО О | Сл О Сл Сл Сл Сл Сл ОООООООСлСлСлСлСлСлСлСл _______ ОООООООО |
| 1 1 1 1 1 Сл Сл Сл Сл Сл п п п п п | 1 Сл о° | -15 °С) -15 °С) -15 °С) | -15 °С) | -15 °С) | 1 1 1 1 1 1 1 ’о’о’о’о’о’о’о’о СлСлСлСлСлСлСл 0 0 0 0 0 0 0 0 Л°Л°Л°Л°Л°Л°Л°““““““““ |
g о Д
1°° I яд
в о о & в Сй н
о о о о о
rfb. rfb. rfb. rfb. rfb.
о
rf^
ООО
rfb. rfb. rfb.
о
rf^
о
rf^
000000000000000 rfb. rfb. rfb. rfb. rfb. rfb. rfb. rfb. rfb. rfb. rfb. rfb. rfb. rfb. rfb. СлСлСлСлСлСлСлОООООООО
a
о
>
о
>
N
CD
В
В
H 0 n r,
о н ф 9
V 0 ? w
CD > О
n W
н Й
II
8g
f o>
CO -tj «tj «tj О
со To cd To со
sj 4] G Nj rfb. CO
4tJ4tJ4tJOCn<OtOtO'tJ'tJ'tJOO
•'tJrfb.H-H-'NJCOrfb.tO'tJrfb.H-rfi.H-
§§
н-1
& 0) к в
СП
CO nJ sj G) О СО О СО To
О
CO
sj 4] G Сл "to "to
CO
To
CO
To
т _0 Сл - lO СО СО ч] _ Jbjjco To О rf^
. О О Сл J "с ~Н- "со
2 сп
н В Ъ
го « Е
н
о в н
Н П‘
Р о ет п .
* Й ы о ^ а
2 > к W
0 О о о
н‘з
& в п ч
01 о ^ о О Вс
WHHHWHOE
?huEBEhS
| U ф
П >1
Н В О Щ
Я о о св Вс си ^ К
и Я ^ фьЭ 2 О О *3 и н ч и
з а! и н I н g -§ § Е “ Э g
в ° к м 2 I * ¦ о ? 2
м. И
н йи®и
В П О V в w о ^ я н 2
О Н Р
> ^ 1 СП п
p
o\
>
О "
н н
CD CD
в ч
103
| Поставщик труб, ТУ (рабочее давление, МПа) |
Наружный диаметр труб, мм (марка стали) | Толщина стенки, мм | Временное со-противление разрыву о,, МПа | Предел текучести от, МПа |
Относительное удлинение, % |
| 1020 | 10 |
510 | 326 | 21 | |
| (17Г1С) | 11 |
510 | 326 | 21 |
|
| 12 |
510 | 326 | 21 | ||
| 820 | 8 |
588,7 | 412 | 20 |
|
| (17Г1С) | 9 | 588,7 | 412 |
20 | |
| тер- |
10 | 588,7 | 41 2 | 20 | |
|
мооб- | |||||
| работана | |||||
| * Данные для труб с коэффициентом надежности по материалу k = 1,34. | |||||
| ** Для k = 1,4. | |||||
| *** Для k = 1,47. |
|||||
|
П р и м е ч а н и я: 1 |
Рабочее давление, указанное | в первом столбце от | |||
| труб рабочее давление определяют по СНиП 2.05.06 — 85. 2. |
Х70 — им | ||||
Процесс изготовления бесшовных горячекатаных труб включает две стадии: изготовление заготовки трубы в виде прошитой гильзы (стакана); последующее формирование трубы до заданной формы и размеров горячей прокаткой.
Сварные прямошовные трубы диаметром 530—1420 мм изготовляют из листовой заготовки холодным формованием на прессах (прессованием) или вальцеванием (гибкой). Трубы диаметром 1020 мм и выше собирают из двух полуцилиндри-ческих заготовок. В этом случае такие заготовки формуют на тех же гидравлических прессах, что и цилиндрические заготовки. Меняют лишь формующий инструмент. Подготовительные операции листов остаются прежними.
Спиральношовные трубы изготовляют из стальной рулонной ленты путем сворачивания ее по спирали в непрерывную трубу. Спиральношовные трубы малых (до 530 мм) и средних (530 — 820 мм) диаметров формуют с двухсторонним сварным швом на специальном трубном стане, включающем в себя
Экви
валент
угле
рода,
%
Ударная вязкость
KCU
KCV
осевого подпора
Процент волокна в изломе образцов ДВТТ, %
Заводское испытательное давление, МПа
без
с осевым подпором
Конструкция трубы и состояние поставки металла
39.2 (-40 °С)
39.2 (-40 °С)
39.2 (-40 °С)
29.4 (-60 °С)
29.4 (-60 °С)
29.4 (-60 °С)
29.4 (-5 °С)
29.4 (-5 °С)
29.4 (-5 °С)
29.4 (-15 °С)
29.4 (-15 °С)
29.4 (-15 °С) 50 (-5 °С) 50 (-5 °С) 50 (-5 °С)
(-15 °С) (-15 °С) (-15 °С)
|
0,46 | 6,4 | 6,1 |
| 0,46 | 7,1 |
6,7 |
| 0,46 | 7,7 | 7,4 |
| 0,46 |
7 | 6,9 |
|
0,46 | 7,9 | 7,8 |
| 0,46 | 9 |
8,7 |
Спиральношовные трубы из рулонной горячекатаной низколегированной стали с локальной термообработкой швов Спиральношовные термически упрочнен
ные трубы из рулонной низколегированной стали
носится к газопроводным трубам. Для нефте- и нефтепродуктопроводных портная марка стали по API.
