Способы очистки газа от сероводорода
Глава XX СПОСОБЫ ОЧИСТКИ ГАЗА ОТ СЕРОВОДОРОДА
В промышленности известно до 20 различных способов очистки газа от сероводорода. Все они могут быть отнесены к одной из двух групп.
Первая групп а—«Сухие» способы очистки с применением очистных масс в твёрдом состоянии.
Вторая группа — Абсорбционные способы с применением жидких реагентов.
Сухие способы отличаются высокой степенью очистки газа (практически до 100%), на их существенный недостаток — небольшие скорости прохождения газа через очистительные аппараты и небольшое давление. Абсорбционные способы, наоборот, позволяют иметь большие скорости и большие давления, но степень очистки ими ниже.
Мы рассмотрим наиболее распространённые или перспективные способы очистки.
« СУХИЕ » СПОСОБЫ ОЧИСТКИ
По физико-химическому процессу эти способы очистки возможно подразделить на:
а) способы, основанные на непосредственном химическом взаимодействии сероводорода с твёрдыми реагентами;
б) способы, основанные на адсорбционных и каталитических свойствах поглотителя.
По первым способам в качестве очистительной массы, химически взаимодействующей с H2S применяется гидрат окиси железа, называемый болотной рудой или лимонитом (F203 пН20) и известь.
Процесс очистки сводится к реакции H2S с гидратом окиси железа и регенерации поглотительной массы кислородом воздуха. Основные химические реакции при этом следующие:
1. Реакции поглощения H2S;
Fe203nH20 + 3H2S = Fe2S3+ (n + 3) H20 Fe20з nH20 + 3H2S = 2FeS + S +(n+ 3)H20
2. Реакции регенерации
2Fe2S3 +6H20 +30* -=4Fe(OH)3 +6S 4FeS +6H20 -J-302 =4Fe(OH)8 +4S
Болотная руда перед загрузкой в газоочистители размалывается и смешивается с древесными опилками, чтобы разрыхлить реактивную массу и увеличить её поверхность и затем добавляют гашеной извести для создания щелочной среды, при которой процесс поглощения H2S протекает наиболее эффективно. Соотношение этих компонентов в газоочистной массе следующее:
Весовых
Болотной руды Опилок . . .
95,5
4,0
0,5
75,5
23,4
1,1
Извести . . .
100,0
Кроме этого, к очистной массе добавляется ещё вода в количестве от 25 до 40% по весу, которая активизирует очистную массу и в то же время несколько умеряет разогрев её вследствие экзотермического процесса поглощения. Увлажнение массы должно производиться с учётом влаги, вносимой в неё очищаемым газом.
Технологическая схема очистки газа по описываемому способу довольно проста. Газ пропускается через очистительные ящики, числом 4 и более, заполненные реактивной массой, в результате контакта сероводород поглощается, а очищенный газ отводится и направляется для использования по назначению. Включение ящиков параллельно-последовательное. После того как газоочистная масса, поглотив достаточное количество H2S, начинает терять свою активность, её подвергают регенерации. Эта операция может быть произведена одним из трёх способов:
1. Регенерация очистной массы «вне ящика». Это значит, что время от времени очистная масса выгружается из газоочистителя, рассыпается по настилу слоем толщиной в 200—400 лш, периодически смачивается водой и перелопачивается. При действии воздуха сернистое железо превращается вновь в гидрат окиси, при этом цвет очистной массы изменяется от чёрного до бурого. Продолжительность регенерации до 4 дней, перелопачивание и увлажнение производится 1—2 раза в сутки. Регенерация считается законченной, когда вся масса приобретает красно-бурую окраску и перестаёт разогреваться. Тогда добавляют в неё необходимое количество гашеной извести и загружают обратно в очистной ящик. Операция регенерации очистной массы «вне ящика» весьма трудоёмкая.
2. Регенерация очистной массы внутри ящика, периодическим отключением его от газового потока и пропусканием через него воздуха.
3. Регенерация очистной массы внутри ящика непрерывно и одновременно с газоочисткой путём добавления к газу, поступающему на очистку, необходимого для регенерации количества воздуха.
Хотя такой способ регенерации распространён, однако, для естественных газов его следует рекомендовать только в тех случаях, когда газ после очистки направляется для использования как топливо. При условии же, если газ после очистки направляется на переработку, добавлять к нему воздух нельзя. В этом случае регенерацию массы следует вести по первому или второму способам. Когда в очистной массе накапливается 40—50% элементарной серы, она считается отработанной и для поглощения не годится. Такую отработанную массу часто используют для производства серной кислоты вместо серного колчедана.
Конструктивно газоочистные ящики представляют собой прямоугольную коробку—чугунную или железную с плотно закрывающейся
крышкой. Герметичность крышки создаётся либо гидравлическим затвором, либо сухим уплотнением.
Внутри ящика имеется 3—4 деревянных решётки, на которые рассыпается очистная масса равномерным слоем 150—120 мм толщиной, высота ящика 1,2—1,5 м.
Работу газоочистных установок болотной рудой характеризуют следующие показатели:
1. Скорость прохождения газа через очистную массу в ящиках 5—8 мм/сек.
2. Падение давления газа в результате сопротивления при проходе через очистительные ящики на 1 м высоты при скорости газа 5 мм/сек—15 — 30 мм вод. столба, при скорости газа 8 мм/сек — 25—50 мм вод. столба.
3. Продолжительность контактирования газа с массой 4—15 мин. в зависимости от содержания H2S в газе.
4. Температура процесса очистки 20—30° С.
5. Поверхность очистной массы в ящике должна составлять на
100 мг газа в сутки 0,14—0,23 м2.
6. Степень очистки газа 98—100%.
7. Количество потребного воздуха для регенерации очистной массы — на каждый 1% H2S—21/2% воздуха.
8. Площадь здания для размещения ящиков составляет 16,5 м2 на
1000 мв газа в сутки. Кубатура всех очистных ящиков 18 ж3 на
1000 мг газа суточной производительности.
9. Количество регенераций очистной массы 25—40.
Основной недостаток болотнорудного способа очистки газа — это
его громоздкость. Для очистки больших количеств газа и вследствие малой скорости прохождения газа через очистительные ящики требуется значительное количество таких ящиков, большая территория, значительный расход металла и сравнительно высокие капиталовложения.
Однако по степени очистки газа этот способ является вполне надежным, газ очищается от H2S почти полностью.
Там, где требуется высокая степень очистки газа, указанный способ весьма эффективен.
Чтобы устранить указанные выше недостатки болотнорудного способа в некоторых странах введены башенные очистители. Эти очистители представляют собой башни высотой около 16 м, диаметром около 6 му имеющие внутри по 12 и более вставных железных коробок с двумя слоями очистной массы в каждой коробке. Газ вводится в башню снизу и затем параллельными потоками отводится по всем коробкам. Очищенный газ собирается в круговом пространстве между кожухом башни и стенками коробок и выводится через боковой отвод. Перезарядка башен производится при помощи подвижного крана, который подаёт коробки с насыщенной массой в помещение для регенерации и затем обратно коробками с регенерированной массой загружает свободные башни.
Этот способ очистки позволил сократить капитальные и эксплоатационные расходы на 30% против ящичного, а занимаемую площадь в 4 раза.
Некоторые промышленники пошли ещё дальше в усовершенствовании сухого способа очистки, а именно применением обычной очистной массы в виде шариков диаметром 15—20 мм. Шарики эти достаточно прочные и имеют большую пористость, способ изготовления ихзасекречен фирмой. Очистная масса в таком виде засыпается в башни (количество башен две и более) диаметром около 4 м и высотой 6 м9 засыпка производится сверху. Работа этих башен регулируется таким образом, что в то время как газ пропускается через одну башню, вторая находится в регенерации.
Газ поступает снизу башни и выходит сверху.
Когда нижние слои шариков обогатились серой на45—50% и считаются уже отработанными, их удаляют, открывая внизу башни разгрузочную задвижку, а в то же время сверху засыпается свежая порция шариков.
Скорость прохождения газа через такие очистительные башни около 100 мм/сек. Эти установки более компактны.
Кроме болотно-рудной сухой очистки газа применяется также очистка гашеной известью.
При очистке газа гашеной известью происходит поглощение не только H2S, но и С02, если он в газе присутствует, причём первым поглощается С02, а затем H2S.
Химические реакции следующие:
Са(ОН)2.+ С02= СаС03+ Н20 Са(ОН)2 + H2S = CaS + 2НаО
Способ этот устарел, однако, и сейчас ещё применяется для очистки небольших количеств газа.
Очистные ящики заполняются известью и окисью железа, причём сначала газ проходит ящики с известью, а затем — ящики с окисью железа.
Объём массы должен быть таким, чтобы обеспечить 10—15-минутное пребывание газа в очистителях.
Сера при этом способе не извлекается.
Вторым видом сухой очистки газа является адсорбция. В качестве адсорбента применяется активированный уголь. Впервые по этому способу была пущена в эксплоатацию установка в 1926 г. в Германии на 40 тыс. мв газа в сутки, а затем на 5 млн. мъ/сутки. Процесс состоит из трёх операций: а) поглощение H2S, б) окисление H2S до элементарной серы и в) экстрация серы из угля. Способ этот наиболее эффективен при содержании сероводорода в газе не более 1%. Технологическая схема очистки следующая. Газ при входе на очистную установку пропускается через фильтр для освобождения от нефтяных частиц, затем к нему подмешивается воздух (в количестве 3—4% от газа) и аммиак (в количестве 0,3—0,5 г/м3 газа) и направляется в адсорберы. Число адсорберов различно (от 2 до 4) в зависимости от пропускаемого количества газа. После того как будет установлено, что уголь в том или ином адсорбере насыщен H2S этот адсорбер отключается, и уголь в нём подвергается регенерации. Обычно серу из пор угля извлекают промывкой его раствором сульфида аммония, но могут применяться и другие растворители (сероуглерод, хлористая сера и т. д.). Таким образом, часть адсорберов находится в насыщении часть — в регенерации. Регенерация угля заканчивается пропуском через него водяного пара при температуре около 100° С, и вся операция требует времени 10—12 час.