линию подготовки полосы и формовочно-сварочное устройство, в котором смонтированы вместе формовочная машина и сварочные головки.
Спиральношовные трубы дешевле прямошовных, так как стальная лента на 20-35 % дешевле широколистовой стали. При этом достигается экономия металла (примерно на 10 %) за счет снижения его расхода на обрезку после прокатки, уменьшения допусков по толщине и отходов при обрезке концов труб. За счет спирального шва труба становится более жесткой, лучше сохраняет цилиндрическую форму при транспортировке. При эксплуатации трубопровода из спиральношовных труб главные напряжения располагаются под углом к направлению прокатки ленты, что повышает работоспособность металла.
Преимуществом спиральношовных труб также является то, что в процессе их изготовления металл труб практически не изменяет своих пластических и вязких свойств, а сам
Основные требования ГОСТов и технических условий к качеству сварных таллургического завода (ВМЗ), Челябинского трубопрокатного завода (ЧТПЗ)
|
Завод-изготовитель, ГОСТы и ТУ | Марка стали |
Длина труб, м |
Отклонение наружного диаметра торцов труб, мм | Смеще ние кро мок, % |
Высота усиления сварных швов, мм |
Допус тимая глубина подреза, мм | |
|
наруж ного | внут- рен- него | ||||||
| ВТЗ, ТУ-721-78 | 17ГС 17Г1С 17Г1С-У | 10,5 11,6 | Для диаметров 720-1020 ± ± 1,6 1220 ± 2,0 | 15 не более 1,6 мм |
0,5-3,0 | Не менее 0,5 |
До 0,5 |
| ТУ 35702-96 | 17Г1С 17Г1С-У | 10,6 11,6 | 10 | 0,5-3,0 |
Не менее 0,5 | До 0,4 |
|
| Имеется возмож ность | 11,2 11,6 70 % | 720- 1020± ± 1,0-70 % 1220± 1,870 % | Смещение осей швов не более 1 мм, перекрытие швов не менее 1 мм |
||||
| ВМЗ, ТУ-14-31573 - 88 |
17ГС 17Г1С 10Г2БТЮ 10Г2ФБЮ | 10,5 11,6 | 630-1020 ± ± 1,6 | 10 | 0,5-3,0 |
Не менее 0,5 | До 0,5 |
| ЧТПЗ, ТУ-14-31270 - 84 |
17ГС 17Г1С 08ГБТЮ | 10,0 11,6 | 530-820 ± ± 1,6 |
10 | 0,5-3,0 | Не менее 0,5 | До 0,5 |
| ХТЗ ТУ-14-31464-87 | 10Г2ФБ 13ГС-У 13Г1С-У 08Г2Т-У | 10,0 11,6 | 1220 ± 2,0 | 10 |
0,5-3,0 | Не менее 0,5 |
До 0,5 |
процесс производства труб легко поддается механизации и автоматизации. Кроме того, металл спиральношовных труб работает в более благоприятных условиях, чем металл прямошовных труб, так как волокна его катаной структуры направлены под углом навивки к продольной оси трубы. Недостатком спиральношовных труб считают большую протяженность сварных швов по сравнению с прямошовными трубами, спиральношовные трубы нельзя гнуть, они плохо копируют местность.
Несущая способность металла труб снижается пропорционально ослаблению толщины стенки различными дефектами металлургического, технологического и строительного характера, повышающими склонность метала к хрупкому разрушению.