Постепенно раствор сульфида аммония обогащается серой, когда содержание серы дойдёт до 200—300 г/л раствора последний подвергается регенерации, при этом получают чистую серу.
Основные показатели очистки по этому способу следующие:
1. Степень очистки газа от H2S 100%.
2. Число адсорберов от 2 до 40 шт. Диаметр адсорбера 2,9 м, высота 1 му высота загрузки углем 0,80 ж, количество угля до 5м3 в каждом адсорбере.
3. Уголь до проскока сероводорода задерживает от 50 до 150% серы от собственного веса. В среднем 1 м3 угля поглощает 400 кг серы.
4. 1 л раствора сульфида аммония извлекает до 0,3 кг серы. Концентрация раствора 15%.
5. Потеря давления в адсорбере 50—60 мм вод. столба.
6. Скорость газа, считая на полное сечение, 80 мм /сек.
7. Температура газа до адсорбера 35—^40° С.
8. Возможное количество регенераций угля — 100.
9. Выход элементарной серы 95%.
10. Чистота серы 99—'99,5%.
11. Расход активированного угля на 1 т серы 10 кг.
12. Расход пара на 1 т серы 5—б т.
В применении к очистке естественных газов, содержащих газобензиновые углеводороды, этот способ нуждается еще в проведении дополнительных исследовательских работ по выявлению возможного совмещения очистки газа и его отбензинивания.
АБСОРБЦИОННЫЕ СПОСОБЫ ОЧИСТКИ
Стремление исследователей и промышленников к устранению недостатков сухой очистки газов (громоздкость установок, периодичность процесса и др.) натолкнула их на применение жидких реаген-тов. Практика показала, что «мокрые» способы очистки (абсорбционные) выгодно отличаются от «сухих» своей компактностью, непрерывностью процесса, простотой обслуживания и дешевизной экс-сплоатации.
При этом некоторые способы очистки позволяют утилизировать элементарную серу, при других сера не утилизируется.
Степень очистки газа при абсорбционных способах несколько ниже сухих и составляет 90—99%.
Этот способ очистки впервые был применён американцами в 1920 г. Сущность его заключается в промывке газа водным раствором (концентрацией 1—3%) кальцинированной соды. Процесс поглощения H2S протекает по следующей обратимой реакции:
Na2C03+ H2S^ NaHS-f NaHC03.
После того как раствор насыщен сероводородом, его подвергают регенерации продувкой воздуха. Последний увлекает с собой H2S и раствор вновь приобретает свои первоначальные поглотительные свойства. Конструктивное оформление сиборд-процесса чрезвычайно простое: имеются два скрубера — один для абсорбции сероводорода и один для регенерации раствора, две ёмкости — для отработанного и для регенерированного раствора, два насоса для циркуляции раствора и воздуходувка для продувки воздухом отработанной жидкости.
Газ, подлежащий очистке, поступает в нижнюю часть абсорбера и направляется вверх, проходя через серию насадок (кольца Рашига, деревянные решетки, кокс и пр.) Навстречу газу сверху вниз подаётся раствор в количестве 6—8 л/ж3 газа. Раствор поглощает HsS, выводится из нижней части абсорбера и поступает в промежуточную ёмкость, очищенный от H2S газ выходит из верха абсорбера и направляется по назначению.
Отработанный раствор из промежуточной ёмкости забирается насосом и подаётся на верхние насадки второго скрубера регенератора и стекает вниз навстречу потоку воздуха.
Воздух выдувает H2S и увлекает с собой, а регенерированный раствор собирается в промежуточную ёмкость и затем насосом подаётся опять в абсорбер. Таким образом, цикл замыкается. Циркуляция раствора происходит непрерывно.
Воздух вместе с H2S из регенератора выдувается в атмосферу. В этом один из существенных недостатков сиборд-процесса, так как выдуваемый в атмосферу сероводород загрязняет её. Чтобы частично устранить этот недостаток, рекомендуется выдуваемый H2S сжигать или в крайнем случае выдувание производить через высокие стояки (до 80 м высотой). Элементарная сера при этом, конечно, не утилизируется.
Вторым недостатком этого процесса является сравнительно невысокая степень очистки газа—80—90%, правда, возможно применение двухступенчатой очистки, при которой возможно очистить газ на 95—98%, но это не всегда оправдывается экономически.
Однако, несмотря на эти недостатки сиборд-процесс распространён в США из-за простоты устройства аппаратуры, компактности установки, небольших капиталовложений и дешёвой эксплоатации.
В наших промысловых условиях для небольших количеств газа и небольшого содержания в них H2S (до 1,5%) в случаях, не требующих высокой степени очистки, применение сиборд-процесса вполне целесообразно.
Основные показатели по сиборд-процессу следующие:
1. Степень очисТки газа 80—95%.
2. Количество циркулируемого раствора крепостью 3%—6—8 л на
1 м3 газа.
3. Расход соды на восстановление потерь до 2 г на 1 лг3 газа, содержащего 1% H2S.