Из-за строительства и эксплуатации магистральных трубопроводов в различных климатических условиях трубы делают в разном исполнении. В обычном исполнении изготовляют 106
труб большого диаметра Волжского трубного завода (ВТЗ), Выксынского меи Харцызского трубного завода (ХТЗ)
| Косина реза торцов труб, мм |
Кри визна труб, % |
Допус тимое значе ние овала, % | Угол фаски торца трубы, градус | Снятие усиления внутреннего шва, мм | НМК |
Допустимое значение ремонтируемого участка шва, % |
| 2,0 |
0,2 | 1,0 |
25-30 25-30 | До высоты не более 0,5 До высоты не более 0,5 | 100 % УЗК расшифровка РТК 100 % УЗК расшифровка РТК | 10 |
| Не более 1,6 | 0,2 |
1,0 | 5 недопус-кается ремонт швов на длине 300 мм от конца трубы | |||
| 0,180 % |
0,8 70% | |||||
| Не более 1,6 | 0,2 | 1,0 |
25-30 | До высоты не более 0,5 | 100 % УЗК расшифровка РТК |
5 |
| Не более 2,0 |
0,15 | 1,0 | 25-30 | До высоты не более 0,5 |
100 % УЗК расшифровка РТК | 8 |
| Не более 2,0 |
0,2 | 1,0 | 30-40 |
До высоты не более 0,5 | 100 % УЗК расшифровка РТК | 5 |
трубы для трубопроводов, прокладываемых в средней полосе и южных районах России, для которых температура эксплуатации принимается от 0 °С и выше и температура строительства — 40 °С и выше. В северном исполнении изготовляют трубы, для которых температура эксплуатации принимается от —20 до —40 °С, а температура строительства —60 °С и выше.
За температуру эксплуатации принимают минимальную температуру стенки труб при эксплуатации под рабочим давлением; за температуру строительства — температуру стенки труб или воздуха (для наиболее холодной пятидневки) при строительно-монтажных работах или остановке нефтепровода, определяемую в соответствии со СНиП по строительной климатологии и геофизике.
Основные физические характеристики стали для труб: плотность р = 7850 кг/м3, модуль упругости Е0 =
= 206000 МПа, коэффициент линейного расширения а =
= 0,00001212 град-1, коэффициент поперечной деформации Пуассона в стадии работы металла упругой ц0 = 0,3, а пластической ^ принимается по п. 8.25 СНиП 2.05.06-85*.
5.3. КАМЕРЫ ПРИЕМА И ПУСКА ПОТОЧНЫХ СРЕДСТВ
На магистральных нефтепроводах должны предусматриваться устройства приема и пуска скребка для их очистки в период эксплуатации, которые также можно использовать для приема и пуска разделителей при последовательной перекачке и поточных средств диагностики.
Устройства приема и пуска скребка размещаются на нефтепроводе на расстоянии друг от друга до 300 км и, как правило, совмещаются с НПС. Эти устройства должны предусматриваться на лупингах и резервных нитках протяженностью более 3 км, а также на отводах протяженностью более 5 км.
Схемы устройств приема и пуска скребка в зависимости от их расположения на нефтепроводе должны обеспечивать различные варианты технологических операций: пропуск,
прием и пуск; только пуск; только прием.
Схемы устройств должны предусматривать возможность осуществления перекачки нефти по нефтепроводу без остановки НПС в процессе очистки нефтепровода.
В состав устройств приема и пуска входят: 1) камеры приема и запуска очистных устройств; 2) трубопроводы, арматуры и соединительные детали; 3) емкость для дренажа из камер приема и пуска; 4) механизмы для извлечения, перемещения и запасовки очистных устройств; 5) сигнализаторы прохождения очистных устройств; приборы контроля за давлением.
Трубопровод в пределах одного очищаемого участка должен иметь постоянный внутренний диаметр и равнопроходную линейную арматуру без выступающих внутрь трубопровода узлов или деталей.
При проектировании узлов равнопроходных ответвлений от основного трубопровода, а также неравнопроходных ответвлений, диаметр которых составляет свыше 0,3 диаметра основного трубопровода, должны предусматриваться проектные решения, исключающие возможность попадания очистного устройства в ответвление.
На участках переходов трубопровода через естественные и искусственные препятствия, диаметр которых отличается от диаметра основного трубопровода, допускается предусматривать самостоятельные узлы пуска и приема поточных устройств.
Трубопровод и узлы пуска и приема поточных устройств должны быть оборудованы сигнальными приборами, регистрирующими прохождение устройств.
Нормальная эксплуатация трубопровода невозможна без арматуры - неотъемлемой части любого трубопровода. Расходы на арматуру составляют около 10-12 % капитальных вложений и эксплуатационных затрат.
Трубопроводная арматура представляет собой устройства, предназначенные для управления потоками жидкостей, транспортируемых по трубопроводам.
Запорная арматура линейной части трубопроводов, устанавливаемая через каждые 10-30 км, предназначена, в основном, для отсекания участка трубопровода при аварии или ремонтных работах. Практически арматура линейной части срабатывает редко (несколько раз в год). Кроме того, установку запорной арматуры необходимо предусматривать:
на обоих берегах водных преград при их пересечении трубопроводом в две нитки и более;
на нефтепроводах при пересечении водных преград в одну нитку - место размещения запорной арматуры в этом случае принимается в зависимости от рельефа земной поверхности, примыкающей к переходу, и необходимости предотвращения поступления транспортируемого продукта в водоем;
на обоих берегах болот типа III протяженностью свыше 500 м;
в начале каждого ответвления от трубопровода на расстоянии не менее 15 м;
на одном или обоих концах участков нефтепроводов, проходящих на отметках выше городов и других населенных пунктов и промышленных предприятий - на расстоянии, устанавливаемом проектном в зависимости от рельефа местности.