4. Расход воздуха для регенерации — 250% по отношению к общему количеству очищаемого газа или около 300 м3 на 1 м3 раствора.
Способ Пти
В попытке избежать недостатки сиборд-процгсса Голландско-Бельгийское общество разработало процесс, который потом был назван способом Пти. Он состоит в комбинации мокрого и сухого методов очистки газа.
Для поглощения H2S вместо содового раствора по способу Пти применяется концентрированный раствор (15—20%) поташа (К2С03), а для регенерации раствора—вместо воздуха применяется углекислота, что придаёт известные преимущества этому способу в части более интенсивного поглощения H2S концентрированным раствором и ликвидации побочных реакций окисления, вызываемых обычно присутствием воздуха.
При продувке отработанного циркулирующего раствора углекислотой, последняя вытесняет сероводород, химически взаимодействуя с раствором, образуя бикарбонат калия. Раствор далее направляется через теплообменник в подогреватель, где происходит разложение бикарбоната, восстановление поташа и выделение углекислоты. Полученные реагенты опять направляются в цикл. Химизм этих процессов следующий:
1. Абсорбция H2S
К2С03 + H2S = KSH + КНСОз
2. Взаимодействие С02 с отработанным раствором
KSH+C02+H20==KHC03+ H2S
3. Разложение бикарбоната
2КНС03=К2С03+ С02+ Н20
Потери углекислоты при циркуляции в цикле ничтожны. Вытесненный из раствора сероводород вместе с небольшим количеством углекислоты отводится из скрубера и направляется на сухую очистку, описанную нами ранее. Таким образом, размеры сухой очистки очень небольшие, так как пропускается через неё только H2S с небольшой примесью С02.
Из поглотительной массы элементарная сера извлекается раствором трихлорэтилена или сероуглеродом. Метод этот, обладая преимуществами сухой очистки и сиборд-процесса, всё же в целом является громоздким, требует наличия источника углекислоты для восполнения потерь и значительного рахода пара.
Фенолятный способ
Этот способ впервые был применен в 1936 г. в США фирмой Ко-перс. Рабочим реагентом здесь является водный раствор фенолята натрия. При контакте абсорбента с сероводородом имеет место следующая обратимая реакция:
C5H6ONa+H2S NaHS+C6H5OH.
При абсорбции реакция протекает слева направо, при регенерации, наоборот, справа налево.
Наличие такого реагента, состоящего из двух компонентов, позволяет создать гибкую систему абсорбции, способную разрешить различные практические задачи. Например, если газы содержат небольшие количества сероводорода и требуется высокая степень очистки их, тогда готовят раствор с низкой концентрацией каустика
и высокой концентрацией фенола и, наоборот, при наличии газа с большим содержанием H2S раствор принимается со сравнительно высокой концентрацией щелочи и низкой концентрацией фенола. 1 л раствора поглощает от 30 до 50 г серы. Процесс очистки производится в одну или в две ступени.
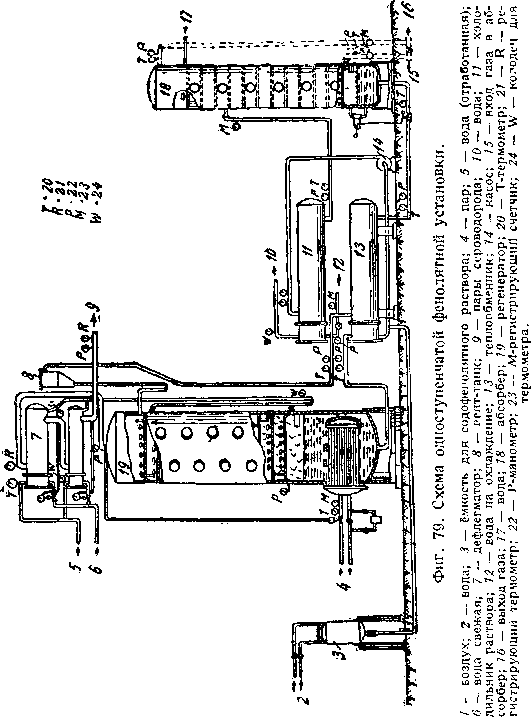
На фиг 79 показана схема одноступенчатой очистки.
Газ, подлежащий очистке от H2S, входит в нижнюю часть абсорбера (см. схему), и, поднимаясь кверху, контактируется с фенолятным. раствором, который подаётся в верхнюю часть абсорбера (на четвёртую тарелку, считая сверху) и стекает вниз с тарелки на тарелку. Верхние три тарелки абсорбера служат для улавливания паров фенола из газа, для чего на эти тарелки подаётся свежая вода. Пройдя абсорбер, очищенный газ направляется по назначению для использования, а насыщенный раствор под давлением в абсорбере проходит теплообменник и поступает на верхнюю тарелку десорбера (регенератора). Здесь происходит регенерация раствора водяным паром, который подаётся в нижнюю часть десорбера и нагревает раствор. Отогнанный сероводород из десорбера проходит дефлегматоры, охлаждается, отделяется от Н20 и направляется для использования. Чистота его 95—99%. Регенерированный фенолятный раствор из низа десорбера проходит теплообменник, где частично отдаёт тепло идущему навстречу насыщенному раствору, затем забирается насосом, прокачивается через холодильник и подаётся снова в абсорбер. Таким образом, фенолятьый раствор непрерывно циркулирует между абсорбером и десорбером.