Требования, предъявляемые к арматуре, чрезвычайно разнообразны. Основные из них - длительный срок службы, надежность и долговечность арматуры всех видов. Правильный выбор того или иного конструктивного типа арматуры в значительной степени предопределяет безаварийную работу магистральных трубопроводов.
По условиям работы к арматуре предъявляют следующие требования: прочность, герметичность и надежность работы, взрывобезопасность и коррозионная стойкость. Требуемая прочность арматуры диктуется, в основном, рабочим давлением и температурой. С целью стандартизации и унификации арматуры принята система условных давлений. По значению условного давления арматуру подразделяют на три основные группы: низкого (ру < 1 МПа), среднего (ру = 1,6+ +6,4 МПа) и высокого (ру = 10+100 мПа) давления.
Основной параметр арматуры - диаметр условного прохода Dy - номинальный внутренний диаметр трубопровода, на котором устанавливают данную арматуру. Различные типы арматуры при одном и том же условном проходе могут иметь разные проходные сечения. Не следует смешивать диаметр условного прохода с диаметром проходного сечения в арматуре, последний часто меньше Dy (арматура с сужением прохода) или больше Dy (затворы с кольцевым проходным сечением). В то же время условный проход арматуры не совпадает и с фактическим проходным диаметром трубопо-ровода.
Основное назначение запорной арматуры - перекрывать поток рабочей среды по трубопроводу и снова пускать среду в зависимости от требований технологического процесса, обслуживаемого данным трубопроводом. Кроме того, запорную арматуру применяют:
для переключения потока или его части из одной ветви системы в другую;
для дросселирования потока среды, т.е. изменения его расхода, давления и скорости. Отметим, что данное применение запорной арматуры нежелательно, так как в условиях дросселирования запорная арматура быстрее изнашивается из-за эрозии, вибрации и других причин.
К запорной арматуре относятся задвижки, краны, вентили. На линейной части магистральных нефтепроводов устанавливаются задвижки. К задвижкам относят запорные устройства, в которых проход перекрывается поступательным перемещением затвора в направлении, перпендикулярном к движению потока транспортируемой среды.
В сравнении с другими видами запорной арматуры задвижки имеют следующие преимущества: незначительное гидравлическое сопротивление при полностью открытом про-110 ходе; отсутствие поворотов потока рабочей среды; возможность применения для перекрытия потоков среды большой вязкости; простота обслуживания; относительно небольшая строительная длина; возможность подачи среды в любом направлении.
Недостатки, общие для всех конструкций задвижек, следующие: невозможность применения для сред с кристаллизующимися включениями; небольшой допустимый перепад давлений на затворе (по сравнению с вентилями); невысокая скорость срабатывания затвора; возможность получения гидравлического удара в конце хода; большая высота; трудности ремонта изношенных уплотнительных поверхностей затвора при эксплуатации. К недостаткам задвижек также следует отнести их относительно большую высоту.
Существуют самые разнообразные конструкции задвижек. Наиболее целесообразной является классификация задвижек по конструкции затвора. По этому признаку многочисленные конструкции задвижек могут быть объеденены по основным типам: клиновые и параллельные. По этому же признаку клиновые задвижки могут быть с цельным, упругим или составным клином. Параллельные задвижки можно подразделять на одно- и двухдисковые. Однодисковые задвижки также называются шиберными.
В ряде конструкций задвижек, предназначенных для работы при высоких перепадах давления на затворе, для уменьшения усилий, необходимых для открывания и закрывания прохода, площадь прохода выполняют несколько меньшей площади сечения входных патрубков. По этому признаку задвижки могут быть классифицированы на полнопроходные (диаметр прохода задвижки равен диаметру трубопровода) и с суженным проходом. В зависимости от конструкции системы винт - гайка и ее расположения (в среде или вне среды) задвижки могту быть с выдвижным и невыдвижным шпинделем.
АК "Транснефть" оснащает линейную часть нефтепроводов шиберными задвижками отечественных производителей.
Для регулирования давления на приеме и выходе нефтеперекачивающих насосных станций методом дросселирования потока на выходе могут применяться регулирующие заслонки с электроприводом. Заслонки имеют характеристику, близкую к равнопроцентной при изменении угла поворота от 0 до 75°. В основном заслонки выпускаются зарубежными фирмами (рис. 5.1).
Все задвижки магистральных нефтепроводов с электро-
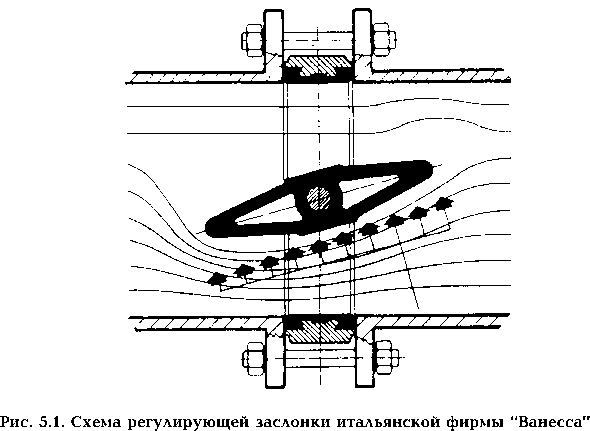
приводом должны иметь электрооборудование во взрывозащищенном исполнении.
Для предотвращения движения транспортируемой по трубопроводу среды в направлении, обратном заданному, применяют обратные клапаны. По конструкции их делят на подъемные и поворотные. Обратные поворотные клапаны с Dy = 700 + 1000 мм во избежание больших ударных нагрузок при быстром закрытии клапана снабжаются гидротормозами (демпферами). Наиболее часто используются масляные поршневые (гидравлические) демпферы с качающимся цилиндром, реже применяются пневматические.
5.5. НОРМАТИВНАЯ МЕТОДИКА РАСЧЕТА НЕФТЕПРОВОДОВ НА ПРОЧНОСТЬ
Принятый СНиП 2.05.06-85* узаконивает прочностной расчет по предельному состоянию конструкции на основе предела прочности материала а,
Основные формулы прочностного расчета по СНиП 2.05.06-85* базируется на безмоментной теории тонкостенных оболочек, т.е. не учитывается воздействие в сечениях оболочки изгибающих моментов.
Магистральные стальные трубопроводы и все составляющие их конструктивные элементы следует рассчитывать на нагрузки и воздействия по методу предельных состояний. Для всех видов и конструктивных схем прокладки магистральных трубопроводов принимают два предельных состояния работы материала:
предельное состояние, за которое принимают условие прочности металла труб на разрыв (достижение временного сопротивления ов);
предельное состояние, за которое принимают условие появления пластических деформаций (достижение предела текучести от).
Нормативные сопротивления растяжению (сжатию) металла труб и сварных соединений Rj11 и R 2 следует принимать равными соответственно минимальным значениям временного сопротивления и предела текучести, принимаемым по ГОСТам и ТУ на трубы.
Расчетные сопротивления растяжению (сжатию) R1 и R2 следует определять по формулам:
R1 = -гг; (5.1)
k1k н
R 2 = ЦТ, (5.2)
к 2к н
где m - коэффициент условий работы трубопровода; k1, k2 - коэффициенты надежности по материалу; кн - коэффициент надежности, учитывающий внутреннее давление, диаметр трубопровода и его назначение, кн = 1 1,05.
Коэффициент m зависит от категории трубопровода и его участка:
Категория В I II III IV
m..................................................0,6 0,75 0,75 0,9 0,9
Для обычной линейной части при диаметре 700 мм и больше m = 0,9, а при прокладке по территории распространения вечномерзлых грунтов m = 0,75. Для особо ответственных участков (переходы через судоходные реки с диаметром трубопровода 1000 мм) m = 0,6.
Коэффициент надежности по материалу к1 учитывает качество материала труб с учетом реальной технологии их изготовления, допуска на толщины стенки, степени контроля за сварными соединениями и лежит в пределах 1,34- 1,55.
Коэффициент надежности по материалу к2 учитывает спо-
соб изготовления трубы и ее прочностные характеристики: для бесшовных труб из малоуглеродистой стали к2 = 1,11; для прямо- и спиральношовных сварных труб из малоуглеродис той и низколегированной стали с отношением R н/R н - 0,8 к2 = 1,15; для сварных труб из высокопрочной стали с
Rн/ Rн > 0,8 к2 = 1,20.
Расчетная толщина стенки трубопровода
5 = пр1)н
(5.3)
2(R 1+np)
где n - коэффициент надежности по внутреннему рабочему давлению в нефтепроводе (для нефтепроводов диаметром 700-1200 мм с НПС без подключения емкостей n = 1,15, при работе с подключенной емкостью n = 1,10; для нефтепроводов диаметром менее 700 мм n = 1,10); p — рабочее нормативное давление; Dн - наружный диаметр трубопровода.
Расчетная толщина стенки трубопровода при наличие в нем продольных осевых сжимающих напряжений
5 =
пр1)н—, (5.4)
2(^1R 1+np)
где W1 - коэффициент, учитывающий двухосное напряженное состояние трубы
(5.5)
здесь апрЫ - абсолютное значение продольных (осевых) сжимающих напряжений от расчетных нагрузок и воздействий.
Толщину стенки труб, определенную по формулам (5.3) и (5.4), следует принимать не менее 1/140 D№ но не менее 3 мм для труб условным диаметром 200 мм и менее и не менее
4 мм - для труб условным диаметром свыше 200 мм.
Увеличение толщины стенки при наличии продольных осевых сжимающих напряжений по сравнению со значением, полученным по формуле (5.4), должно быть обосновано технико-экономическим расчетом, учитывающим конструктивные решения и температуру транспортируемого продукта.
Полученное расчетное значение толщины стенки трубы округляется до ближайшего большого значения, предусмотренного ГОСТом или ТУ. При этом минусовый допуск на толщину стенки труб не учитывается.