Режим работы очистительной установки поддерживается автоматически установленными контрольно-измерительными приборами. Степень очистки газа по этой схеме 95%.
Для получения более высокой степени очистки процесс ведут по схеме двухступенчатой очистки. Отличительные её особенности следующие. Подача раствора в абсорбер производится раздельно в две точки абсорбера—на средние и верхние тарелки, причём на средние тарелки подаётся наибольшая часть; этот раствор берётся от средних тарелок десорбера, а на верхние тарелки абсорбера подаётся сравнительно небольшая часть раствора, взятого из низа десорбера. Эта часть раствора, пройдя верхнюю половину абсорбера до серединных тарелок, вливается в основную массу раствора и дальше идёт как и в одноступенчатой очистке.
Таким путём достигается степень очистки 98—99,8%.
Ниже даются некоторые технические данные о фенолятной установке:
Ввиду коррозийных условий, особенно в верхней части десорбера, вся верхняя часть его, включая верхние тарелки, трубопроводы и дефлегматоры, должна быть изготовлена из специальной стали, например хромоникелевой (18% хрома, 8% никеля).
Выделенный из газа сероводород в США на многих установках используется для производства серной кислоты.
Фенолятный способ очистки газов является простым, вполне осуществимым в промысловых условиях, реагенты доступные.
Раствор фенолята натрия поглощает не только H2S, но и С02. Это обстоятельство несколько осложняет процесс регенерации раствора. Чтобы избежать этого, стремятся изменением режима работы установки добиться селективной абсорбции H2S из газовой смеси. В частности понижают температуру в абсорбере до 20—25° С и снижают плотность орошения до 3—4 л на 1 м3 газа. При этом сероводород извлекается до 95%, а углекислота извлекается в небольшой степени (около 2%).
Этаноламиновый способ (Girbotol process)
Этот способ был разработан после того, как было установлено, что некоторые амины хорошо реагируют со слабокислотными газами, такими, как сероводород и углекислота.
Наиболее подходящими реагентами оказались моноэтаноламин, диэтаноламин и триэтаноламин. Основные свойства этих реагентов следующие (табл. 66)
Таблица 66
| № по пор. | Физические свойства | Моно этаноламин | Диэтаноламин | Триэтаноламин |
|
1 | Химическая формула |
NH2(C2H50) |
NH(C2H50)2 |
N(C2H50)3 |
|
2 | Удельный вес при 20° С |
1,018 | 1,101 | 1,120 |
| 3 |
Молекулярный вес | 61,06 |
105,1 | 149,15 |
|
4 | Температура кипения °С | 172 | 217 при |
277 при |
| 5 |
Упругость паров при 20° С, мм рт. столба . | - | 150 мм рт. ст. 0,0002 | 1 150 мм рт. ст. <0,0001 |
| 6 |
Растворимость в воде . | П | о л н а | я |
| 7 | Теплота реакции: а) С СО, .... | 364 кал |
350 кал | |
| б) С H2S..... | — | 284 „ | 222 „ | |
| 8 | Растворимость в углеводородах .... | Н е р | а с т в о | р и м |
| 9 |
Удельная теплоемкость 50%-ного водного раствора | 0,800 | 0,787 | |
| 10 |
Вязкость по Сейболту 50%-ного раствора при 37,8° С....... | — | 1 41 | 48,6 |
Взаимодействие этаноламинов с сероводородом идёт по следующей обратимой реакции:
RNH2+H2S^RNH3HS
Протекание реакции в ту или другую сторону происходит в зависимости от температуры и парциального давления.
Раствор способен поглощать также и С02.
На фиг. 80 показана схема процесса. Газ с содержанием H2S поступает в нижнюю часть абсорбера, имеющего тарелки или насадки.
Свежий или регенерированный раствор амина входит в абсорбер в верхней его части и стекает вниз противотоком поднимающемуся вверх газу. Температура абсорбции 30 — 40° С. Абсорбированный сероводород увлекается вниз вместе с раствором. Очищенный газ выходит через верх абсорбера и отводится для использования по назначению.
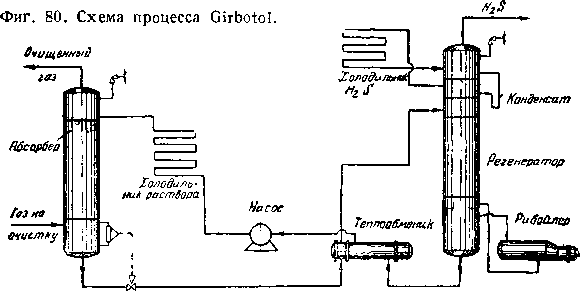
Насыщенный раствор, содержащий H2S под давлением в абсорбере (или при помощи насоса), выходит из низа абсорбера, проходит через теплообменник и подаётся в верхнюю часть реактиватора (десорбера). Если давление в абсорбере высокое и если требуется очень высокая очистка газа, то на линии насыщенного абсорбента, между абсорбером и теплообменником, устанавливается выветрива-тель, работающий при давлении более низком, чем в абсорбере для удаления углеводородных газов, растворенных вследствие высокого давления в абсорбере.
Реактиватор имеет тарелки или насадки, тарелки более эффективны. Внизу реактиватора помещён рибойлер, посредством которого производится подогрев раствора до температуры кипения для отгонки поглощённого сероводорода. Обычно эта температура немногим выше температуры воды при давлении в реактиваторе порядка 105—120°С.
Регенерированный раствор, свободный от H2S, подаётся из низа реактиватора насосом через теплообменник, затем холодильник обратно в верхнюю часть абсорбера.
Сероводород вместе с парами воды из верха реактиватора проходит холодильник, где температура понижается до 25—35° С в зависимости от температуры и количества подаваемой охлаждающей воды. Пары воды конденсируются, и конденсат возвращается на верх реактиватора, а концентрированный сероводород выходит из холодильника и направляется для сернокислотного производста или получения элементарной серы. Этаноламиновый раствор не корродирует сталь или железо, более того вследствие щёлочности раствора коррозийное действие сероводорода снижается и практически незначительно, так что вполне возможно для всех частей установки применять низкоуглеродистую сталь и чугун. Специальных сплавов не требуется. Процесс очистки газа по этому способу возможно совместить с осушкой газа; для этого необходимо в качестве реагента иметь смесь водного раствора диэтиленгликоля и этаноламина. Практически такие растворы применяются и содержат: 11 % моно-этаноламина, 72% диэтиленгликоля и 17% воды или 19% моноэтано-ламина, 76% диэтиленгликоля и 5% воды.
Такие комбинированные установки по очистке и осушке газа устанавливаются Главгазтоппромом при Совете Министров СССР для обработки газа, подаваемого из района Саратова в Москву, и газа,, подаваемого из Похвистнево в Куйбышев.
Ниже приводятся показатели работы очистительных установок по этаноламиновому методу (табл. 67),
Таблица 67
| № по пор. |
Характеристика | Установка № 1 | Установка № 2 |
Установка № 3 | Установка № 4 |
| 1 |
Производительность установки, |
||||
|
тыс. M*jcym.......... | 130 |
149 | 227 | 300 | |
| 2 | Источник газа........ |
Нефтеперегонный |
Естественный | ||
| з-д | газ |
||||
| 3 | Давление в абсорбере, am . . | 6,8 |
19,7 | 27 | 27 |
| 4 | Содержание H2S в сыром газе, г/м* |
50,1 | 7,0 | 3,7 |
2,8 |
| 5 |
Содержание H2S в очищенном газе | 1,85 | 0,2 | 0 | 0 |
| 6 |
Количество циркулирующего ра |
||||
|
створа, л/мин | 284 |
81 | 85 | 50,6 |
|
| 7 | Концентрация аминов в растворе | ||||
| % (весовых)......... | 9;5 |
13,5 | 5,6 | 11,1 |
|
| 8 | Расход пара в кг на 1 кг выде | ||||
| ленного H2S - | 4,8 ! | 6,6 |
— | 9,2 | |
| 9 | Давление пара в рибойлере, am . | 0,47 | 6,8 |
0.47 | 25 |
| 10 | Давление пара в десорбере, am | 0,14 | 4,1 |
0,07 | 0,07 |
|
11 | Температура раствора перед аб | ||||
| сорбером, °С ...... . |
13 | 60 | 34 |
25,5 | |
| 12 |
То же после абсорбера, °С . |
31,7 | 65 | 28 |
25,5 |
| 13 | То же перед десорбером, °С . | 91,0 | 97 | 80 | 90 |
| 14 | То же после десорбера, °С . . | 106 |
111 | 102 | 129 |
| 15 | Потери аминов, кг/сутки . . . | 3,15 |
6,75 | 0,45 |
|
Примечание. Установка № 4 является комбинированной по очистке и осушке газа.
Установки работают полностью автоматически, режим регулируется контрольно-измерительными приборами.
Степень очистки 99% и выше.
Основными достоинствами этого способа очистки являются:
а) высокая степень очистки благодаря большой поглотительной способности раствора;
б) возможность селективного извлечения сероводорода и углекислоты;
в) лёгкая регенерируемость раствора;
г) небольшие потери реагента, вследствие небольшой упругости паров раствора;
д) компактность установки;
е) небольшой расход воды и электроэнергии.
Недостатком этого процесса является сравнительно большой расход пара.
В наших условиях внедрение этого способа пока задерживается отсутствием промышленного производства этаноламинов. В 1946 году заводы министерств химической промышленности и резиновой промышленности начнут производить этот реагент.