Подземные и наземные (в насыпи) трубопроводы следует проверять на прочность, деформацию и общую устойчивость в продольном направлении и против всплытия.
Проверку на прочность подземных и наземных (в насыпи) трубопроводов в продольном направлении производят из условия:
2S н
где Двн — внутренний диаметр трубы; 6н — номинальная толщина стенки.
Продольные напряжения опрМ от воздействия температуры и внутреннего давления для прямолинейных и упругоизогнутых участков трубопровода определяются с учетом условий работы и взаимодействия его с грунтом:
:«Р^вн
(5.9)
26 н
где а — коэффициент линейного расширения металла трубы; At — расчетный температурный перепад (положительный при нагревании); Е — переменный параметр упругости (модуль Юнга),
Е = -'±^1-; (5.10)
|
оi/еi ; | |
| 1 + |
1-2ц 0 °! |
| 3Е 0 е1 | |
| 1 |
1-2ц 0 о1 |
|
2- | 3Е0 е1 |
| 1 + | 1-2ц 0 о i |
ЗЕ0
Е
где ц — переменный коэффициент поперечной деформации стали (коэффициент Пуассона); о, — интенсивность напряжений, определяемая через главные напряжения; для данного частного случая по формуле
![]()
(5.12)
е, —интенсивность деформаций, определяемая по интенсивности напряжений в соответствии с диаграммой деформирования, рассчитываемой по нормированной диаграмме растяжения а — е по формулам
а,- = а;
![]()
(5.13)
И0 — коэффициент поперечной деформации в упругой области; Е0 — модуль упругости.
Абсолютное значение максимального положительного At(+) или отрицательного At— температурного перепада, при котором толщина стенки определяется только из условия восприятия внутреннего давления по формуле (5.3), определяется для рассматриваемого частного случая сооотвественно по формулам
и Ri
аЕ
R i(i-и)
At(
(5.14)
Для трубопроводов, прокладываемых в районах горных выработок, необходимо учитывать дополнительные продольные осевые растягивающие напряжения, вызываемые горизонтальными деформациями грунта от горных выработок.
Проверка пластических деформаций подземных и наземных (в насыпи) трубопроводов производится в неявном виде по условиям:
![]()
(5.15)
![]()
(5.16)
где анц — кольцевые напряжения от рабочего нормативного давления
![]()
W 3 — коэффициент, учитывающий двухосное напряженное состояние трубы, причем, если опрн > 0, то W3 = 1, если
О
кц
W3 = |1 - 0,75
m кИ
09k н 2
тк2н
кн
05—(5.18)
К2н
2
О
Напряжения опрн определяются от всех (с учетом их сочетания) нормативных нагрузок и воздействий с учетом поперечных и продольных перемещений трубопровода в соответствии с правилами строительной механики. При определении жесткости и напряженного состояния отвода следует учитывать условия его сопряжения с трубой и влияние внутреннего давления.
Для случая одновременного действия в трубопроводе внутреннего давления, температурного перепада и упругого изгиба используется следующая зависимость:
О пр.н = нц - aEAt ± (5.19)
2Р
где р — минимальный радиус упругого изгиба.
Общая устойчивость трубопровода проверяется по формуле
S < mNкр, (5.20)
где S — эквивалентное продольное (осевое) усилие при отсутствии компенсаторов и изменений свойств грунта
S = (0,26кц + aEAt)F; (5.21)
F — площадь поперечного сечения стенки трубы; N^ — продольное критическое усилие, при котором наступает потеря продольной устойчивости трубопровода.
Продольное критическое усилие следует определять согласно правилам строительной механики с учетом принятого конструктивного решения и начального искривления трубопровода в зависимости от глубины его заложения, физикомеханических характеристик грунта, наличия балласта, закрепляющих устройств с учетом их податливости. На обводненных участках следует учитывать гидростатическое воздействие воды.
Если оболочка подвержена осевому равномерному сжатию, то при незащемленных контурах критическая сила
^Кр =
2ЖВЬ2
' (5-22) Л/3(1 - И2)
Если длина оболочки l > (10+15) -JrE , то это же выражение справедливо при любых способах закрепления контуров оболочки.
Если оболочка теряет устойчивость как стержень, то
п 2 EJ
N Кр = , (5.23)
(И l)2
где J = лЛ26; И — приведенная длина, зависящая от способа концевых закреплений.
Если цилиндрическая тонкостенная оболочка находится под действием внешнего равномерного распределенного давления p, то для длинной трубы (R<< 1)
— E S 3
Ркр = E6
2 3.
(5.24)
4(1 - и )R3
Используя выражение (5.18), связывающее радиус изгиба трубопровода, толщину стенки и температурный перепад, из условий (5.15) и (5.16) можно определить минимальный радиус оси изгиба.
Надземные (открытые) трубопроводы следует проверять на прочность, продольную устойчивость и выносливость (колебания в ветровом потоке).