Тэйлокс-процесс
Впервые по этому процессу очищать газ стала фирма Коперс (США) в 1927 г. Процесс был запатентован, и применяемые реагенты точно не были известны. Однако, впоследствии (1932 г.) было установлено, что поглотительным раствором при этом процессе служит или мышья-ково-содовый или мышьяково-аммиачный растворы.
Основные химические реакции взаимодействия сероводорода с растворами следующие:
1. Na3AsOS3+H2S—Na3AsS4+H20
2. (NH4)3AsOS3+H2S—(NH4)3AsS4+H20
Реакция регенерации раствора происходит при продувке его воздухом и протекает с выделением элементарной серы:
1. 2Na3AsS4+02 = 2Na3As0S3+2S
2. 2(NH4)3AsS4+ 02 = 2(NH4)3AsOS3+ 2S.
Чем концентрированнее раствор, тем больше поглотительная способность его и тем меньше требуется раствора на 1 л*3 газа. Исследованиями установлено, что оптимальной концентрацией мышьяка (в виде As203) в растворе считается В—10 г/л, и кальцинированной соды 13—15 г/л.
Тэйлокс-процесс может быть одно- или двухступенчатым. Двухступенчатая очистка позволяет довести степень очистки газа до 99%.
На фиг. 81 показан процесс газа по способу Тэйлокс. Сущность этого способа аналогична фенолятному процессу.
Газ, очищенный от капелек нефти, подаётся снизу абсорбера и, поднимаясь вверх, контактируется с поглотительным раствором, который и поглощает сероводород. Абсорберов два—один орошается полунасыщенным раствором, а второй — свежим, чем достигается высокая степень очистки. Температура в абсорбере около 30° С.
Насыщенный раствор насосом подаётся в регенератор, а оттуда регенерированный через напорный бак идёт на орошение абсорбера. Регенерация раствора производится сжатым воздухом, прокачиваемым через раствор снизу вверх.
В результате действия кислорода воздуха на раствор происходит регенерация последнего и выделение серной пены, которая самотёком отводится в пеносборники и далее в отстойники. Из отстойников серный шлак пропускают через серию нутч-фильтров, через автоклав, откуда и получают элементарную серу.
Следует отметить, что процесс происходит значительно сложнее* чем он показан на схематическом чертеже фиг. 81.
Процесс регенерации раствора успешно протекает при темпера-туре 35° С; воздуха требуется 6—7 м3 на 1 кг поглощённой серы; потребное время контакта раствора с воздухом 30—40 мин.
Примерный расход реагентов составляет: мышьяка 5—6 кг на 1 т элементарной серы, или 0,5 % от веса полученной серы; соды — 0,3 кг на 1 кг серы, или 30 % 07 всса полученной серы; расход серной кислоты на разложение гипосульфита —55 кг на 1 т серы.
По Тэйлокс-процессу в различных странах работают свыше 20 установок. Основные технические показатели работы установок по этому процессу следующие (табл. 68).
Таблица 6&
| № по |
Отечественные данные |
Иностранные данные | |||
|
Основные показатели |
Одноступен |
Двухступенчатые | |||
|
пор. | чатые |
1-я ступень | 2-я ступень |
||
| 1 | Состав поглот. раствора, г! л: | ||||
| AsOj • • • • • « | 5—10 | 3-10 |
3-10 | 10-20 | |
| NaaC03 • • • • |
8-15 | 8—15 | — |
_ | |
| N828203 * . .. . . | 200—250 | 200- 300 |
200-400 | Следы | |
| 2 | Уд. вес раствора . . . | 1,036 | 0 1 to 0 | 1,20 | _ |
| 3 | Расход реагентов: | ||||
| Na2C03 кг/кг серы |
0,20—0,30 | 0,25-0,40 |
0,65 | 1,56 г/** газа | |
| As203 ...... |
0,005—0,006 | 0,16 | 0,10 | 0,13 г/м* газа | |
| h2so4...... |
0,055 | — | — |
— | |
| Воздух (сжатый) . . . | 7,0—6,5 м*/кг серы | 4—8 мъ/кг | 0,04 | 0,1 м*/лР газа | |
| 4 | Расход пара, кг/кг серы | 10 |
4,0 | 0,06 | 0,08 |
| 5 | Интенсивность ороше | ||||
| ния, л/м* газа Степень очистки газа | 10—15 | 20 | 7—26 |
7 | |
| б | |||||
| от H2S, % ‘ * * * | 95-99 |
97-98 | 94-95 | 100 |
|
| 7 | Выход серы в % к по | ||||
| глощению ..... | 90-98 | 85—90 | 60-85 |
— | |
370 Раздел IV. Очистка газа от сероводорода
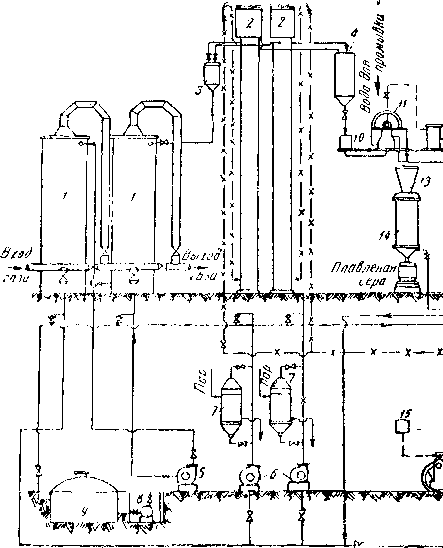
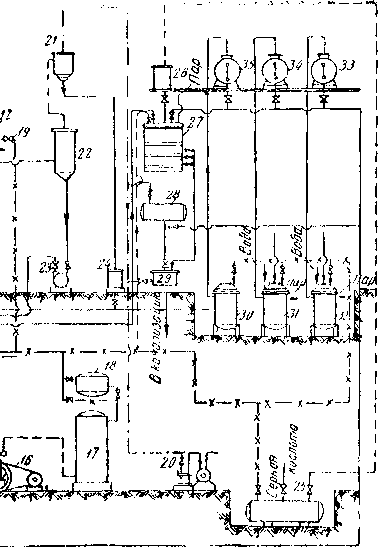
Фиг. 81. Схема установки по процессу Тейлокс.
— абсорбер; 2 — регенератор; 3 — напорный бак; 4 — печосборнмк; 5 — насос для раствора в абсорбер; 6 — насос для раствора на регенератор; 7 — подогреватель; 8 — насос для аварийного резервуара; 9 — аварийный резервуар; 10 — регулятор уровня; 11— вакуумфнльтр; 12 — сСорник редуцированного воздуха; 13 — бункер для серной пасты; 14 — автоклав; 15 - фильтр для воздуха; 16 — компрессор; 77 — воздухосборник; 18 — маслоотделитель; 19 — редуктор; 20 — сакуум-насос;
21 — каплеуловитель;
22 — вакуум-сборник;
23 — насос для фильтра;
24 — гидравлический затвор; 25 — монжю Для серной кислоты; 26 — мерник сгрной кислоты; 27—нейтрализатор; 28 — промежуточный сборник; 29— контрольный фильтр; 30 — сборник раствора из автоклава; 31 — растворитель для соды; 32 — растворитель для мышьяка, серной кислоты; 33 — мерник для раствора мышьяка; 34 — мерник для раствора соды; 35 — мерник для раствора из автоклава.
Недостатком процесса Тэйлокса является применение ядовитого реагента мышьяка. Однако опыт работы очистительных установок* по этому способу свидетельствует, что несчастные случаи на установках от отравления мышьяком весьма редки. В то же время установки имеют значительные преимущества: компактны, хорошо очищают газ,, позволяют получать элементарную серу, требуют сравнительно небольшого расхода реагентов, экономичны и могут быть рекомендованы! Для сооружения на промыслах.
Другие способы очистки газа
Кроме описанных, известен также целый ряд и других способов: очистки. Технологически все они могут быть отнесены к тому или1, иному из рассмотренных уже способов и особенность их заключается только в применении других реагентов.
Для очистки газа коксо-химической промышленности применяются способы железо-содовый и железо-аммиачный (так называемые «ф е р р о к с- п р о ц е с с ы», никелевый и др. Эти процессы по технологической схеме аналогичны тэйлокс-процессу. В качестве поглотительного раствора в феррокс-процессе принимается раствор кальцинированной соды или аммиачный раствор, в которых во взешенном, состоянии находится гидрат окиси железа. С сероводородом химически взаимодействует сода (или аммиак) и гидроокись железа.
Технические показатели по этому способу следующие:
4. Степень очистки, % ............... . 95—99
5. Расход на 1 кг поглощенной серы:
Na2C03........0,3—0,7 кг
Fe(OH)3....... . 0,2—0,3
Воздуха .....................6—8 мг
6. Выход элем, серы в % от поглощенной ......70—80
Никелевый способ очистки полностью аналогичен феррокс-процессу, только вместо гидроокиси железа здесь применяется сернокислый никель.
Степень очистки по этому способу 85—99,5%. Расход соды 2—2,5кгг расход никелевой соли 0,32—0,46 кг на 1000 м3 газа. Выход элементарной серы до 85% от поглощённой.
Способ Алкацид получил распространение в Германии* В качестве поглотительного раствора применяются растворы суль-фидо-амминовых и амминокарбоновых кислот. Фирмой «Фарбен Инду-етри» применялись три марки растворов: «М», Дик и «S» для раздельного или одновременного поглощения H2S и С02. Этот способ дает высокую степень очистки, но процесс получения раствора весьма сложный.
Технологическая схема этого процесса аналогична схеме Gir-boto! process.
К а л и е в о-ф осфатный процесс В качестве реагента по этому способу применяется раствор, содержащий 40—50% по весу фосфата калия (К3Р04).
В США по этому способу работает 5 установок. Установки недорогие, экономичны в эксплоатации и дают высокую степень очистки (98% и выше).
Известковый способ. Для очистки небольших количеств газа (10—-ЗОтыс. м^/сутки), содержащего значительное количество сероводорода (0,5% и выше), может быть рекомендован способ очистки, известковым молоком. Основная реакция взаимодействия следующая:
Ca(0H)2+H2S ^ Ca(HS)2+2H20.