Проверку на прочность надземных трубопроводов следует производить из условия
|° пр| ? Ф 4^ (5.25)
где опр — максимальные продольные напряжения в трубопроводе от расчетных нагрузок и воздействий, МПа; ф4 — коэффициент при растягивающих продольных напряжениях (опр > 0) ф4 = 1, а при сжимающих (опр < 0)
Ф 4 = 1 - 0,75| -°^| - 0,5-°^; (5.26)
У i R2 j R2 ' '
R2 — расчетное сопротивление, МПа; при расчете на выносливость (динамическое воздействие ветра) значение R2 понижается умножением на коэффициент v, определяемый согласно СНиП II-23 — 81*.
Расчет многопролетных балочных систем надземной прокладки при отсутствии резонансных колебаний трубопровода в ветровом потоке, а также однопролетных прямолинейных переходов без компенсации продольных деформаций допускается производить с соблюдением следующих условий: от расчетных нагрузок и воздействий
1°ebn| < ФЛ; (5-27)
|°прм|
< 0,635R2(1 + Ф
4)sin(°+ ^R^”;
(5-28)
11 (1 + Ф 4R
от нормативных нагрузок и воздействия
он < ф 3-9^R н, (5.29)
пр 09kн
где опрМ — продольные осевые напряжения от расчетных нагрузок и воздействий (без учета изгибных напряжений), принимаемые положительными при растяжении, МПа; опрМ — абсолютное значение максимальных изгибных напряжений от расчетных нагрузок и воздействий (без учета осевых напряжений) .
Расчет компенсаторов на воздействие продольных перемещений трубопроводов, возникающих от изменения температуры стенок труб, внутреннего давления и других нагрузок и воздействий, следует производить по условию
°комп * °м| < R2 - 050кц (5-30)
где окомп — расчетные продольные напряжения в компенсаторе от изменения длины трубопровода под действием внутреннего давления продукта, а также от изменения температуры стенок труб, МПа; ом — дополнительные продольные напряжения в компенсаторе от изгиба под действием поперечных и продольных нагрузок (усилий) в расчетном сечении компенсатора, определяемые согласно общим правилам строительной механики, МПа.
При расчете компенсаторов на участках трубопроводов, работающих при мало изменяющемся температурном режиме (на линейной части нефтепроводов), допускается в формуле (5.30) вместо расчетного сопротивления R2 принимать нормативное сопротивление R н.
Значение расчетных продольных напряжений в компенсаторе окомп определяется в соответствии с общими правилами строительной механики с учетом коэффициента уменьшения жесткости отвода кж и коэффициента увеличения продольных напряжений mk.
Нормативными нагрузками и воздействиями называются установленные нормативами или проектом наибольшие внешние нагрузки и воздействия, допустимые при нормальной эксплуатации конструкций.
Расчетные нагрузки и воздействия, возникающие при со
оружении, испытании и эксплуатации трубопроводов, равны произведению нормативных нагрузок на соответствующий коэффициент надежности по перегрузке n при наиболее неблагоприятных сочетаниях. Коэффициенты надежности по нагрузке n учитывают возможное их изменение при эксплуатации, приводящее к превышению нормативных нагрузок и воздействий.
Нагрузки и воздействия по продолжительности приложения классифицируют на постоянные, временные длительные, кратковременные и особые.
Расчетные нагрузки, воздействия и их сочетания
должны приниматься в соответствии с требованиями СНиП 2.01.07-85.
К постоянным перегрузкам относятся масса (вес) трубопровода n = 1,1 (0,95), давление (вес) грунта трубопровода n = 1,2 (0,8) и др.; к временным длительным — вес транспортируемой нефти дпрод, температурные воздействия.
Вес транспортируемой нефти в 1 м трубопровода
-П 2
q прод = 10-4Рн g=,
где рн — плотность транспортируемой нефти, кг/м3; g — ускорение свободного падения, g = 9,81 м/с2.
К кратковременным нагрузкам относятся снеговая (n = = 1,4), ветровая (n = 1,2) и гололедная (n = 1,3); нагрузки и воздействия, возникающие при пропуске очистных устройств (n = 1,2) и испытании трубопроводов (n = 1,0).
Нормативные нагрузки от обледенения 1 м трубы длед, выталкивающей силы воды qB, а также ветровую нагрузку на
1 м трубопровода двет в Н/м определяют по соответствующим формулам:
П 7-\ 2
qв ^нн Y в g;
4
q вст (q н +q н)^нн,
где 6 — толщина слоя гололеда, определяемая согласно
СНиП 2.01.07 — 85; при этом для одиночно прокладываемого трубопровода коэффициент перехода от веса снегового покрова на единицу поверхности земли к снеговой нагрузке на единицу поверхности трубопровода Сс = 0,4; Юн — наружный диаметр трубы; Бнн наружный диаметр трубы с учетом изоляционного покрытия и футеровки; ув — плотность воды с учетом растворенных в ней солей; qH — нормативное значение статической составляющей ветровой нагрузки; qH — нормативное значение динамической составляющей ветровой нагрузки.
Нагрузки и воздействия, связанные с осадками и пучениями грунта, оползнями, перемещением опор, и другие должны определяться на основании анализа грунтовых условий и их возможного изменения в процессе строительства и эксплуатации трубопровода.
Обвязочные трубопроводы и НПС следует дополнительно рассчитывать на динамические нагрузки от пульсации давления, а для надземных трубопроводов, подвергающих очистке полости, следует дополнительно проводить расчет на динамические воздействие от поршней и других очистных устройств.
Расчетная интенсивность землетрясения для наземных и надземных трубопроводов назначается согласно СНиП II-7 — 81.
Расчетная сейсмичность подземных магистральных трубопроводов и параметры сейсмических колебаний грунта назначаются без учета заглубления трубопровода как для сооружений, расположенных на поверхности земли.
Максимальную или минимальную температуру стенок труб в процессе эксплуатации трубопровода следует определять в зависимости от температуры транспортируемого продукта, грунта, наружного воздуха, а также скорости ветра, солнечной радиации и теплового взаимодействия трубопровода с окружающей средой.
Принятые в расчете максимальная и минимальная температура, при которой фиксируется расчетная схема трубопровода, максимально и минимально допустимая температура продукта на выходе из НПС должны указываться в проекте.
При расчете нефтепровода на прочность, устойчивость и выборе типа изоляции следует учитывать температуру нефти, поступающей в трубопровод, и ее изменение по длине трубопровода в процессе транспортировки продукта.
Нормативный температурный перепад в металле стенок труб следует принимать равным разнице между максимально или минимально возможной температурой стенок в процессе эксплуатации и наименьшей или наибольшей температурой, при которой фиксируется расчетная схема трубопровода (свариваются захлесты, привариваются компенсаторы, проводится засыпка трубопроводов и т.п., т.е. когда фиксируется статически неопределимая система). При этом допустимый температурный перепад для расчета балластировки и температуры замыкания должен определяться раздельно для участков категорий I, II, III и IV.
Устье скважины, не подключенной к промысловому газосборному пункту, перед газогидродинамическим исследованием оборудуется лубрикатором, образцовыми манометрами, сепаратором, измерителем расхода, термометрами и выкидной линией для факела. В зависимости от намеченной программы возможны некоторые изменения отдельных узлов указанной схемы. В частности, если предполагается проведение глубинной дебитометрии или измерения забойного давления и температуры приборами с дистанционной регистрацией, то вместо обычного лубрикатора устанавливается лубрикатор для спуска приборов на кабеле. При этом машина с лебедкой заменяется одной нз имеющихся геофизических каротажных станций А КС-64, АПЛ-64, АКСЛ-7. Если в добываемом газе не ожидается значительного количества влаги и нет необходимости спуска глубинных приборов, то забойное и пластовое давления можно определить по устьевым замерам расчетным путем и тэгда нет необходимости оборудовать устье скважины лубрикатором. Как правило, названный случай на практике встречается на неглубоких газовых месторождениях небольшой мощности при отсутствии подошвенной воды, условий эбразовапия жидкостной или песчаной пробки, при незначительном содержании тяжелых компонентов в составе пластового газа и т. д.
Наиболее распространенная схема обвязки устья скважин, подключенных к промысловому газосборному пункту, предусматривает индивидуальное испытание каждой из них. Такая схема требует оборудования устья скважины лишь лубрикатором, образцовыми манометрами, термометрами и подключения исследуемой скважины к линии испытания. Расход газа определяется по данным расходомера, установленного на линии испытания. Для проведения намеченного исследования вход в общий коллектор I закрывается задвижкой а и на линии испытания i открывается задвижка в (см. рис. 1.2). На обустроенных и введенных в разработку месторождениях необходимость подачи ингибитора в скважину предусматривается проектом разработки. Большинство газогидродинамических и комплексных (с промыслово-геофизическими) исследований проводится в скважинах, подключенных к промысловому газосборному пункту. Основное преимущество испытания подключенных скважин — возможность проведения исследовательских работ без выпуска газа в атмосферу.
Однако прн исследовании с выпуском газа в газопровэд разница между пластовым и устьевым Гпосле сепаратора) давлениями должна компенсировать потери давления при дгижонии газа в пласте до забоя, по стволу скважины, а также потери в сепараторе на всех 5—6 режимах, предусмотренных методикой исследований. В некоторых случаях, т. е. когда скважины вскрывают пласты с низким давлением, и практически на всех месторождениях на завершающей стадии их разработки, исследования с выпуском газа в газопровод встречают определенные трудности. Это связано с тем, что небольшая разница между давлением в газопроводе и устьевым давлением после сепаратора ограничивает число режимов исследования. С целью обеспечения достаточного диапазона изменения устьевого давления на общей схеме оборудования скважины, подключенной к газосборному пункту, предусмотрена факельная линия для проведения части иссле-доваиий с выпуском газа в атмосферу.
